Методическое пособие содержит рекомендуемую последовательность экономических расчетов при выполнении контрольных, курсовых и дипломных работ по МДК 03.01. Сварка.Расчет составлен для ручной дуговой сварки с диаметром электрода 3 мм и общей длиной шва 2000 мм. Методическое пособие предназначено для обучающихся по специальности ПМ.03. Выполнение сварки и резки средней сложности деталей.Методика расчета экономической части курсового проекта, диплома по МДК 03.01. Сварка.
Государственное бюджетное профессиональное образовательное учреждение
«Каслинский промышленногуманитарный техникум»
Методика расчета экономической части курсового проекта,
диплома по МДК 03.01. Сварка.
2017 годРазработал: Хаев С. П. преподаватель спец. дисциплин Верхнеуфалейского
филиала ГБПОУ «Каслинский промышленногуманитарный техникум».
Методическое пособие содержит рекомендуемую последовательность
экономических расчетов при выполнении контрольных, курсовых и дипломных
работ по МДК 03.01. Сварка.
Расчет составлен для ручной дуговой сварки с диаметром электрода 3 мм и
общей длиной шва 2000мм.
Методическое пособие предназначено для обучающихся по специальности
ПМ.03. Выполнение сварки и резки средней сложности деталей
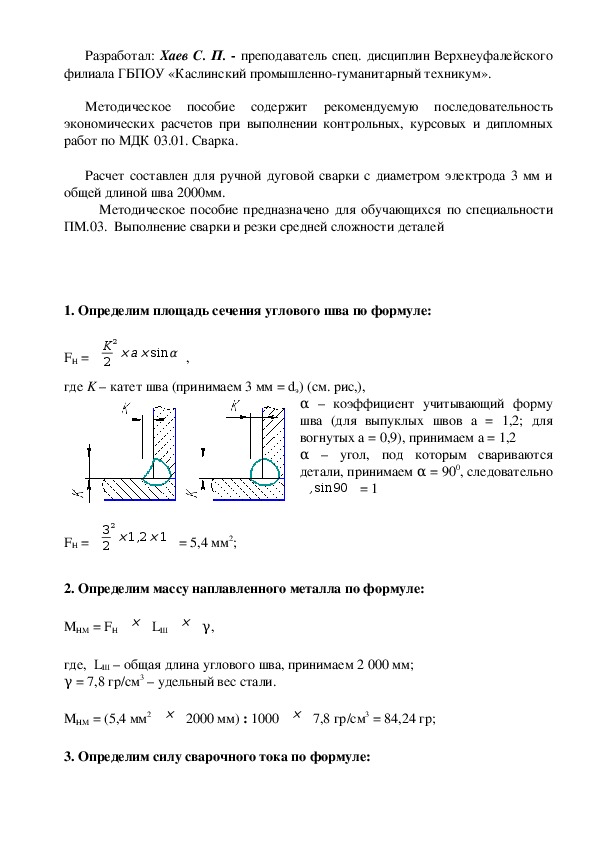
1. Определим площадь сечения углового шва по формуле:
FH =
2
K
2
×a×sinα ,
где K – катет шва (принимаем 3 мм = dэ) (см. рис,),
α
– коэффициент учитывающий форму
шва (для выпуклых швов а = 1,2; для
вогнутых а = 0,9), принимаем а = 1,2
α
детали, принимаем
,sin90 = 1
– угол, под которым свариваются
0, следовательно
α
= 90
FH =
2
3
2
×1,2×1 = 5,4 мм2;
2. Определим массу наплавленного металла по формуле:
МНМ = FH × LШ ×
, γ
где, LШ – общая длина углового шва, принимаем 2 000 мм;
γ
= 7,8 гр/см
3 – удельный вес стали.
МНМ = (5,4 мм2 × 2000 мм) : 1000 × 7,8 гр/см3 = 84,24 гр;
3. Определим силу сварочного тока по формуле:IСВ =
2
πdэ
4 ×j ,
где, dэ – диаметр электрода – 3 мм;
допустимая плотность тока, А/мм2, для dэ = 3, = 14 – 20, принимаем = 20
А/мм2.
IСВ =
3,14×32
4
×20 = 141 А;
4. Определим скорость сварки по формуле:
VСВ =
αн×Iсв
γ×Fн×100 м/ч,
где, αн – коэффициент наплавки, г/(А∙ч), αн = 8 ÷ 10, принимаем αн = 10 г/(А∙ч) ;
Iсв – сила сварочного тока, А;
γ
γ
– плотность металла,
Fн – площадь поперечного сечения наплавленного металла за один проход, см2.
= 7,8 г/см
3;
VСВ =
10×141
7,8×0,054×100 = 33,47 м/ч;
5. Основное время сварочной операции определим по формуле:
МНМ
αн×Iсв =
84,24
10×141 = 0,06 ч × 60 мин = 3,6 мин, (для горизонтального
tо =
шва)
tо2 =
МНМ
αн×Iсв × КПР, где КПР – поправочный коэффициент, для вертикального шва
КПР = 1,25
6. Проверка расчета основного времени сварочной операции при соблюдения
условия tо = tо
:
ʹ
ʹ
tо
=
LШ
Vсв =
2м
33,47м/ч = 0,06 ч × 60 мин = 3,6 мин, следовательно,
ʹ
tо = tо
расчет верный;7. Вспомогательное время определяем по формуле:
tВС = tЭ+ tКР+ tБР + tИЗД + tУСТ = 1,1 + 1,2 + 2 + 3 + 3 = 10,3 мин
где, tЭ – время на смену электрода (мин.) при наплавке 1см3 шва для dЭ = 3мм, tЭ
= (FH × LШ)мм3 : 1000 × 0,1 = (5,4 мм2 × 2000 мм) : 1000× 0,1 = 1,1 мин;
tКР – время на осмотр и очистку свариваемых кромок, очистку швов от шлака и
брызг в мин. 1 метра шва определим по формуле для dЭ = 3мм,
tКР = LШ × (0,6 + 1,2× (n –1)), где LШ – длина шва, м; n – количество слоев при
сварке за несколько проходов
tКР = 2 × (0,6 + 1,2× (1 –1)) = 1,2 мин
tБР – время на осмотр и промеры 1 погонного метра шва (мин.), для dЭ = 3мм tБР =
1 × m = 1× 2 = 2 мин;
tИЗД – время на установку и поворот изделия, его закрепление (при массе изделия
до 25 кг эти операции выполняются вручную, в расчете принимается tИЗД = 3 мин;
время на установку и снятие изделия вручную (до 25 кг)
tУСТ = 3 мин;
8. Подготовительно – заключительное время, принимаем 20% от tо (для
единичного производства):
tПЗ = 3,6 : 100 × 20% = 0,72, принимаем tПЗ =1 мин.
9. Время на обслуживание рабочего места, для ручной дуговой сварки:
tОБС = 0,05tО = 0,05 × 3,6 = 0,18, принимаем tОБС = 0,2 мин;
10. Время перерывов на отдых и личные надобности:
При сварке в удобном положении tП = 0,07tО = 0,07 × 3,6 = 0,25, принимаем
tП = 0,3 мин.
11. Общую сумму рабочего времени определим по формуле:
tОБЩ = tо + tВС + tПЗ + tОБС + tП = 3,6 + 10,3 + 1 + 0,2 + 0,3 = 15,4 мин
12. Определим стоимость выполненных работ по формуле:
принимаем, при ставке сварщика 3 разряда СТ = 1 мин = 1,98 руб., получаем
ЗПЛ = СТ × tОБЩ = 1,98 × 15,4 = 30,49 руб., а с учетом районного коэффициента в
размере 15%, получаем ЗПЛ = 30,49 × 1,15 = 35,06 руб.
13. Расчет количества электродов по формуле:кdэ =
МНМ×∝уг×∝ог
МЭ
=
84,24×0,1×0,1
29
= 3,51, принимаем 4 электрода.
где, МНМ масса наплавленного металла, МНМ = 84,24 гр;
∝уг коэффициент потерь на угар и разбрызгивание, принимаем ∝уг = 1,1;
∝ог – коэффициент потерь на огарок от электрода, принимаем ∝ог = 1,1;
МЭ – масса одного электрода, МЭ = 29 гр. (www: svarkaiplavka.ru).
14. Определим расход электроэнергии по формуле:
РЭЛ =
IСВ+U2+tОобщее
η
, где
IСВ сила сварочного тока, 141 А;
U2 напряжение на дуге, В;
tО – основное время сварочной операции, 0,06 ч.;
Ƞ
КПД источника питания, принимаем 75%.
η
Определим U2 по формуле: U2 = 20 + (0,04 × IСВ ) = 20 + (0,04 × 141) =
25,6 в,
тогда РЭЛ =
141+25,6+0,06
70
= 2,38, принимаем 2,4 квт
15. Расчет стоимости затрат на электроды и электроэнергию:
при стоимости 1 электрода Ø 3 мм от 47 руб/шт. (http://weldteh.ru) затраты на
электроды составят:
ЗЭЛЕКТР = 47 руб. × 4электр. = 188 руб.;
при стоимости 1 квт/ч – 3,09 руб. (тариф ЕТО Челябинской области для
промышленных предприятий) электроэнергии для предприятия затраты на
электроэнергию составят:
ЗЭЛ = 3,09 × РЭЛ = 3,09 × 2,4 = 7,42 руб.
16. Таким образом, обща сумма затрат по данной работе на изготовление
«____________» составила:ΣЗАТР = ЗПЛ + ЗЭЛЕКТР + ЗЭЛ = 35,06 + 188,0 + 7,42 = 230,48 руб.
Используемая литература:
1. В.П. Куликов Технология сварки плавлением и термической резки. Учебное
издание: ГУ ВПО «БелорусскоРоссийский университет», 2010г.