Методическая разработка для открытого урока на тему "Сварочные трансформаторы и генераторы. Автоматизация сварочных установок". Специальность 0902033 "Электроснабжение промышленных предприятий". Ресурсы урока : интерактивная доска, плакаты, раздаточные материалы, видео. Для закрепления нового урока был подготовлен контрольные вопросы, на которые ответили несколько студентов.
ГККП «ЮжноКазахстанский политехнический колледж» управления образования ЮКО
План урока
Урок №
11
Группа
3051
Количество
учащихся
26
Дата
09.11.2018
Предмет Общепромышленные потребители и их электроснабжение
Тема урока: Сварочные трансформаторы и генераторы. Автоматизация
сварочных установок.
Цели урока:
образовательная: сформировать у студентов о понятии сварочных
трансформаторов и генераторов;
развивающая: дать основные определения и термины, часто используемые при
работах грузовых и пассажирских лифтов.;
воспитательная: вызвать у студентов интерес к предмету, к профессии , к специальности
техникаэлектрика.
Тип урока: комбинированный
Ресурсы урока: Электронные плакаты,
материалы, презентация по теме.
Межпредметные связи: ЭПП, ЭТМ, ТОЭ, Наладка, ЛЭП.
раздаточные материалы, видео
ХОД УРОКА
10мин):
1. Организационный момент (3 мин): Проверка присутствия студентов
2. Активизация и контроль знаний (
Опрос учащихся по следующим вопросам:
1.Электрооборудование сварочных установок..
2.Виды сварки. Электродуговая сварка
3. Конденсаторная сварка. Принцип работы.
4. Техника безопасность при работы с сварочными установками.
3.Изложение нового материала ( 55 мин):
1.Сварочные трансформаторы и их принцип работы .
2.Автоматизация сварочных установок.
3. Общие требование при обслуживании.
4. Схема сварочного трансформатора
4. Закрепление нового материала (10 мин):
Опрос учащихся по следующим вопросам:
1. Принцип работы сварочного выпрямителя;
2. Общая характеристика;
ТСК500.
5. Домашнее задание ( 3 мин): Л8, стр 188
6. Подведение итогов урока.
Выставление и комментарии оценок ( 2 мин): ___________________
7. Рефлексия ( мин): ______________________________________________
Ф ЮКПК План урокаГККП «ЮжноКазахстанский политехнический колледж» управления образования ЮКО
________________________________________________________________
«Проверено»: ___________________
Нуранова Ж.У.
(Председатель ПЦК) (ФИО преподавателя)
2. Активизация и контроль знаний (
10мин):
ВОПРОСЫ И ОТВЕТЫ ПРО СВАРКУ
Общие вопросы по сварке:
Чем отличается сварка штучным электродом и полуавтоматом?
Какой аппарат "идеален" для дачи?
Почему так сильно отличаются размером и весом сварочные аппараты, при одинаковых
возможностях?
Както не верится, что аппаратинвертор при таких малых габаритах справиться со
сваркой.
Какой мощности нужен бензогенератор для работы со сварочным аппаратом?
Каким аппаратом можно сварить алюминий?
Чем отличается сварка штучным электродом и полуавтоматом?
Принципиальной разницы нет. Основное различие в толщине свариваемого металла.
Для провара более тостого металла требуется электрод большего диаметра. Чем тоньше
металл, тем и меньше должен быть диаметр электрода. Электроды менее 1,82,0 мм не
изготавливаются, т.к. они будут просто гнуться и сложно нанести на них обмазку.
Электродом "двоечкой" можно работать с металлом не толще 34 мм.
А если металл тоньше? Тогда здесь необходим полуавтомат. В нем такой же электрод, но
более тонкий и в виде проволоки без обмазки. Т.к. такой "проволокаэлектрод" сгорит очень
быстро, то к месту сварки его стали подавать с помощью устройства протяжки. А изза
отсутствия на нем обмазки, подают инертный газ (углекислый, аргон) к месту сварки. Т.к.
проволка постоянно движется через держак (горелку), то для обеспечения хорошего контакта
проволоку омедняют.
Какой аппарат "идеален" для дачи?
По сути, любой аппарат для сварки штучным электродом. Желательно, чтобы аппарат
мог обеспечить сварочного тока не менее 130 Ампер при ПВ не менее 40% и вентилятор.
Тогда уверенно можно варить электродом "троечка". Уточните или измерьте сами
напряжение в дачной сети. Оно должно быть не менее 200 вольт. При меньшем напряжении
гарантированное качество сварки может обеспечить только аппарат инверторного типа,
например, "ТОРУС200".
Почему так сильно отличаются размером и весом сварочные аппараты, при одинаковых
возможностях?
Вес и размеры аппарата определяет трансформатор, состоящий из сердечника и
обмоток. Плохое качество железа, алюминевые обмотки, отсутствие принудительной
вентиляции, неграмотный расчет трансформатора увеличивает вес и габариты конструкции.
Применение более качественного железа (более дорогого), меди для обмоток, вентилятора
Ф ЮКПК План урокаГККП «ЮжноКазахстанский политехнический колледж» управления образования ЮКО
существенно снижают весогабаритные показатели. И особенно с тороидальным сердечником.
Отдельно в стороне стоит аппарат инверторного типа. В нем вообще нет классического
тяжеловеса трансформатора. Как его нет сейчас в бытовой видео телеаппаратуре. Сравните
вес последней модели любого телевизора с деревянным ящиком, где в блоке питания стоял
тот же классический многокилограммовый трансформатор.
Както не верится, что аппаратинвертор при таких малых габаритах справиться со
сваркой.
Что такое сварочный аппарат? Фактически, это блок питания с определенным
выходным напряжением и током. Раньше все блоки питания изготовлялись с применением
трансформатора: большого или маленького, будьто магнтофон, телевизор или
трансформатор для лампочкипереноски на 12 вольт.
Появление хороших
полупроводниковых приборов позволило перейти на иной принцип трансформирования в
блоках питания. Особенно это стало заметно в бытовой радиоаппаратуре. Нет железа, нет
меди, только печатная плата с радиоэлементами легкая и компактная. Поэтому инженеры
добрались и до сварочной техники. Сварочный аппарат превратился в небольшую коробочку,
напичканную электроникой.
при почти похожих характеристиках
аппаратов "ТЕРМИНАТОР" и "ТОРУС200",
разница в весе почти в три раза.
Эти аппараты оправдывают себя удобством, легкостью в работе, надежностью и повышенным
качеством сварки. Использование их в быту сдерживает только цена. Пока она раза в два
выше цены на классический вариант с железом и медью. Но у нас часто проходят акции
(Рождественские, ко дню Победы и другие), когда можно получить существенные скидки при
покупке.
К примеру,
Какой мощности нужен бензогенератор для работы со сварочным аппаратом?
Отвечать на этот вопрос будем на примере наших аппаратов.
При использовании самого распространенного диаметра электрода "троечки", средняя
потребляемая мощность будет около 2,53,0 кВт. А при залипании электрода мощность будет
кратковременно возрастать до 59 кВт. При использовании аппарата инверторного
типа "ТОРУС200" залипание электрода уже не будет страшно для генератора, потому что
ТОРУС200 в этот момент практически не потребляет! Если достаточно электрода
диаметром 2 мм им можно сварить небольшие уголки, арматуру, водопроводную трубу, то
требуемая
кВт.
Поэтому идеальным аппаратом для бензогенератора будут аппараты инверторного типа им
достаточно
кВт.
И еще один нюанс. Многие производители генераторов и бесперебойников указыват мощность
не в Ваттах (Вт), а в вольтамперах (ВА). Поэтому цифру в вольтамперах, например 4000 ВА,
надо умножить на коэффициент 0,60,7 и полученные 2500 Вт (2,5 кВт) будет реальной
мощностью. И всегда уточняйте это мощность номинальная тогда ее можно потреблять
непрерывно, или максимальная очень кратковременная. И вооружившись этими знаниями вы
уже грамотно выберете и аппарат, и генератор.
мощностью
генератора
мощность
порядка
2,2
4
будет
от
Каким аппаратом можно осуществить сварку алюминия?
Алюминий это один "сложных" металлов для сварки. Изза того, что алюминий имеет
высокую электропроводимость и теплопроводность, приходится увеличивать сварочный ток и
защищать место сварки инертным газом. А также формировать определенную форму
Ф ЮКПК План урокаГККП «ЮжноКазахстанский политехнический колледж» управления образования ЮКО
тока.
сварочного
Из защитных газов, обычно, используют аргон. Но если толщина металла большая, то лучше
использовать аргоновогелиевую смесь. Для сварки применяют как аппараты MIGсварки
(сварка проволокой),
так и TIG(AC)сварка (дуговая на переменном токе).
Аппараты должны иметь большой сварочный ток. Например, для сварки листов алюминия
толщиной 4 мм необходим ток от 250 А и выше. Обычно в мастерских используют дуговые
инверторные аппараты для TIGсварки с пометкой (AC) сварка на переменном токе. Для
сварки используется горелка с неплавящимся электродом и присадочная алюминиевая
проволока. Если аппарат не имеет пометки (AC), а есть только (DC), то такой аппарат для
сварки алюминия не подойдет. Аппараты инверторного типа TIG (AC\DC) недешевы от 1000
у.е. и выше.
3.Изложение нового материала ( 40 мин):
Сварочные трансформаторы, выпрямители и генераторы
Сварочные трансформаторы. Это специальные понижающие трансформаторы,
имеющие требуемую внешнюю характеристику, обеспечивающие питание
сварочной дуги и регулирование свароч ного тока. Трансформаторы, как
правило, имеют падающую ха рактеристику, их используют для ручной дуговой
сварки и автоматической сварки под флюсом. Трансформаторы с жесткой
характеристикой применяют для электрошлаковой сварки.
Рис. 1. Изменение параметров режима сварки в зависимости от внешней характеристики источника питания и длины
дуги
Трансформатор имеет сердечник — магнитопровод из трансформаторной стали,
на сердечнике размещаются две обмотки — первичная и вторичная. Переменный
ток из сети, проходя через первичную обмотку трансформатора, намагничивает
сердечник, создавая в нем переменный магнитный поток, который, пересекая
витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение индуктированного тока зависит от числа витков вторичной
обмотки, чем меньше витков, тем напряжение индуктируемого тока будет
меньше и, наоборот, чем больше витков, тем напряжение выше. Регулирование
величины сварочного тока и создание внешней характеристики обеспечивается
Ф ЮКПК План урокаГККП «ЮжноКазахстанский политехнический колледж» управления образования ЮКО
изменением потока магнитного рассеяния или включением в сварочную цепь
дополнительного индуктивного сопротивления.
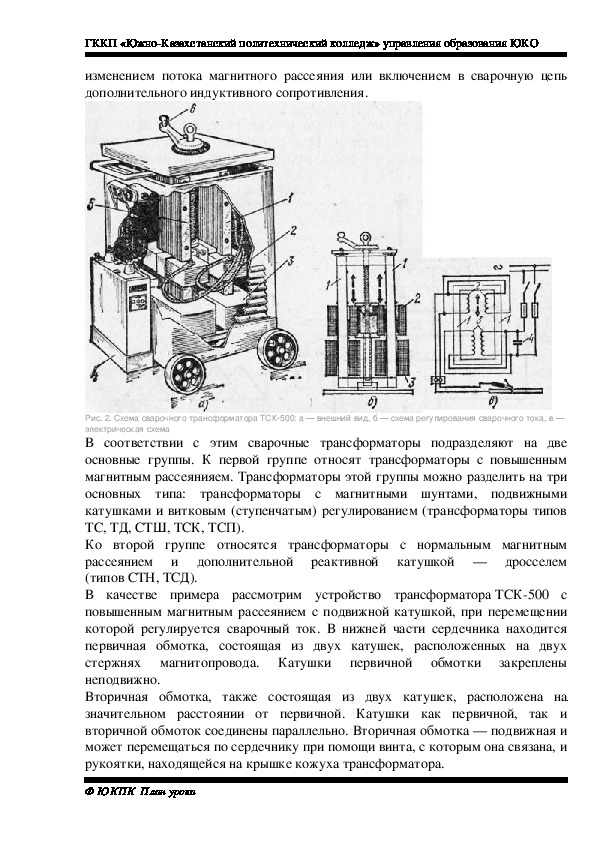
Рис. 2. Схема сварочного трансформатора ТСК500: а — внешний вид, б — схема регулирования сварочного тока, в —
электрическая схема
В соответствии с этим сварочные трансформаторы подразделяют на две
основные группы. К первой группе относят трансформаторы с повышенным
магнитным рассеянияем. Трансформаторы этой группы можно разделить на три
основных типа: трансформаторы с магнитными шунтами, подвижными
катушками и витковым (ступенчатым) регулированием (трансформаторы типов
ТС, ТД, СТШ, ТСК, ТСП).
Ко второй группе относятся трансформаторы с нормальным магнитным
рассеянием и дополнительной реактивной катушкой — дросселем
(типов СТН, ТСД).
В качестве примера рассмотрим устройство трансформатора ТСК500 с
повышенным магнитным рассеянием с подвижной катушкой, при перемещении
которой регулируется сварочный ток. В нижней части сердечника находится
первичная обмотка, состоящая из двух катушек, расположенных на двух
стержнях магнитопровода.
Катушки первичной обмотки закреплены
неподвижно.
Вторичная обмотка, также состоящая из двух катушек, расположена на
значительном расстоянии от первичной. Катушки как первичной, так и
вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и
может перемещаться по сердечнику при помощи винта, с которым она связана, и
рукоятки, находящейся на крышке кожуха трансформатора.
Ф ЮКПК План урокаГККП «ЮжноКазахстанский политехнический колледж» управления образования ЮКО
Сварочный ток регулируют изменением расстояния между первичной и
вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная
обмотка приближается к первичной, магнитный поток рассеяния и индуктивное
сопротивление уменьшаются, сварочный ток возрастает. При вращении
рукоятки против часовой стрелки вторичная обмотка удаляется от первичной,
индуктивное сопротивление и магнитный поток рассеяния растут и сварочный
ток уменьшается.
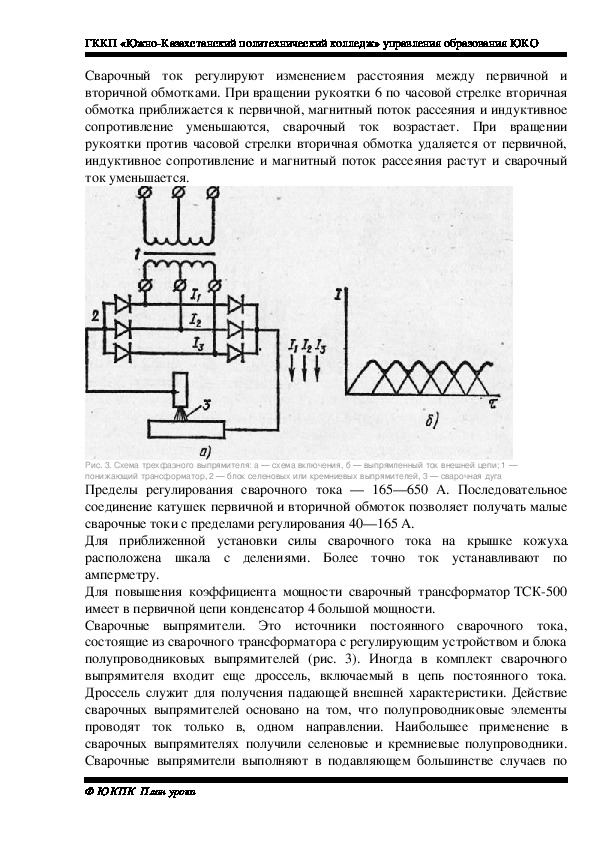
Рис. 3. Схема трехфазного выпрямителя: а — схема включения, б — выпрямленный ток внешней цепи; 1 —
понижающий трансформатор, 2 — блок селеновых или кремниевых выпрямителей, 3 — сварочная дуга
Пределы регулирования сварочного тока — 165—650 А. Последовательное
соединение катушек первичной и вторичной обмоток позволяет получать малые
сварочные токи с пределами регулирования 40—165 А.
Для приближенной установки силы сварочного тока на крышке кожуха
расположена шкала с делениями. Более точно ток устанавливают по
амперметру.
Для повышения коэффициента мощности сварочный трансформатор ТСК500
имеет в первичной цепи конденсатор 4 большой мощности.
Сварочные выпрямители. Это источники постоянного сварочного тока,
состоящие из сварочного трансформатора с регулирующим устройством и блока
полупроводниковых выпрямителей (рис. 3). Иногда в комплект сварочного
выпрямителя входит еще дроссель, включаемый в цепь постоянного тока.
Дроссель служит для получения падающей внешней характеристики. Действие
сварочных выпрямителей основано на том, что полупроводниковые элементы
проводят ток только в, одном направлении. Наибольшее применение в
сварочных выпрямителях получили селеновые и кремниевые полупроводники.
Сварочные выпрямители выполняют в подавляющем большинстве случаев по
Ф ЮКПК План урокаГККП «ЮжноКазахстанский политехнический колледж» управления образования ЮКО
трехфазной схеме, преимущества которой заключаются в большом числе
пульсаций напряжения и более равномерной загрузке трехфазной сети.
Сварочные выпрямители обладают рядом преимуществ перед
преобразователями с вращающимися частями.
Они имеют лучшие
энергетические, динамические и весовые показатели, более высокий к. п. д.,
просты в обслуживании, более надежны изза отсутствия вращающихся частей,
при их работе отсутствует шум.
Сварочные выпрямители в зависимости от внешних характеристик можно
разделить на три типа: с крутопадающими (ВСС3003, ВСС1204, ВКС500 и
др.), жесткими (или пологопадающими) характеристиками (ВС200, ВС300, ВС
600, ВС1000, ИПП120, ИПП300, ИПП500, ИПП1000) и универсальные
(ВСУ300, ВСУ500). Универсальные выпрямители обеспечивают возможность
получения как жестких, так и падающих внешних характеристик, поэтому их
можно применять для различных видовдуговой сварки. Цифра в марке
выпрямителя означает номинальный ток при ПР= =60^65%.
Сварочные генераторы. Это специальные генераторы постоянного тока, внешняя
характеристика которых позволяет получать устойчивое горение дуги, что
достигается изменением магнитного потока генератора в зависимости от
сварочного тока. Сварочный генератор постоянного тока состоит из статора с
магнитными полюсами и якоря с обмоткой и коллекторами. При работе
генератора якорь вращается в магнитном поле, создаваемом полюсами статора.
Обмотка якоря пересекает магнитные линии полюсов генератора, и поэтому в
витках обмотки возникает переменный ток, который с помощью коллектора
преобразуется в постоянный. Вращение якоря сварочного генератора
обеспечивается в сварочных преобразователях электродвигателем, а в
сварочных агрегатах — двигателем внутреннего сгорания. К коллектору
прижаты угольные щетки, через которые постоянный ток подводится к
клеммам. К этим клеммам присоединяют сварочные провода, идущие к
электрододержателю и изделию.
Сварочные генераторы выполняют по различным электрическим схемам. Они
могут быть с падающей характеристикой (генераторы типа ГСО в
преобразователях типа ПСОЗОО, ПСО500 и др.), с жесткой и пологопадающей
характеристикой (типа ГСГ в преобразователях типа ПСГ500) и универсальные
(преобразователи типа ПСУ300, ПСУ500).
Наибольшее распространение получили сварочные генераторы с падающими
внешними характеристиками, работающие по следующим схемам: – с
независимым возбуждением и размагничивающей последовательной обмоткой; –
с самовозбуждением и размагничивающей последовательной обмоткой.
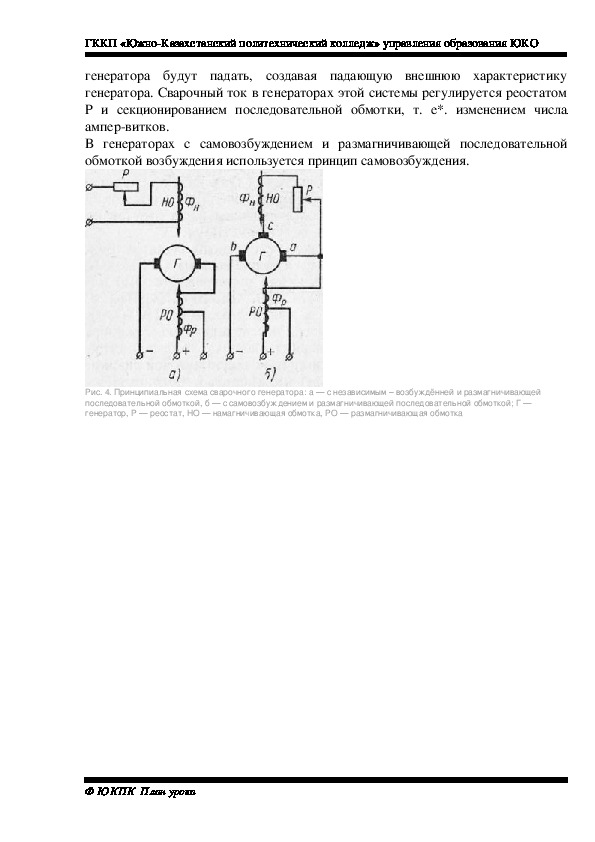
Схема генератора с независимым возбуждением и размагничивающей
последовательной обмоткой показана на рис. 4, а.
С увеличением тока в сварочной цепи будет увеличиваться Фр, а Фн остается
неизменным, результирующий поток Фрез, э. д. с. и напряжение на зажимах
Ф ЮКПК План урокаГККП «ЮжноКазахстанский политехнический колледж» управления образования ЮКО
генератора будут падать, создавая падающую внешнюю характеристику
генератора. Сварочный ток в генераторах этой системы регулируется реостатом
Р и секционированием последовательной обмотки, т. е*. изменением числа
ампервитков.
В генераторах с самовозбуждением и размагничивающей последовательной
обмоткой возбуждения используется принцип самовозбуждения.
Рис. 4. Принципиальная схема сварочного генератора: а — с независимым – возбуждённей и размагничивающей
последовательной обмоткой, б — с самовозбуждением и размагничивающей последовательной обмоткой; Г —
генератор, Р — реостат, НО — намагничивающая обмотка, РО — размагничивающая обмотка
Ф ЮКПК План урока