Поделиться

Склеивание
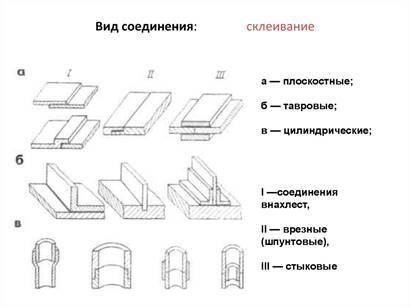
Склеивание деталей – это последний вид сборки неподвижных неразъемных соединений, при котором между поверхностями деталей сборочного узла вводится слой специального вещества, способного неподвижно скреплять их, – клея.
У данного вида соединений имеется ряд преимуществ: во-первых, возможность получения сборочных узлов из разнородных металлов и неметаллических материалов; во-вторых, процесс склейки не требует повышенных температур (как, например, сварка или пайка), следовательно, исключается деформация деталей; в-третьих, устраняется внутреннее напряжение материалов.
В слесарно-сборочных работах обычно используются клеи: ЭДП, БФ-2, 88Н (табл. 3).
Таблица 3. Марка клея и область его применения
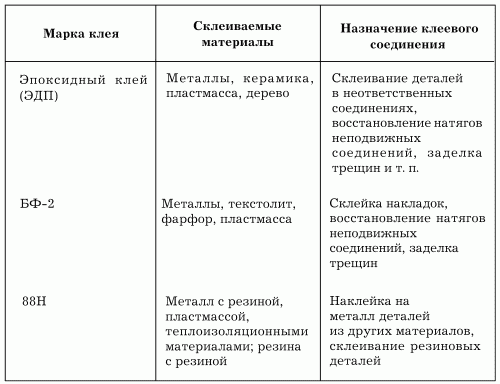
Подобно всем другим видам соединений, качество клееных во многом зависит от правильности подготовки поверхностей к процессу склеивания: на них не должно быть пятен грязи, ржавчины, следов жира или масла. Очистку поверхностей осуществляют металлическими щетками, шлифовальными шкурками, материал для удаления жировых и масляных пятен зависит от марки используемого клея: при склеивании деталей клеем 88Н применяется бензин, под клеи ЭДП и БФ-2 – ацетон.
Процесс склеивания деталей состоит из следующих операций:
– подготовить поверхности деталей и выбрать марку клея (см. выше);
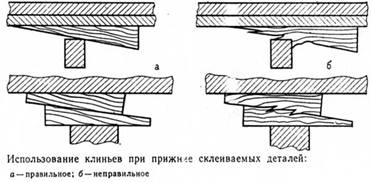
– нанести на поверхности в местах соединения первый слой клея (эту операцию можно выполнять кисточкой либо поливом), просушить, нанести второй слой клея, соединить детали и прижать их друг к другу струбцинами (здесь важно следить за точным совпадением деталей и их плотным прилеганием);
– выдержать клееный узел и очистить швы от подтеков клея.
Режим сушки первого слоя клея: ЭДП наносится в один слой и сушки не требует; БФ-2 требует сушки 1 час при температуре 20 °C («до отлипа»); 88Н – 10–15 минут на воздухе. После нанесения второго слоя выдержать 3–4 минуты и только потом соединить детали.
Режим выдержки клееных соединений: при использовании клея ЭДП – 2–3 суток при температуре 20 °C или 1 сутки при температуре 40 °C; клей БФ-2 – 3–4 суток при температуре 16–20 °C или 1 час при температуре 140–160 °C; клей 88Н – 24–48 часов при температуре 16–20 °C под грузом.
При сборках машин и механизмов иногда используют комбинированные клееные соединения – клеесварные: на сопрягаемую поверхность одной из деталей наносят слой клея ВК-9, а вторую деталь приваривают методом точечной сварки по этому слою.
Склеиванием называют метод соединения заготовок с помощью клея. Склеиванием можно получать соединения из разнородных материалов. Оно не вызывает структурных изменений в материале заготовок, не утяжеляет изделие. Клеевые соединения обладают хорошими теплоизолирующими, звукопоглощающими, демпфирующими и герметизирующими свойствами. К недостаткам клеевых соединений относятся невысокая термостойкость и низкая прочность. Многие клеи токсичны. Склеиванием получают соединения втулок с корпусами или валами, а также соединяют между собой заготовки из листового материала.
Склеивание представляет собой адгезионный процесс, т. е. процесс молекулярного сцепления поверхностей с клеем.
Материалами клеев являются высокополимеры на основе эпоксидных, полиуретановых, фенолформальдегид-ных и других смол. Клеи на основе эпоксидных смол (ВК-32-ЭМ, эпоксид П, ПР) получили широкое распространение. Соединения этими клеями отличаются высокой прочностью на сдвиг и теплостойкостью (до 90 °С). Клеи на основе фенольных смол БФ-2 и БФ-4 обеспечивают меньшую прочность и теплостойкость до 70 °С. В узлах, работающих в условиях повышенных температур и вибраций, применяют клеи высокой вибропрочности (ВК-13, ВК-13М). Специальные клеи обеспечивают теплостойкость до 500 °С и повышенную прочность на сдвиг.
Последовательность
работ при склеивании. Для надежной адгезии необходимо тщательно подготовить
поверхности под склеивание. Зазор не должен превышать 0,05-0,25 мм. Наиболее прочные соединения получают при
шероховатости склеиваемых поверхностей Ra = — 1,6 f 3,2
мкм.
От грязи, окалины и жира заготовки очищают в растворах фосфорной (низкоуглеродистые стали), серной (алюминиевые сплавы), азотной (медные сплавы) кислот и в растворе щелочи (коррозионно-стойкие стали). Затем их промывают в горячей воде, сушат и обезжиривают растворителями. Иногда перед склеиванием поверхности подвергают лужению (латунь), анодированию (алюминиевые сплавы) и др.
Клей приготовляют в специальных помещениях. Наносят его отдельными точками, рядами точек, полосами или на всю поверхность (в один или два слоя). Заготовки соединяют струбцинами, прихватами или специальными приспособлениями. В зависимости от марки клея и формы склеиваемых поверхностей давление принимают 0,05—2 МПа. При необходимости горячего отверждения одновременно с этим заготовки нагревают в термостатах или печах. Температуру нагрева, время выдержки принимают в соответствии с рекомендуемыми для каждой марки клея. После склеивания остатки клея удаляют металлическими щетками, шаберами или наждачной бумагой.


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
