Поделиться

Содержание
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
2 |
|||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||
Введение
Значительный рост автомобильного транспорта вызывает увеличение объема работ по ТО и ремонту автомобилей. Выполнение этих работ требует больших трудовых затрат и привлечение большого числа квалифицированных рабочих. В связи с этим требуется значительно повышать производительность труда при проведении всех видов ТО и ремонта автомобилей. Вновь подготавливаемые кадры для работы в автохозяйствах и на автотранспортных предприятиях должны основательно изучить процессы ТО и ремонта автомобилей с использованием современного оборудования. Диагностика позволяет своевременно выявить неисправности агрегатов и систем автомобилей, что дает возможность устранять эти неисправности до того, как они приведут к серьезным нарушениям в работе автомобиля. Современное устранение неполадок в работе агрегатов и систем автомобилей позволяет предупреждать причины способные вызвать аварийную ситуацию. Мероприятия работ по ТО и ремонту автомобилей с использованием более современного оборудования облегчает и ускоряет многие технологические процессы, но при этом от обслуживающего персонала хорошее условие определенных приемов и навыков, знаний устройства автомобиля и умений пользоваться современными приспособлениями, инструментами и контрольно-измерительными приборами. Однако применение современного оборудования при проведении ТО и ремонта автомобилей не исключает выполнение обслуживаний операций рабочими хорошо владеющими навыками по обслуживанию и ремонту автомобильной техники.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
Устройство, ТО и ремонт ГБЦ «ВАЗ – 2106» |
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||
|
Выполнил |
|
|
Введение
|
Лит. |
Лист |
Листов |
||||||||||||||||||||||||||||||||||||||||||||||
|
Пров. |
|
|
|
у |
|
3 |
|
|||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Н. контр. |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Утв. |
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
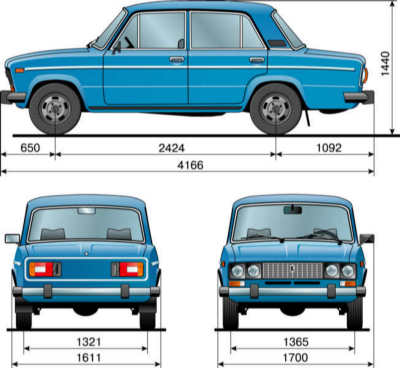
1. Технические характеристики автомобиля ВАЗ – 2106. Устройство головки блока цилиндров. ВАЗ-2106
и его модификации – пятиместные легковые автомобили с передним расположением
двигателя и задними ведущими колесами. Кузов – несущей конструкции,
цельнометаллический, сварной. Тип кузова – седан.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
4 |
|||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||||||||||||||||||||||||||||||||||||||||||
|
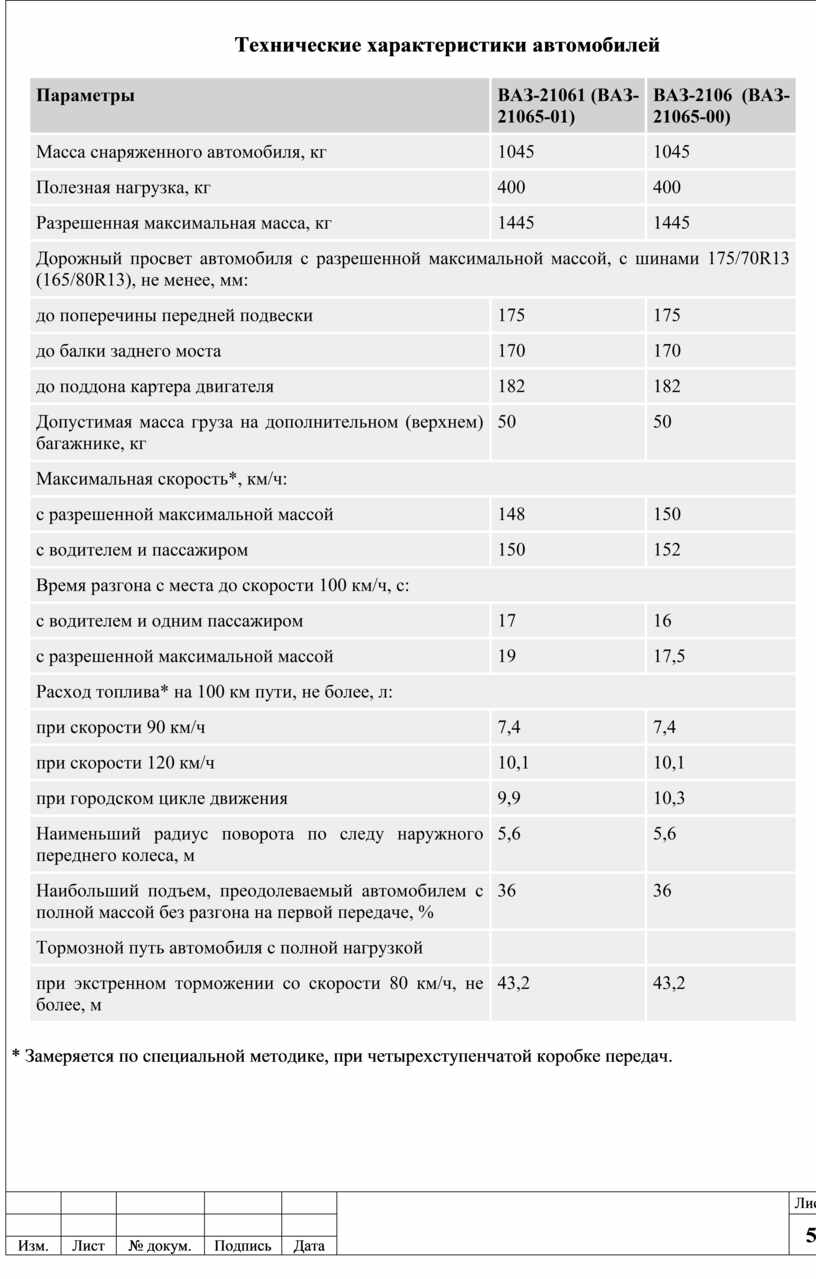
Технические характеристики автомобилей
* Замеряется по специальной методике, при четырехступенчатой коробке передач.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
5 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
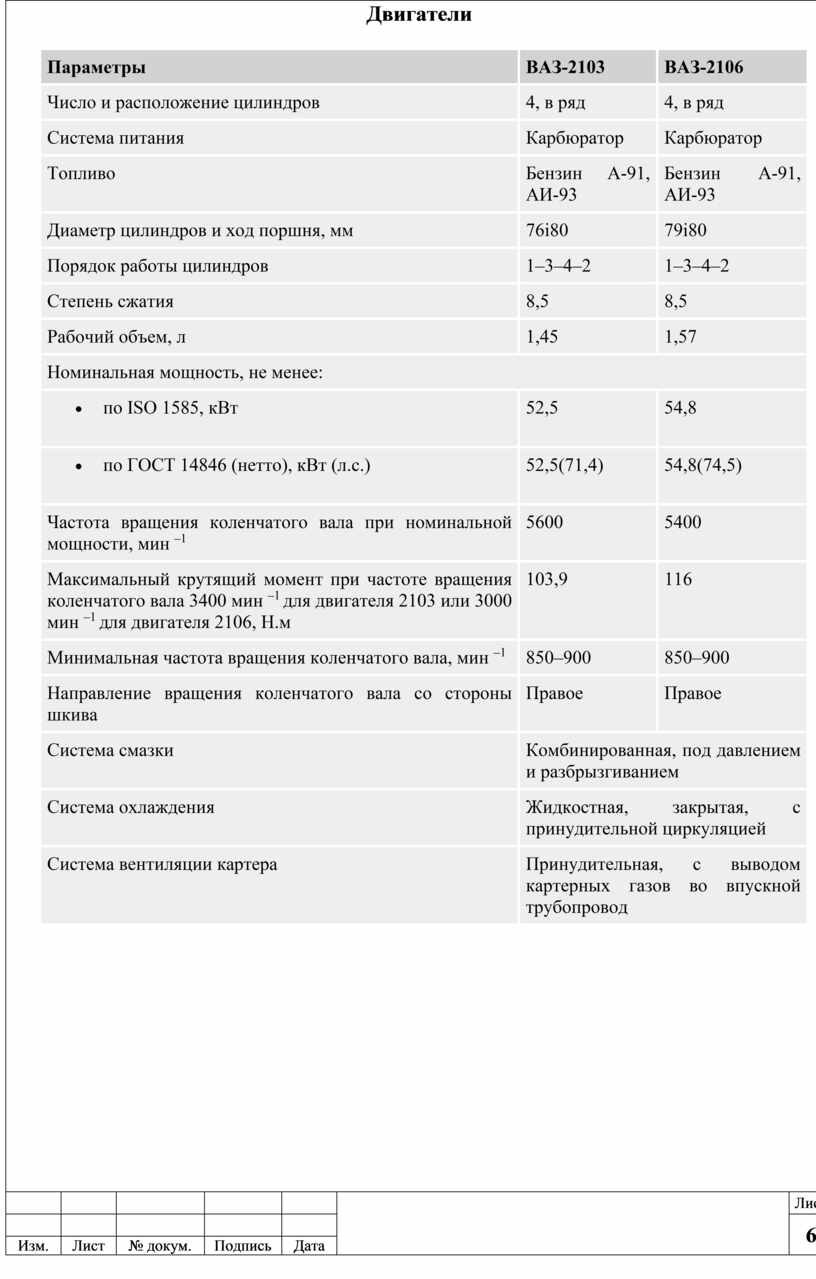
Двигатели
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
6 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
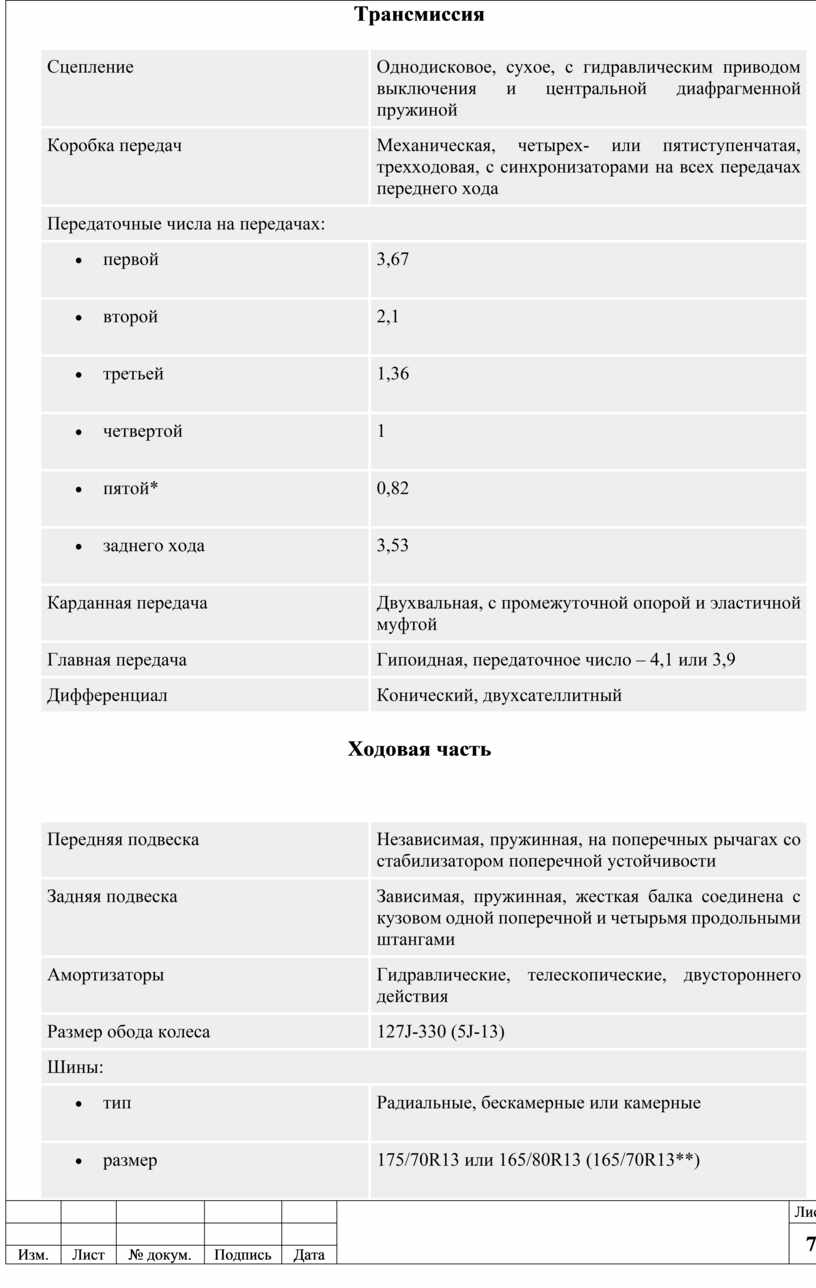
Трансмиссия
Ходовая часть
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
7 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
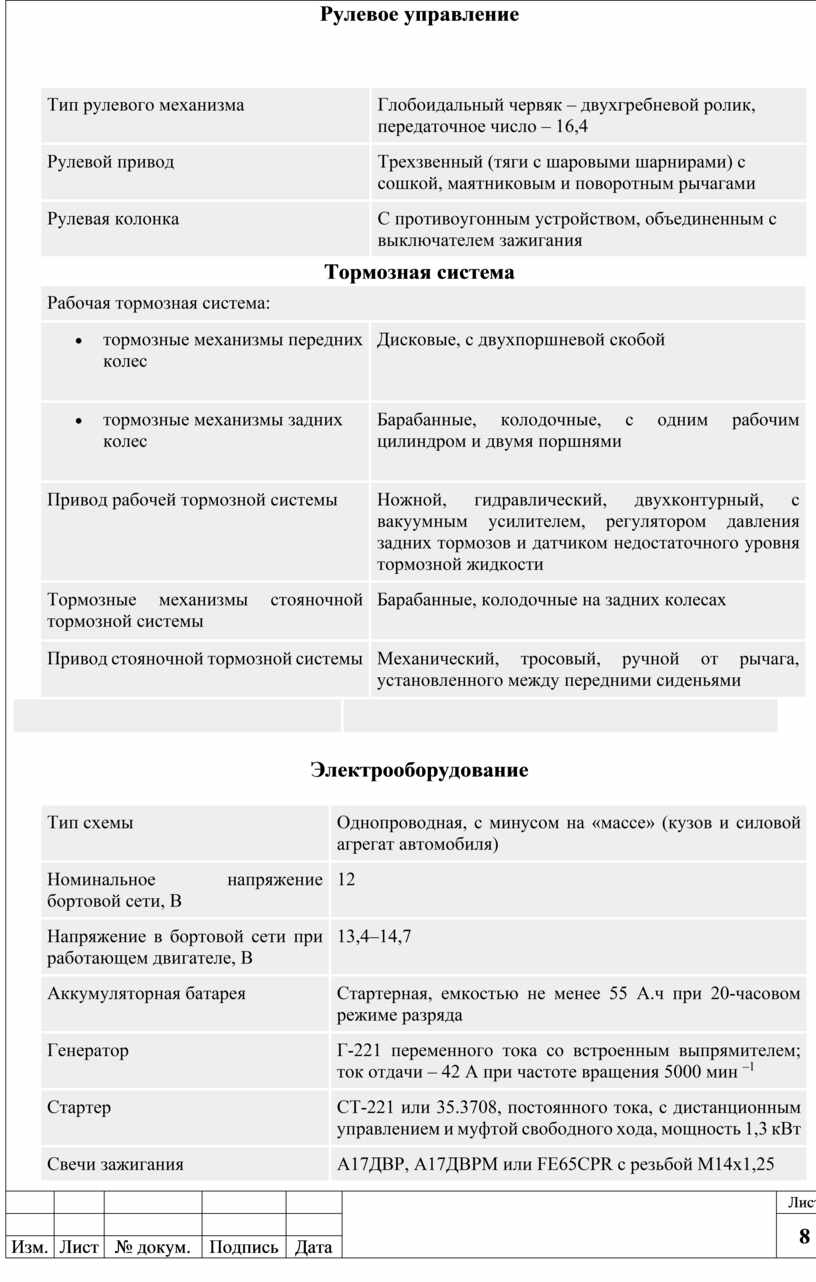
Рулевое управление
Тормозная система
Электрооборудование
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
8 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||
|
|
|
|
|
|
9 |
||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||
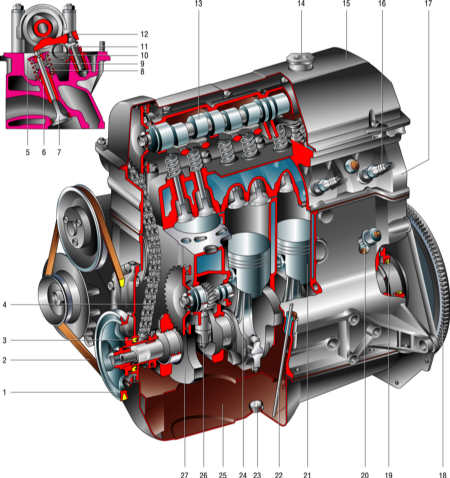
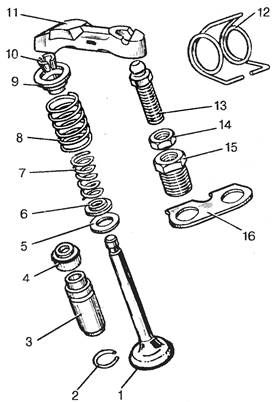
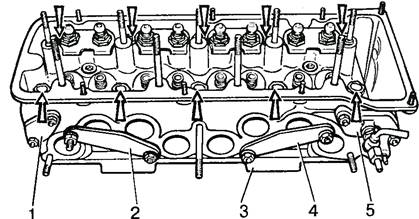
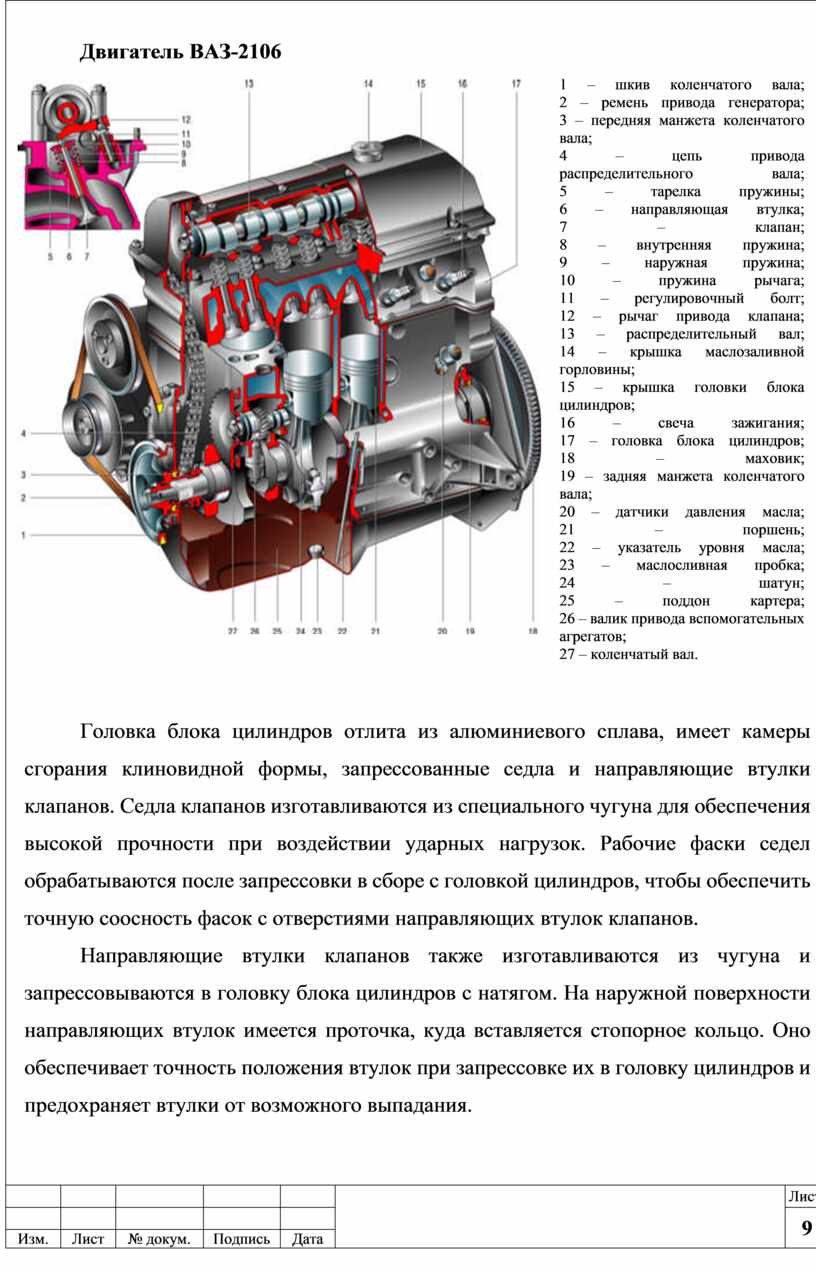
Отверстия во втулках обрабатываются после запрессовки их в головку блока. Это обеспечивает узкий допуск на диаметр отверстия и точность его расположения по отношению к рабочим фаскам седла и клапана. В отверстиях направляющих втулок имеются спиральные канавки для смазки. У втулок впускных клапанов канавки нарезаны до половины длины отверстия, а у втулок выпускных клапанов – по всей длине отверстия.Сверху на направляющие втулки надеваются маслоотражательные колпачки из тепломаслостойкой резины со стальным арматурным кольцом. Колпачки охватывают стержень клапана и служат для уменьшения проникновения масла в камеру сгорания через зазоры между направляющей втулкой и стержнем.Клапаны приводятся в действие распределительным валом, вращающимся в корпусе подшипников через промежуточные рычаги. Зазор между кулачками распределительного вала и рычагом устанавливается регулировочным болтом, на сферической головке которого качается рычаг. От самоотворачивания болт удерживается контргайкой.Клапаны имеют две цилиндрические пружины – наружную и внутреннюю, зажатые между тарелкой (вверху) и двумя опорными шайбами (внизу). Тарелка пружин удерживается на стержне клапана двумя сухарями, имеющими в сложенном виде форму усеченного конуса. Каждый рычаг прижимается к торцу клапана специальной (шпилечной) пружиной.Для повышения износостойкости стержня оба клапана азотируются, а торцы стержней, на которые опираются рычаги, закалены током высокой частоты. Распределительный вал литой, чугунный, одинаковый для всех моделей двигателей. Опирается на 5 шеек и вращается в алюминиевом корпусе подшипников, установленном на головке блока цилиндров. К переднему торцу распределительного вала крепится ведомая звездочка. От осевых перемещений распределительный вал удерживается упорным фланцем, помещенным в проточке передней опорной шейки вала.
|
|||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||
|
|
|
|
|
|
10 |
||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||
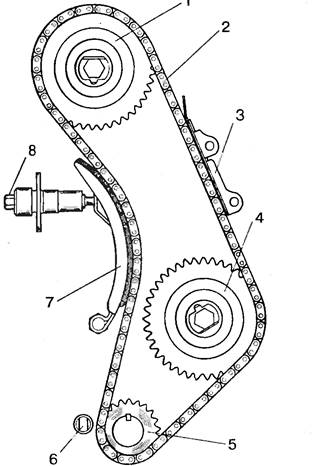
Привод распределительного вала осуществляется двухрядной роликовой цепью от ведущей звездочки коленчатого вала. Этой же цепью приводится и валик привода вспомогательных агрегатов. Цепной привод имеет полуавтоматический натяжитель с башмаком и успокоитель цепи с пластиковыми накладками. В нижней части блока цилиндров устанавливается ограничительный палец, предотвращающий спадание цепи в картер при снятии (на автомобиле) звездочки распределительного вала. Для правильного взаимного расположения звездочек, т.е. для установки фаз газораспределения имеются верхние и нижние установочные метки. Верхние расположены на звездочке распределительного вала и корпусе подшипников, нижние метки – на звездочке коленчатого вала и крышке привода распределительного вала. |
|||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||
|
|
|
|
|
|
11 |
||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||
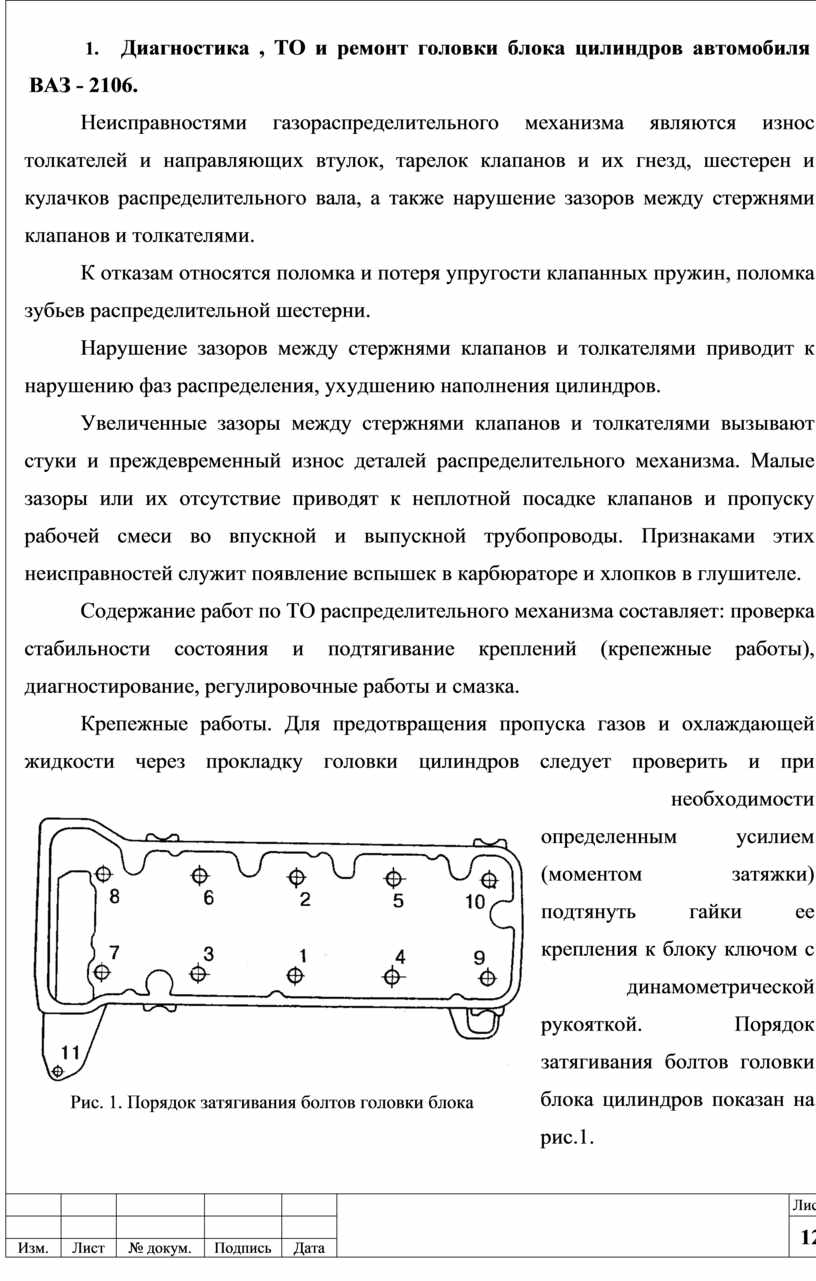
2. Диагностика , ТО и ремонт головки блока цилиндров автомобиля ВАЗ - 2106. Неисправностями газораспределительного механизма являются износ толкателей и направляющих втулок, тарелок клапанов и их гнезд, шестерен и кулачков распределительного вала, а также нарушение зазоров между стержнями клапанов и толкателями. К отказам относятся поломка и потеря упругости клапанных пружин, поломка зубьев распределительной шестерни. Нарушение зазоров между стержнями клапанов и толкателями приводит к нарушению фаз распределения, ухудшению наполнения цилиндров. Увеличенные зазоры между стержнями клапанов и толкателями вызывают стуки и преждевременный износ деталей распределительного механизма. Малые зазоры или их отсутствие приводят к неплотной посадке клапанов и пропуску рабочей смеси во впускной и выпускной трубопроводы. Признаками этих неисправностей служит появление вспышек в карбюраторе и хлопков в глушителе. Содержание работ по ТО распределительного механизма составляет: проверка стабильности состояния и подтягивание креплений (крепежные работы), диагностирование, регулировочные работы и смазка.
|
|||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||
|
|
|
|
|
|
12 |
||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||
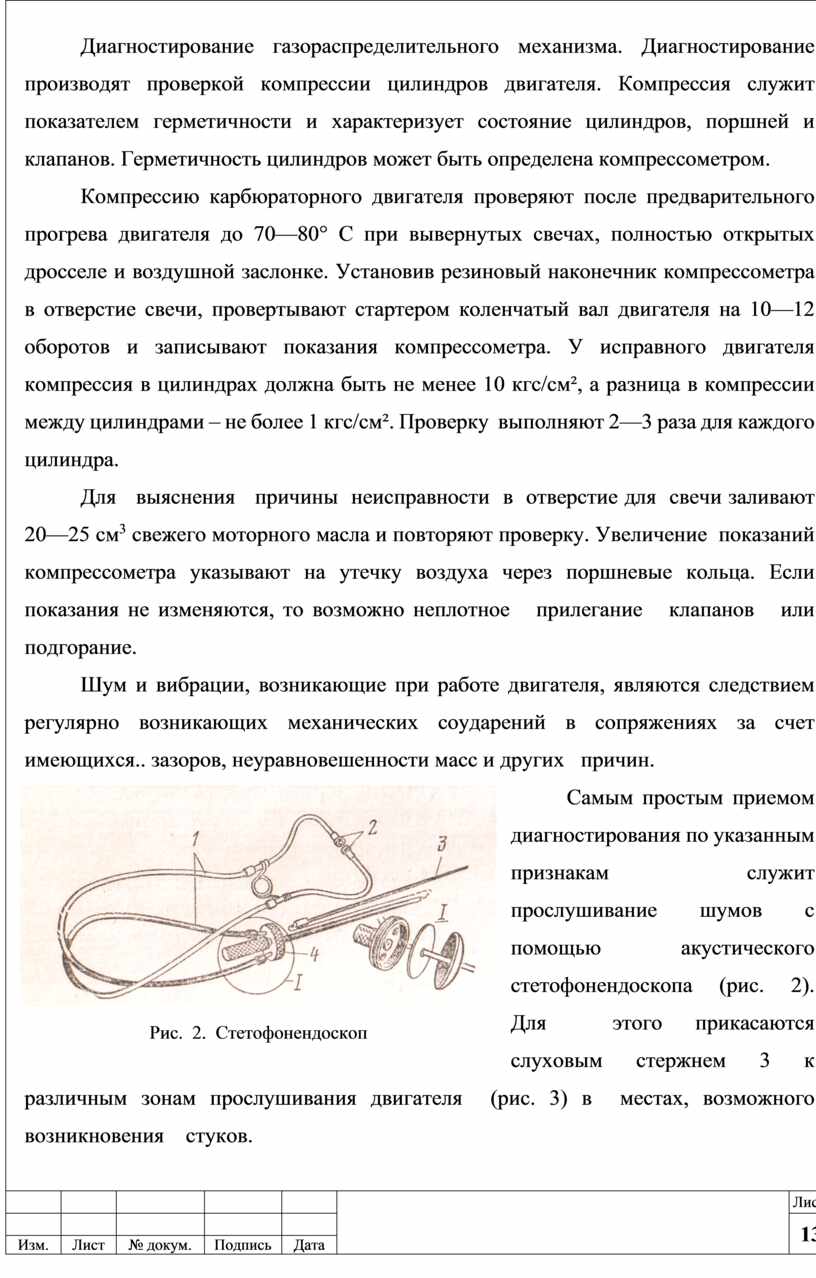
Диагностирование газораспределительного механизма. Диагностирование производят проверкой компрессии цилиндров двигателя. Компрессия служит показателем герметичности и характеризует состояние цилиндров, поршней и клапанов. Герметичность цилиндров может быть определена компрессометром. Компрессию карбюраторного двигателя проверяют после предварительного прогрева двигателя до 70—80° С при вывернутых свечах, полностью открытых дросселе и воздушной заслонке. Установив резиновый наконечник компрессометра в отверстие свечи, провертывают стартером коленчатый вал двигателя на 10—12 оборотов и записывают показания компрессометра. У исправного двигателя компрессия в цилиндрах должна быть не менее 10 кгс/см², а разница в компрессии между цилиндрами – не более 1 кгс/см². Проверку выполняют 2—3 раза для каждого цилиндра. Для выяснения причины неисправности в отверстие для свечи заливают 20—25 см3 свежего моторного масла и повторяют проверку. Увеличение показаний компрессометра указывают на утечку воздуха через поршневые кольца. Если показания не изменяются, то возможно неплотное прилегание клапанов или подгорание. Шум и вибрации, возникающие при работе двигателя, являются следствием регулярно возникающих механических соударений в сопряжениях за счет имеющихся.. зазоров, неуравновешенности масс и других причин.
|
|||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||
|
|
|
|
|
|
13 |
||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||
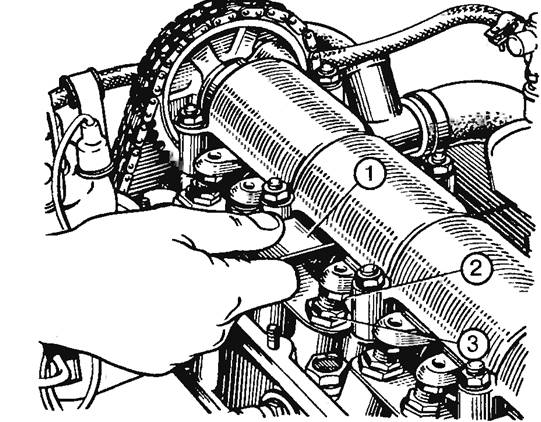
|
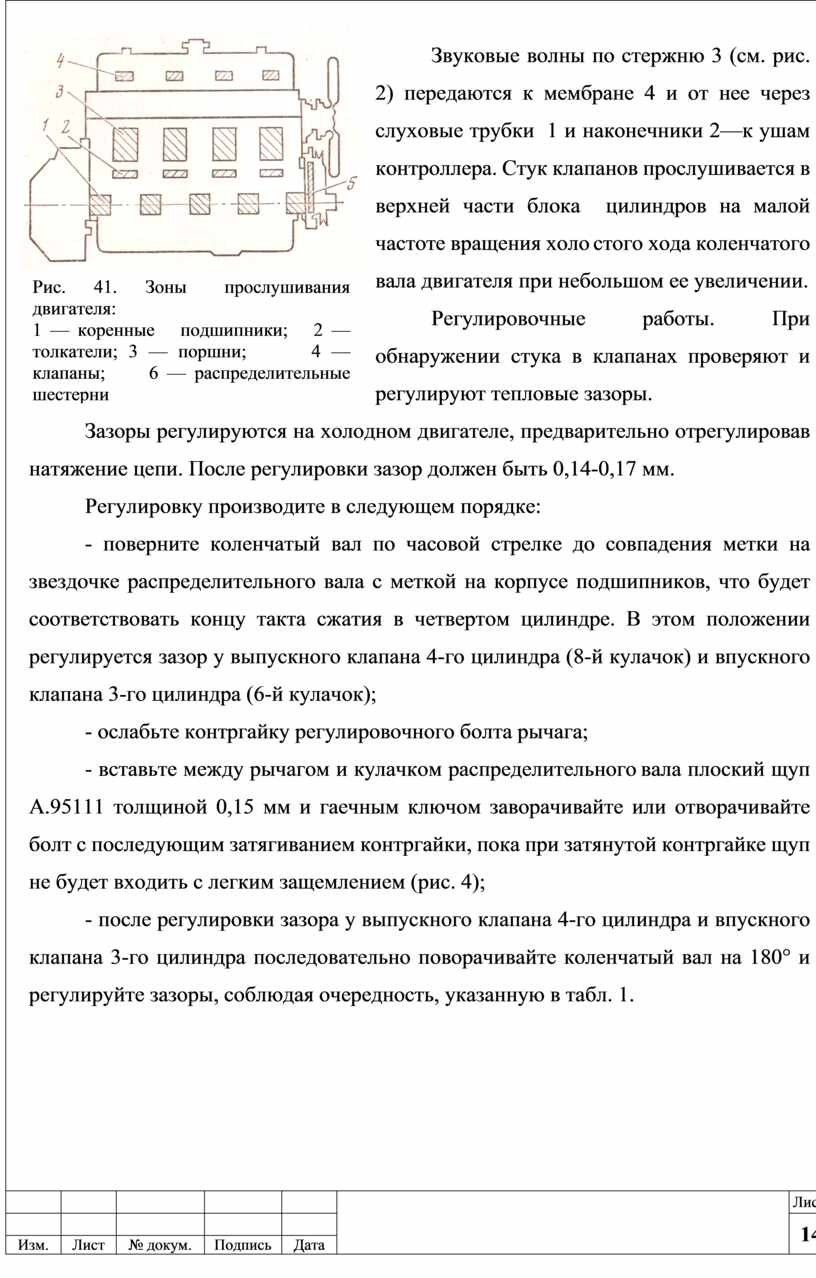
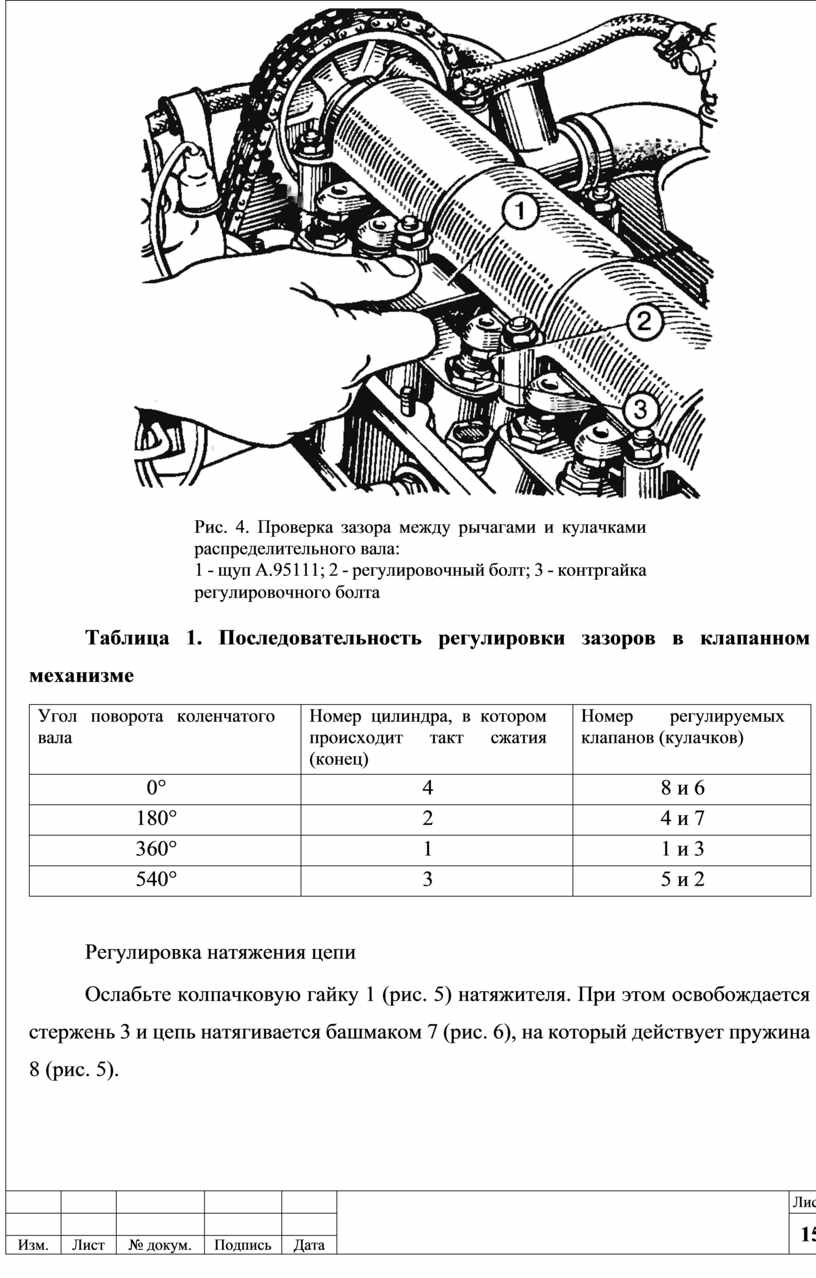
Регулировочные работы. При обнаружении стука в клапанах проверяют и регулируют тепловые зазоры. Зазоры регулируются на холодном двигателе, предварительно отрегулировав натяжение цепи. После регулировки зазор должен быть 0,14-0,17 мм. Регулировку производите в следующем порядке: - поверните коленчатый вал по часовой стрелке до совпадения метки на звездочке распределительного вала с меткой на корпусе подшипников, что будет соответствовать концу такта сжатия в четвертом цилиндре. В этом положении регулируется зазор у выпускного клапана 4-го цилиндра (8-й кулачок) и впускного клапана 3-го цилиндра (6-й кулачок); - ослабьте контргайку регулировочного болта рычага; - вставьте между рычагом и кулачком распределительного вала плоский щуп А.95111 толщиной 0,15 мм и гаечным ключом заворачивайте или отворачивайте болт с последующим затягиванием контргайки, пока при затянутой контргайке щуп не будет входить с легким защемлением (рис. 4); - после регулировки зазора у выпускного клапана 4-го цилиндра и впускного клапана 3-го цилиндра последовательно поворачивайте коленчатый вал на 180° и регулируйте зазоры, соблюдая очередность, указанную в табл. 1.
|
|||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||
|
|
|
|
|
|
14 |
||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||
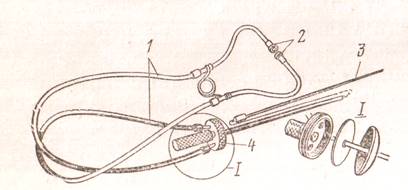
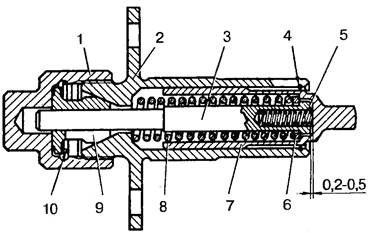
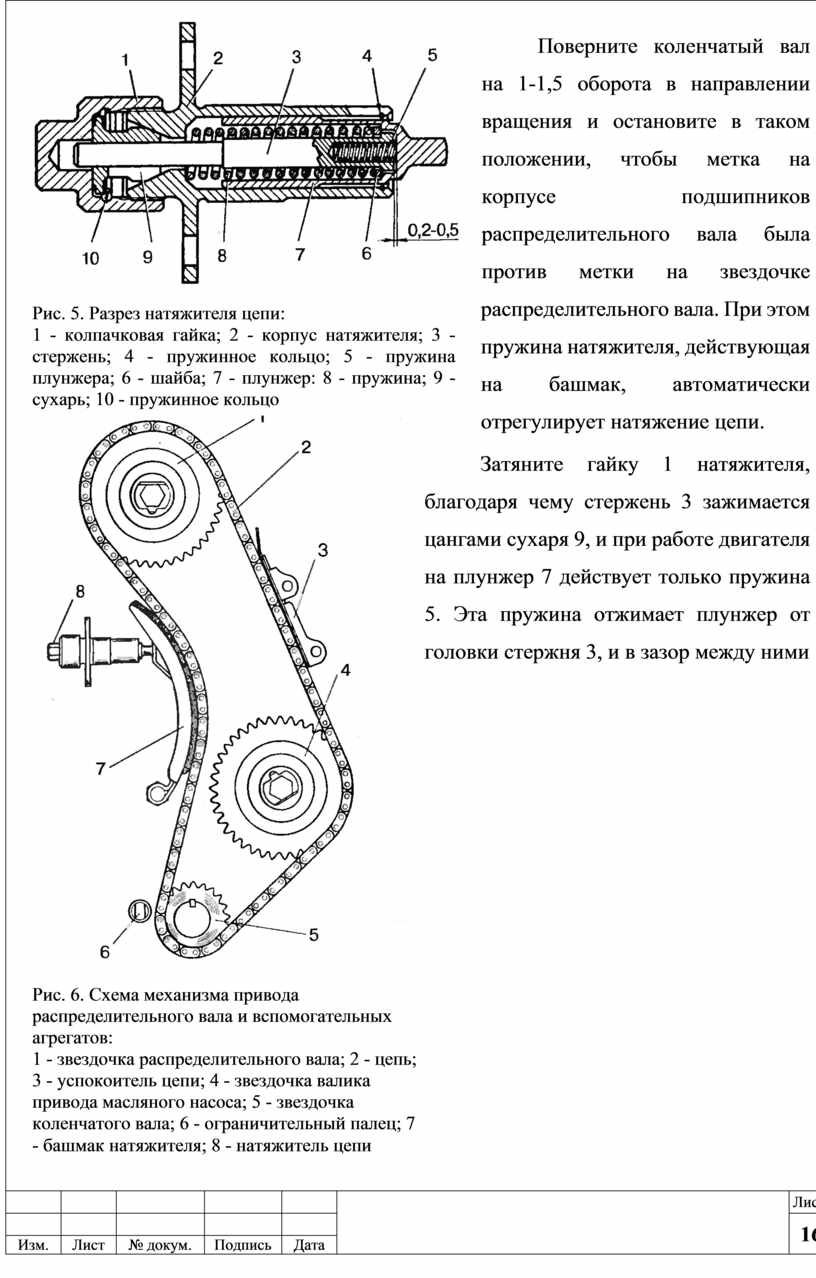
Регулировка натяжения цепи Ослабьте колпачковую гайку 1 (рис. 5) натяжителя. При этом освобождается стержень 3 и цепь натягивается башмаком 7 (рис. 6), на который действует пружина 8 (рис. 5).
|
|||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||
|
|
|
|
|
|
15 |
||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||
Затяните гайку 1 натяжителя, благодаря чему стержень 3 зажимается цангами сухаря 9, и при работе двигателя на плунжер 7 действует только пружина 5. Эта пружина отжимает плунжер от головки стержня 3, и в зазор между ними
|
|||||||||||||||||||||
|
|
|
|
|
|
|
Лист |
|||||||||||||||
|
|
|
|
|
|
16 |
||||||||||||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|||||||||||||||||
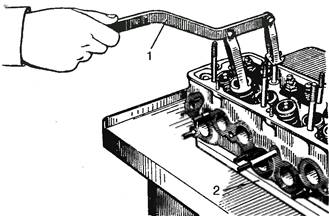
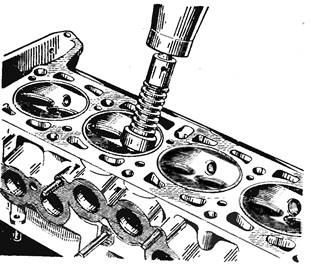
Ремонт головки блока цилиндров заключается в разборке, осмотре, замене выработанных деталей и сборке головки блока. Разборка и сборка Установите головку цилиндров на монтажную доску А.60335. Отсоедините выпускной коллектор и впускной трубопровод с карбюратором (одновременно удаляется заборник горячего воздуха).
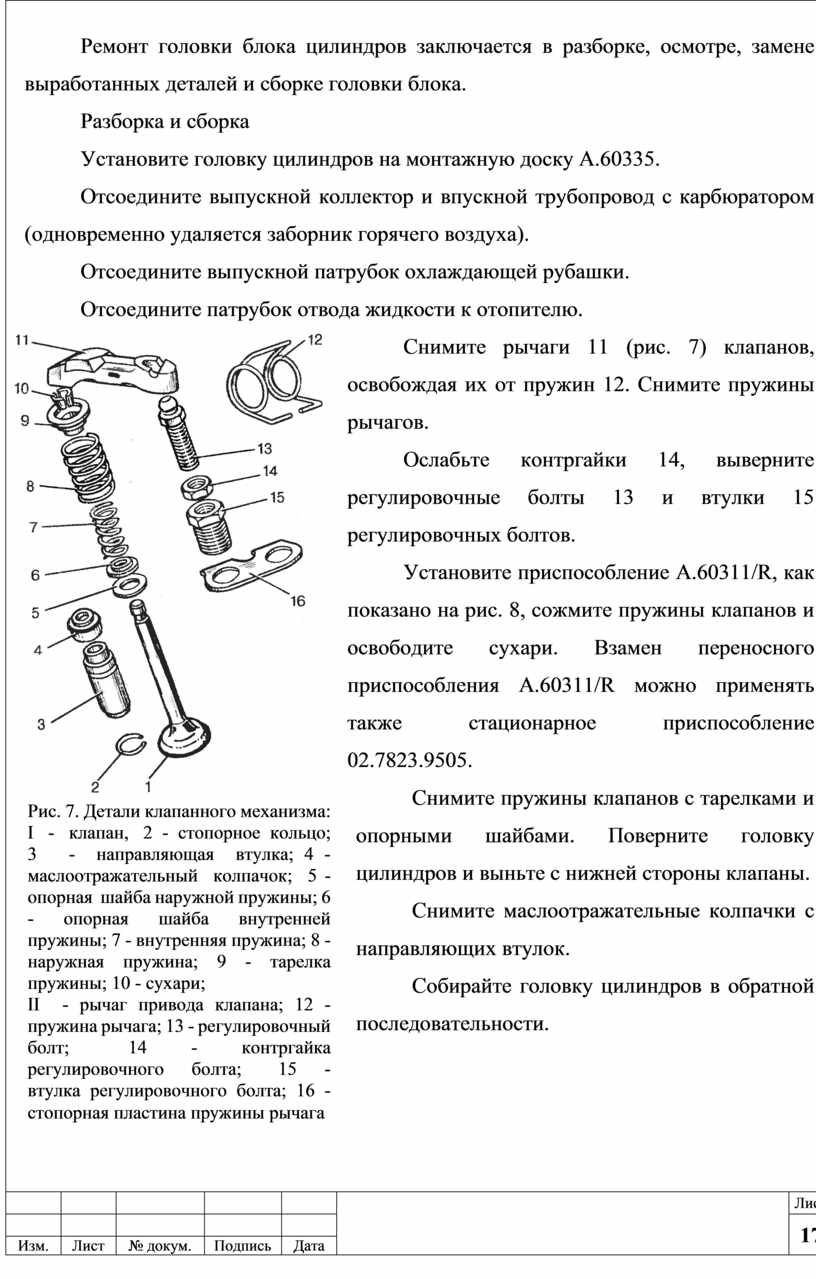
Отсоедините патрубок отвода жидкости к отопителю. Снимите рычаги 11 (рис. 7) клапанов, освобождая их от пружин 12. Снимите пружины рычагов.
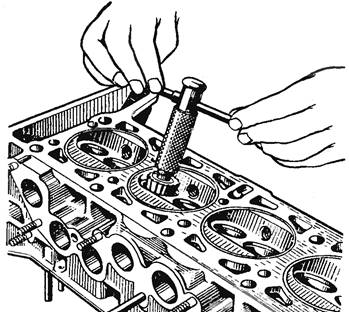
Установите приспособление A.60311/R, как показано на рис. 8, сожмите пружины клапанов и освободите сухари. Взамен переносного приспособления A.60311/R можно применять также стационарное приспособление 02.7823.9505. Снимите пружины клапанов с тарелками и опорными шайбами. Поверните головку цилиндров и выньте с нижней стороны клапаны. Снимите маслоотражательные колпачки с направляющих втулок. Собирайте головку цилиндров в обратной последовательности.
|
||||||
|
|
|
|
|
|
|
Лист |
|
|
|
|
|
|
17 |
|
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||
|
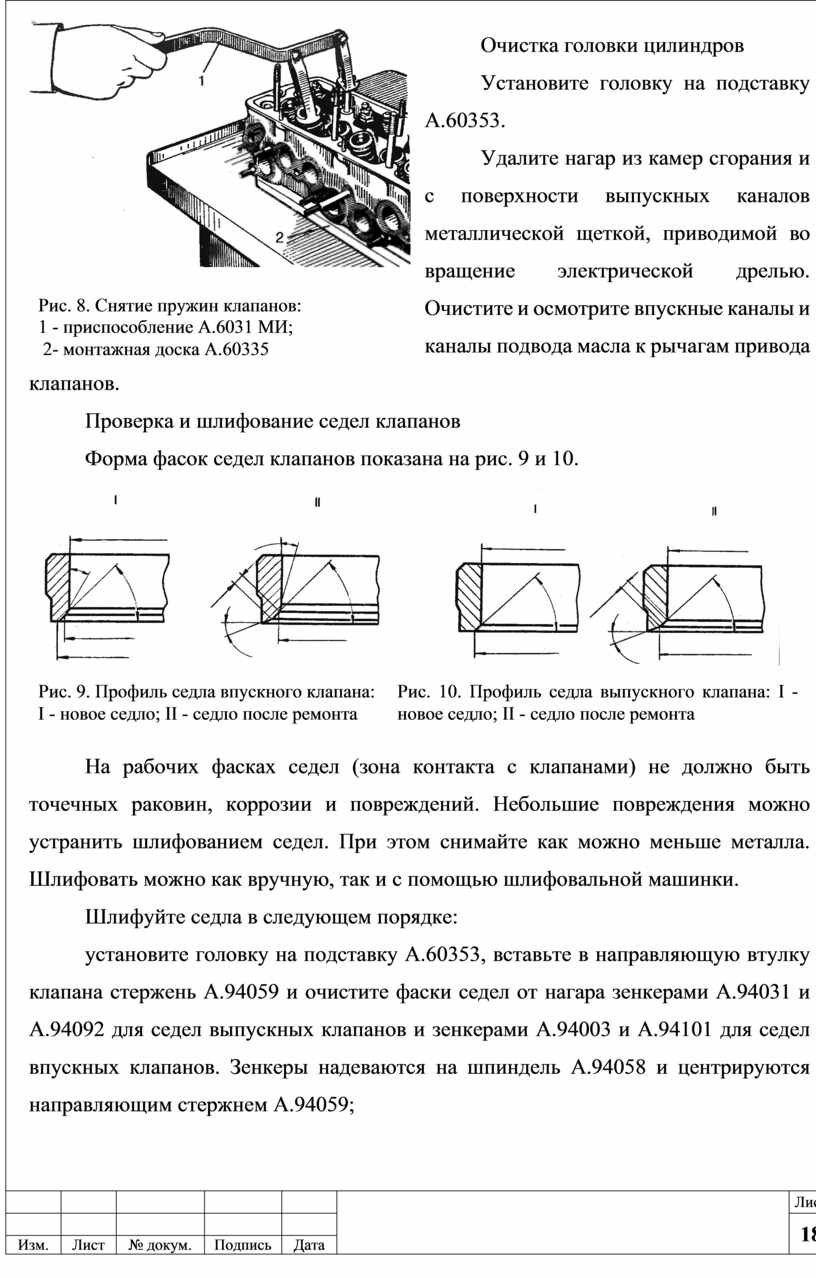
Очистка головки цилиндров Установите головку на подставку А.60353.
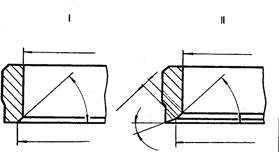
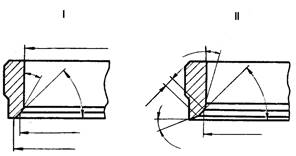
Проверка и шлифование седел клапанов Форма фасок седел клапанов показана на рис. 9 и 10.
Шлифуйте седла в следующем порядке: установите головку на подставку А.60353, вставьте в направляющую втулку клапана стержень А.94059 и очистите фаски седел от нагара зенкерами А.94031 и А.94092 для седел выпускных клапанов и зенкерами А.94003 и А.94101 для седел впускных клапанов. Зенкеры надеваются на шпиндель А.94058 и центрируются направляющим стержнем А.94059;
|
||||||
|
|
|
|
|
|
|
Лист |
|
|
|
|
|
|
18 |
|
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||
|
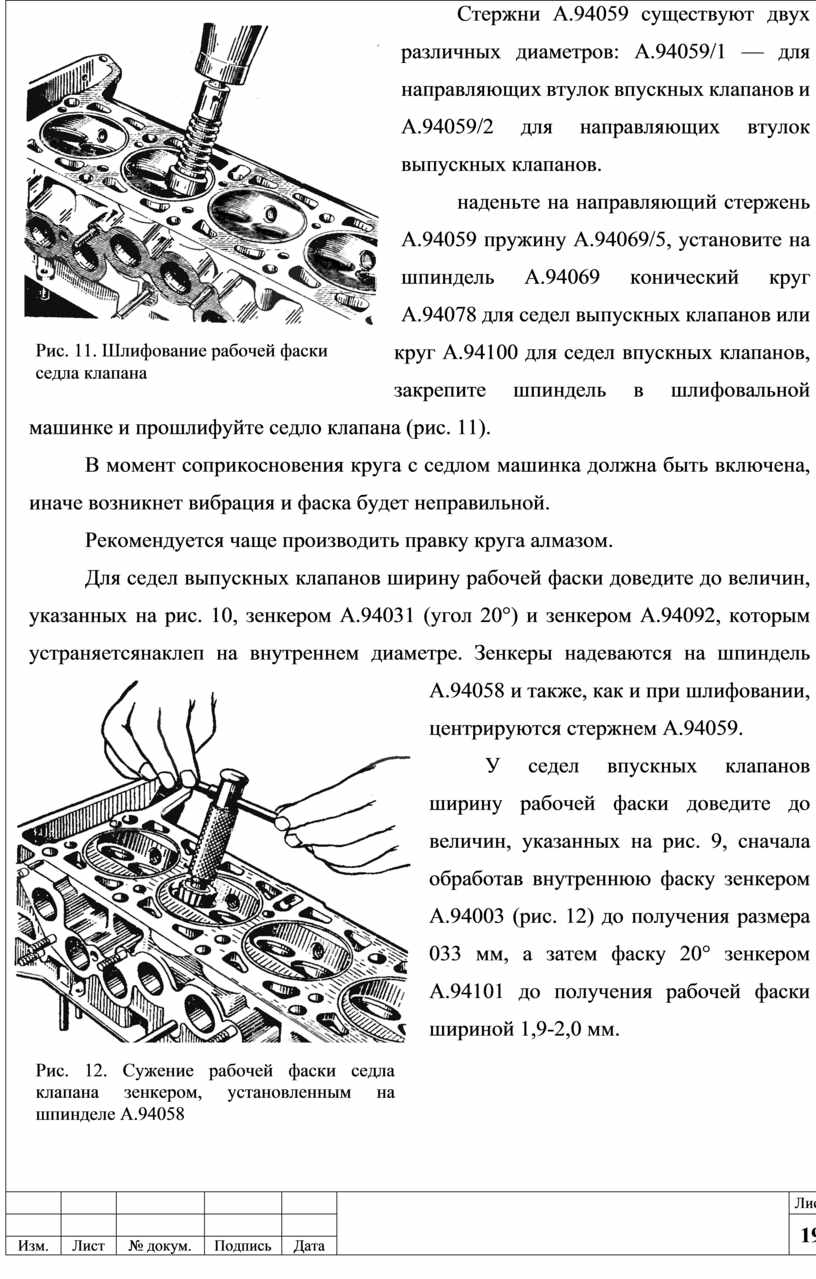
наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов или круг А.94100 для седел впускных клапанов, закрепите шпиндель в шлифовальной машинке и прошлифуйте седло клапана (рис. 11).
Рекомендуется чаще производить правку круга алмазом. Для седел выпускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. 10, зенкером А.94031 (угол 20°) и зенкером А.94092, которым устраняетсянаклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель А.94058 и также, как и при шлифовании, центрируются стержнем А.94059.
|
||||||
|
|
|
|
|
|
|
Лист |
|
|
|
|
|
|
19 |
|
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||
Клапаны
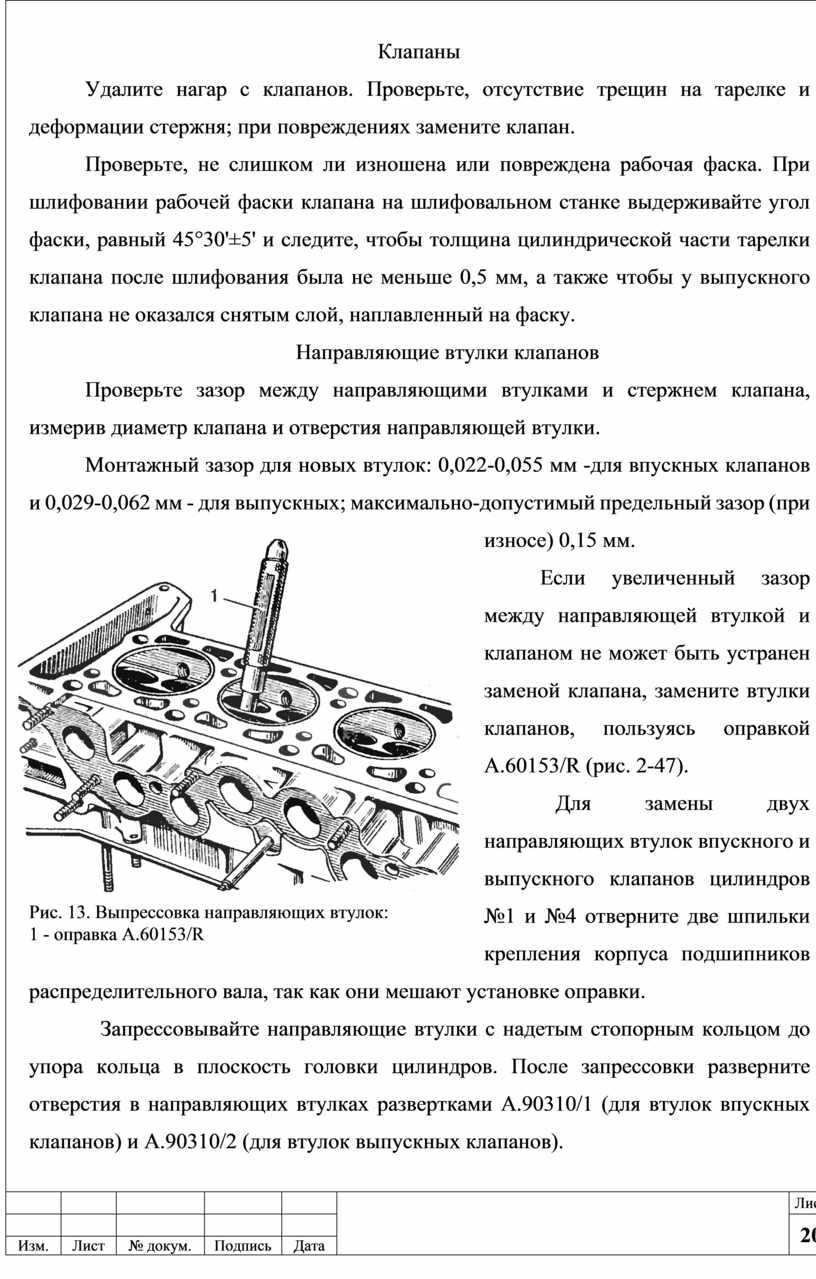
Удалите нагар с клапанов. Проверьте, отсутствие трещин на тарелке и деформации стержня; при повреждениях замените клапан. Проверьте, не слишком ли изношена или повреждена рабочая фаска. При шлифовании рабочей фаски клапана на шлифовальном станке выдерживайте угол фаски, равный 45°30'±5' и следите, чтобы толщина цилиндрической части тарелки клапана после шлифования была не меньше 0,5 мм, а также чтобы у выпускного клапана не оказался снятым слой, наплавленный на фаску. Направляющие втулки клапанов Проверьте зазор между направляющими втулками и стержнем клапана, измерив диаметр клапана и отверстия направляющей втулки.
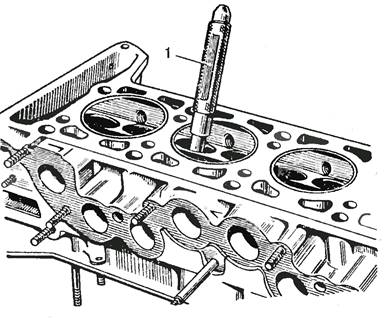
Если увеличенный зазор между направляющей втулкой и клапаном не может быть устранен заменой клапана, замените втулки клапанов, пользуясь оправкой A.60153/R (рис. 2-47). Для замены двух направляющих втулок впускного и выпускного клапанов цилиндров №1 и №4 отверните две шпильки крепления корпуса подшипников распределительного вала, так как они мешают установке оправки. Запрессовывайте направляющие втулки с надетым стопорным кольцом до упора кольца в плоскость головки цилиндров. После запрессовки разверните отверстия в направляющих втулках развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для втулок выпускных клапанов). |
||||||
|
|
|
|
|
|
|
Лист |
|
|
|
|
|
|
20 |
|
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||
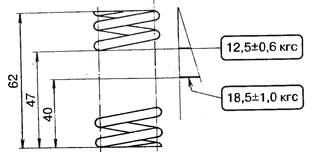
Затем прошлифуйте седло клапана и доведите ширину рабочей фаски до нужных размеров, как указано выше.Маслоотражательные колпачки направляющих втулокУ маслоотражательных колпачков не допускаются отслоение резины от арматуры, трещины и чрезмерный износ рабочей кромки.При ремонте двигателя маслоотражательные колпачки следует всегда заменять новыми.Заменять поврежденные маслоотражательные колпачки рекомендуется на снятой головке цилиндров, чтобы не погнуть стержни клапанов. Для напрессовки колпачков пользуйтесь оправкой 41.7853.4016.Рычаги клапановПроверьте состояние рабочих поверхностей рычага, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта. Если на этих поверхностях появились задиры или риски, замените рычаг новым.Если обнаружена деформация или другие повреждения на втулке регулировочного болта или на самом болте, замените детали.Пружины
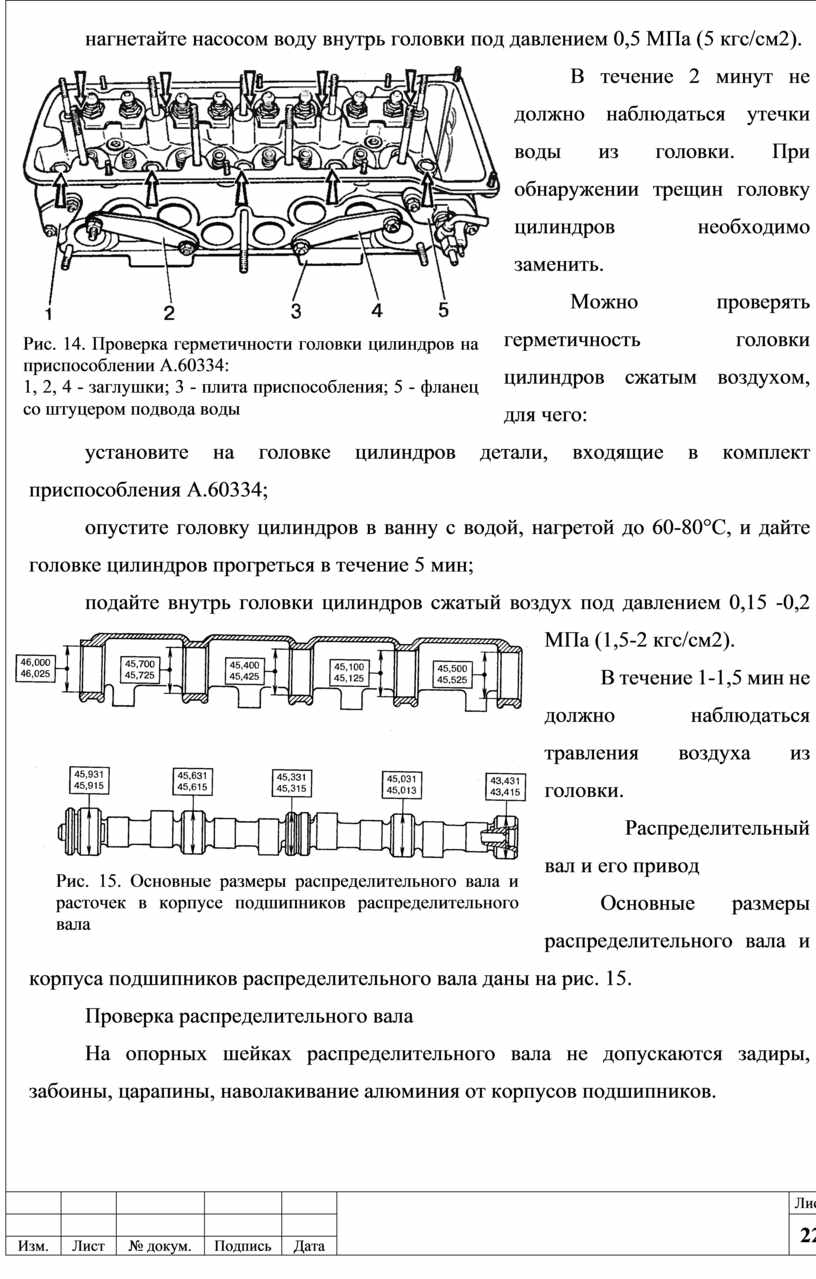
Убедитесь, нет ли на пружинах трещин и не снизилась ли упругость пружин, для чего проверьте деформацию пружин под нагрузкой. Прокладка головки цилиндров Поверхности прокладки не должны иметь повреждений. Они должны быть ровными, без вмятин, трещин, вздутий и изломов. Отслоение обкладочного материала от арматуры не допускается. На окантовке отверстий не должно быть трещин, прогаров и отслоений. Проверка герметичности головки цилиндров Для гидравлического испытания на герметичность рубашки охлаждения головки цилиндров: установите на головке детали, входящие в комплект приспособления А.60334 (рис. 14);
|
||||||
|
|
|
|
|
|
|
Лист |
|
|
|
|
|
|
21 |
|
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||
В течение 2 минут не должно наблюдаться утечки воды из головки. При обнаружении трещин головку цилиндров необходимо заменить. Можно проверять герметичность головки цилиндров сжатым воздухом, для чего: установите на головке цилиндров детали, входящие в комплект приспособления А.60334; опустите головку цилиндров в ванну с водой, нагретой до 60-80°С, и дайте головке цилиндров прогреться в течение 5 мин; подайте внутрь головки цилиндров сжатый воздух под давлением 0,15 -0,2 МПа (1,5-2 кгс/см2). В течение 1-1,5 мин не должно наблюдаться травления воздуха из головки. Распределительный вал и его привод
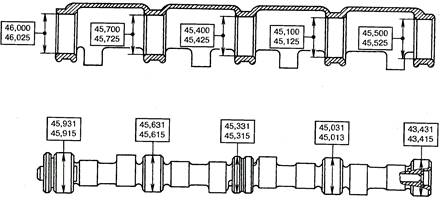
Проверка распределительного вала На опорных шейках распределительного вала не допускаются задиры, забоины, царапины, наволакивание алюминия от корпусов подшипников.
|
||||||||||||
|
|
|
|
|
|
|
Лист |
||||||
|
|
|
|
|
|
22 |
|||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||
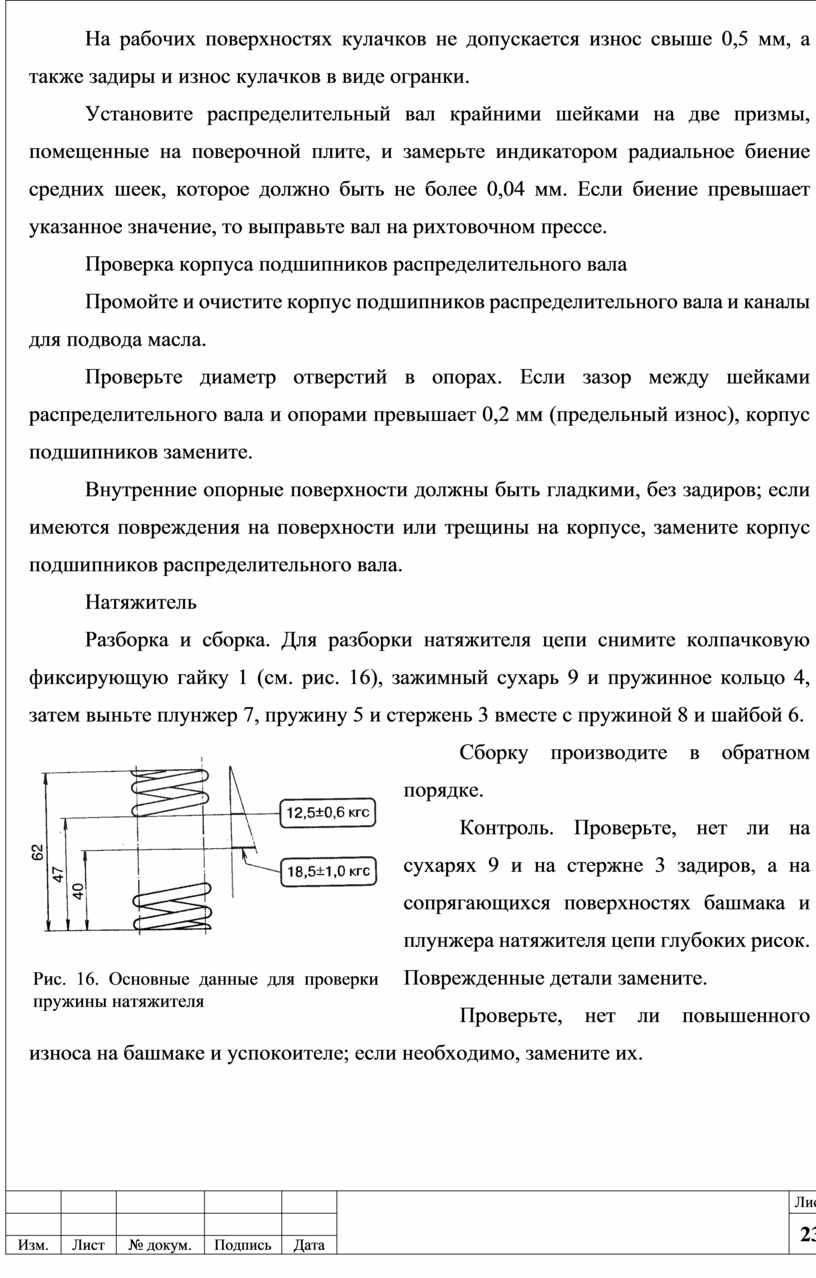
На рабочих поверхностях кулачков не допускается износ свыше 0,5 мм, а также задиры и износ кулачков в виде огранки. Установите распределительный вал крайними шейками на две призмы, помещенные на поверочной плите, и замерьте индикатором радиальное биение средних шеек, которое должно быть не более 0,04 мм. Если биение превышает указанное значение, то выправьте вал на рихтовочном прессе. Проверка корпуса подшипников распределительного вала Промойте и очистите корпус подшипников распределительного вала и каналы для подвода масла. Проверьте диаметр отверстий в опорах. Если зазор между шейками распределительного вала и опорами превышает 0,2 мм (предельный износ), корпус подшипников замените. Внутренние опорные поверхности должны быть гладкими, без задиров; если имеются повреждения на поверхности или трещины на корпусе, замените корпус подшипников распределительного вала. Натяжитель Разборка и сборка. Для разборки натяжителя цепи снимите колпачковую фиксирующую гайку 1 (см. рис. 16), зажимный сухарь 9 и пружинное кольцо 4, затем выньте плунжер 7, пружину 5 и стержень 3 вместе с пружиной 8 и шайбой 6. Сборку производите в обратном порядке.
|
||||||||||||
|
|
|
|
|
|
|
Лист |
||||||
|
|
|
|
|
|
23 |
|||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||
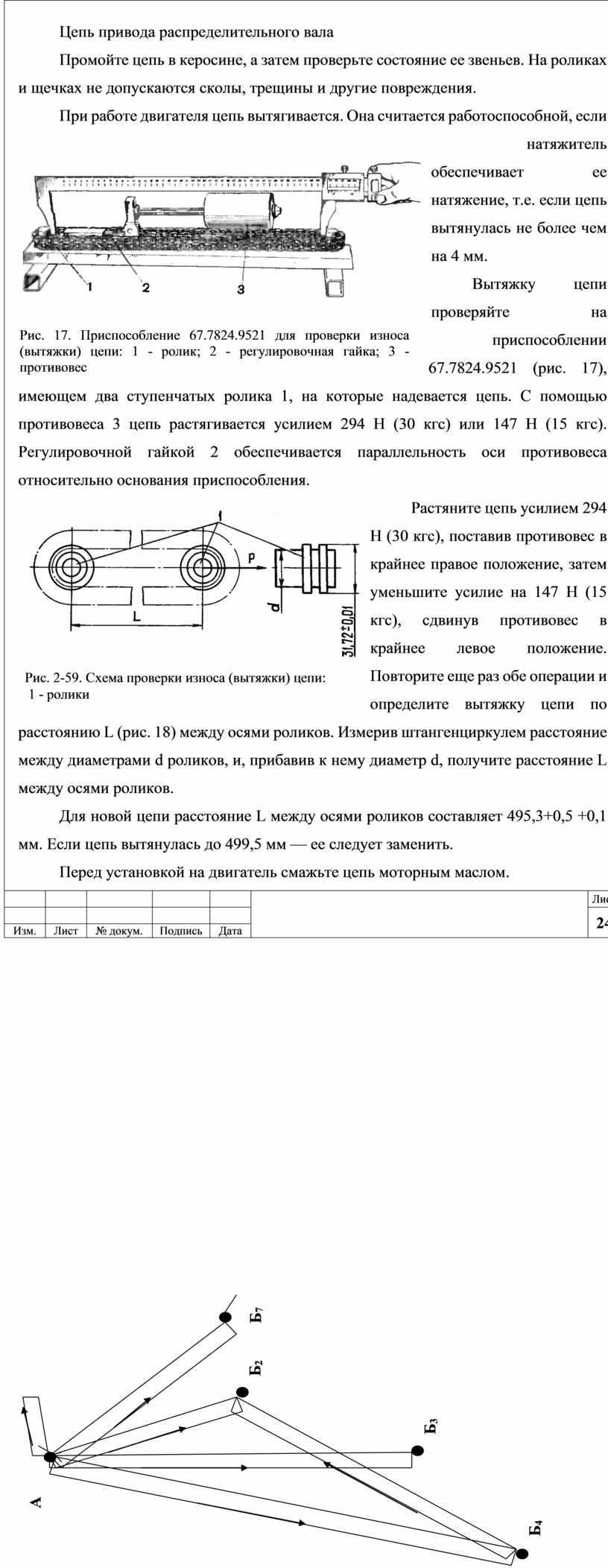
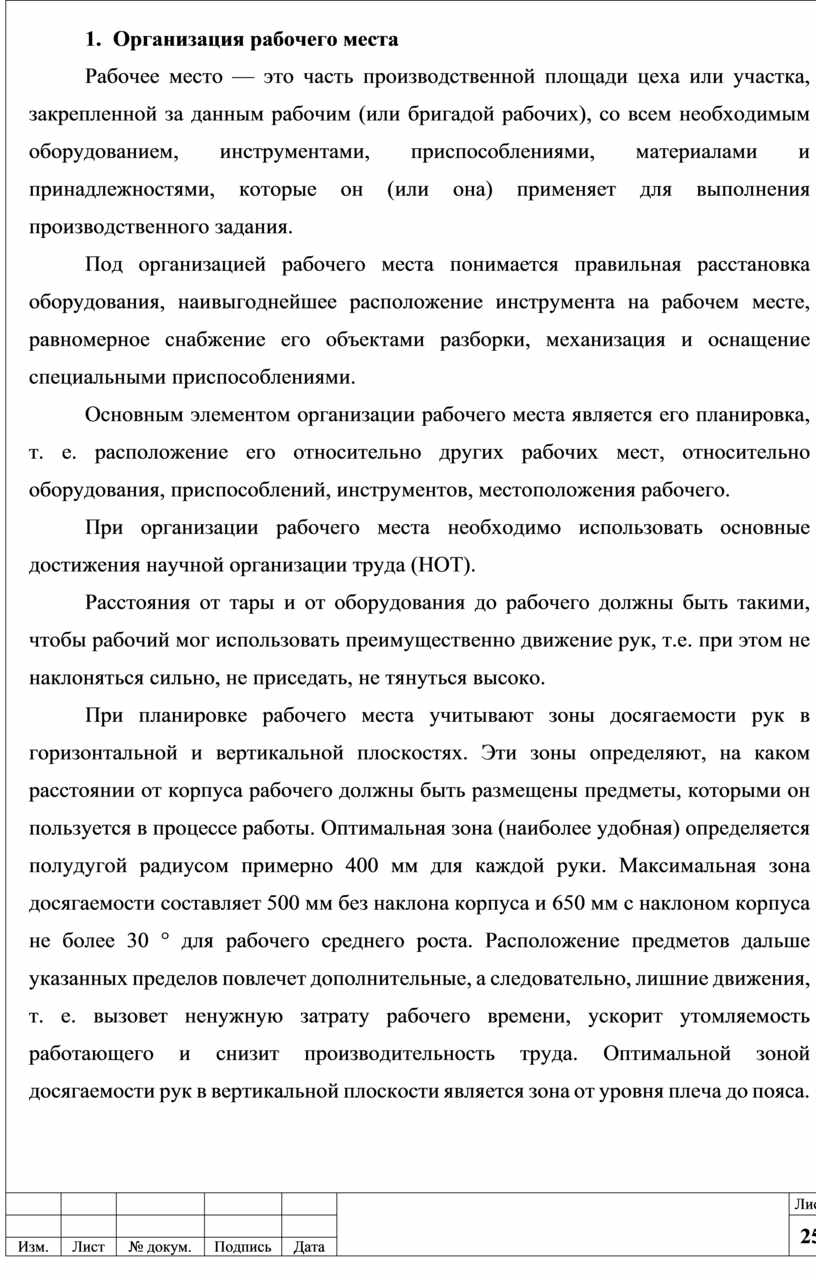
|
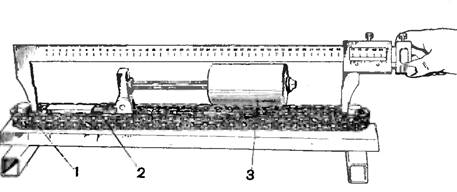
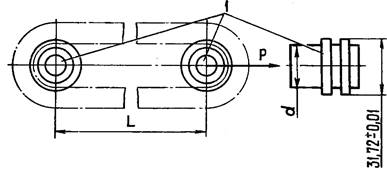
Цепь привода распределительного вала Промойте цепь в керосине, а затем проверьте состояние ее звеньев. На роликах и щечках не допускаются сколы, трещины и другие повреждения. При работе двигателя цепь вытягивается. Она считается работоспособной, если натяжитель обеспечивает ее натяжение, т.е. если цепь вытянулась не более чем на 4 мм.
Для новой цепи расстояние L между осями роликов составляет 495,3+0,5 +0,1 мм. Если цепь вытянулась до 499,5 мм — ее следует заменить. Перед
установкой на двигатель смажьте цепь моторным маслом. |
||||||||||||
|
|
|
|
|
|
|
Лист |
||||||
|
|
|
|
|
|
24 |
|||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||
3. Организация рабочего места Рабочее место — это часть производственной площади цеха или участка, закрепленной за данным рабочим (или бригадой рабочих), со всем необходимым оборудованием, инструментами, приспособлениями, материалами и принадлежностями, которые он (или она) применяет для выполнения производственного задания. Под организацией рабочего места понимается правильная расстановка оборудования, наивыгоднейшее расположение инструмента на рабочем месте, равномерное снабжение его объектами разборки, механизация и оснащение специальными приспособлениями. Основным элементом организации рабочего места является его планировка, т. е. расположение его относительно других рабочих мест, относительно оборудования, приспособлений, инструментов, местоположения рабочего. При организации рабочего места необходимо использовать основные достижения научной организации труда (НОТ). Расстояния от тары и от оборудования до рабочего должны быть такими, чтобы рабочий мог использовать преимущественно движение рук, т.е. при этом не наклоняться сильно, не приседать, не тянуться высоко. При планировке рабочего места учитывают зоны досягаемости рук в горизонтальной и вертикальной плоскостях. Эти зоны определяют, на каком расстоянии от корпуса рабочего должны быть размещены предметы, которыми он пользуется в процессе работы. Оптимальная зона (наиболее удобная) определяется полудугой радиусом примерно 400 мм для каждой руки. Максимальная зона досягаемости составляет 500 мм без наклона корпуса и 650 мм с наклоном корпуса не более 30 ° для рабочего среднего роста. Расположение предметов дальше указанных пределов повлечет дополнительные, а следовательно, лишние движения, т. е. вызовет ненужную затрату рабочего времени, ускорит утомляемость работающего и снизит производительность труда. Оптимальной зоной досягаемости рук в вертикальной плоскости является зона от уровня плеча до пояса.
|
||||||||||||
|
|
|
|
|
|
|
Лист |
||||||
|
|
|
|
|
|
25 |
|||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||
При организации рабочих мест руководствуются следующими требованиями: на посты разборки и ремонта агрегаты, узлы и детали должны поступать тщательно вымытыми и очищенными; рабочее место должно предусматривать максимальную экономию движений рабочего, что должно быть заложено в конструкцию оборудования (высота конвейера, стенда), взаимное расположение рабочих мест и т.д.; рабочее место должно быть оснащено средствами механизации основных и вспомогательных работ, необходимой документацией, местом для инструмента, специализированной тарой; на рабочем месте должно находиться только то, что требуется для выполнения данного задания; приспособления и инструменты должны быть расположены на расстоянии вытянутой руки, причем их следует разложить в строгой последовательности их применения, а не разбрасывать и не накладывать друг на друга; все, что берется левой рукой, должно быть расположено слева, а все, что берется правой, — справа. Все, что берется обеими руками, должно находиться впереди; режущие инструменты следует укладывать на деревянные подставки так, чтобы они были предохранены от повреждений; чертежи, инструкции и другую документацию нужно помещать для удобства пользования на видном месте; во время работы рабочий обязан в течение всего рабочего дня полностью использовать все рабочее время, не отвлекаясь от работы, и не отлучаться с рабочего места; использовать приспособления и инструмент только по его назначению и предохранять его от повреждений и загрязнения; строго соблюдать правила техники безопасности; по окончании работы рабочий обязан привести в порядок свое рабочее место, а также прилегающую к нему площадь, инструменты и приспособления, применявшиеся при работе.
|
||||||||||||
|
|
|
|
|
|
|
Лист |
||||||
|
|
|
|
|
|
26 |
|||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||
Основные требования техники безопасности: участок должен иметь прочные несгораемые стены. Полы на участке должны иметь ровную (без порогов) гладкую, но не скользкую удароустойчивую, не впитывающую нефтепродукты поверхность. Их необходимо систематически очищать от смазки и грязи. Потолки и стены следует закрашивать краской светлых тонов; оборудование должно быть расставлено с соблюдением необходимых разрывов. Не допускается скопления на участке большого количества агрегатов и деталей. Запрещается загромождать проходы, проезды и подходы к доскам с пожарным инструментом и огнетушителями; для обеспечения электробезопасности производственное помещение окольцовывают шиной заземления, расположенной на 0,5 м от пола и снабженной надежными контактами. Все корпусы электродвигателей, а также металлические части оборудования, которые могут оказаться под напряжением, должны быть занулены или заземлены. Переносной электроинструмент можно применять при условии его исправности при напряжении не более 36 В. Если переносной электроинструмент работает от напряжения большего, чем 36 В, то он должен выдаваться вместе с защитными приспособлениями (диэлектрические перчатки, обувь, коврики и др.). При перерыве в подаче электроэнергии немедленно отключить инструмент и приспособления; при работе пневматическим инструментом его во время работы держат двумя руками — за рукоятку и корпус; при неисправности пневмоинструмент отключают от воздухопровода; вставляют и вынимают рабочий инструмент только после выключения пневмоинструмента. Шланг не должен иметь изломов, разрывов, потертостей, порезов. Следует избегать натяжения, петления и перекручивания шланга. Попадание на шланг масла и других нефтепродуктов тоже нежелательно. Отсоединять шланг от воздухопровода или инструмента следует только после закрытия крана, подающего сжатый воздух в шланг, так как сжатый воздух может вырвать шланг из рук и травмировать;
|
||||||||||||
|
|
|
|
|
|
|
Лист |
||||||
|
|
|
|
|
|
27 |
|||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||
разбирать агрегаты, имеющие пружины, разрешается только на специальных стендах или при помощи приспособлений, обеспечивающих безопасную работу; при выпрессовке деталей, имеющих плотную посадку, на прессах последние следует снабжать защитными решетками; освещенность рабочих мест искусственным светом должна соответствовать для работ средней точности при малом контрасте различения объекта с фоном (фон светлый). Все стационарные светильники должны быть прочно укреплены, чтобы они не давали качающихся теней. |
||||||||||||
|
|
|
|
|
|
|
Лист |
||||||
|
|
|
|
|
|
28 |
|||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||
|
Литература:
1. Автомобили семейства ВАЗ-2106. Руководство по техническому обслуживанию и ремонту. С.Н. Косарев, П. Л. Козлов. — М.: ООО «Книжное издательство «За рулём», 2006. — 192 с. + 8 с. вкл. 2. Епифанов Л. И., Епифанова Е. А. - Техническое обслуживание и ремонт автомобилей: учебное пособие для студентов учреждений среднего профессионального образования – М.: Форум: ИНФРА, 2003-280с. ил. 3. Карагодин В.И. Ремонт автомобилей и двигателей: Учеб. для студ. сред. проф. учеб. заведений / В. И. Карагодин, Н. Н. Митрохин. - 2-е изд., стер. -М.: Издательский центр «Академия», 2003. - 496 с. 4. Крамаренко Г. В., Барашков И. В. Техническое обслуживание автомобилей: Учебник для автотранспортных техникумов. — М.: Транспорт, 1982.— 368 с, ил. 5. Третьяков А.М., - Справочник молодого слесаря по техническому обслуживанию и ремонту автомобилей. – 3-е изд., стер. – М.: Высш. шк., 1989. – 255 с., ил.
|
||||||||||||
|
|
|
|
|
|
|
Лист |
||||||
|
|
|
|
|
|
29 |
|||||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
||||||||
Скачано с www.znanio.ru

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.