Данное методическое пособие представляет краткий сборник лекций по предмету «Детали машин » студентов 3 курса ПССЗ специальности 23.02.03 «ТО и ремонт автомобильного транспорта » и является дополнительным пособием для подготовки студентов к контрольным работам , к сдаче экзамена и при выполнении расчетно-графических задач. Методическое пособие разработано в соответствии с рабочей программой по дисциплине, составленной на основе требований ФГОС.Методическое пособие предназначено для студентов третьего курса специальности 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта». Пособие составлено на основе образовательных стандартов и рабочей программы предмета «Детали машин» при изучении объёмом 96 аудиторных часа, и , который является продолжением дисциплины «Техническая механики» и выделен был в отдельный предмет с целью максимально приближение к программа общепрофессиональных дисциплин технических вузов.
Государственное бюджетное профессиональное
образовательное учреждение
Воронежской области
«Воронежский государственный промышленнотехнологический колледж»
(ГБПОУ ВО «ВГПТК»)
ДЕТАЛИ МАШИН
Учебнометодическое пособие
для самостоятельной работы студентов 3 курса
специальности
23.02.03 «Техническое обслуживание и
ремонт автомобильного транспорта»
Составитель : канд. пед. наук О. Е. НаумовВоронеж 2016 г.
ББК 30.12
Данное методическое пособие представляет краткий сборник лекций по предмету
«Детали машин » студентов 3 курса ПССЗ специальности 23.02.03 «ТО и ремонт
автомобильного транспорта » и является дополнительным пособием для подготовки
студентов к контрольным работам , к сдаче экзамена и при выполнении расчетно
графических задач. Методическое пособие разработано в соответствии с рабочей
программой по дисциплине, составленной на основе требований ФГОС.
Рецензенты: доцент кафедры «Транспортных машин» ВГАСУ,
канд. техн. наук С.А.Никитин
Печатается по решению методического совета Воронежского государственного
промышленнотехнологического колледжа
2Пояснительная записка.
Методическое пособие предназначено для студентов третьего курса
специальности
23.02.03 «Техническое обслуживание и ремонт автомобильного
транспорта». Пособие составлено на основе образовательных стандартов и рабочей
программы предмета «Детали машин» при изучении объёмом 96 аудиторных часа,
и , который является продолжением дисциплины «Техническая механики» и выделен
был в отдельный предмет с целью максимально приближение к программа
общепрофессиональных дисциплин технических вузов.
В пособии в краткой форме изложены основные теоретические вопросы,
определения, формулы, которые рассматриваются на лекционных занятиях.
Материал построен таким образом, что по мере изучения основных формул и
понятий каждой темы, студенту предлагается ответить на отдельные вопросы.
Рассматриваемые вопросы относятся к зачетному материалу, на них студент
будет отвечать по окончанию изучения всего курса. Полный список вопросов и
дополнительная литература, предложена в конце пособия.
В методическом пособии намеренно опущена часть поясняющих схем и
графических рисунков, так как они подробно рассматриваются на уроках
предмета и в процессе решения практических задач.
Такой нестандартный подход позволяет дифференцированно обучать и
оценивать знания студентов, и реализовать матричную технологию обучения,
применяемую автором на уроках. Слабому студенту он дает возможность
подготовить минимальный объем знаний для сдачи зачета, сильному более
углубленно и творчески изучить предмет, преподавателю высвободить время для
прямого диалога со студентами при изучении сложных тем и разделов предмета
«Детали машин».
3ДЕТАЛИ И МЕХАНИЗМЫ МАШИН
1.1. Машины и их основные элементы
Человек создал машины для производства различных видов работ или преобразования энергии.
Современные машины обеспечивают резкое повышение производительности труда человека. На
пример, человек в течение длительного времени может развивать мощность не более 0,1 кВт, а
мощность машинпреобразователей энергии (электрических генераторов) достигает 1200 МВт.
Любая машина состоит из двигательного, передаточного и исполнительного механизмов. Например,
у металлорежущего станка двигательным механизмом является электромотор, а у автомобиля
двигатель внутреннего сгорания; исполнительным механизмом (его также называют рабочим
органом) у токарного станка является суппорт с режущим инструментом, а у автомобиля колеса.
Передаточные механизмы преобразовывают и передают движение от двигателя к рабочим органам.
Так, в токарном станке движение от электродвигателя к суппорту, т.е. исполнительному механизму,
передается через ременную передачу, коробку скоростей, коробку подач, ходовой винт и ряд
зубчатых кинематических пар. В автомобиле функцию передаточных механизмов выполняют коробка
скоростей и карданный вал. Таким образом, механизм это внутреннее устройство машины,
приводящее ее в действие.
Детали машин это составные части машин и механизмов, каждая из которых изготовлена без
применения сборки (например, вал, шестерня, болт, шплинт, ходовой винт станка, гайка). Число де
талей в сложных машинах может измеряться десятками и сотнями тысяч. Например, в автомобиле
более 15 тысяч деталей, в автоматизированных комплексах прокатного оборудования более
миллиона.
Что называется деталями машин?
В машине можно выделить совокупность совместно работающих деталей, которые представляют
собой конструктивно обособленные единицы, объединенные одним назначением; эти сборочные
единицы называют узлами. Узлы одной машины можно изготавливать на разных заводах.
Примерами таких узлов являются муфты, редукторы, электрошпиндели, шарикоподшипники.
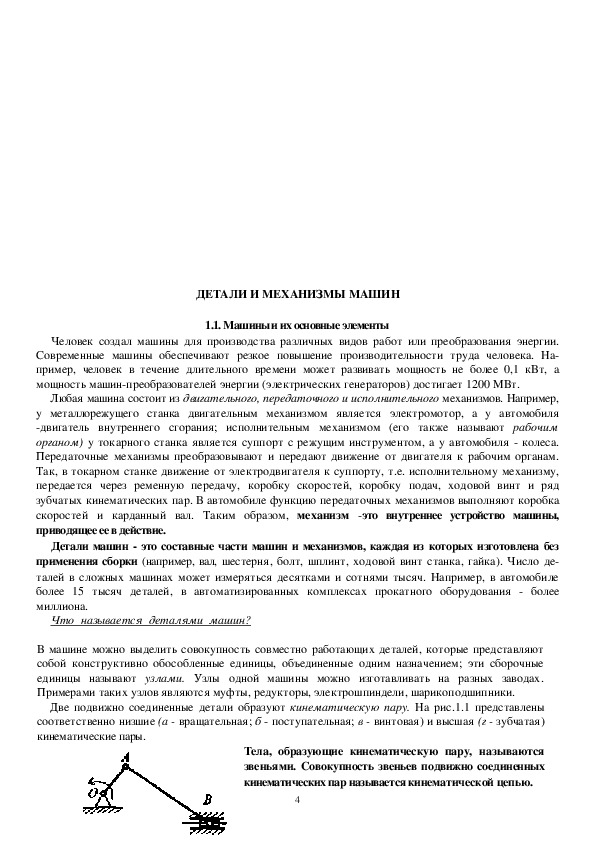
Две подвижно соединенные детали образуют кинематическую пару. На рис.1.1 представлены
соответственно низшие (а вращательная; б поступательная; в винтовая) и высшая (г зубчатая)
кинематические пары.
Тела, образующие кинематическую пару, называются
звеньями. Совокупность звеньев подвижно соединенных
кинематических пар называется кинематической цепью.
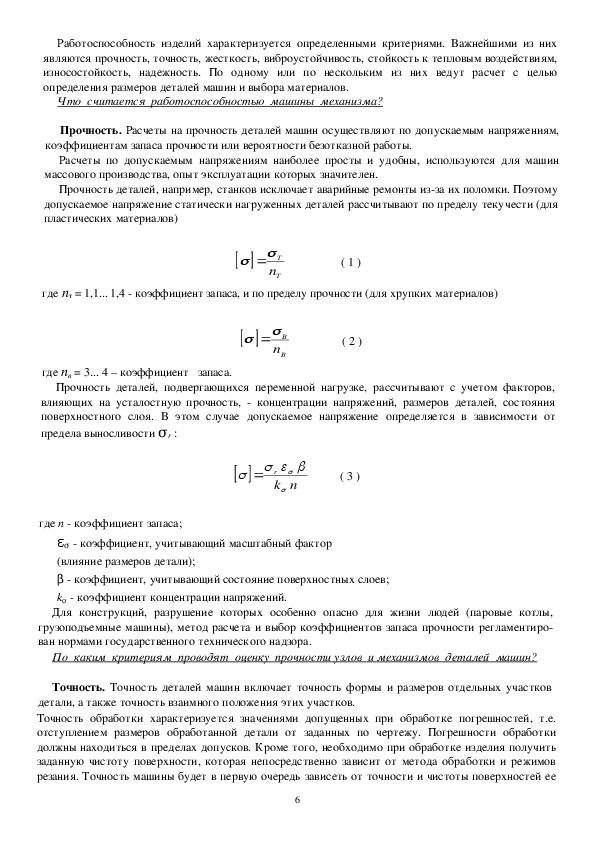
4На рис. 2 представлены кинематические цепи, состоящие из пары зубчатых колес (рис. 2, а), а
также цилиндрических, конической и червячной пар (рис. 2, б). Если в кинематической
Рис.1 цепи одно звено закреплено, то она
является механизмом (рис.3).
В машиностроении при вычерчивании различных кинематических пар приняты условные
обозначения, утвержденные ГОСТом 2.77068*
Что называется механизмом машины?
Рис. 2
Основные критерии работоспособности и
расчета деталей машин
Объект рассмотрения в машиностроении называют изделием. Таковым может быть отдельная
деталь, кинематическая пара, узел, машина или система машин. Каждое изделие характеризуется
определенными выходными параметрами. Например, в соответствии с нормативными техническими
документами координатнорасточный станок с ЧПУ (т.е. машина в целом) должен иметь точность
позиционирования 5 мкм. Если с течением времени и при обработке отверстия в корпусной детали
на станке не достигается заданная точность межосевых расстояний, то считается, что станок
потерял свою работоспособность, хотя он как машина функционирует. Такое заключение связано с
тем, что выходной параметр станка (точность позиционирования) вышел за предел, установленный
нормативнотехнической документацией (НТД).
Работоспособность это состояние изделия, при котором оно способно выполнять свои
функции, сохраняя значения заданных выходных параметров в пределах, установленных НТД.
Детали машин должны сохранять эксплуатационные показатели и выполнять свои функции в
течение заданного срока службы, а также должны иметь минимальную стоимость изготовления и
эксплуатации.
5Работоспособность изделий характеризуется определенными критериями. Важнейшими из них
являются прочность, точность, жесткость, виброустойчивость, стойкость к тепловым воздействиям,
износостойкость, надежность. По одному или по нескольким из них ведут расчет с целью
определения размеров деталей машин и выбора материалов.
Что считается работоспособностью машины механизма?
Прочность. Расчеты на прочность деталей машин осуществляют по допускаемым напряжениям,
коэффициентам запаса прочности или вероятности безотказной работы.
Расчеты по допускаемым напряжениям наиболее просты и удобны, используются для машин
массового производства, опыт эксплуатации которых значителен.
Прочность деталей, например, станков исключает аварийные ремонты изза их поломки. Поэтому
допускаемое напряжение статически нагруженных деталей рассчитывают по пределу текучести (для
пластических материалов)
где nт = 1,1... 1,4 коэффициент запаса, и по пределу прочности (для хрупких материалов)
( 1 )
Т
n
Т
( 2 )
В
n
В
где пв = 3... 4 – коэффициент запаса.
Прочность деталей, подвергающихся переменной нагрузке, рассчитывают с учетом факторов,
влияющих на усталостную прочность, концентрации напряжений, размеров деталей, состояния
поверхностного слоя. В этом случае допускаемое напряжение определяется в зависимости от
предела выносливости σr :
r
nk
( 3 )
где п коэффициент запаса;
εσ коэффициент, учитывающий масштабный фактор
(влияние размеров детали);
kσ коэффициент концентрации напряжений.
β
коэффициент, учитывающий состояние поверхностных слоев;
Для конструкций, разрушение которых особенно опасно для жизни людей (паровые котлы,
грузоподъемные машины), метод расчета и выбор коэффициентов запаса прочности регламентиро
ван нормами государственного технического надзора.
По каким критериям проводят оценку прочности узлов и механизмов деталей машин?
Точность. Точность деталей машин включает точность формы и размеров отдельных участков
детали, а также точность взаимного положения этих участков.
Точность обработки характеризуется значениями допущенных при обработке погрешностей, т.е.
отступлением размеров обработанной детали от заданных по чертежу. Погрешности обработки
должны находиться в пределах допусков. Кроме того, необходимо при обработке изделия получить
заданную чистоту поверхности, которая непосредственно зависит от метода обработки и режимов
резания. Точность машины будет в первую очередь зависеть от точности и чистоты поверхностей ее
6деталей. Однако при проектировании и изготовлении машин нужно учитывать и другие факторы,
которые могут снижать ее точность.
Рассмотрим металлорежущий станок. В координатнорасточном станке под влиянием усилий,
возникающих при резании, узлы деформируются и изменяют свое относительное положение. В ре
зультате отжатий узлов станка под нагрузкой происходит искажение траекторий движения
инструмента относительно заготовки. Точность обработки изделия при этом будет снижаться.
Следовательно, на точность координатнорасточного станка (т.е. машины) оказывает влияние
жесткость узлов. Кроме того, точность измерительных и отсчетных устройств этого станка,
предназначенных для перемещения стола с изделием относительно инструмента, будет оказывать
большое влияние на точность обработки. Следовательно, и этот фактор будет влиять на точность
станка.
Неточность обработки на станке может возникнуть в результате температурных деформаций узлов
и деталей станка, а также вследствие снижения качества зубчатых колес и ходового винта, которое
влияет на точность кинематической цепи станка. Особенно это актуально для зуборезных станков,
винторезных, зубо и резьбошлифовальных. Кинематическая точность в зуборезных станках
существенно зависит от точности изготовления и монтажа червяка и червячного колеса в делительной
цепи.
При конструировании других машин (автомобилей, самолетов, подъемных кранов) должны быть
учтены конкретные факторы, которые могут снижать точность проектируемой машины.
Что такое точность деталей машин ?
Жесткость. Критерий жесткости в машинах является одним из важнейших. Особенно большое
значение он имеет в станкостроении. Например, прецизионные станки приходится проектировать
значительно более массивными, чем другие машины для тех же нагрузок и мощностей.
Жесткость станка влияет на точность обработки, виброустойчивость и долговечность.
Жесткостью узла называется его способность сопротивляться появлению упругих отжатий под
действием нагрузки. Она может быть определена как отношение силы F(H), приложенной к узлу в
заданном направлении, к упругому отжатию этого узла
(мм):
δ
j ( 4 )
F
Как оценить жесткость узла машины?
Износостойкость. В результате постепенного изменения поверхностей трения при взаимодействии
двух сопряженных деталей происходит износ. Изнашивание представляет собой процесс
постепенного уменьшения размеров и формы деталей. По статистике большинство деталей машин
выходит из строя изза износа. При износе в миниатюре происходят те же разрушения: пластические
и упругие деформации, сдвиг, усталостные разрушения.
Для большинства деталей наиболее характерен абразивный износ. Абразивные частицы могут
попадать извне в смазку или непосредственно на трущиеся поверхности; за счет резания или
царапания с отделением микростружки они разрушают эти поверхности. Кроме того, при
относительном перемещении двух поверхностей микровыступы испытывают переменные напряжения,
вследствие чего в дальнейшем наступает усталостное разрушение. Появляются микротрещины, что
способствует отделению частичек материала. Таким образом, износ при перемещении двух
поверхностей сопровождается абразивным износом за счет отделившихся частиц.
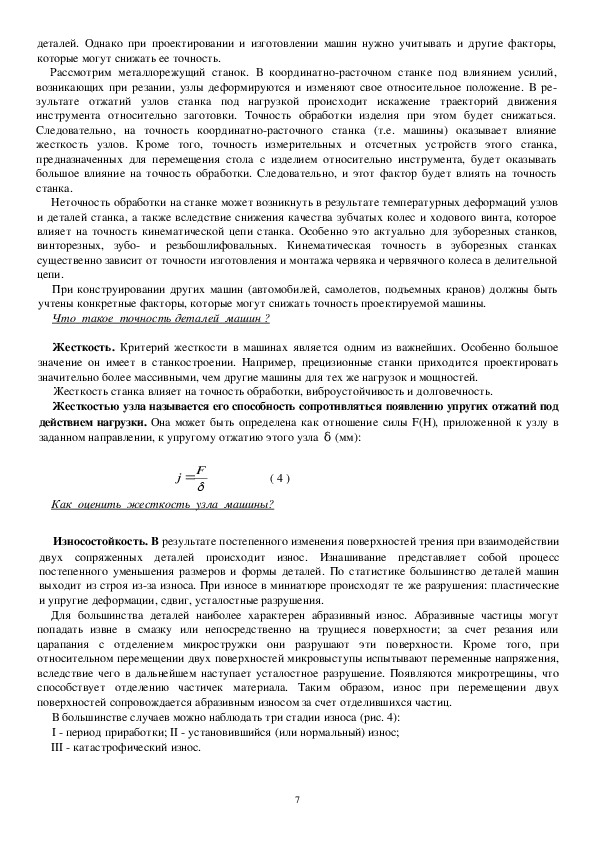
В большинстве случаев можно наблюдать три стадии износа (рис. 4):
I период приработки; II установившийся (или нормальный) износ;
III катастрофический износ.
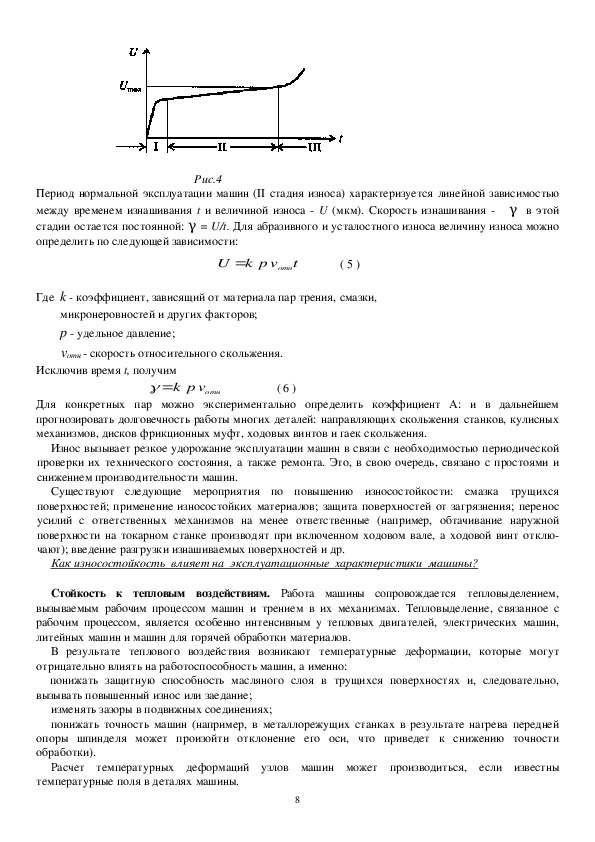
7Рис.4
Период нормальной эксплуатации машин (II стадия износа) характеризуется линейной зависимостью
между временем изнашивания t и величиной износа U (мкм). Скорость изнашивания γ в этой
стадии остается постоянной: γ = U/t. Для абразивного и усталостного износа величину износа можно
определить по следующей зависимости:
vpkU
t
( 5 )
отн
Где k коэффициент, зависящий от материала пар трения, смазки,
микронеровностей и других факторов;
p удельное давление;
vотн скорость относительного скольжения.
Исключив время t, получим
отнvpk
( 6 )
Для конкретных пар можно экспериментально определить коэффициент А: и в дальнейшем
прогнозировать долговечность работы многих деталей: направляющих скольжения станков, кулисных
механизмов, дисков фрикционных муфт, ходовых винтов и гаек скольжения.
Износ вызывает резкое удорожание эксплуатации машин в связи с необходимостью периодической
проверки их технического состояния, а также ремонта. Это, в свою очередь, связано с простоями и
снижением производительности машин.
Существуют следующие мероприятия по повышению износостойкости: смазка трущихся
поверхностей; применение износостойких материалов; защита поверхностей от загрязнения; перенос
усилий с ответственных механизмов на менее ответственные (например, обтачивание наружной
поверхности на токарном станке производят при включенном ходовом вале, а ходовой винт отклю
чают); введение разгрузки изнашиваемых поверхностей и др.
Как износостойкость влияет на эксплуатационные характеристики машины?
Стойкость к тепловым воздействиям.
Работа машины сопровождается тепловыделением,
вызываемым рабочим процессом машин и трением в их механизмах. Тепловыделение, связанное с
рабочим процессом, является особенно интенсивным у тепловых двигателей, электрических машин,
литейных машин и машин для горячей обработки материалов.
В результате теплового воздействия возникают температурные деформации, которые могут
отрицательно влиять на работоспособность машин, а именно:
понижать защитную способность масляного слоя в трущихся поверхностях и, следовательно,
вызывать повышенный износ или заедание;
изменять зазоры в подвижных соединениях;
понижать точность машин (например, в металлорежущих станках в результате нагрева передней
опоры шпинделя может произойти отклонение его оси, что приведет к снижению точности
обработки).
Расчет температурных деформаций узлов машин может производиться, если известны
температурные поля в деталях машины.
8При эксплуатации металлорежущих станков, контрольноизмерительных машин и другого
прецизионного оборудования применяют следующие методы борьбы с температурными деформа
циями:
вынос механизмов с тепловыделением за пределы технологического оборудования (например,
гидростанций и гидросистем);
использование смазочноохлаждающей жидкости (СОЖ) в зоне резания металлорежущих станков;
принудительное охлаждение узлов;
создание термоконстантных цехов, в которых поддерживается постоянная температура;
выравнивание температурного поля путем искусственного подогрева или охлаждения отдельных
узлов;
автоматическая компенсация температурных деформаций применение коррекционных линеек,
использование предыскажения программы в станках с ЧПУ.
За счет чего обеспечивается стойкость к тепловым воздействиям в узлах деталей
машин ?
Виброустойчивость. Под виброустойчивостью понимают способность конструкций работать в
заданном диапазоне без недопустимых колебаний. В связи с увеличением скоростей машин колебания
становятся все более опасными. Если частота собственных колебаний узлов машины совпадет с
частотой вынужденных колебаний, наступит резонанс. Это самое опасное состояние машины в целом,
так как может произойти разрушение. Вибрации также нежелательны. В металлорежущем станке,
например, вибрации ухудшают обрабатываемую поверхность, уменьшают долговечность станка,
ограничивают его технологические возможности. Основное распространение в машинах имеют
вынужденные, параметрические колебания и автоколебания.
Вынужденные колебания возникают под действием внешней периодически изменяющейся силы по
следующим причинам:
дисбаланс вращающихся деталей (ротора электродвигателя, шпинделя с расточным резцом);
ошибка в зубчатых передачах (вход в зацепление будет сопровождаться ударом);
наличие прерывистой силы резания при фрезеровании, долблении, затыловании, протягивании;
наличие внешних источников колебаний.
Параметрические колебания возникают при наличии какоголибо переменного параметра,
например момента инерции поперечного сечения. Предположим, что на вращающийся вал действует
постоянная сила. Если поперечное сечение вала окружность, у которой моменты инерции
относительно всех осей одинаковые, то никаких колебаний не возникает. Если же поперечное сечение
прямоугольник, то вал под действием постоянной силы будет прогибаться поразному, так как
моменты инерции у прямоугольника относительно взаимно перпендикулярных осей различны.
Автоколебания, или незатухающие самоподдерживающие колебания, характеризуются тем, что
возмущающие силы возникают в самом процессе колебания. При автоколебательном процессе в
случае прекращения колебаний системы перестают существовать и переменные силы,
поддерживающие эти колебания. Примером могут служить автоколебания при трении (фрикционные
колебания при медленном перемещении столов, суппортов станка по направляющим скольжения).
Причиной этих колебаний является переменность силы трения в зависимости от изменения скоростей.
Другим примером автоколебаний являются самовозбуждающиеся колебания в металлорежущих
станках при резании.
Повышение жесткости узлов машины будет способствовать снижению автоколебаний. Наличие
колебаний в машине чаще всего сопровождается шумом. Шум связан с соударением движущихся
деталей машин. Например, погрешности шага и профиля зубьев зубчатых колес приводят к
соударению при входе в зацепление. Повышенный уровень шума повышает утомляемость персонала и,
следовательно, вреден для здоровья. Уровень шума измеряется в децибелах (дБ), его предельное
значение ограничивается санитарными нормами.
Основные меры борьбы с шумом: повышение точности и чистоты обработки, уменьшение силы
удара конструктивными методами, применение демпферов и материалов с повышенным внутренним
трением.
9Что такое виброустойчивость узлов машины и как с ней бороться?
Надежность. Проблема надежности является одной из основных проблем в машиностроении.
Свойство изделия сохранять свою работоспособность в течение заданного промежутка времени,
обусловленное безотказностью и долговечностью изделий, называется надежностью.
Известный авиаконструктор А.Н.Туполев говорил: «Чем дальше от доски конструктора
обнаруживается ненадежность, тем она дороже обходится». Ненадежная машина не сможет эффек
тивно функционировать, так как каждая ее остановка изза повреждения отдельных элементов или
снижения технических характеристик ниже допустимого уровня влечет за собой материальные
убытки, а в отдельных случаях и катастрофические последствия.
Изза недостаточной надежности промышленность несет огромные потери. Так, за весь период
эксплуатации затраты на ремонт и техническое обслуживание машин в связи с их износом в несколько
раз превышают стоимость новой машины: для автомобилей до 6 раз, для самолетов до 5, для
станков до 8, для радиотехнической аппаратуры до 12 раз. Изза коррозии ежегодно теряется до
10% выплавляемого металла.
Надежность з а к л а д ы в а е т с я при проектировании и расчете машины. При изготовлении машины
о б е с п е ч и в а е т с я надежность; она зависит от качества изготовленных деталей, качества сборки
узлов машины, методов контроля и испытания готовой продукции и других показателей
технологического процесса. При эксплуатации машины р е а л и з у е т с я ее надежность.
Показатели безотказности и долговечности проявляются только при эксплуатации, зависят от
условий использования машины, системы ее ремонта и технического обслуживания.
Безотказность это свойство изделия непрерывно сохранять свою работоспособность в течение
заданного периода времени. В это понятие не включается техническое обслуживание, ремонт,
подналадка. Изделие должно сохранять свои начальные параметры в допустимых пределах.
Долговечность свойство изделия сохранять свою работоспособность в течение всего периода
эксплуатации до предельного состояния. Здесь учитываются все ремонты, подналадки.
Что такое надежность машины?
Полная или частичная утрата работоспособности изделий называется отказом. По своей природе
отказы могут быть связаны с разрушением поверхностей или самих деталей (выкрашивание, износ,
коррозия, поломки) или не связаны с разрушением (ослабление предварительного натяга
подшипников, засорение каналов). Отказы бывают полные или частичные, внезапные (поломки) или
постепенные (изнашивание, коррозия), опасные для жизни человека или нет, устранимые и
неустранимые.
Показатели безотказности и долговечности изделия определяются в соответствии с теорией
вероятности. Вероятность безотказной работы P(t) в течение заданного времени t (или заданной
наработки) и вероятность отказа F(t) взаимно противоположные события. Их сумма всегда равна
единице. Вероятность безотказной работы находится в пределах 0 < P(t) < 1. Например, за время t =
100 ч вероятность безотказной работы составляет P(t) = 0,99. Это следует понимать так: за указанное
время работы изделия вероятность отказа составит 1 %, т. е. F(t) = 0,01.
Основным показателем долговечности элемента изделия является срок службы (наработка) t до
отказа.
При оценке надежности изделия очень важны экономические показатели. Повышение
безотказности и долговечности машин связано с дополнительными материальными затратами.
От чего зависит надежность машины?
3. Машиностроительные материалы
Детали машин чрезвычайно разнообразны, поэтому для их изготовления необходимы материалы с
различными свойствами.
10Различают конструкционные материалы, которые используют для изготовления деталей машин, и
инструментальные материалы, из которых получают режущие инструменты.
При изготовлении изделий из конструкционных материалов одни детали должны обладать
повышенной коррозийной стойкостью, другие иметь сверхпроводимость, третьи обладать особыми
магнитными свойствами.
В качестве конструкционных материалов используют различные металлы (алюминий, железо, медь,
титан), сплавы металлов (железоуглеродистые чугун, сталь; магниевые; медноцинковые латуни;
меднооловянные бронзы; сплавы алюминия и др.), неметаллы (пластмассы, древесину, текстолиты,
стеклотекстолиты) и композиционные материалы.
На какие материалы классифицируются детали машин?
Композиционные материалы являются новыми конструкционными материалами. Для их
получения в основной материал добавляют наполнители, которые и определяют свойства компози
ционного материала. Размеры входящих компонентов колеблются от долей микрометра (для
порошковых наполнителей) до нескольких миллиметров (у волокнистых наполнителей).
Порошковая металлургия позволяет получать композиционные материалы, характеризующиеся
жаропрочностью и износостойкостью, стабильными магнитными и другими свойствами. Порошковая
металлургия дает возможность получать псевдосплавы из таких несплавляющихся металлов, как
медьвольфрам, серебровольфрам, которые обладают высокой электрической проводимостью и
стойкостью к электроэрозионному изнашиванию; из них изготавливают электроконтактные детали.
Композиционные материалы на основе пластмасс характеризуются высокой химической и
коррозионной стойкостью. Они с успехом заменяют дорогостоящие цветные металлы.
Композиционные материалы на основе резины существенно отличаются от металлов. Они
характеризуются способностью выдерживать значительные деформации без разрушения, высокой
сопротивляемостью к изнашиванию, газо и водонепроницаемостью, диэлектрическими свойствами.
Стекло, керамические, древесные и другие неметаллические материалы имеют свои специфические
физикомеханические и эксплуатационные свойства.
Особое место в композиционных материалах занимают волокнистые материалы. В качестве
волокнистых наполнителей используют проволоки из вольфрама, молибдена, волокна оксидов
алюминия, бора, карбида кремния, графита.
Выбор типа конструкционного материала зависит от физикомеханических и эксплуатационных
свойств, на которые влияет технологический процесс получения как самих материалов, так и деталей
из них.
Какие композитные материалы применяются в узлах деталей машин?
Различные формы деталей машин из заготовок получают при помощи режущих инструментов.
Режущие инструменты работают в условиях больших нагрузок, высоких температур, трения и износа.
Поэтому инструментальные материалы должны иметь особые эксплуатационные и физико
механические свойства. Материал режущей части инструмента должен иметь большую твердость и
высокие допускаемые напряжения на растяжение, сжатие, кручение и изгиб. Кроме того, режущий
инструмент должен обладать достаточной вязкостью, чтобы воспринимать ударную нагрузку при
обработке заготовок из хрупких материалов и с прерывистой поверхностью резания. Режущий
инструмент должен сохранять свою твердость, а также режущие свойства при высоких температурах,
поэтому инструментальные материалы должны иметь высокую теплостойкость.
Важнейшей характеристикой режущей части инструмента является износостойкость. В этом случае
детали, обработанные одним и тем же инструментом, будут иметь минимальный разброс размеров. В
целях повышения износостойкости на режущую часть инструмента наносят специальными методами
одно и многослойные покрытия из карбидов вольфрама или нитридов титана.
В качестве инструментальных материалов используют инструментальные стали, твердые сплавы,
синтетические сверхтвердые и керамические инструментальные материалы, абразивные материалы.
К инструментальным сталям относятся:
углеродистые инструментальные стали с содержанием углерода 1...1,3%; применяют марки У10А,
11У11А, У12А. Допустимые скорости резания этих сталей 15... 18 м/мин. Из этих сталей изготовляют
метчики, плашки, ножовочные полотна, сверла, зенкеры малых размеров;
л е г и р о в а н н ы е и н с т р у м е н т а л ь н ы е стали; их получают на основе инструментальных
сталей с добавлением хрома, вольфрама, ванадия, кремния и других легирующих добавок.
Легированные стали по сравнению с углеродистыми имеют повышенную вязкость в закаленном
состоянии, более высокую прокаливаемость, меньшую склонность к появлению трещин при закалке.
Допустимая скорость резания 15...25 м/мин. Применяются для изготовления протяжек, сверл,
метчиков, плашек, разверток (марки 9ХВГ, ХВГ, 6ХС и др.);
б ы с т р о р е ж у щ и е стали; они содержат вольфрама до 19%, поэтому после термообработки до
твердости HRC3 62...65 имеют теплостойкость 600...650°С. Для изготовления режущих инструментов
используют стали Р9, Р12, Р18 резцы, фрезы, долбяки. Быстрорежущие стали с добавлением
кобальта (Р9К5, Р18К10) применяют для обработки труднообрабатываемых коррозионностойких и
жаропрочных сталей и сплавов в условиях тяжелого прерывистого резания.
Ванадиевые быстрорежущие стали (Р9Ф5, Р14Ф4) рекомендуют для инструментов, предназначенных
для чистовой обработки (протяжки, развертки, шеверы). Их также применяют для обработки
труднообрабатываемых материалов при срезании стружки небольшого сечения.
Вольфрамомолибденовые стали (Р9М4, Р6МЗ) используют для инструментов, применяемых для
черновой обработки, а также для изготовления протяжек, долбяков, шеверов.
Поскольку быстрорежущие стали дорогие, то для экономии режущий инструмент изготовляют
сборным или сварным. Хвостовик выполняют из конструкционной стали 45, 50, 40Х. Часто
используют пластинки из быстрорежущей стали, которые приваривают к державкам или корпусам
инструментов.
Быстрорежущие стали обладают высокой износостойкостью, могут работать со скоростями
резания до 100 м/мин;
т в е р д ы е с п л а в ы применяют в виде пластинок определенных форм и размеров, изготовляемых
методом порошковой металлургии. Пластинки предварительно прессуют, а затем спекают при
температуре 1500...1900°С. Твердые сплавы делят на три группы: вольфрамовую (ВК2, ВКЗ, ВК4 и
т.д.), титановольфрамовую (Т30К4, Т15К6 и т.д.) и титанотанталовольфрамовую (ТТ7К12, ТТ10К8Б).
Пластинки из твердого сплава обладают при HRC3 86...92 высокой износостойкостью и
теплостойкостью 800...1250°С. Это позволяет вести обработку со скоростями до 800 м/мин.
Пластинки из твердого сплава припаивают к державкам медными или латунными припоями.
Недостатками твердых сплавов является низкая пластичность.
Твердые сплавы группы ВК применяют для обработки хрупких металлов, пластмасс и других
неметаллических материалов. Сплавы группы ТК используют при обработке вязких металлов и спла
вов. Сплавы группы ТТК отличаются повышенной износостойкостью, поэтому их применяют для
обработки сталей аустенитного класса (труднообрабатываемых);
синтетические сверхтвердые и керамические инструментальные материалы. Существует большое
разнообразие сверхтвердых материалов (СТМ) на основе модификаций нитрида бора: эльбор
(композит 0,1), гексанитР (композит 10) и др. Особенность пластин СТМ состоит в том, что они
могут обрабатывать твердые сплавы, чугуны любой твердости, но в основном не выдерживают
ударной нагрузки.
Инструментальные керамические материалы (ЦМ332, силинит Р и др.) используются для чистовой
и полу чистовой обработки незакаленных сталей и серых чугунов со скоростями резания до 900
м/мин, а «черную» керамику (ВОК60) применяют для чистовой и получистовой обработки ковких,
высокопрочных, отбеленных чугунов и закаленных сталей;
Какие материалы относятся к инструментальным сталям?
абразивные материалы это мелкозернистые порошковые вещества, которые используют для
изготовления абразивных инструментов: шлифовальных кругов, головок, сегментов, брусков. Есте
ственные абразивные материалы (наждак, кварцевый песок, корунд) применяют весьма ограниченно
изза неоднородности их свойств. В промышленности применяют искусственные абразивные
материалы: электрокорунды, карбиды бора, оксид хрома, синтетические алмазы, борсилокарбид,
12славутич, эльбор, гексагонит.
Абразивные материалы имеют высокую твердость, износостойкость и теплостойкость (1200...
1800°С). Инструменты из абразивных материалов позволяют обрабатывать заготовки со скоростью
резания 15... 100 м/с; в основном их используют для финишной обработки деталей, когда
предъявляются повышенные требования к точности и шероховатости обработанных поверхностей.
Для притирочных и доводочных работ, например для доводки инструментов из твердых сплавов, а
также для шлифования заготовок из очень твердых материалов (рубинов, кварца, корунда),
используют шлифовальные порошки из карбида бора. Для изготовления шлифовальных и
полировальных паст применяют оксид хрома, венскую известь, трепел.
Борсилокарбид используют для обработки заготовок из твердых сплавов, рубина и других
сверхтвердых материалов. Эльбор (кубонит) применяют для обработки заготовок из высокотвердых
материалов и конструкционных сталей. Инструменты из славутича не уступают алмазным по
износостойкости и превосходят их по прочности.
В промышленности используют природные (А) и синтетические (АСО, АСР, АСМ и т.д.) алмазы.
Алмаз является самым твердым материалом, имеет высокую теплостойкость и износостойкость, у
него практически не происходит слипания со многими материалами. Недостатком алмазов является
повышенная хрупкость. Кристаллы алмазов применяют для оснащения резцов, сверл; алмазы
используют для изготовления инструментов (кругов, пил, лент, брусков).
Алмазный инструмент используют при тонком точении деталей из сплавов алюминия, бронз,
латуней, неметаллических материалов; применяют для обработки заготовок из твердых материалов,
германия, кремния, полупроводниковых и керамических материалов, жаропрочных сталей и сплавов.
Обработку ведут со скоростями резания до 20 м/с. Поверхности, обработанные алмазами, имеют
низкую шероховатость и малое отклонение размеров, так как алмазы имеют высокую размерную
стойкость.
Что такое абразивный инструмент, из чего он состоит?
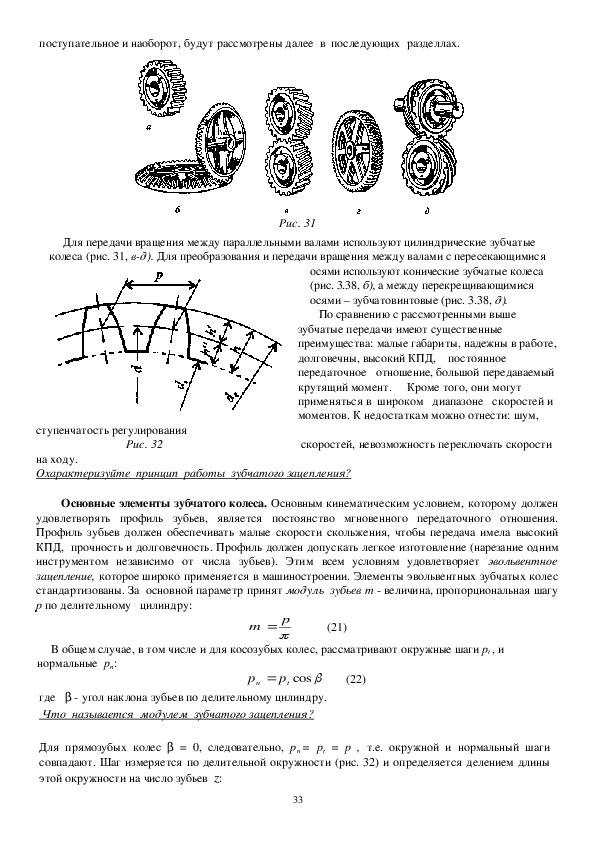
4. Детали вращательного движения
В машинах много разнообразных деталей вращательного движения: зубчатые колеса, шкивы
ременных передач, барабаны, звездочки цепных передач, маховики, шпиндели станков, колеса авто
мобилей и гидротурбин. Все эти вращающиеся детали устанавливают на валах или осях.
Осью называется деталь, предназначенная только для поддержания вращающихся деталей; оси не
передают крутящего момента. Чаще всего оси изготовляются прямыми и могут быть двух типов:
невращающимися и подвижными, т. е. вращающимися вместе с установленными на них деталями. На
расчетных схемах оси представляют балками, нагруженными изгибающими моментами, т.е. при
расчетах не учитывают крутящий момент и силы трения.
Валы, в отличие от осей, не только поддерживают вращающиеся детали машин, но и передают
крутящие моменты, поэтому их рассчитывают на совместное действие кручения и изгиба. Если
значения крутящих моментов на валу значительно больше значений изгибающих моментов, то валы
считаются легко нагруженными и их рассчитывают на кручение, пренебрегая изгибом.
По форме геометрической оси валы разделяют на прямые и коленчатые. Коленчатые валы
применяют при необходимости преобразования в машине возвратнопоступательного движения во
вращательное и наоборот. В таких валах совмещаются функции валов с функциями кривошипов в
кривошипношатунных механизмах. Особую группу составляют гибкие валы, положение гео
метрической оси которых может изменяться в пространстве.
Чаще всего оси и валы имеют две опоры, но существуют и многоопорные трансмиссионные валы,
отдельные части которых соединяются муфтами.
Опорные части валов и осей называют цапфами (1 на рис. 5), причем промежуточные цапфы
называют шейками, а концевые шипами. Цапфы передают на опоры радиальную нагрузку; длина
цапфы под подшипники качения меньше, чем под подшипники
13Рис. 5
скольжения. Для соединения вала или оси с другими деталями на поверхностях делают шпоночные
пазы 4, отверстия 3; нарезают резьбу 2 и шлицы 6 (см. рис. 5). Резкие изменения сечений вала
снижают его усталостную прочность. Поэтому переход от одного сечения к другому должен
выполняться плавно, в виде галтелей 5.
При вертикальном расположении вала осевые силы вала давят на подпятник. В больших
гидроагрегатах (типа Волжской ГЭС) подпятники испытывают осевую нагрузку, достигающую 34
МН.
Какие детали относят к деталям вращательного типа?
5. Корпусные детали
Корпусные детали могут иметь разное назначение. Они заключают в себе механизмы машин,
поддерживают их, служат базой для взаимного расположения основных узлов и, наконец, образуют
контур машины или отдельных ее узлов.
Корпусные детали в значительной степени определяют работоспособность и надежность машин по
критериям точности работы под нагрузкой, виброустойчивости, долговечности. В стационарных
машинах корпусные детали составляют 70...85% от всей массы машины. Поэтому вопрос снижения
массы корпусных деталей всегда является злободневным, особенно для тяжелых станков.
На рис. 6 показан тяжелый двухстоечный продольнострогальный станок. Станина 1, стойка 2,
поперечина 3, перекладина 4 и стол 5 это все примеры корпусных деталей.
Рис. 6
К корпусным деталям относятся также корпуса коробок скоростей (автомобилей), плиты, рамы,
основания, корпуса коробок передач, фундаментные плиты.
Базовой деталью стационарной машины является станина. На станине закрепляются все узлы, при
этом обеспечивается точность их взаимного расположения. У металлорежущего станка (см. рис.6) на
станине имеются направляющие 6, по которым перемещаются узлы, несущие режущий инструмент
или заготовку. Станина является одной из наиболее ответственных деталей станка, которая
определяет многие его эксплуатационные качества. К конструкции станины предъявляются
14следующие требования: она должна иметь высокую жесткость и виброустойчивость, длительное
сохранение точности, технологичность конструкции и минимальную массу, удобное взаимное
расположение отдельных узлов, наличие резервуаров для смазки и охлаждения, удобство отвода
стружки, наличие ниш для электродвигателя и электроаппаратуры.
Для корпусных деталей критериями работоспособности и надежности являются прочность,
жесткость и долговечность.
Прочность является основным критерием работоспособности для корпусных деталей,
подверженных большим нагрузкам, главным образом ударным и переменным.
Жесткость служит основным критерием работоспособности большинства корпусных деталей.
Повышенные упругие перемещения в корпусных деталях приводят к неправильной работе
механизмов, снижению точности работы машины, способствуют возникновению колебаний.
Долговечность по износу имеет огромное значение для корпусных деталей, имеющих плоские или
цилиндрические поверхности скольжения, выполненные заодно с корпусом (без прокладок и втулок).
Какие детали называются корпусными ?
Материалы корпусных деталей. Корпусные детали должны иметь большую жесткость; их
изготовляют из материалов с высоким модулем упругости (из чугуна и сталей без термической об
работки, поскольку термическая обработка для корпусных деталей затруднена).
Корпусные детали в транспортных машинах, например картеры двигателей, а также подвижные
детали стационарных машин, например поршни, нагружаемые большими инерционными массами, чаще
всего выполняют из легких сплавов, обладающих повышенной прочностью, отнесенной к единице
массы детали. Большинство корпусных деталей отливают из чугуна, что позволяет получать сложные
геометрические формы.
Сварные конструкции применяют для уменьшения массы и габаритных размеров, а в единичном и
мелкосерийном производстве сварные корпусные детали будут дешевле, чем литые.
В тяжелом машиностроении применяют сварнолитые конструкции, так как они значительно
упрощают изготовление крупных отливок (например, станины продольнострогальных станков, у
которых длина направляющих достигает двадцати метров).
Для крупных корпусных деталей в последнее время стали применять бетонные и железобетонные
конструкции. Бетон хорошо гасит вибрации, что увеличивает жесткость машины в целом. Кроме того,
по сравнению с чугуном бетон менее чувствителен к колебаниям температуры. Хотя модуль
упругости бетона меньше, чем модуль упругости чугуна, такую же жесткость можно получить за счет
увеличения толщины стенок. Масса корпусной детали при этом остается в пределах нормы, так как
удельный вес бетона составляет только треть от удельного веса серого чугуна.
Однако бетон имеет недостаток: после схватывания он поглощает влагу, что влечет за собой
объемные изменения. Кроме того, попадание масла на бетон повреждает его. Поэтому следует при
нимать необходимые меры по защите бетона от влаги и попадания масла.
Для изготовления станин тяжелых станков используют железобетон. Применение железобетона
дает экономию металла на 40...60%, при этом обеспечивается такая же жесткость, как и при
применении чугуна.
Перспективным материалом является полимерный бетон, который имеет высокий модуль
упругости (Е = 40 кН/мм2) и лишен недостатков, присущих бетону.
Корпусные детали с минимальной массой, которые не испытывают больших нагрузок и не требуют
стабильности размеров, изготавливают из пластмасс. К таким деталям относятся корпуса приборов,
переносных машин и инструментов, крышки, кожухи и т.д.
Из каких материалов изготавливают корпуса деталей машин?
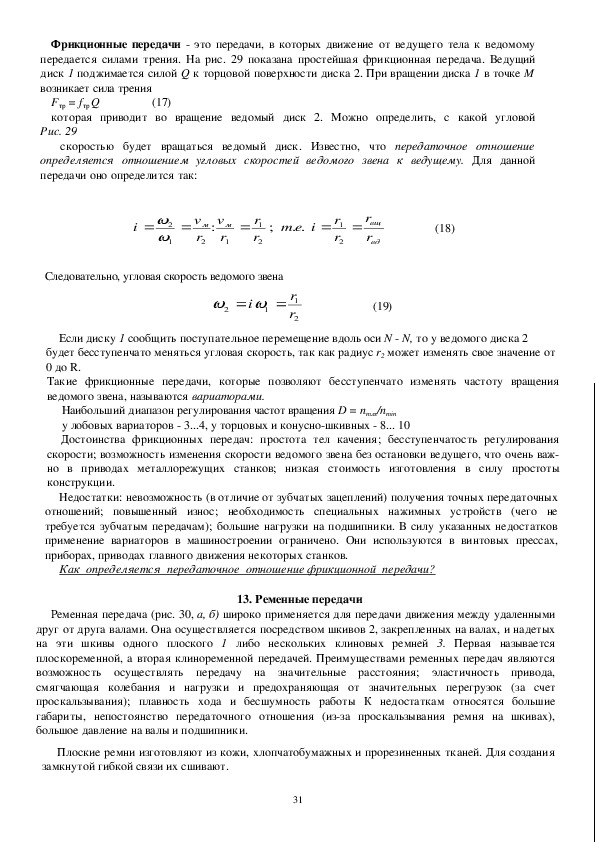
6. Пружины и рессоры
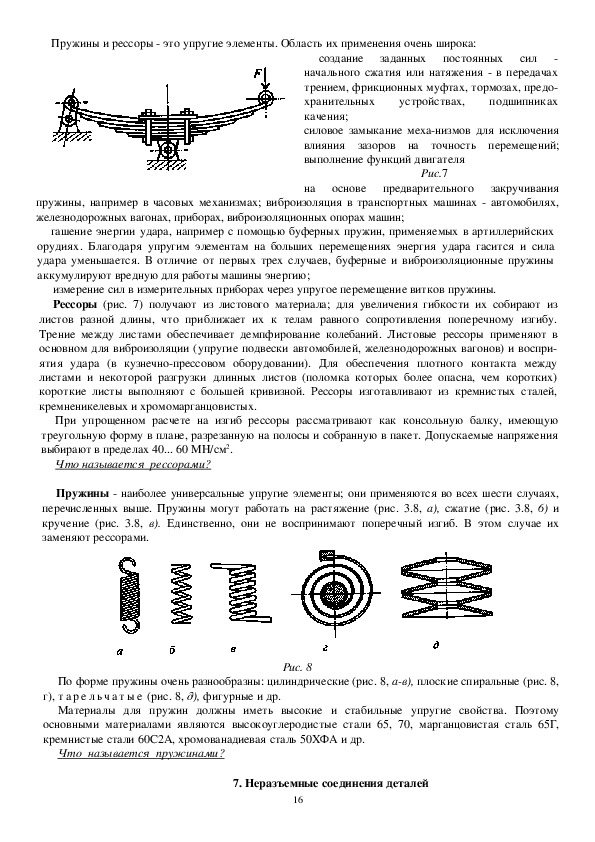
15Пружины и рессоры это упругие элементы. Область их применения очень широка:
создание заданных постоянных сил
начального сжатия или натяжения в передачах
трением, фрикционных муфтах, тормозах, предо
хранительных устройствах,
подшипниках
качения;
силовое замыкание механизмов для исключения
влияния зазоров на точность перемещений;
выполнение функций двигателя
Рис.7
на основе предварительного закручивания
пружины, например в часовых механизмах; виброизоляция в транспортных машинах автомобилях,
железнодорожных вагонах, приборах, виброизоляционных опорах машин;
гашение энергии удара, например с помощью буферных пружин, применяемых в артиллерийских
орудиях. Благодаря упругим элементам на больших перемещениях энергия удара гасится и сила
удара уменьшается. В отличие от первых трех случаев, буферные и виброизоляционные пружины
аккумулируют вредную для работы машины энергию;
измерение сил в измерительных приборах через упругое перемещение витков пружины.
Рессоры (рис. 7) получают из листового материала; для увеличения гибкости их собирают из
листов разной длины, что приближает их к телам равного сопротивления поперечному изгибу.
Трение между листами обеспечивает демпфирование колебаний. Листовые рессоры применяют в
основном для виброизоляции (упругие подвески автомобилей, железнодорожных вагонов) и воспри
ятия удара (в кузнечнопрессовом оборудовании). Для обеспечения плотного контакта между
листами и некоторой разгрузки длинных листов (поломка которых более опасна, чем коротких)
короткие листы выполняют с большей кривизной. Рессоры изготавливают из кремнистых сталей,
кремненикелевых и хромомарганцовистых.
При упрощенном расчете на изгиб рессоры рассматривают как консольную балку, имеющую
треугольную форму в плане, разрезанную на полосы и собранную в пакет. Допускаемые напряжения
выбирают в пределах 40... 60 МН/см2.
Что называется рессорами?
Пружины наиболее универсальные упругие элементы; они применяются во всех шести случаях,
перечисленных выше. Пружины могут работать на растяжение (рис. 3.8, а), сжатие (рис. 3.8, 6) и
кручение (рис. 3.8, в). Единственно, они не воспринимают поперечный изгиб. В этом случае их
заменяют рессорами.
Рис. 8
По форме пружины очень разнообразны: цилиндрические (рис. 8, ав), плоские спиральные (рис. 8,
г), т а р е л ь ч а т ы е (рис. 8, д), фигурные и др.
Материалы для пружин должны иметь высокие и стабильные упругие свойства. Поэтому
основными материалами являются высокоуглеродистые стали 65, 70, марганцовистая сталь 65Г,
кремнистые стали 60С2А, хромованадиевая сталь 50ХФА и др.
Что называется пружинами?
7. Неразъемные соединения деталей
16К неразъемным относятся соединения, не допускающие относительного перемещения деталей
машин. Это сварные, заклепочные и клеевые соединения; неподвижные соединения, полученные
армированием пластмассовых деталей. Сюда можно отнести и неподвижные соединения деталей по
посадкам с натягом.
Сварные соединения это неразъемные соединения, основанные на использовании сил
молекулярного сцепления и получаемые путем местного нагрева изделий. Сварка (электродуговая,
электрошлаковая) осуществляется нагревом до расплавленного или тестообразного состояния, но с
применением механического усилия (контактная сварка).
Сварные соединения являются наиболее совершенными неразъемными соединениями. Сваркой
можно изготавливать детали неограниченных размеров. Прочность сварных соединений доведена при
статических и ударных нагрузках до прочности целого металла. В настоящее время освоена сварка
всех конструкционных металлов, включая высоколегированные, а также цветных сплавов и
пластмасс.
Качество сварки зависит от чистоты подготовки и формы свариваемых поверхностей,
квалификации сварщика и условий производства работ. Прочность сварных швов зависит от
взаимного проникновения расплавленного металла и металла свариваемых деталей. Если глубина
шва менее 1,5 мм, то возможен непровар, а если она больше 3 мм, то может быть пережог металла
свариваемых деталей. Оба дефекта приведут к снижению прочности шва.
Что называется неразъемными соединениями?
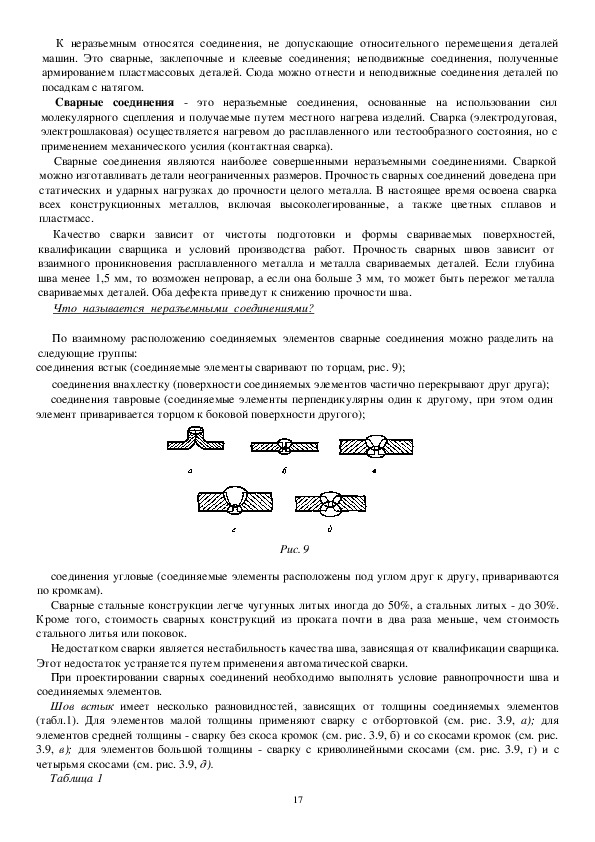
По взаимному расположению соединяемых элементов сварные соединения можно разделить на
следующие группы:
соединения встык (соединяемые элементы сваривают по торцам, рис. 9);
соединения внахлестку (поверхности соединяемых элементов частично перекрывают друг друга);
соединения тавровые (соединяемые элементы перпендикулярны один к другому, при этом один
элемент приваривается торцом к боковой поверхности другого);
Рис. 9
соединения угловые (соединяемые элементы расположены под углом друг к другу, привариваются
по кромкам).
Сварные стальные конструкции легче чугунных литых иногда до 50%, а стальных литых до 30%.
Кроме того, стоимость сварных конструкций из проката почти в два раза меньше, чем стоимость
стального литья или поковок.
Недостатком сварки является нестабильность качества шва, зависящая от квалификации сварщика.
Этот недостаток устраняется путем применения автоматической сварки.
При проектировании сварных соединений необходимо выполнять условие равнопрочности шва и
соединяемых элементов.
Шов встык имеет несколько разновидностей, зависящих от толщины соединяемых элементов
(табл.1). Для элементов малой толщины применяют сварку с отбортовкой (см. рис. 3.9, а); для
элементов средней толщины сварку без скоса кромок (см. рис. 3.9, б) и со скосами кромок (см. рис.
3.9, в); для элементов большой толщины сварку с криволинейными скосами (см. рис. 3.9, г) и с
четырьмя скосами (см. рис. 3.9, д).
Таблица 1
17Вид сварки
Форма шва по рис. 9
Ручная
а
1...3
б
3...8
в
г
3...26
20...60
Автоматическая под флюсом
1,5...3,0
2...20
14...24
24... 160
д
12...60
20...60
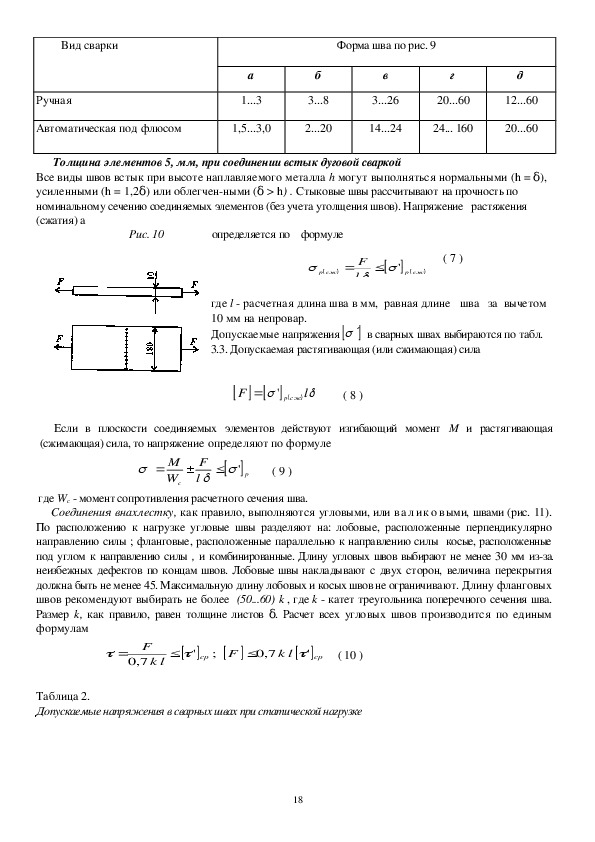
Толщина элементов 5, мм, при соединении встык дуговой сваркой
Все виды швов встык при высоте наплавляемого металла h могут выполняться нормальными (h = ), δ
усиленными (h = 1,2 ) или облегченными ( >
номинальному сечению соединяемых элементов (без учета утолщения швов). Напряжение растяжения
(сжатия) а
Рис. 10 определяется по формуле
δ h) . Стыковые швы рассчитывают на прочность по
δ
сжр
'
F
l
сжр
( 7 )
где l расчетная длина шва в мм, равная длине шва за вычетом
10 мм на непровар.
Допускаемые напряжения
в сварных швах выбираются по табл.
3.3. Допускаемая растягивающая (или сжимающая) сила
F
l
сжр'
( 8 )
Если в плоскости соединяемых элементов действуют изгибающий момент М и растягивающая
(сжимающая) сила, то напряжение определяют по формуле
р
'
M
W
c
F
l
( 9 )
где Wc момент сопротивления расчетного сечения шва.
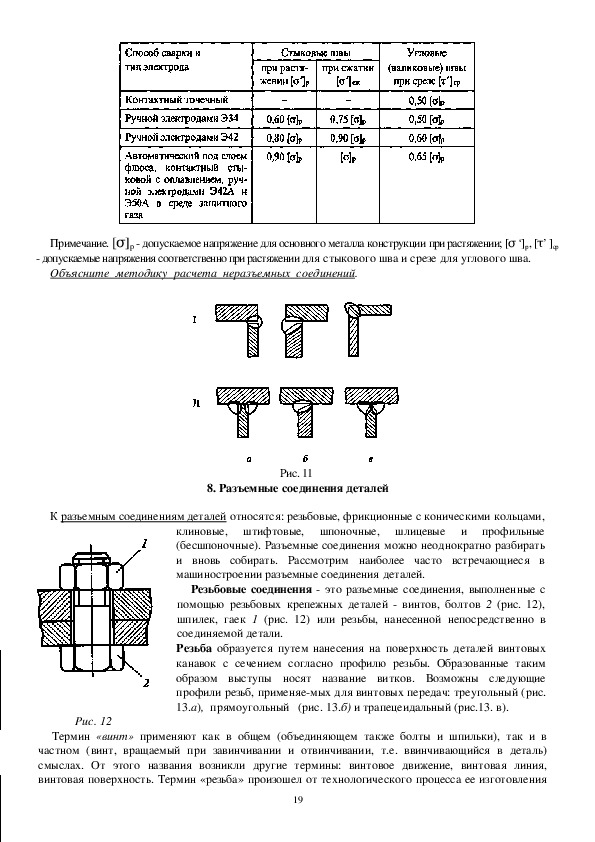
Соединения внахлестку, как правило, выполняются угловыми, или в а л и к о в ыми, швами (рис. 11).
По расположению к нагрузке угловые швы разделяют на: лобовые, расположенные перпендикулярно
направлению силы ; фланговые, расположенные параллельно к направлению силы косые, расположенные
под углом к направлению силы , и комбинированные. Длину угловых швов выбирают не менее 30 мм изза
неизбежных дефектов по концам швов. Лобовые швы накладывают с двух сторон, величина перекрытия
должна быть не менее 45. Максимальную длину лобовых и косых швов не ограничивают. Длину фланговых
швов рекомендуют выбирать не более (50...60) k , где k катет треугольника поперечного сечения шва.
Размер k, как правило, равен толщине листов
вых швов производится по единым
формулам
δ
. Расчет всех угло
F
7,0
lk
'
;
ср
F
7,0
lk
ср
'
( 10 )
Таблица 2.
Допускаемые напряжения в сварных швах при статической нагрузке
18Примечание. [ ]σ р допускаемое напряжение для основного металла конструкции при растяжении; [ ‘]σ p, [ ’ ]τ ср
допускаемые напряжения соответственно при растяжении для стыкового шва и срезе для углового шва.
Объясните методику расчета неразъемных соединений.
Рис. 11
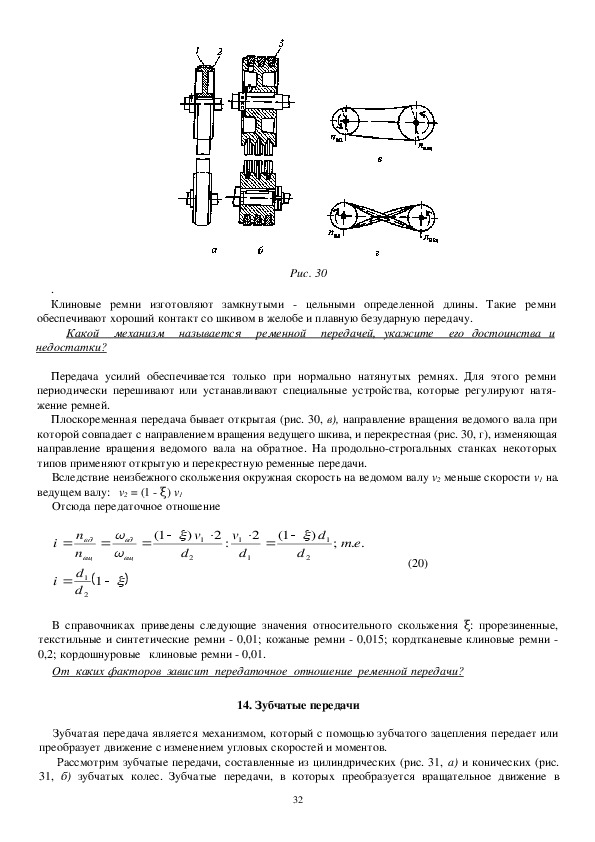
8. Разъемные соединения деталей
К разъемным соединениям деталей относятся: резьбовые, фрикционные с коническими кольцами,
клиновые,
шлицевые и профильные
(бесшпоночные). Разъемные соединения можно неоднократно разбирать
и вновь собирать. Рассмотрим наиболее часто встречающиеся в
машиностроении разъемные соединения деталей.
штифтовые,
шпоночные,
Резьбовые соединения это разъемные соединения, выполненные с
помощью резьбовых крепежных деталей винтов, болтов 2 (рис. 12),
шпилек, гаек 1 (рис. 12) или резьбы, нанесенной непосредственно в
соединяемой детали.
Резьба образуется путем нанесения на поверхность деталей винтовых
канавок с сечением согласно профилю резьбы. Образованные таким
образом выступы носят название витков. Возможны следующие
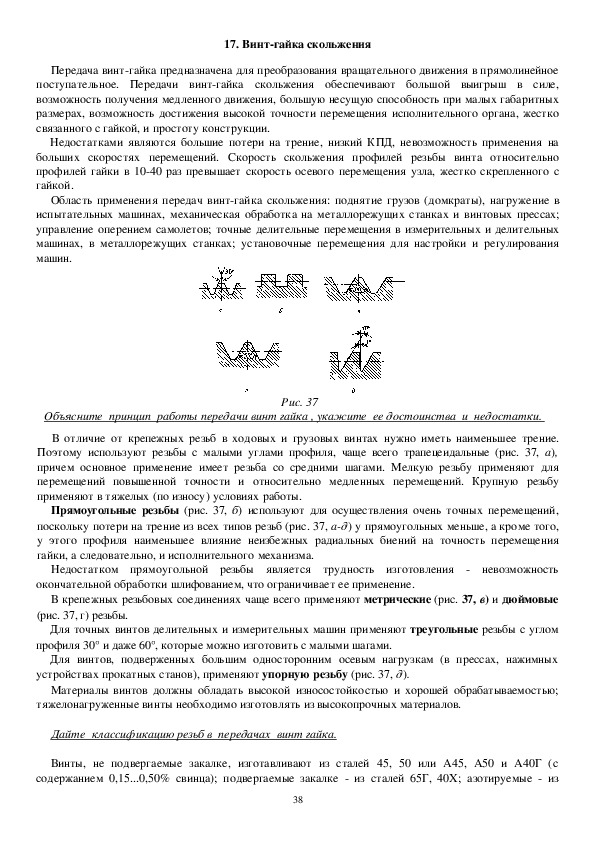
профили резьб, применяемых для винтовых передач: треугольный (рис.
13.а), прямоугольный (рис. 13.б) и трапецеидальный (рис.13. в).
Рис. 12
Термин «винт» применяют как в общем (объединяющем также болты и шпильки), так и в
частном (винт, вращаемый при завинчивании и отвинчивании, т.е. ввинчивающийся в деталь)
смыслах. От этого названия возникли другие термины: винтовое движение, винтовая линия,
винтовая поверхность. Термин «резьба» произошел от технологического процесса ее изготовления
19 нарезания.
Что называется разъемными соединениями?
Гайка это деталь с резьбовым отверстием, навинчиваемая на винт и имеющая форму,
приспособленную для захвата гаечным ключом или рукой.
Различают правую и левую резьбу. Если со стороны торца винта на наружной части винтовая линия
поднимается слева направо, то резьбу называют правой, если справа налево левой.
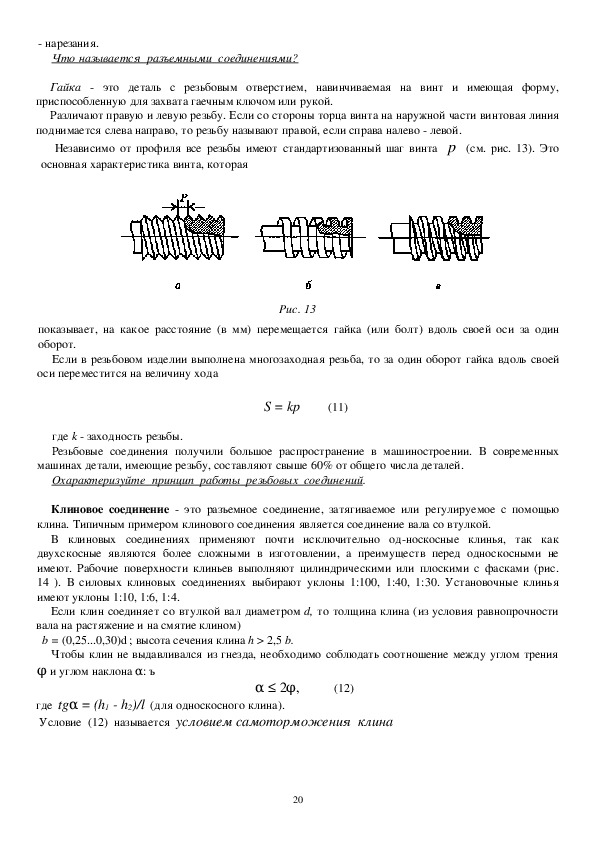
Независимо от профиля все резьбы имеют стандартизованный шаг винта р (см. рис. 13). Это
основная характеристика винта, которая
Рис. 13
показывает, на какое расстояние (в мм) перемещается гайка (или болт) вдоль своей оси за один
оборот.
Если в резьбовом изделии выполнена многозаходная резьба, то за один оборот гайка вдоль своей
оси переместится на величину хода
S = kp (11)
где k заходность резьбы.
Резьбовые соединения получили большое распространение в машиностроении. В современных
машинах детали, имеющие резьбу, составляют свыше 60% от общего числа деталей.
Охарактеризуйте принцип работы резьбовых соединений.
Клиновое соединение это разъемное соединение, затягиваемое или регулируемое с помощью
клина. Типичным примером клинового соединения является соединение вала со втулкой.
В клиновых соединениях применяют почти исключительно односкосные клинья, так как
двухскосные являются более сложными в изготовлении, а преимуществ перед односкосными не
имеют. Рабочие поверхности клиньев выполняют цилиндрическими или плоскими с фасками (рис.
14 ). В силовых клиновых соединениях выбирают уклоны 1:100, 1:40, 1:30. Установочные клинья
имеют уклоны 1:10, 1:6, 1:4.
Если клин соединяет со втулкой вал диаметром d, то толщина клина (из условия равнопрочности
вала на растяжение и на смятие клином)
b = (0,25...0,30)d ; высота сечения клина h > 2,5 b.
φ и углом наклона
: ъα
Чтобы клин не выдавливался из гнезда, необходимо соблюдать соотношение между углом трения
где tgα = (h1 h2)/l (для односкосного клина).
Условие (12) называется условием самоторможения клина
α
≤ 2 ,
φ
(12)
20Объясните отличие в работе клиновых и резьбовых соединений.
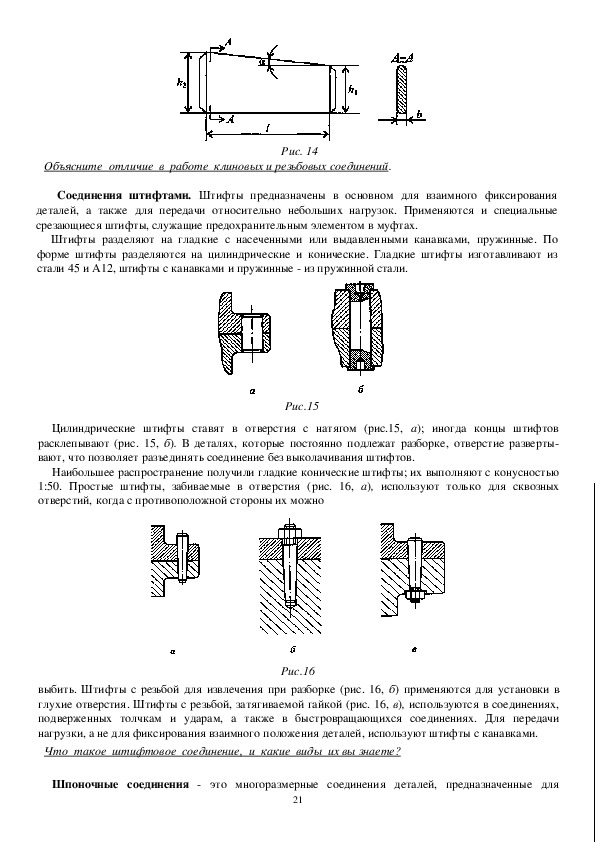
Рис. 14
Соединения штифтами. Штифты предназначены в основном для взаимного фиксирования
деталей, а также для передачи относительно небольших нагрузок. Применяются и специальные
срезающиеся штифты, служащие предохранительным элементом в муфтах.
Штифты разделяют на гладкие с насеченными или выдавленными канавками, пружинные. По
форме штифты разделяются на цилиндрические и конические. Гладкие штифты изготавливают из
стали 45 и А12, штифты с канавками и пружинные из пружинной стали.
Рис.15
Цилиндрические штифты ставят в отверстия с натягом (рис.15, а); иногда концы штифтов
расклепывают (рис. 15, б). В деталях, которые постоянно подлежат разборке, отверстие разверты
вают, что позволяет разъединять соединение без выколачивания штифтов.
Наибольшее распространение получили гладкие конические штифты; их выполняют с конусностью
1:50. Простые штифты, забиваемые в отверстия (рис. 16, а), используют только для сквозных
отверстий, когда с противоположной стороны их можно
Рис.16
выбить. Штифты с резьбой для извлечения при разборке (рис. 16, б) применяются для установки в
глухие отверстия. Штифты с резьбой, затягиваемой гайкой (рис. 16, в), используются в соединениях,
подверженных толчкам и ударам, а также в быстровращающихся соединениях. Для передачи
нагрузки, а не для фиксирования взаимного положения деталей, используют штифты с канавками.
Что такое штифтовое соединение, и какие виды их вы знаете?
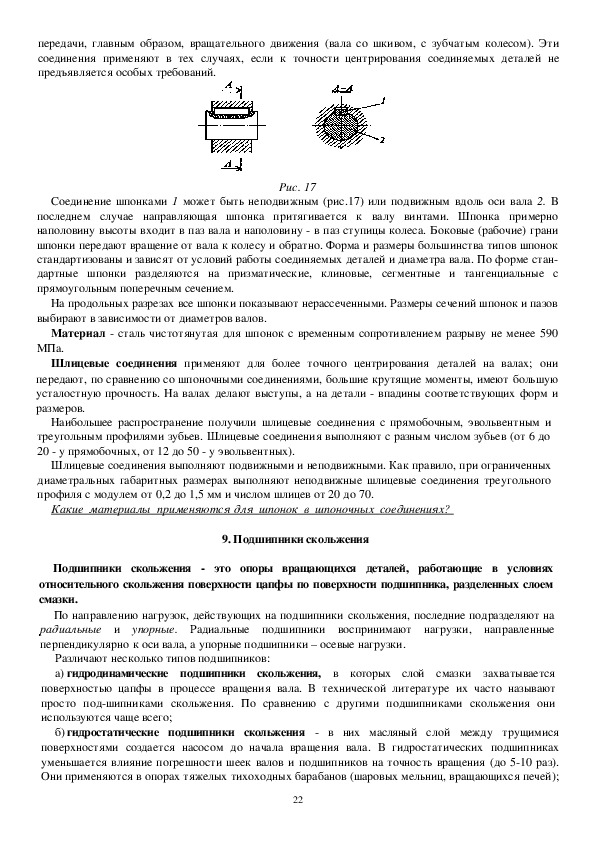
Шпоночные соединения это многоразмерные соединения деталей, предназначенные для
21передачи, главным образом, вращательного движения (вала со шкивом, с зубчатым колесом). Эти
соединения применяют в тех случаях, если к точности центрирования соединяемых деталей не
предъявляется особых требований.
Рис. 17
Соединение шпонками 1 может быть неподвижным (рис.17) или подвижным вдоль оси вала 2. В
последнем случае направляющая шпонка притягивается к валу винтами. Шпонка примерно
наполовину высоты входит в паз вала и наполовину в паз ступицы колеса. Боковые (рабочие) грани
шпонки передают вращение от вала к колесу и обратно. Форма и размеры большинства типов шпонок
стандартизованы и зависят от условий работы соединяемых деталей и диаметра вала. По форме стан
дартные шпонки разделяются на призматические, клиновые, сегментные и тангенциальные с
прямоугольным поперечным сечением.
На продольных разрезах все шпонки показывают нерассеченными. Размеры сечений шпонок и пазов
выбирают в зависимости от диаметров валов.
Материал сталь чистотянутая для шпонок с временным сопротивлением разрыву не менее 590
МПа.
Шлицевые соединения применяют для более точного центрирования деталей на валах; они
передают, по сравнению со шпоночными соединениями, большие крутящие моменты, имеют большую
усталостную прочность. На валах делают выступы, а на детали впадины соответствующих форм и
размеров.
Наибольшее распространение получили шлицевые соединения с прямобочным, эвольвентным и
треугольным профилями зубьев. Шлицевые соединения выполняют с разным числом зубьев (от 6 до
20 у прямобочных, от 12 до 50 у эвольвентных).
Шлицевые соединения выполняют подвижными и неподвижными. Как правило, при ограниченных
диаметральных габаритных размерах выполняют неподвижные шлицевые соединения треугольного
профиля с модулем от 0,2 до 1,5 мм и числом шлицев от 20 до 70.
Какие материалы применяются для шпонок в шпоночных соединениях?
9. Подшипники скольжения
Подшипники скольжения это опоры вращающихся деталей, работающие в условиях
относительного скольжения поверхности цапфы по поверхности подшипника, разделенных слоем
смазки.
По направлению нагрузок, действующих на подшипники скольжения, последние подразделяют на
Радиальные подшипники воспринимают нагрузки, направленные
радиальные и упорные.
перпендикулярно к оси вала, а упорные подшипники – осевые нагрузки.
Различают несколько типов подшипников:
а) гидродинамические подшипники скольжения,
в которых слой смазки захватывается
поверхностью цапфы в процессе вращения вала. В технической литературе их часто называют
просто подшипниками скольжения. По сравнению с другими подшипниками скольжения они
используются чаще всего;
б) гидростатические подшипники скольжения в них масляный слой между трущимися
поверхностями создается насосом до начала вращения вала. В гидростатических подшипниках
уменьшается влияние погрешности шеек валов и подшипников на точность вращения (до 510 раз).
Они применяются в опорах тяжелых тихоходных барабанов (шаровых мельниц, вращающихся печей);
22опорах с минимальным трением испытательных машин и приборов; опорах для механизмов,
требующих точных перемещений (по воротных устройств телескопов, делительных столов); опорах
шпинделей прецизионных станков. При пуске паровых турбин, гидрогенераторов используют
гидростатическую разгрузку. Недостатками гидростатических подшипников являются большие поте
ри мощности на прокручивание вала даже на холостом ходу, а также сложность конструкции
подшипника, необходимость сбора масла, вытекающего из опоры;
Что называется подшипником скольжения?
в) подшипники с воздушной смазкой. Скорость вращения вала в таких подшипниках практически
не ограничивается опоры с воздушной смазкой работают с малыми потерями и ничтожным нагре
вом, вязкость смазки почти не меняется от изменения температуры (вязкость воздуха в 100 раз
меньше вязкости наименее вязкой из применяемых жидких смазок керосина). Кроме того, ресурс
воздуха не ограничен, не требуется собирать смазку и по трубопроводам отправлять обратно в
масляный бак. Для этих подшипников диаметральные зазоры назначают в пределах 10...30 мкм.
Опоры с воздушной смазкой могут быть аэродинамическими и аэростатическими.
В
аэродинамических подшипниках воздух может самозасасываться в зазор из атмосферы через торцы
подшипников, в аэростатических воздух подается под давлением извне еще до начала вращения,
таким образом вал поддерживается воздушной подушкой. По эксплуатационным свойствам эти
опоры близки к гидростатическим, но имеют меньшие силы трения. Воздушные опоры используют в
прецизионных металлорежущих станках, в электрошпинделях внутришлифовальных станков (с
частотой вращения 40 000 ... 300 000 об/мин).
Недостатки воздушных опор: недопустимость перегрузок, приводящих к сухому трению; высокая
точность изготовления; необходимость поддержания заданного давления в пневмосети, так как при
падении давления в аэростатических опорах возникает аварийная ситуация;
г) электромагнитные бесконтактные опоры используют при очень больших скоростях. Потери в
таких опорах ничтожны и допустимая скорость обычно определяется прочностью ротора.
Недостатком является высокая стоимость изготовления.
Подшипник скольжения состоит из корпуса, вкладышей, поддерживающих вал, а также
смазывающих и защитных устройств. Корпус подшипника может представлять собой отдельную ли
тую или сварную деталь, присоединяемую к машине, или может выполняться как одно целое с
неподвижной частью машины или с подвижной ее деталью, например с шатуном. Корпуса подшипни
ков выполняют цельными или разъемными.
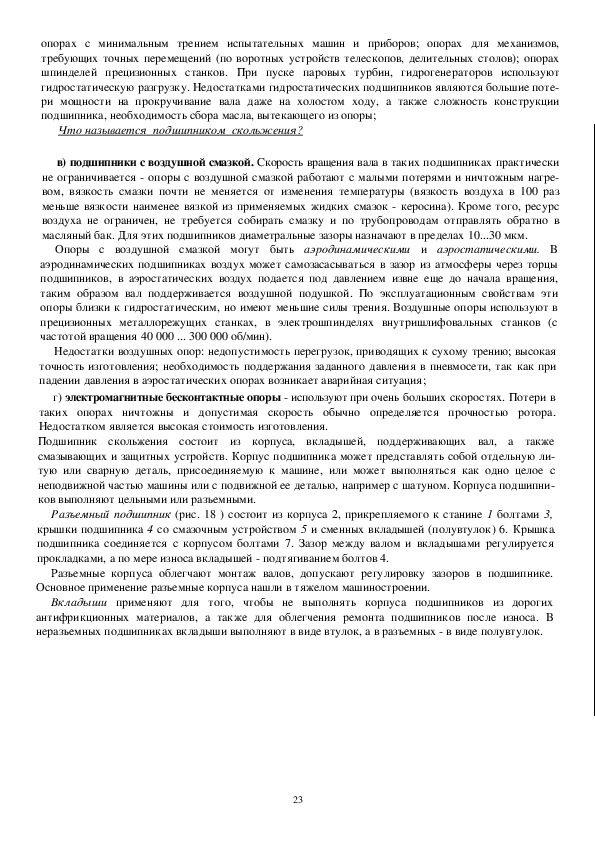
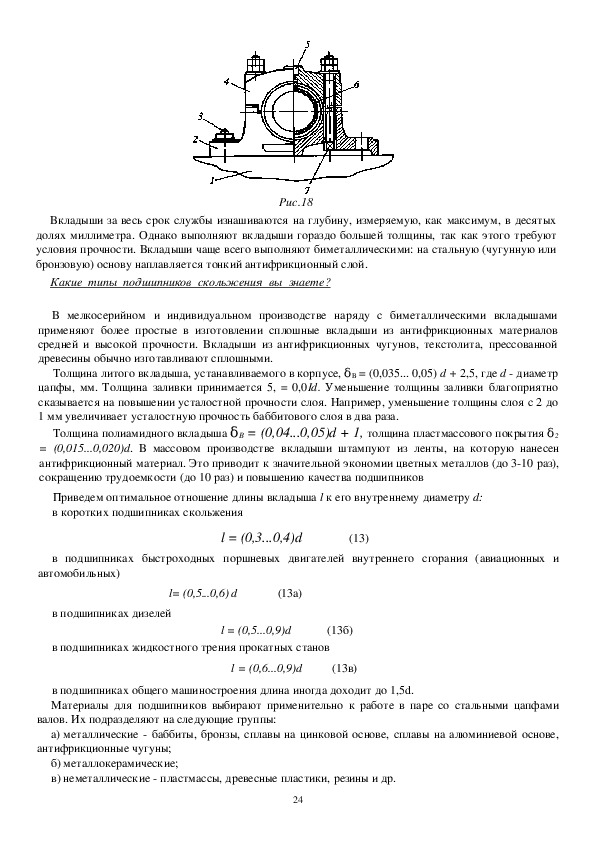
Разъемный подшипник (рис. 18 ) состоит из корпуса 2, прикрепляемого к станине 1 болтами 3,
крышки подшипника 4 со смазочным устройством 5 и сменных вкладышей (полувтулок) 6. Крышка
подшипника соединяется с корпусом болтами 7. Зазор между валом и вкладышами регулируется
прокладками, а по мере износа вкладышей подтягиванием болтов 4.
Разъемные корпуса облегчают монтаж валов, допускают регулировку зазоров в подшипнике.
Основное применение разъемные корпуса нашли в тяжелом машиностроении.
Вкладыши применяют для того, чтобы не выполнять корпуса подшипников из дорогих
антифрикционных материалов, а также для облегчения ремонта подшипников после износа. В
неразъемных подшипниках вкладыши выполняют в виде втулок, а в разъемных в виде полувтулок.
23Рис.18
Вкладыши за весь срок службы изнашиваются на глубину, измеряемую, как максимум, в десятых
долях миллиметра. Однако выполняют вкладыши гораздо большей толщины, так как этого требуют
условия прочности. Вкладыши чаще всего выполняют биметаллическими: на стальную (чугунную или
бронзовую) основу наплавляется тонкий антифрикционный слой.
Какие типы подшипников скольжения вы знаете?
В мелкосерийном и индивидуальном производстве наряду с биметаллическими вкладышами
применяют более простые в изготовлении сплошные вкладыши из антифрикционных материалов
средней и высокой прочности. Вкладыши из антифрикционных чугунов, текстолита, прессованной
древесины обычно изготавливают сплошными.
Толщина литого вкладыша, устанавливаемого в корпусе, δВ = (0,035... 0,05) d + 2,5, где d диаметр
цапфы, мм. Толщина заливки принимается 5, = 0,0Id. Уменьшение толщины заливки благоприятно
сказывается на повышении усталостной прочности слоя. Например, уменьшение толщины слоя с 2 до
1 мм увеличивает усталостную прочность баббитового слоя в два раза.
Толщина полиамидного вкладыша δВ = (0,04...0,05)d + 1, толщина пластмассового покрытия δ2
= (0,015...0,020)d. В массовом производстве вкладыши штампуют из ленты, на которую нанесен
антифрикционный материал. Это приводит к значительной экономии цветных металлов (до 310 раз),
сокращению трудоемкости (до 10 раз) и повышению качества подшипников
Приведем оптимальное отношение длины вкладыша l к его внутреннему диаметру d:
в коротких подшипниках скольжения
в подшипниках быстроходных поршневых двигателей внутреннего сгорания (авиационных и
автомобильных)
l = (0,3...0,4)d (13)
l= (0,5...0,6) d (13а)
в подшипниках дизелей
в подшипниках жидкостного трения прокатных станов
l = (0,5...0,9)d (13б)
l = (0,6...0,9)d (13в)
в подшипниках общего машиностроения длина иногда доходит до 1,5d.
Материалы для подшипников выбирают применительно к работе в паре со стальными цапфами
валов. Их подразделяют на следующие группы:
а) металлические баббиты, бронзы, сплавы на цинковой основе, сплавы на алюминиевой основе,
антифрикционные чугуны;
б) металлокерамические;
в) неметаллические пластмассы, древесные пластики, резины и др.
24Для подшипников жидкостного трения осуществляются следующие расчеты.
Расчет по допускаемым давлениям в подшипниках. Как правило, расчет ведут по нагрузке на опору
(по реакции К), отнесенной к проекции цапфы:
p
R
dl
p
(14)
В подшипниках большинства стационарных машин р = 1 ...4 Н/мм2 в зависимости от условий работы
и материалов; в коренных подшипниках двигателей внутреннего сгорания р = 4...20 Н/мм2; в
подшипниках валков прокатных станов р = 15...50 Н/мм2.
Расчет используется как проверочный, так как диаметр цапфы уже определен конструктивно
после расчета вала.
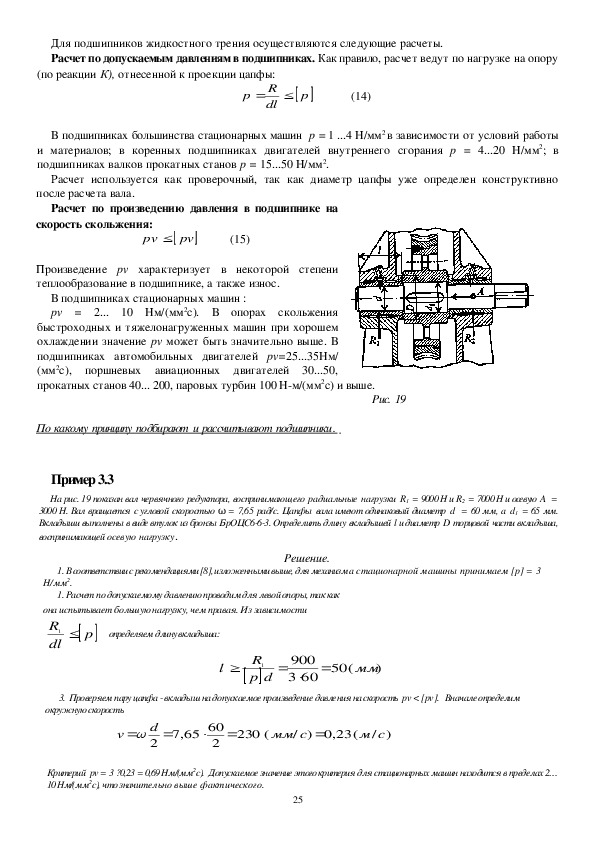
Расчет по произведению давления в подшипнике на
скорость скольжения:
pv
pv
(15)
Произведение pv характеризует в некоторой степени
теплообразование в подшипнике, а также износ.
В подшипниках стационарных машин :
pv = 2... 10 Нм/(мм2с). В опорах скольжения
быстроходных и тяжелонагруженных машин при хорошем
охлаждении значение pv может быть значительно выше. В
подшипниках автомобильных двигателей pv=25...35Нм/
(мм2с), поршневых авиационных двигателей 30...50,
прокатных станов 40... 200, паровых турбин 100 Нм/(мм2с) и выше.
Рис. 19
По какому принципу подбирают и рассчитывают подшипники .
Пример 3.3
На рис. 19 показан вал червячного редуктора, воспринимающего радиальные нагрузки R1 = 9000 Н и R2 = 7000 Н и осевую А =
3000 Н. Вал вращается с угловой скоростью
вала имеют одинаковый диаметр d = 60 мм, a d1 = 65 мм.
Вкладыши выполнены в виде втулок из бронзы БрОЦС663. Определить длину вкладышей l и диаметр D торцовой части вкладыша,
воспринимающей осевую нагрузку.
= 7,65 рад/с. Цапфы
ω
1. В соответствии с рекомендациями [8], изложенными выше, для механизма стационарной машины принимаем [р] = 3
Н/мм2.
1. Расчет по допускаемому давлению проводим для левой опоры, так как
Решение.
она испытывает большую нагрузку, чем правая. Из зависимости
R 1
dl
определяем длину вкладыша:
p
l
1
R
dp
900
603
(50
)
мм
3. Проверяем пару цапфа вкладыш на допускаемое произведение давления на скорость pv < [pv]. Вначале определим
окружную скорость
v
65,7
d
2
230
60
2
(
смм
(23,0)/
)/
см
Критерий pv = 3 ? 0,23 = 0,69 Нм/(мм2с). Допускаемое значение этого критерия для стационарных машин находится в пределах 2…
10 Нм/(мм2с), что значительно выше фактического.
254. Из
условия
износостойкости
торцовой
части
вкладыша
фактическое
давление на его торец
p
1
(
4
dD
A
2
p
2
)
должно быть меньше допускаемого .
Из этого условия определим диаметр
D
4
A
p
d
2
1
4
3000
3
2
65
(75
)
мм
5. Проверяем
на
нагрев
торцовую
часть
вкладыша
при
линейной
скоро
сти, соответствующей среднему диаметру опорной поверхности:
vср
dD
2
1
65,7
65
75
2
267
(
смм
,0)/
267
(
)/
см
При этом критерий p1vср = 3 ? 0,267 = 0,801 Нм/(мм2с), что значительно ниже допускаемого: [pv] = 2....10 Нм/(мм2с).
Подпятники. Опоры скольжения вертикально расположенных валов называются
подпятниками (рис.20). В корпусе 2 подпятника размещается бронзовая или стальная линза 3,
которая по мере износа заменяется новой. В ряде случаев, в зависимости от вида смазки, вкладыши
изготовляют из дерева, текстолита, винипласта, резины и др. Втулка 1 воспринимает радиальные
нагрузки. Корпус подпятника выполняют из серого чугуна или стального литья.
Рис. 20
10. Подшипники качения
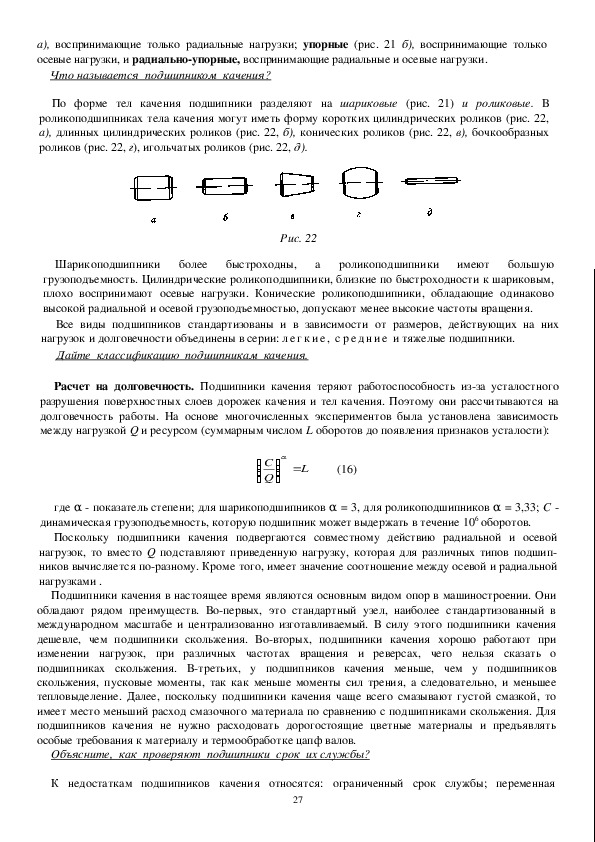
Подшипники качения это опоры вращающихся деталей, использующие элементы качения
(шарики или ролики) и работающие на основе трения качения. Они состоят (рис. 21, а) из внутрен
него 1, наружного 2 колец, тел качения 3 и сепаратора 4, разделяющего
и направляющего тела качения. По числу тел качения подшипники могут быть однорядные (рис. 21,
а) и двухрядные (рис. 21, в).
По характеру воспринимаемых нагрузок подшипники качения делятся на радиальные (рис. 21,
Рис. 21
26а), воспринимающие только радиальные нагрузки; упорные (рис. 21 б), воспринимающие только
осевые нагрузки, и радиальноупорные, воспринимающие радиальные и осевые нагрузки.
Что называется подшипником качения?
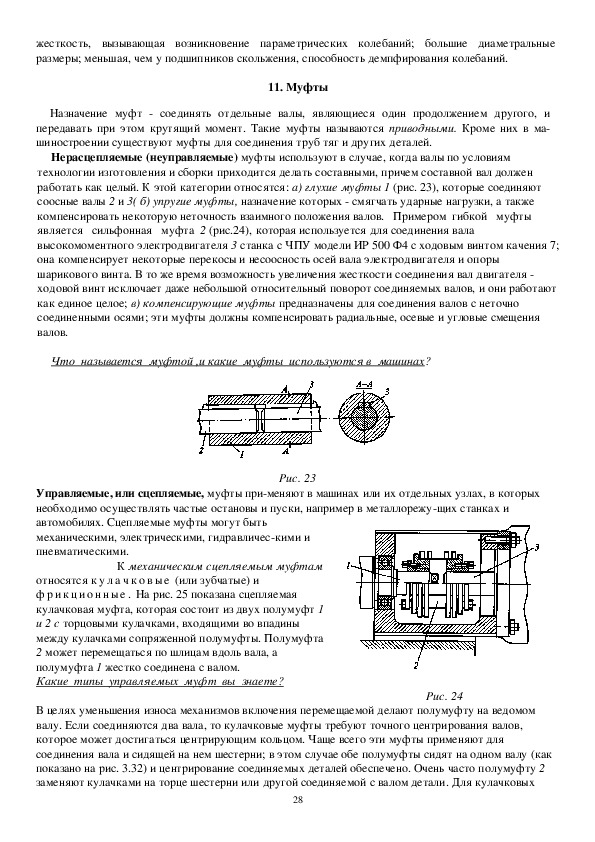
По форме тел качения подшипники разделяют на шариковые (рис. 21) и роликовые. В
роликоподшипниках тела качения могут иметь форму коротких цилиндрических роликов (рис. 22,
а), длинных цилиндрических роликов (рис. 22, б), конических роликов (рис. 22, в), бочкообразных
роликов (рис. 22, г), игольчатых роликов (рис. 22, д).
Рис. 22
Шарикоподшипники более быстроходны,
а роликоподшипники имеют большую
грузоподъемность. Цилиндрические роликоподшипники, близкие по быстроходности к шариковым,
плохо воспринимают осевые нагрузки. Конические роликоподшипники, обладающие одинаково
высокой радиальной и осевой грузоподъемностью, допускают менее высокие частоты вращения.
Все виды подшипников стандартизованы и в зависимости от размеров, действующих на них
нагрузок и долговечности объединены в серии: л е г к и е , с р е д н и е и тяжелые подшипники.
Дайте классификацию подшипникам качения.
Расчет на долговечность. Подшипники качения теряют работоспособность изза усталостного
разрушения поверхностных слоев дорожек качения и тел качения. Поэтому они рассчитываются на
долговечность работы. На основе многочисленных экспериментов была установлена зависимость
между нагрузкой Q и ресурсом (суммарным числом L оборотов до появления признаков усталости):
С
L
Q
(16)
= 3, для роликоподшипников
= 3,33;
С
α
где α показатель степени; для шарикоподшипников
α
динамическая грузоподъемность, которую подшипник может выдержать в течение 106 оборотов.
Поскольку подшипники качения подвергаются совместному действию радиальной и осевой
нагрузок, то вместо Q подставляют приведенную нагрузку, которая для различных типов подшип
ников вычисляется поразному. Кроме того, имеет значение соотношение между осевой и радиальной
нагрузками .
Подшипники качения в настоящее время являются основным видом опор в машиностроении. Они
обладают рядом преимуществ. Вопервых, это стандартный узел, наиболее стандартизованный в
международном масштабе и централизованно изготавливаемый. В силу этого подшипники качения
дешевле, чем подшипники скольжения. Вовторых, подшипники качения хорошо работают при
изменении нагрузок, при различных частотах вращения и реверсах, чего нельзя сказать о
подшипниках скольжения. Втретьих, у подшипников качения меньше, чем у подшипников
скольжения, пусковые моменты, так как меньше моменты сил трения, а следовательно, и меньшее
тепловыделение. Далее, поскольку подшипники качения чаще всего смазывают густой смазкой, то
имеет место меньший расход смазочного материала по сравнению с подшипниками скольжения. Для
подшипников качения не нужно расходовать дорогостоящие цветные материалы и предъявлять
особые требования к материалу и термообработке цапф валов.
Объясните, как проверяют подшипники срок их службы?
К недостаткам подшипников качения относятся: ограниченный срок службы; переменная
27жесткость, вызывающая возникновение параметрических колебаний; большие диаметральные
размеры; меньшая, чем у подшипников скольжения, способность демпфирования колебаний.
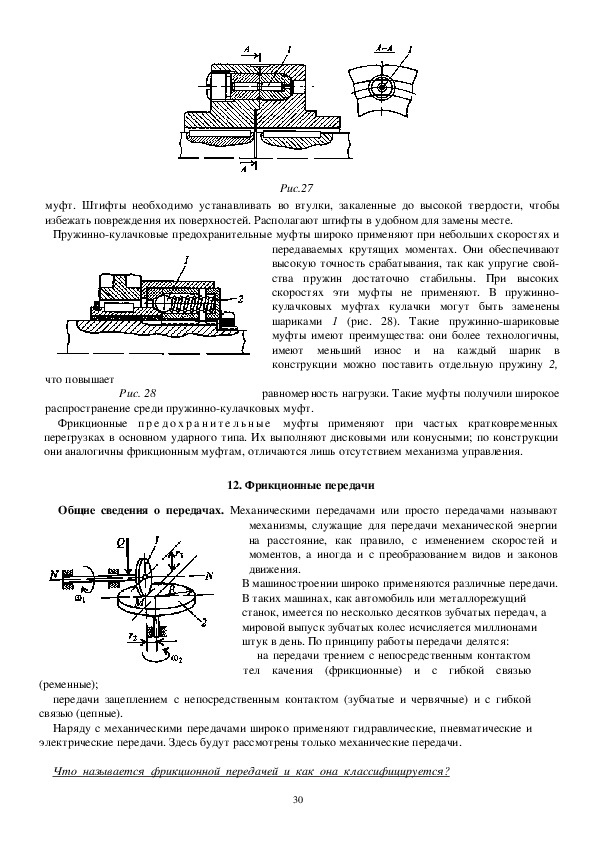
11. Муфты
Назначение муфт соединять отдельные валы, являющиеся один продолжением другого, и
передавать при этом крутящий момент. Такие муфты называются приводными. Кроме них в ма
шиностроении существуют муфты для соединения труб тяг и других деталей.
Нерасцепляемые (неуправляемые) муфты используют в случае, когда валы по условиям
технологии изготовления и сборки приходится делать составными, причем составной вал должен
работать как целый. К этой категории относятся: а) глухие муфты 1 (рис. 23), которые соединяют
соосные валы 2 и 3( б) упругие муфты, назначение которых смягчать ударные нагрузки, а также
компенсировать некоторую неточность взаимного положения валов. Примером гибкой муфты
является сильфонная муфта 2 (рис.24), которая используется для соединения вала
высокомоментного электродвигателя 3 станка с ЧПУ модели ИР 500 Ф4 с ходовым винтом качения 7;
она компенсирует некоторые перекосы и несоосность осей вала электродвигателя и опоры
шарикового винта. В то же время возможность увеличения жесткости соединения вал двигателя
ходовой винт исключает даже небольшой относительный поворот соединяемых валов, и они работают
как единое целое; в) компенсирующие муфты предназначены для соединения валов с неточно
соединенными осями; эти муфты должны компенсировать радиальные, осевые и угловые смещения
валов.
Что называется муфтой ,и какие муфты используются в машинах?
Рис. 23
Управляемые, или сцепляемые, муфты применяют в машинах или их отдельных узлах, в которых
необходимо осуществлять частые остановы и пуски, например в металлорежущих станках и
автомобилях. Сцепляемые муфты могут быть
механическими, электрическими, гидравлическими и
пневматическими.
К механическим сцепляемым муфтам
относятся к у л а ч к о в ы е (или зубчатые) и
ф р и к ц и о н н ы е . На рис. 25 показана сцепляемая
кулачковая муфта, которая состоит из двух полумуфт 1
и 2 с торцовыми кулачками, входящими во впадины
между кулачками сопряженной полумуфты. Полумуфта
2 может перемещаться по шлицам вдоль вала, а
полумуфта 1 жестко соединена с валом.
Какие типы управляемых муфт вы знаете?
Рис. 24
В целях уменьшения износа механизмов включения перемещаемой делают полумуфту на ведомом
валу. Если соединяются два вала, то кулачковые муфты требуют точного центрирования валов,
которое может достигаться центрирующим кольцом. Чаще всего эти муфты применяют для
соединения вала и сидящей на нем шестерни; в этом случае обе полумуфты сидят на одном валу (как
показано на рис. 3.32) и центрирование соединяемых деталей обеспечено. Очень часто полумуфту 2
заменяют кулачками на торце шестерни или другой соединяемой с валом детали. Для кулачковых
28муфт характерны отсутствие проскальзывания и малые габаритные размеры. Недостатком является
невозможность включения на быстром ходу. Включение
происходит с ударом даже при включении на тихом ходу со
скоростями менее 1 м/с.
Ф р и к ц и о н н ы е с ц е п л я е м ы е муфты передают
крутящий момент силами трения, обеспечивая плавное
соединение ведущего звена с неподвижным валом. Это
позволяет избежать динамических нагрузок и шума при пуске,
а в транспортных машинах неприятных для человека больших
ускорений.
Рис. 25 Кроме того, фрикционные муфты могут служить предохрани
тельным устройством. По форме
д и с к о в ы е , к о н у с н ы е и ц и л и н д р и ч е с к и е (с раздвижными колодками).
рабочих поверхностей фрикционные муфты разделяются на
Сцепляемые муфты электрические, гидравлические и пневматические это те же фрикционные
муфты, но управляемые не механически (через рычажные системы), а с помощью электрической
энергии, гидравлики или пневматики.
На рис. 26 изображена электрическая управляемая муфта. Однако у этой муфты другое
функциональное назначение не передавать крутящий момент, а, наоборот, останавливать вращение,
т.е. она выполняет роль тормоза. При включении электричества неподвижный пакет
магнитопроводящих дисков 3 затормаживает пакет 2, закрепленный с зубчатым колесом 1, и оно
останавливается.
Автоматические(самодействующие) муфты срабатывают в определенных
условиях без
вмешательства человека. К ним относятся: а) обгонные муфты, которые передают момент в одном
направлении и допускают свободное относительное вращение в
противоположном. Поэтому их называют муфтами свободного
хода. Термин «обгонная муфта» возник в связи с тем, что они
допускают обгон ведущего вала ведомым, если последний
получает более быстрое вращение от другой кинематической цепи;
6) центробежные муфты служат для автоматического
соединения (или разъединения) валов при достижении ведущим
валом заданной частоты вращения. Эти муфты являются
самоуправляющимися по скорости;
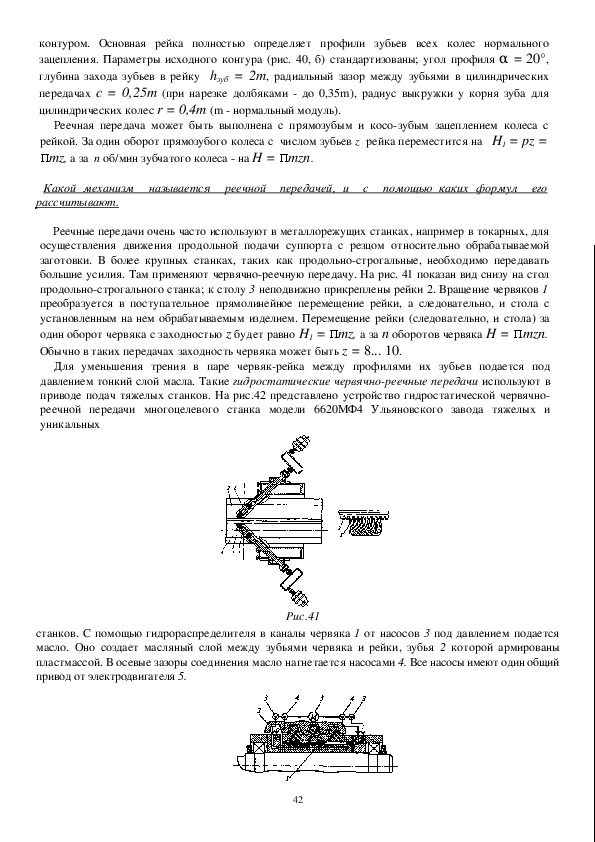
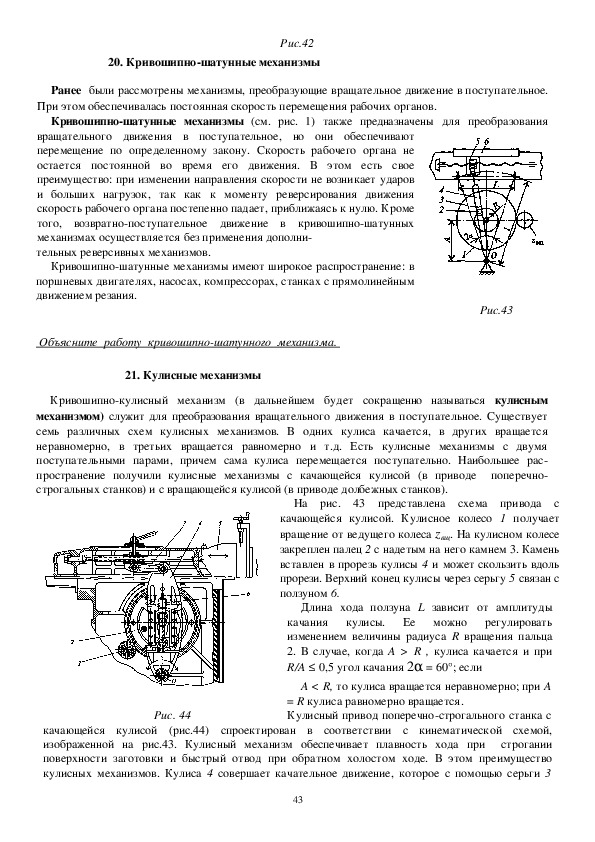
в) предохранительные
муфты, которые выполняют функцию предохранительного звена
при перегрузке машины или ее отдельных механизмов.
По принципу работы механические предохранительные муфты
делятся на муфты с разрушающим элементом, пружиннокулач
ковые, фрикционные.
Предохранительные муфты с
разрушающим элементом. Их Рис. 26
применяют при резких перегрузках. Недостатком этих муфт является необходимость замены
разрушающих элементов после срабатывания муфты. Из муфт этого типа в основном применяют
муфты со срезными штифтами 1 (рис.27).
Штифты обычно изготавливают из среднеуглеродистой стали (улучшенной или закаленной). В
предполагаемом месте разрушения на штифтах делают выточку, которая повышает точность сраба
тывания, облегчает извлечение штифтов после их разрушения, а также уменьшает опасность
повреждения торцовой поверхности
Объясните принципы работы самодействующих муфт?
29Рис.27
муфт. Штифты необходимо устанавливать во втулки, закаленные до высокой твердости, чтобы
избежать повреждения их поверхностей. Располагают штифты в удобном для замены месте.
Пружиннокулачковые предохранительные муфты широко применяют при небольших скоростях и
передаваемых крутящих моментах. Они обеспечивают
высокую точность срабатывания, так как упругие свой
ства пружин достаточно стабильны. При высоких
скоростях эти муфты не применяют. В пружинно
кулачковых муфтах кулачки могут быть заменены
шариками 1 (рис. 28). Такие пружинношариковые
муфты имеют преимущества: они более технологичны,
имеют меньший износ и на каждый шарик в
конструкции можно поставить отдельную пружину 2,
что повышает
Рис. 28 равномерность нагрузки. Такие муфты получили широкое
распространение среди пружиннокулачковых муфт.
Фрикционные п р е д о х р а н и т е л ь н ы е муфты применяют при частых кратковременных
перегрузках в основном ударного типа. Их выполняют дисковыми или конусными; по конструкции
они аналогичны фрикционным муфтам, отличаются лишь отсутствием механизма управления.
12. Фрикционные передачи
Общие сведения о передачах. Механическими передачами или просто передачами называют
механизмы, служащие для передачи механической энергии
на расстояние, как правило, с изменением скоростей и
моментов, а иногда и с преобразованием видов и законов
движения.
В машиностроении широко применяются различные передачи.
В таких машинах, как автомобиль или металлорежущий
станок, имеется по несколько десятков зубчатых передач, а
мировой выпуск зубчатых колес исчисляется миллионами
штук в день. По принципу работы передачи делятся:
на передачи трением с непосредственным контактом
тел качения (фрикционные) и с гибкой связью
(ременные);
передачи зацеплением с непосредственным контактом (зубчатые и червячные) и с гибкой
связью (цепные).
Наряду с механическими передачами широко применяют гидравлические, пневматические и
электрические передачи. Здесь будут рассмотрены только механические передачи.
Что называется фрикционной передачей и как она классифицируется?
30Фрикционные передачи это передачи, в которых движение от ведущего тела к ведомому
передается силами трения. На рис. 29 показана простейшая фрикционная передача. Ведущий
диск 1 поджимается силой Q к торцовой поверхности диска 2. При вращении диска 1 в точке М
возникает сила трения
Fтр = fтр Q (17)
которая приводит во вращение ведомый диск 2. Можно определить, с какой угловой
Рис. 29
скоростью будет вращаться ведомый диск. Известно, что передаточное отношение
определяется отношением угловых скоростей ведомого звена к ведущему. Для данной
передачи оно определится так:
i
2
1
v
м
r
2
:
v
м
r
1
r
1
r
2
;
iет
..
r
1
r
2
r
вщ
r
вд
(18)
Следовательно, угловая скорость ведомого звена
1
i
2
r
1
r
2
(19)
Если диску 1 сообщить поступательное перемещение вдоль оси N N, то у ведомого диска 2
будет бесступенчато меняться угловая скорость, так как радиус r2 может изменять свое значение от
0 до R.
Такие фрикционные передачи, которые позволяют бесступенчато изменять частоту вращения
ведомого звена, называются вариаторами.
Наибольший диапазон регулирования частот вращения D = птлх/пmin
у лобовых вариаторов 3...4, у торцовых и конусношкивных 8... 10
Достоинства фрикционных передач: простота тел качения; бесступенчатость регулирования
скорости; возможность изменения скорости ведомого звена без остановки ведущего, что очень важ
но в приводах металлорежущих станков; низкая стоимость изготовления в силу простоты
конструкции.
Недостатки: невозможность (в отличие от зубчатых зацеплений) получения точных передаточных
отношений; повышенный износ; необходимость специальных нажимных устройств (чего не
требуется зубчатым передачам); большие нагрузки на подшипники. В силу указанных недостатков
применение вариаторов в машиностроении ограничено. Они используются в винтовых прессах,
приборах, приводах главного движения некоторых станков.
Как определяется передаточное отношение фрикционной передачи?
13. Ременные передачи
Ременная передача (рис. 30, а, б) широко применяется для передачи движения между удаленными
друг от друга валами. Она осуществляется посредством шкивов 2, закрепленных на валах, и надетых
на эти шкивы одного плоского 1 либо нескольких клиновых ремней 3. Первая называется
плоскоременной, а вторая клиноременной передачей. Преимуществами ременных передач являются
возможность осуществлять передачу на значительные расстояния; эластичность привода,
смягчающая колебания и нагрузки и предохраняющая от значительных перегрузок (за счет
проскальзывания); плавность хода и бесшумность работы К недостаткам относятся большие
габариты, непостоянство передаточного отношения (изза проскальзывания ремня на шкивах),
большое давление на валы и подшипники.
Плоские ремни изготовляют из кожи, хлопчатобумажных и прорезиненных тканей. Для создания
замкнутой гибкой связи их сшивают.
31Рис. 30
.
Клиновые ремни изготовляют замкнутыми цельными определенной длины. Такие ремни
обеспечивают хороший контакт со шкивом в желобе и плавную безударную передачу.
недостатки?
Какой механизм называется ременной передачей, укажите его достоинства и
Передача усилий обеспечивается только при нормально натянутых ремнях. Для этого ремни
периодически перешивают или устанавливают специальные устройства, которые регулируют натя
жение ремней.
Плоскоременная передача бывает открытая (рис. 30, в), направление вращения ведомого вала при
которой совпадает с направлением вращения ведущего шкива, и перекрестная (рис. 30, г), изменяющая
направление вращения ведомого вала на обратное. На продольнострогальных станках некоторых
типов применяют открытую и перекрестную ременные передачи.
Вследствие неизбежного скольжения окружная скорость на ведомом валу v2 меньше скорости v1 на
ведущем валу: v2 = (1 ) ξ v1
Отсюда передаточное отношение
i
i
вд
n
n
вщ
d
d
1
2
вд
вщ
1
1(
v
1
2
)
d
2
:
2
v
1
d
1
1(
d
1
)
d
2
;
ет
..
(20)
В справочниках приведены следующие значения относительного скольжения
ξ
: прорезиненные,
текстильные и синтетические ремни 0,01; кожаные ремни 0,015; кордтканевые клиновые ремни
0,2; кордошнуровые клиновые ремни 0,01.
От каких факторов зависит передаточное отношение ременной передачи?
14. Зубчатые передачи
Зубчатая передача является механизмом, который с помощью зубчатого зацепления передает или
преобразует движение с изменением угловых скоростей и моментов.
Рассмотрим зубчатые передачи, составленные из цилиндрических (рис. 31, а) и конических (рис.
31, б) зубчатых колес. Зубчатые передачи, в которых преобразуется вращательное движение в
32поступательное и наоборот, будут рассмотрены далее в последующих разделлах.
Для передачи вращения между параллельными валами используют цилиндрические зубчатые
Рис. 31
колеса (рис. 31, вд). Для преобразования и передачи вращения между валами с пересекающимися
осями используют конические зубчатые колеса
(рис. 3.38, б), а между перекрещивающимися
осями – зубчатовинтовые (рис. 3.38, д).
По сравнению с рассмотренными выше
зубчатые передачи имеют существенные
преимущества: малые габариты, надежны в работе,
долговечны, высокий КПД, постоянное
передаточное отношение, большой передаваемый
крутящий момент. Кроме того, они могут
применяться в широком диапазоне скоростей и
моментов. К недостаткам можно отнести: шум,
ступенчатость регулирования
Рис. 32 скоростей, невозможность переключать скорости
на ходу.
Охарактеризуйте принцип работы зубчатого зацепления?
Основные элементы зубчатого колеса. Основным кинематическим условием, которому должен
удовлетворять профиль зубьев, является постоянство мгновенного передаточного отношения.
Профиль зубьев должен обеспечивать малые скорости скольжения, чтобы передача имела высокий
КПД, прочность и долговечность. Профиль должен допускать легкое изготовление (нарезание одним
инструментом независимо от числа зубьев). Этим всем условиям удовлетворяет эвольвентное
зацепление, которое широко применяется в машиностроении. Элементы эвольвентных зубчатых колес
стандартизованы. За основной параметр принят модуль зубьев т величина, пропорциональная шагу
р по делительному цилиндру:
В общем случае, в том числе и для косозубых колес, рассматривают окружные шаги pt , и
m (21)
p
нормальные рп:
p
t
(22)
cos
угол наклона зубьев по делительному цилиндру.
p
n
β
где
Что называется модулем зубчатого зацепления?
Для прямозубых колес β = 0, следовательно, р n= рt = р , т.е. окружной и нормальный шаги
совпадают. Шаг измеряется по делительной окружности (рис. 32) и определяется делением длины
этой окружности на число зубьев z:
33p
d
z
(23)
Зная, что т = р/
, π можно выразить диаметр делительной окружности через модуль зубьев:
d = mz (24)
Высота зуба h складывается из головки h’ = m и ножки h" = 1,25 m. Отсюда высота зуба
Учитывая эти зависимости, запишем диаметр окружности выступов
h = h' + h" = 2,25 m (25)
и впадин
de = m (z + 2) (26)
di = ( z – 2 , 2 5 ) m. (27)
Расстояние между центрами двух зубчатых колес (рис. 33), находящихся в зацеплении,
определится следующим образом:
A
d
1
2
d
2
2
zm
1
1
2
zm
2
2
2
(
z
1
m
z
2
)
2
(28)
Где z1 и 22 числа зубьев этих колес;
т1 = т2 = т так как в зацеплении могут быть зубчатые колеса только одного модуля.
Передаточное отношение найдем из условия отсутствия проскальзывания в точке контакта
профилей зубьев, т.е. равенства окружных скоростей v1 = v2. Пусть угловая скорость ведущего
зубчатого колеса будет ω1 а ведомого ω2. Тогда
v
1
1
d
1
2
1
zm
1
1
2
;
2
v
2
zm
2
2
2
(29)
zm
1
1
2
2
zm
2
z
2
1
1
z
2
Отсюда передаточное
Учитывая, что т1 = т2 получим
1
2
2
или
отношение будет равно
i
вд
вщ
z
1
z
2
1
2
(30)
т. е. передаточное отношение зубчатой передачи равно отношению чисел зубьев ведущего
зубчатого колеса к числу зубьев ведомого.
Перечислите элементы зубчатого колеса и укажите методы их расчета.
Материалы для изготовления зубчатых колес. Для тихоходных передач, преимущественно
применяют чугуны. Они относительно хорошо
крупногабаритных и открытых передач,
сопротивляются заеданиям, поэтому могут работать при скудной смазке. Применяются чугуны СЧ
2140, СЧ 2444, модифицированные чугуны СЧ 2848, СЧ 3252, СЧ 3656, а также высокопрочные
магниевые чугуны с шаровидным графитом.
Для больших диаметров используют стальное литье (стали 35Л 50Л), а также литейные
марганцовистые и низколегированные стали 40ХЛ, ЗОХГСЛ, 50Г2.
В слабонагруженных передачах применяют пластмассовые зубчатые колеса в паре с
металлическими; они бесшумны в работе, химически стойкие и обеспечивают самосмазываемость.
34Зубчатые колеса изготавливают из текстолита, древесно
слоистых пластиков, капрона, капролона,
полиформальдегида. Из сущеествующих марок тексто
лита следует рекомендовать марки ПТ и ПТК; из древес
нослоистых пластиков ДСПГ со звездообразным
расположением шпона (волокна каждого слоя шпона
смещены на 25...30°). Зубчатые колеса из капрона Б при
чистой смазке после некоторого времени работы
Рис.33 перестают
изнашиваться. Капролон и полиформальдегид в настоящее
время являются наиболее перспективным материалом для
зубчатых колес.
Для средненагруженных колес, особенно в станкостроении, используются стали 40Х, 40ХН с
поверхностной закалкой токами высокой частоты.
В массовом и крупносерийном производстве применяют зубчатые колеса высокой твердости,
которые отделочным операциям подвергают после термической обработки.
Из каких материалов изготавливают зубчатые колеса.
Ранее основным видом термической обработки являлась объемная закалка. Колеса изготовляли из
сталей марки типа 40Х, а в более ответственных случаях из сталей марок 40ХН, 40ХН2МА и др.
Однако объемная закалка не сохраняет вязкую сердцевину при высокой твердости поверхности
(обычно HRC3 45...55). Поэтому в настоящее время объемная закалка уступает место поверхностным
термическим и химикотермическим методам упрочнения (более подробно это будет рассмотрено в
разд. 4).
Для ответственных зубчатых колес, особенно работающих с перегрузками и ударными нагрузками,
рекомендуется применять хромоникелевые стали марок 12ХНЗА, 18Х2Н4МА, 20Х2Н4А и
безникелевые стали 18ХГТ, 25ХГТ и 15ХФ с последующей цементацией и закалкой.
15. Червячные передачи
Червячная передача (рис. 34) состоит из червяка, т.е.
винта с трапецеидальной резьбой, и зубчатого (червячного)
колеса.
Основные элементы червячного колеса такие же, как у
цилиндрического зубчатого колеса. Отличие состоит в том,
что у червячного колеса начальный контакт происходит не в
точке, а по линии. Зубья червячных колес имеют дуговую
форму, получаемую в результате взаимного огибания с
витками червяка. Ось червячного колеса
перпендикулярна оси червяка, поэтому
червячные передачи имеют характерные черты зубчатых и
винтовых передач. Изобретение червячных передач приписывают
Архимеду.
Червячная передача дает возможность получать очень малые
передаточные отношения (например, 1:400, 1:500, в приводах
столов большого диаметра станков встречаются 1:1000).
Передаточные отношения червячной передачи
Рис.34 рассчитываются по формуле
i = k/z , (31)
где к число заходов червяка; z число зубьев червячного колеса.
Недостатком червячной передачи является малый коэффициент полезного действия, преи
муществом компактность, бесшумность, плавность хода, возможность большого редуцирования.
35Широкое применение червячные передачи имеют в подъемнотранспортных машинах, в
металлорежущих станках, автомобилях. Материалы выбирают с учетом особенностей работы
червячной пары. По сравнению с зубчатыми червячные передачи имеют большие скорости скольжения
в контактной зоне и неблагоприятные условия для гидродинамической смазки.
Объясните принцип работы червячной передачи?
Для уменьшения износа обычно червячное колесо выполняют из антифрикционного материала
(относительно мягкого), а червяк из твердых материалов. В силовых передачах используют червяки
из сталей, термически обработанных до значительной твердости. Наилучшую износостойкость
передач обеспечивают червяки из цементируемых сталей 20Х, 12ХНЗА, 18ХГТ, 15ХФ, имеющие
твердость после закалки HRC3 56...63. Широко применяют червяки из среднеуглеродистой стали 45,
40Х, 40ХН, 35ХГСА с поверхностной или объемной закалкой до твердости HRC3 45...55, после чего
червяк шлифуют и полируют. Для изготовления червяков применяют также азотируемые стали
38Х2МЮА, 38Х2Ю и другие, требующие только полирования.
Для передач с колесами очень больших диаметров целесообразно применять бронзовые червяки,
при этом червячные колеса выполняют из чугуна.
При высоких скоростях скольжения (от 5 до 25 м/с) и длительной работе без перерыва венец у
червячного колеса выполняют из оловянистой бронзы БрОФ101, оловяноникелевой бронзы БрОНФ
1011, а также сурьмяноникелевой бронзы.
Для тихоходных передач применяют алюминиевожелезистые бронзы БрАЖ 94. При этом червяк
должен обязательно иметь высокую твердость, не ниже HRCэ 45.
Из каких материалов изготавливают детали червячной передачи.
16. Цепные передачи
Общие сведения. Цепные передачи, как и ременные,
применяются для передач между валами, удаленными друг
от друга. Цепная передача состоит (рис. 35) из ведущей 1 и
ведомой 2 звездочек и цепи 3, охватывающей и входящей с
ними в зацепление.
Кроме перечисленных основных
элементов цепные передачи включают натяжные и смазочные
устройства.
Цепные передачи
Рис. 35 широко применяются в
транспортных машинах (мотоциклах, велосипедах, автомобилях,
транспортерах), в сельскохозяйственных машинах, в
металлорежущих станках. Для цепных передач станков
используют цепи двух конструкций: втулочнороликовые
(рис.36,а) и бесшумные (рис.36, б); последние рекомендуются для
передачи больших крутящих моментов.
Достоинства цепных передач: возможность передавать движение
на удаленные друг от друга валы; меньшие, чем у ременных
передач, габаритные размеры; высокий КПД; возможность пе
редавать вращение нескольким звездочкам; малые силы, дейст
вующие на валы, так как отсутствуют первоначальные натяжные
устройства; отсутствие скольжения; возможность легкой замены
цепи.
Недостатки: повышенный износ (работают в условиях отсут
ствия жидкостного трения); цепи вытягиваются вследствие
износа шарниров, поэтому в процессе эксплуатации приходится
применять натяжные устройства; при небольшом числе зубьев
36звездочки скорость вращения приводной звездочки и цепи неравномерная.
Рис. 36
Какой механизм называется цепной передачей , укажите его достоинства и недостатки?
Передаточное отношение будет определяться, как и для зубчатой передачи, формулой
i (32)
z
1
z
2
где z1 число зубьев ведущей звездочки z2 число зубьев ведомой звездочки.
Величина, обратная передаточному отношению, называется передаточным числом:
1 (33)
u
i
Передаточное число ограничивается допустимыми габаритными размерами, углами обхвата и
числами зубьев звездочек; обычно оно бывает меньше 7. В отдельных случаях, если позволяют габа
ритные размеры, в тихоходных передачах допускается брать передаточное число до 10.
Числа зубьев звездочек.
Минимальное число зубьев ограничивается износом шарниров,
динамическими нагрузками и шумом передач. Чем меньше число зубьев звездочки, тем больше износ,
так как угол поворота звена цепи при набегании на звездочку и сбегании с нее равен 360°/z.
С уменьшением числа зубьев возрастает неравномерность скорости движения цепи и скорость
удара цепи о звездочку. Минимальное число зубьев звездочки в силовых передачах роликовыми
цепями следующее: при максимальных частотах вращения z1 min = 19...23 ; при средних
17... 19 и при низких 13... 15. Максимальное число зубьев звездочек для роликовых цепей выбирают
равным 100... 120, а для зубчатых 120... 140.
Максимальное межосевое расстояние определяют по условию, при котором угол обхвата цепью
малой звездочки должен быть не меньше 120°:
При и ≤ 3 Аmin = ( D1 + D2 )/2 + (30...50); (34)
при и > 3
A
min
DD
2
1
2
9
u
10
(35)
где D1 и D2 наружные диаметры звездочек. Оптимальные межосевые
расстояния
А = (30. ..50) / p, (36)
Где p шаг цепи.
Шаг цепи (расстояние между ее звеньями) является основным параметром цепной передачи; обычно
A/80 ≤ р ≤ А/25.
По предварительно выбранному расстоянию А, шагу р и числам зубьев звездочек определяют
потребное число звеньев цепи W:
z
2
2
z
1
z
2
W
2
A
2
p
z
1
2
Следует отметить, что эта формула является приближенной.
По каким параметрам рассчитывается цепная передача?
Материалы цепей. Пластины выполняют из холоднокатаной ленты, изготавливаемой из сталей 45, 50,
40Х, 40ХН, ЗОХНЗА. В зависимости от назначения пластины закаливают до твердости HRC3 40...50.
Детали шарниров оси, втулки, вкладыши выполняют преимущественно из цементируемых сталей
15, 20, 15Х, 20Х, 12ХНЗ, 20ХНЗА, 20Х2Н4А, ЗОХНЗА и подвергают закалке до НRСэ50...65.
(37)
p
A
В шарнирах роликовых цепей для работы без смазки применяют пластмассы.
Ресурс цепей в стационарных машинах должен составлять не менее 3... 5 тыс. часов работы.
3717. Винтгайка скольжения
Передача винтгайка предназначена для преобразования вращательного движения в прямолинейное
поступательное. Передачи винтгайка скольжения обеспечивают большой выигрыш в силе,
возможность получения медленного движения, большую несущую способность при малых габаритных
размерах, возможность достижения высокой точности перемещения исполнительного органа, жестко
связанного с гайкой, и простоту конструкции.
Недостатками являются большие потери на трение, низкий КПД, невозможность применения на
больших скоростях перемещений. Скорость скольжения профилей резьбы винта относительно
профилей гайки в 1040 раз превышает скорость осевого перемещения узла, жестко скрепленного с
гайкой.
Область применения передач винтгайка скольжения: поднятие грузов (домкраты), нагружение в
испытательных машинах, механическая обработка на металлорежущих станках и винтовых прессах;
управление оперением самолетов; точные делительные перемещения в измерительных и делительных
машинах, в металлорежущих станках; установочные перемещения для настройки и регулирования
машин.
Рис. 37
Объясните принцип работы передачи винт гайка , укажите ее достоинства и недостатки.
В отличие от крепежных резьб в ходовых и грузовых винтах нужно иметь наименьшее трение.
Поэтому используют резьбы с малыми углами профиля, чаще всего трапецеидальные (рис. 37, а),
причем основное применение имеет резьба со средними шагами. Мелкую резьбу применяют для
перемещений повышенной точности и относительно медленных перемещений. Крупную резьбу
применяют в тяжелых (по износу) условиях работы.
Прямоугольные резьбы (рис. 37, б) используют для осуществления очень точных перемещений,
поскольку потери на трение из всех типов резьб (рис. 37, ад) у прямоугольных меньше, а кроме того,
у этого профиля наименьшее влияние неизбежных радиальных биений на точность перемещения
гайки, а следовательно, и исполнительного механизма.
Недостатком прямоугольной резьбы является трудность изготовления невозможность
окончательной обработки шлифованием, что ограничивает ее применение.
В крепежных резьбовых соединениях чаще всего применяют метрические (рис. 37, в) и дюймовые
(рис. 37, г) резьбы.
Для точных винтов делительных и измерительных машин применяют треугольные резьбы с углом
профиля 30° и даже 60°, которые можно изготовить с малыми шагами.
Для винтов, подверженных большим односторонним осевым нагрузкам (в прессах, нажимных
устройствах прокатных станов), применяют упорную резьбу (рис. 37, д).
Материалы винтов должны обладать высокой износостойкостью и хорошей обрабатываемостью;
тяжелонагруженные винты необходимо изготовлять из высокопрочных материалов.
Дайте классификацию резьб в передачах винт гайка.
Винты, не подвергаемые закалке, изготавливают из сталей 45, 50 или А45, А50 и А40Г (с
содержанием 0,15...0,50% свинца); подвергаемые закалке из сталей 65Г, 40Х; азотируемые из
38сталей 40ХФА, 18ХГТ. Азотирование обеспечивает высокую износостойкость и минимальное
демпфирование при упрочнении. Поэтому для ходовых винтов металлорежущих станков
рекомендуется применять азотирование.
Материалы гаек бронзы оловянистые (БрОФ 101, БрОЦС 663) и цинковый сплав ЦАМ 10
5; при малых скоростях и нагрузках чугун. Гайки больших и средних диаметров заливают
антифрикционным сплавом.
Конструктивные особенности винта и гайки. Конструкции винтов должны удовлетворять
общим требованиям, предъявляемым к валам: не иметь резких переходов диаметров, буртиков
большого диаметра, чтобы не превращать в стружку металл и т.п. Длинные винты выполняют
составными, их устанавливают на двух опорах (короткие устанавливают на одной, второй опорой
служит гайка). Один конец ходового винта обычно фиксируется в опоре, что позволяет
воспринимать осевые усилия.
Гайки ходового винта выполняют цельными и разъемными. В прецизионных металлорежущих
станках осуществляют безлюфтовую передачу «винтгайка скольжения». Это достигается
применением сдвоенных гаек, расположенных в одном корпусе 3.
Они смещаются одна
относительно другой в осевом направлении, т.е. поворотом гаек 2 и 4 (рис. 38,а) вокруг ходового
винта 1 в противоположных направлениях, после чего их положение фиксируется контргайками 5.
Теперь при вращении ходового винта в одном направлении перемещение суппорта 6 будет
происходить от левой гайки 2; если же ходовой винт изменит направление вращения, то правая
гайка 4 сразу передаст движение суппорту в
Рис.38
противоположном направлении. В такой конструкции люфт не выбирается, так как гайки работают
каждая на свое направление. На рис. 38, б наглядно показано, как соприкасаются профили левой и
правой гаек с профилями ходового винта.
Основной причиной выхода из строя передачи винтгайка является износ. Для обеспечения
необходимой износостойкости давление в резьбе не должно превышать допустимое:
F
p
p
(38)
ср
zhd
где F расчетная осевая сила, действующая на винт;
dcp средний диаметр резьбы;
h рабочая высота профиля (для трапецеидальной резьбы
h = 0,5рхв ; рхв шаг резьбы ходового винта);
z число витков резьбы на высоте гайки H ( z = H / pхв ).
Подставляя в формулу значения h и z, получим
F
2
Hd
Отсюда можно определить средний диаметр резьбы
p
p
ср
(39)
F
2
d ср
p
(40)
39ψ = 2,5...3,5. Большие значения ψ принимают для резьб меньших диаметров. Допускаемые
= 1,2...2,5
; для разъемных гаек
= ψ H/dср ; для целых гаек
где
давления в резьбе принимают для пар:
ψ
закаленная сталь бронза [р] =12 Н/мм2,
незакаленная сталь бронза [р] = 9 Н/мм2,
незакаленная сталь чугун [р] =5 Н/мм2.
Давление в резьбе для точных резьб (делительные машины) должно быть в 2 – 3 раза меньше.
Сильно нагруженные винты проверяют на прочность при совместном действии сжатия и кручения;
эквивалентное напряжение должно быть меньше допускаемого напряжения на растяжение:
2
2
3
Где Мкр крутящий момент, скручивающий винт;
S1 и Wp соответственно площадь и полярный момент сопротивления сечения винта, взятые по
внутреннему диаметру резьбы.
p
(41)
F
S
1
M
W
кр
p
э
Допускаемое напряжение берется [
]σ р ≤ σт/3 во избежание местных пластических деформаций.
Длинные винты проверяют на потерю устойчивости по Эйлеру, за расчетное принимают крайнее
положение гайки, когда винт подвергается сжатию на максимальной длине:
F
2
n
пр
JE
2
l
(42)
где μ1 приведенная длина; l расстояние между опорами для
двухопорных ходовых винтов, а для коротких винтов это расстояние
между опорой и серединой гайки;
п = 2,5...4,0 коэффициент безопасности;
J пр
4
d
1
64
4,0
6,0
d
d
1
приведенный момент инерции;
d u d1 соответственно наружный и внутренний диаметры резьбы;
Е модуль упругости 1го рода.
По каким формулам проверяют прочность винновых соединений.
18. Винтгайка качения
Передачи винтгайка качения применяются в механизмах, где необходима плавность перемещения,
в следящих системах, станках с числовым программным управлением. КПД таких передач достигает
0,9. В резьбе может быть выбран полностью зазор и создан предварительный натяг, обеспечивающий
высокую осевую жесткость. В качестве тел качения применяются шарики и ролики, но чаще при
меняются шариковые передачи. В литературе часто встречается аббревиатура ВГК (винтгайка
качения) и ШВП (шариковинтовая передача).
На винте и в гайке выполняется винтовая канавка (чаще полу
круглого профиля), по которой перекатываются тела качения
(шарики или ролики). Диаметр шарика Dш = 0,6 рхв.
При использовании ШВП в машинах точных перемещений не
допустим осевой зазор. В этом случае ВГК выполняют по анало
гии с рассмотренной на рис. 38 передачей винтгайка скольже
ния. В едином корпусе 5 (рис. 39) размещают две гайки 2 и 4,
смещенные одна относительно другой по винтовой линии. Это
40также создает безлюфтовую передачу.
В отличие от винтовой пары скольжения в ШВП должен быть создан предварительный натяг: еще
до приложения
Рис.39 рабочей нагрузки в конструкции ШВП с помощью прокладок или
пружин путем затягивания резьбовых соединений создаются предварительные осевые усилия. Теперь
тела качения 3 вместо точечного контакта с дорожкой качения имеют контакт по небольшой поверх
ности (в силу упругого перемещения под действием приложенных сил). Таким образом повышают
осевую жесткость ШВП. В большинстве конструкций шарики в гайке перемещаются по замкнутой
траектории. Каналом возврата служит специальная вставка 6 (см. рис. 39), соединяющая два соседних
витка гайки, которая заставляет циркулировать шарики только в пределах одного шага ходового
винта 1.В станкостроении нормализованные шариковые пары винтгайка изготавливают на
специализированных заводах.
Допустимую статическую нагрузку рассчитывают исходя из допускаемых упругих контактных
напряжений 250... 300 кН/см2.
Допускаемая нагрузка на один шарик при напряжении 250 кН/см2
Общая допустимая осевая статическая нагрузка на винт
где dm диаметр шарика, мм.
F
1
20 2
шd
,
sin
F
1Fz
cos
p
где zp = 0,7z расчетное число шариков;
z число шариков, находящихся в контакте, т. е. только в одной из гаек левой или правой;
α угол контакта шарика, обычно α = 45°;
ψ угол подъема винтовой линии резьбы (ψ = 2... 5 °).
Так рассчитывают нагрузку, допускаемую на винт для тихоходных передач
(43)
Материалы для ШВП: винты изготавливают из сталей ХВГ и 7ХГ2ВМ с объемной закалкой, 8ХВ
с закалкой при индукционном нагреве и 20ХЗМВФ с азотированием. Для гаек применяют стали
9ХГС, ШХ15, ХВГ с объемной закалкой и цементируемые стали 18ХГТ, 12ХНЗА. Рабочие
поверхности закаливают до твердости HRC 60 и выше.
Укажите основные отличия передачи винтгайка качения от обычной передачи винт
гайка.
3.19. Реечные передачи
Реечная передача, как и передача винтгайка, служит для преобразования вращательного
движения в поступательное прямолинейное и наоборот. Реечная передача (рис. 40,а) состоит из
зубчатого колеса 7 и зубчатой рейки 2. Рейка является частным случаем зубчатого колеса, когда
радиус колеса увеличен до бесконечности. При этом колесо превращается в рейку, а эвольвентный
профиль зуба в прямолинейный. При увеличении числа зубьев некоррегированного
а) б)
Рис. 40
колеса до бесконечности получают так называемую основную рейку, очерченную исходным
41контуром. Основная рейка полностью определяет профили зубьев всех колес нормального
= 20°
зацепления. Параметры исходного контура (рис. 40, б) стандартизованы; угол профиля
,
глубина захода зубьев в рейку hзуб = 2m, радиальный зазор между зубьями в цилиндрических
передачах c = 0,25m (при нарезке долбяками до 0,35m), радиус выкружки у корня зуба для
цилиндрических колес r = 0,4m (m нормальный модуль).
α
Реечная передача может быть выполнена с прямозубым и косозубым зацеплением колеса с
рейкой. За один оборот прямозубого колеса с числом зубьев z рейка переместится на H1 = pz =
πmz, а за п об/мин зубчатого колеса на Н = mznπ
.
Какой механизм называется реечной передачей, и с помощью каких формул его
рассчитывают.
Реечные передачи очень часто используют в металлорежущих станках, например в токарных, для
осуществления движения продольной подачи суппорта с резцом относительно обрабатываемой
заготовки. В более крупных станках, таких как продольнострогальные, необходимо передавать
большие усилия. Там применяют червячнореечную передачу. На рис. 41 показан вид снизу на стол
продольнострогального станка; к столу 3 неподвижно прикреплены рейки 2. Вращение червяков 1
преобразуется в поступательное прямолинейное перемещение рейки, а следовательно, и стола с
установленным на нем обрабатываемым изделием. Перемещение рейки (следовательно, и стола) за
один оборот червяка с заходностью z будет равно Н1 = πmz, а за n оборотов червяка Н = πmzn.
Обычно в таких передачах заходность червяка может быть z = 8... 10.
Для уменьшения трения в паре червякрейка между профилями их зубьев подается под
давлением тонкий слой масла. Такие гидростатические червячнореечные передачи используют в
приводе подач тяжелых станков. На рис.42 представлено устройство гидростатической червячно
реечной передачи многоцелевого станка модели 6620МФ4 Ульяновского завода тяжелых и
уникальных
станков. С помощью гидрораспределителя в каналы червяка 1 от насосов 3 под давлением подается
масло. Оно создает масляный слой между зубьями червяка и рейки, зубья 2 которой армированы
пластмассой. В осевые зазоры соединения масло нагнетается насосами 4. Все насосы имеют один общий
привод от электродвигателя 5.
Рис.41
42Рис.42
20. Кривошипношатунные механизмы
Ранее были рассмотрены механизмы, преобразующие вращательное движение в поступательное.
При этом обеспечивалась постоянная скорость перемещения рабочих органов.
Кривошипношатунные механизмы (см. рис. 1) также предназначены для преобразования
вращательного движения в поступательное, но они обеспечивают
перемещение по определенному закону. Скорость рабочего органа не
остается постоянной во время его движения. В этом есть свое
преимущество: при изменении направления скорости не возникает ударов
и больших нагрузок, так как к моменту реверсирования движения
скорость рабочего органа постепенно падает, приближаясь к нулю. Кроме
того, возвратнопоступательное движение в кривошипношатунных
механизмах осуществляется без применения дополни
тельных реверсивных механизмов.
Кривошипношатунные механизмы имеют широкое распространение: в
поршневых двигателях, насосах, компрессорах, станках с прямолинейным
движением резания.
Рис.43
Объясните работу кривошипношатунного механизма.
21. Кулисные механизмы
Кривошипнокулисный механизм (в дальнейшем будет сокращенно называться кулисным
механизмом) служит для преобразования вращательного движения в поступательное. Существует
семь различных схем кулисных механизмов. В одних кулиса качается, в других вращается
неравномерно, в третьих вращается равномерно и т.д. Есть кулисные механизмы с двумя
поступательными парами, причем сама кулиса перемещается поступательно. Наибольшее рас
пространение получили кулисные механизмы с качающейся кулисой (в приводе поперечно
строгальных станков) и с вращающейся кулисой (в приводе долбежных станков).
На рис. 43 представлена схема привода с
качающейся кулисой. Кулисное колесо 1 получает
вращение от ведущего колеса zвщ. На кулисном колесе
закреплен палец 2 с надетым на него камнем 3. Камень
вставлен в прорезь кулисы 4 и может скользить вдоль
прорези. Верхний конец кулисы через серьгу 5 связан с
ползуном 6.
Длина хода ползуна L зависит от амплитуды
Ее можно регулировать
качания кулисы.
изменением величины радиуса R вращения пальца
2. В случае, когда А > R , кулиса качается и при
R/A ≤ 0,5 угол качания 2α = 60°; если
А < R, то кулиса вращается неравномерно; при А
= R кулиса равномерно вращается.
Рис. 44 Кулисный привод поперечнострогального станка с
качающейся кулисой (рис.44) спроектирован в соответствии с кинематической схемой,
изображенной на рис.43. Кулисный механизм обеспечивает плавность хода при строгании
поверхности заготовки и быстрый отвод при обратном холостом ходе. В этом преимущество
кулисных механизмов. Кулиса 4 совершает качательное движение, которое с помощью серьги 3
43преобразуется в поступательное прямолинейное движение ползуна 5 станка. Кулисное колесо 2
получает вращение от коробки скоростей через шестерню 1. Вместе с камнем кулисное колесо
вращается вокруг оси О1 , а кулиса качается вокруг оси О. Радиус вращения камня устанавливается
вращением винта 6.
Недостатком кулисного механизма является неравномерная скорость рабочего хода и
постоянное соотношение между временем рабочего и холостого ходов.
Объясните работу кулисного механизма.
Вопросы и задания по разделу
«Детали машин»
1. Что называется деталями машин?
2. Что называется механизмом машины?
3. Что считается работоспособностью машины механизма?
4. По каким критериям проводят оценку прочности узлов и механизмов деталей машин?
5. Что такое точность деталей машин ?
6. Как оценить жесткость узла машины?
7. Как износостойкость влияет на эксплуатационные характеристики машины?
8. За счет чего обеспечивается стойкость к тепловым воздействиям в узлах деталей
машин ?
9. Что такое виброустойчивость узлов машины и как с ней бороться?
10. Что такое надежность машины?
11. От чего зависит надежность машины?
12. На какие материалы классифицируются детали машин?
13. Какие композитные материалы применяются в узлах деталей машин?
14. Какие материалы относятся к инструментальным сталям?
15. Что такое абразивный инструмент, из чего он состоит?
16. Какие детали относят к деталям вращательного типа?
17. Какие детали называются корпусными ?
18. Из каких материалов изготавливают корпуса деталей машин?
19. Что называется рессорами?
20. Что называется пружинами?
21. Что называется неразъемными соединениями?
22. Объясните методику расчета неразъемных соединений.
23. Что называется разъемными соединениями?
24. Охарактеризуйте принцип работы резьбовых соединений.
25. Объясните отличие в работе клиновых и резьбовых соединений.
26. Что такое штифтовое соединение, и какие виды их вы знаете?
27. Что такое штифтовое соединение, и какие виды их вы знаете?
28. Какие материалы применяются для шпонок в шпоночных соединениях?
29. Что называется подшипником скольжения?
30. Какие типы подшипников скольжения вы знаете?
31. По какому принципу подбирают и рассчитывают подшипники .
32. Что называется подшипником качения?
33. Дайте классификацию подшипникам качения.
34. Объясните, как проверяют подшипники срок их службы?
35. Что называется муфтой ,и какие муфты используются в машинах?
36. Какие типы управляемых муфт вы знаете?
37. Объясните принципы работы самодействующих муфт?
38. Что называется фрикционной передачей и как она классифицируется?
39. Как определяется передаточное отношение фрикционной передачи?
4440. Какой механизм называется ременной передачей, укажите его достоинства и
недостатки?
41. От каких факторов зависит передаточное отношение ременной передачи?
42. Охарактеризуйте принцип работы зубчатого зацепления?
43. Что называется модулем зубчатого зацепления?
44. Перечислите элементы зубчатого колеса и укажите методы их расчета.
45. Из каких материалов изготавливают зубчатые колеса.
46. Объясните принцип работы червячной передачи?
47. Какой механизм называется цепной передачей , укажите его достоинства и
недостатки?
48. По каким параметрам рассчитывается цепная передача?
49. Объясните принцип работы передачи винт гайка , укажите ее достоинства и
недостатки.
50. Дайте классификацию резьб в передачах винт гайка.
51. По каким формулам проверяют прочность винновых соединений.
52. Укажите основные отличия передачи винтгайка качения от обычной передачи винт
гайка.
53. Какой механизм называется реечной передачей, и с помощью каких формул его
рассчитывают.
54. Объясните работу кривошипношатунного механизма.
55. Объясните работу кулисного механизма.
Вереина Л.И. Техническая механика: учебник для среднего проф. образов. – М.:
Издательский центр «Академия»,2004. – 288с.
Литература.
Аркуша А.И. Техническая механика: учеб. для средних спец. учеб. Заведений –
М.:Высш.шк.,2003. – 352с.: ил;
Олофинская В.П. Техническая механика: Курс лекций с вариантами практических
заданий: учебное пособие. – М.: ФОРУМ: ИНФРАМ, 2005. – 349с., ил. –
( Профессиональное образование)
45ДЕТАЛИ МАШИН
Учебнометодическое пособие
для самостоятельной работы студентов 3го курса
специальности
23.02.03 «Техническое обслуживание
и ремонт автомобильного транспорта»
Составил: преподаватель технических дисциплин
Канд. пед. наук. Наумов О. Е.
Редактор: канд. техн. наук Старчакова О.К.
ГБПОУ ВО
« Воронежский государственный
промышленно технологический колледж »
г. Воронеж, ул. 9 – го Января, д. 268
46