

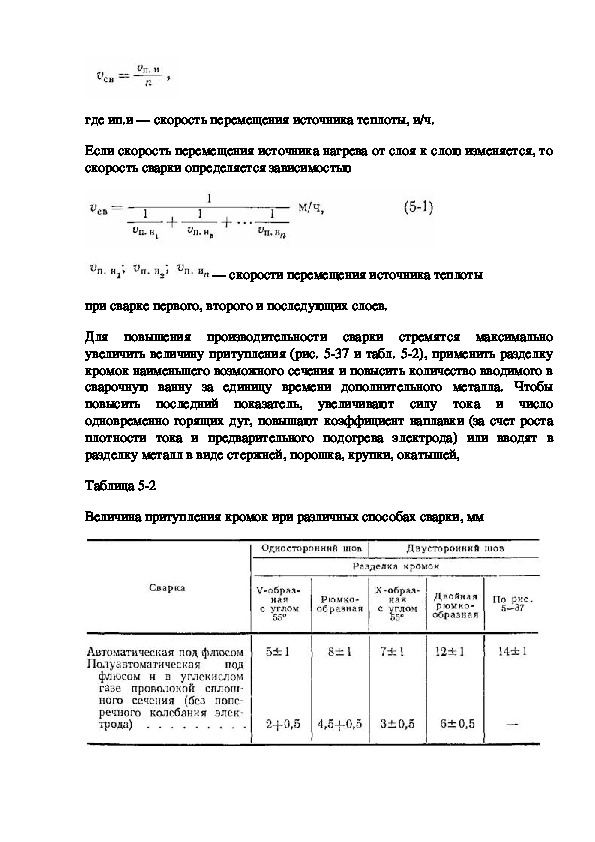
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК
производственного обучения
по профессии «Сварщик»
на тему: «Сварка пластин в нижнем положении сварного шва»Цели урока:
• обучающая: научить студентов самостоятельно производить сборку и сварку пластин в нижнем положении сварного шва, обеспечивая провар основного металла;
• развивающая: развивать навыки самостоятельной работы, внимание, координацию движений, скорость и технику при выполнении дуговой сварки, производить подбор режима сварки и сварочных материалов;
• воспитательная: воспитывать у студентов аккуратность, трудолюбие, бережное отношение к сварочному оборудованию и инструментам, формировать у обучающихся профессиональные навыки при выполнении сварки.
Тип урока: изучение трудовых приемов и операций.
Вид урока: комбинированный.ОТКРЫТЫЙ УРОК
производственного обучения
по профессии «Сварщик»
на тему: «Сварка пластин в нижнем положении сварного шва»
разработка открытого урока по профессии Сварщик Word.docx
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
ЧЕЛЯБИНСКОЙ ОБЛАСТИ Государственное бюджетное
образовательное учреждение среднего профессионального
«Коркинский горностроительный техникум»
образования
ОТКРЫТЫЙ УРОК
производственного обучения
по профессии «Сварщик»
на тему: «Сварка пластин в нижнем положении сварного шва»
Разработчик: мастер п/о
Берлович Т.И.
Г. Коркино
2016г. Зам. директора по УПР______________
.О.В.Кожевникова
«___»____________ 2016г.
Рассмотрен
на заседании цикловой комиссии
горномеханического цикла
Протокол № __ от«__»_______ 2016 г.
Председатель ЦК
_______________ ____ (Ф.И.О.)
Урок производственного обучения, 6 часов.
Цели урока:
обучающая: научить студентов самостоятельно производить сборку и
сварку пластин в нижнем положении сварного шва, обеспечивая провар
основного металла;
развивающая: развивать навыки самостоятельной работы, внимание,
координацию движений, скорость и технику при выполнении дуговой сварки,
производить подбор режима сварки и сварочных материалов;
воспитательная: воспитывать у студентов аккуратность, трудолюбие,
бережное отношение к сварочному оборудованию и инструментам,
формировать у обучающихся профессиональные навыки при выполнении
сварки.
Тип урока: изучение трудовых приемов и операций.
Вид урока: комбинированный.
Методы урока:
обучения: диалогический, показательный;
преподавания: объяснительный, инструктивный; учения: репродуктивный, частичнопоисковый, практический.
Межпредметные связи: Предмет «Технология сварочных работ»: тема
«Техника выполнения ручной дуговой сварки». Предмет «Черчение»: тема
«Чтение чертежей». «Условное обозначение сварных швов и сварных
соединений». Предмет «Материаловедение»: тема «Классификация сталей.
Стали общего, обыкновенного качества». Предмет «Охрана труда»: тема
«Организация безопасного производства электросварочных работ».
Внутрипредметные связи: «Режимы сварки», «Колебательные движения
электродом». В.М.Рыбаков. «Сварка и резка металлов». § 31, 32.
Материальнотехническое оснащение урока: Посты для ручной дуговой
сварки, источники питания: многопостовой сварочный выпрямитель ВДМ
1000, балластный реостат РБ 301, электродержатели, электроды УОНИ
13/45 Ø 3 мм. Детали заготовки: пластины из углеродистой стали толщиной 3
мм.
Литература
1Маслов В.И.. «Сварочные работы». М. «Академия». 2003.
2Левадный В.С, Бурлака А.П. «Сварочные работы» практическое
пособие Москва. ООО «Аделант», 2003.
3Колганов Л.А. «Сварочное производство».Учебное пособие. Ростов.
н/Д: «Феникс», 2002.
4Чернышов Г.Г. «Сварочное дело: Сварка и резка металлов». Москва.
Издательский центр «Академия», 2004.
5Маслов В.И. «Сварочные работы». Москва. Издательский центр.
«Академия», 2003.
6Баннов М.Д., Казаков Ю.В. «Сварка и резка материалов». Учебное
пособие. Москва. Издательский центр «Академия», 2002.
Ход урока
I. Организационный момент (2 мин.) 1. Проверить:
готовность к уроку;
присутствие учащихся;
внешний вид (наличие спец.одежды).
2. Выполнить запись в журнале.
II. Вводный инструктаж (50 мин.)
1. Сообщение темы и цели урока (3 мин.)
2. Опрос – актуализация (5 мин.)
2.1. Дать определение, что такое режим сварки? Какие показатели режима
сварки относятся к основным, какие к вспомогательным?
2.2. Как правильно выбрать режим сварки?
2.3. Дать краткую характеристику основным режимам сварки: выбор силы
сварочного тока (Jсв.), выбор диаметра электродов?
2.4. Назвать источник питания сварочной связи (ссылка на многопостовой
выпрямитель и балластный реостат), расположенных в сварочной
мастерской)?
3. Решение карточекзаданий, тестов. (Приложение 1)
4. Мотивация учащихся (3 мин.)
4.1. Пробуждение эмоционального интереса к выполнению работы (сварка
стыкового соединения пластин без скоса кромок).
4.2. Показ практической значимости, выбора режимов сварки, постановки
прихваток.
5. Формирование практических знаний и способов действий (25 мин.)
Изложение нового материала
5.1. Правила безопасности при ведении электросварочных работ.
(Приложение 2) 5.2. Подготовка стыкового соединения без разделки кромок к сварке.
(Приложение 3)
5.3. Сварка пластин без разделки кромок. (Приложение 4)
6. Закрепление материала вводного инструктажа (5 мин.)
Опрос студентов, с последующим закреплением материала в процессе
производственного обучения с личным показом мастера.
Подготовка металла перед сваркой, дуговая сварка пластин в нижнем
положении шва. Стыковое соединение пластин.
Выдача заданий студентам для работы на текущем инструктаже.
III. Текущий инструктаж (4 ч. 30 мин.)
Самостоятельная работа студентов по закреплению и совершенствованию
знаний и умений, формированию навыков выполнения процесса сварки.
Целевые обходы:
1Проверка организации рабочего места.
2Проверка соблюдения правил техники безопасности.
3Индивидуальная демонстрация приемов подготовки, сборки, прихватки
и сварки пластин в нижнем положении.
4Проверка правильности выполнения процесса сварки и уяснения
вводного инструктажа.
5Обход рабочих мест с целью оказания помощи слабоуспевающим
студентам.
6Проверка правильности использования инструмента и оборудования. 7Проверка выполнения нормы времени.
8Проверка качества конечного результата труда.
IV. Заключительный инструктаж (15 мин.)
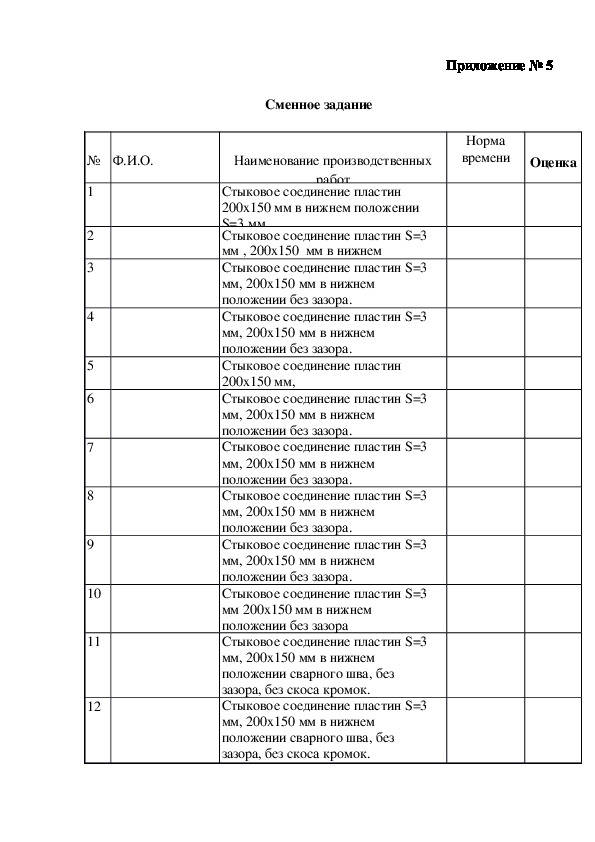
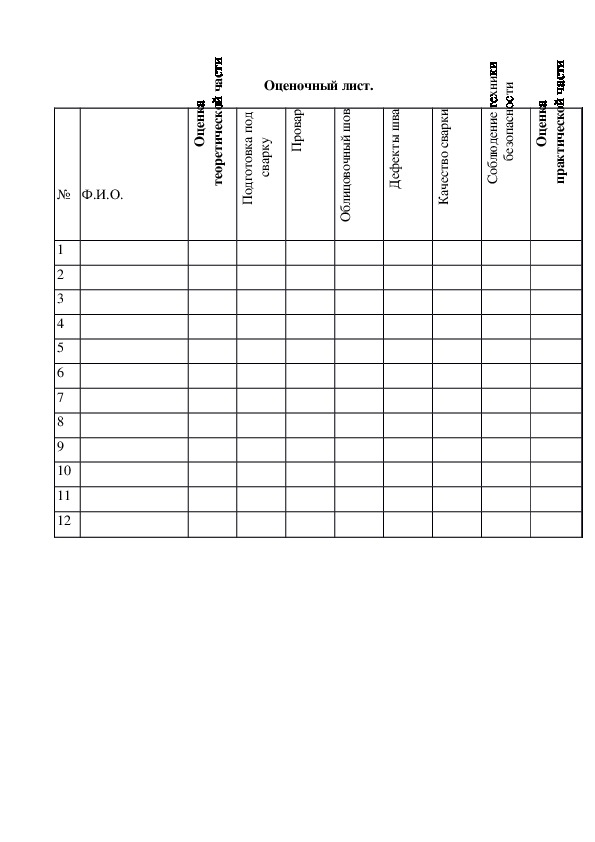
1Прием и оценка контрольных образцов. (Приложение 5)
2Подведение итогов и объявление оценок.
3Анализ ошибок, допущенных во время урока.
4Демонстрация лучших работ студентов.
5Выдать домашнее задание: повторить теоретический материал «Ручная
дуговая сварка простых деталей из углеродистой стали в нижнем положении
сварного шва».
6Уборка рабочих мест. Планконспект урока
№ Этапы урока
Время Деятельность мастера
Деятельность студентов
I Организационный этап 2 мин
II Вводный инструктаж
1 Сообщение темы и
50 мин
3 мин
цели урока
2 Повторение
пройденного
материала
5 мин
проверить:
готовность к уроку;
присутствие студент ов;
внешний вид и санитарное состояние.
Выполнить запись в журнале.
Сообщение темы и цели урока,
актуальность выбранной темы, объявить
план проведения урока: «Ручная дуговая
сварка простых деталей из углеродистой
стали в нижнем положении сварного шва».
Цель урока: технологически правильно
производить сборку и сварку пластин в
нижнем положении сварного шва,
обеспечивая провар основного металла.
Проверка знаний студентов по материалу,
изученному на уроках по «Технологии
сварочных работ», «Основы теории сварки
Приветствовать мастера п/о, дежурный
сдает рапорт о готовности студентов к
уроку.
студенты слушают и анализируют.
Ответить на заданные вопросы. и резки».
1. Дать определение, что такое режим
сварки? Какие показатели режима сварки
относятся к основным,
какие к
вспомогательным?
2. Как правильно выбрать режим сварки?
3. Дать краткую характеристику основным
режимам сварки: выбор силы сварочного
тока,
выбор диаметра электродов,
напряжение на дуге, скорость сварки?
1. Режим сварки – это совокупность
определяющих
показателей,
протекание процесса сварки.
К
основным показателям относятся сила
сварочного тока (Jсв),
диаметр
электрода, напряжение на дуге (U),
скорость сварки(е). К вспомогательным
показателям относятся род и
полярность тока, тип и марка покрытия
электрода, угол наклона электрода,
температура предварительного нагрева
металла.
2. Выбор режима сварки сводится к
определению диаметра электрода и
силы сварочного тока.
3. Силу сварочного тока выбирают в
зависимости от диаметра электрода.
Для выбора силы тока можно
пользоваться простой зависимостью:
J=Kd, К=3560А/мм и d – диаметр
электрода в мм.
Если толщина металла менее 1,5d, ток плоскости
уменьшается на 1015%. При сварке в
вертикальной
Jсв
уменьшается на 1015%. При сварке
потолочных швов Jсв уменьшается на
1520%.При сварке в нахлестку
применяют большую величину Jсв тока,
т.к. опасность сквозного проплавления
меньше.
Диаметр электрода выбирается от
толщины свариваемого металла, вида
сварного соединения, типа шва и др.
Повышение напряжения дуги за счет
увеличения ее длины приводит к
снижению сварочного тока,
а
следовательно и к снижению глубины
провара. Ширина шва при этом
повышается независимо от полярности
сварки.
4. В ресурсном центре в сварочном
классе применяется многопостовой
выпрямитель ВДМ1000 и балластный
реостат РБ301.
4. Назвать источник питания сварочной
связи,
расположенный в сварочной
мастерской?
3 Обобщение ответов по 2 мин
Обобщить полученные ответы, сделать Выслушать обобщение, принять к изученному материалу
4 Мотивация студентов
3 мин
заключение по теоретической подготовке
по предметам: « Технология сварочных
работ», «Основы теории сварки и резки».
1. Пробуждение эмоционального интереса к
выполнению работы (сварка стыкового
соединения пластин без скоса кромок).
2. Показ практической значимости выбора
режимов сварки, постановки прихваток.
сведению.
Выслушать и принять к сведению.
5 Изложение
материала
нового
25 мин Инструктирование студентов по материалу
6 Закрепление материала
вводного инструктажа
5 мин
Заслушать объяснения, пронаблюдать
за работой мастера производственного
обучения.
Ответить на вопросы.
кромок
к
урока.
План объяснения:
1. Правила безопасности при ведении
электросварочных
работ.
2. Подготовка стыкового соединения без
разделки
сварке.
3. Сварка пластин без разделки кромок.
Вопросы к студентам по вводному
инструктажу:
1.
выпрямители?
2. Для чего предназначен балластный
реостат?
3.
Как правильно выбрать диаметр
Для чего в сварке применяют III Текущий инструктаж
1 Содержание и порядок
проведения сварочных
работ.
2 Целевые обходы
IV Заключительный
инструктаж
электрода при сварке?
4 ч.30
мин
10 мин Инструктирование по содержанию и
порядку проведения упражнений.
Организовать рабочее место.
4 ч.20
мин
15 мин
1. Приемка и оценка контрольных образцов.
2. Подведение итогов и объявление оценок.
3. Анализ ошибок, допущенных во время
урока.
4.
обучающихся.
5.
Выдать
6. Уборка рабочих мест.
Демонстрация лучших работ
задание.
домашнее
Выслушать комментарии мастера
производственного обучения по итогам
за урок.
Принять к сведению результат своего
труда. Записать домашнее задание. Приложение 1
Карточкизадания, тесты.
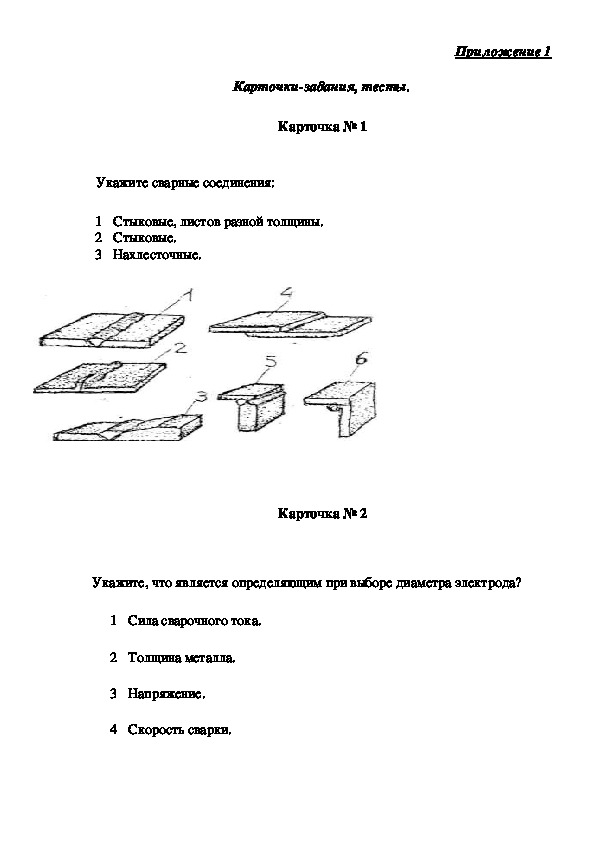
Карточка № 1
Укажите сварные соединения:
1 Стыковые, листов разной толщины.
2 Стыковые.
3 Нахлесточные.
Карточка № 2
Укажите, что является определяющим при выборе диаметра электрода?
1 Сила сварочного тока.
2 Толщина металла.
3 Напряжение.
4 Скорость сварки. Карточка № 3
Какова величина длины сварочной дуги должна быть при сварке стыков в
нижнем положении диаметром электрода 4 мм?
1). 1 – 3 мм. 2). 4 – 5 мм. 3). 3 – 8 мм. 4). 6 – 9 мм. 5). 2 – 7 мм.
Карточка № 4
Почему необходимо выполнять сварку короткими участками (3060 мм)?
1 Для снижения напряжений в металле шва.
2 Для получения качественного шва.
Карточка № 5
Какими основными параметрами задается режим ручной сварки?
1 Величина сварочного тока, диаметр электрода, напряжение.
2. Толщина металла, величина сварочного тока, напряжение, величина
поперечных колебаний
конца электрода.
3 Величина, род и полярность сварочного тока, диаметр электрода,
толщина металла,
напряжение, скорость сварки, величина поперечных колебаний конца
электрода.
Карточка № 6
Какой параметр сварки регулируется с помощью балластного реостата?
1 Сила сварочного тока. 2 Напряжение на дуге.
3 Сила сварочного тока, напряжение на дуге и полярность.
4 Сила сварочного тока и полярность его.
Карточка № 7
Каким должен быть диаметр сварочной проволоки при выполнении сварки
пластин толщиной металла 5 – 8 мм в нижнем положении?
1). 1,8 – 2 мм. 2). 1,6 – 1,8 мм. 3). 0,8 – 1 мм. 4). 1,4 – 1,6 мм. 5).
1,0 – 1,2 мм.
Карточка № 8
1 Отчего зависит положение электрода?
2 Укажите, какие бывают положения швов?
нижнее;
наклонное;
вертикальное и горизонтальное на вертикальной плоскости;
потолочное. Правила безопасности при ведении электросварочных работ.
Приложение 2
1. ОБЩИЕ
ТРЕБОВАНИЯ
БЕЗОПАСНОСТИ
заболевание
1.1. При электродуговой сварке могут произойти несчастные случаи из
за несоблюдения установленных правил устройства и эксплуатации
оборудования, нарушения технологии и инструкции по технике
безопасности.
1.2. Опасность поражения электрическим током возникает при
непосредственном соприкосновении с токоведущими частями эл.
установки, оказавшимися под напряжением вследствие повреждения
изоляции.
1.3. Сварочная дуга является мощным источником света, отрицательно
действующим на зрение сварщика. Излучаемые при дуговой сварке
ультрафиолетовые лучи, даже при сравнительно коротком действии (в
течение нескольких минут) вызывают
глаз. Более
длительное действие этих лучей может привести к потере зрения.
1.4. Обмазка металлических электродов содержит большое количество
марганца и полевого шпата. Поэтому при отсутствии или
неисправности
опасность
отравления эл.сварщика и присутствующих рядом рабочих при сгорании
указанных компонентов обмазки.
1.5. Каждый электросварщик должен хорошо знать и строго соблюдать
требования, изложенные в настоящей инструкции, а администрация
предприятия должна
труда и
обеспечивать рабочие места сварщиков всем необходимым для
безопасного ведения работ.
1.6. К электросварке допускаются лица не моложе 18 лет, прошедшие
медицинский осмотр. Рабочие должны быть обучены безопасным методам и
приемам работы и аттестационная комиссия должна ежегодно проверять эти
знания, а также электросварщики должны иметь ежегодный пожарный
талон. Группа допуска по электробезопасности электросварщиков к
работе на сварочных агрегатах должна быть не ниже второй.
1.7. При переходе с одного рабочего места на другое, связанного с
изменением условий работы, электросварщик должен получить у
создавать нормальные условия
вентиляционной
установки
возникает ДО
НАЧАЛА
РАБОТЫ.
видном месте
предупредительные
БЕЗОПАСНОСТИ
механика инструктаж по технике безопасности непосредственно на
рабочем месте.
1.8. Рабочее место сварщиков должно быть размещено на расстоянии не
менее 10м от генератора, огнеопасных материалов и открытого огня.
1.9. Производственная площадь одного сварочного поста определяется
габаритами свариваемых изделий. При этом минимальная площадь
должна быть не менее 4м2. Проход между постами не менее 1м.
1.10. У мест установки генераторов и на стенах помещений
вывешиваются
плакаты
«Огнеопасно», «Не курить!», «Не подходить с огнем» и пр.
1.11. Необходимо проверить наличие и исправность противопожарных
средств.
1.12. Электросварщик должен знать, как освободить пострадавшего от
электрического напряжения и уметь оказать первую помощь при
поражении электрическим током.
1.13. Лица, виновные в нарушении настоящей инструкции, привлекаются
к дисциплинарной ответственности согласно правил внутреннего
трудового распорядка.
2. ТРЕБОВАНИЯ
2.1. Проверить исправность средств индивидуальной
защиты и
предохранительных приспособлений (щитки, темные стекла, очки и
т.д.). Запрещается надевать промасленную и рваную спецодежду и
обувь.
2.2. Привести в порядок рабочее место, убрать лишние предметы,
мешающие в работе, а также легковоспламеняющиеся материалы. Не
устанавливать сварочные аппараты в загроможденных местах.
2.3. Электросварщик путем проверки должен убедиться в полной
исправности электросварочной аппаратуры, измерительных приборов,
изоляции токоведущих проводов, плотности соединения всех контактов.
Заземление сварочной установки (корпус аппарата, стол и т.д.) должно
выполняться с помощью гибких медных проводов перед началом
работы и не сниматься до ее окончания.
2.4. Помнить, что рабочее место сварщика должно иметь хорошую
освещенность не менее 150лк, на что перед началом работы
необходимо обратить внимание.
2.6. Знать, что при ведении сварочных работ необходимо обеспечить
рабочее место средствами пожаротушения.
3. ТРЕБОВАНИЯ
3.1. При электросварке:
3.1.1. Следить, чтобы руки, обувь и одежда были всегда сухими, так
как работа электросварщика связана с применением электрического
тока.
БЕЗОПАСНОСТИ
на
ВО
ВРЕМЯ
РАБОТЫ. Во
избежании
разбрызгивания
высокой
расплавленного металла
3.1.2. Напряжение на
зажимах генератора или трансформатора,
применяемых для питания электросварочных постов, в момент
зажигания дуги не должно превышать 110 В для машин постоянного
тока и 70 В для машин переменного тока.
3.1.3. Провода, подводящие ток к распределительному щиту и от него
к местам сварки, должны быть надежно изолированы путем заключения
их в резиновые шланги. Эти провода должны быть защищены от
действия
температуры и механических повреждений.
Запрещается пользоваться проводами с нарушенной изоляцией, имеющих
оголенные соединения и т.д.
3.1.4. Для защиты лица и головы следует пользоваться специальным
щитком или шлемоммаской. Если щиток или шлем имеют щели или
трещины в стеклах, работать в них запрещается.
3.1.5. Швы от шлака очистить металлической щеткой и при этом
надевать защитные очки.
3.1.6. Резать и сваривать металл навесу не разрешается.
3.1.7.
предварительно очистить место сварки.
3.1.8. Не оставлять электродержатель под током без надобности.
3.1.9. Рабочее место электросварщика необходимо ограждать ширмой,
окрашенной в матовый цвет в целях защиты глаз рабочих, занятых
поблизости на других работах. Стационарное место работы
электросварщика должно быть оборудовано вытяжной вентиляцией.
3.1.10. При необходимости сварочных работ вблизи электроустановок
кабелей и других токоведущих частей электроустановок, последние
должны быть ограждены от возможного прикасания.
3.1.11. Электросварщику запрещается:
сваривать сосуды и трубопроводы, находящиеся под давлением,
работать в сырых помещениях, под дождем и мокрым снегом,
работать на высоте без устройства лесов и применением
предохранительного пояса, а также с лестниц и стремянок,
прокладывать сварочный кабель совместно с газосварочными
шлангами и трубопроводами, находящимися под давлением или
высокой температуре, а также вблизи кислородных баллонов,
работать под подвешенным грузом,
отсоединять сварочный провод от реостата рывком,
работать у не огражденных или незакрытых люков, проемов,
колодцев и так далее,
без разрешения мастера снимать ограждения и крышки люков,
проемов, колодцев и так далее, даже если мешают в работе, если
ограждения или крышки были сняты во время работы, по окончании
работы поставить их на место.
3.1.12. Запрещается одновременное производство сварочных работ и
работ с пневмоинструментом на одной конструкции или на одном
предмете. ТРЕБОВАНИЯ
В
АВАРИЙНЫХ
сообщить о
БЕЗОПАСНОСТИ
3.1.13. При производстве сварочных работ в сырую погоду (под навесом
или в сырых помещениях) кроме резиновых диэлектрических галош
необходимо применять деревянный настил и резиновый коврик.
3.1.14. Закрытые металлические емкости должны быть освещены
светильниками, расположенными снаружи, или ручными переносными
лампами напряжением не более 12 В. Трансформатор для подключения
переносных ламп устанавливается вне свариваемого объекта, вторичная
обмотка его должна быть заземлена.
3.1.15. Запрещается одновременная работа внутри закрытых конструкций
электросварщиков и газосварщиков.
4.
СИТУАЦИЯХ.
4.1. В случае пожара или другой аварии сварщик должен прекратить
работу, отключить оборудование и
случившемся
ответственному лицу. Если возможно, воспользоваться подручными
средствами пожаротушения или вызвать пожарную команду.
4.2. В случае недомогания или несчастного случая прекратить работу,
известить
механика или мастера и обратиться в медпункт. Мастер или лицо, его
замещающее обязано сообщить об этом администрации предприятия для
составления акта о происшедшем несчастном случае и принятия мер,
предупреждающих повторение подобных случаев.
5. ТРЕБОВАНИЯ
РАБОТЫ.
5.1. Электросварщик обязан:
5.1.1. Отключить от электрической сети сварочный агрегат.
5.1.2. Осмотреть свое рабочее место, убрать материал и детали на
специально отведенное место и сложить их устойчиво.
5.1.3. Собрать провода и защитные приспособления, уложить их в
отведенное место.
5.1.4. Убедиться, что после работы не осталось тлеющих предметов –
ветоши, изоляционного материала и т.д.
5.1.5. Сообщить мастеру о всех неисправностях на рабочем месте.
5.1.6. Убрать спецодежду, инструмент и привести в порядок рабочее
место.
БЕЗОПАСНОСТИ
ПОСЛЕ
ОКОНЧАНИЯ Приложение 2
Правила безопасности при ведении электросварочных работ.
Требования безопасности перед началом работы.
Перед началом работы необходимо:
1 Надеть рабочую одежду, застегнуть куртку, штанины брюк напустить
Рукавицы должны плотно прикрывать рукава куртки.
2 Убрать волосы под головной убор.
3 Убрать все лишние предметы со стола сварщика.
4 Проверить исправность вращающего стула, обратить внимание на
5 Проверить исправность инструмента, приспособлений, наличие
6 Проверить целостность кабелей, надежность крепления кабелей к
на обувь.
высоту стула.
электродов.
источнику
сварочной цепи.
рукоятки от
питания и электродержателю. Проверить защитное заземление.
7 Проверить надежность всех контактов в местах соединения проводов в
8 Установить силу сварочного тока.
9 Осмотреть электродержатель и убедиться в надежности изоляции
токоведущего кабеля, включить пусковой выключатель.
Требования безопасности во время работы.
Во время работы:
1. Не кладите электроды на загрязненные и влажные поверхности стола.
2. Огарки электродов отбрасываются на заранее подготовленное место.
3 Предохраняйте себя и работающих рядом лиц от воздействия
излучения
сварочной дуги: подавайте сигнал предупреждение о зажигании
дуги.
4. Сначало нужно закрыть лицо щитком или маской, только после того
сварщик
замыкает сварочную цепь, коснувшись концом электрода
поверхности
изделия.
5. Складывать сваренные детали в определенное место.
Требования безопасности по окончании работы.
По окончании работы: 1 Произвести уборку рабочего места от производственного мусора,
убрать
огарки электродов.
2 Прибрать вспомогательный инструмент.
3 Убедиться в отсутствии очагов возгорания.
4 Обо всех замеченных неисправностях сообщить мастеру
производственного
обучения.
Приложение 3
Подготовка стыкового соединения без разделки кромок к сварке.
Металл, идущий на изготовление сварных конструкций, предварительно
очищают и выправляют.
Очистка должна производиться до сборки узла. В месте сварки кромки
тщательно очищают от ржавчины, масла, влаги, окалины, загрязнений,
наличие которых приводит к образованию пор и других дефектов. Особенно
следует обратить внимание на зачистку в зазоре между кромками. Если зазор
уже собранного узла попали загрязнения, его следует тщательно продуть
сжатым воздухом или прожечь пламенем горелки.
Очистка производится ручными и механическими проволочными щетками,
иглофрезами, гидропескоструйным и дробеметным способами, пламенем
многофакельной горелки, абразивными кругами, травлением в растворах
кислот и щелочей, промывкой растворителями.
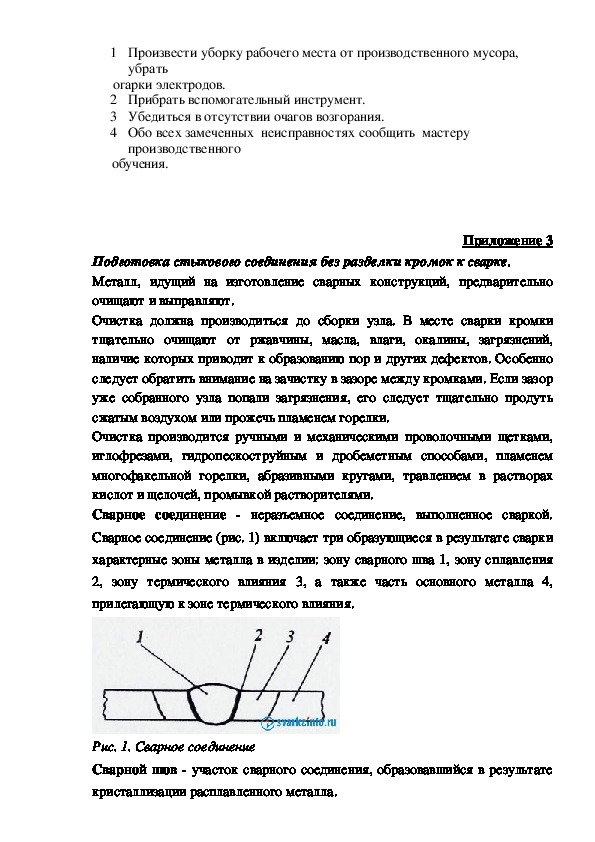
Сварное соединение неразъемное соединение, выполненное сваркой.
Сварное соединение (рис. 1) включает три образующиеся в результате сварки
характерные зоны металла в изделии: зону сварного шва 1, зону сплавления
2, зону термического влияния 3, а также часть основного металла 4,
прилегающую к зоне термического влияния.
Рис. 1. Сварное соединение
Сварной шов участок сварного соединения, образовавшийся в результате
кристаллизации расплавленного металла. сплав, образованный расплавленным основным и
Металл шва
наплавленным металлами или только переплавленным основным металлом.
Основной металл металл подвергающихся сварке соединяемых частей.
Зона сплавления зона, где находятся частично оплавленные зерна металла
на границе основного металла и металла шва. Эта зона нагрева ниже
температуры плавления. Нерасплавленные зерна в этой зоне разъединяются
жидкими прослойками, связанными с жидким металлом сварочной ванны и в
эти прослойки имеют возможность проникать элементы, введенные в ванну с
дополнительным металлом или сварочными материалами. Поэтому
химический состав этой зоны отличен от химического состава основного
металла.
Зона термического влияния участок основного металла, не подвергшийся
расплавлению, структура и свойства которого изменились в результате
нагрева при сварке, наплавке или резке.
Стыковые соединения.
Стыковые соединения являются самыми распространенными, так как дают
наименьшие собственные напряжения и деформации при сварке, а также
высокую прочность при статических и динамических нагрузках. Они
применяются в конструкциях из листового металла и при стыковке углов,
швеллеров, двутавров, труб. Стыковые швы имеют преимущества по
сравнению с другими типами соединений в отношении прочности и технико
экономических показателей. Подготовка кромок при стыковом соединении
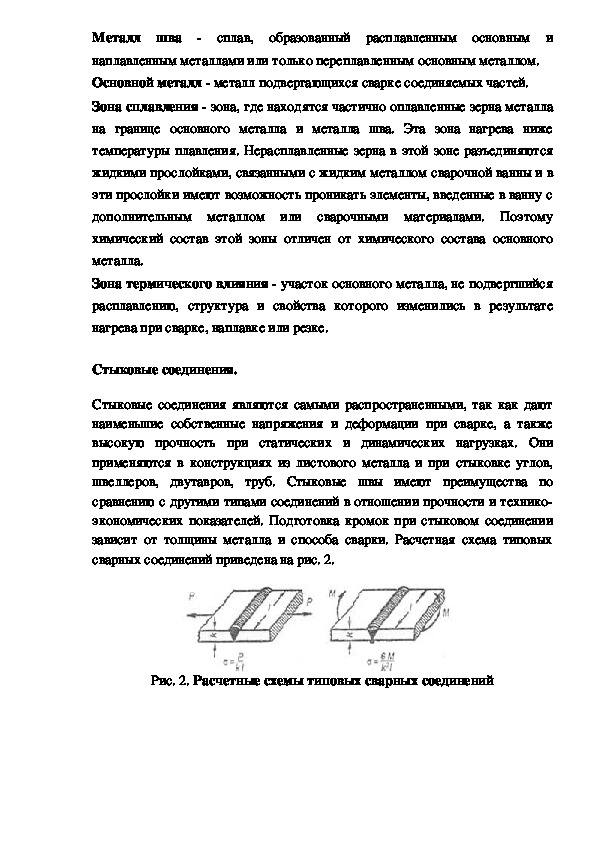
зависит от толщины металла и способа сварки. Расчетная схема типовых
сварных соединений приведена на рис. 2.
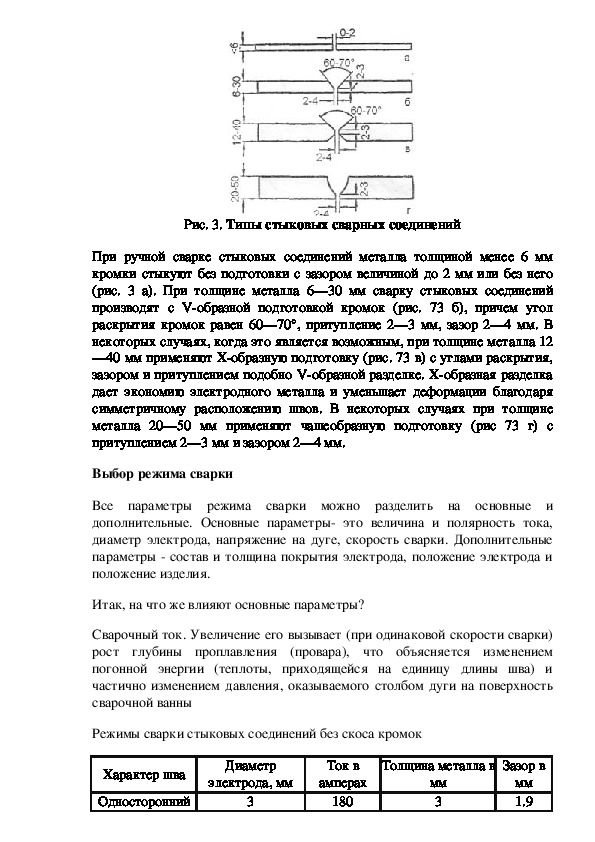
Рис. 2. Расчетные схемы типовых сварных соединений Рис. 3. Типы стыковых сварных соединений
При ручной сварке стыковых соединений металла толщиной менее 6 мм
кромки стыкуют без подготовки с зазором величиной до 2 мм или без него
(рис. 3 а). При толщине металла 6—30 мм сварку стыковых соединений
производят с Vобразной подготовкой кромок (рис. 73 б), причем угол
раскрытия кромок равен 60—70°, притупление 2—3 мм, зазор 2—4 мм. В
некоторых случаях, когда это является возможным, при толщине металла 12
—40 мм применяют Хобразную подготовку (рис. 73 в) с углами раскрытия,
зазором и притуплением подобно Vобразной разделке. Хобразная разделка
дает экономию электродного металла и уменьшает деформации благодаря
симметричному расположению швов. В некоторых случаях при толщине
металла 20—50 мм применяют чашеобразную подготовку (рис 73 г) с
притуплением 2—3 мм и зазором 2—4 мм.
Выбор режима сварки
Все параметры режима сварки можно разделить на основные и
дополнительные. Основные параметры это величина и полярность тока,
диаметр электрода, напряжение на дуге, скорость сварки. Дополнительные
параметры состав и толщина покрытия электрода, положение электрода и
положение изделия.
Итак, на что же влияют основные параметры?
Сварочный ток. Увеличение его вызывает (при одинаковой скорости сварки)
рост глубины проплавления (провара), что объясняется изменением
погонной энергии (теплоты, приходящейся на единицу длины шва) и
частично изменением давления, оказываемого столбом дуги на поверхность
сварочной ванны
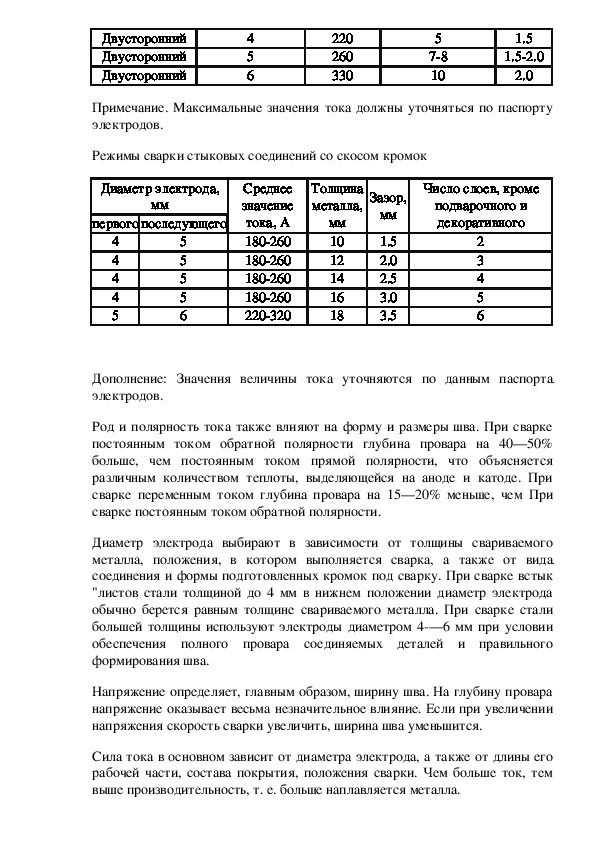
Режимы сварки стыковых соединений без скоса кромок
Характер шва
Диаметр
электрода, мм
Односторонний
3
Ток в
амперах
180
Толщина металла в
Зазор в
мм
3
мм
1.9 Двусторонний
Двусторонний
Двусторонний
4
5
6
220
260
330
5
78
10
1.5
1.52.0
2.0
Примечание. Максимальные значения тока должны уточняться по паспорту
электродов.
Режимы сварки стыковых соединений со скосом кромок
Диаметр электрода,
мм
первого последующего
5
5
5
5
6
4
4
4
4
5
Среднее
значение
тока, А
180260
180260
180260
180260
220320
Толщина
металла,
мм
10
12
14
16
18
Зазор,
мм
1.5
2.0
2.5
3.0
3.5
Число слоев, кроме
подварочного и
декоративного
2
3
4
5
6
Дополнение: Значения величины тока уточняются по данным паспорта
электродов.
Род и полярность тока также влияют на форму и размеры шва. При сварке
постоянным током обратной полярности глубина провара на 40—50%
больше, чем постоянным током прямой полярности, что объясняется
различным количеством теплоты, выделяющейся на аноде и катоде. При
сварке переменным током глубина провара на 15—20% меньше, чем При
сварке постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемого
металла, положения, в котором выполняется сварка, а также от вида
соединения и формы подготовленных кромок под сварку. При сварке встык
"листов стали толщиной до 4 мм в нижнем положении диаметр электрода
обычно берется равным толщине свариваемого металла. При сварке стали
большей толщины используют электроды диаметром 4—6 мм при условии
обеспечения полного провара соединяемых деталей и правильного
формирования шва.
Напряжение определяет, главным образом, ширину шва. На глубину провара
напряжение оказывает весьма незначительное влияние. Если при увеличении
напряжения скорость сварки увеличить, ширина шва уменьшится.
Сила тока в основном зависит от диаметра электрода, а также от длины его
рабочей части, состава покрытия, положения сварки. Чем больше ток, тем
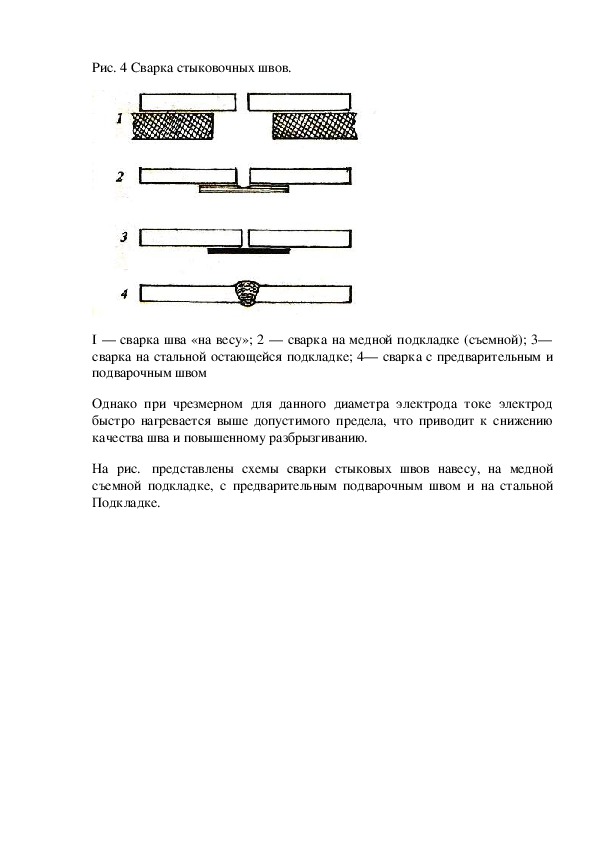
выше производительность, т. е. больше наплавляется металла. Рис. 4 Сварка стыковочных швов.
I — сварка шва «на весу»; 2 — сварка на медной подкладке (съемной); 3—
сварка на стальной остающейся подкладке; 4— сварка с предварительным и
подварочным швом
Однако при чрезмерном для данного диаметра электрода токе электрод
быстро нагревается выше допустимого предела, что приводит к снижению
качества шва и повышенному разбрызгиванию.
На рис. представлены схемы сварки стыковых швов навесу, на медной
съемной подкладке, с предварительным подварочным швом и на стальной
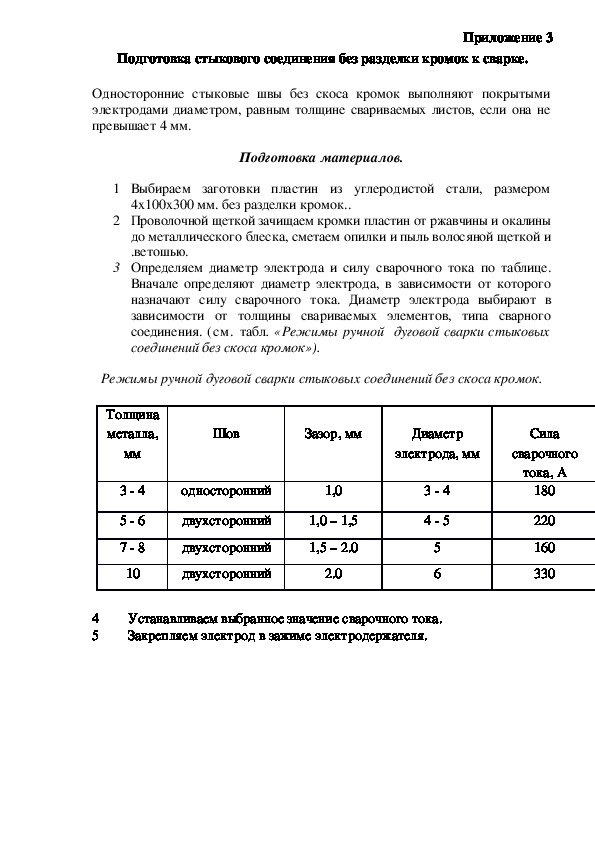
Подкладке. Подготовка стыкового соединения без разделки кромок к сварке.
Приложение 3
Односторонние стыковые швы без скоса кромок выполняют покрытыми
электродами диаметром, равным толщине свариваемых листов, если она не
превышает 4 мм.
Подготовка материалов.
1 Выбираем заготовки пластин из углеродистой стали, размером
4x100x300 мм. без разделки кромок..
2 Проволочной щеткой зачищаем кромки пластин от ржавчины и окалины
до металлического блеска, сметаем опилки и пыль волосяной щеткой и
.ветошью.
3 Определяем диаметр электрода и силу сварочного тока по таблице.
Вначале определяют диаметр электрода, в зависимости от которого
назначают силу сварочного тока. Диаметр электрода выбирают в
зависимости от толщины свариваемых элементов, типа сварного
соединения. (см. табл. «Режимы ручной дуговой сварки стыковых
соединений без скоса кромок»).
Режимы ручной дуговой сварки стыковых соединений без скоса кромок.
Толщина
металла,
мм
3 4
5 6
7 8
10
Шов
Зазор, мм
Диаметр
Сила
электрода, мм
сварочного
односторонний
1,0
двухсторонний
двухсторонний
двухсторонний
1,0 – 1,5
1,5 – 2.0
2.0
3 4
4 5
5
6
тока, А
180
220
160
330
4
5
Устанавливаем выбранное значение сварочного тока.
Закрепляем электрод в зажиме электродержателя. Сварка пластин без разделки кромок.
Приложение 4
При сварке пластин встык без подготовки кромок односторонним
швом основная трудность заключается в получении провара металла на всю
толщину листа. Хороший провар во многом зависит от качества сборки,
величины зазора, правильности постановки прихваток, а также соответствия
диаметра электрода и силы сварочного тока.
1Возьмем подготовленные пластины и разместим их на ровной
поверхности рабочего стола.
2Собираем подготовленные под сварку пластины с определенным
зазором, (в нашем случае зазор будет 1 мм). Величина зазора зависит от
толщины металла и обычно составляет 12 мм. Наличие зазора необходимо
для провара корня шва.
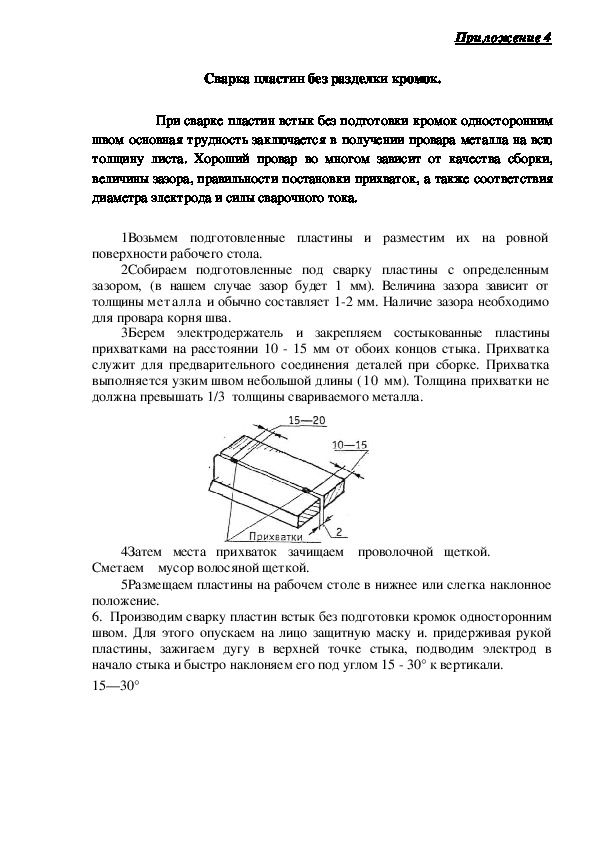
3Берем электродержатель и закрепляем состыкованные пластины
прихватками на расстоянии 10 15 мм от обоих концов стыка. Прихватка
служит для предварительного соединения деталей при сборке. Прихватка
выполняется узким швом небольшой длины (10 мм). Толщина прихватки не
должна превышать 1/3 толщины свариваемого металла.
4Затем места прихваток зачищаем проволочной щеткой.
Сметаем мусор волосяной щеткой.
5Размещаем пластины на рабочем столе в нижнее или слегка наклонное
положение.
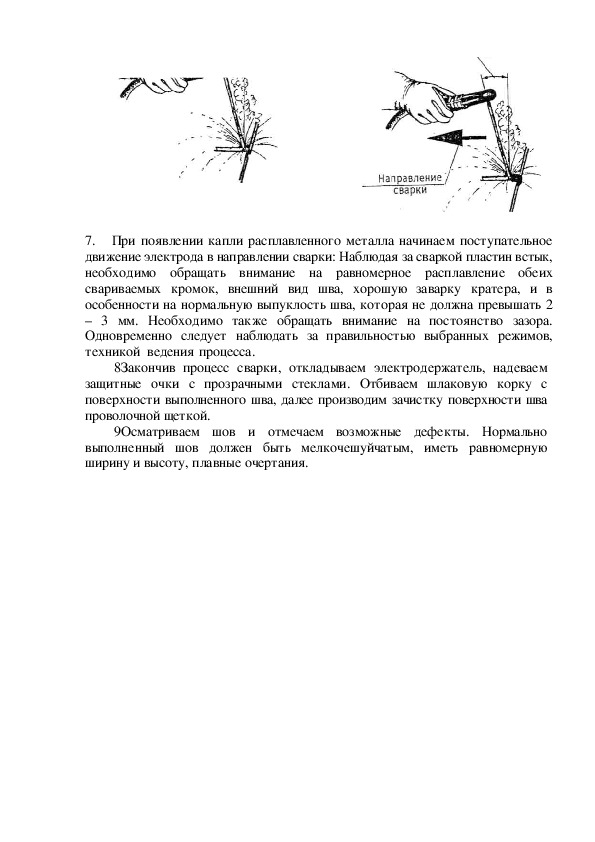
6. Производим сварку пластин встык без подготовки кромок односторонним
швом. Для этого опускаем на лицо защитную маску и. придерживая рукой
пластины, зажигаем дугу в верхней точке стыка, подводим электрод в
начало стыка и быстро наклоняем его под углом 15 30° к вертикали.
15—30° 7. При появлении капли расплавленного металла начинаем поступательное
движение электрода в направлении сварки: Наблюдая за сваркой пластин встык,
необходимо обращать внимание на равномерное расплавление обеих
свариваемых кромок, внешний вид шва, хорошую заварку кратера, и в
особенности на нормальную выпуклость шва, которая не должна превышать 2
– 3 мм. Необходимо также обращать внимание на постоянство зазора.
Одновременно следует наблюдать за правильностью выбранных режимов,
техникой ведения процесса.
8Закончив процесс сварки, откладываем электродержатель, надеваем
защитные очки с прозрачными стеклами. Отбиваем шлаковую корку с
поверхности выполненного шва, далее производим зачистку поверхности шва
проволочной щеткой.
9Осматриваем шов и отмечаем возможные дефекты. Нормально
выполненный шов должен быть мелкочешуйчатым, иметь равномерную
ширину и высоту, плавные очертания. Сварка пластин без разделки кромок.
Стыковое соединение обеспечивает возможность передачи усилия
непосредственно от одной детали к другой без использования промежуточных
элементов. Оно является оптимальным по количеству затрачиваемого металла
и условиям работы соединения под нагрузкой. Стыковой шов должен
гарантировать провар металла по всей его толщине. Наиболее рационален
стыковой шов, образованный за счет расплавления только основного металла.
На практике такие швы применяют в небольшом объеме изза ограничения
предельной глубины проплавления при используемых источниках сварочного
нагрева, невозможности сборки соединяемых деталей без зазора, а при
наличии зазора — изза "потребности дополнительного металла для его
заполнения. Наиболее характерен такой тип шва для электроннолучевой сварки, однако отсутствие дополнительного металла ограничивает область
применения и этого способа. Поэтому ведутся работы по сварке электронным
лучом с дополнительным металлом.
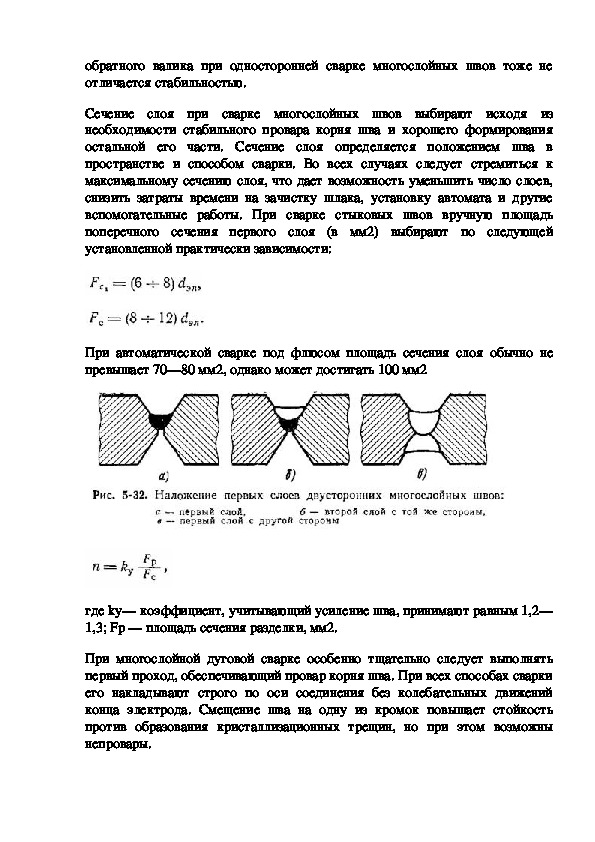
В зависимости от количества слоев (проходов), необходимых для образования
стыкового шва с полным проваром основного металла, различают
однослойные и многослойные стыковые швы. При сварке изделия с одной
стороны швы называют односторонними (рис. 520, а, б)у с двух сторон —
двусторонними (рис 521, а—в). Односторонние и двусторонние швы могут
быть однослойными и многослойными (рис. 520 и 521).
Если сечения обоих швов при двусторонней сварке примерно равны между
собой, то такой шов называют симметричным (рис. 521, а, б), если сечение
шва с одной стороны больше сечения шва с другой стороны —
несимметричным (рис 521, в) Слой большего сечения называют основным, а
слой меньшего сечения — подварочным. Какой из швов должен быть сварен
первым, зависит от конкретных условий сварки. Один из швов в
несимметричном шве может быть многослойным, а другой — однослойным
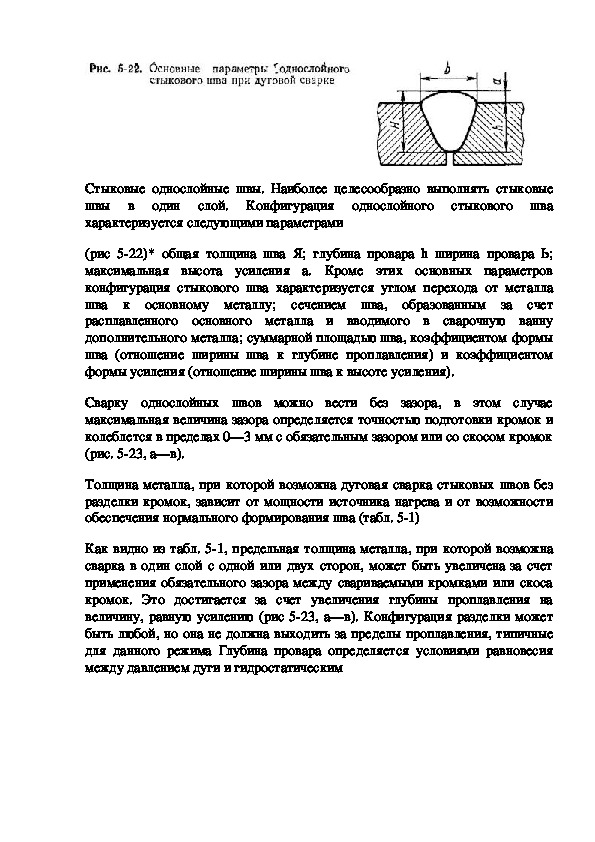
(рис. 521, в). Стыковые однослойные швы. Наиболее целесообразно выполнять стыковые
швы в один слой.
Конфигурация однослойного стыкового шва
характеризуется следующими параметрами
(рис 522)* общая толщина шва Я; глубина провара h ширина провара Ь;
максимальная высота усиления а. Кроме этих основных параметров
конфигурация стыкового шва характеризуется углом перехода от металла
шва к основному металлу; сечением шва, образованным за счет
расплавленного основного металла и вводимого в сварочную ванну
дополнительного металла; суммарной площадью шва, коэффициентом формы
шва (отношение ширины шва к глубине проплавления) и коэффициентом
формы усиления (отношение ширины шва к высоте усиления).
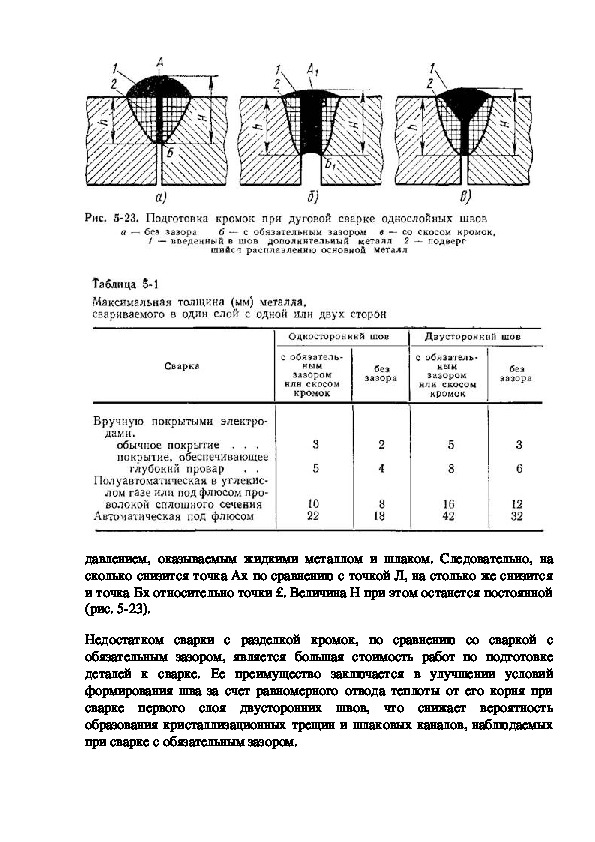
Сварку однослойных швов можно вести без зазора, в этом случае
максимальная величина зазора определяется точностью подготовки кромок и
колеблется в пределах 0—3 мм с обязательным зазором или со скосом кромок
(рис. 523, а—в).
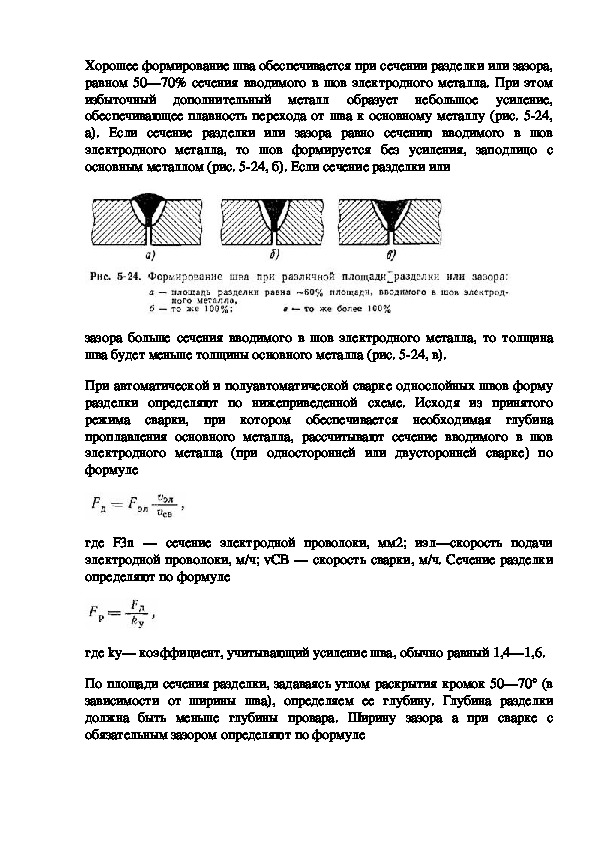
Толщина металла, при которой возможна дуговая сварка стыковых швов без
разделки кромок, зависит от мощности источника нагрева и от возможности
обеспечения нормального формирования шва (табл. 51)
Как видно из табл. 51, предельная толщина металла, при которой возможна
сварка в один слой с одной или двух сторон, может быть увеличена за счет
применения обязательного зазора между свариваемыми кромками или скоса
кромок. Это достигается за счет увеличения глубины проплавления на
величину, равную усилению (рис 523, а—в). Конфигурация разделки может
быть любой, но она не должна выходить за пределы проплавления, типичные
для данного режима Глубина провара определяется условиями равновесия
между давлением дуги и гидростатическим давлением, оказываемым жидкими металлом и шлаком. Следовательно, на
сколько снизится точка Ах по сравнению с точкой Л, на столько же снизится
и точка Бх относительно точки £. Величина Н при этом останется постоянной
(рис. 523).
Недостатком сварки с разделкой кромок, по сравнению со сваркой с
обязательным зазором, является большая стоимость работ по подготовке
деталей к сварке. Ее преимущество заключается в улучшении условий
формирования шва за счет равномерного отвода теплоты от его корня при
сварке первого слоя двусторонних швов, что снижает вероятность
образования кристаллизационных трещин и шлаковых каналов, наблюдаемых
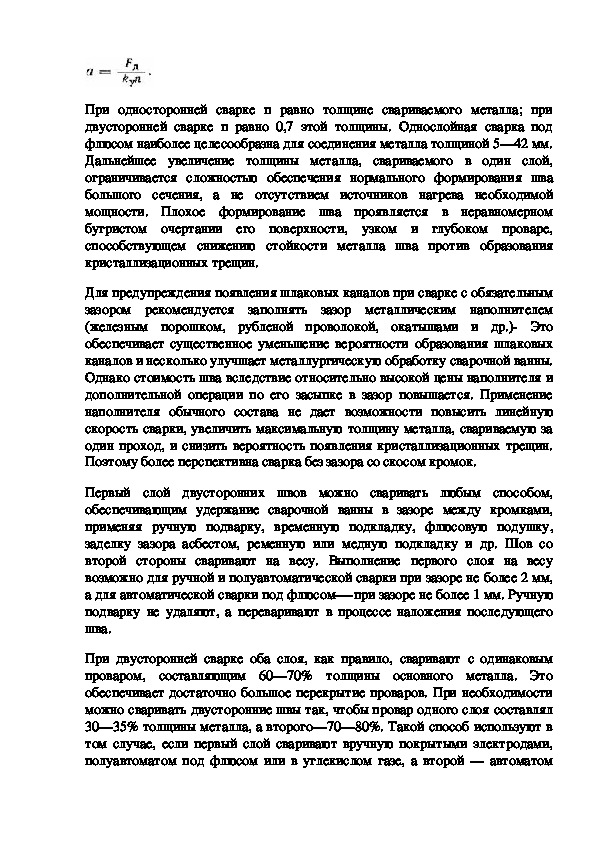
при сварке с обязательным зазором. Хорошее формирование шва обеспечивается при сечении разделки или зазора,
равном 50—70% сечения вводимого в шов электродного металла. При этом
избыточный дополнительный металл образует небольшое усиление,
обеспечивающее плавность перехода от шва к основному металлу (рис. 524,
а). Если сечение разделки или зазора равно сечению вводимого в шов
электродного металла, то шов формируется без усиления, заподлицо с
основным металлом (рис. 524, б). Если сечение разделки или
зазора больше сечения вводимого в шов электродного металла, то толщина
шва будет меньше толщины основного металла (рис. 524, в).
При автоматической и полуавтоматической сварке однослойных швов форму
разделки определяют по нижеприведенной схеме. Исходя из принятого
режима сварки, при котором обеспечивается необходимая глубина
проплавления основного металла, рассчитывают сечение вводимого в шов
электродного металла (при односторонней или двусторонней сварке) по
формуле
где F3n — сечение электродной проволоки, мм2; иэл—скорость подачи
электродной проволоки, м/ч; vCB — скорость сварки, м/ч. Сечение разделки
определяют по формуле
где ky— коэффициент, учитывающий усиление шва, обычно равный 1,4—1,6.
По площади сечения разделки, задаваясь углом раскрытия кромок 50—70° (в
зависимости от ширины шва), определяем ее глубину. Глубина разделки
должна быть меньше глубины провара. Ширину зазора а при сварке с
обязательным зазором определяют по формуле При односторонней сварке п равно толщине свариваемого металла; при
двусторонней сварке п равно 0,7 этой толщины. Однослойная сварка под
флюсом наиболее целесообразна для соединения металла толщиной 5—42 мм.
Дальнейшее увеличение толщины металла, свариваемого в один слой,
ограничивается сложностью обеспечения нормального формирования шва
большого сечения, а не отсутствием источников нагрева необходимой
мощности. Плохое формирование шва проявляется в неравномерном
бугристом очертании его поверхности, узком и глубоком проваре,
способствующем снижению стойкости металла шва против образования
кристаллизационных трещин.
Для предупреждения появления шлаковых каналов при сварке с обязательным
зазором рекомендуется заполнять зазор металлическим наполнителем
(железным порошком, рубленой проволокой, окатышами и др.) Это
обеспечивает существенное уменьшение вероятности образования шлаковых
каналов и несколько улучшает металлургическую обработку сварочной ванны.
Однако стоимость шва вследствие относительно высокой цены наполнителя и
дополнительной операции по его засыпке в зазор повышается. Применение
наполнителя обычного состава не дает возможности повысить линейную
скорость сварки, увеличить максимальную толщину металла, свариваемую за
один проход, и снизить вероятность появления кристаллизационных трещин.
Поэтому более перспективна сварка без зазора со скосом кромок.
Первый слой двусторонних швов можно сваривать любым способом,
обеспечивающим удержание сварочной ванны в зазоре между кромками,
применяя ручную подварку, временную подкладку, флюсовую подушку,
заделку зазора асбестом, ременную или медную подкладку и др. Шов со
второй стороны сваривают на весу. Выполнение первого слоя на весу
возможно для ручной и полуавтоматической сварки при зазоре не более 2 мм,
а для автоматической сварки под флюсом—при зазоре не более 1 мм. Ручную
подварку не удаляют, а переваривают в процессе наложения последующего
шва.
При двусторонней сварке оба слоя, как правило, сваривают с одинаковым
проваром, составляющим 60—70% толщины основного металла. Это
обеспечивает достаточно большое перекрытие проваров. При необходимости
можно сваривать двусторонние швы так, чтобы провар одного слоя составлял
30—35% толщины металла, а второго—70—80%. Такой способ используют в
том случае, если первый слой сваривают вручную покрытыми электродами,
полуавтоматом под флюсом или в углекислом газе, а второй — автоматом под флюсом. Дальнейшее уменьшение глубины провара первого шва
недопустимо, так как если глубина провара при сварке второго шва, который
выполняют на весу, превысит 80% толщины металла, неизбежен прожог
соединения, что связано со скачкообразным нарастанием глубины
проплавления.
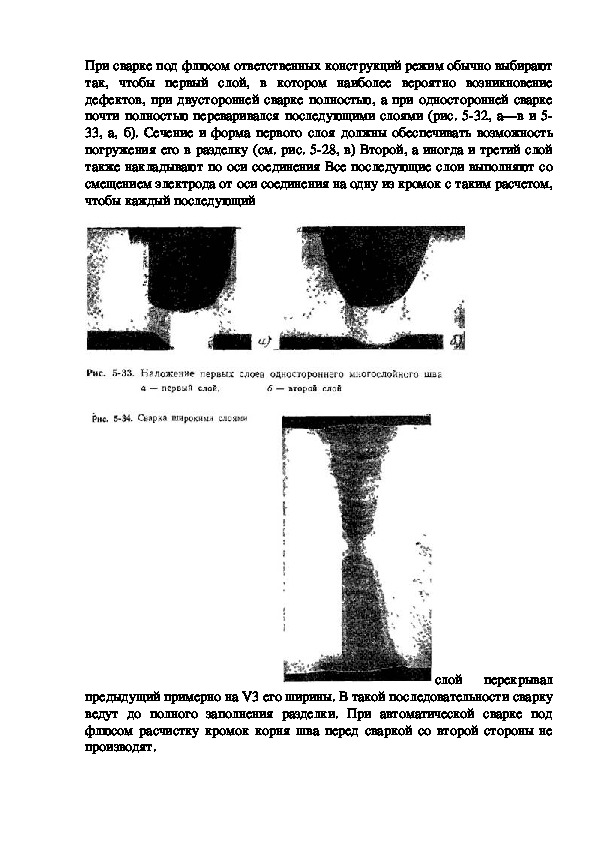
Сварка односторонних швов с полным проваром металла и качественным
формированием обратного валика представляет сложную, до сих пор не
решенную до конца задачу. При сварке односторонних швов для обеспечения
полного провара кромок металл необходимо доводить до расплавления на всю
толщину свариваемых деталей. Если не принять специальных мер, то ничем не
удерживаемая сварочная ванна вытечет из стыка и вместо шва образуются
прожоги. Для предотвращения вытекания сварочной ванны под стык
устанавливают специальные приспособления, получившие название подкладок
и подушек. В зависимости от материала различают медные, флюсомедные,
флюсокерамические и стальные подкладки и подушки. Находят также
применение подкладки из стекловолокна и других материалов.
Сварка с полным проваром без принятия специальных мер для удержания
сварочной ванны, т. е. на весу, возможна для тонкого металла с подачей
аргона со стороны корня шва. Аргон резко увеличивает поверхностное
натяжение жидкого металла, способствуя удержанию сварочной ванны.
Возможна сварка покрытыми электродами на малой погонной энергии, когда
сварочная ванна удерживается силами поверхностного натяжения.
Флюсомедная подкладка представляет собой медную полосу, поджимаемую
к основанию стыка, на поверхность которой в специальную канавку обычно
треугольной формы насыпают слой флюса. Подкладку устанавливают
стационарно или передвигают по мере сварки шва (скользящая подкладка).
Флюс улучшает формирование обратного валика и предохраняет подкладку
от непосредственного воздействия дуги.
Стальные подкладки приваривают к свариваемым деталям (остающиеся
подкладки) или удаляют после сварки (временные или технологические
подкладки). Толщина стальной подкладки должна составлять 30—40%
толщины свариваемого металла (а при многослойной сварке — толщины
слоя). Непременным условием для качественной сварки является точная
подгонка подкладок. Зазор между стыком и подкладкой любого типа не
должен превышать 1 мм. Медная и флюсомедная подкладки, остающиеся и
временные стальные подкладки служат не только для механического
удержания жидкой сварочной ванны, но и изменяют характер теплоотвода от
основания сварочной ванны, как бы увеличивая толщину свариваемого
металла. Флюсовая подушка не изменяет характера теплоотвода от основания
сварочной ванны и служит только для механического удержания жидкого
металла путем принудительного поджатия флюса к основанию стыка.
Поэтому при сварке на флюсовой подушке полное проплавление основного
металла достигается при меньшей силе тока, чем при сварке на подкладках.
Это связано с тем, что при ограниченном теплоотводе от основания сварочной
ванны глубина провара скачкообразно увеличивается до полного
проплавления кромок. Флюсовые подушки бывают однородными и
комбинированными.
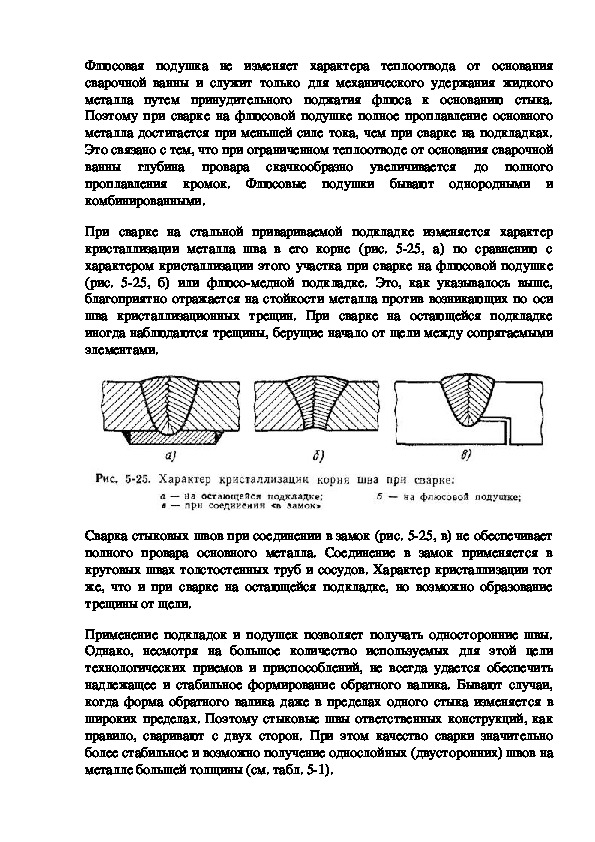
При сварке на стальной привариваемой подкладке изменяется характер
кристаллизации металла шва в его корне (рис. 525, а) по сравнению с
характером кристаллизации этого участка при сварке на флюсовой подушке
(рис. 525, б) или флюсомедной подкладке. Это, как указывалось выше,
благоприятно отражается на стойкости металла против возникающих по оси
шва кристаллизационных трещин. При сварке на остающейся подкладке
иногда наблюдаются трещины, берущие начало от щели между сопрягаемыми
элементами.
Сварка стыковых швов при соединении в замок (рис. 525, в) не обеспечивает
полного провара основного металла. Соединение в замок применяется в
круговых швах толстостенных труб и сосудов. Характер кристаллизации тот
же, что и при сварке на остающейся подкладке, но возможно образование
трещины от щели.
Применение подкладок и подушек позволяет получать односторонние швы.
Однако, несмотря на большое количество используемых для этой цели
технологических приемов и приспособлений, не всегда удается обеспечить
надлежащее и стабильное формирование обратного валика. Бывают случаи,
когда форма обратного валика даже в пределах одного стыка изменяется в
широких пределах. Поэтому стыковые швы ответственных конструкций, как
правило, сваривают с двух сторон. При этом качество сварки значительно
более стабильное и возможно получение однослойных (двусторонних) швов на
металле большей толщины (см. табл. 51). Переход на одностороннюю сварку пока оправдан только в случае
действительной необходимости, например при изготовлении громоздких
узлов, когда затруднена или вообще невозможна их кантовка, или для
изделий, размеры которых не позволяют проводить сварку со второй стороны.
При односторонней сварке следует в большем объеме проводить контроль
качества. Возрастает время, затрачиваемое на исправление дефектов, а при
некоторых условиях и на правку конструкций.
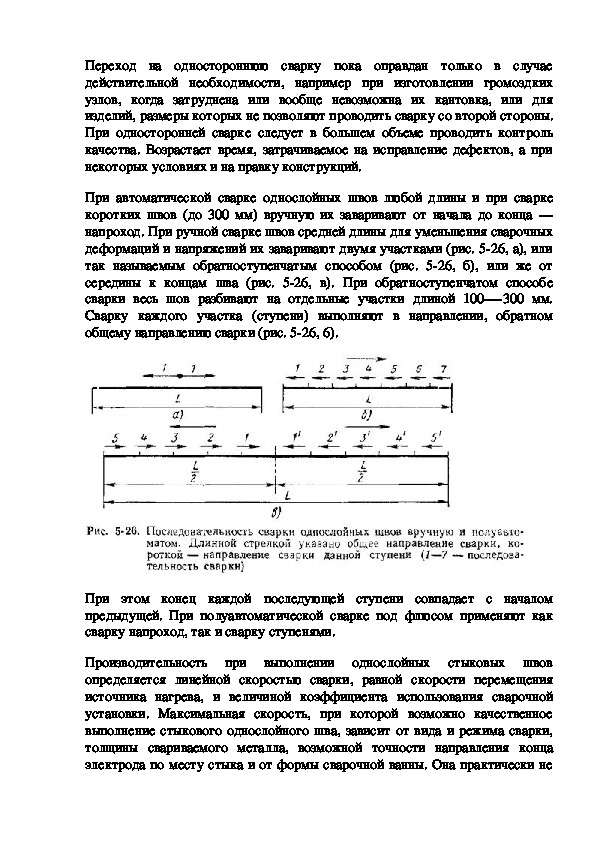
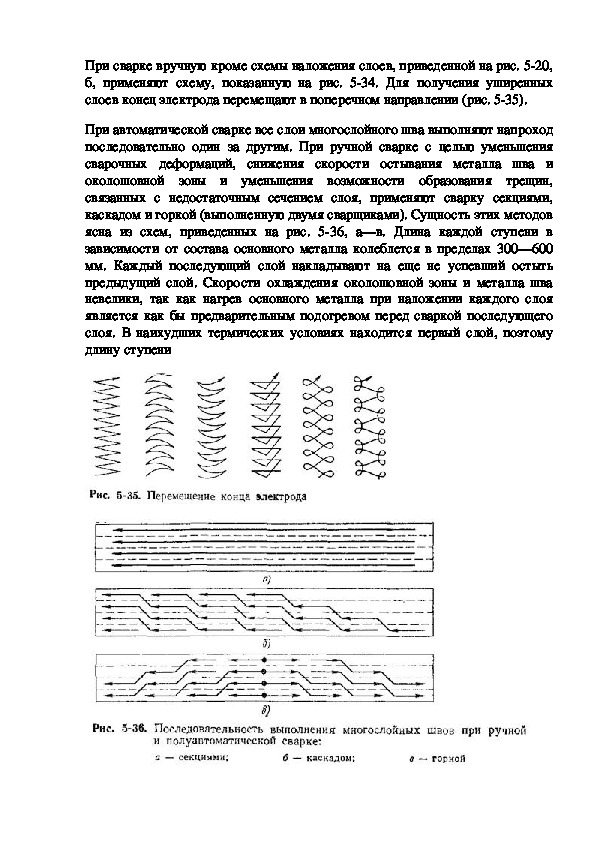
При автоматической сварке однослойных швов любой длины и при сварке
коротких швов (до 300 мм) вручную их заваривают от начала до конца —
напроход. При ручной сварке швов средней длины для уменьшения сварочных
деформаций и напряжений их заваривают двумя участками (рис. 526, а), или
так называемым обратноступенчатым способом (рис. 526, б), или же от
середины к концам шва (рис. 526, в). При обратноступенчатом способе
сварки весь шов разбивают на отдельные участки длиной 100—300 мм.
Сварку каждого участка (ступени) выполняют в направлении, обратном
общему направлению сварки (рис. 526, 6).
При этом конец каждой последующей ступени совпадает с началом
предыдущей. При полуавтоматической сварке под флюсом применяют как
сварку напроход, так и сварку ступенями.
Производительность при выполнении однослойных стыковых швов
определяется линейной скоростью сварки, равной скорости перемещения
источника нагрева, и величиной коэффициента использования сварочной
установки. Максимальная скорость, при которой возможно качественное
выполнение стыкового однослойного шва, зависит от вида и режима сварки,
толщины свариваемого металла, возможной точности направления конца
электрода по месту стыка и от формы сварочной ванны. Она практически не зависит от количества вводимого в шов за единицу времени дополнительного
металла. Важные показатели для этого случая — проплавляющая способность
источника теплоты и возможность качественного выполнения швов на
повышенных скоростях, для чего широкое применение находит многодуговой
процесс.
При однослойной сварке необходимы тщательная зачистка металла и точная
сборка под сварку, повышенная стабильность режима, точное направление
электрода, применение только кондиционных сварочных материалов, т. е.
наличие высокой культуры производства. Поэтому на практике подчас даже
вопреки технической целесообразности применяют многослойную сварку, при
которой дефекты, образовавшиеся в одном из слоев, устраняются при
наложении последующих.
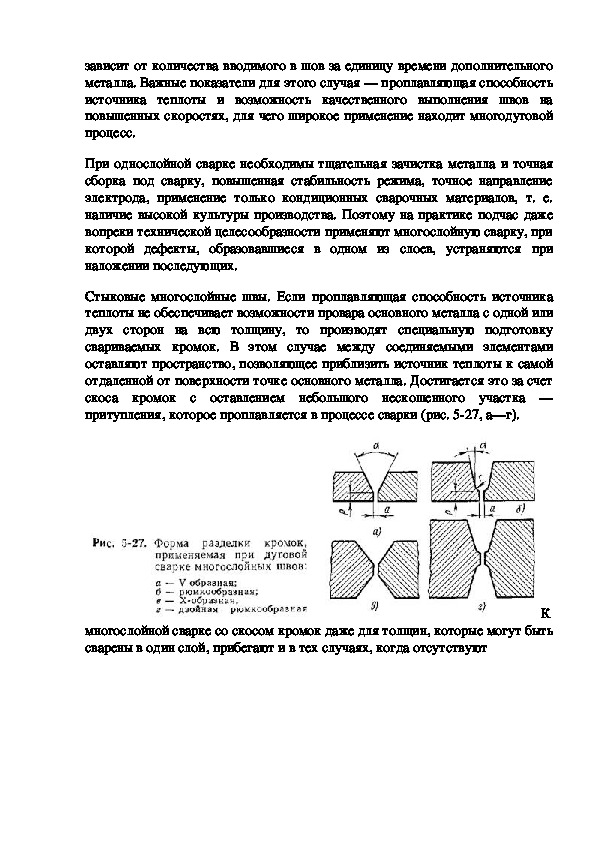
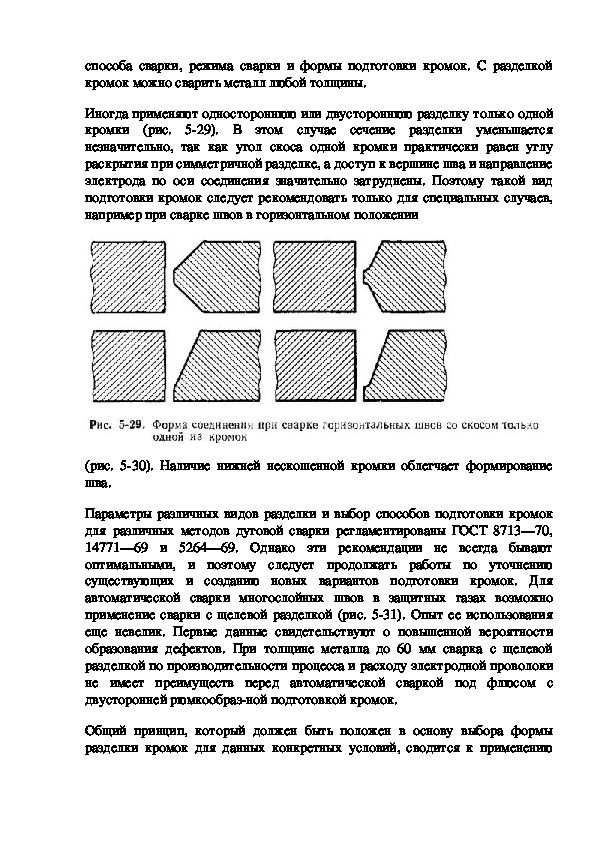
Стыковые многослойные швы. Если проплавляющая способность источника
теплоты не обеспечивает возможности провара основного металла с одной или
двух сторон на всю толщину, то производят специальную подготовку
свариваемых кромок. В этом случае между соединяемыми элементами
оставляют пространство, позволяющее приблизить источник теплоты к самой
отдаленной от поверхности точке основного металла. Достигается это за счет
скоса кромок с оставлением небольшого нескошенного участка —
притупления, которое проплавляется в процессе сварки (рис. 527, а—г).
К
многослойной сварке со скосом кромок даже для толщин, которые могут быть
сварены в один слой, прибегают и в тех случаях, когда отсутствуют источники питания достаточной мощности, необходимо уменьшить долю
основного металла в металле шва (например при сварке среднеуглеродистых,
среднелегированных и других марок стали), создать благоприятный
термический цикл или снизить вероятность образования дефектов и пр.
Очевидно, что такое решение вопроса менее целесообразно, чем сварка без
разделки кромок, так как в этом случае искусственно удаляется часть
основного металла, а образовавшаяся полость заполняется другим, более
дорогим, электродным или присадочным металлом. При этом металл шва на
60—80% состоит из электродного и только на 20—40% из основного металла.
Производительность сварки существенно снижается.
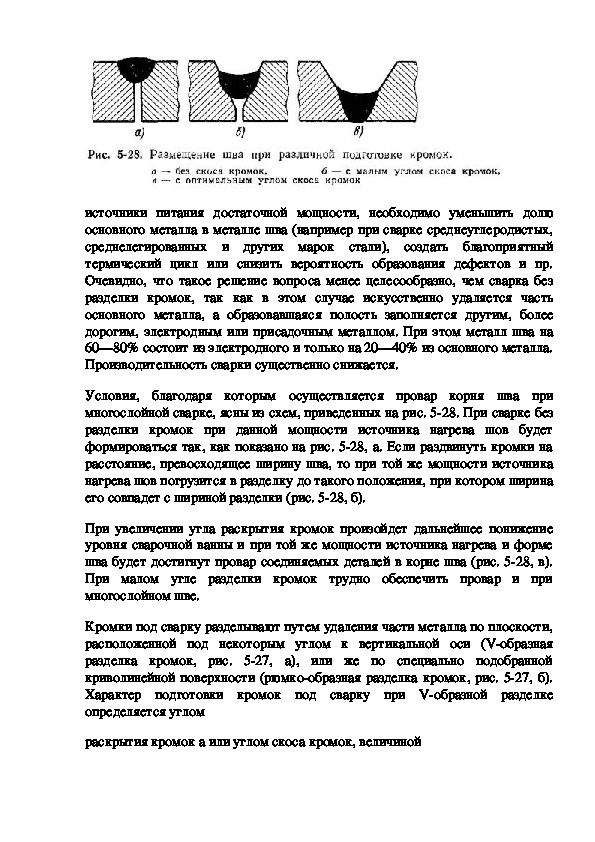
Условия, благодаря которым осуществляется провар корня шва при
многослойной сварке, ясны из схем, приведенных на рис. 528. При сварке без
разделки кромок при данной мощности источника нагрева шов будет
формироваться так, как показано на рис. 528, а. Если раздвинуть кромки на
расстояние, превосходящее ширину шва, то при той же мощности источника
нагрева шов погрузится в разделку до такого положения, при котором ширина
его совпадет с шириной разделки (рис. 528, б).
При увеличении угла раскрытия кромок произойдет дальнейшее понижение
уровня сварочной ванны и при той же мощности источника нагрева и форме
шва будет достигнут провар соединяемых деталей в корне шва (рис. 528, в).
При малом угле разделки кромок трудно обеспечить провар и при
многослойном шве.
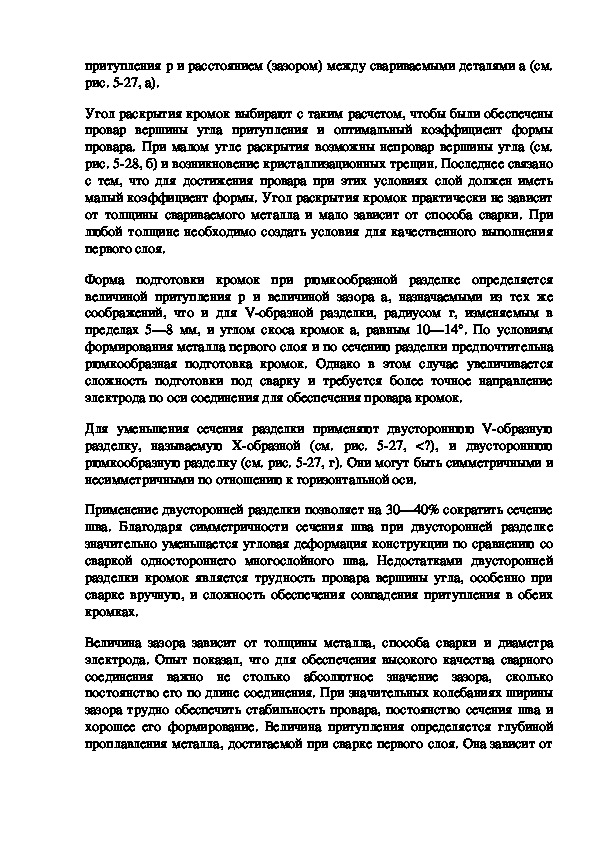
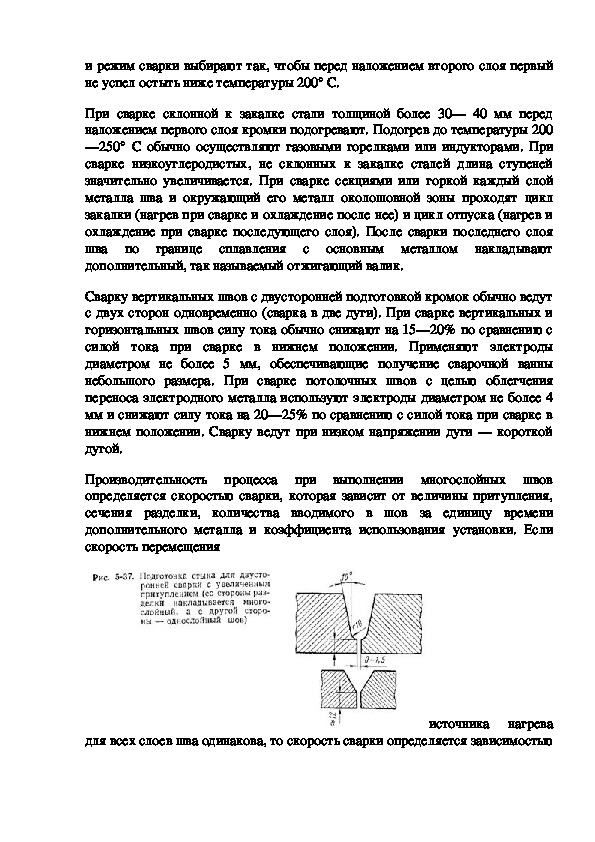
Кромки под сварку разделывают путем удаления части металла по плоскости,
расположенной под некоторым углом к вертикальной оси (Vобразная
разделка кромок, рис. 527, а), или же по специально подобранной
криволинейной поверхности (рюмкообразная разделка кромок, рис. 527, б).
Характер подготовки кромок под сварку при Vобразной разделке
определяется углом
раскрытия кромок а или углом скоса кромок, величиной притупления р и расстоянием (зазором) между свариваемыми деталями а (см.
рис. 527, а).
Угол раскрытия кромок выбирают с таким расчетом, чтобы были обеспечены
провар вершины угла притупления и оптимальный коэффициент формы
провара. При малом угле раскрытия возможны непровар вершины угла (см.
рис. 528, б) и возникновение кристаллизационных трещин. Последнее связано
с тем, что для достижения провара при этих условиях слой должен иметь
малый коэффициент формы. Угол раскрытия кромок практически не зависит
от толщины свариваемого металла и мало зависит от способа сварки. При
любой толщине необходимо создать условия для качественного выполнения
первого слоя.
Форма подготовки кромок при рюмкообразной разделке определяется
величиной притупления р и величиной зазора а, назначаемыми из тех же
соображений, что и для Vобразной разделки, радиусом г, изменяемым в
пределах 5—8 мм, и углом скоса кромок а, равным 10—14°. По условиям
формирования металла первого слоя и по сечению разделки предпочтительна
рюмкообразная подготовка кромок. Однако в этом случае увеличивается
сложность подготовки под сварку и требуется более точное направление
электрода по оси соединения для обеспечения провара кромок.
Для уменьшения сечения разделки применяют двустороннюю Vобразную
разделку, называемую Хобразной (см. рис. 527,
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»

ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
ОТКРЫТЫЙ УРОК производственного обучения по профессии «Сварщик» на тему: «Сварка пластин в нижнем положении сварного шва»
Материалы на данной страницы взяты из открытых истончиков либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
19.05.2017
Посмотрите также:
© ООО «Знанио»
С вами с 2009 года.
![]()
О портале