Поделиться

|
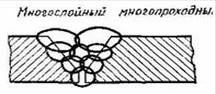
Инструкционно - технологическая карта по теме: «Многослойная и многослойная многопроходная MAG сварка стыковых швов в нижнем положении шва»
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Упражнения: 1. Подготовка пластин к сварке 2.Выбор режима сварки. 3. Сборка пластин встык прихватками. 4. Сварка стыковых соединений в НП многослойными многопроходными швами. 5. Зачистка и контроль швов внешним осмотром. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Оснащение: Инвертор КЕМППИ, сварочная горелка, кассета со сварочной проволокой марки Св-08Г2С; газовый баллон, подогреватель, осушитель, редуктор, расходомер (ротаметр), редуктор сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; пластины из углеродистой стали 8* 250*150мм с V – образной разделкой кромок; |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Порядок выполнения |
Инструкционные указания и пояснения
|
Эталон выполнения работы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Подготовка рабочего места сварщика. |
Подготовить рабочее место сварщика, подключить газосварочное оборудование.
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1. Подготовить пластины к сварке
|
Произвести зачистку поверхности кромок на расстояние не менее 200мм до металлического блеска с двух сторон пластин.
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2. Произвести сборку стыкового соединения |
Произвести сборку стыкового соединения с зазором 3мм с помощью прихваток. Прихватки ставим, отступив от торцов 15-20 мм. Длина прихваток 10 – 15 мм.
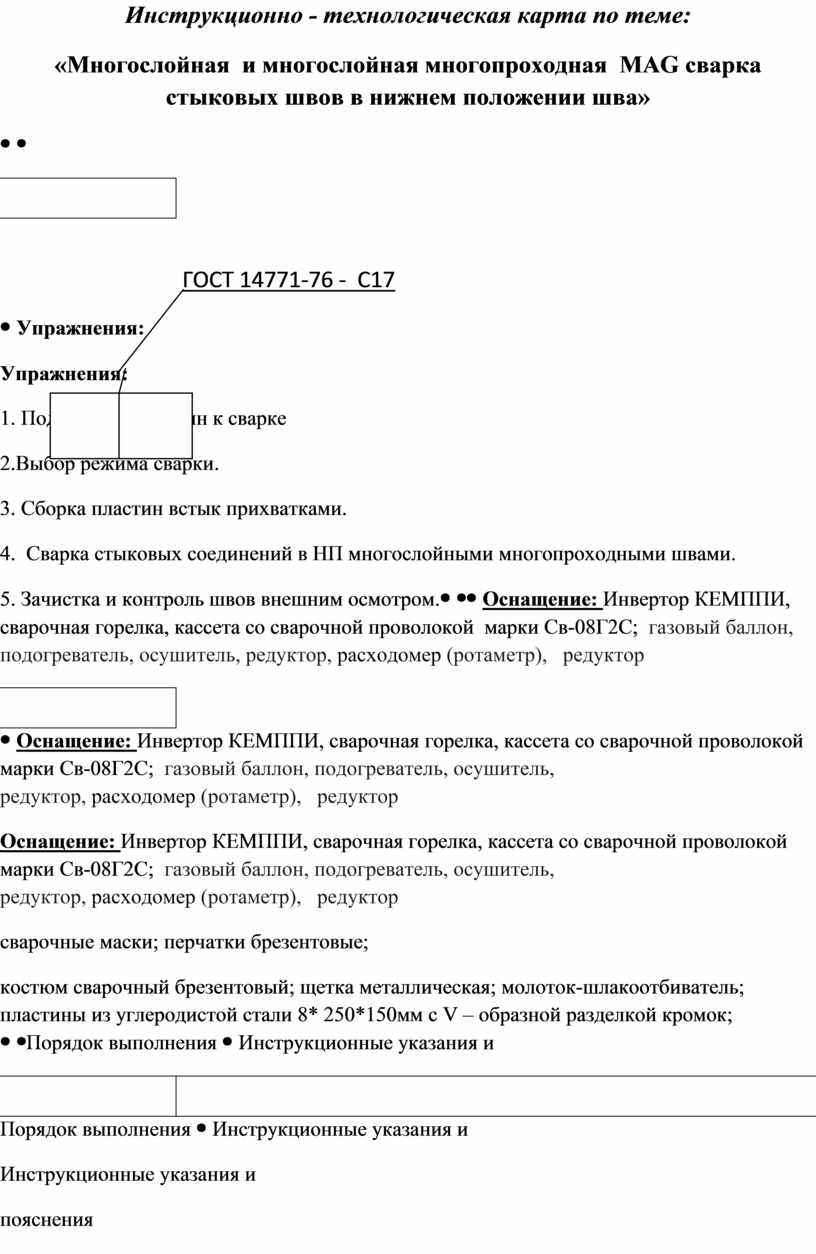
Для предотвращения деформации после сварки немного выгнуть заготовку в обратную сторону
Выполнить заходы с прихваток - зачистить прихватки шлифовальным кругом, придав им вогнутую форму
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3. Выбрать режим сварки, используя таблицу
|
Таблица№ 1 Ориентировочные режимы полуавтоматической сварки в среде защитных газов стыковых соединений
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Полуавтоматическая сварка в углекислом газе и смесях газов выполняется на постоянном токе обратной полярности ( плюс на электроде) Для проварки корня шва используем: проволоку сплошного сечения диаметром 1 мм; Напряжение на дуге - 18 В Скорость подачи проволоки - 3 м/мин Вылет электрода – 5 – 8 мм
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
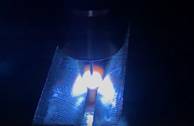
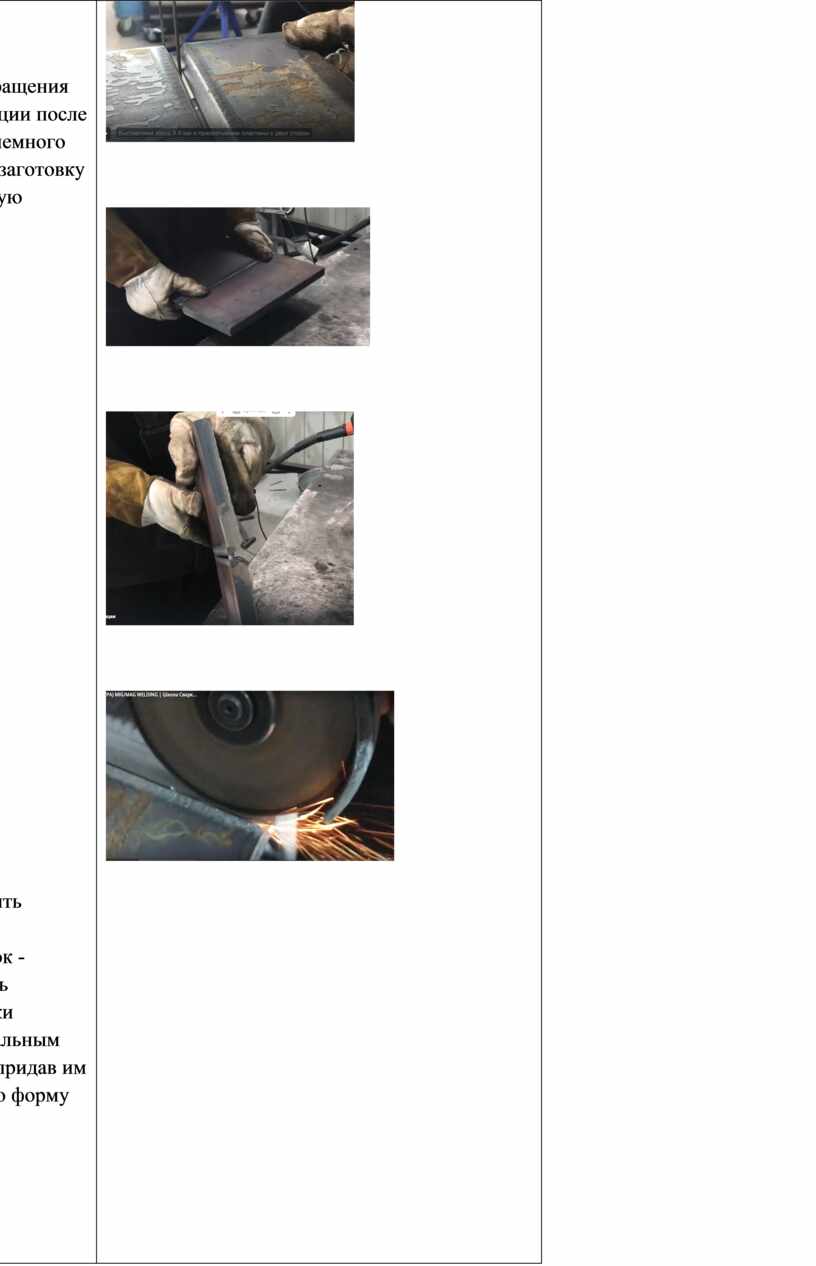
4. Сварка корня стыкового шва в НП |
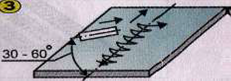
Выполнить сварку корня стыкового шва в нижнем положении углом назад («на себя»), производя зигзагообразные движения небольшой амплитуды горелкой. Проволока при этом находится постоянно в зазоре. Сварку выполнять короткой дугой, равномерно перемещая горелку вдоль стыка. При этом внимательно наблюдать, чтобы жидкий металл оплавлял обе кромки, соединяя их электродным металлом. Угол наклона горелки выдерживать постоянным на всем протяжении шва.
|
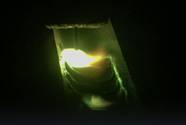
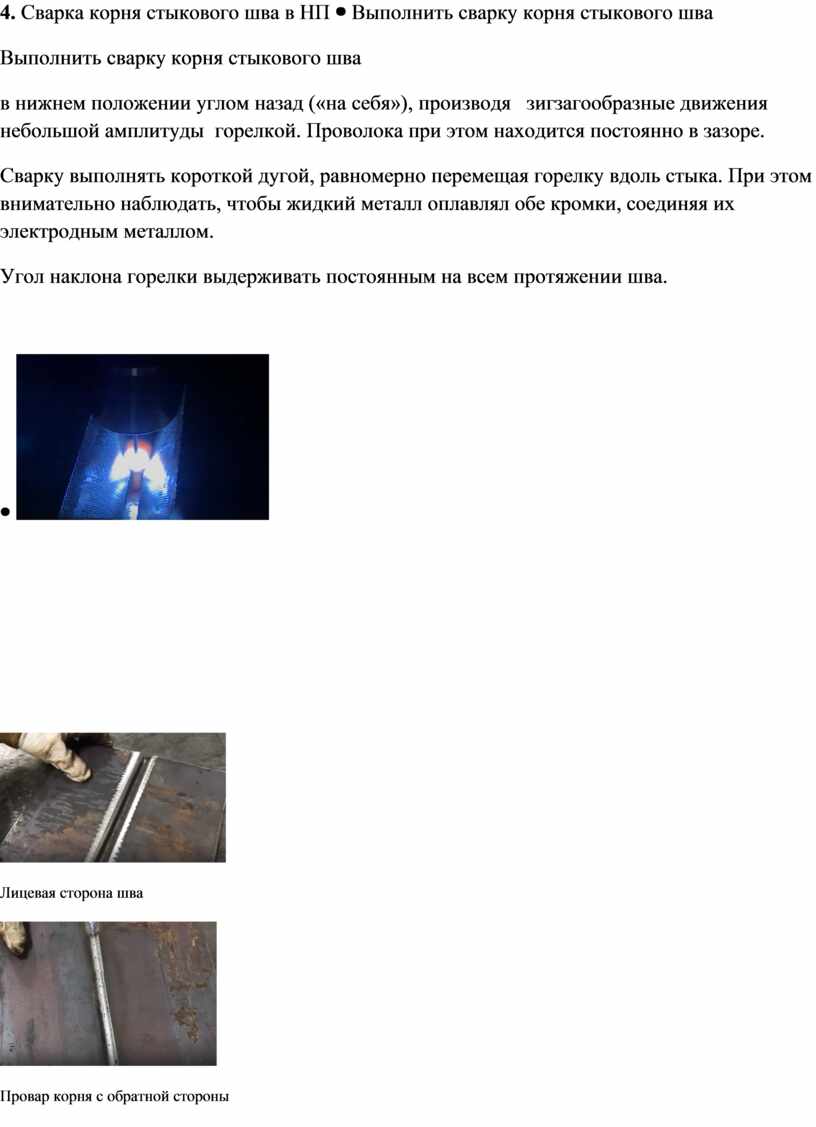
Лицевая сторона шва
Провар корня с обратной стороны шва |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
5. Зачистка корня шва |
После сварки корень шва зачистить до металлического блеска с лицевой стороны, убрав все неровности. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
6. Выбор режима сварки для заполняющих и облицовочного швов |
В заполнении и облицовке использовать порошковую проволоку диаметром 1,2 мм. Режим сварки на заполнение: Напряжение на дуге - 24 В Скорость подачи проволоки - 6 м/мин
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
7. Выполнение заполняющего слоя |
Наложить второй (заполняющий) слой в нижнем положении углом вперед («от себя»), совершая зигзагообразные движения горелкой, с равномерным проплавлении обеих кромок
Сварку вести короткой дугой, сохраняя неизменным угол наклона горелки. В конце шва заварить кратер. При многослойной сварке швов стыковых соединений не допускается совмещение кратеров в одном сечении (участке) |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
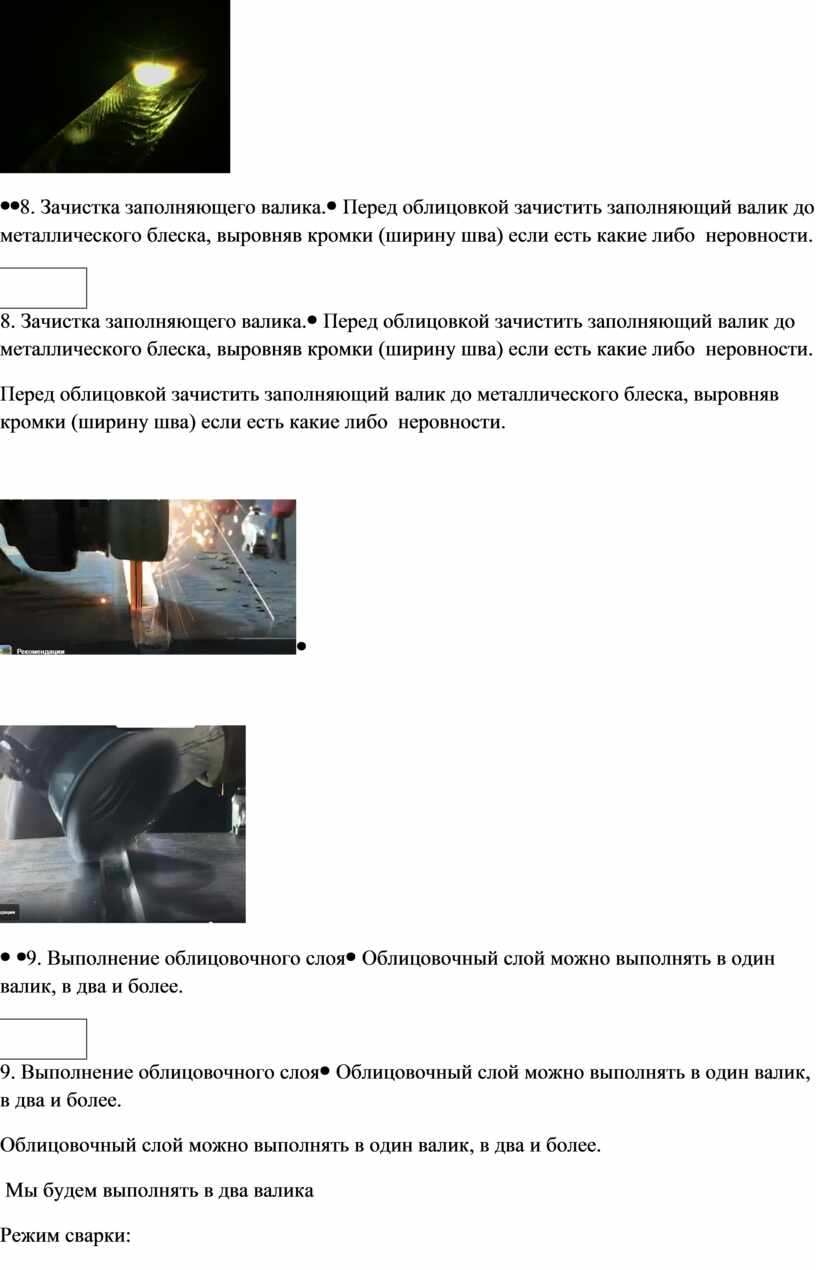
8. Зачистка заполняющего валика. |
Перед облицовкой зачистить заполняющий валик до металлического блеска, выровняв кромки (ширину шва) если есть какие либо неровности.
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
9. Выполнение облицовочного слоя |
Облицовочный слой можно выполнять в один валик, в два и более. Мы будем выполнять в два валика Режим сварки: использовать порошковую проволоку диаметром 1,2 мм. Напряжение на дуге - 24 В Скорость подачи проволоки - 6 м/мин Первый валик выполнять зигзагообразными движениями, проплавляя первую кромку, не доводя горелку до второй кромки. Второй валик выполнять на таком же режиме, проплавляя вторую кромку и 1/3 часть первого валика. Валики последних слоев многопроходных швов должны иметь плавные сопряжения как между собой, так и с поверхностью детали. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
10. Зачистка и контроль швов внешним осмотром. |
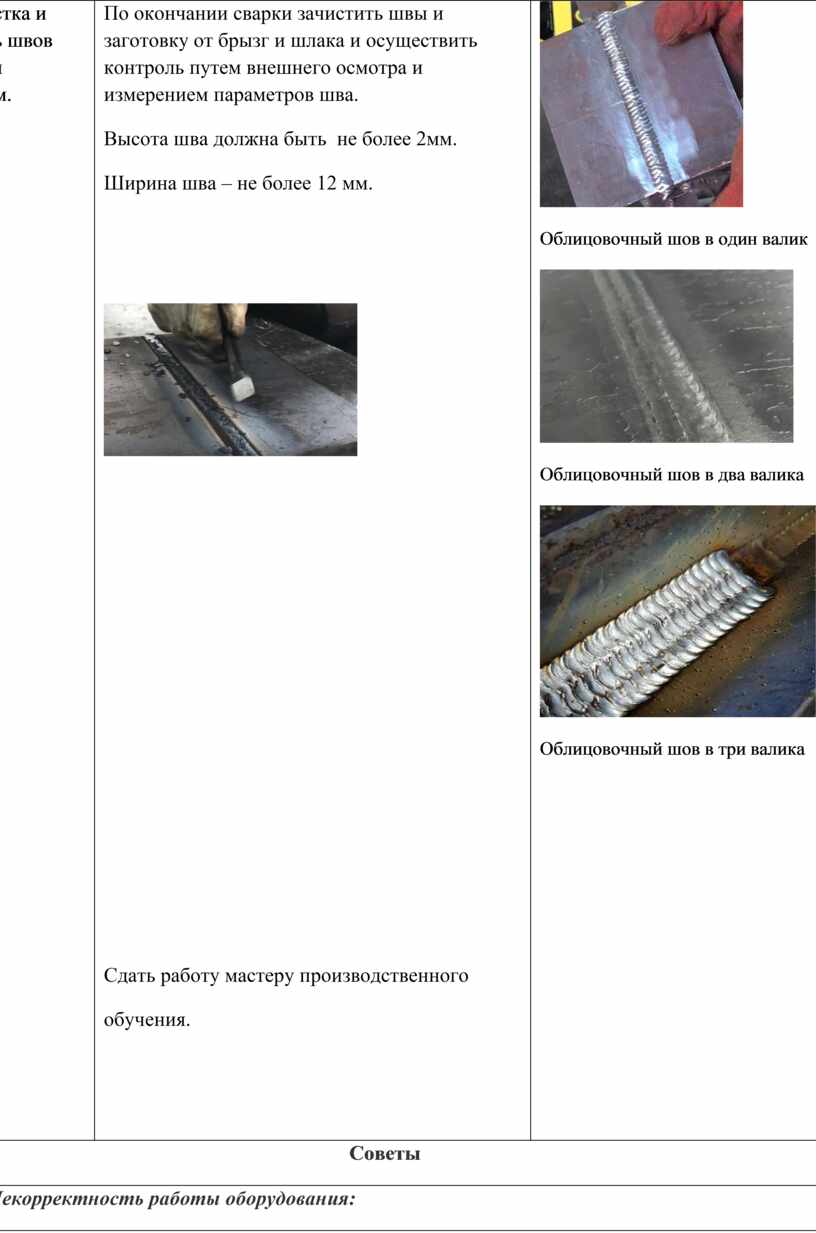
По окончании сварки зачистить швы и заготовку от брызг и шлака и осуществить контроль путем внешнего осмотра и измерением параметров шва. Высота шва должна быть не более 2мм. Ширина шва – не более 12 мм.
Сдать работу мастеру производственного обучения.
|
Облицовочный шов в один валик
Облицовочный шов в два валика
Облицовочный шов в три валика |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Советы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Некорректность работы оборудования: ü щелчки и потрескивания свидетельствуют о недостаточно высокой скорости подачи расходного материала; ü если припой начинает плавиться возле самого наконечника на приличном удалении от места стыка, то скорость его подачи является низкой; ü слишком много брызг: нужно увеличить показатели индуктивности и подачи газа; ü шов изобилует оттенками зеленого или коричневого и получается пористым – недостаточно хорошая газовая защита; ü непроваренные, равно как и прожженные участки говорят о необходимости регулировки напряжения; не исключено, что требуется повернуть регулятор индуктивности; ü сочетание непроваров, неустойчивости дуги и неоднородного шва – ослаб контакт массы или в сварочной среде много разного мусора (возможно из-за плохо подготовленной к работе поверхности заготовок); ü зазубрины и неодинаковая полнота валика - нарушена скорость ведения горелки по шву; ü прерывистый шов + избыточное разбрызгивание – длина дуги очень большая.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Выписка
из ГОСТ14771-76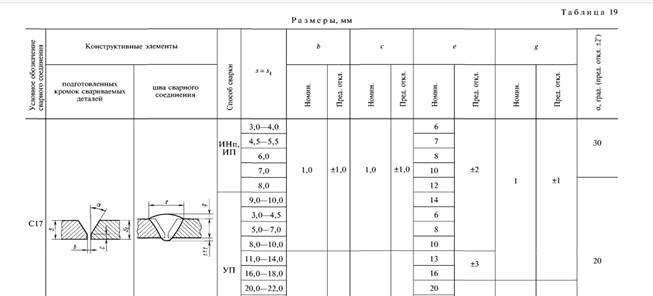
Скачано с www.znanio.ru

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.