Без сварки металлов не обходится ни один производственный процесс. Строительство и реконструкцию искусственных сооружений также невозможно представить без проведения сварочных работ. Развитие промышленности поставило перед человечеством острую проблему ‒ охраны окружающей среды и, в частности, защиты атмосферы от загрязнения промышленными выбросами вредных веществ.Без сварки металлов не обходится ни один производственный процесс. Строительство и реконструкцию искусственных сооружений также невозможно представить без проведения сварочных работ. Развитие промышленности поставило перед человечеством острую проблему ‒ охраны окружающей среды и, в частности, защиты атмосферы от загрязнения промышленными выбросами вредных веществ.
МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ РОСТОВСКОЙ ОБЛАСТИ
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«КАМЕНСКИЙ ТЕХНИКУМ СТРОИТЕЛЬСТВА И АВТОСЕРВИСА»
РОСТОВСКОЙ ОБЛАСТИ
РЕФЕРАТ
«ЭКОЛОГИЧЕСКИЕ АСПЕКТЫ
СВАРОЧНЫХ РАБОТ»
Выполнил обучающийся группы 13
Алексеев Михаил Александрович
Руководитель, осуществляющий подготовку обучающегося к
участию в конкурсе: Семиколенова Наталья Анатольевнаг. КаменскШахтинский
2017СОДЕРЖАНИЕ
ВВЕДЕНИЕ …………………………………………………....… 3
1
2
3
4
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ……….....…..
КЛАССИФИКАЦИЯ СВАРКИ МЕТАЛЛОВ…………………...….
ВОЗДЕЙСТВИЕ СВАРОЧНОГО ПРОИЗВОДСТВА НА
ОКРУЖАЮЩУЮ СРЕДУ …………..........…………………….......
ИДЕНТИФИКАЦИЯ ЭКОЛОГИЧЕСКИХ АСПЕКТОВ И
ВОЗДЕЙСТВИЙ………………………………………………….........
3
4
6
7
ЗАКЛЮЧЕНИЕ ………………………………………………….....… 9
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ……………...… 10
ПРИЛОЖЕНИЯ ..................................................................................
11
3ВВЕДЕНИЕ
Большие технологические возможности сварки обеспечили ее широкое
применение в машиностроении, ракетостроении, атомной энергетике и так
далее.
Без сварки металлов не обходится ни один производственный процесс.
Строительство и реконструкцию искусственных сооружений также
невозможно представить без проведения сварочных работ
Развитие промышленности поставило перед человечеством острую
охраны окружающей среды и, в частности, защиты атмосферы от
проблему
загрязнения промышленными выбросами вредных веществ.
‒
Обучаясь
санитарнотехнических,
вентиляционных систем и оборудования» темой своего реферата я выбрал
«Экологические аспекты сварочных работ».
профессии «Монтажник
Цели данной работы: выявить отрицательные воздействия сварочных
работ, способы их минимизации.
Для этого необходимо решить задачи:
Описать процесс образования электрической дуги;
Классифицировать виды сварки металлов;
Определить воздействие сварочных работ на окружающую среду;
Способы и методы снижения вредного воздействия сварки.
1 ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Электрическая дуга (Вольтова дуга, Дуговой разряд) физическое
явление, один из видов электрического разряда в газе. Впервые была описана
в 1802 году русским учёным В. Петровым в книге «Известие о гальвани
вольтовских опытах посредством огромной батареи, состоявшей иногда из
4200 медных и цинковых кружков» (СанктПетербург, 1803). Электрическая
дуга является частным случаем четвёртой формы состояния вещества
плазмы и состоит из ионизированного, электрически квазинейтрального газа.
Присутствие свободных электрических зарядов обеспечивает проводимость
электрической дуги.
Электрическая дуга между двумя электродами в воздухе при
атмосферном давлении образуется следующим образом:При увеличении
напряжения между двумя электродами до определённого уровня в воздухе
между электродами возникает
электрический пробой. Напряжение
электрического пробоя зависит от расстояния между электродами и других
факторов. Потенциал ионизации первого электрона атомов металлов
составляет приблизительно 4,5 5 В, а напряжение дугообразования в два
раза больше (9 10 В). Требуется затратить энергию на выход электрона из
4атома металла одного электрода и на ионизацию атома второго электрода.
Процесс приводит к образованию плазмы между электродами и горению дуги
(для сравнения: минимальное напряжение для образования искрового разряда
немногим превышает потенциал выхода электрона до 6 В).
Для инициирования пробоя при имеющемся напряжении электроды
приближают друг к другу. Во время пробоя между электродами обычно
возникает искровой разряд, импульсно замыкая электрическую цепь.
Электроны в искровых разрядах ионизируют молекулы в воздушном
промежутке между электродами. При достаточной мощности источника
напряжения в воздушном промежутке образуется достаточное количество
плазмы для значительного падения напряжения пробоя или сопротивления
воздушного промежутка. При этом искровые разряды превращаются в
дуговой разряд — плазменный шнур между электродами, являющийся
плазменным тоннелем. Возникающая дуга является, по сути, проводником и
замыкает электрическую цепь между электродами. В результате средний ток
увеличивается ещё больше, нагревая дугу до 5000–50000 K. При этом
считается, что поджиг дуги завершён. После поджига устойчивое горение
дуги обеспечивается термоэлектронной эмиссией с катода, разогреваемого
током и ионной бомбардировкой. В заимодействие электродов с плазмой дуги
приводит к их нагреву, частичному расплавлению, испарению, окислению и
другим видам коррозии. После поджига дуга может оставаться устойчивой
при разведении электрических контактов до некоторого расстояния.
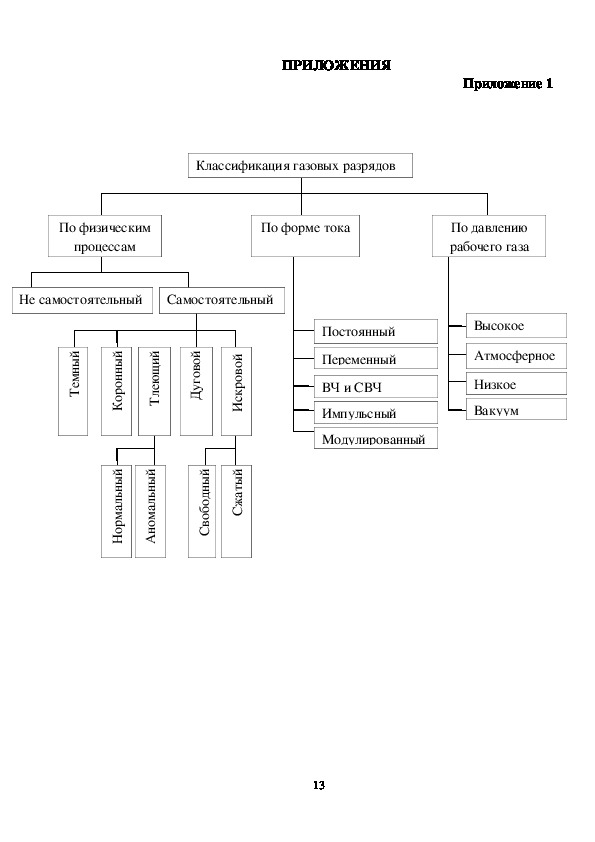
Классификация газовых разрядов осуществляется по физическим процессам,
по форме тока, и давлению рабочего газа (см. Приложение 1).
2 КЛАССИФИКАЦИЯ СВАРКИ МЕТАЛЛОВ
Сварка – процесс получения неразъёмного соединения посредством
установления межатомных связей между свариваемыми частями при их
местном или общем нагреве, или пластическом деформировании, или
совместном действии того и другого. Обычно применяется для соединения
металлов, их сплавов или термопластов, а также в медицине.
Для производства сварки используются различные источники энергии:
электрическая дуга, газовое пламя, лазерное излучение, электронный луч,
трение, ультразвук. Развитие технологий позволяет в настоящее время
осуществлять сварку не только на промышленных предприятиях, но и на
открытом воздухе, под водой и даже в космосе. ГОСТ 1952174
устанавливает классификацию сварки металлов по основным физическим,
техническим и технологическим признакам.
5Физические признаки, в зависимости от формы энергии, используемой
для образования сварного соединения, подразделяются на три класса:
Термический класс: виды сварки, осуществляемые плавлением с
использованием тепловой энергии. Термомеханический класс: виды сварки,
осуществляемые с использованием тепловой энергии и давления.
Механический класс: виды сварки, осуществляемые с использованием
механической энергии и давления. К техническим признакам относятся:
способ защиты металла в зоне сварки, непрерывность сварки, степень
механизации сварки. Технологические признаки установлены ГОСТ 1952174
для каждого способа сварки отдельно.
Электродуговая сварка. Источником теплоты является электрическая
дуга, возникающая между торцом электрода и свариваемым изделием при
протекании сварочного тока в результате замыкания внешней цепи
электросварочного аппарата. Сопротивление электрической дуги больше, чем
сопротивление сварочного электрода и проводов, поэтому б льшая часть
тепловой энергии электрического тока выделяется именно в плазму
электрической дуги.
Этот постоянный приток тепловой энергии
поддерживает плазму (электрическую дугу) от распада.
оо
Выделяющееся тепло (в том числе за счёт теплового излучения из
плазмы) нагревает торец электрода и оплавляет свариваемые поверхности,
что приводит к образованию сварочной ванны – объёма жидкого металла. В
процессе остывания и кристаллизации сварочной ванны образуется сварное
соединение.
Основными разновидностями электродуговой сварки являются: ручная
дуговая сварка, сварка неплавящимся электродом, сварка плавящимся
электродом, сварка под флюсом, электрошлаковая сварка [1].
Сварка неплавящимся электродом.
В качестве электрода
используется стержень, изготовленный из графита или вольфрама,
температура плавления которых выше температуры, до которой они
нагреваются при сварке.
Сварка чаще всего проводится в среде защитного газа (аргон, гелий,
азот и их смеси) для защиты шва и электрода от влияния атмосферы, а также
для устойчивого горения дуги.
Сварку можно проводить как без, так и с присадочным материалом. В
качестве присадочного материала используются металлические прутки,
проволока, полосы [4].
Сварка плавящимся электродом. В качестве электрода используется
металлическая проволока, к которой через специальное приспособление
(токопроводящий наконечник) подводится ток. Электрическая дуга
расплавляет проволоку, и для обеспечения постоянной длины дуги проволока
подаётся автоматически механизмом подачи проволоки. Для защиты от
атмосферы применяются защитные газы (аргон, гелий, углекислый газ и их
6смеси), подающиеся из сварочной головки вместе с электродной проволокой.
Следует заметить, что углекислый газ является активным газом – при высоких
температурах происходит его диссоциация с выделением кислорода.
Выделившийся кислород окисляет металл. В связи с этим приходится в
сварочную проволоку вводить раскислители (такие, как марганец и кремний).
Другим следствием влияния кислорода, также связанным с окислением,
является резкое снижение поверхностного натяжения, что приводит, среди
прочего, к более интенсивному разбрызгиванию металла, чем при сварке в
аргоне или гелии [2].
Ручная дуговая сварка. Для сварки используют электрод с нанесённым
на его поверхность покрытием (обмазкой).
При плавлении обмазки образуется защитный слой, отделяющий зону
сварки от атмосферных газов (азота, кислорода), и способствующий
легированию шва, повышению стабильности горения дуги, удалению
неметаллических включений из металла шва, формированию шва и т. д. В
зависимости от типа электрода и свариваемых материалов электросварка
производится постоянным током обеих полярностей или переменным током
[5].
3 ВОЗДЕЙСТВИЕ СВАРОЧНОГО ПРОИЗВОДСТВА НА
ОКРУЖАЮЩУЮ СРЕДУ
Сварка является одним из ведущих технологических процессов
изготовления металлических конструкций.
В процессе проведения сварочных работ выделяются различные
примеси, основными из которых являются твердые частицы и газы. Особенно
сильное загрязнение воздуха вызывает сварка электродами с качественными
покрытиями. Состав пыли и газов определяется содержанием покрытия и
составом свариваемого и электродного металла. Сварочная пыль
представляет собой смесь мельчайших частиц окислов металлов и минералов.
Основными составляющими являются окислы железа (до 70 %), марганца,
кремния, хрома, фтористые и другие соединения. Наиболее вредными
веществами, входящими в состав покрытия и металла электрода, являются
хром, марганец и фтористые соединения. Воздух в рабочей зоне сварщика
также загрязняется различными вредными газами: окислами азота, углерода,
фтористым водородом и др.
При газовой резке металлов выделяется сварочный аэрозоль, окислы
марганца, оксиды хрома, азота и углерода.
Удаление вредных газов и пыли из зоны сварки и резки, а также подача
чистого воздуха обычно осуществляется местной и общей вентиляцией.
Объем подаваемого свежего воздуха должен быть не менее 30 м3/ч. Без
вентиляции сварка внутри замкнутых пространств не разрешается. Поэтому,
7если часовой расход электродов менее 0,2 кг на 1 м3 объема помещения и если
концентрация сварочной пыли меньше предельно допустимой, разрешается
естественное проветривание помещений.
Если сварка и газовая резка металлов производятся в одном цехе, то
при определении валового выброса той или иной примеси необходимо
суммировать все выделения в том и другом процессах.
Расчет вредных веществ, выделяющихся при сварке металлов,
определяется из расчета расхода массы электродов.
При проведении сварочных работ образуются огарки сварочных
электродов в количестве 1015% от массы использованных электродов.
4 ИДЕНТИФИКАЦИЯ ЭКОЛОГИЧЕСКИХ АСПЕКТОВ
И ВОЗДЕЙСТВИЙ
Экологический аспект – элемент деятельности организации, ее
продукция или услуги, которые могут оказывать воздействие на окружающую
среду [3].
Из всех факторов воздействия электродуговой сварки на окружающую
среду и человека наиболее опасными и вредными являются:
Повышенное содержание вредных газов и аэрозолей, выделяющихся при
сварке;
Интенсивное инфракрасное (тепловое) излучение свариваемых изделий
и сварочной ванны;
Искры, брызги и выбросы расплавленного металла и шлака.
Содержание различных вредных газов и аэрозолей является главным
опасным фактором в процессе электродуговой сварки. Сварочный аэрозоль
представляет собой совокупность мельчайших частиц, образовавшихся в
результате конденсации паров расплавленного металла, шлака и покрытия
электродов. Состав сварочного аэрозоля зависит от состава сварочных и
свариваемых материалов (см. Приложение 2). В силу своих мельчайших
размеров (иногда меньше 1 микрометра) сварочный аэрозоль
беспрепятственно проникает в глубинные отделы легких (легочные альвеолы)
и частично остается в их стенках, вызывая профессиональное заболевание –
«пневмокониоз сварщика», а частично всасывается в кровь. Если сварочный
аэрозоль содержит значительное количество марганца, а так бывает при
сварке легированных и нержавеющих сталей качественными электродами, то,
распространяясь с кровью по организму, этот чрезвычайно токсичный элемент
вызывает тяжелое заболевание – марганцевую интоксикацию. При этом
страдает, главным образом, центральная нервная система. Изменения в
организме при марганцевой интоксикации необратимы. Другие элементы
8сварочного аэрозоля, а также так называемые сварочные газы, обладая
сильным раздражающим действием, способны вызвать хронический бронхит.
В последние годы установлено, что многие компоненты сварочного
аэрозоля, хоть и не вызывают профессиональных специфических болезней, но
при длительном воздействии увеличивают риск возникновения сердечно
сосудистых и онкологических заболеваний,
а также уменьшают
продолжительность жизни.
Для снижения содержания вредных газов и аэрозолей, выделяющихся
при сварке необходимы:
механизация и автоматизация производственных процессов, дистанционное
управление ими;
исключение или резкое уменьшения выделения вредных веществ в воздух
производственных помещений (заменой токсичных веществ нетоксичными);
усовершенствование системы вентиляции и ионизации воздуха.
Интенсивное теплое излучение. Спектр излучения сварочной дуги
включает в себя диапазон инфракрасных волн (3430–750 нм), видимый
диапазон (750–400 нм) и ультрафиолетовый диапазон (400–180 нм). При этом
доля инфракрасных лучей составляет от 30 до 70 % всей энергии излучения
дуги. Именно инфракрасные лучи способны вызвать профессиональную
катаракту. Видимый свет электрической дуги нестерпимо ярок. Смотреть на
него скольконибудь долго невозможно, поэтому ни у кого из сварщиков не
вызывает сомнения необходимость использования светофильтров.
Для снижения вредного воздействия теплового излучения необходимо:
Использование теплозащитных экранов (для локализации источников
теплового излучения, снижения облученности на рабочих местах, а также для
снижения температуры поверхностей, окружающих рабочее место). Часть
теплового излучения экраны отражают, а часть поглощают.
Правильная организация труда и отдыха работников. Для них нужно
устраивать специальные места отдыха в помещениях с нормальной
температурой, оснащенных системой вентиляции и снабжения питьевой
водой.
Искры, брызги и выбросы расплавленного металла и шлака. Искры и
брызги могут служить причиной ожогов различной степени. Грамотный
подбор и применение комплексных средств индивидуальной защиты позволит
свести к минимуму риск поражения данным фактором. Необходимо
снабжение рабочих куртками, брюками, обувью специальной конструкции,
при которой искры от сварки и горячая окалина не смогут задержаться на их
поверхности долгое время, попасть между деталями одежды или ботинок.
Для производства такой одежды нужно использовать хлопковые ткани нового
поколения высокой плотности с огнестойкими отделками.
9Обувь должна обладать жаростойкими и антистатическими свойствами;
иметь простые застежки, позволяющие быстро снять обувь в случае аварийной
ситуации, связанной с угрозой здоровью работника.
Для снижения вредного воздействия теплового излучения необходимо:
использование теплозащитных экранов;
правильная организация труда и отдыха работников.
В целом для предотвращения,
снижения потенциальных
неблагоприятных воздействий на природную среду и здоровье работников
участка электродуговой сварки сварочного цеха необходимо:
строгое соблюдение требований законодательства в области охраны
окружающей среды и рационального использования природных ресурсов;
строгое соблюдение технологии и проектных решений;
строгий производственный контроль за источниками воздействия.
10ЗАКЛЮЧЕНИЕ
Современное производство предусматривает использование самых
разнообразных технологических приемов, связанных с обработкой различных
материалов, монтажом и сборкой изделий. В процессе производства
появляются отрицательные факторы,
которые могут влиять как
непосредственно на человека, осуществляющего производственный процесс
(например, электрический ток, световые вспышки, вращающиеся части
оборудования), так и на окружающую среду (например, шумы, пыль,
загрязнение воздуха химически активными веществами).
Чистый воздух, лишенный пылевидных и газообразных загрязнений,
является недостижимым идеалом и не встречается в природе. В воздухе
всегда содержатся примеси вследствие постоянного динамического обмена
между атмосферой, гидросферой и литосферой, а также в результате
естественного (природного) загрязнения, в том числе изза пожаров, пыльных
бурь, извержений вулканов.
Для снижения неблагоприятных воздействий на природную среду и
здоровье работников необходимо:
строгое соблюдение требований законодательства в области охраны
окружающей среды и рационального использования природных ресурсов;
строгое соблюдение технологии и проектных решений;
осуществлять контроль за источниками негативного воздействия.
Развитие технологий требуют дальнейшего развития сварочного
производства и повышения его эффективности, лучшего использования
материалов, энергоресурсов, рабочего времени и оборудования, широкого
применения
и
высокопроизводительной технологии.
вычислительных
машин
робототехники,
Я продолжу знакомство с инновационными методами и средствами не
только личной защиты, но и защиты окружающей среды.
11СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Томас, К. И., Ильященко Д.М. Технология сварочного производства: Учебное
пособие. – Томск: ТПУ, 2011. – 247 с.
2. Ансеров, Ю.М., Дурнев, В.Д. Машиностроение и охрана окружающей среды. –
Л.: Машиностроение, 1979. – 512 с.
3. Системы управления окружающей средой. Требования и руководство к
применению: СТБ ИСО 14001. – 2005. – Минск: Госстандарт, 2005.
4. Белмане, И. Системы экологического менеджмента: от теории к практике:
руководство по внедрению СЭМ в соответствии с требованиями
Международного стандарта ИСО 14001 / И. Белмане, К. Далхаммар. – Лунд:
МИИЭЭ, 2002. – 196 с.
5. Дорожко, С.В., Благовещенская, Т.С., Скуратович, И.В. Экологический
менеджмент. Учебное издание. Методические указания по выполнению
курсовой работы для студентов четвертого курса специальности 157 01 02
«Экологический менеджмент и аудит в промышленности». – М.: БНТУ, 2009.
– 30с.
12ПРИЛОЖЕНИЯ
Приложение 1
Классификация газовых разрядов
По физическим
процессам
По форме тока
По давлению
рабочего газа
Не самостоятельный
Самостоятельный
Постоянный
Переменный
ВЧ и СВЧ
Импульсный
Модулированный
Высокое
Атмосферное
Низкое
Вакуум
й
ы
н
м
е
Т
й
ы
н
н
о
р
о
К
й
ы
н
ь
л
а
м
р
о
Н
й
и
щ
ю
е
л
Т
й
о
в
о
г
у
Д
й
ы
н
ь
л
а
м
о
н
А
й
ы
н
д
о
б
о
в
С
й
о
в
о
р
к
с
И
й
ы
т
а
ж
С
13Приложение 2
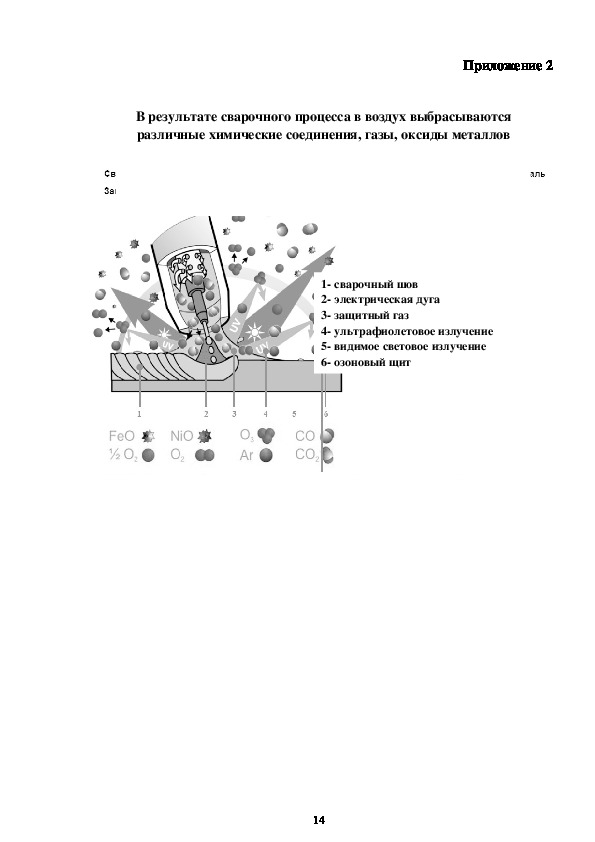
В результате сварочного процесса в воздух выбрасываются
различные химические соединения, газы, оксиды металлов
1 сварочный шов
2 электрическая дуга
3 защитный газ
4 ультрафиолетовое излучение
5 видимое световое излучение
6 озоновый щит
14