
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов программы подготовки квалифицированных рабочих, служащих СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы) срок обучения 10 месяцев.
Комплект контрольно – оценочных средств разработан на основе Федерального государственного образовательного стандарта среднего профессионального образования подготовки квалифицированных рабочих, служащих по профессии150709.02 Сварщик (электросварочные и газосварочные работы); программы междисциплинарного курса МДК.04.01.Дефекты и способы испытания сварных швов; рекомендаций БОУ НПО ПУ №65 по формированию нормативно - методической документации по реализации ФГОС СПО от 01.09.2013 г.; положения о формировании фонда оценочных средств программы подготовки квалифицированных рабочих, служащих СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы); положения о промежуточной аттестации обучающихся БОУ НПО ПУ №65, порядка организации и осуществления образовательной деятельности по образовательным программам среднего профессионального образования (приказ МОРФ от 14.06.2013 г. № 464).
КОМ МДК 04.01.docx
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище №65»
Комплект контрольнооценочных средств
по междисциплинарному курсу
МДК 04.01. Дефекты и способы испытания сварных швов
программы подготовки квалифицированных рабочих, служащих СПО
по профессии 150709.02
Сварщик (электросварочные и газосварочные работы)
срок обучения 10 месяцев
1 Седельниково, 2013
Сварщик
служащих по профессии150709.02
газосварочные работы);
Комплект контрольно – оценочных средств разработан на основе Федерального
государственного образовательного стандарта среднего профессионального образования
подготовки квалифицированных рабочих,
программы
(электросварочные и
междисциплинарного курса МДК.04.01.Дефекты и способы испытания сварных швов;
рекомендаций БОУ НПО ПУ №65 по формированию нормативно методической
документации по реализации ФГОС СПО от 01.09.2013 г.; положения о формировании
фонда оценочных средств программы подготовки квалифицированных рабочих, служащих
СПО по профессии 150709.02 Сварщик (электросварочные и газосварочные работы);
положения о промежуточной аттестации обучающихся БОУ НПО ПУ №65, порядка
организации и осуществления образовательной деятельности по образовательным
программам среднего профессионального образования (приказ МОРФ от 14.06.2013 г. №
464)
Организация – разработчик: БОУ НПО «ПУ № 65», c. Седельниково Омской области.
Разработчик:
Баранов В.И. мастер производственного обучения, преподаватель специальных дисциплин
БОУ НПО «Профессиональное училище № 65», с. Седельниково Омской области.
Согласовано:
На заседании
педагогического совета
Протокол №__________
«__»___________2013г.
2 СОДЕРЖАНИЕ
1. Паспорт комплекта контрольно
оценочных средств..4
2. Результаты освоения
междисциплинарного курса, подлежащие
проверке.6
3. Оценка освоения учебной дисциплины
…………………………………………...11
3.1. Формы и методы оценивания11
3.2. Типовые задания для оценки освоения учебной дисциплины14
4. Контрольнооценочные материалы для
итоговой аттестации по учебной
дисциплине
…………………………………………...24
3 1. Паспорт комплекта контрольнооценочных средств
В результате освоения междисциплинарного курса МДК. 04. 01. Дефекты и способы
испытания сварных швов, обучающийся должен обладать предусмотренными ФГОС
среднего профессионального образования по программе подготовки квалифицированных
рабочих, служащих СПО по профессии 150709.02 Сварщик (электросварочные и
газосварочные работы) следующими умениями, знаниями, которые формируют
профессиональную компетенцию, и общими компетенциями:
ПО 1. Выполнения зачистки швов после сварки;
ПО 2. Определения причин дефектов сварочных швов и соединений;
ПО 3. Предупреждения и устранения различных видов дефектов в сварных швах;
ПО 4. Выполнение горячей правки сложных конструкций;
У 1. Зачищать швы после сварки;
У 2. Проверять качество сварных соединений по внешнему виду и излому;
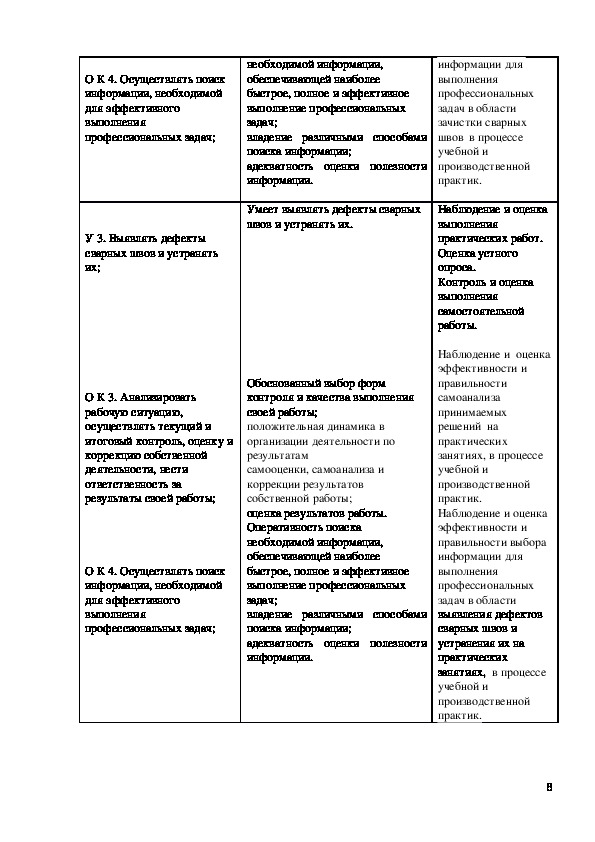
У 3. Выявлять дефекты сварных швов и устранять их;
У 4. Применять способы уменьшения и предупреждения деформаций при сварке;
У 5. Выполнять горячую правку сварных конструкций;
З 1. Требования к сварному шву;
З 2. Виды дефектов в сварных швах и методы их предупреждения и устранения;
4 З 3. Строение сварного шва, способы их испытания и виды контроля;
З 4. Причины возникновения внутренних напряжений и деформаций в свариваемых
изделиях и меры их предупреждения;
ПК 1. Выполнять зачистку швов после сварки.
ПК 2. Определять причины дефектов сварочных швов и соединений.
ПК 3. Предупреждать и устранять различные виды дефектов в сварных швах.
ПК 4. Выполнять горячую правку сложных конструкций.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее
достижения, определенных руководителем;
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль,
оценку и коррекцию собственной деятельности, нести ответственность за результаты своей
работы;
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения
профессиональных задач;
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных
профессиональных знаний (для юношей).
Формой аттестации по междисциплинарному курсу является дифференцированный
зачет
5 2. Результаты освоения междисциплинарного курса, подлежащие проверке
2.1. В результате аттестации по междисциплинарному курсу осуществляется комплексная
проверка следующих умений и знаний, а также динамика формирования общих
компетенций:
Показатели оценки результата
Форма контроля и
оценивания
Результаты
обучения:
умения, знания и общие
компетенции
уметь
У 1. Зачищать швы после
сварки;
Умеет зачищать швы после сварки.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
Наблюдение и оценка
эффективности и
правильности выбора
информации для
выполнения
профессиональных
задач в области
6
ОК 4. Осуществлять поиск
информации, необходимой
для эффективного
выполнения
профессиональных задач;
Оперативность поиска
необходимой информации,
обеспечивающей наиболее
быстрое, полное и эффективное
выполнение профессиональных
задач; владение различными способами
поиска информации;
адекватность оценки полезности
информации.
зачистки сварных
швов в процессе
учебной и
производственной
практик.
О К 7. Исполнять воинскую
обязанность, в том числе с
применением полученных
профессиональных знаний
(для юношей).
Участие во внеурочной работе с
учетом подготовки к исполнению
воинской обязанности, военных
сборах;
применение профессиональных
знаний в ходе прохождения
воинской службы.
У 2. Проверять качество
сварных соединений по
внешнему виду и излому;
Проверяет качество сварных
соединений по внешнему виду и
излому.
Сведения военкомата.
Оценка выполнения
лабораторной работы.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
О К 2. Организовывать
собственную деятельность,
исходя из цели и способов ее
достижения, определенных
руководителем;
Рациональность выбора и
применения методов и способов
решения профессиональных задач
и ситуаций;
точность, правильность и полнота
решений профессиональных задач.
Наблюдение за
организацией
рабочего места в
процессе
деятельности.
О К 3. Анализировать
рабочую ситуацию,
осуществлять текущий и
итоговый контроль, оценку и
коррекцию собственной
деятельности, нести
ответственность за
результаты своей работы;
Обоснованный выбор форм
контроля и качества выполнения
своей работы;
положительная динамика в
организации деятельности по
результатам
самооценки, самоанализа и
коррекции результатов
собственной работы;
оценка результатов работы.
Оперативность поиска
Наблюдение и оценка
эффективности и
правильности
самоанализа
принимаемых
решений на
практических
занятиях, в процессе
учебной и
производственной
практик.
Наблюдение и оценка
эффективности и
правильности выбора
7 О К 4. Осуществлять поиск
информации, необходимой
для эффективного
выполнения
профессиональных задач;
необходимой информации,
обеспечивающей наиболее
быстрое, полное и эффективное
выполнение профессиональных
задач;
владение различными способами
поиска информации;
адекватность оценки полезности
информации.
информации для
выполнения
профессиональных
задач в области
зачистки сварных
швов в процессе
учебной и
производственной
практик.
Умеет выявлять дефекты сварных
швов и устранять их.
У 3. Выявлять дефекты
сварных швов и устранять
их;
О К 3. Анализировать
рабочую ситуацию,
осуществлять текущий и
итоговый контроль, оценку и
коррекцию собственной
деятельности, нести
ответственность за
результаты своей работы;
О К 4. Осуществлять поиск
информации, необходимой
для эффективного
выполнения
профессиональных задач;
Обоснованный выбор форм
контроля и качества выполнения
своей работы;
положительная динамика в
организации деятельности по
результатам
самооценки, самоанализа и
коррекции результатов
собственной работы;
оценка результатов работы.
Оперативность поиска
необходимой информации,
обеспечивающей наиболее
быстрое, полное и эффективное
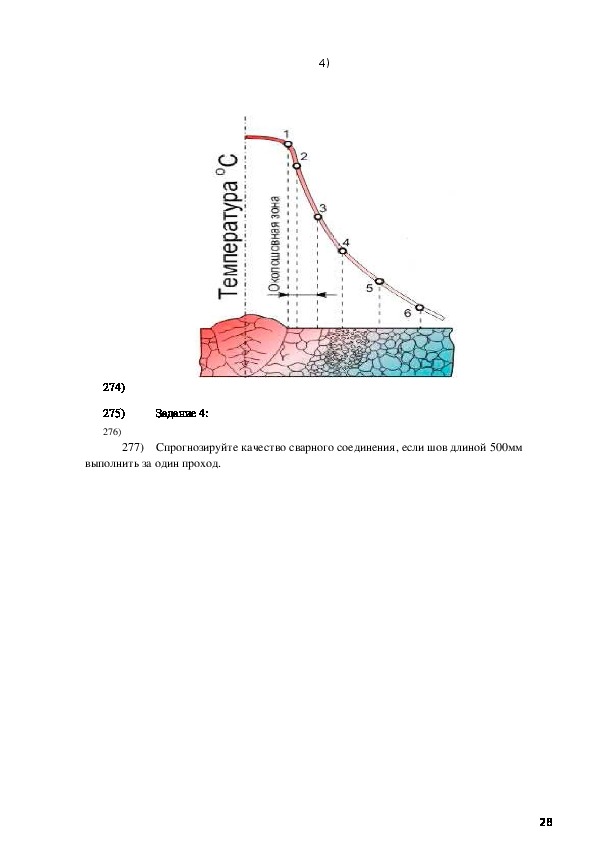
выполнение профессиональных
задач;
владение различными способами
поиска информации;
адекватность оценки полезности
информации.
Наблюдение и оценка
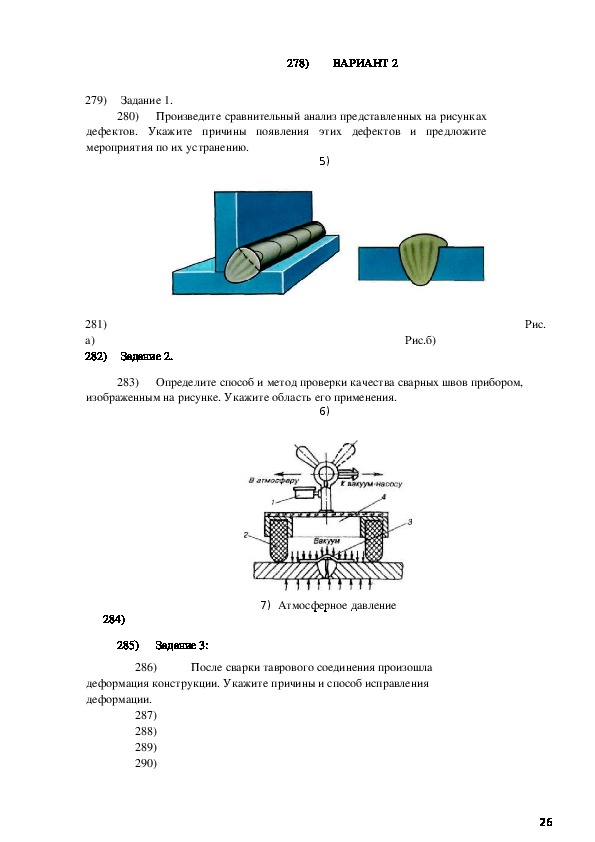
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
Наблюдение и оценка
эффективности и
правильности
самоанализа
принимаемых
решений на
практических
занятиях, в процессе
учебной и
производственной
практик.
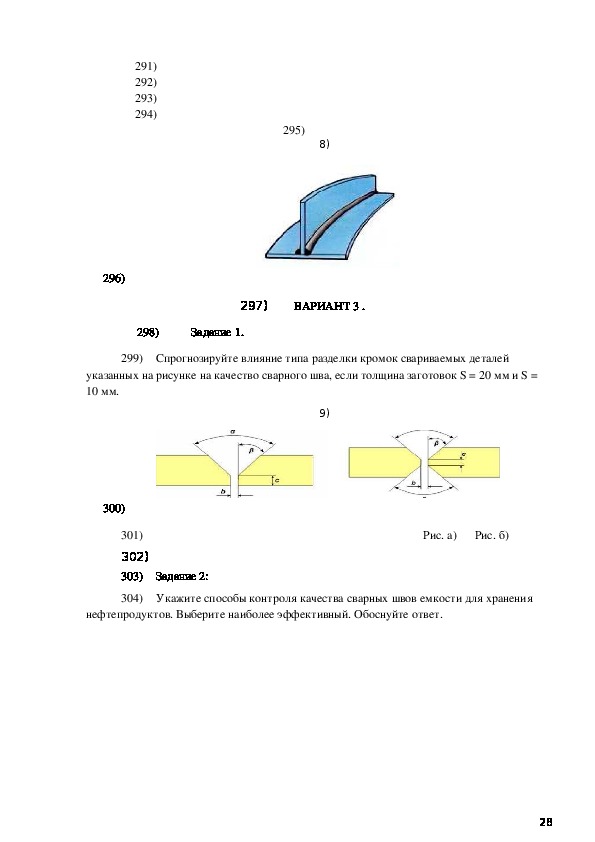
Наблюдение и оценка
эффективности и
правильности выбора
информации для
выполнения
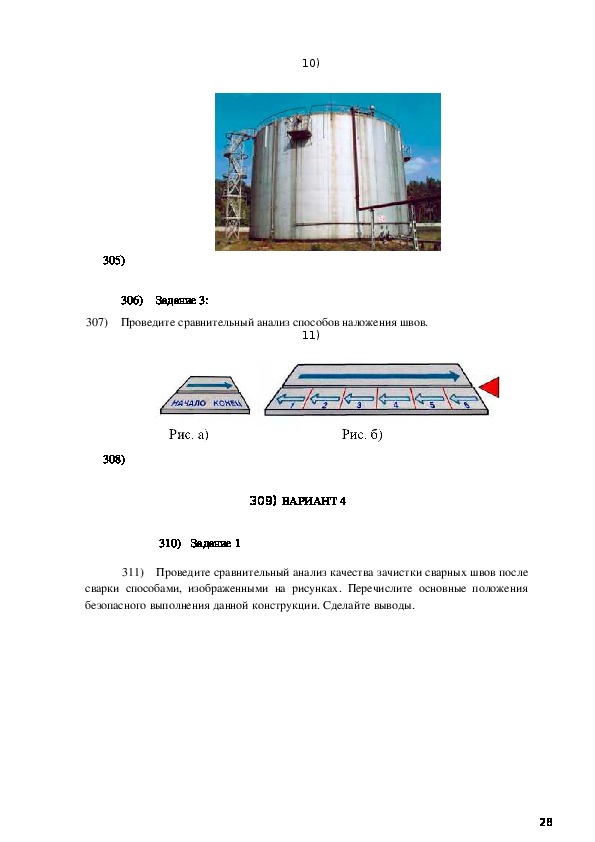
профессиональных
задач в области
выявления дефектов
сварных швов и
устранения их на
практических
занятиях, в процессе
учебной и
производственной
практик.
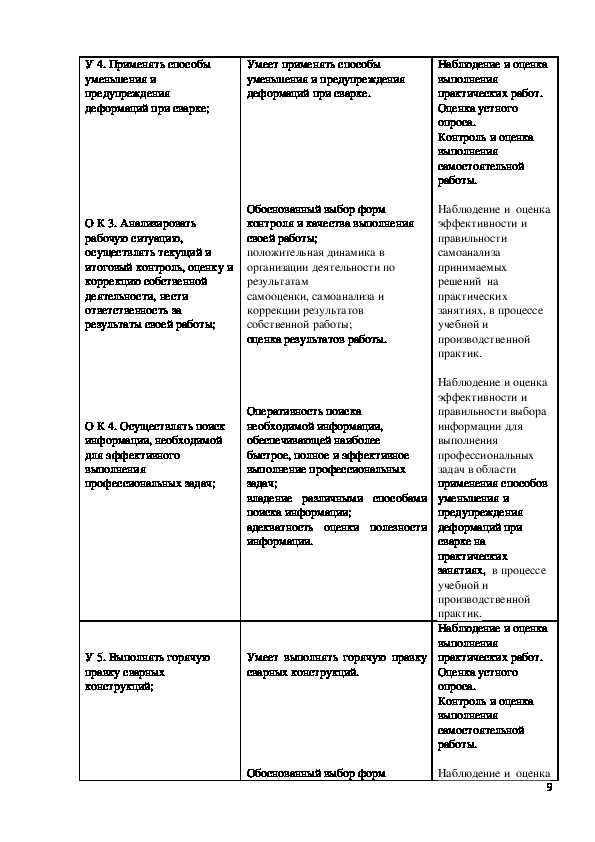
8 У 4. Применять способы
уменьшения и
предупреждения
деформаций при сварке;
Умеет применять способы
уменьшения и предупреждения
деформаций при сварке.
О К 3. Анализировать
рабочую ситуацию,
осуществлять текущий и
итоговый контроль, оценку и
коррекцию собственной
деятельности, нести
ответственность за
результаты своей работы;
Обоснованный выбор форм
контроля и качества выполнения
своей работы;
положительная динамика в
организации деятельности по
результатам
самооценки, самоанализа и
коррекции результатов
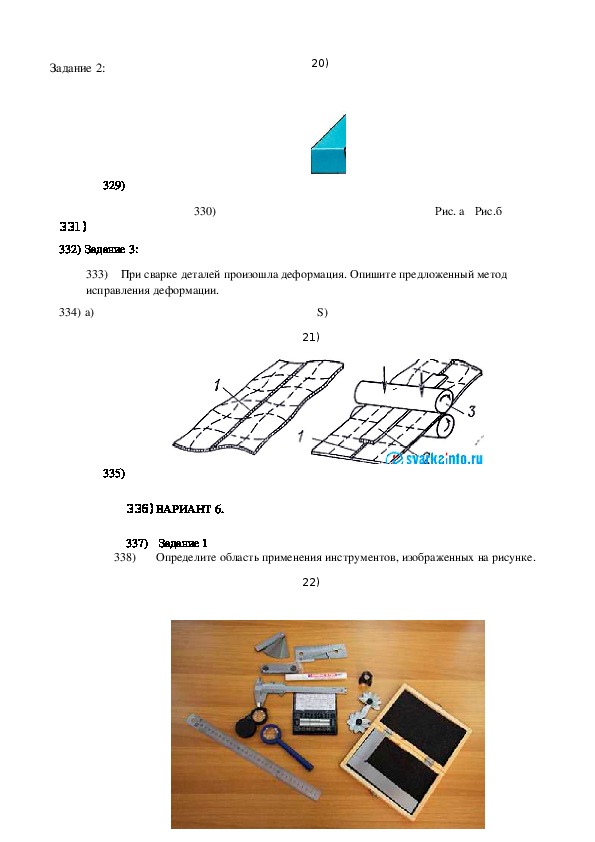
собственной работы;
оценка результатов работы.
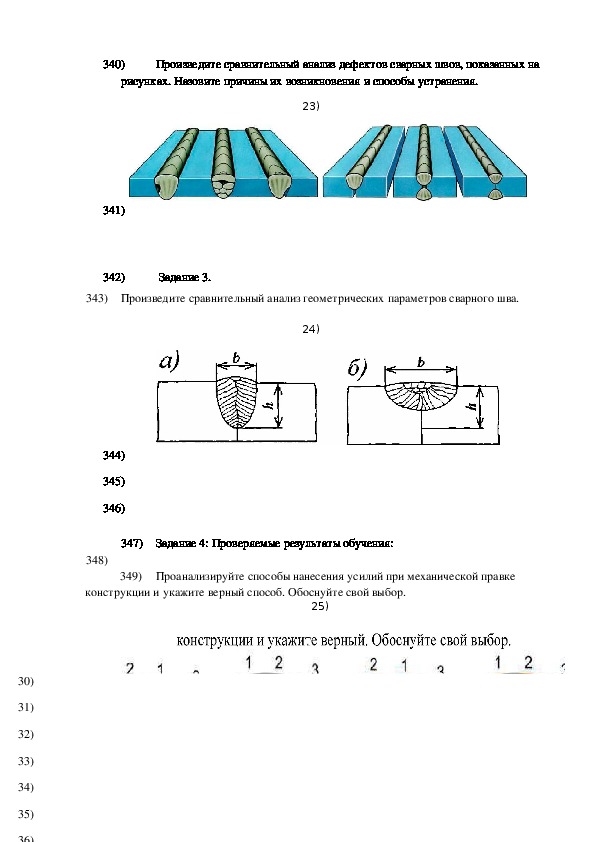
О К 4. Осуществлять поиск
информации, необходимой
для эффективного
выполнения
профессиональных задач;
Оперативность поиска
необходимой информации,
обеспечивающей наиболее
быстрое, полное и эффективное
выполнение профессиональных
задач;
владение различными способами
поиска информации;
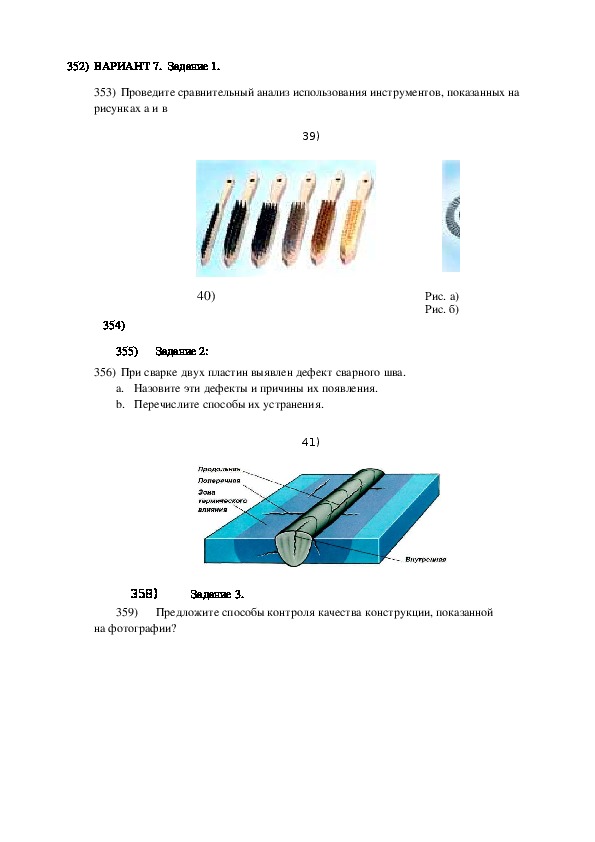
адекватность оценки полезности
информации.
У 5. Выполнять горячую
правку сварных
конструкций;
Умеет выполнять горячую правку
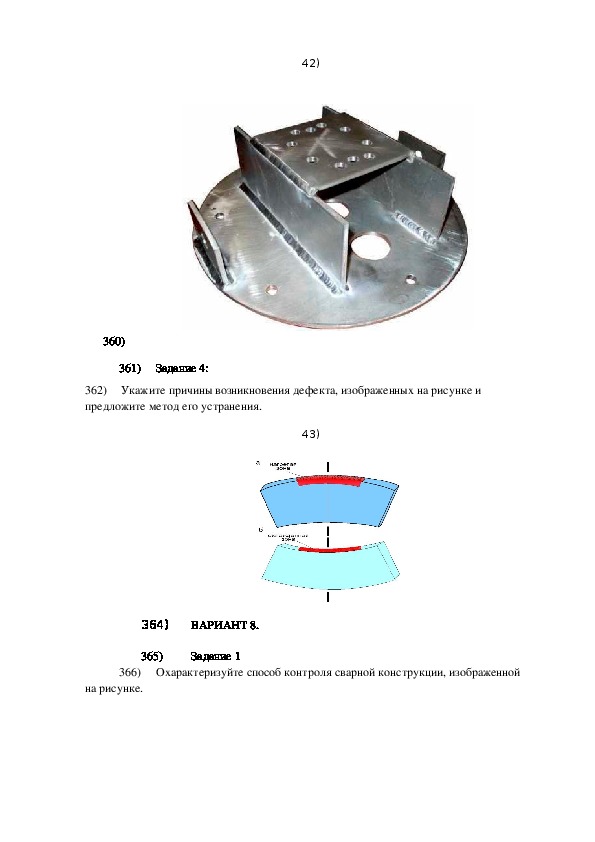
сварных конструкций.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
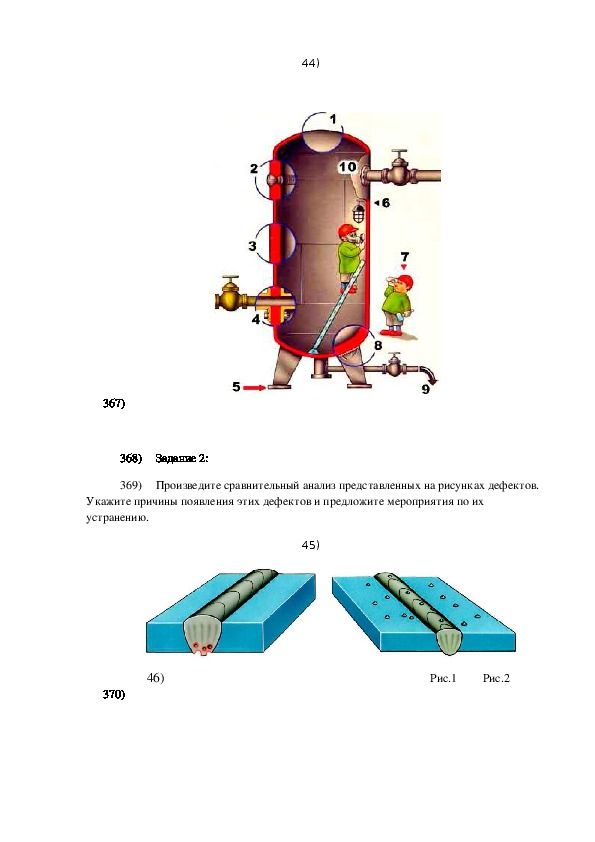
самостоятельной
работы.
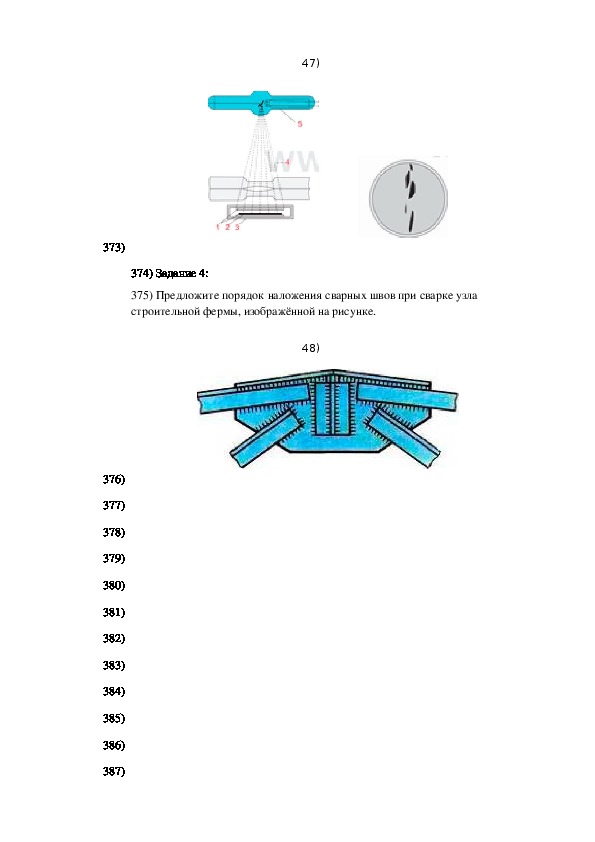
Наблюдение и оценка
эффективности и
правильности
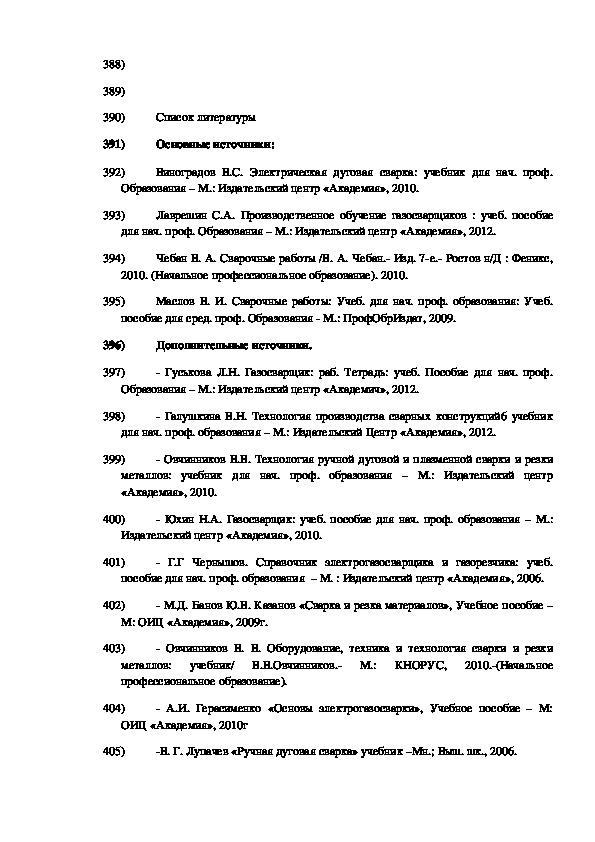
самоанализа
принимаемых
решений на
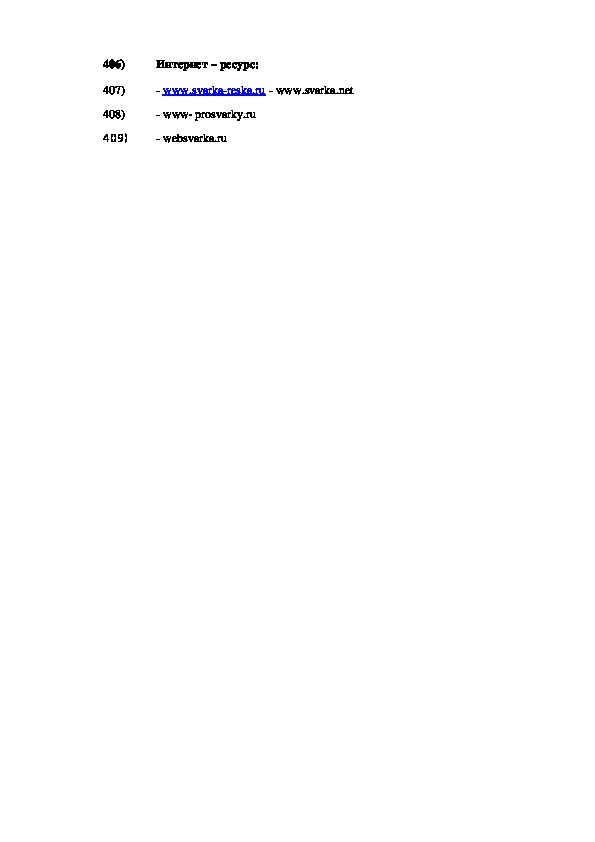
практических
занятиях, в процессе
учебной и
производственной
практик.
Наблюдение и оценка
эффективности и
правильности выбора
информации для
выполнения
профессиональных
задач в области
применения способов
уменьшения и
предупреждения
деформаций при
сварке на
практических
занятиях, в процессе
учебной и
производственной
практик.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
Обоснованный выбор форм
Наблюдение и оценка
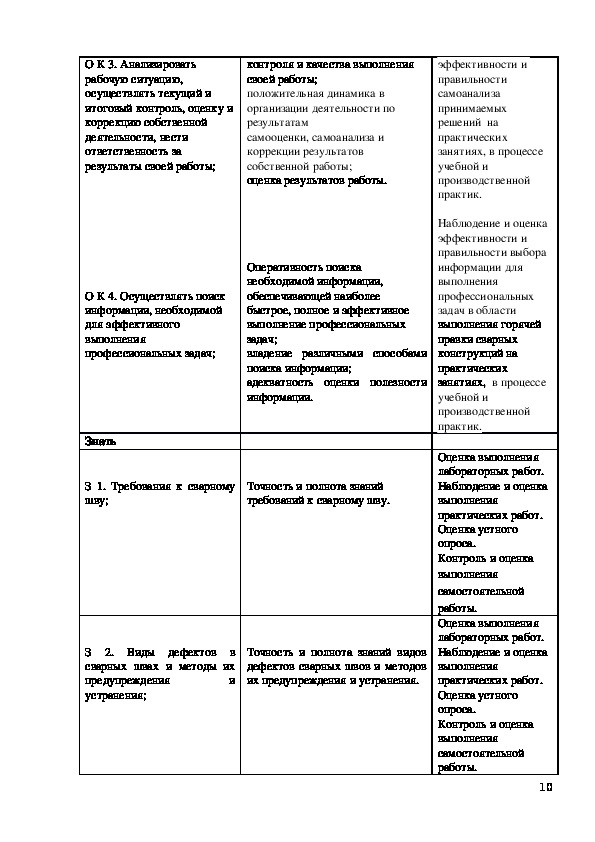
9 О К 3. Анализировать
рабочую ситуацию,
осуществлять текущий и
итоговый контроль, оценку и
коррекцию собственной
деятельности, нести
ответственность за
результаты своей работы;
контроля и качества выполнения
своей работы;
положительная динамика в
организации деятельности по
результатам
самооценки, самоанализа и
коррекции результатов
собственной работы;
оценка результатов работы.
Оперативность поиска
необходимой информации,
обеспечивающей наиболее
быстрое, полное и эффективное
выполнение профессиональных
задач;
владение различными способами
поиска информации;
адекватность оценки полезности
информации.
О К 4. Осуществлять поиск
информации, необходимой
для эффективного
выполнения
профессиональных задач;
Знать
З 1. Требования к сварному
шву;
Точность и полнота знаний
требований к сварному шву.
З 2.
Виды дефектов в
сварных швах и методы их
предупреждения
и
устранения;
Точность и полнота знаний видов
дефектов сварных швов и методов
их предупреждения и устранения.
эффективности и
правильности
самоанализа
принимаемых
решений на
практических
занятиях, в процессе
учебной и
производственной
практик.
Наблюдение и оценка
эффективности и
правильности выбора
информации для
выполнения
профессиональных
задач в области
выполнения горячей
правки сварных
конструкций на
практических
занятиях, в процессе
учебной и
производственной
практик.
Оценка выполнения
лабораторных работ.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
Оценка выполнения
лабораторных работ.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
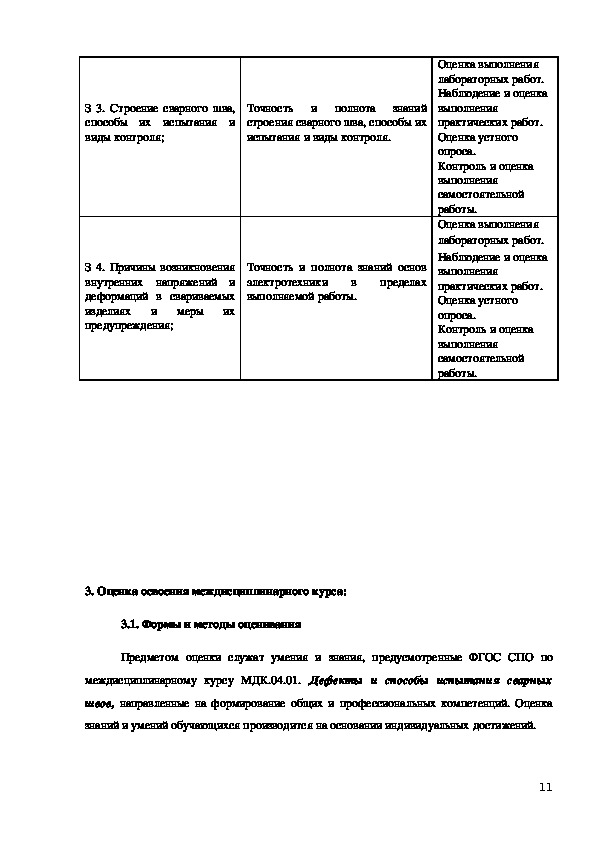
10 З 3. Строение сварного шва,
способы их испытания и
виды контроля;
Точность и полнота знаний
строения сварного шва, способы их
испытания и виды контроля.
З 4. Причины возникновения
внутренних напряжений и
деформаций в свариваемых
изделиях и меры их
предупреждения;
Точность и полнота знаний основ
электротехники в пределах
выполняемой работы.
Оценка выполнения
лабораторных работ.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
Оценка выполнения
лабораторных работ.
Наблюдение и оценка
выполнения
практических работ.
Оценка устного
опроса.
Контроль и оценка
выполнения
самостоятельной
работы.
3. Оценка освоения междисциплинарного курса:
3.1. Формы и методы оценивания
Предметом оценки служат умения и знания, предусмотренные ФГОС СПО по
междисциплинарному курсу МДК.04.01. Дефекты и способы испытания сварных
швов, направленные на формирование общих и профессиональных компетенций. Оценка
знаний и умений обучающихся производится на основании индивидуальных достижений.
11 Итоговой
аттестацией по междисциплинарному курсу является
дифференцированный зачет.
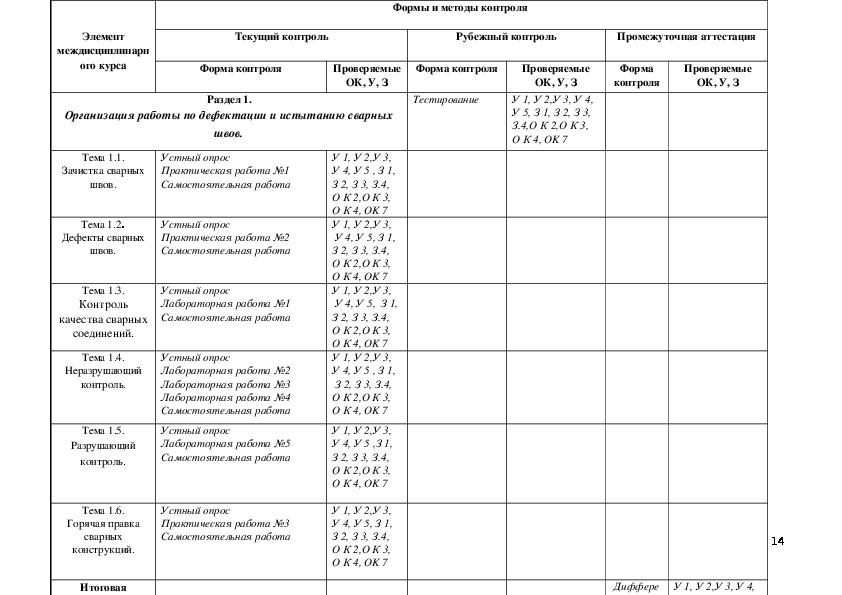
12 Контроль и оценка освоения междисциплинарного курса по темам (разделам)
13 Элемент
междисциплинарн
ого курса
Формы и методы контроля
Текущий контроль
Рубежный контроль
Промежуточная аттестация
Форма контроля
Проверяемые
Форма контроля
Проверяемые
ОК, У, З
У 1, У 2,У 3, У 4,
У 5, З 1, З 2, З 3,
З.4,О К 2,О К 3,
О К 4, OK 7
Организация работы по дефектации и испытанию сварных
Раздел 1.
Тестирование
ОК, У, З
швов.
Тема 1.1.
Зачистка сварных
швов.
Устный опрос
Практическая работа №1
Самостоятельная работа
Дефекты сварных
Тема 1.2.
швов.
Устный опрос
Практическая работа №2
Самостоятельная работа
Устный опрос
Лабораторная работа №1
Самостоятельная работа
Устный опрос
Лабораторная работа №2
Лабораторная работа №3
Лабораторная работа №4
Самостоятельная работа
Устный опрос
Лабораторная работа №5
Самостоятельная работа
Устный опрос
Практическая работа №3
Самостоятельная работа
Тема 1.3.
Контроль
качества сварных
соединений.
Тема 1.4.
Неразрушающий
контроль.
Тема 1.5.
Разрушающий
контроль.
Тема 1.6.
Горячая правка
сварных
конструкций.
Итоговая
аттестация
У 1, У 2,У 3,
У 4, У 5 , З 1,
З 2, З 3, З.4,
О К 2,О К 3,
О К 4, OK 7
У 1, У 2,У 3,
У 4, У 5, З 1,
З 2, З 3, З.4,
О К 2,О К 3,
О К 4, OK 7
У 1, У 2,У 3,
У 4, У 5, З 1,
З 2, З 3, З.4,
О К 2,О К 3,
О К 4, OK 7
У 1, У 2,У 3,
У 4, У 5 , З 1,
З 2, З 3, З.4,
О К 2,О К 3,
О К 4, OK 7
У 1, У 2,У 3,
У 4, У 5 ,З 1,
З 2, З 3, З.4,
О К 2,О К 3,
О К 4, OK 7
У 1, У 2,У 3,
У 4, У 5, З 1,
З 2, З 3, З.4,
О К 2,О К 3,
О К 4, OK 7
Форма
контроля
Проверяемые
ОК, У, З
14
Диффере
нцированн
У 1, У 2,У 3, У 4,
У 5, З 1, З 2, З 3, 3.2 Типовые задания для оценки освоения учебной дисциплины
3.2.1. Типовые задания для оценки знаний З 1, З 2, З 3, З 4, умений У 1, У 2, У 3, У 4, У 5,
(текущий контроль)
357
Текущий контроль
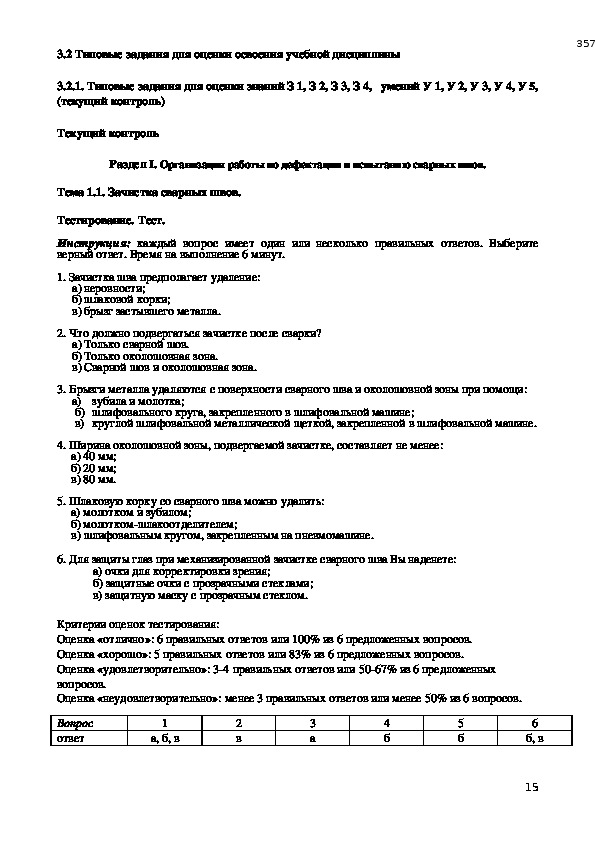
Раздел I. Организация работы по дефектации и испытанию сварных швов.
Тема 1.1. Зачистка сварных швов.
Тестирование. Тест.
Инструкция: каждый вопрос имеет один или несколько правильных ответов. Выберите
верный ответ. Время на выполнение 6 минут.
1. Зачистка шва предполагает удаление:
а) неровности;
б) шлаковой корки;
в) брызг застывшего металла.
2. Что должно подвергаться зачистке после сварки?
а) Только сварной шов.
б) Только околошовная зона.
в) Сварной шов и околошовная зона.
3. Брызги металла удаляются с поверхности сварного шва и околошовной зоны при помощи:
а) зубила и молотка;
б) шлифовального круга, закрепленного в шлифовальной машине;
в) круглой шлифовальной металлической щеткой, закрепленной в шлифовальной машине.
4. Ширина околошовной зоны, подвергаемой зачистке, составляет не менее:
а) 40 мм;
б) 20 мм;
в) 80 мм.
5. Шлаковую корку со сварного шва можно удалить:
а) молотком и зубилом;
б) молоткомшлакоотделителем;
в) шлифовальным кругом, закрепленным на пневмомашине.
6. Для защиты глаз при механизированной зачистке сварного шва Вы наденете:
а) очки для корректировки зрения;
б) защитные очки с прозрачными стеклами;
в) защитную маску с прозрачным стеклом.
Критерии оценок тестирования:
Оценка «отлично»: 6 правильных ответов или 100% из 6 предложенных вопросов.
Оценка «хорошо»: 5 правильных ответов или 83% из 6 предложенных вопросов.
Оценка «удовлетворительно»: 34 правильных ответов или 5067% из 6 предложенных
вопросов.
Оценка «неудовлетворительно»: менее 3 правильных ответов или менее 50% из 6 вопросов.
Вопрос
ответ
1
а, б, в
2
в
3
а
4
б
5
б
6
б, в
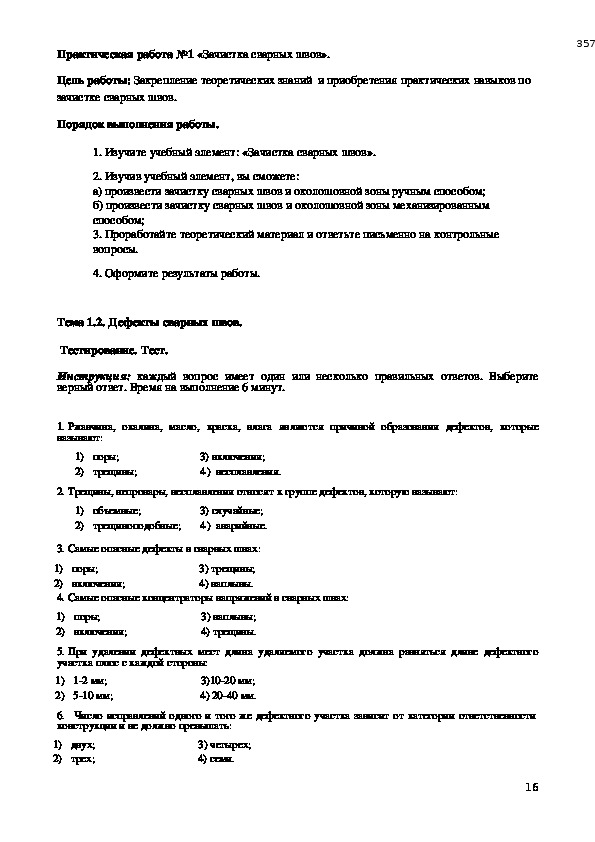
15 Практическая работа №1 «Зачистка сварных швов».
Цель работы: Закрепление теоретических знаний и приобретения практических навыков по
зачистке сварных швов.
357
Порядок выполнения работы.
1. Изучите учебный элемент: «Зачистка сварных швов».
2. Изучив учебный элемент, вы сможете:
а) произвести зачистку сварных швов и околошовной зоны ручным способом;
б) произвести зачистку сварных швов и околошовной зоны механизированным
способом;
3. Проработайте теоретический материал и ответьте письменно на контрольные
вопросы.
4. Оформите результаты работы.
Тема 1.2. Дефекты сварных швов.
Тестирование. Тест.
Инструкция: каждый вопрос имеет один или несколько правильных ответов. Выберите
верный ответ. Время на выполнение 6 минут.
1. Ржавчина, окалина, масло, краска, влага являются причиной образования дефектов, которые
называют:
1) поры;
2) трещины;
3) включения;
4 ) несплавления.
2. Трещины, непровары, несплавления относят к группе дефектов, которую называют:
1) объемные;
3) случайные;
2) трещиноподобные; 4 ) аварийные.
3. Самые опасные дефекты в сварных швах:
1) поры;
2) включения;
4. Самые опасные концентраторы напряжений в сварных швах:
1) поры;
2) включения;
3) трещины;
4) наплывы.
3) наплывы;
4) трещины.
5. При удалении дефектных мест длина удаляемого участка должна равняться длине дефектного
участка плюс с каждой стороны:
1) 12 мм;
2) 510 мм;
3)1020 мм;
4) 2040 мм.
6. Число исправлений одного и того же дефектного участка зависит от категории ответственности
конструкции и не должно превышать:
1) двух;
2) трех;
3) четырех;
4) семи.
16 357
3)
4) Критерии оценок тестирования:
5) Оценка «отлично»: 6 правильных ответов или 100% из 6 предложенных вопросов.
6) Оценка «хорошо»: 5 правильных ответов или 83% из 6 предложенных вопросов.
7) Оценка «удовлетворительно»: 34 правильных ответов или 5067% из 6 предложенных
вопросов.
8) Оценка «неудовлетворительно»: менее 3 правильных ответов или менее 50% из 6
вопросов.
9) Вопр
ос
16) ответ
23)
10) 1
17) 1
11) 2
18) 2
12) 3
19) 1
13) 4
20) 1
14) 5
21) 3
15) 6
22) 4
24) Практическая работа №2 «Дефекты сварных соединений и причины их
возникновения».
25) Цель работы: Закрепление теоретических знаний по теме дефекты сварных
соединений и причины их возникновения.
26) Порядок выполнения работы.
1.
Изучите учебный элемент: «Дефекты сварных соединений и причины их
возникновения».
2. Изучив учебный элемент, вы будете знать:
а) основные дефекты сварных соединений;
б) причины возникновения дефектов в сварных соединениях;
Проработайте теоретический материал и ответьте письменно на контрольные
вопросы.
Оформите результаты работы.
3.
4.
27)
28) Тема 1.3. Контроль качества сварных соединений.
29) Тестирование. Тест.
30) Инструкция: каждый вопрос имеет один или несколько правильных ответов.
Выберите верный ответ. Время на выполнение 9 минут.
1.
Контроль, который предусматривает проверку: квалификации сварщиков,
качества сварочных материалов, состояния сварочного оборудования и
аппаратуры, сборочносварочных приспособлений:
1) предварительный; 3) приемочный;
2) пооперационный;
4) срочный.
2.
Контроль, который включает проверку качества подготовки и сборки
деталей под сварку, соблюдения режимов сварки, порядка выполнения
многослойных швов и т.д.:
1) предварительный; 3) приемочный;
2) пооперационный;
4) срочный.
3.
Контроль, производимый после завершения всех предусмотренных
технологическим процессом операций, результаты которого фиксируют в
сдаточной документации на изделие:
17 357
1) предварительный; 3) приемочный;
2) пооперационный;
4) срочный.
4.
Приемочный контроль, при котором проверяют все сварные соединения:
1) сплошной;
2) выборочный;
3) обязательный;
4) оперативный.
5. Приемочный контроль, при котором проверяют часть сварных соединений:
1) сплошной;
2) выборочный;
3) необходимый;
4) срочный.
6. Документ, в котором указываются заводизготовитель основного металла, марка и
химический состав металла, номер плавки, профиль и размер материала, масса
металла и номер партии, результаты всех испытаний, стандарт на данную марку
материала:
1) аттестат;
2) калькуляция;
31)
7.
3) диплом;
4) сертификат.
Операции, выполняемые для проверки правильности соблюдения
технологии данного производства и качества его продукции:
1) контрольные;
2) технологические;
3) регистрирующие;
4) выпускающие.
8. Контроль, при котором выявляют дефекты, обнаруживаемые невооруженным
глазом, а также с помощью лупы 10кратного увеличения:
1) физический;
2) визуальный;
3) оперативный;
4) объективный.
32) 9. Испытания, при которых определяют прочность, твердость, пластичность
металла:
33) 1)аналитические;
34) 2)физические;
35)
3)технологические;
4) механические.
36) Критерии оценок тестирования:
37) Оценка «отлично»: 9 правильных ответов или 100% из 9 предложенных вопросов.
38) Оценка «хорошо»: 78 правильных ответов или7889% из 9 предложенных вопросов.
39) Оценка «удовлетворительно»: 56 правильных ответов или 5567% из 9 предложенных
вопросов.
40) Оценка «неудовлетворительно»: менее 5 правильных ответов или менее 55% из 9
вопросов.
42) 1
43) 2
44) 3
45) 4
46) 5
47) 6
48) 7
49) 8
50) 9
52) 1
53) 2
54) 3
55) 1
56) 2
57) 4
58) 1
59) 2
60) 4
41) В
о
п
р
о
с
51) о
т
в
е
т
18 357
61)
62) Лабораторная работа №1 «Контроль качества сварочных материалов».
63) Цель работы: Ознакомление с методами оценки свариваемости металлов и
приобретение навыков, необходимых для определения качества сварочных
материалов.
64) Порядок выполнения работы.
1.
Ознакомьтесь с разными видами технологических проб, предназначенных для
оценки свариваемости металлов и сплавов.
2. Увлажните покрытые электроды, а затем проплавьте насквозь пластину
низкоуглеродистой стали. Проконтролируйте визуальную форму шва, наличие
разбрызгивания электродного металла и пор в металле шва.
3. Выполните задания № 1, 2 и 3.
4. Оформите результаты работы.
65)
66) Тема 1.4. Неразрушающий контроль.
67) Устный опрос. Контрольные вопросы.
1. Что проверяют при контроле внешним осмотром заготовок и сборки деталей?
2. Что контролируют при наблюдениях за процессом сварки?
3. Что нужно выявлять при контроле внешним осмотром готовых сварных изделий?
4. Какие инструменты применяют при контроле внешним осмотром?
5. На чем основаны методы радиационного контроля?
6. Каковы приемущества и недостатки радиационного контроля?
7. В чем состоит сущность магнитных методов контроля?
8. В чем состоит сущность капиллярных методов контроля?
9. Какой из рассмотренных методов контроля лучше всех?
68)
69) Лабораторная работа №2 «Визуальный и измерительный контроль сварных
соединений».
70) Цель работы: Приобретение навыков в определении качества сварных соединений
посредством визуального и измерительного контроля.
71) Порядок выполнения работы.
1. Проработайте теоретический материал и ответьте письменно на контрольные
вопросы.
2. Изучите названия, определения и причины образования дефектов в сварных
соединениях.
3. На образцах измерьте ширину и выпуклость сварного шва с лицевой и обратной
стороны. Сравните полученные результаты измерений с данными нормативных
документов, регламентирующих геометрические параметры шва для выбранного
способа сварки, типа соединения и толщины свариваемого материала.
19 4.С помощью лупы выявите трещины, поверхностные поры, подрезы, кратеры и
72)
выплески.
357
5. Оформите результаты работы.
73)
74) Лабораторная работа №3 «Контроль сварных соединений методами капиллярной
дефектоскопии».
75) Цель работы: Приобретение навыков в выявлении дефектов сварных соединений
цветным капиллярным методом и определение его чувствительности.
76) Порядок выполнения работы.
1. Проработайте теоретический материал и ответьте письменно на контрольные
77)
вопросы.
2. Подготовьте поверхности сварных образцов к капиллярному контролю.
3. Оформите результаты работы.
78)
79)
80)
81) Лабораторная работа №4 «Контроль герметичности сварных соединений».
82) Цель работы: Ознакомление с основными методами контроля герметичности сварных
соединений.
83) Порядок выполнения работы.
1. Проработайте теоретический материал и ответьте письменно на контрольные
вопросы.
2. Подготовьте поверхность образцов к керосиномеловой пробе. Нанесите меловой
раствор на поверхность сварного соединения. После высыхания раствора с
противоположной стороны соединения нанесите керосин.
3. Проведите испытание.
4. Оформите результаты работы.
84)
85) Тема 1.5. Разрушающий контроль.
86) Устный опрос. Контрольные вопросы.
1. С какой целью применяют разрушающие методы контроля?
2. Что называется прочностью?
3. Что такое пластичность конструкционных материалов? Чем она характеризуется?
4. На каких приборах определяется ударная вязкость?
5. Что называется ударной вязкостью? В каких единицах она измеряется?
6. Что называется твёрдостью?
7. В чём заключается сущность определения твёрдости по методу Бринелля?
20 357
87) Лабораторная работа №5 «Определение качества сварных соединений
разрушающими методами».
88) Цель работы: Ознакомление с методами механических испытаний сварных
соединений и исследование их структуры.
89) Порядок выполнения работы.
1. Проработайте теоретический материал и ответьте на контрольные вопросы.
2. Изучите методику приготовления макро и микрошлифов сварных соединений.
3. Приготовьте образцы макрошлифов сварных соединений и выявите на них
дефекты.
4. Приготовьте микрошлиф сварного соединения. Протравите шлиф и на микроскопе
МИМ7 определите структурные зоны сварного соединения и наличие дефектов в
них.
5. Оформите результаты работы.
90)
91) Тема 1.6. Горячая правка сварных конструкций.
92) Тестирование. Тест.
93) Инструкция: каждый вопрос имеет один или несколько правильных ответов.
Выберите верный ответ. Время на выполнение 6 минут.
94)
95)
1.
К факторам, влияющим на абсолютную величину деформации, относятся:
1) конструктивные особенности изделия;
2) интенсивность нагрева;
3 ) температура нагрева.
96)
2.
При увеличении температуры и зоны нагрева деформации нагреваемой части образца:
1) увеличиваются;
2) уменьшаются; 3 ) не изменяются.
97) 3.
Какой расход ацетилена на 1 мм толщины нагреваемого металла рекомендуется при
выполнении газопламенной правки?
1) 100 дм 3 /ч;
98) 4.
2) 200 дм 3 /ч; 3) 300 дм 3 /ч.
Какой диапазон перемещения пламени рекомендуется при газопламенной правке?
1) 100200 мм/мин.
2) 180420 мм/мин. 3) 250500 мм/мин.
Сколько раз рекомендуется нагревать один и тот же участок?
99) 5.
1) 1 раз. 2) 2 раза. 3) без ограничений.
100)
результаты при газопламенной правке?
6.
При нагреве какой стороны деформированной поверхности достигаются лучшие
1) вогнутой; 2) выпуклой 4) не имеет значения.
101)
102)
103)
104)
Критерии оценок тестирования:
Оценка «отлично»: 6 правильных ответов или 100% из 6 предложенных
вопросов.
21 357
105)
106)
107)
предложенных вопросов.
6 вопросов.
Оценка «хорошо»: 5 правильных ответов или 83% из 6 предложенных вопросов.
Оценка «удовлетворительно»: 34 правильных ответов или 5067% из 6
Оценка «неудовлетворительно»: менее 3 правильных ответов или менее 50% из
108)
Вопрос
115)
ответ
122)
123)
124)
109)
1
116)
1, 2, 3
110)
2
117)
1
111)
3
118)
3
112)
4
119)
2
113)
5
120)
1
114)
6
121)
2
Практическая работа №3 «Газопламенная правка».
Цель работы: Закрепление теоретических знаний и приобретения
практических навыков в проведении газопламенной правки металла.
125)
Порядок выполнения работы.
126)
1. Изучите учебный элемент: «Газопламенная правка».
2. Изучив учебный элемент, вы сможете:
127)
а) выполнять газопламенную правку стальных листов, фасонного профиля типа
уголков, труб, сварных двутавров.
3. Проработайте теоретический материал и ответьте письменно на контрольные
вопросы.
128)
4. Оформите результаты работы.
22 129)
130) Рубежный контроль.
131) Тест по разделу I. Организация работы по дефектации и испытанию сварных
швов.
357
132)
Инструкция: каждый вопрос имеет один или несколько правильных ответов.
Выберите верный ответ. Время на выполнение 1520 минут.
1.
Ржавчина, окалина, масло, краска, влага являются причиной образования дефектов,
133)
которые называют:
2) поры;
3) трещины;
3) включения;
4 ) несплавления.
Трещины, непровары, несплавления относят к группе дефектов, которую называют:
2.
134)
3) объемные;
4) трещиноподобные; 4 ) аварийные.
3) случайные;
3.
4.
135)
3) поры;
4) включения;
136)
3) поры;
4) включения;
Самые опасные дефекты в сварных швах:
3) трещины;
4) наплывы.
Самые опасные концентраторы напряжений в сварных швах:
3) наплывы;
4) трещины.
137)
5.
При удалении дефектных мест длина удаляемого участка должна равняться
длине дефектного участка плюс с каждой стороны:
3) 12 мм;
4) 510 мм;
3)1020 мм;
4) 2040 мм.
Число исправлений одного и того же дефектного участка зависит от категории
6.
138)
ответственности конструкции и не должно превышать:
139) двух;
140) трех;
141)
3) четырех;
4) семи.
142)
143)
144)
145)
7. Зачистка шва предполагает удаление:
а)
б)
в)
неровности;
шлаковой корки;
брызг застывшего металла.
146)
147)
148)
149)
8. Что должно подвергаться зачистке после сварки?
а)
б)
в)
Только сварной шов.
Только околошовная зона.
Сварной шов и околошовная зона.
150) 9. Брызги металла удаляются с поверхности сварного шва и околошовной зоны при
помощи:
151)
152)
153)
а)
б) шлифовального круга, закрепленного в шлифовальной машине;
в) круглой шлифовальной металлической щеткой, закрепленной в
зубила и молотка;
шлифовальной машине.
154) 10. Ширина околошовной зоны, подвергаемой зачистке, составляет не менее:
155)
156)
157)
а)
б)
в)
40 мм;
20 мм;
80 мм.
23 357
158)
159)
160)
161)
11. Шлаковую корку со сварного шва можно удалить:
а)
б)
в) шлифовальным кругом, закрепленным на пневмомашине.
молотком и зубилом;
молоткомшлакоотделителем;
162)
163)
12. Контроль, который предусматривает проверку: квалификации сварщиков,
качества сварочных материалов, состояния сварочного оборудования и аппаратуры,
сборочносварочных приспособлений:
3) предварительный; 3) приемочный;
4) пооперационный;
4) срочный.
164)
13. Контроль, который включает проверку качества подготовки и сборки
деталей под сварку, соблюдения режимов сварки, порядка выполнения
многослойных швов и т.д.:
3) предварительный; 3) приемочный;
4) пооперационный;
4) срочный.
165)
4) срочный.
3) обязательный;
4) оперативный.
15. Приемочный контроль, при котором проверяют все сварные соединения:
14. Контроль, производимый после завершения всех предусмотренных
технологическим процессом операций, результаты которого фиксируют в
сдаточной документации на изделие:
3) предварительный; 3) приемочный;
4) пооперационный;
166)
3) сплошной;
4) выборочный;
167)
168)
3) сплошной;
4) выборочный;
169)
17.Документ, в котором указываются заводизготовитель основного металла,
марка и химический состав металла, номер плавки, профиль и размер материала, масса
металла и номер партии, результаты всех испытаний, стандарт на данную марку
материала:
3) аттестат;
4) калькуляция;
16. Приемочный контроль, при котором проверяют часть сварных соединений:
3) необходимый;
4) срочный.
3) диплом;
4) сертификат.
18. Операции, выполняемые для проверки правильности соблюдения
технологии данного производства и качества его продукции:
170)
171)
3)контрольные;
4)технологические;
172)
3)физический;
4)визуальный;
173)
3) регистрирующие;
4) выпускающие.
3) оперативный;
4) объективный.
19.Контроль, при котором выявляют дефекты, обнаруживаемые
невооруженным глазом, а также с помощью лупы 10кратного увеличения:
20.Испытания, при которых определяют прочность, твердость,
пластичность металла:
174)
175) 2)физические;
1)аналитические; 3)технологические;
4)механические
24 Эталон ответа.
176)
177)
178)
179)
182)
2
183)
3
184)
4
193)
2
195)
4
206)
14
194)
3
205)
13
203)
1
204)
12
192)
1
181)
1
180)
воп
р
о
с
191)
отв
е
т
202)
воп
р
о
с
213)
отв
е
т
224)
225) Критерии оценок тестирования:
226)
предложенных вопросов.
227)
предложенных вопросов.
214)
б
215)
1
216)
2
217)
3
185)
5
186)
6
187)
7
188)
8
189)
9
190)
10
196)
3
207)
15
197)
2
208)
16
198)
а,б,
в
209)
17
199)
в
210)
18
200)
а,б,
в
211)
19
201)
б
212)
20
218)
1
219)
2
220)
4
221)
1
222)
2
223)
4
Оценка «отлично»: 1820 правильных ответов или 90100% из 20
Оценка «хорошо»: 1517 правильных ответов или 7585% из 20
228)
Оценка «удовлетворительно»: 1014 правильных ответов или 50
70% из 20 предложенных вопросов.
229)
Оценка «неудовлетворительно»: 10 и менее правильных ответов 230)
4. Контрольнооценочные материалы для итоговой аттестации по
междисциплинарному курсу.
231) Предметом оценки являются умения и знания. Контроль и оценка
осуществляются с использованием следующих форм и методов: текущий контроль
осуществляется
лабораторных, практических, контрольных и
самостоятельных внеаудиторных работ, устным опросом.
выполнением
232) Итоговый контроль осуществляется в устной форме ответов на билеты по
междисциплинарному курсу.
233)
234)
235)
236)
237)
I. ПАСПОРТ
Назначение:
КОМ предназначен для контроля и оценки результатов освоения
МДК 04.01 Дефекты и способы испытания
подготовки квалифицированных рабочих, служащих СПО по
междисциплинарного курса
сварных швов
профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
238)
239)
240)
швах;
241)
242)
243)
244)
245)
ПО 1. Выполнения зачистки швов после сварки;
ПО 2. Определения причин дефектов сварочных швов и соединений;
ПО 3. Предупреждения и устранения различных видов дефектов в сварных
ПО 4. Выполнение горячей правки сложных конструкций;
У 1. Зачищать швы после сварки;
У 2. Проверять качество сварных соединений по внешнему виду и излому;
У 3. Выявлять дефекты сварных швов и устранять их;
У 4. Применять способы уменьшения и предупреждения деформаций при
сварке;
246)
247)
248)
У 5. Выполнять горячую правку сварных конструкций;
З 1. Требования к сварному шву;
З 2. Виды дефектов в сварных швах и методы их предупреждения и
устранения;
249)
250)
З 3. Строение сварного шва, способы их испытания и виды контроля;
З 4. Причины возникновения внутренних напряжений и деформаций в
свариваемых изделиях и меры их предупреждения;
28 251)
252)
253)
ПК 1. Выполнять зачистку швов после сварки.
ПК 2. Определять причины дефектов сварочных швов и соединений.
254) ПК 3. Предупреждать и устранять различные виды дефектов в сварных швах.
255) ПК 4. Выполнять горячую правку сложных конструкций.
256)
257)
ОК 2. Организовывать собственную деятельность, исходя из цели и способов
ее достижения, определенных руководителем;
258)
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый
контроль, оценку и коррекцию собственной деятельности, нести ответственность за
результаты своей работы;
259)
ОК 4. Осуществлять поиск информации, необходимой для эффективного
выполнения профессиональных задач;
260)
ОК 7. Исполнять воинскую обязанность, в том числе с применением
полученных профессиональных знаний (для юношей).
261)
262)
263)
264)
265)
266)
II. ЗАДАНИЕ Вариантов 15.
Инструкция для обучающихся
Внимательно прочитайте задание.
Время выполнения задания – 30 минут.
267) ВАРИАНТ I.
268) Задание 1.
269) Произведите сравнительный анализ представленных на фотографиях
инструментов.
28 1)
2)
270)
Задание 2.
271)
После сварки на поверхности шва были обнаружены дефекты.
Укажите причины появления этих дефектов и предложите мероприятия по их
устранению.
3)
272)
Задание 3.
273) Произведите сравнительный анализ структуры зон термического
влияния 12 и 45.
28 4)
274)
275)
276)
Задание 4:
277) Спрогнозируйте качество сварного соединения, если шов длиной 500мм
выполнить за один проход.
28 278)
ВАРИАНТ 2
279)
Задание 1.
280) Произведите сравнительный анализ представленных на рисунках
дефектов. Укажите причины появления этих дефектов и предложите
мероприятия по их устранению.
5)
281)
а)
282)
Задание 2.
Рис.
Рис.б)
283) Определите способ и метод проверки качества сварных швов прибором,
изображенным на рисунке. Укажите область его применения.
6)
7) Атмосферное давление
284)
285)
Задание 3:
286)
После сварки таврового соединения произошла
деформация конструкции. Укажите причины и способ исправления
деформации.
287)
288)
289)
290)
26 291)
292)
293)
294)
295)
8)
296)
297)
ВАРИАНТ 3 .
298)
Задание 1.
299) Спрогнозируйте влияние типа разделки кромок свариваемых деталей
указанных на рисунке на качество сварного шва, если толщина заготовок S = 20 мм и S =
10 мм.
9)
300)
Рис. б)
301)
302)
303)
304) Укажите способы контроля качества сварных швов емкости для хранения
Рис. а)
Задание 2:
нефтепродуктов. Выберите наиболее эффективный. Обоснуйте ответ.
28 10)
305)
306)
Задание 3:
307) Проведите сравнительный анализ способов наложения швов.
11)
308)
309) ВАРИАНТ 4
310) Задание 1
311) Проведите сравнительный анализ качества зачистки сварных швов после
сварки способами, изображенными на рисунках. Перечислите основные положения
безопасного выполнения данной конструкции. Сделайте выводы.
28 12)
312)
313) Задание 2:
28 14)
15) Рис. а)
Рис. б)
13)
П
р
о
и
з
в
е
д
и
т
е
с
р
а
в
н
и
т
е
л
ь
н
ы
й
а
н
а
л
и
з
п
р
е
д
с
т
а
в
л
е
н
н
ы
х
н
а
р
и 315)
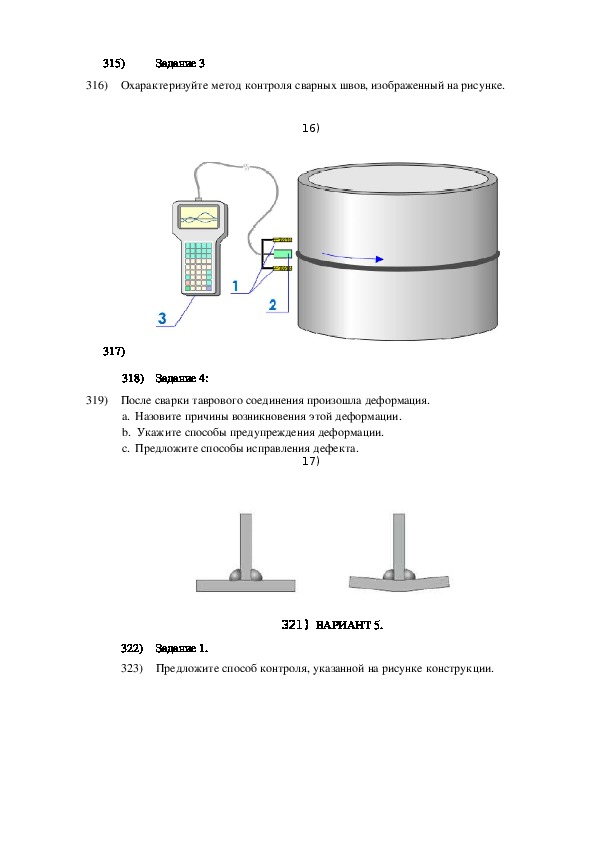
Задание 3
316) Охарактеризуйте метод контроля сварных швов, изображенный на рисунке.
16)
317)
318) Задание 4:
319) После сварки таврового соединения произошла деформация.
a. Назовите причины возникновения этой деформации.
b. Укажите способы предупреждения деформации.
c. Предложите способы исправления дефекта.
17)
321) ВАРИАНТ 5.
Задание 1.
322)
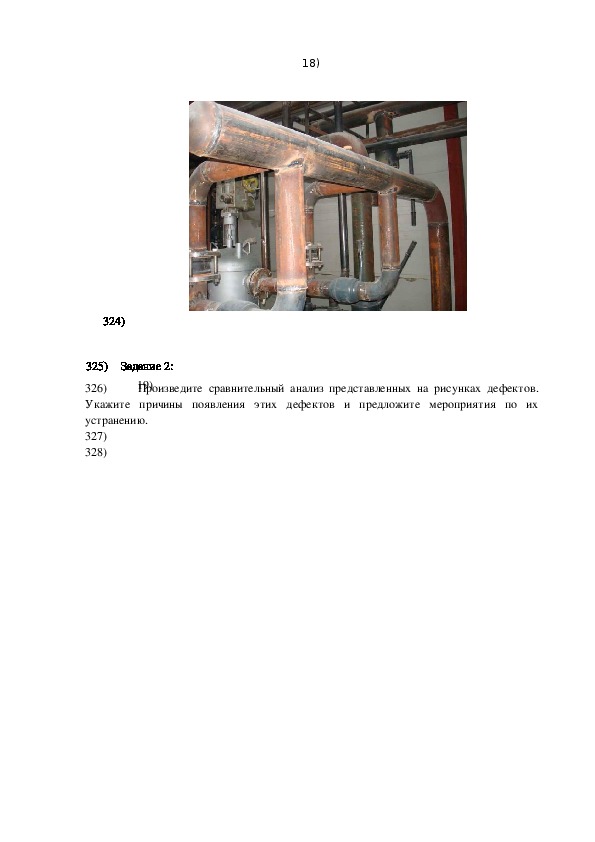
323) Предложите способ контроля, указанной на рисунке конструкции. 18)
324)
Задание 2:
325)
19)
Произведите сравнительный анализ представленных на рисунках дефектов.
326)
Укажите причины появления этих дефектов и предложите мероприятия по их
устранению.
327)
328) Задание 2:
20)
329)
331)
332) Задание 3:
330)
Рис. а Рис.б
333) При сварке деталей произошла деформация. Опишите предложенный метод
исправления деформации.
334) a)
S)
21)
335)
336) ВАРИАНТ 6.
337) Задание 1
338)
Определите область применения инструментов, изображенных на рисунке.
22) 339)
Задание 2. 340)
Произведите сравнительный анализ дефектов сварных швов, показанных на
рисунках. Назовите причины их возникновения и способы устранения.
23)
341)
342)
Задание 3.
343) Произведите сравнительный анализ геометрических параметров сварного шва.
24)
344)
345)
346)
347)
Задание 4: Проверяемые результаты обучения:
348)
349) Проанализируйте способы нанесения усилий при механической правке
конструкции и укажите верный способ. Обоснуйте свой выбор.
25)
28)Р
и
с
.
1
29)Р
и
с
.
2
26)
Рис.3
27)Р
и
с
.
4
30)
31)
32)
33)
34)
35)
36) 351) 352) ВАРИАНТ 7. Задание 1.
353) Проведите сравнительный анализ использования инструментов, показанных на
рисунках а и в
39)
40)
354)
355)
Задание 2:
Рис. а)
Рис. б)
356) При сварке двух пластин выявлен дефект сварного шва.
a. Назовите эти дефекты и причины их появления.
b. Перечислите способы их устранения.
41)
358)
Задание 3.
359)
Предложите способы контроля качества конструкции, показанной
на фотографии? 42)
360)
361)
Задание 4:
362) Укажите причины возникновения дефекта, изображенных на рисунке и
предложите метод его устранения.
43)
364)
ВАРИАНТ 8.
365)
Задание 1
366) Охарактеризуйте способ контроля сварной конструкции, изображенной
на рисунке. 44)
367)
368)
Задание 2:
369) Произведите сравнительный анализ представленных на рисунках дефектов.
Укажите причины появления этих дефектов и предложите мероприятия по их
устранению.
45)
46)
370)
Рис.1
Рис.2 Задание 3:
371)
372) В сварном шве при проведении рентгеновских испытаний были
обнаружены дефекты. Назовите, перечислите причины их появления и способы
удаления. 47)
374) Задание 4:
375) Предложите порядок наложения сварных швов при сварке узла
строительной фермы, изображённой на рисунке.
48)
373)
376)
377)
378)
379)
380)
381)
382)
383)
384)
385)
386)
387) 388)
389)
390)
391)
392)
Список литературы
Основные источники:
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф.
Образования – М.: Издательский центр «Академия», 2010.
393)
Лаврешин С.А. Производственное обучение газосварщиков : учеб. пособие
для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
394)
Чебан В. А. Сварочные работы /В. А. Чебан. Изд. 7е. Ростов н/Д : Феникс,
2010. (Начальное профессиональное образование). 2010.
395)
Маслов В. И. Сварочные работы: Учеб. для нач. проф. образования: Учеб.
пособие для сред. проф. Образования М.: ПрофОбрИздат, 2009.
396)
397)
Дополнительные источники.
Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф.
Образования – М.: Издательский центр «Академич», 2012.
398)
Галушкина В.Н. Технология производства сварных конструкций6 учебник
для нач. проф. образования – М.: Издательский Центр «Академия», 2012.
399)
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки
металлов: учебник для нач. проф. образования – М.: Издательский центр
«Академия», 2010.
400)
Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.:
Издательский центр «Академия», 2010.
401)
Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб.
пособие для нач. проф. образования – М. : Издательский центр «Академия», 2006.
402)
М.Д. Банов Ю.В. Казанов «Сварка и резка материалов», Учебное пособие –
М: ОИЦ «Академия», 2009г.
403)
металлов:
профессиональное образование).
учебник/
Овчинников В. В. Оборудование, техника и технология сварки и резки
2010.(Начальное
В.В.Овчинников. М.:
КНОРУС,
404)
А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М:
ОИЦ «Академия», 2010г
405)
В. Г. Лупачев «Ручная дуговая сварка» учебник –Мн.; Выш. шк., 2006. 406)
407)
408)
409)
Интернет – ресурс:
www.svarkareska.ru www.svarka.net
www∙ prosvarky.ru
websvarka.ru
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов

Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов

Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов

Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов

Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Комплект контрольно-оценочных средств по междисциплинарному курсу МДК 04.01. Дефекты и способы испытания сварных швов
Материалы на данной страницы взяты из открытых истончиков либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
06.05.2017
Посмотрите также:
© ООО «Знанио»
С вами с 2009 года.
![]()
О портале