Поделиться

Тема: «Выполнение заклепочных соединений методом клепки»
ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ № 117
ФСИН РОССИИ
Филиал №6
Профессия: 18599 «Слесарь-ремонтник»
УРОК УЧЕБНОЙ ПРАКТИКИ

Цель урока:
Формирование навыков выполнения неразъемных соединений методом клепки.
Актуализация знаний
1) Что такое «разметка»?
2) Для каких целей используется опиливание заготовки?
Перечислите требования охраны труда перед работой на сверлильном станке.
Каким образом выбирается материал для изготовления заклепки?
На заготовке имеется небольшой изгиб. Каким образом можно его исправить?
КЛЕПКОЙ называется процесс соединения двух или нескольких деталей при помощи заклепок. Этот вид соединения относится к группе неразъемных, так как разъединение склепанных деталей возможно только путем разрушения
соответствующих частей заклепок.
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ широко применяются при изготовлении металлических конструкций мостов, ферм, рам, балок, резервуаров и сосудов для жидкостей, а также в котлостроении, самолетостроении, судостроении и др.
Объяснение нового
материала
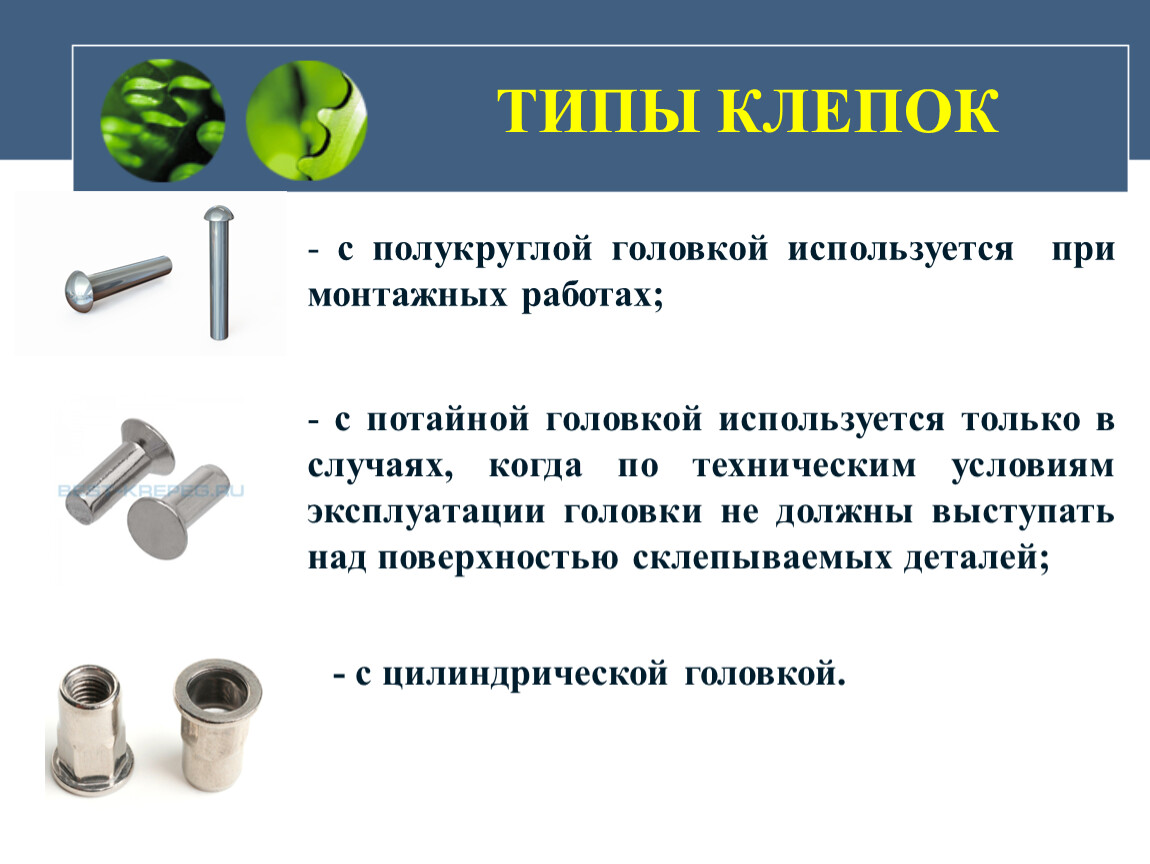
ТИПЫ КЛЕПОК
- с полукруглой головкой используется при монтажных работах;
- с потайной головкой используется только в случаях, когда по техническим условиям эксплуатации головки не должны выступать над поверхностью склепываемых деталей;
- с цилиндрической головкой.

ТИПЫ ЗАКЛЕПОЧНЫХ ШВОВ
ВИДЫ ЗАКЛЕПОЧНЫХ ШВОВ
В зависимости от характера и назначения заклепочного соединения заклепочные швы делятся на три вида: прочные, плотные и прочно-плотные.
Прочный шов применяют для получения соединений повышенной прочности. Эти швы применяются при клепке балок, колонн, мостов и других металлических конструкций.
Плотный шов применяют для получения достаточно плотной и герметичной конструкции при небольших нагрузках. Эти швы применяют при изготовлении резервуаров, не подвергающихся высоким давлениям (открытые баки для жидкости), и других изделий.
Прочно-плотный шов применяют для получения прочного и вместе с тем непроницаемого для пара, газа, воды и других жидкостей соединения, например в паровых котлах и различных резервуарах с высоким внутренним давлением.
ОПРЕДЕЛЕНИЕ РАЗМЕРА И КОЛИЧЕСТВА КЛЕПОК
Замерить толщину склепываемых деталей встык с одной накладкой. Диаметр заклепки определяется по формуле d=2P; где Р – толщина детали.
длина заклепки L=P1+P2+L0, L0=(1,2…1,5)d,
где L0 длина выступающей части стержня.
Расчет и выбор диаметра и длины заклепки
Расчет количества заклепок в ряду
Замеряем ширину детали S.
Определяем расстояние от кромки детали до центра первой заклепки а=1,5d.
3. Определяем шаг между заклепками: t=3d.
4. Определяем количество заклепок: S/t.
РАЗМЕТКА ПОВЕРХНОСТЕЙ ДЛЯ КЛЕПКИ
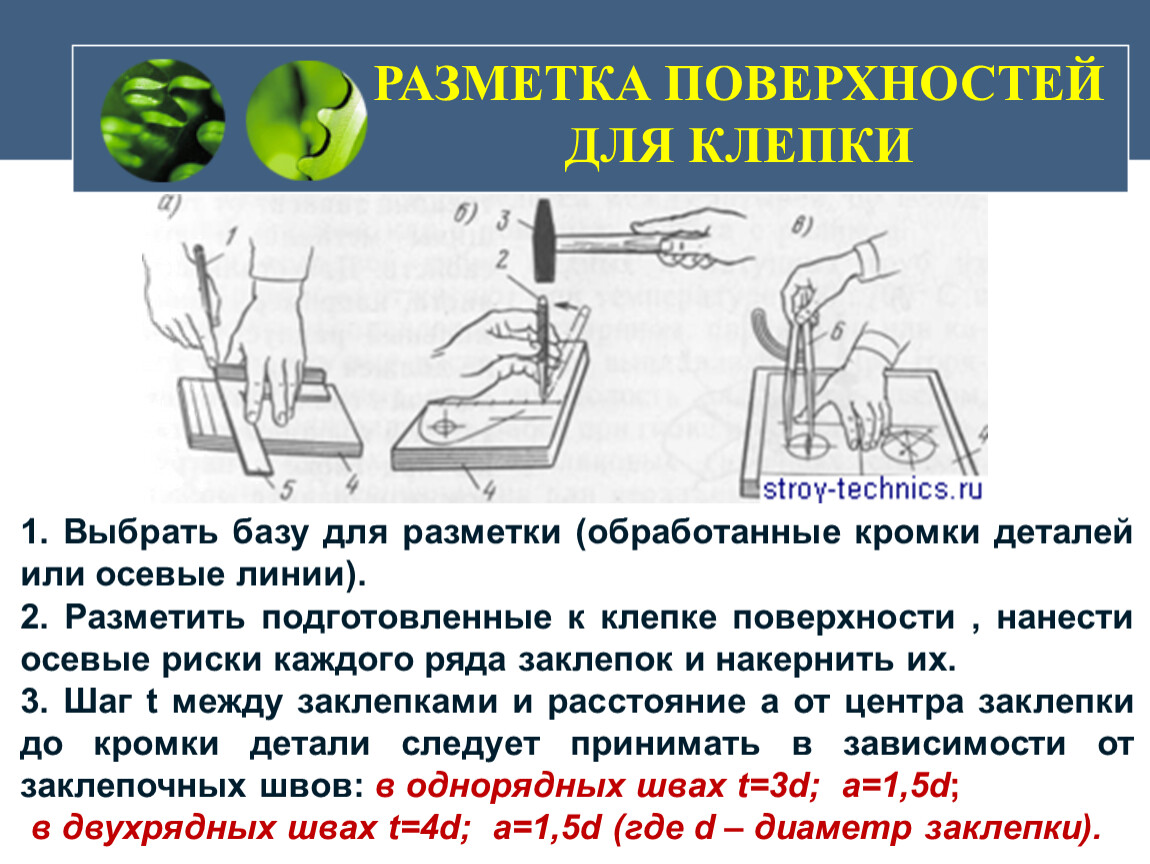
1. Выбрать базу для разметки (обработанные кромки деталей или осевые линии).
2. Разметить подготовленные к клепке поверхности , нанести осевые риски каждого ряда заклепок и накернить их.
3. Шаг t между заклепками и расстояние a от центра заклепки до кромки детали следует принимать в зависимости от заклепочных швов: в однорядных швах t=3d; a=1,5d;
в двухрядных швах t=4d; a=1,5d (где d – диаметр заклепки).
ВЫБОР ДИАМЕТРА СВЕРЛА И МАССЫ МОЛОТКА
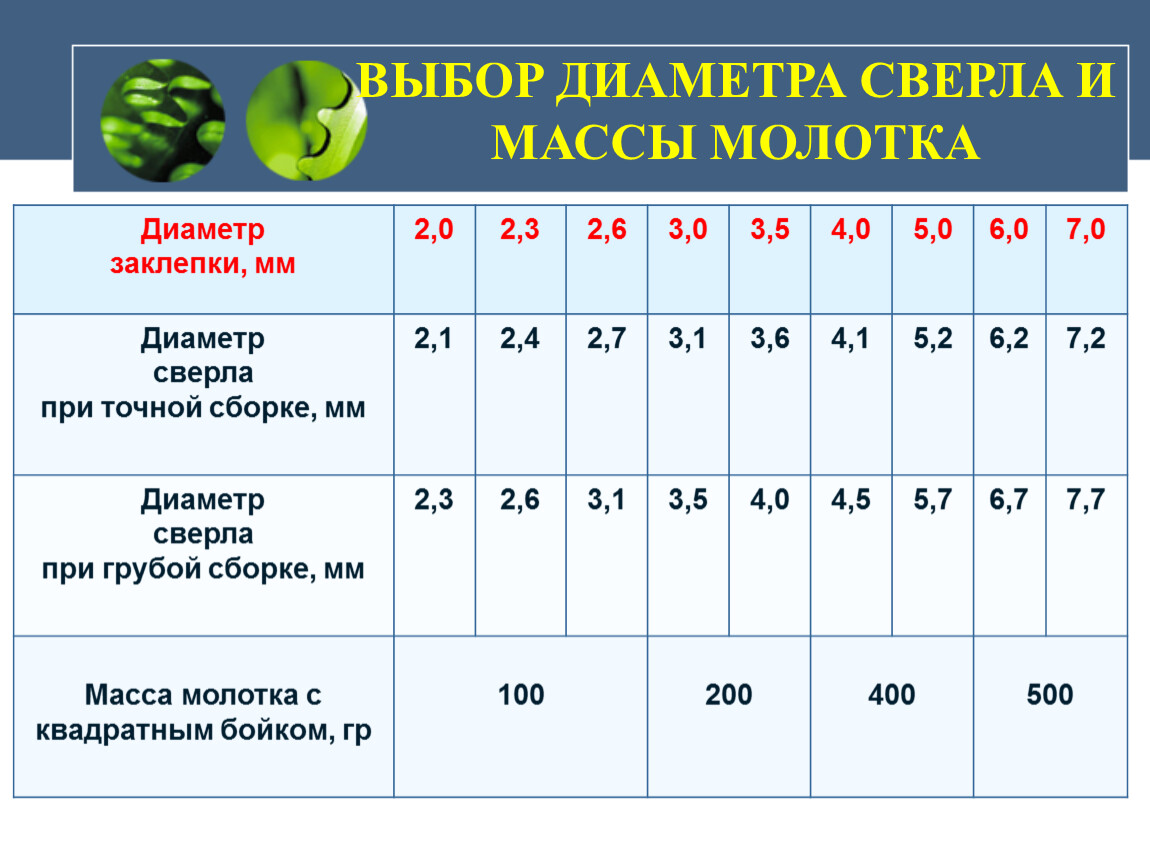
Диаметр | 2,0 | 2,3 | 2,6 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 |
Диаметр | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,1 | 5,2 | 6,2 | 7,2 |
Диаметр | 2,3 | 2,6 | 3,1 | 3,5 | 4,0 | 4,5 | 5,7 | 6,7 | 7,7 |
|
|
|
|
| |||||
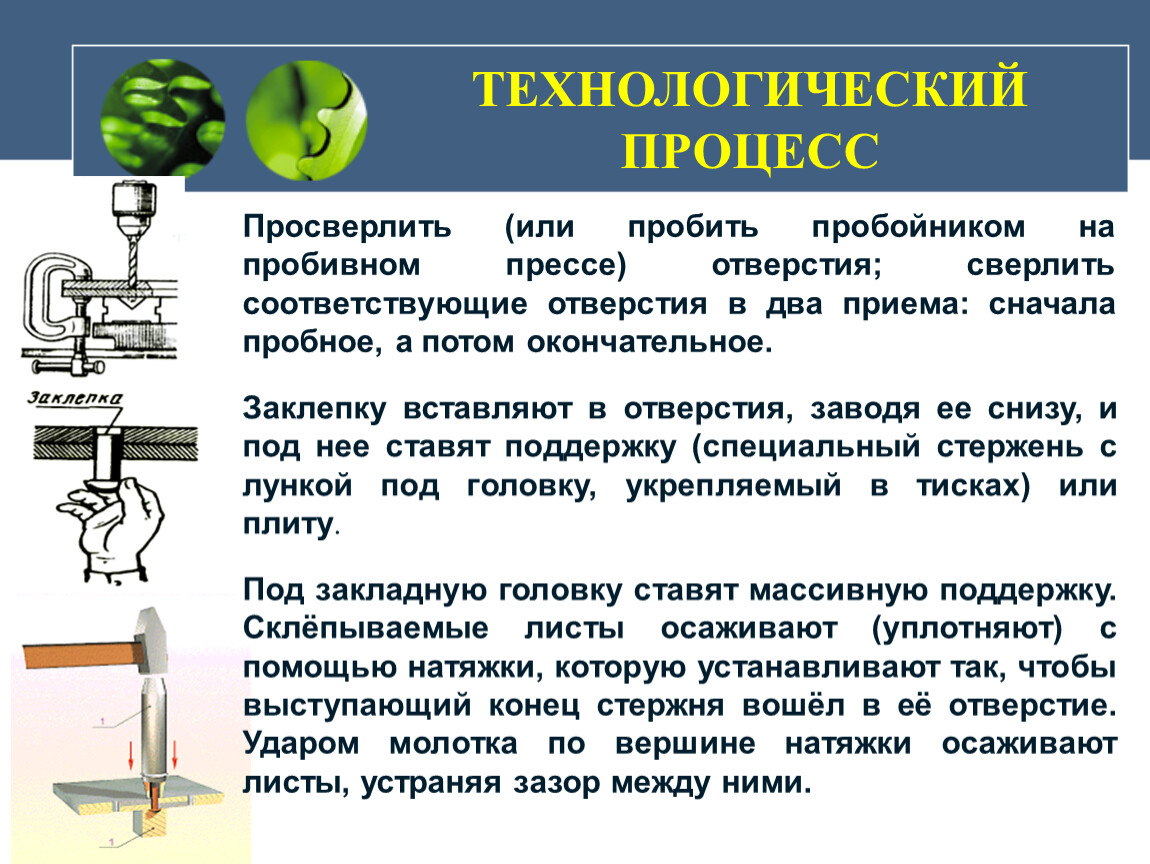
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Заклепку вставляют в отверстия, заводя ее снизу, и под нее ставят поддержку (специальный стержень с лункой под головку, укрепляемый в тисках) или плиту.
Под закладную головку ставят массивную поддержку. Склёпываемые листы осаживают (уплотняют) с помощью натяжки, которую устанавливают так, чтобы выступающий конец стержня вошёл в её отверстие. Ударом молотка по вершине натяжки осаживают листы, устраняя зазор между ними.
Просверлить (или пробить пробойником на пробивном прессе) отверстия; сверлить соответствующие отверстия в два приема: сначала пробное, а потом окончательное.

ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Сильными ударами осаживают стержень, а затем боковыми ударами формируют головку и окончательно оформляют ее обжимкой.
При расклёпывании металл упрочняется, поэтому стремятся к возможно меньшему числу ударов, Сначала несколькими ударами молотка осаживают стержень, затем боковыми ударами молотка придают полученной головке необходимую форму, после чего обжимкой окончательно оформляют замыкающую головку.
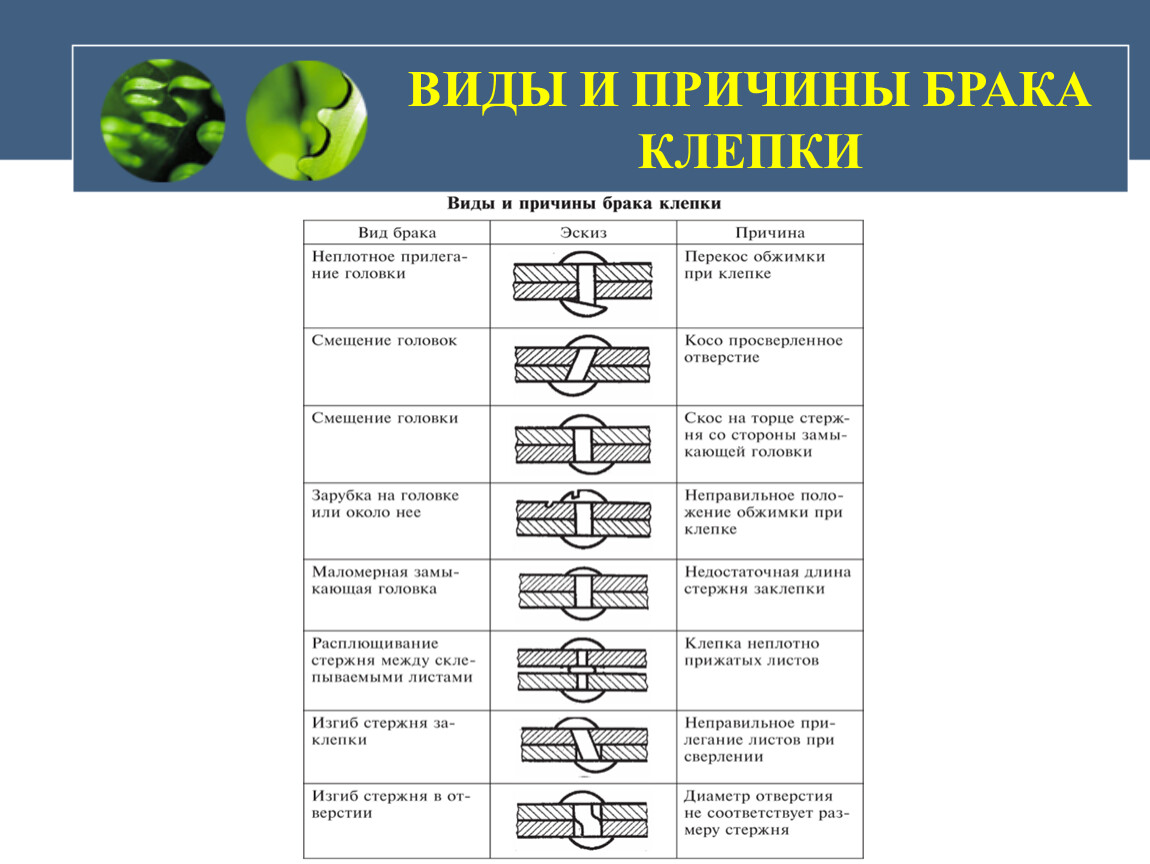
ВИДЫ И ПРИЧИНЫ БРАКА КЛЕПКИ
ЗАДАНИЕ
Упражнение 1:
Соединение двух деталей встык с одной накладкой двухрядным заклёпочным швом
- опилить заготовки в размер;
- разметить и высверлить в них отверстия;
- склепать пластины встык с одной накладкой двухрядным заклепочным швом заклепками с полукруглыми головками.
Упражнение 2:
Соединение двух деталей внахлёст однорядным
заклёпочным швом
- опилить заготовки в размер;
- разметить и высверлить в них отверстия;
- склепать пластины внахлёст однорядным заклепочным швом заклёпками с полукруглыми головками.
Оценка «3»:
При выполнении задания обучающийся показывает недостаточно точное владение приемами работ, использует инструмент не по назначению, допускает ошибки в ходе выполнения задания, не всегда применяет инструкционно - технологическую карту.
Оценка « 4»:
Обучающийся умеет читать и правильно применять инструкционно - технологическую карту, владеет приемами выполнения работ, возможны отдельные несущественные ошибки, исправляемые самим обучающимся. Выполняет задание самостоятельно, владеет навыками самоконтроля. Самостоятельно планирует работу, организует рабочее место.
Оценка «5»:
Обучающийся рационально организует рабочее место, выполняет работу согласно инструкционно - технологической карте, соблюдает требования охраны труда. Выполняет задание самостоятельно, владеет навыками самоконтроля.
КРИТЕРИИ ОЦЕНКИ
Задание на дом:
СПАСИБО ЗА ВНИМАНИЕ !
В целях закрепления данной темы самостоятельно составьте инструкционно-технологическую карту по сборке неразъемных соединений деталей внахлест заклепкой с потайной головкой.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.