

Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Настоящие методические указания и темы курсовых работ разработаны в соответствии с учебным планом по МДК.01.01. Технология сварочных работ, для студентов обучающихся по специальности 22.02.06 Сварочное производство. Методические указания содержат материал, в котором подробно описаны этапы и последовательность выполнения курсового проекта, требования к его объему и содержанию, также представлен справочный материал, необходимый для проведения расчетов, выбора сварочного оборудования и инструментов для каждой операции технологического процесса.
Методичк курс пр МДК.01.01 Технол свар раб.docx
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
ЧЕЛЯБИНСКОЙ ОБЛАСТИ
ГБПОУ «КАСЛИНСКИЙ ПРОМЫШЛЕННОГУМАНИТАРНЫЙ ТЕХНИКУМ»
ВЕРХНЕУФАЛЕЙСКИЙ ФИЛИАЛ
Методические указания
по выполнению курсового проекта
МДК.01.01 Технология сварочных работ,
специальность 22.02.06 Сварочное производство 20182019 г.г.
Настоящие методические указания и темы курсовых работ разработаны в соответствии с
учебным планом по МДК.01.01. Технология сварочных работ, для студентов обучающихся по
специальности 22.02.06 Сварочное производство.
Рассмотрено
на заседании ПЦК
Протокол № ___ от _____________
Председатель _____З.А. Дмитриева
Утверждаю
Зам. директора
________ Н.Н. Ефанова
«___» ____________ 20__ г.
Разработчики:
ГБПОУ «КПГТ»
(место работы)
преподаватель
(занимаемая должность)
С. П. Хаев
(инициалы, фамилия)
2 Пояснительная записка
Закрепление и более углубленное рассмотрение ранее изученных теоретических вопросов
осуществляется во время практических занятий и курсового проектирования. С целью оказания
помощи студентам при выполнении курсового проекта разработаны методические указания по
выполнению курсового проекта по междисциплинарному курсу Технология сварочных работ для
студентов, обучающихся по специальности 22.02.06 Сварочное производство.
Методические указания содержат материал, в котором подробно описаны этапы и
последовательность выполнения курсового проекта, требования к его объему и содержанию,
также представлен справочный материал, необходимый для проведения расчетов, выбора
сварочного оборудования и инструментов для каждой операции технологического процесса.
Цели и задачи курсового проекта
Выполнение курсового проекта по МДК.01.01. Технология сварочных работ преследует
следующие основные цели:
приобретение студентами практических навыков разработке и технологическом решении
поставленной задачи;
закрепление навыков самостоятельной работы с технической литературой и
использование полученных теоретических знаний;
проверку уровня подготовленности студентов к ведению исследовательской
деятельности в рамках конкретной задачи.
Для достижения этих целей студент должен ясно представлять условия задания,
правильно выбрать и обработать исходные данные, определить рациональную технологию
выполнения проекта, обосновать ее целесообразность, исходя из принципа наивысшей
производительности и экономичности.
Кроме того, студент должен уметь пользоваться технической литературой, правильно
излагать свои мысли и грамотно выполнять чертежи.
Курсовой проект на тему Технологический процесс изготовления сварной конструкции
состоит из пояснительной записки в объеме 2540 листов и графической части выполненной в
формате А4 или А3.
3 Содержание курсового проекта
Таблица 1. Содержание курсового проекта
Характеристика сварного изделия
Описание конструкции сварного узла с анализом его технологичности
Технические условия на изготовление сварного узла
Выбор и обоснование основного материала
Обоснование типа производства
Выбор, обоснование и анализ возможных способов сварки
Выбор и обоснование сварочных материалов
Подбор режимов сварки
Выбор сварочного оборудования, технологической оснастки, инструмента
Выбор и обоснование методов контроля
Карта технологического процесса дуговой сварки
Описание конструкции вспомогательного сборочносварочного приспособления,
механизмов
Описание принципа действия приспособления
Расчет и выбор основного механического сварочного оборудования
Выбор подъемнотранспортного оборудования и монтажных средств
Планирование сборочносварочного участка
Введение
1 Общая часть
1.1
1.2
1.3
2 Расчетная часть проекта
2.1
2.2
2.3
2.4
2.5
2.6
2.7
2.8
3 Конструкторская часть
3.1
3.2
3.3
3.4
3.5
4 Охрана труда
4.1
4.2
Заключение
Библиографический список
Приложение
Электробезопасность
Пожаробезопасность
4 Темы курсовых работ:
1. Технологический процесс изготовления сварной конструкции: «Металлический гараж»;
Годовая программа выпуска – 1 шт.
2. Технологический процесс изготовления сварной конструкции: «Ферма»;
Годовая программа выпуска – 5000 шт.
3. Технологический процесс изготовления сварной конструкции: «Металлическая теплица»;
Годовая программа выпуска – 300 шт.
4. Технологический процесс изготовления сварной конструкции: «Металлическая скамейка»;
Годовая программа выпуска – 500 шт.
5. Технологический процесс изготовления сварной конструкции: «Эстакада»;
Годовая программа выпуска – 5 шт.
6. Технологический процесс изготовления сварной конструкции: «Остановочный комплекс»;
Годовая программа выпуска – 30 шт.
7. Технологический процесс изготовления сварной конструкции: «Бокс»;
Годовая программа выпуска – 2 шт.
8. Технологический процесс изготовления сварной конструкции: «Водяной котел»;
Годовая программа выпуска – 10000 шт.
9. Технологический процесс изготовления сварной конструкции: «Водонапорной вышки»;
Годовая программа выпуска – 3 шт.
10. Технологический процесс изготовления сварной конструкции: «Кессон»;
Годовая программа выпуска – 100 шт.
11. Технологический процесс изготовления сварной конструкции: «Стационарный мангал»;
Годовая программа выпуска – 600 шт.
12. Технологический процесс изготовления сварной конструкции: «Камин»;
Годовая программа выпуска – 1000 шт.
13. Технологический процесс изготовления сварной конструкции: «Дробилка»;
Годовая программа выпуска – 3000 шт.
14. Технологический процесс изготовления сварной конструкции: «Шкаф»;
Годовая программа выпуска – 2000 шт.
15. Технологический процесс изготовления сварной конструкции: «Верстак»;
Годовая программа выпуска – 1500 шт.
16. Технологический процесс изготовления сварной конструкции: «Навес»;
Годовая программа выпуска – 10 шт.
17. Технологический процесс изготовления сварной конструкции: «Барабан галтовочный»;
Годовая программа выпуска – 120 шт.
18. Технологический процесс изготовления сварной конструкции: «Балка коробчатого типа»;
Годовая программа выпуска – 350 шт.
19. Технологический процесс изготовления сварной конструкции: «Трубопровод»;
Годовая программа выпуска – 20 шт.
20. Технологический процесс изготовления сварной конструкции: «Подкрановой балки»;
Годовая программа выпуска – 5000 шт.
21. Технологический процесс изготовления сварной конструкции: «Секция конвеера»;
Годовая программа выпуска – 2500 шт.
22. Технологический процесс изготовления сварной конструкции: «Расходная топливная
цистерна»;
Годовая программа выпуска – 25 шт.
23. Технологический процесс изготовления сварной конструкции: «Опора конвеера»;
Годовая программа выпуска – 7000 шт.
5 24. Технологический процесс изготовления сварной конструкции: «Шкаф для спецовки»;
Годовая программа выпуска – 600 шт.
25. Технологический процесс изготовления сварной конструкции: «Двутавровая балка»;
Годовая программа выпуска – 25 шт.
26. Технологический процесс изготовления сварной конструкции: «Опора неподвижная для
трубопровода»;
Годовая программа выпуска – 150 шт.
27. Технологический процесс изготовления сварной конструкции: «Траверса»;
Годовая программа выпуска – 15000 шт.
28. Технологический процесс изготовления сварной конструкции: «Кронштейн»;
Годовая программа выпуска – 25000 шт.
29. Технологический процесс изготовления сварной конструкции: «Обечайка»;
Годовая программа выпуска – 500 шт.
30. Технологический процесс изготовления сварной конструкции: «Стойка опорная для грузовых
машин».
Годовая программа выпуска – 15000 шт.
Методические указания по выполнению курсового проекта
Введение
Во введении следует обосновать актуальность избранной темы, раскрыть ее теоретическую
и практическую значимость, сформулировать цели и задачи работы.
Введение должно подготовить читателя к восприятию основного текста работы. Оно
состоит из обязательных элементов, которые необходимо правильно сформулировать.
В первом предложении называется тема курсовой работы.
Актуальность исследования (почему это следует изучать?) рассматривается с позиций
социальной и практической значимости. В данном пункте необходимо раскрыть суть
исследуемой проблемы и показать степень ее проработанности в различных трудах (юристов,
экономистов, техников и др.). Здесь же можно перечислить источники информации,
используемые для исследования. (Информационная база исследования может быть вынесена в
первую главу).
Цель исследования (какой результат будет получен?) должна заключаться в решении
исследуемой проблемы путем ее анализа и практической реализации. Цель всегда направлена на
объект.
Проблема исследования (что следует изучать?) показывает осложнение, нерешенную
задачу или факторы, мешающие её решению. Определяется 1 2 терминами.
Объект исследования (что будет исследоваться?), предполагает работу с понятиями. В
данном пункте дается определение экономическому явлению, на которое направлена
исследовательская деятельность. Объектом может быть личность, среда, процесс, структура,
хозяйственная деятельность предприятия (организации).
Предмет исследования (как, через что будет идти поиск?). Здесь необходимо дать
определение планируемым к исследованию конкретным свойствам объекта или способам
изучения экономического явления. Предмет исследования направлен на практическую
деятельность и отражается через результаты этих действий.
Гипотеза исследования (что не очевидно в исследовании?). Возможная структура
гипотезы:
утверждение значимости проблемы;
догадка (свое мнение) «Вместе с тем…».
6 предположение «Можно...».
доказательство «Если...».
Задачи исследования (как идти к результату?), пути достижения цели. Задачи соотносятся
с гипотезой. Определяются они исходя из целей работы. Формулировки задач необходимо
делать как можно более тщательно, поскольку описание их решения должно составить
содержание глав и параграфов работы. Как правило, формулируются 3 4 задачи. Перечень
рекомендуемых задач:
1. «На основе теоретического анализа литературы разработать...» (ключевые понятия,
основные концепции).
2. «Определить... » (выделить основные условия, факторы, причины, влияющие на объект
исследования).
3. «Раскрыть... » (выделить основные условия, факторы, причины, влияющие на предмет
исследования).
4. «Разработать... » (средства, условия, формы, программы).
5. «Апробировать…» (что разработали) и дать рекомендации...
Методы исследования (как исследовали?): дается краткое перечисление методов
исследования через запятую без обоснования. Теоретическая и практическая значимость
исследования (что нового, ценного дало исследование?) не носит обязательного характера.
Наличие сформулированных направлений реализации полученных выводов и предложений
придает работе большую практическую значимость.
При написании можно использовать следующие фразы:
результаты исследования позволят осуществить...;
результаты исследования будут способствовать разработке...;
результаты исследования позволят совершенствовать….
Структура работы – это завершающая часть введения (что в итоге в работе/проекте
представлено). В завершающей части в назывном порядке перечисляются структурные части
работы/проекта, например: «Структура работы соответствует логике исследования и включает в
себя введение, теоретическую часть, практическую часть, заключение, список источников и
литературы и приложений».
Таким образом, введение должно подготовить к восприятию основного текста работы.
1 Общая часть
1.1 Характеристика сварного изделия
Здесь необходимо осветить:
область применения и назначение сварной конструкции, описание её работы;
условия работы, степень ответственности и требования к сварной конструкции;
1.2 Описание конструкции сварного узла с анализом его технологичности
В данном пункте курсовой работы необходимо изложить:
конструктивное оформление, основные размеры и типы применяемых сварных
соединений;
анализ технологичности конструкции.
Возможность расчленения ее на отдельные узлы, подузлы, которые могут быть собраны и
сварены на специальных рабочих местах с применением универсальной сборочносварочной
оснастки и механизированных способов сварки с учетом свариваемости стали.
1.3 Технические условия на изготовление сварного узла
7 Технические условия на изготовления сварного узла принимаются в виде локального
нормативного акта, например заводом изготовителем (проектировщиком, конструктором) и
могут содержать следующие разделы:
технические условия на прокат;
технические условия на сборку;
технические условия на сварку;
технические условия на сварочные материалы.
Технические условия на прокат.
Технические условия составляются в виде требований, которые предъявляются к прокату
и заготовкам. Основными требованиями к прокату являются требования по качеству, по чистоте
поверхности металла, допустимых дефектах, хранению и транспортировке материала.
Требования к заготовкам и деталям назначаются, исходя из степени ответственности заданной
сварной конструкции, точности её изготовления, с учетом технических требований чертежа и
марки стали.
Технические условия на сборку.
Технические условия на сборку состоят из требований по проверке заготовок и деталей
перед сборкой. Необходимо указать требования по состоянию их поверхностей по зачистке
кромок под сварку и их обезжириванию, по припускам на усадку сварных швов, по предельным
зазорам при сборке различных типов соединений, которые устанавливаются соответствующими
ГОСТами или размерами, указанными на чертеже, в зависимости от способа сварки, требований
на прихватку. Необходимо также включать требования по обеспечению взаимной
перпендикулярности, соосности собираемых деталей, допустимому смещению стыкуемых
кромок, контролю качества сборки.
Технические условия на сварку.
Технические условия на сварку должны включать требования по зачистке сварных швов и
соединений после сварки, по соблюдению режимов сварки, указанных в картах технологического
процесса, и допускаемым отклонениям по наружному виду сварных швов и их размерам, по
качеству сварных швов. Необходимо указать требования по минимальной температуре
окружающей среды, требования к подготовке и аттестации сварщиков и минимального разряда
сварщиков, допускаемых к сварке данного изделия.
Технические условия на сварочные материалы.
Разработке технологического процесса предшествует подробное изучение заданной
сварной конструкции, в результате чего намечаются способы сборки и методы сварки отдельных
узлов и конструкции в целом. Руководствуясь этим, разрабатываются технические условия на
сварочные материалы (сварочную проволоку, флюс, защитные газы, электроды). В технических
условиях на сварочные материалы отражаются основные требования соответствующих ГОСТов:
на электроды ГОСТ 946675; на сварочную проволоку стальную ГОСТ 224670; на
сварочные флюсы ГОСТ 908781 и ТУ, ОСТы; на углекислый газ ГОСТ 805085; на аргон
ГОСТ 1015779 [30]. Технические условия на контроль готовой сварной конструкции
Технические условия на контроль и приемку, метод и объем контроля должны состоять из
требований к форме и размерам сварных швов, к дефектам сварных соединений, которые
уменьшают прочность и эксплуатационную надежность сварной конструкции, из требований по
допустимости и недопустимости дефектов макроструктуры. Для емкостей необходимо
оговорить, что швы должны быть прочными и плотными, а поэтому подвергаться испытанию на
плотность и прочность. Необходимо оговорить методы устранения дефектов.
2 Расчетная часть проекта
2.1 Выбор и обоснование основного материала
Обоснование основного металла сварной конструкции следует производить с учетом
следующих основных требований:
8 обеспечения прочности и жесткости при наименьших затратах ее изготовления с учетом
максимальной экономии металла;
гарантирования условий хорошей свариваемости при минимальном разупрочнении и
снижении пластичности в зонах сварных соединений;
обеспечения надежности эксплуатации конструкции при заданных нагрузках, при
переменных температурах в агрессивных средах.
Указать механические свойства и химический состав свариваемого материала.
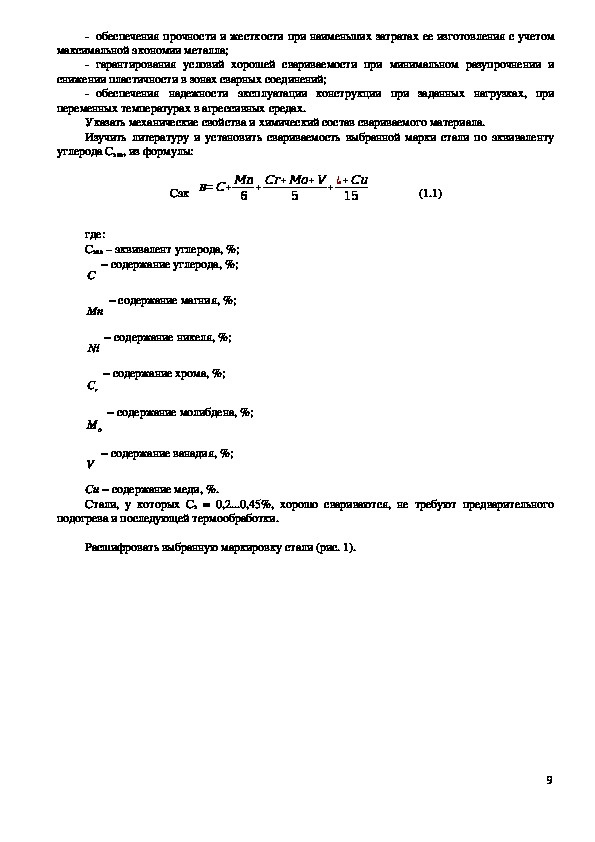
Изучить литературу и установить свариваемость выбранной марки стали по эквиваленту
углерода Сэкв, из формулы:
Cэк в=С+Mn
6 +Cr+Mo+V
+ ¿+Cu
15
5
(1.1)
где:
Сэкв – эквивалент углерода, %;
содержание углерода, %;
С
содержание магния, %;
Mn
содержание никеля, %;
содержание хрома, %;
Ni
rC
содержание молибдена, %;
oM
содержание ванадия, %;
V
Си содержание меди, %.
Стали, у которых Сэ = 0,2...0,45%, хорошо свариваются, не требуют предварительного
подогрева и последующей термообработки.
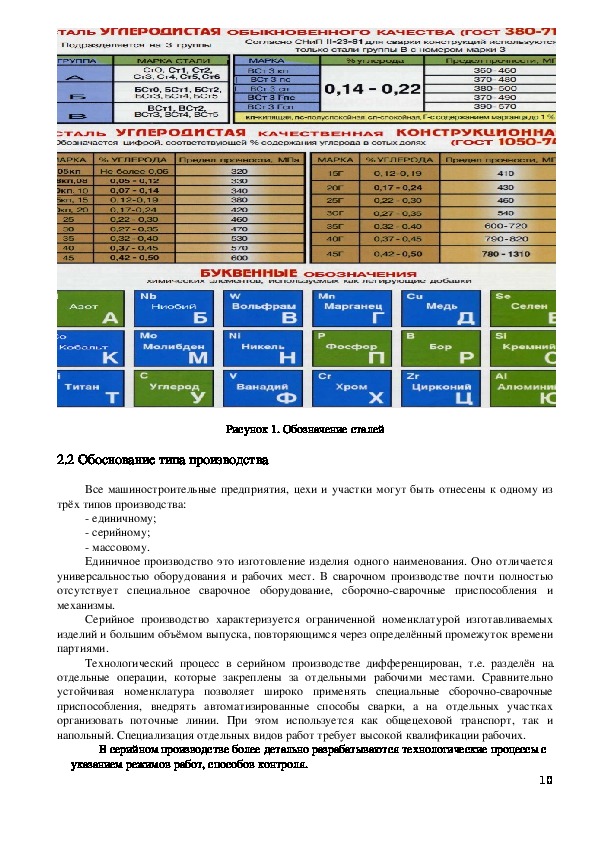
Расшифровать выбранную маркировку стали (рис. 1).
9 Рисунок 1. Обозначение сталей
2.2 Обоснование типа производства
Все машиностроительные предприятия, цехи и участки могут быть отнесены к одному из
трёх типов производства:
единичному;
серийному;
массовому.
Единичное производство это изготовление изделия одного наименования. Оно отличается
универсальностью оборудования и рабочих мест. В сварочном производстве почти полностью
отсутствует специальное сварочное оборудование, сборочносварочные приспособления и
механизмы.
Серийное производство характеризуется ограниченной номенклатурой изготавливаемых
изделий и большим объёмом выпуска, повторяющимся через определённый промежуток времени
партиями.
Технологический процесс в серийном производстве дифференцирован, т.е. разделён на
отдельные операции, которые закреплены за отдельными рабочими местами. Сравнительно
устойчивая номенклатура позволяет широко применять специальные сборочносварочные
приспособления, внедрять автоматизированные способы сварки, а на отдельных участках
организовать поточные линии. При этом используется как общецеховой транспорт, так и
напольный. Специализация отдельных видов работ требует высокой квалификации рабочих.
В серийном производстве более детально разрабатываются технологические процессы с
указанием режимов работ, способов контроля.
10 Серийное производство значительно эффективнее, чем единичное, т.к. более полно
используется оборудование, а специализация рабочих мест обеспечивает производительность
труда. В зависимости от числа изделий в партии и значения коэффициента закрепления операций
различают мелкосерийное, среднесерийное и крупносерийное производство.
Массовое производство характеризуется непрерывным изготовлением узкой номенклатуры
изделий в течение продолжительного времени и большим объёмом выпуска. Оно позволяет
широко использовать специальное высокопроизводительное оборудование и приспособления.
Это обеспечивает высокую производительность труда, лучшее использование основных
производственных фондов и более низкую себестоимость продукции, чем в серийном и
единичном производстве.
Исходя из массы и габаритов сварной конструкции, а также заданной программы выпуска,
с учётом особенностей каждого типа производства выбирается тот или иной тип производства
(см. табл. 2)
Таблица 2. Зависимость типа производства от программы выпуска (шт) и массы изделия
Масса
детали, кг
Единичное
производство
Мелкосерийное
производство
Среднесерийное
производство
Крупносерийное
производство
Массовое
производство
<1,0
1,02,5
2,55,0
5,010,0
>10
<10
<10
<10
<10
<10
102000
101000
10500
10300
10200
1500100000
100050000
50035000
30025000
20010000
75000200000
50000100000
3500075000
2500050000
1000025000
200000
100000
75000
50000
25000
2.3 Выбор, обоснование и анализ возможных способов сварки
Сборку сварных конструкций в единичном и мелкосерийном производстве можно
производить по разметке с применением простейших универсальных приспособлений (струбцин,
скоб с клиньями), с последующей прихваткой с использованием того же способа сварки, что и
при выполнении сварных швов.
В условиях серийного производства сборка под сварку производится на универсальных
плитах с пазами, снабжёнными упорами, фиксаторами с различными зажимами. На
универсальных плитах сборку следует вести только в тех случаях, когда в проекте заданы
однотипные, но различные по габаритам сварные конструкции. При помощи шаблонов можно
собрать простые сварные конструкции.
В условиях серийного и массового производства сборку под сварку следует производить на
специальных сборочных стендах или в специальных сборочносварочных приспособлениях,
которые обеспечивают требуемое взаимное расположение входящих в сварную конструкцию
деталей и точность сборки изготавливаемой сварной конструкции в соответствии с
требованиями чертежа и технических условий на сборку.
Кроме того, сборочные приспособления обеспечивают сокращение длительности сборки и
повышение производительности труда, облегчение условий труда, повышение точности работ и
улучшение качества готовой сварной конструкции.
Собираемые под сварку детали крепятся в приспособлениях и на стендах с помощью
различного рода винтовых, ручных, пневматических и других зажимов.
Выбор того или иного способа сварки зависят от следующих факторов:
толщины свариваемого материала;
протяжённости сварных швов;
11 требований к качеству выпускаемой продукции;
химического состава металла;
предусматриваемой производительности;
себестоимости 1 кг наплавленного металла;
Среди способов электродуговой сварки наиболее употребляемыми являются.
ручная дуговая сварка;
механическая сварка в защитных газах;
автоматизированная сварка в защитных газах и под флюсом.
Ручная дуговая сварка (РДС) изза низкой производительности и высокой трудоёмкости не
приемлема в серийном и массовом производствах. Она используется в основном в единичном
производстве.
Наиболее целесообразно использование механизированных способов сварки.
Одним из таких способов является полуавтоматическая сварка в углекислом газе, которая
в настоящее время занимает значительное место в народном хозяйстве благодаря своим
технологическим и экономическим преимуществам.
Технологическими преимуществами являются относительная простота процесса сварки,
возможность полуавтоматической и автоматической сварки швов, находящихся в различных
пространственных положениях, что позволяет механизировать сварку в различных
пространственных положениях, в том числе сварку неповоротных стыков труб.
Небольшой объём шлаков, участвующих в процессе сварки в СО2 позволяет в ряде случаев
получить швы высокого качества
Экономический эффект от применения сварки в углекислом газе существенно зависит от
толщины свариваемого металла, типа соединения, расположения шва в пространстве, диаметра
электродной проволоки и режимов сварки.
Себестоимость 1 кг наплавленного металла при сварке в углекислом газе всегда ниже, чем
при газовой и ручной дуговой сварке.
При сварке в углекислом газе проволокой диаметром 0,81,4 мм изделий из стали,
толщиной до 40 мм во всех положениях выработка на средних режимах на автоматах в 25 раз
выше, а на полуавтоматах в 1,83 раза выше, чем при ручной дуговой сварке.
При сварке в углекислом газе проволокой диаметром 0,81,4 мм вертикальных и
потолочных швов из стали толщиной 8 мм и более и в нижнем положении толщиной более 10
мм проволоками диаметром 1,42,5 мм производительность в 1,52,5 раза выше, чем при
ручной электродуговой сварке.
Производительность сварки в углекислом газе проволоками диаметром 1,42,5 мм из стали
толщиной 510 мм в нижнем положении зависит от характера изделия, типа и размера
соединения, качества сборки и др. При этом производительность только в 1,11,8 раза выше, чем
вручную. Перечисленные технологические и экономические преимущества сварки в углекислом
газе позволяют широко использовать этот метод в серийном и массовом производствах.
В настоящее время на машиностроительных предприятиях России всё шире ведутся работы
по внедрению в производство сварки в аргоне в смеси с углекислым газом. При сварке в СО2
проволоками любого диаметра выявляется два вида переноса расплавленного металла,
характерные для оптимальных режимов: с периодическими замыканиями дугового промежутка и
капельный перенос без коротких замыканий. При сварке в смеси Аr+CО2 область режимов
сварки с короткими замыканиями дугового промежутка отсутствует. Изменение характера
переноса при замене защитной среды можно рассматривать, как улучшение технологического
процесса тем более, что оно сопровождается улучшением качественных и количественных
характеристик процесса сварки: разбрызгивания и набрызгивания металла на сваривание детали
и сопло.
При сварке в углекислом газе на оптимальных режимах на детали набрызгивается
примерно 1 г/Ач брызг. Брызги прихватываются к поверхности свариваемого металла и с трудом
удаляются металлической щёткой. 2530% крупных капель привариваются к металлу, и для их
12 удаления необходима работа с зубилом или другими средствами зачистки шва. Существенное
уменьшение набрызгивания на детали наблюдается при сварке в смеси Ar+CO2 как минимум в 3
раза.
При сварке в СО2 существует область режимов, при которых наблюдается повышение
забрызгивания сопла. Для проволоки диаметром 1,2 мм это область составляет 240270 А, а для
диаметра проволоки 1,6 мм – 290310 А. При сварке в смеси аргона и углекислого газа область
режимов большого разбрызгивания практически отсутствует. При забрызгивании сопла
ухудшается состояние газовой защиты, а периодическая очистка снижает производительность.
Форма провара при сварке СО2 в округлая и сохраняется в смеси Ar+CO2 при малых токах. При
больших токах в нижней части провара появляется выступ, увеличивающий глубину
проплавления, что увеличивает площадь разрушения по зоне сплавления. При равной глубине
проплавления площадь провара основного металла в смеси Ar+CO2 на 825% меньше, чем при
сварке в СО2, что приводит к уменьшению деформации. Наряду со сваркой в смеси аргона с
углекислым газом наиболее широкое применение получила сварка в смеси углекислого газа с
кислородом. Наличие кислорода в смеси пределах 2030% уменьшает силы поверхностного
натяжения, что способствует более мелкокапельному переносу и более «стойкому» разрыву
перемычки между каплей и электродом, что снижает разбрызгивание. Кроме того окисленная
капля хуже приваривается к металлу. Окисленные реакции увеличивают количество тепла,
выделяемого в зоне дуги, что повышает производительность сварки. Наибольше преимущества
сварка в смеси CO2+О2 имеет при повышенном вылете электрода и применением проволок
легированных цирконием, например Св08Г2СЦ.
Полуавтоматическую сварку в смеси CO2+О2 производят проволоками диаметром 1,21,6
мм проволоками марок Св08Г2С и Св08Г2СЦ с обычным вылетом электрода во всех
пространственных положениях.
2.4 Выбор и обоснование сварочных материалов
Общие принципы выбора сварочных материалов характеризуются следующими основными
условиями:
обеспечением требуемой эксплуатационной прочности сварного соединения, т.е.
определяемого уровня механических свойств металла шва в сочетании с основным металлом;
обеспечением необходимой сплошности металла шва (без пор и шлаковых включений или
с минимальными размерами и количеством указанных дефектов на единицу длины шва);
отсутствием горячих трещин, т.е. получением металла шва с достаточной
технологической прочностью;
получением комплекса специальных свойств металла,
жаростойкости, коррозионной стойкости).
шва (жаропрочности,
Выбор сварочных материалов производится в соответствии с принятым способом сварки.
Выбор и обоснование конкретных типов и марок сварочных материалов следует произвести
на основании литературных источников с учётом требований.
В картах технологического процесса для каждой технологической операции (сборка на
прихватках, сварка), необходимо указать виды, марки, стандарт на виды и марки, сварочных
материалов.
При ручной дуговой сварке конструкционных углеродистых и легированных сталей выбор
электродов производится по ГОСТ 946775, который предусматривает два класса электродов.
Первый класс электроды для сварки углеродистых и легированных сталей, требования к
которым установлены по механическим свойствам наплавленного металла и содержанию в нём
серы и фосфора. Второй класс регламентирует требования к электродам для сварки
легированных теплоустойчивых сталей и которые классифицируются по химическим свойствам
наплавленного металла шва.
13 Выбор электродов для ручной дуговой сварки сталей и наплавки производится по ГОСТ
946675 и электродов для ручной дуговой сварки конструкционных и теплоустойчивых сталей
по ГОСТ 946775.
ГОСТ 1005275 устанавливает требования к электродам для сварки высоколегированных
сталей с особыми, свойствами. Выбор электродов для сварки этих сталей производится по этому
ГОСТу.
Выбор стальной проволоки для механизированных способов сварки производится по ГОСТ
224670, который предусматривает выпуск стальной сварочной проволоки для сварки
диаметром от 0,3 до 12 мм.
Сварочная проволока для сварки алюминия и его сплавов поставляется по ГОСТ 788175.
Выбор флюсов для сварки производится по ГОСТ 907881, который предусматривает две
группы флюсов:
для сварки углеродистых низколегированных и среднелегированных сталей (АН348А,
АН348АМ, ОСЦ45, АН60, АН22, ФЦ9, АН64);
для сварки высоколегированных, сталей (АН26, АН22, АН30, АНФ14, АНФ16, АНФ
17, ФЦКС, К8).
В качестве защитных газов при сварке применяются инертные газы (аргон, гелий) и
активные газы (углекислый газ, водород).
Аргон, предназначенный для сварки, регламентируется ГОСТ 1015779 и в зависимости от
процентного содержания аргона и назначения делится на аргон высшего, первого и второго
сорта.
Гелий поставляется по ГОСТ 2046175, который предусматривает два сорта газообразного
гелия: гелий высокой чистоты (99,98% Не) и гелий технический (99,8% Не).
Углекислый газ, предназначенный для свари, соответствует ГОСТ 805085, который в
зависимости, от содержания СО2 предусматривает два сорта сварочной углекислоты: первый
сорт с содержанием CО2 не менее 99,5%, второй сорт с содержанием СО2 не менее 99%.
После обоснования выбора сварочных материалов для принятых в проекте способов сварки
необходимо привести в форме таблиц химический состав этих материалов,
механические свойства и химический состав наплавленного металла.
2.5 Подбор режимов сварки
Режимом сварки называется совокупность характеристик сварочного процесса,
обеспечивающих получение сварных соединений заданных размеров, форм, качества. При всех
дуговых способах сварки такими характеристиками являются следующие параметры: диаметр
электрода, сила сварочного тока, напряжение на дуге, скорость перемещения электрода вдоль
шва (скорость сварки), род тока и полярность. При механизированных способах сварки
добавляется ещё один параметр скорость подачи сварочной проволоки, а при сварке в
защитных газах удельный расход защитного газа.
Параметры режима сварки влияют на форму, и размеры шва. Поэтому, чтобы получить
качественный сварной шов заданных размеров, необходимо правильно подобрать режимы сварки,
исходя из толщин свариваемого металла, типа соединения и его положения в пространстве. На
форму и размеры шва влияют не только основные параметры режима сварки; но также и
технологические факторы, как род и плотность тока, наклон электрода и изделия, вылет
электрода, конструкционная форма соединения и величина зазора.
Основными параметрами режима ручной дуговой и полуавтоматической сварки в защитных
газах являются:
сварочный ток,
диаметр электрода,
скорость сварки,
род и полярность тока.
14 Расчёт режима сварки производится всегда для конкретного случая, когда известен тип
соединения, толщина свариваемого металла, марка проволоки и способ защиты от протекания
расплавленного металла в зазор стыка. Поэтому до начала расчёта следует установить по ГОСТу
526480, ГОСТу 1477176 конструктивные элементы заданного сварного соединения.
Определение режима ручной дуговой сварки начинают с выбора диаметра электрода.
Диаметр электрода выбирают в зависимости толщины метала, катета шва, положения
шва в пространстве (см. табл. 3).
S, мм
dэ, мм
12
23
Таблица 3. Примерное соотношение между толщиной метала S
и диаметром электрода dэ при сварке в нижнем положении.
35
3060
410
1224
34
45
56
68
Сила тока выбирается в зависимости от диаметра шва длины его рабочей части, состава
покрытия, положения сварки и т.д. Чем больше сила тока, тем интенсивнее расплавляется его
рабочая часть и тем выше производительность сварки. Но это правило может приниматься с
некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит
перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого
металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока
дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря
уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так
как ухудшаются условия охлаждения сварочного шва.
Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на
устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны
следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 6 мм)
Iсв = (20 + 6×dэ )×dэ (2.2)
где: Iсвсила сварочного тока.
Для электродов диаметром менее 3 мм ток подбирают по формуле:
или
Icв = 30×dэ (2.3)
Iсв = К×d (2.4)
где, К коэффициент, зависящий от диаметра электрода; dэ диаметр электрода (см.
табл. 4)
d, мм
К
2
2530
3
3045
4
3550
5
4045
6
4560
Таблица 4. Зависимость коэффициента от диаметра электрода
Сварку швов в вертикальном и потолочном положениях выполняют, как правило,
электродами диаметром не более 4 мм. При этом сила тока должна быть на 1020% ниже, чем
для сварки в нижнем положении. Кроме того, на силу тока оказывает полярность и вид тока. К
примеру, при сварке постоянным током с обратной полярностью катод и анод меняются
15 местами и глубина провара увеличивается до 40%. Глубина провара при сварке переменным
током на 15 20% меньше, чем при сварке постоянным током. Эти обстоятельства следует
учитывать при выборе режимов сварки (см. табл. 5).
Скорость ручной дуговой сварки (перемещения дуги) зависит от квалификации сварщика
и обычно выбирается в диапазоне 48 м/ч, а также в значительной степени влияет коэффициент
наплавки применяемых электродов и сила сварочного тока. С увеличением скорости сварки
снижается глубина провара и ширина шва. Влияние скорости компенсируют увеличением силы
тока.
Напряжение ручной сварки зависит от величины сварочного тока и длины самой дуги. В
ручной дуговой сварке, чем меньше напряжение тока, тем меньше напряжение на дуге.
Напряжение дуги при ручной дуговой сварке изменяется в приделах 20−30 В и при
проектировании технологических процессов ручной сварки не регламентируется.
Полярность и род тока во многом определяют количество теплоты, которое выделится
на изделие во время сварки, а также от толщины и марки электрода.
Вид покрытия оказывает влияние: на скорость плавления электрода, а также от
величины плотности сварочного тока.
К дополнительным параметрам ручной дуговой сварки относят: величину вылета
электрода, состав и толщину покрытий электрода, положение электрода и положение изделия
при сварке.
Сварка под углом больше 90 градусов выполняется только углом назад, но при этом
расплавленный металл вытесняется в противоположном направлении, то есть в хвостовую часть.
Такой режим сварки может значительно увеличить глубину проплавления.
Таблица 5. Ориентировочные режимы ручной дуговой сварки
Диаметр, мм
1,5
2
3.0
4.0
нижнее
2540
6070
70100
90140
Положение шва
вертикальное
4565
5570
80100
140170
потолочное
4565
5570
80100
140170
Полярность и род тока зависит от толщины и марки электрода.
Плотность тока в зависимости от диаметра проволоки указана в таблице 6.
Таблица 6. Допускаемая плотность тока (А/мм2) в
зависимости от диаметра электрода при ручной дуговой сварке
Вид покрытия
Диаметр стержня электрода, мм
Кислое, рутиловое
Основное
3
1420
1318,5
4
11,516
1014,5
5
1013,5
912,5
6
9,512,5
8,512,0
Выбор режима сварки в углекислом газе, а также в смеси газов производится в
зависимости от толщины и свойств свариваемого металла, типа сварного соединения и
положения сварного шва в пространстве на основании обобщённых опытных данных.
2.6 Выбор сварочного оборудования, технологической оснастки, инструмента
16 В соответствии с установленным технологическим процессом производят выбор
сварочного оборудования. Основными условиями выбора служат:
техническая характеристика сварочного оборудования, отвечающая принятой
технологии;
наименьшие габариты и вес;
наибольший КПД и наименьшее потребление электроэнергии;
минимальная стоимость.
Основным условием при выборе сварочного оборудования является тип производства.
Так, при единичном и мелкосерийном производстве из экономических соображений
необходимо более дешевое сварочное оборудование сварочные трансформаторы, выпрямители
или сварочные полуавтоматы, отдавая предпочтение оборудованию, работающему в среде
защитных газов с источником питания выпрямителями.
Для подбора рациональных типов оборудования следует пользоваться новейшими данными
справочной и информационной литературы, каталогами и проспектами по сварочной технике, в
которых приведены технические характеристики источников питания, сварочных полуавтоматов
и автоматов.
При определении расхода электроэнергии её расход вести по мощности источника питания
и добавлять к ней 0,3...0,5 кВт на цепь управления автомата, полуавтомата.
Выбор и проектирование сборочносварочных приспособлений (оснастки) производится в
соответствии с предварительно избранными способами сборкисварки узлов. При разработке
данного вопроса необходимо учитывать то, что выбор сборочносварочных приспособлений
должен обеспечить следующее:
уменьшение трудоёмкости работ, повышение производительности труда, хранение
длительности производственного цикла;
облегчение условий труда;
повышение точности работ, улучшение качества продукции, сохранение заданной формы
свариваемых изделий путём соответствующего закрепления их для уменьшения деформаций при
сварке.
Приспособления должны удовлетворять следующим требованиям:
обеспечивать доступность к местам установки деталей к рукояткам зажимных и
фиксирующих устройств, к местам прихватов и сварки;
обеспечивать рациональный порядок сборки;
должны быть достаточно прочными и жёсткими, чтобы обеспечить точное закрепление
деталей в требуемом положении и препятствовать их деформации при сварке;
обеспечивать такие положения изделий, при которых было бы наименьшее число
поворотов, как при наложении прихваток, так и при сварке;
обеспечивать свободный доступ при проверке изделия;
обеспечивать безопасное выполнение сборочносварочных работ.
При серийном производстве приспособления следует выбирать из расчёта возможностей
перестройки производства на новый вид продукции, т.е. универсальные.
Тип приспособления необходимо выбирать в зависимости от программы, конструкции
изделия, технологии и степени точности изготовления заготовок, технологии сборкисварки.
Рабочий и мерительный инструмент выбирается конкретно для каждой сборочно
сварочной операции, исходя из требований чертежа и технических условий на изготовление
сварной конструкции.
В опытном единичном и мелкосерийном производстве экономически целесообразно
использовать универсальные сборочноразборные приспособления (УСПС), которые позволяют
компоновать на базовых плитах или кольцах из стандартных деталей и узлов сборочные
приспособления.
При проектировании специальной оснастки необходимо:
выбрать схему базирования;
17 охарактеризовать усилия, действующие в приспособлении;
охарактеризовать зажимные элементы и основание приспособления;
выполнить технический рисунок приспособления с необходимыми разрезами и
сечениями.
2.7 Выбор и обоснование методов контроля
Указать, какие методы контроля качества применяются в зависимости от характера и
назначения конструкции, степени её ответственности, конструкции сварных швов и марки
свариваемого материала (внешний осмотр сварных швов, гидравлическое испытание, испытание
керосином, механическое испытание, радиационные, ультразвуковые, магнитные и др.).
2.8 Карта технологического процесса дуговой сварки
Стандартный технологический процесс, как правило состоит из следующих операций:
Подготовительная операция
Сборочная операция
Сварочная операция
Контрольная операция
Дать краткую характеристику каждой операции, более подробно остановиться на
нестандартной технологической операции.
Подготовительная операция.
В первой операции технологического процесса,
необходимо описать работы по
подготовке деталей сварной конструкции:
1) Выбрать заготовки для деталей (вид, размер), в соответствии с заданием.
2) Описать работы и инструменты по очистке металла заготовок.
3) Описать работы, оборудование и инструменты по правке металла заготовок.
4) Описать технологию разметки деталей на заготовках, сделать чертежи деталей, с указанием их
размеров.
5) Описать выбранный способ вырезки деталей из заготовки, указать оборудование.
6) Описать способы изготовления дополнительных элементов на деталях (отверстия, радиус
закругления, обработка кромок …).
Сборочная операция.
В данной операции раскрыть порядок сборки деталей под сварку.
Применяются 3 способа сборки конструкций под сварку:
Полная сборка конструкции из всех входящих в нее деталей с последующей сваркой.
Поочередное присоединение деталей и их сварка.
Сборка узлов из деталей, их сварка, с последующей сборкой конструкции из узлов и ее сварка.
Также описать:
1) Выбранный способ сборки заданной конструкции, выбор сделать в зависимости от количества
деталей конструкции и их размера.
2) Изобразить сборку деталей на чертеже с указанием, количества и размеров прихваток,
расстояния между ними.
3) Изобразить и описать этапы проверки качества сборки под сварку, а также вид используемого
инструмента.
Сварочная операция.
В данном разделе необходимо описать операцию технологического процесса выполнения
швов сварной конструкции, в том числе:
1) Определить тип сварных соединений, вид швов сварной конструкции, в соответствии с
ГОСТом.
2) Изобразить на чертеже положение конструкции при сварке.
18 3) Изобразить на чертеже положение электрода (проволоки), направление сварки и движения
электрода (проволоки).
Контрольная операция (см. п. 2.7 Методических указаний).
Карту технологического процесса свести в таблицу 7.
Номер, наименование операции
(с эскизом узла, деталей).
Таблица 7. Карта технологического процесса
Содержание операции,
(описание технологического
перехода), наименование
оборудования
Станочное
приспособление,
инструмент
3 Конструкторская часть
3.1 Описание конструкции вспомогательного сборочносварочного
приспособления, механизмов
Сварочными приспособлениями
технологические
устройства к оборудованию, используемые для выполнения операций сборки под сварку, сварки,
термической резки, пайки, наплавки, устранения или уменьшения деформаций и напряжений, а
также для контроля. В комплексномеханизированном сварочном производстве широко
применяются загрузочные, разгрузочные, подъемнотранспортные и комбинированные
приспособления.
называются дополнительные,
Сборочносварочные приспособления классифицируют по нескольким признакам:
• по назначению: универсальные, специальные;
• по характеру выполняемых операций: сборочные, сборочносварочные, сварочные;
• по размерам и сложности: главные, крупные, средние, мелкие;
• по способу монтажа и характеру работы: переносные, стационарные, передвижные (напольные,
подвесные), поворотные;
• по отношению к сварочной машине: отдельно от сварочной машины; на сварочной машине;
встроены в сварочную машину.
В общем случае сборочносварочное приспособление состоит из основания (рамы или
корпуса), фиксирующих (установочных) элементов, прижимов, поворотных устройств,
вспомогательных деталей и устройств.
3.2. Описание принципа действия приспособления
Эксцентриковые прижимы. Являются быстродействующими и применяются в
приспособлениях серийного и массового производства.
В сборочносварочных приспособлениях преимущественно используются круглые
эксцентрики. Прижимное усилие Q, развиваемое таким зажимом (см. рис. 2), будет Q = (10... 12)
Р; где Р — усилие, прикладываемое к рукоятке. Если Р=150 Н, то Q= 1500... 1800 Н.
Из условия самоторможения определяют основные размеры эксцентрика:
где F — сила трения в контакте кулачок — деталь: F=fQ; Fj — сила трения на оси
Qe < F(D/ 2 ) + F(d/ 2 )
вращения кулачка: Fj—fjQ.
Тогда Q e < fQ(D/2) + fiQi(d/2), или e < f(D/2) + f x(d/2)
Так как второе слагаемое очень мало, то им пренебрегают. При ф = 0,15 для пары сталь —
сталь е<0,075 D.
19 Рисунок 2. Расчетная схема эксцентрикового прижима
Роликовые стенды предназначены для вращения цилиндрических и сферических изделий
со сварочной и маршевой скоростью (см. рис. 3). Они находят применение для сборки под
сварку, сварки, отделки, контроля качества и испытания сварных изделий. На роликовом стенде
можно производить сварку (различными способами) кольцевых и продольных швов обечаек,
приварку деталей насыщения, а также другие работы, требующие поворота изделий.
Рисунок 3. Роликовый стенд.
Подъемно поворотный стол (см. рис. 4) для листовых изделий позволяет разворачивать
их, а при использовании встроенного рольганга и перемещать относительно неподвижного
оборудования. Для разворота стола 5 с изделием служит пневматический подъемник 2, который
поднимает стол над рольгангом 6, Строго горизонтальное положение стола обеспечивают
направляющие колонны 4. Легкий разворот стола с изделием вручную обеспечивается
установкой стола на подшипники качения.
Рисунок 4. Подъемно – поворотный стол
1 — основание; 2 — пневматический подъемник; 3 — основание стола; 4 — колонна
направляющая; 5 — стол поворотный; 6 — рольганг
Вспомогательными устройствами сварочных приспособлений являются токоотводы и
воздухоподводы; стопорные, подъемные и другие пружинные механизмы; перегружатели,
захваты и сбрасыватели деталей (изделий); кассеты накопители; бункерные и кассетные
20 устройства для деталей, присадочных проволок, лент, порошков, флюсов и паст;
флюсоудерживающие и газозащитные приспособления и т. п.
3.3 Расчет и выбор основного механического сварочного оборудования
Последовательность выполнения работ:
изучить и проанализировать конструкцию сварного узла, определить базовые
поверхности его деталей, сделать чертеж узла;
разработать технологический процесс сборки и сварки изделия;
разработать принципиальную схему приспособления и составить техническое задание на
проектирование приспособления;
произвести расчет и выбор всех усилий зажима;
разработать конструктивную схему приспособлений (установки), рассчитать и выбрать
силовые исполнительные органы, в случае необходимости рассчитать и выбрать типовое
оборудование;
произвести конструкторскую разработку приспособления и его узлов, выполнить
необходимые прочностные расчеты;
оформить в соответствии с ЕСКД конструкторскую документацию.
Исходные данные для разработки оснастки.
Выбор и разработка приспособлений — один из этапов технологической подготовки
производства новых изделий.
Конструирование нового приспособления или модернизация существующего
производятся на основе:
изучения чертежей и технических условий (ТУ) на сварную конструкцию (анализ
технологичности сварных конструкций);
разработки (изучения) технологического процесса изготовления изделия (выбор типа
приспособления зависит от способа сборки и сварки, конструкции изделия, материала и сечений
деталей, требуемого качества сборки и сварки, точности размеров, и от заданной
производительности.)
техникоэкономического обоснования наилучшего варианта приспособления из числа
возможных (выбирают вариант наиболее рациональный в техническом и рентабельный в
экономическом отношении).
На основе этих данных составляется технологический процесс изготовления конструкции
и техническое задание на проектирование приспособления. При разработке технологического
процесса особое внимание следует обратить на рациональный порядок сборки изделия, в случае
необходимости сделать разбивку изделия на технологические узлы и подузлы, чертежи
технологических узлов привести в приложениях к пояснительной записке. Если в процессе
сборки появляется необходимость прихваток, следует назначить их размеры и количество, а
также расположение каждой прихватки и показать их на изделии, изображенном на схеме
базирования, с тем чтобы при разработке этой схемы избежать совмещения прижимов с местами
наложения прихваток.
Требования, предъявляемые к сборочносварочной оснастке.
Сборочносварочная оснастка должна обеспечивать:
установку деталей в сварном узле без подгоночных операций;
точность сборки в условиях установленных чертежей допусков;
свободный доступ к месту прихваток и сварки; наиболее удобный порядок сборки и
последовательность выполнения сварных швов;
надежное закрепление сварного изделия прижимами;
возможность сварки в нижнем положении;
быстрый отвод тепла с места интенсивного нагрева;
21 снижение сварочных деформаций и напряжений в узле;
защита всех базовых и установочных поверхностей от прилипания сварочных брызг;
необходимую прочность и жесткость элементов приспособления;
исключение возможности заклинивания зажимных механизмов под действием сварочных
деформаций;
свободное снятие собранного или сварного изделия из приспособления;
ремонтоспособность (возможность изменения быстроизнашиваемых деталей и
восстановление необходимой точности приспособления);
технологичность приспособления; безопасность эксплуатации; широкое применение
типовых унифицированных, нормализованных и стандартных деталей, узлов и механизмов,
которые уменьшают их себестоимость, сроки проектирования и изготовления (см. рис.5).
Рисунок 5. Схемы сварочных установок, скомпонованных из типового механического и
электросварочного оборудования
22 1 – поворотная колонна; 2 – велосипедная тележка; 3 – глагольная тележка; 4 – балконная
велотележка; 5 – подвижная балка; 6 – сварочный манипулятор; 7 – позиционер; 8 – кантователь
двухстоечный; 9 – роликовый стенд; 10 – цепной кантователь; 11 – электромагнитный стенд; 12
– угловые стеллажи; 13 – сварочный автомат; 14 – сварочный автомат
3.4 Выбор подъемно – транспортного оборудования и монтажных средств
Выбор подъемно – транспортного оборудования и монтажных средств осуществляется по
ГОСТу, в зависимости от массы сварной конструкции и ее габаритов. При этом необходимо
учитывать запас прочности подъемно – транспортного оборудования и его приспособлений.
3.5 Планирование сборочно–сварочного участка
Планировка цеха (участка) – это план взаимного расположения производственного,
подъемнотранспортного и иного оборудования, инженерных сетей, рабочих мест, проездов и
проходов, выполненный в заданном масштабе (обычно 1:50, 1:100 или 1:200). Все размеры на
планировке проставляются в миллиметрах.
Компоновка цеха – это план, выполненный в заданном масштабе (обычно 1:100, 1:200 или
1:400, в зависимости от размера принятого здания) с нанесенными на нем границами
производственных и вспомогательных участков, служебнобытовых помещений, магистральных
проездов, но без изображения детального расположения оборудования. Все размеры на
компоновочном плане проставляются в миллиметрах.
Пролет – это часть здания, ограниченная в продольном направлении двумя
параллельными рядами колонн.
Каждому типу производства свойственна своя форма организации производства и
способы расположения оборудования. Существуют следующие формы организации
производства:
по типам оборудования, или цеховая;
предметная, или групповая;
поточносерийная, или переменнопоточная (многономенклатурная);
прямоточная (однономенклатурная);
непрерывным потоком (однономенклатурная).
Производственная площадь участка определяется по плану участка на основе габаритных
размеров оборудования с использованием коэффициентов, учитывающих дополнительную
площадь (Кд = 1,52) и мест для промежуточного складирования Кск = 2.
Fпр. пл. = Fоб ∙ Кд ∙ Кск,
где Fоб – площадь занимаемого оборудования в м2; Кд – коэффициент, учитывающий
дополнительную площадь; Кск – коэффициент, учитывающий место для складирования.
Станки по отношению друг к другу могут располагаться фронтально, «в затылок» или
тыльными сторонами (см. рис 6).
23 Рисунок 6. Расположение станков с учетом нормированных расстояний
Таблица 8. Нормы расстояний между станками и от станков до стен и колонн зданий
Таблица 9. Нормы ширины магистральных проездов в механических и сборочных цехах
24 При разработке планировки должны учитываться следующие требования:
1 Размещение оборудования производится в соответствии с принятой формой
организации технологических процессов.
2 Расположение оборудования, проходов и проездов должно гарантировать удобство и
безопасность работы; возможность монтажа и демонтажа, ремонта оборудования; удобство
подачи заготовок и инструмента; удобство уборки отходов.
3 Расположение оборудования должно быть увязано с применяемыми подъемно
транспортными средствами.
4 В планировках должны быть предусмотрены кратчайшие пути перемещения заготовок,
деталей, узлов в процессе производства, исключающие возвратные движения. Грузопотоки не
должны пересекаться между собой, а также не пересекать и не перекрывать основные проезды,
проходы и дороги, предназначенные для движения людей.
5 На планировке должно быть показано все оборудование и устройства, относящиеся к
рабочему месту:
− станки и другое производственное оборудование;
− место расположения рабочего у станка во время работы;
− верстаки, рабочие столы, подставки;
− места у станков для обработанных деталей, заготовок и материалов;
− транспортные устройства, относящиеся к рабочему месту;
− площадки для контроля и временного хранения деталей.
6 Производственный инвентарь (плиты разметочные, верстаки, столы, стеллажи)
изображаются на плане по контуру габарита с простановкой внутри контура условных
обозначений.
7 Все виды оборудования нумеруются сквозной нумерацией слева направо сверху вниз,
причем нумерация подъемнотранспортного оборудования дается после технологического и
продолжает нумерацию последнего;
8 В планировке, помимо оборудования, указываются:
− наружные и внутренние стены и перегородки;
− окна, двери, ворота;
− тоннели, каналы, люки в полу;
− колонны с осями и обозначением их номера
25 − продольные оси здания обозначают снизу вверх по оси ординат заглавными буквами
русского алфавита, а поперечные оси нумеруют слева направо арабскими цифрами.
9 В планировке должны быть указаны следующие необходимые размеры:
− длина и ширина пролета, шаг колонн, ширина поперечных проходов и проездов; общая
длина и ширина цеха;
− длина и ширина вспомогательных помещений;
− привязка оборудования к элементам здания.
Часть здания, ограниченная в продольном направлении двумя параллельными рядами
колонн, называется пролетом. Машиностроительное производство, как правило, размещается в
зданиях, имеющих несколько пролетов.
Ширина пролета – расстояние между осями колонн в поперечном направлении пролета –
выбирается из унифицированного ряда величин и принимается одинаковой для всех пролетов
цеха и достаточной для рационального размещения кратного числа станков (обычно 2…4).
В зависимости от габаритных размеров оборудования и используемых транспортных
средств ширина пролета составляет: для легкого машиностроения – 18 м, для среднего – 18 и 24
м, для тяжелого – 24, 30 и 36 м.
Шаг колонн – расстояние между осями колонн в продольном направлении – зависит от
рода применяемого материала для зданий, его конструкции и нагрузок. Принимается равным 6,
9, 12 м.
Длина пролета определяется суммой размеров последовательно расположенных
производственных и вспомогательных отделений, проходов и других участков цеха. Она должна
быть кратна шагу колонн и одинакова для всех пролетов. Обычно длина пролета принимается не
более 500 метров, поэтому цех, как правило, размещают в нескольких пролетах.
При разработке планировок удобно использовать темплеты − планы (контуры)
рабочих мест и оборудования, нанесенные на прозрачную пленку или вырезанные из плотной
бумаги в определенном масштабе с учетом максимального выдвижения подвижных частей
оборудования. Каждому типу станка соответствует определенное условное изображение,
выполненное в соответствующем масштабе (см. рис.7).
26 Рисунок 7. Планировка сварочного участка
4.1 Электробезопасность
Сварка относится к работам повышенной опасности, что обусловливает неукоснительное
выполнение ряда требований, касающихся их организации и управления.
Основными опасностями, предостерегающими рабочего при выполнении сварочных
работ, являются:
поражение электрическим током, при выполнении сварочных работ дуговой сваркой;
ожоги кожного покрова и органов зрения излучающей энергией электрической дуги и
брызгами расплавленного металла;
отрицательное воздействие на организм человека газов, паров и пыли, выделяющихся в
процессе сварочных работ;
механический травматизм в процессе сварочных работ и подготовке деталей к сварке;
взрывоопасность баллонов с горючим газом и ацетиленовых генераторов;
пожарная опасность при всех видах огневых работ;
радиационное поражение при радиационном методе контроля сварных соединений;
фактор высоты при монтажных работах;
Ввиду повышенной опасности сварочных работ к ним допускаются лица, достигшие 18
летнего возраста и прошедшие специальную подготовку и медицинское обследование.
Основными законодательными актами, регламентирующими деятельность в области
безопасного ведения сварочных работ, являются Федеральный закон от 17 Июля 1999 г. №181
ФЗ «Об основах охраны труда в Российской Федерации» и Трудовой кодекс Российской
Федерации (ТК РФ).
Средства индивидуальной защиты применяются в тех случаях, когда безопасность работ
не может быть обеспечена конструкцией оборудования, организацией производственных
процессов, архитектурнопланировочными решениями и средствами коллективной защиты.
В зависимости от назначения, средства индивидуальной защиты подразделяют согласно
ГОСТ 12.4.01189 на следующие классы:
специальная одежда (комбинезоны, полукомбинезоны, куртки, брюки, костюмы,
полушубки, фартуки, жилеты, нарукавники);
специальная обувь (сапоги, ботинки, галоши, боты);
средства защиты головы (каски, подшлемники, шапки, береты);
средства защиты органов дыхания (противогазы, респираторы);
средства защиты лица (защитные щитки и маски);
средства защиты глаз (защитные очки);
средства защиты органов слуха (противошумовые шлемы, наушники,
вкладыши);
предохранительные
приспособления (диэлектрические коврики, ручные захваты,
манипуляторы, наколенники, налокотники, наплечники, предохранительные пояса );
средства защиты рук (рукавицы, перчатки);
защитные дерматологические средства (пасты, крема, мази, моющие средства);
Электросварщик допускается к выполнению работ при наличии следующих средств
индивидуальной защиты:
брезентового костюма с защитными свойствами или костюма для сварщика;
кожаных ботинок с защитными свойствами ;
щитка сварщика (ТУ 36245582) или наголовного щитка с каской для электросварщика
(ТУ 5.9781337382);
средств индивидуальной защиты:
предохранительного пояса для строителей (исполнение <С>).
Газосварщик (газорезчик) допускается к выполнению работы при наличии следующих
27 брезентового костюма с защитными свойствами или костюма для сварщика;
кожаных ботинок с защитными свойствами ;
брезентовых рукавиц типа с защитными свойствами ;
двойных защитных очков ОД2 со светофильтрами Г1 ,Г2 В1 или В2;
предохранительного пояса для строителей (исполнение <С>).
Средства индивидуальной защиты должны выдаваться в соответствии с Типовыми
отраслевыми нормами, бесплатной выдачи рабочим и служащим специальной одежды,
специальной обуви и других средств индивидуальной защиты, утвержденными Постановлением
Министерства труда и социального развития Российской Федерации от 16 декабря 1997 г. № 63.
Специальная защитная одежда в соответствии с ГОСТ 12.4.01189 предусматривает для
сварщиков костюмы, куртки и брюки с защитными свойствами , обеспечивающие защиту от
искр и расплавленного металла. В зимнее время используется спецодежда с защитными
свойствами , обеспечивающая защиту от воздействия холодного воздуха (<Тн 30> до
температуры 30ºС).
В соответствии с ГОСТ 12.4.13083 специальная обувь для сварщиков в тёплый период
это кожаные ботинки с защитными свойствами , имеющие наружные металлические носки и
предназначенные для защиты ног от теплового излучения, контактами с нагретыми
поверхностями, от окалины,
искр и брызг расплавленного металла. В зимний период предусматриваются
валенки.
На участках (определенной администрацией), где имеется опасность травмирования
головы, сварщики должны носить защитные каски. Для удобства в работе сварщиков
рекомендуется применение касок, совмещенных с защитными щитками.
Индивидуальные средства защиты органов дыхания применяются в исключительных
случаях, когда средствами вентиляции не возможно обеспечить предельно допустимые
концентрации пыли и газов в зоне дыхания работника.
Если при сварке концентрация газов (озон, оксиды углерода и азота) в зоне дыхания не
превышает предельно допустимую, а концентрация пыли больше допустимой, то сварщики
должны быть обеспечены противопылевыми респираторами, например типов «Снежок» ШБ1,
«Лепесток» или «Астра».
В случае превышения предельно допустимой концентрации пыли и газов при работе в
замкнутых и труднодоступных помещениях (ёмкостях) сварщики обеспечиваются дыхательными
приборами с принудительной подачей чистого воздуха. К приборам такого типа относятся и
шланговые противогазы ПШ257 и РМП62 или дыхательные автоматы АСМ.
Для защиты лица и глаз от воздействия излучения электрической дуги и брызг
расплавленного металла сварщики должны пользоваться щитками или масками, а газорезчики и
подсобные рабочие очками.
Закрытые очки с непрямой вентиляцией, обеспечивающие защиту от вредного
воздействия прямых лучей, предназначены для подсобных рабочих при электро и газосварочных
работах.
Такие очки могут быть снабжены светофильтрами, защищающими глаза от прямых
ультрафиолетовых и инфракрасных лучей, а также слепящего действия видимого излучения.
Выбор щитка или маски диктуется характером работы.
Для защиты глаз от лучистой энергии применяют щитки, соответствующие ГОСТ
12.4.03578, со светофильтрами согласно ГОСТ 12.4.08079. Защитные светофильтры имеют
различную оптическую плотность. Выбор той или иной марки светофильтра обусловлен силой
сварочного тока при выполнении конкретной работы:
Изм. Лист № докум.
Подпис
ь
Дата
Назначение светофильтра Марка
Для электросварщиков при силе тока, А:
3075 Э1
75200 Э2
ППК.ДП.01.000.ПЗ
Лист
28 200400 Э3
Более 400 Э4
Для подсобных рабочих:
в цехах В1, В2
на открытых площадках В3
Облегчённые маски серии «КСЕЛЮКС» обычного дизайна отличаются друг от друга
применяемыми светофильтрами, обеспечивающими различную
степень затемнения, которая автоматически изменяется в зависимости от мощности
сварочной дуги. Основные технические характеристики светофильтров таковы: размер
активного окна 90х35 мм; время срабатывания 0,5 мс; время перехода из темного состояния в
светлое 0,11,0 с
При защите глаз при зачистке швов от окалины и пыли следует пользоваться защитными
очками закрытого типа с бесцветными стеклами.
При высоком уровне шума, превышающем предельно допустимый, сварщики должны
быть обеспечены антифонами.
При невозможности или нецелесообразности устройства защитных ограждений рабочих
мест на высоте 1 м и более рабочие должны быть обеспечены предохранительными поясами.
Места крепления карабина предохранительного пояса заранее указываются руководителем
работ.
Выдаваемые для пользования предохранительные пояса должны быть испытаны на
воздействие апатической нагрузки 3 кН (300 кгс), о чём на поясе делается отметка. Испытания
пояса проводятся каждые 6 месяцев.
Промышленностью выпускается предохранительный пояс «Строитель» (ТУ 4010782
78), предназначенный для защиты работающих от падений при монтаже крупнопанельных зданий,
выполнения каменных и отделочных работ. Пояс снабжен синтетическим фалом
с
амортизатором, обеспечивающим энегргопоглощение при уровне динамической нагрузки не
выше 4 кН.
Для защиты от соприкосновения с влажной, холодной землёй и снегом, а также с
холодным металлом, как при наружных работах, так и в помещении, сварщики должны
обеспечиваться тёплыми подстилками, матами,
наколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Одним из распространенных видом средств индивидуальной защиты рук являются
рукавицы и перчатки. Специальные рукавицы (ГОСТ 12.4.01075) в зависимости
от
используемых тканей могут быть предназначены для защиты от механических воздействий, воды,
воздействия высоких температур и кислот различной концентрации.
Для сварщиков предусмотрены рукавицы с защитными свойствами , . Это
брезентовые рукавицы с наладонником и без него, а также с крагами для защиты рук от контакта
с нагретыми поверхностями, искр и брызг расплавленного металла.
Для удобства рабочего, выполняющего сварку неплавящимся электродом, брезентовые
рукавицы могут быть заменены перчатками.
Срок носки спецодежды и спецобуви исчисляется со дня фактического получения их
работниками. Если спецодежда (спецобувь) пришла в
негодность до истечения установленного нормами срока носки по причинам, не
зависящим от работника, её заменяют другой спецодеждой (спецобувью) или ремонтируют. При
этом администрация совместно профсоюзным комитетом составляет соответствующий акт.
Если же спецодежда (спецобувь) по истечению установленного срока носки пригодна к
использованию, то
администрация имеет право продлить его. Бывшая в употреблении спецодежда
(спецобувь) стирается, дезинфицируется, ремонтируется и может быть вновь
выдана работникам. При этом новый срок носки в зависимости от степени изношенности
устанавливает комиссия из представителей администрации и профсоюзного комитета.
29 4.2 Пожаробезопасность
Организационно технические мероприятия включают в себя: организацию пожарной
охраны (профессиональной, добровольной), обучение рабочих и служащих правилам пожарной
безопасности, составление инструкций о порядке работы с пожароопасными веществами и
материалами, отработку действий администрации, рабочих и служащих в случае возникновения
пожара и эвакуации людей, применение средств наглядной агитации по обеспечению пожарной
безопасности и т.п.
Ответственность за пожарную безопасность организации возлагается на ее
администрацию. Она назначает должностных лиц, ответственных за пожарную безопасность
отдельных объектов (цехов, участков, складов ит.д.). В помощь пожарной охране в каждой
организации создаются пожаротехнические комиссии и добровольные пожарные дружины, в
задачи которых входят, выявление нарушений правил пожарной безопасности, содействие
органам пожарного надзора в их работе, организация массовой разъяснительной работы среди
персонала ит.п.
Постоянные места проведения огневых работ на открытых площадках и в специальных
мастерских, оборудованных в соответствии с правилами пожарной безопасности,
устанавливаются приказом руководителя организации.
Места проведения временных сварочных работ в действующих цехах организаций
определяются письменным разрешением лица, ответственного за пожарную безопасность
объекта.
Без письменного разрешения огневые работы на строительных площадках и в местах, не
опасных в пожарном отношении, могут выполнять высококвалифицированные специалисты,
прошедшие обучение по программе пожарнотехнического минимума.
Список специалистов, допущенных к самостоятельному проведению огневых работ без
получения письменного разрешения, объявляется распоряжением или приказом руководителя
организации.
При авариях и стихийных бедствиях огневые работы выполняются без письменного
разрешения, под наблюдением руководителя работ.
Лицо,
ответственное за проведение временных огневых работ,
обязано
проинструктировать непосредственных исполнителей этих работ о мерах пожарной
безопасности, определить противопожарные мероприятия по подготовке места работ,
оборудования и коммуникаций в соответствии с требованиями пожарной безопасности.
Заключение
Изложить конкретные выводы на основании всех произведенных вами расчетов и внести
свои предложения по улучшению эффективности работы сборочносварочного участка и
технологии изготовления сварной конструкции.
Библиографический список
Библиографический список должен содержать те источники, которые непосредственно
использованы и на которые имеются ссылки в тексте. В список литературы необходимо
включить государственные стандарты и стандарты предприятий, которые использовались при
работе над проектом.
Приложение
30 В приложении к пояснительной записке должны быть помещены материалы
вспомогательного характера, которые при включении их в основную часть текста загромождают
его. К таким материалам могут быть отнесены спецификации к сборочным чертежам, таблицы
справочного и вспомогательного характера, копии заводских документов, иллюстрации
вспомогательного характера, технологические карты, отдельные чертежи (формат А3), эскизы и
т.п.
Информационные источники:
Основные источники:
1. ГОСТ 526480. Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные
элементы и размеры.
2. ГОСТ 1477176. Дуговая сварка в защитных газах. Соединения сварные. Основные типы,
конструктивные элементы и размеры.
3. ГОСТ 871379. Сварка под флюсом. Соединения сварные. Основные типы, конструктивные
элементы и размеры.
4. ГОСТ 1603780. Соединения сварные. Соединения сварные стальных трубопроводов.
Основные типы, конструктивные элементы и размеры.
5. В.В. Овчинников Контроль качества сварных соединений: учебник для студ. учреждений
средн. проф. образования. М.: «Академия», 2014 208 с.
6. 6. В.В. Овчинников, Дефектация сварных швов и контроль качества сварных соединений:
учебник для студ. учреждений средн. проф. Образования. М,: ИЦ «Академия», 2015. 224с.
7.
учреждений сред. проф. образования.: / В.В. Овчинников. – М.: Aкадемия, 2015. – 256 с.
8.Маслов Б.Г Производство сварных конструкций: учебник для студ. учреждений сред. проф.
образования – М.: Издательский центр «Академия», 2014.288с
Овчинников,В.В.Расчет и проектирование сварных конструкций учебник для студ.
Дополнительные источники:
1. Чернышов Г.Г. Технология электрической сварки плавлением: – М.: Академия , 2010. – 496 с.
2 Кузнецов В.А., Черепахин А.А. Технологические процессы в машиностроении: учебник – М.:
Издательский центр «Академия», 2009. 192 с.
3.Овчинников В.В. Расчет и проектирование сварных конструкций. Практикум и курсовое
проектирование: М.: Aкадемия, 2009. – 224 с
Интернет – ресурсы:
1. Образовательный портал:http//www.edu.sety.ru
2. Учебная мастерская: http//www.edu.ВРwin МастерскаяDrdimdim.ru
3. Образовательный портал http//www.edu.bd.ru
4. Электронный ресурс «Сварка» .Форма доступа:
www
www
. svarka
. prosvark
reska.ru
у. ru
31
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство

Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
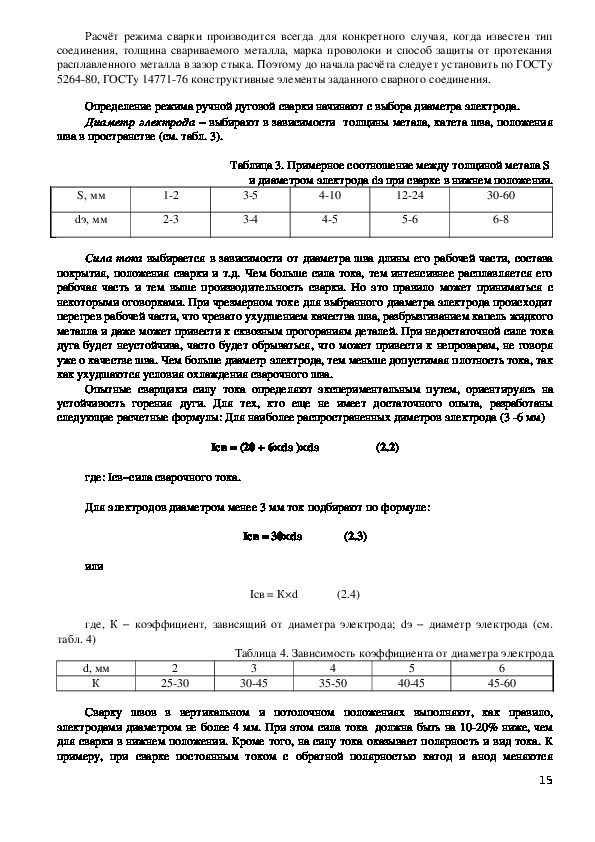
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
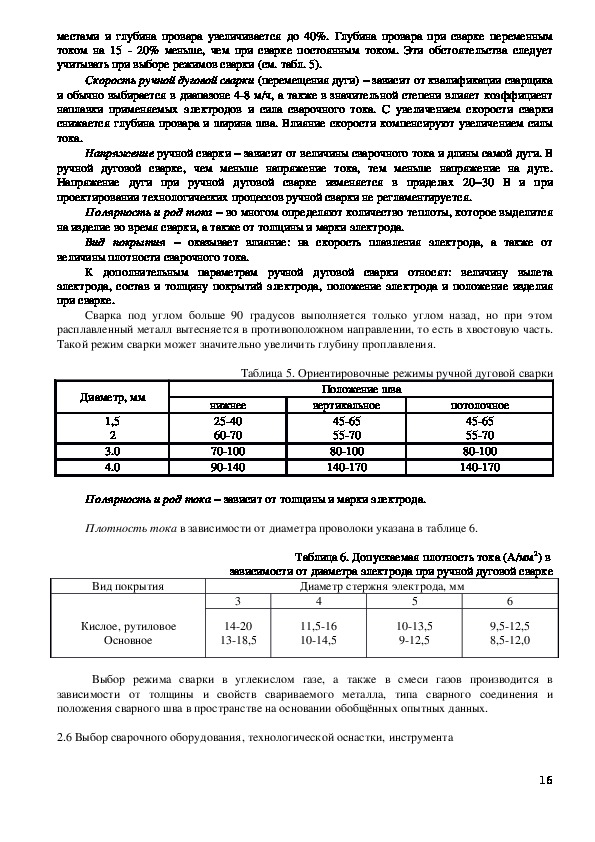
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
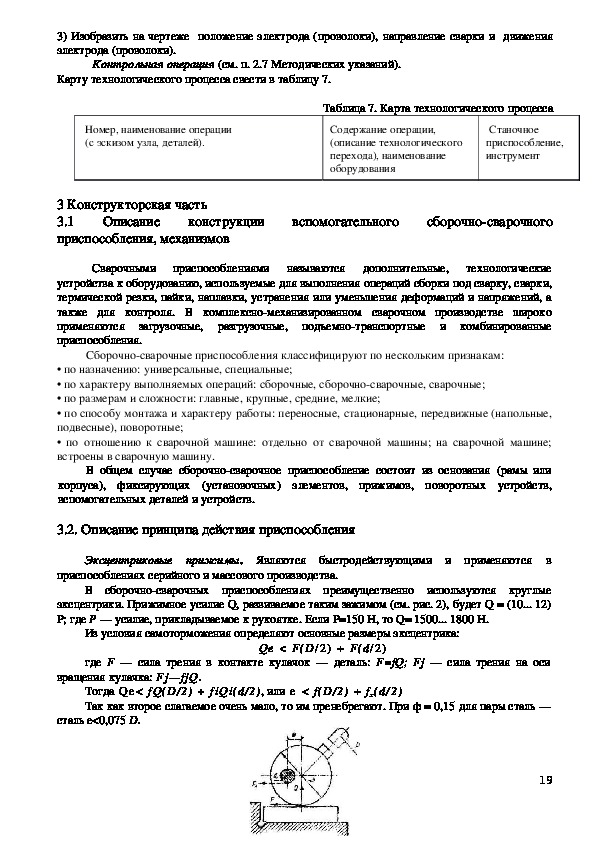
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
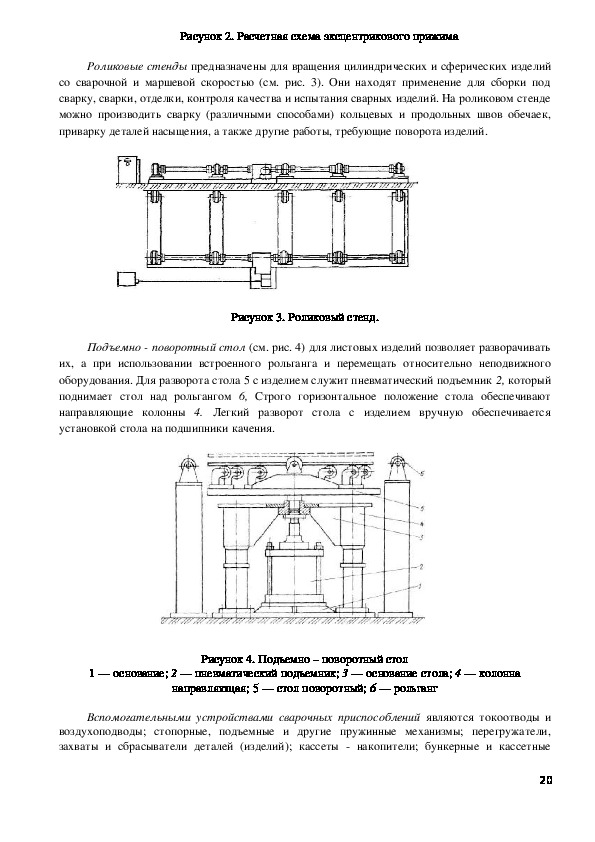
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
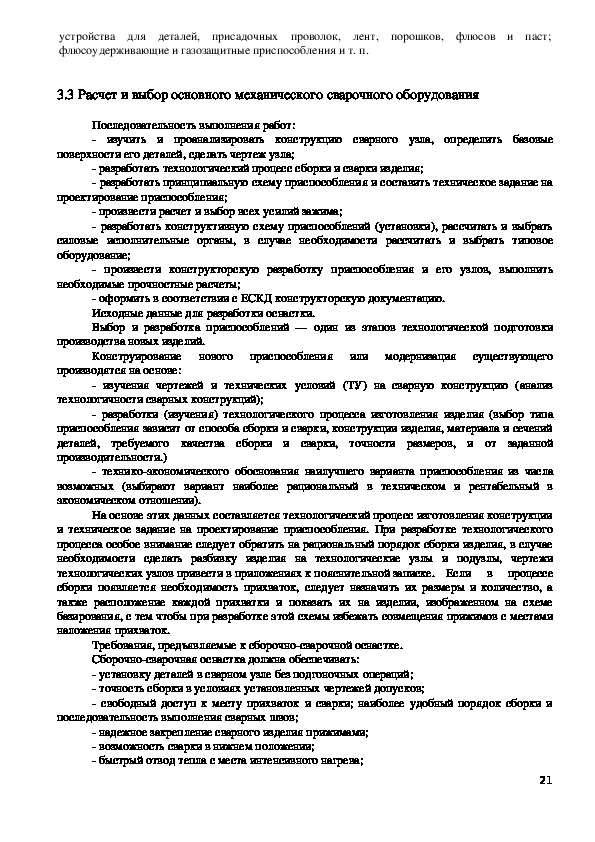
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
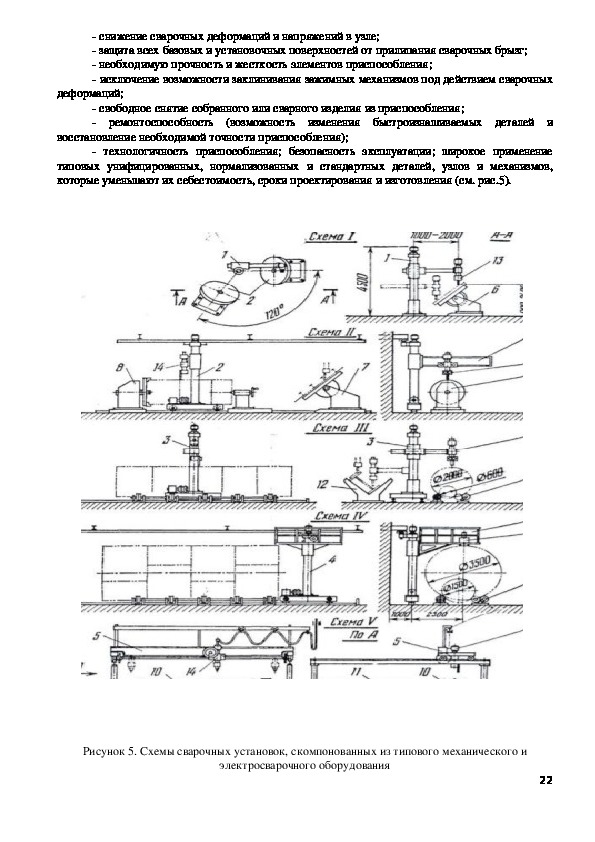
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
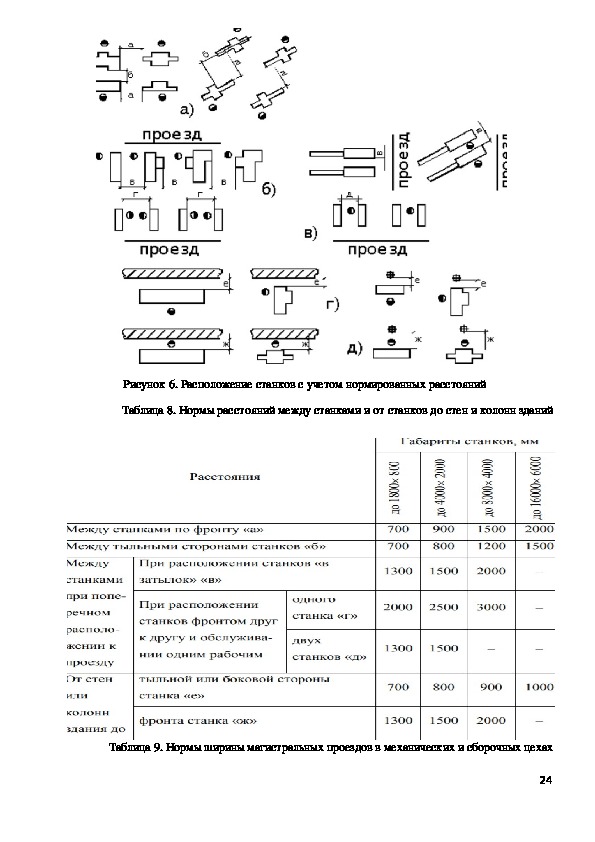
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
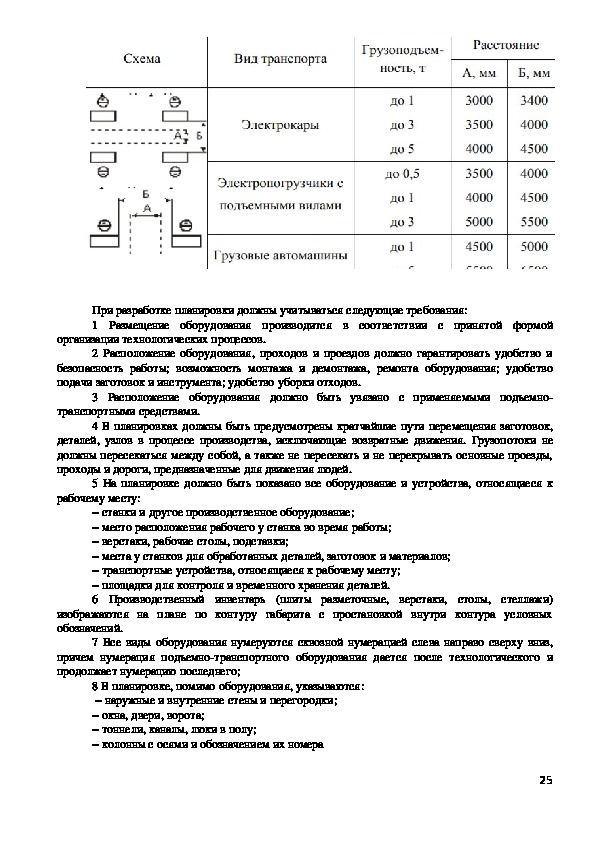
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
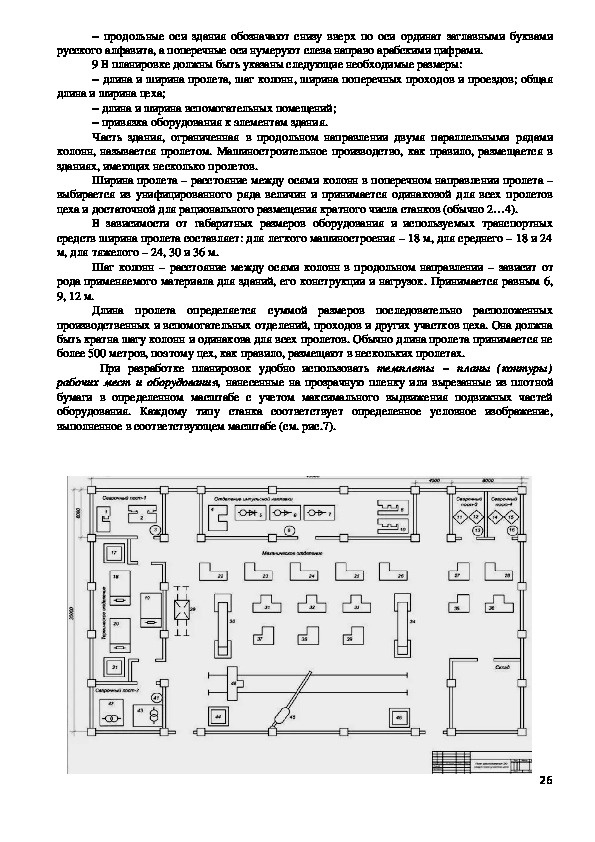
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Методические указания по выполнению курсового проекта МДК.01.01 Технология сварочных работ, специальность 22.02.06 Сварочное производство
Материалы на данной страницы взяты из открытых истончиков либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
25.02.2019
© ООО «Знанио»
С вами с 2009 года.
![]()
О портале