Поделиться

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ
ГОСУДАРСТВЕННОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ
«ЛУГАНСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ»
ОБОСОБЛЕННОЕ ПОДРАЗДЕЛЕНИЕ
«КОЛЛЕДЖ ЛУГАНСКОГО ГОСУДАРСТВЕННОГО ПЕДАГОГИЧЕСКОГО УНИВЕРСИТЕТА»
(ОП «Колледж ЛГПУ»)
КОМПЛЕКТ КОНТРОЛЬНО-ОЦЕНОЧНЫХ СРЕДСТВ
для проведения текущего контроля и промежуточной аттестации в форме зачета
по учебной дисциплине ОПД.05 Допуски и технические измерения
по профессии
15.01.05 Сварщик (ручной и частично механизированной сварки
(наплавки)
РАССМОТРЕН И СОГЛАСОВАН
методической комиссией профессионально-практической подготовки профессий технического профиля
Протокол №____
от «__»_________20____г.
Председатель методической
комиссии___________________ / Буркивченко Н.Н.
Разработан на основе государственного образовательного стандарта по профессии:
15.01.05 Сварщик (ручной и частично механизированной сварки
(наплавки)
УТВЕРЖДЕН
Врио заместителя директора по учебно-производственной работе
_________________________ / А.А.Светличная
Составил: Буркивченко Николай Николаевич, преподаватель
1. Паспорт комплекта контрольно-оценочных средств
В результате освоения учебной дисциплины Допуски и технические измерения обучающийся должен обладать предусмотренными ГОС СПО ЛНР по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
следующими умениями:
У1 Контролировать качество выполняемых работ
знаниями:
31 Системы допусков и посадок, точность обработки, квалитеты, классы точности.
32 Допуски и отклонения формы и расположения поверхностей
которые формируют профессиональной компетенции, и общими компетенциями:
ПК 1.6. Проводить контроль подготовки и сборки элементов конструкции под сварку.
ПК 1.9. Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке.
и общие компетенции:
ОК 2.Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
2. Оценивание уровня освоения учебной дисциплины
Предметом оценивания служат умения и знания, предусмотренные ГОС СПО ЛНР по дисциплине «Допуски и технические измерения", направленные на формирование общих и профессиональных компетенций. Промежуточная аттестация по учебной дисциплине проводится .в форме
|
Элемент учебной дисциплины |
Формы и методы контроля |
|||
|
Текущий контроль |
Промежуточная аттестация |
|||
|
Форма контроля |
Проверяемые ОК, У, 3 |
Форма контроля |
Проверяемые ОК, У, 3 |
|
|
Раздел 1. Основы стандартизации
|
|
|
|
|
|
Введение |
Устный опрос
|
У1 З1,2 OK2-5 ПК1.6;1.9
|
|
|
|
Тема 1.1. Виды и категории стандартов. |
Устный опрос Самостоятельная работа |
У1 З1,2 OK2-5 ПК1.6;1.9
|
|
|
|
Раздел 2. Понятие о качестве машин и механизмов, методы оценки качества продукции. Система обеспечения качеством. |
|
|
|
|
|
Тема 2.1. Размеры и соединения |
Опрос устный Практическая работа Самостоятельная работа
|
У1 З1,2 ОК3-5 ПК1.6;1.9 |
|
|
|
Тема 2.2. Допуски формы и расположения поверхностей, шероховатость поверхности. |
Опрос устный Практическая работа Самостоятельная работа |
У1 З1,2 ОК3-5 ПК1.6;1.9 |
|
|
|
Тема 2.3. Допуски измерения углов и гладких конических соединений. |
Опрос устный Практическая работа Самостоятельная работа |
У1 З1,2 ОК3-5 ПК1.6;1.9 |
|
|
|
Тема 2.4. Допуски и посадки резьбовых, шпоночных и шлицевых соединений
|
Опрос устный Практическая работа Самостоятельная работа |
У1 З1,2 ОК3-5 ПК1.6;1.9 |
|
|
|
Раздел 3. Технические измерения |
|
|
||
|
Тема 3.1. Средства измерения и контроля линейных и угловых величин |
Опрос устный Практическая работа Самостоятельная работа |
У1 З1,2 ОК3-5 ПК1.6;1.9 |
|
|
|
Тема 3.2. Средства измерения с механическим, оптическим и пневматическим преобразователем |
Опрос устный Практическая работа Самостоятельная работа |
У1 З1,2 ОК3-5 ПК1.6;1.9 |
|
|
Тема 3.3. Контроль калибрами
|
Опрос устный Практическая работа Самостоятельная работа |
У1 З1,2 ОК3-5 ПК1.6;1.9 |
|
|
|
Промежуточная аттестация |
|
|
Зачет |
У1 З1,2 ПК1.6;1.9 ОК3-5 |
|
|
||||
Контроль и оценивание уровня освоения учебной дисциплины по темам (разделам)
|
Таблица 1
|
3. Задания для оценки освоения учебной дисциплины
3.1. Задания для текущего контроля
Раздел 1. Основы стандартизации
Введение
Вопросы для устного опроса:
1. Какие цели и задачи в стандартизации?
2. Какая связь допусков, посадок и технических измерений с качеством машин?
3. Дать определение допусков и посадок.
4. Зачем нужны допуски и посадки в машиностроении?
5. Допуски и посадки как надежность и долговечность. В чем суть в этом определении?
Тема 1.1. Виды и категории стандартов.
Вопросы для устного опроса:
1. Что такое стандарт?
2. Что такое категория стандарта?
3. Перечислите известные вам категории стандартов.
4. Какие категории стандартов прописаны в Федеральном законе «О техническом регулировании»?
5. Что значит вид стандарта?
6. Назовите виды стандартов, применяемые в международной практике.
7. Какие виды стандартов используются в РФ?
8. Назовите основные международные организации по стандартизации.
9. Какие направления являются приоритетными при разработке международных стандартов?
10. Являются ли международные стандарты обязательными?
Самостоятельная работа
Подготовка доклада о:
- технической документации;
- конструкторской документации.
Раздел 2. Понятие о качестве машин и механизмов, методы оценки качества продукции. Система обеспечения качеством.
Тема 2.1. Размеры и соединения
Вопросы для устного опроса:
1. Что такое размер?
2. Что такое вал?
3. Что такое отверстие?
4. Что называется номинальным размером?
5. Что такое действительные и предельные размеры?
6. Что такое предельное отклонение?
7. Что такое действительное отклонение?
8. Дать определение допуска, поле допуска?
9. Что такое квалитеты точности?
10. Что такое «допуск системы»?
11. Что такое точность обработки?
12. С помощью чего можно выразить зависимость точности от диаметра, d ?
13. Что понимают под квалитетом?
14. Поле допуска, это…..?
15. Как обозначаются поля допуска (вал, отверстие)?
16. Как записывается верхнее и нижнее предельное отклонение?
17. Как записываются равные предельные отклонения?
18. Какие бывают соединения?
19. К неразъемным соединениям относятся….?
20. Какие преимущества разъемных соединений?
Практическое задание №1
Тема: Расчёт величин предельных размеров по данным чертежа с использованием справочных таблиц. Определение годности фактических размеров
Тема: Основные понятия о размерах, отклонениях и посадках.
Цель: Приобрести навыки графического построения полей допусков «вала» и «отверстия», образующих посадку.
Задание: построить расположение полей допусков «вала» и «отверстия» исходя из приведённых в таблице 1. посадок.
Таблица 1.
|
№ варианта |
посадка |
№ варианта |
посадка |
|
1 |
Ø30H7/ f7 |
6 |
Ø24H7/g6 |
|
2 |
Ø42 H8/е8 |
7 |
Ø13H6/p6 |
|
3 |
Ø14E9/h11 |
8 |
Ø4H10/b11 |
|
4 |
Ø56F8/h8 |
9 |
Ø72H9/c11 |
|
5 |
Ø104H11/d11 |
10 |
Ø86H10/m6 |
По таблице 7 справочника (Белкин И.М. Справочник по допускам и посадкам для рабочего машиностроителя. – М., 1985. – с.39-41) определить предельные отклонения для деталей типа «отверстие». Затем по таблице 8-9 (с.45-51) определить предельные отклонения для детали типа «вал».
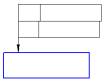
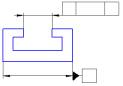
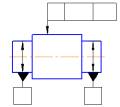
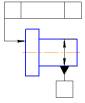
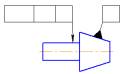
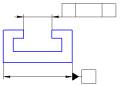
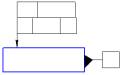
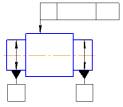
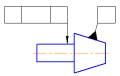
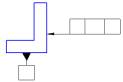
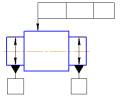
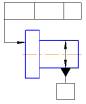
После этого графически изобразить обе детали на чертеже с указанием их номинальных и предельных размеров (См. рис. 3.2).
Построить условное графическое изображение полей допусков обеих деталей, образующих данную посадку. (См. рис. 3.3).
Тема: Основные понятия о размерах, отклонениях и посадках.
Цель: Научиться определять годность деталей типа «вал» и «отверстие».
Задача № 1. Определить величину допуска, наибольший и наименьший предельные размеры по заданным номинальным размерам и предельным отклонениям.
|
Номинальные размеры и предельные отклонения |
|
|
|
|
|
|
|
|
|
|
|
Допуск |
||||||||||
|
Наибольший предельный размер |
||||||||||
|
Наименьший Предельный размер |
Задача № 2. Определить верхние и нижние предельные отклонения вала по заданным номинальным и предельным размерам.
|
Номинальный размер |
4 |
10 |
16 |
5 |
8 |
12 |
25 |
32 |
125 |
20 |
|
Наибольший предельный размер |
4,009 |
10 |
15,980 |
5,004 |
8,005 |
11,940 |
25,007 |
31,975 |
125 |
20,056 |
|
Наименьший предельный размер |
4,001 |
9,984 |
15,930 |
4,996 |
7,972 |
11,820 |
24,993 |
31,950 |
124,92 |
20,035 |
|
Верхнее отклонение |
||||||||||
|
Нижнее отклонение |
||||||||||
|
Размер в чертеже |
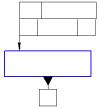
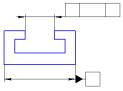
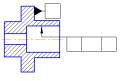
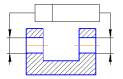
Задача №3. Изобразить графически поля допусков отверстий и валов
![]()
![]()
![]()
![]()
Задача № 4. Определить годность валов, если известен размер к чертежу и действительные размеры.
Задача №5. Определить годность отверстий, если известен размер к чертежу и действительные размеры.
Задача № 6. Определить годность валов, по результатам их измерения.
|
Размер в чертеже |
|
|
|
|
|
|
Действительный размер |
109,958 |
23,98 |
105,002 |
74,87 |
85,2 |
Задача № 7. Определить годность отверстий, по результатам их измерения.
|
Размер в чертеже |
|
|
|
|
|
|
|
Действительный размер |
1,95 |
40,038 |
71,002 |
7,965 |
105,042 |
85 |
Задача №8. Нанести на чертеже размеры и предельные отклонения диаметров валов и отверстий.
|
d, мм |
125 |
160 |
140 |
220 |
180 |
250 - |
|
es, мкм |
+40 |
0 |
+14 |
+230 |
-50 |
+45 |
|
ei, мкм |
+13 |
-27 |
-14 |
+140 |
-90 |
+15 |
|
D,mm |
10 |
50 |
12 |
80 |
16 |
125 |
|
ES, mkm |
+ 100 |
+250 |
-22 |
+20 |
-3 |
+450 |
|
EI, mkm |
0 |
+80 |
-48 |
-10 |
-30 |
+ 150 |
Задача № 9. Даны предельные размеры.
а) 14.0055 и 13.9945 б) 55,970 и 55,951
Определить предельные отклонения, записать номинальные размеры с предельными отклонениями и начертить схемы расположения полей допусков.
Самостоятельная работа
Выполнение задания:
Цель:
1 Приобретение навыков работы со справочниками, технической литературой.
2 Закрепление теоретических знаний по теме.
Оснащение: справочная и техническая литература.
Литература
1 Никифоров А.Д. , Бакиев Т.А. Метрология, стандартизация и сертифи кация.-М.: Высшая школа, 2002.
2А.К.Козловский, Н.К Ключников «Сборник задач по допускам, посадкам и техническим измерениям», М., Машиностроение, 1985
Задание
Для номинального размера D=d мм выбрать из таблиц предельные отклонения полей допусков валов 6 квалитета и отверстий 7 квалитета. Определить предельные размеры, допуски. Построить в масштабе на миллиметровой бумаге схемы расположения полей допусков
Вал -термин, применяемый для обозначения наружных элементов деталей.
Отверстие -термин, применяемый для обозначения внутренних элементов детали.
Поле допуска - поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением, относительно нулевой линии. Нулевая линия соответствует номинальному размеру.
Номинальный размер (D) - размер, относительно которого определяются предельные размеры и которые служат началом отсчета отклонений.
Действительный размер (D1, d1) - размер детали, установленный с допускаемой погрешностью.
Предельные размеры (наибольшие и наименьшие) - два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали.
Предельные размеры для валов определяются по формулам:
dmax=d+es,
dmin=d+ei
где d max - наибольший предельный размер вала, мм;
dmin- наименьший предельный размер вала, мм;
es - верхнее предельное отклонение, мм ;
ei - нижнее предельное отклонение, мм
Предельные размеры для отверстия определяются по формулам:
Dmax=D+ES,
Dmin=D+EI
где Dmax- наибольший предельный размер отверстия, мм;
Dmin- наименьший предельный размер отверстия, мм;
D - номинальный размер, мм.
Верхнее и нижнее отклонения размеров определяется по
ГОСТ 25347-89.
Допуск- разность между наибольшим и наименьшим предельными размерами. Допуск определяется по формулам:
для отверстия:
TD=Dmax-Dmin =ES-EI,
для вала:
Td=dmax-dmjn =es-ei.
где ES(es) - верхнее предельное отклонение отверстия (вала), мм
EI(ei) - нижнее предельное отклонение отверстие (вала), мм
Dmax (dmax) - наибольший предельный размер, мм
Dmin (dmin) - наименьший предельный размер, мм
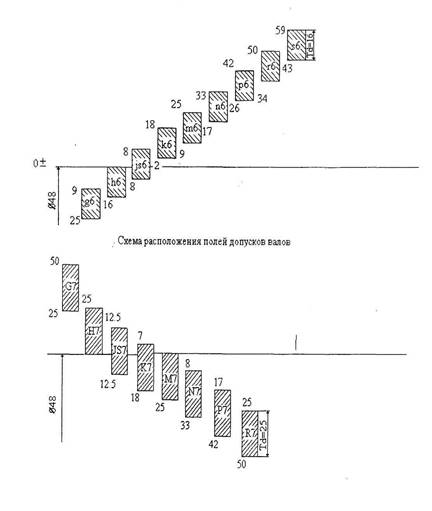
Пример
Решение.
Номинальный размер D=d=48мм.
Поля допусков валов: g6, h6, js6, k6, m6, n6, p6, r6, s6.
Поля допусков отверстий: F7, H7, JS7, K7, M7, N7, P7, R7.
Для валов
48g6(![]() )
)
dma x= 48+(-0,009)=47,991
dmin = 48+(-0,025)=47,975
Td=47,991-47,975=-0,009-(-0,025)=0,016
48h6(![]() )
)
dmax=48+0=48,0
dmin=48+(-0,016)=47,984
Td=48-47,984=0-(-0,016)=0,016
48js6(![]() )
)
dmax=48+0,008=48,008
dmin=48-0,008=47,992
Td=48,008-47,992=0,008-(-0,008)=0,016
48k6(![]() )
)
dmax=48+0,018=48,018
dmin=48+0,002=48,002
Td=48,018-48,002=0,018-0,002=0,016
48m6(![]() )
)
dmax=48+0,025=48,025
dmin=48+0,009=48,009
48n6(![]() )
)
dmax=48+0,033=48,033
dmin=48+0,017=48,017
Td=48,033-48,017=0,033-0,017=0,016
48p6(![]() )
)
dmax=48+0,042=48,042
dmin=48+0,026=48,026
Td=48,042-48,026=0,042-0,026=0,016
48r6(![]() )
)
dmax=48+0,050=48,050
dmin=48+0,034=48,034
Td=48,050-48,034=0,050-0,034=0,016
48s6(![]() )
)
dmax=48+0,059=48,059
dmin=48+0,043=48,043
Td=48,059-48,043=0,059-0,043=0,016
Td=48,025-48,009=0,025-0,009=0,016
Для отверстий:
48F7(![]() )
)
Dmax=48+0,050=48,050
Dmin=48+0,025=48,025
TD=48,050-48,025=0,050-0,025=0,025
48JS7(![]() )
)
Dmax=48+0,0125=48,0125
Dmin=48+(-0,0125)=47,9875
TD=48,0125-47,9875=0,025
48P7(![]() )
)
Dmax=48+(-0,017)=47,983
Dmin=48+(-0,042)=47,958
TD=48,983-47,958=0,025
48M7(![]() )
)
Dmax=48+0=48,000
Dmin=48+(-0,025)=47,975
TD=48,000-47,975=0,025
48R7(![]() )
)
Dmax=48+(-0,025)=47,975
Dmin=48+(-0,05)=47,950
TD=48,975-47,950=0,025
48N7(![]() )
)
Dmax=48+(-0,008)=47,992
Dmin=48+(-0,033)=47,967
TD=48,992-47,967=0,025
Вывод: при одном номинальном размере для валов и для отверстий, но с разным расположением полей допусков, предельные размеры допусков равны: для валов 0,016; для отверстий 0,025.
Таблица 1
|
Вариант |
D =d |
Вариант |
D=d |
Вариант |
D=d |
|
1 |
15 |
11 |
65 |
21 |
31 |
|
2 |
20 |
12 |
70 |
22 |
36 |
|
3 |
25 |
13 |
75 |
23 |
41 |
|
4 |
30 |
14 |
80 |
24 |
46 |
|
5 |
35 |
15 |
85 |
25 |
51 |
|
6 |
40 |
16 |
90 |
26 |
56 |
|
7 |
45 |
17 |
100 |
27 |
61 |
|
8 |
50 |
18 |
65 |
28 |
66 |
|
9 |
55 |
19 |
70 |
29 |
71 |
|
10 |
60 |
20 |
75 |
30 |
76 |
Тема 2.2. Допуски формы и расположения поверхностей, шероховатость поверхности.
Вопросы для устного опроса:
1. Что такое номинальная форма поверхности, реальная поверхность, профиль поверхности и прилегающая поверхность?
2. Что такое комплексные и частные требования?
3. Перечислите виды отклонений формы поверхности и условные обозначения их на чертеже.
4. Что такое отклонение от прямолинейности в плоскости? Какие средства измерений применяют для их выявления?
5. Что такое отклонение от плоскостности? Какие средства измерений применяют для его выявления?
6. Перечислите отклонения формы цилиндрических поверхностей. Какие средства измерений применяют для их выявления?
7. Что такое номинальное и реальное расположение поверхности?
8. Что такое допуск расположения поверхности элемента детали?
9. Что такое зависимые и независимые допуски расположения поверхностей?
10. Назовите по условному обозначению на чертеже вид отклонения расположения, величину допуска и базу.
11. Что такое координатно-измерительная машина КИМ, каково её назначение и в чём её преимущество?
12. Что такое суммарные отклонения формы и расположения поверхности?
13. От чего зависит величина допуска расположения осей отверстий для крепёжных деталей?
14. Что такое шероховатость поверхности?
15. Назовите параметры шероховатости поверхности.
16. Нарисуйте условные знаки шероховатости на чертеже и назовите, что они обозначают.
17. Опишите образцы шероховатости поверхности.
18. Что такое портативный профилометр и как его применяют?
Практическое задание № 2
Тема: Определение допусков цилиндрической поверхности на чертеже
ЗАДАНИЕ: Указать на чертеже необходимые допуски формы и расположения поверхностей.
Методические указания к выполнению задания
Перед выполнением чертежа необходимо изучить задание (Приложение, Таблица 1 и Таблица 2).
Работа выполняется в рабочей тетради с конспектами по данной дисциплине.
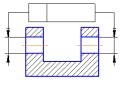
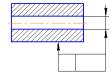
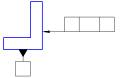
Согласно своему варианту выполнить в произвольном масштабе изображение детали (Таблица 2), на котором в последующем в пустых ячейках указать необходимые допуски формы и расположения поверхностей (Таблица 1) (см. Эталон выполнения задания).
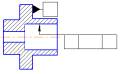
Образец выполнения задания
Приложение. Варианты заданий
Таблица 1
|
Вариант |
Задание |
|
1 |
Указать допуск плоскостности 0,1 мм, относящегося к участку площадью 100х100 мм и допуск прямолинейности 0,1 мм, относящегося к участку длиной 80 мм |
|
2 |
Указать допуск биения радиального, торцевого и в заданном направлении 0,01 мм связанного с базами А и Б |
|
3 |
Указать допуск биения радиального, торцевого и в заданном направлении 0,01 мм связанного с базой А |
|
4 |
Указать допуск соосности 0,02 мм |
|
5 |
Указать допуск перпендикулярности 0,2 мм связанного с базой А |
|
6 |
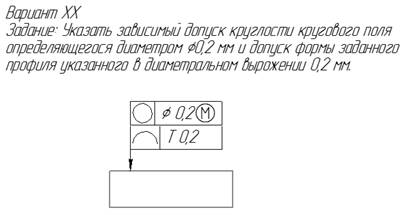
Указать допуск симметричности указанного в диаметральном выражении 0,2 мм связанного с базой А |
|
7 |
Указать допуск биения радиального, торцевого и в заданном направлении 0,01 мм относящегося к участку Æ20 мм связанного с базой А |
|
8 |
Указать допуск соосности кругового поля определяющегося диаметром Æ0,1 мм |
|
9 |
Указать допуск цилиндричности 0,1 мм относящегося к участку 50 мм и допуск круглости 0,04 мм |
|
10 |
Указать допуск биения радиального, торцевого и в заданном направлении 0,02 мм связанного с базой А |
|
11 |
Указать допуск плоскостности 0,2 мм, относящегося к участку площадью 50х50 мм и допуск параллельности 0,02 мм связанного с базой А |
|
12 |
Указать допуск полного радиального и полного торцевого биений 0,02 мм связанного с базами А и Б |
|
13 |
Указать допуск биения радиального, торцевого и в заданном направлении 0,1 мм связанного с базой А |
|
14 |
Указать зависимый допуск прямолинейности кругового поля определяющегося диаметром Æ0,1 мм |
|
15 |
Указать зависимый допуск перпендикулярности 0,1 мм связанного с базой А |
|
16 |
Указать зависимый допуск симметричности 0,1 мм связанного с базой А |
|
17 |
Указать допуск биения радиального, торцевого и в заданном направлении 0,2 мм относящегося к участку Æ10 мм связанного с базой А |
|
18 |
Указать зависимый допуск соосности 0,1 мм |
|
19 |
Указать допуск круглости 0,02 мм и допуск профиля продольного сечения 0,01 мм |
|
20 |
Указать допуск полного радиального и полного торцевого биений 0,1 мм связанного с базой А |
|
21 |
Указать допуск плоскостности 0,02 мм и допуск перпендикулярности 0,05 мм связанного с базой А |
|
22 |
Указать допуск биения радиального, торцевого и в заданном направлении 0,1 мм, относящегося к участку длиной 40 мм и связанного с базами А и Б |
|
23 |
Указать допуск биения радиального, торцевого и в заданном направлении кругового поля определяющегося диаметром Æ0,1 мм и связанного с базой А |
|
24 |
Указать допуск соосности кругового поля определяющегося диаметром Æ0,2 мм |
|
25 |
Указать допуск перпендикулярности 0,1 мм связанного с базой А |
|
26 |
Указать допуск симметричности кругового поля определяющегося диаметром Æ0,1 мм и связанного с базой А |
|
27 |
Указать допуск полного радиального и полного торцевого биений 0,02 мм связанного с базой А |
|
28 |
Указать зависимый допуск соосности 0,2 мм |
|
29 |
Указать допуск цилиндричности 0,02 мм относящегося к участку 50 мм и допуск круглости 0,01 мм |
|
30 |
Указать допуск полного радиального и полного торцевого биений 0,01 мм связанного с базой А |
Таблица 2
|
Вариант |
Деталь |
Вариант |
Деталь |
|
1 |
|
16 |
|
|
2 |
|
17 |
|
|
3 |
|
18 |
|
|
4 |
|
19 |
|
|
5 |
|
20 |
|
|
6 |
|
21 |
|
|
7 |
|
22 |
|
|
8 |
|
23 |
|
|
9 |
|
24 |
|
|
10 |
|
25 |
|
|
11 |
|
26 |
|
|
12 |
|
27 |
|
|
13 |
|
28 |
|
|
14 |
|
29 |
|
|
15 |
|
30 |
|
Практическое задание № 3
Тема: Определение параметров шероховатости и отклонений формы цилиндрической поверхности
Измерение отклонений формы цилиндрических поверхностей
Цель работы: изучение отклонений формы цилиндрических поверхностей и конструкции индикаторного нутромера, приобретение практических навыков измерения отклонений формы цилиндрических поверхностей.
ОСНОВНЫЕ ПОНЯТИЯ
Качество деталей машин, кроме точности размеров поверхностей, характеризуется точностью формы и расположения поверхностей. Многочисленными исследованиями установлено, что эти виды погрешностей деталей оказывают большое влияние на качество работы машин и приборов. Они вызывают усиленный износ деталей, их перенапряжение и поломки, ухудшение эксплуатационных характеристик (появление вибраций, шума, кинематической погрешности) и т. п.
Основные понятия и определения точности формы и расположения поверхностей регламентированы ГОСТ 24642-81 «Допуски формы и расположения поверхностей. Основные термины и определения».
Номинальная поверхность – идеальная поверхность, размеры и форма которой соответствуют заданным номинальным размерам и номинальной форме.
Реальная поверхность – поверхность, ограничивающая деталь и отделяющая ее от окружающей среды.
Профиль – линия пересечения поверхности с плоскостью или с заданной поверхностью (существуют понятия реального и номинального профилей, аналогичные понятиям номинальной и реальной поверхностей).
Нормированный участок (L) – участок поверхности или линии, к которому относится допуск формы, допуск расположения или соответствующее отклонение.
Если нормированный участок не задан, то допуск или отклонение относится ко всей рассматриваемой поверхности или длине рассматриваемого элемента. Если расположение нормируемого участка не задано, то он может занимать любое расположение в пределах всего элемента.
Базовый элемент для оценки отклонений формы – это элемент
номинальной формы, служащий основой для оценки отклонений формы реальной поверхности или реального профиля.
Базовый элемент для оценки отклонений формы используют также для исключения влияния отклонений формы или определения или для определения отклонений расположения.
В основу нормирования и систему отсчёта отклонений формы и расположения поверхностей положен принцип прилегающих прямых, поверхностей и профилей.
Прилегающая поверхность – поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью, и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Условие минимального значения отклонения не распространяется на прилегающий цилиндр.
Прилегающая плоскость – плоскость, соприкасающаяся с реальной поверхностью, и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение (рис.1).Аналогичны определения прилегающих профиля и прямой.
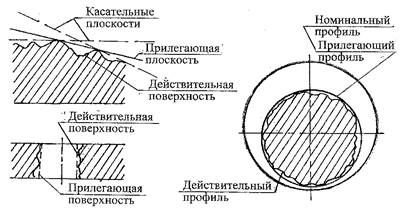 |
Рис. 1
Для отверстия – это прилегающий цилиндр или прилегающая окружность наибольшего возможного диаметра, вписанные соответственно в действительную поверхность или действительный профиль. Для вала – это цилиндр или окружность наименьшего диаметра, описанные вокруг действительной поверхности или действительного профиля.
Прилегающая поверхность применяется в качестве базовой при определении формы и расположения. Прилегающие поверхности и профили соответствуют условиям сопряжения деталей при посадках с нулевым зазором. При измерении отклонений формы прилегающими поверхностями служат рабочие поверхности контрольных плит, интерференционных стекол, лекальных и поверочных линеек, калибров, контрольных оправок и т. д.
Под отклонением формы понимается отклонение формы действительной поверхности (или профиля) от формы номинальной поверхности (или профиля), заданной чертежом. За величину отклонения принимают наибольшее расстояние от точек действительной поверхности (или профиля) до прилегающей поверхности (или профиля).
Для нормирования отклонений формы установлены дифференцированные (элементарные) и комплексные показатели. При определении погрешности формы и расположения поверхности величины ее шероховатости и волнистости не учитываются. При измерении формы влияние шероховатости, как правило, устраняется за счет применения достаточно большого радиуса измерительного наконечника.
Допуск формы – наибольшее допустимое значение отклонения формы.
Поле допуска формы – область в пространстве или на плоскости, внутри которой должны находиться все точки реального рассматриваемого элемента в пределах нормируемого участка, ширина или диаметр которой определяется значением допуска, а расположение относительно реального элемента – прилегающим элементом.
База – элемент детали (или выполняющее ту же функцию сочетание элементов), по отношению к которому задается допуск расположения или суммарный допуск формы и расположения рассматриваемого элемента, а также определяется соответствующее отклонение.
Комплект баз – совокупность двух или трех баз, по отношению к которой задается допуск расположения или суммарный допуск формы и расположения рассматриваемого элемента, а также определяется соответствующее отклонение.
Участок базирования – точка, линия или ограниченная площадь на базовой поверхности детали, в которых должен быть обеспечен контакт детали с базирующими элементами обрабатывающего или контрольного оборудования, или они используются для удовлетворения функциональных требований.
Номинальное расположение – расположение рассматриваемого элемента (поверхности или профиля), определяемое номинальными линейными или угловыми размерами между ними и базами, или между рассматриваемыми элементами, если базы не заданы.
Реальное расположение определяется действительными линейными или угловыми размерами.
Отклонение расположения – отклонение реального расположения рассматриваемого элемента от его номинального расположения.
При оценке отклонений расположения должны исключаться из рассмотрения отклонения формы рассматриваемых элементов и баз. При этом реальные поверхности (профили) заменяются прилегающими, а за оси, плоскости симметрии и центры реальных поверхностей или профилей принимаются оси, плоскости симметрии и центры прилегающих элементов.
Допуск расположения – предел, ограничивающий допустимое значение отклонения расположения.
Поле допуска расположения – область в пространстве или заданной плоскости, внутри которой должен находиться прилегающий элемент или ось, центр, плоскость симметрии в пределах нормируемого участка, ширина или диаметр которой определяются значением допуска, а расположение относительно баз – номинальным расположением рассматриваемого элемента.
Зависимый допуск расположения – это допуск расположения или формы, указываемый на чертеже или в других технических документах в виде значения, которое допускается превышать на величину, зависящую от отклонения действительного размера рассматриваемого элемента и/или базы от предела максимума материала (наибольшего предельного размера вала или наименьшего предельного размера отверстия).
Независимый допуск расположения – это допуск расположения или формы, численные значения которого постоянны для всей совокупности деталей и не зависят от действительного размера рассматриваемого элемента и/или базы.
Суммарное отклонение формы и расположения – отклонение, которое является результатом совместного проявления отклонения формы и отклонения расположения рассматриваемой поверхности или рассматриваемого профиля относительно баз.
Количественно суммарное отклонение формы и расположения оценивается по точкам реального рассматриваемого элемента относительно прилегающих базовых элементов или их осей.
Суммарный допуск формы и расположения – предел, ограничивающий суммарные отклонения формы и расположения.
Поле суммарного допуска формы и расположения – область в пространстве или на заданной поверхности, внутри которой должны находиться все точки реальной поверхности (профиля) в пределах нормируемого участка, ширина которого определяется значением допуска, а расположение относительно баз номинальным расположением рассматриваемого элемента.
Отклонения формы цилиндрических поверхностей
Для цилиндрических деталей отклонения формы определяются в поперечном и продольном сечениях.
Контур поперечного сечения цилиндрического тела описывается окружностью. Комплексным показателем отклонений контура поперечного сечения является некруглость, которая определяется как наибольшее расстояние от точек действительного профиля до прилегающей окружности (рис.2,а). Некруглость характеризует совокупность отклонений формы поперечного сечения цилиндрического тела, к которым относятся овальность (рис.2,б) или огранка (рис.2,в).
 Овальность и огранка относятся к дифференцированным показателям отклонений формы.
Овальность и огранка относятся к дифференцированным показателям отклонений формы.
в)
Рис. 2
Овальность – это отклонение от круглости, при котором реальный профиль представляет собой овальную фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях. За величину овальности принимают разность между наибольшим и наименьшим диаметрами сечения, т. е. удвоенную величину некруглости.
Огранка – отклонение, при котором действительный профиль детали· представляет собой многогранную фигуру с криволинейными гранями. Величина огранки определяется как наибольшее расстояние от точек действительного профиля до прилегающей окружности. Количество граней может быть от 3 и более.
Совокупность всех отклонений формы цилиндрической поверхности в продольном сечении (отклонения от прямолинейности и параллельности образующих) может быть определена комплексным показателем – отклонением профиля продольного сечения (рис.3,а). Отклонение профиля продольного сечения цилиндрической поверхности определяется как наибольшее расстояние от точек действительного профиля до соответствующей стороны прилегающего профиля. Комплексным показателем отклонений от цилиндрической формы в продольном сечении является нецилиндричность (рис.3,б).
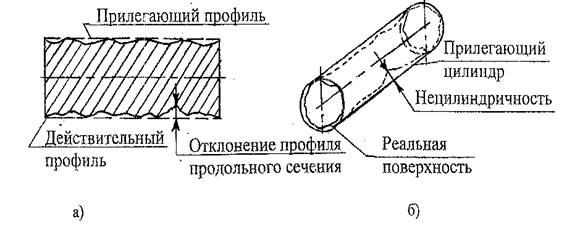
Рис. 3
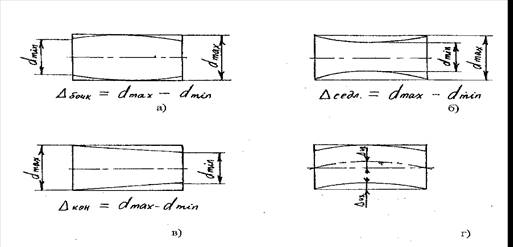 К элементарным отклонениям формы цилиндрических поверхностей в продольном сечении относятся бочкообразность
(рис.4,а),
седлообразность (рис.4,б), конусообразность (рис.4,в), изогнутость (рис.4,г). За величину бочкообразности, седлообразности, конусообразности принимают разность между наибольшим и наименьшим диаметрами продольного сечения, т. е. удвоенную величину отклонения профиля продольного сечения. Количественно изогнутость оценивается так же, как отклонение профиля продольного сечения.
К элементарным отклонениям формы цилиндрических поверхностей в продольном сечении относятся бочкообразность
(рис.4,а),
седлообразность (рис.4,б), конусообразность (рис.4,в), изогнутость (рис.4,г). За величину бочкообразности, седлообразности, конусообразности принимают разность между наибольшим и наименьшим диаметрами продольного сечения, т. е. удвоенную величину отклонения профиля продольного сечения. Количественно изогнутость оценивается так же, как отклонение профиля продольного сечения.
Рис. 4
Для нормирования предельных отклонений формы установлено 10 степеней точности (ГОСТ 10556-63). При переходе от высшей степени точности к низшей величина допусков растёт по геометрической прогрессии (знаменатель ряда 1,6), (см. табл.2, прилож. 1). Если предельные отклонения формы не оговорены, то это означает, что они ограничиваются полем допуска на размер соответствующей поверхности. Предельные отклонения формы назначаются лишь тогда, когда по условиям эксплуатации или изготовления деталей соединения величина отклонений формы должна, как правило, быть меньше допуска на размер. Обозначения отклонений на чертежах даны в приложении 2 (табл. 3).
Индикаторный нутромер
Индикаторный нутромер служит для измерения размеров внутренних цилиндрических поверхностей. Набором из десяти индикаторных нутромеров можно измерить диапазон размеров от 6 до 1000 мм. Предельная погрешность показаний индикаторного нутромера не должна превышать 0,012 ~ 0,020 мм в зависимости от пределов измерения.
Индикаторный нутромер представляет собой сочетание индикатора 1 с рычажной трубкой 2 (рис.5). В нутромерах обычно применяют индикаторы с ценой деления 0,01 мм, в нутромерах повышенной точности - головки с ценой деления 0,001 или 0,002 мм.
Отсчетным устройством нутромера является индикатор часового типа, принципиальная схема которого представлена на рис.6. Зубчатая рейка измерительного стержня сцепляется с шестерней, на оси которой неподвижно сидит колесо Z3, имеющее 100 зубьев, и на этой же оси посажена малая стрелка для отсчёта целых миллиметров. Колесо сцепляется с трибом Zl, имеющим 10 зубьев. На оси триба Zl сидит основная стрелка. Шестерня Z4 со 100 зубьями, на оси которой неподвижно посажена втулка с пружинным волоском 2, находится в зацеплении с трибом Zl. Пружинный волосок обеспечивает работу передачи по одной стороне профиля зуба, чем устраняется мёртвый ход в передаче. Свободный конец волоска проходит в цилиндрическую стойку и закрепляется штифтом. Измерительное усилие индикатора обеспечивается пружиной 3.
Рычажная трубка нутромера оканчивается тройником 3, в котором находятся два штифта: измерительный 4 и неподвижный 5 (рис.7). Перемещение измерительного штифта через рычаг 6 и стержень 7 действует на индикатор, закреплённый с другого конца трубки стопорным винтом 8 на хомутике 9. Пружина 10 обеспечивает постоянство измерительного усилия и надёжный контакт стержней. Сменный штифт 5 неподвижно закрепляется в тройнике 3. Со стороны подвижного штифта 4 имеется центрирующий мостик с втулкой 11 и пружиной 12, необходимый для установки нутромера в положение, при котором оси штифтов будут располагаться не по хорде, а по диаметру измеряемого отверстия.
 |
Рис. 7 Рис.8
Порядок выполнения работы
1. Измерить штангенциркулем диаметр контролируемого отверстия, если не известен номинальный размер детали.
2. Подобрать сменный штифт и сменные валы так, чтобы их суммарный размер отличался от определенного штангенциркулем размера не более чем на 0,5 - 1 мм, и установить их в тройник.
3. Установить в гнездо трубки нутромера индикатор так, чтобы при этом большая стрелка повернулась примерно на 1 оборот. В этом положении закрепить индикатор винтом.
4. В соответствии с номинальным или измеренным штангенциркулем диаметром отверстия набрать блок плиток, притереть к ним боковички 3, зажать в струбцину 4 (рис.8).
5. Настроить индикаторный нутромер по блоку плиток на ноль. Для этого поместить измерительные наконечники нутромера между боковичками и, покачивая нутромер в двух взаимно перпендикулярных направлениях, найти такое положение, при котором будет наименьшее показание индикатора. В этом положении повернуть циферблат индикатора до совмещения нулевого деления со стрелкой.
6. Измерить диаметр отверстия детали. Для этого ввести нутромер в отверстие и, покачивая прибор, найти положение, соответствующее наименьшему показанию индикатора. Произвести отсчёт отклонений от нуля и результат внести в отчёт. При этом следует иметь в виду, что отклонение стрелки от нуля по ходу часовой стрелки указывает на уменьшение размера. Измерение произвести в двух взаимно перпендикулярных направлениях, в трёх сечениях по высоте отверстия.
7. Дать заключение о годности детали по форме и размеру согласно предельным отклонениям, заданным преподавателем.
ТЕХНИКА БЕЗОПАСНОСТИ ТРУДА ПРИ ВЫПОЛНЕНИИ ЛАБОРАТОРНОЙ РАБОТЫ
1. Прежде чем пользоваться прибором, изучите устройство и принцип действия измерительной головки (индикатора).
2. О выявленных неисправностях прибора немедленно сообщите преподавателю или лаборанту.
3. Во время работы быть внимательным и осторожным в обращении с прибором.
4. При выполнении лабораторной работы группой студентов работать на приборе должен только один студент.
5. Категорически запрещается трогать приборы, не относящиеся к выполняемой работе, без разрешения преподавателя.
1.Название работы.
2.Цель работы.
3.Таблица с результатами измерений (табл.1).
4.Схема измерений (рис. 9).
5.Расчёт предельных размеров отверстия.
6.Схема поля допуска отверстия с указанием номинального, действительного и предельных размеров (пр.1, рис. 10).
7.Заключение о годности детали по размеру и по отклонениям формы.
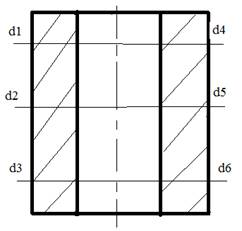
Рис.9
Таблица 1
|
№ п/п |
Отклонения, мм |
Действительный размер отверстия, мм |
Наибольшая овальность, мм |
Наибольшая конусность, бочкообразность, седлообразность, мм |
|
1 |
|
|
|
|
|
2 |
|
|
||
|
3 |
|
|
||
|
4 |
|
|
||
|
5 |
|
|
||
|
6 |
|
|
Вопросы для самоконтроля
1. Дайте определения допуска, предельных размеров и предельных отклонений.
2. Что называют основным отклонением?
3. Что называют номинальной поверхностью?
4. Что называют реальной поверхностью?
5.На каком принципе основано нормирование отклонений формы и расположения поверхностей деталей?
6. Что называют нормируемым участком?
7. Дайте определения прилегающих прямых, поверхностей и профилей.
8. Что называют отклонением формы поверхности?
9. Что называют отклонением расположения поверхности?
10. Дайте определения допуску формы и допуску расположения поверхности.
11. Что называют базой?
12. Охарактеризуйте зависимый и независимый допуск расположения поверхности.
13. Что называют суммарным отклонением формы и расположения поверхности?
14. Назовите отклонения формы цилиндрических поверхностей.
15. Охарактеризуйте частные виды отклонения в поперечном сечении поверхности.
16. Охарактеризуйте частные виды отклонения в продольном сечении поверхности.
Литература
1. .Анурьев В. И. Справочник конструктора-машиностроителя. В 3-х т. Т.1. /В. И. Анурьев – М.: Машиностроение, 1979. - 728 с.
2. Аристов А. И. Метрология, стандартизация, сертификация: Учеб. пособие / Аристов А. И., Приходько В. М., Сергеев И. Д., Фатюхин Д. С. – М.: ИНФРА-М, 2012. – 256 с.
3. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения /А.И. Якушев, Л.Н. Воронцов, Н.М. Федотов – М.: Машиностроение, 1987. - 352 с.
4. ГОСТ 24642-81 «Допуски формы и расположения поверхностей. Основные термины и определения»
Приложение 1
Таблица 2
|
Предельные отклонения формы цилиндрических поверхностей |
|
||||||||||
|
Интервалы |
|
Предельные отклонения, мкм, при степени точности |
|||||||||
|
номинальных |
|
|
|
|
|
|
|
|
|
|
|
|
диаметров, |
1 |
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
мм |
|
|
|
|
|
|
|
|
|
|
|
|
До 6 |
0,3 |
|
0,5 |
0,8 |
1,2 |
2 |
3 |
5 |
8 |
12 |
20 |
|
6 - 18 |
0,5 |
|
0,8 |
1,2 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
|
18 - 50 |
0,6 |
|
1 |
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
|
50 - 120 |
0,8 |
|
],2 |
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
|
120 - 260 |
1 |
|
1,6 |
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
|
260 - 500 |
1,2 |
|
2 |
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
|
500 - 300 |
1,6 |
|
2,5 |
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
|
800 - 1250 |
2 |
|
3 |
5 |
8 |
12 |
20 |
30 |
50 |
80 |
120 |
|
1250 -,2000 |
2,5 |
|
4 |
6 |
10 |
16 |
25 |
40 |
60 |
100 |
160 |
Схема поля допуска на размер
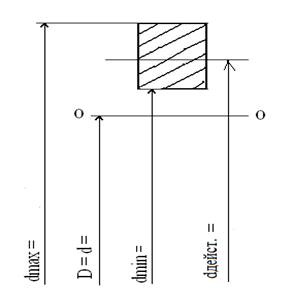
Рис. 10
Приложение 2
Таблица 3
Обозначения отклонений формы и расположения поверхностей на чертежах
|
Отклонения |
Обозначение на чертежах |
|
|
Отклонения формы |
Отклонение от прямолинейности |
|
|
Отклонение от плоскостности |
|
|
|
Отклонение от круглости |
|
|
|
Отклонение профиля продольного сечения цилиндрической поверхности |
|
|
|
Отклонения расположения |
Отклонение от параллельности |
|
|
Отклонение от перпендикулярности |
|
|
|
Отклонение от соосности |
|
|
|
Отклонение от пересечения осей |
|
|
|
Отклонение от симметричности |
|
|
|
Позиционное отклонение |
|
|
Принцип работы профилографа – профилометра модели 201 основан на ощупывании исследуемой поверхности алмазной иглой и преобразовании колебаний иглы в измерения напряжений индуктивным методом.
Алмазная игла 4 (рис.32) перемещается по поверхности детали. Ее колебания с помощью датчика, состоящего из сердечника 2, катушек 1, коромысла 3, преобразуются в колебания напряжения на выходе трансформатора 6. При проходе колебаний через усилитель 7 они фиксируются показывающим устройством 8 или записываются с некоторым увеличением на профилограмме с помощью записывающего устройства 9.
 Рисунок 32. Схема прибора
Рисунок 32. Схема прибора
Вертикальное
увеличение ![]() профилограммы
зависит от коэффициента усиления усилителя, изменяется в пределах от
профилограммы
зависит от коэффициента усиления усилителя, изменяется в пределах от ![]() до
до ![]() и
выбирается наибольшим допустимым для данной ширины бумажной ленты.
и
выбирается наибольшим допустимым для данной ширины бумажной ленты.
Горизонтальное
увеличение профилограммы ![]() зависит
от соотношения скоростей перемещения датчика со щупом
зависит
от соотношения скоростей перемещения датчика со щупом ![]() по
измеряемой поверхности и бумажной ленты
по
измеряемой поверхности и бумажной ленты ![]() в
записывающем устройстве:
в
записывающем устройстве:
![]() ( от 2* до 4000*).
( от 2* до 4000*).
![]() выбирается так, чтобы угол наклона боковых сторон
профиля был не более 80º (рис. 33)
выбирается так, чтобы угол наклона боковых сторон
профиля был не более 80º (рис. 33)
Порядок обработки профилограммы
1.
Определить горизонтальное увеличение ![]() Из
соотношения
Из
соотношения ![]() определяем
определяем ![]()
2.
Определить положение средней линии m на участке базовой длиныl.
Точнее положение средней линии находится по способу наименьших квадратов,
т.е. ![]() на
базовой длине (рис. 33). Средняя линия также может быть проведена «на глаз», по
равенству площадей неровностей над и под линией в пределах базовой длины. На
выданной профилограмме провести среднюю линию «на глаз».
на
базовой длине (рис. 33). Средняя линия также может быть проведена «на глаз», по
равенству площадей неровностей над и под линией в пределах базовой длины. На
выданной профилограмме провести среднюю линию «на глаз».

Рисунок 33. Профилограмма
3. Выбор участка измерения. Для надежности оценки параметра измерения обычно проводят последовательно на нескольких базовых длинах и затем находят среднее значение параметра. В целях сокращения трудоемкости работы измерения производимой для одной базовой длины.
4. Измерение параметров шероховатости, определяемых ГОСТ 2789 – 73 «Шероховатость поверхностей. Параметры и характеристики». Комплекс измеряемых параметров выбирается по таблице 1 в зависимости от необходимых для работы эксплуатационных свойств поверхности, указанных на выданной профилограмме.
Таблица 1. Комплекс измеряемых параметров
|
Эксплуатационные свойства поверхности |
Рекомендуемые параметры шероховатости |
|
Износоустойчивость при всех видах трения |
|
|
Виброустойчивость |
|
|
Контактная жесткость |
|
|
Прочность при цилиндрических нагрузках |
|
|
Герметичность соединений |
|
|
Сопротивление в волноводах |
|
Измерения величин профилограмме проводить с помощью измерителя и линейки с четкими делениями. Необходимо построения на профилограмме производить хорошо отточенным карандашом.
5. Обозначить полученную по данным измерения параметров шероховатость по ГОСТ 2.309 – 73 «Обозначение шероховатости поверхностей».
Измерение
среднего арифметического отклонения профиля ![]()
1. Определение шага дискретизации ΔХ - расстояние между измеряемыми ординатами по средней линии. Обычно ΔХ = 2..3 мм. Чем сложнее профиль поверхности ( больше вершин на базовой длине), тем меньше ΔХ для уменьшения погрешности измерения. Примем ΔХ = 2мм.
2. В
точках, соответствующих ΔХ, измеряем ординаты ![]() (расстояние
точек профиля до средней линии в миллиметрах) перпендикулярно средней линии.
(расстояние
точек профиля до средней линии в миллиметрах) перпендикулярно средней линии.
3.
Определяем ![]() :
:
![]() (мкм)
(мкм)
где N – количество измеренных ординат на базовой длине.
Измерение
высоты неровностей профиля по десяти точкам ![]()
1.
Измерить отклонения пяти наибольших максимумов профиля ![]() и
пяти наибольших минимумов профиля
и
пяти наибольших минимумов профиля ![]() от
средней линии (в миллиметрах).
от
средней линии (в миллиметрах).
2.
Определить ![]() :
:
 (мкм).
(мкм).
Для
нормально прямолинейного профиля при нахождении ![]() можно,
не определять средней линии, провести базовую линию
можно,
не определять средней линии, провести базовую линию ![]() параллельно
общему направлению профилограммы и не пересекать профиль на базовой длине (см.
рис. 33). При этом измеряют расстояния от пяти наибольших максимумов профиля до
базовой линии
параллельно
общему направлению профилограммы и не пересекать профиль на базовой длине (см.
рис. 33). При этом измеряют расстояния от пяти наибольших максимумов профиля до
базовой линии ![]() и от
пяти наибольших минимумов профиля до базовой линии
и от
пяти наибольших минимумов профиля до базовой линии ![]() (см.
рис.33).
(см.
рис.33).
Тогда  (мкм).
(мкм).
Измерение
наибольшей высоты неровностей профиля ![]()
1. Через наивысшую и наинизшую точку профиля в пределах базовой длины проводим линию выступов и линию впадин профиля параллельно средней линии (см. рис.33)
2. Измерить расстояние между линией выступов и линией впадин С (в мм).
3.
Определить ![]() :
:
![]() (мкм).
(мкм).
Измерение
среднего шага неровностей ![]()
1. Считать K- число пересечений профиля со средней линией в пределах базовой длины.
2.
Измерять длину отрезка средней линии ![]() ,
ограниченную первым и последним нечетным пересечениями профиля со средней
линией (
,
ограниченную первым и последним нечетным пересечениями профиля со средней
линией ( ![]() ).
).
3.
Определить ![]() :
:
![]() (мм.)
(мм.)
Примечание. Возможно определение среднего шага неровностей ( см. рис.33) как:
![]() (мм),
(мм),
где n- число шагов неровностей профиля.
Этот способ более трудоемкий.
Измерение
относительной опорной длины профиля ![]()
1.
На заданном уровне сечения профиля p провести линию,
пересекающую профиль эквидистантно линии выступов (см. рис. 33). Для этого
необходимо от линии выступов профиля отложить вниз отрезок, равный ( ![]() )
) ![]() , и
через его конец провести линию, параллельную средней линии m.
, и
через его конец провести линию, параллельную средней линии m.
2.
Измерить отрезки ![]() в
миллиметрах (см. рис. 33), полученные в сечении профиля.
в
миллиметрах (см. рис. 33), полученные в сечении профиля.
3.
Определить ![]() :
:
![]() ,
,
где n– число отрезков.
Измерение среднего шага местных выступов профиля S
1.
Сосчитать M – число вершин (максимумов) профиля на длине ![]() ,
лежащей между первым и последним максимами.
,
лежащей между первым и последним максимами.
2. Определить S:
|
|

Примечание. Возможно определить среднего шага местных выступов профиля как:
![]() (мм),
(мм),
где n – число шагов неровностей по вершинам (шагов местных выступов профиля).
Этот способ намного более трудоемкий.
Порядок выполнения работы
1. Определить шероховатость проверяемой поверхности путем визуального сравнения с эталонами шероховатости.
2. По выданной профилограмме определить шероховатость проверяемой поверхности, следуя порядку обработки профилограммы, приведенному выше.
3. Сравнить полученные шероховатости.
Самостоятельная работа
Выполнение индивидуальных заданий:
- по определению шероховатости поверхности и отклонения формы цилиндрической поверхности по чертежам.
Указание на чертеже требуемой шероховатости поверхности
ЗАДАНИЕ: Указать на чертеже необходимую шероховатость поверхностей.
Методические указания к выполнению задания
Перед выполнением чертежа необходимо изучить задание (Приложение 1 и Приложение 2).
Работа выполняется в рабочей тетради с конспектами по данной дисциплине.
Согласно своему варианту выполнить по размерам изображение детали, на котором в последующем указать необходимую шероховатость поверхностей А, Б и все остальные (Таблица 1) (см. Эталон выполнения задания).
Образец выполнения задания

Приложение 1. Варианты заданий
Таблица 1
|
Вариант |
Поверхность А |
Поверхность Б |
Все остальные поверхности |
|
1 |
Ra 1,6 мкм |
Ra 3,2 мкм |
Ra 6,3 мкм (без указания способа обработки) |
|
2 |
Rz 25 мкм |
Rz 40 мкм |
Rz 60 мкм (без указания способа обработки) |
|
3 |
Ra 2,5 мкм |
Ra 1,6 мкм |
Rz 12,5 мкм (без указания способа обработки) |
|
4 |
Rz 6,3 мкм |
Rz 3,2 мкм |
Rz 30 мкм (без указания способа обработки) |
|
5 |
Rz 32 мкм |
Rz 25 мкм |
Rz 40 мкм (без указания способа обработки) |
|
6 |
Ra 12,5 мкм |
Ra 6,3 мкм |
Ra 6,3 мкм (со снятием слоя материала) |
|
7 |
Rz 25 мкм |
Rz 12,5 мкм |
Rz 80 мкм (со снятием слоя материала) |
|
8 |
Rz 12,5 мкм |
Rz 3,2 мкм |
Rz 20 мкм (со снятием слоя материала) |
|
9 |
Ra 0,125 мкм |
Ra 0,25 мкм |
Ra 0,50 мкм (со снятием слоя материала) |
|
10 |
Ra 0,63 мкм |
Ra 1,6 мкм |
Ra 2,0 мкм (со снятием слоя материала) |
|
11 |
Ra 50 мкм |
Ra 25 мкм |
Ra 100 мкм (без снятия слоя материала) |
|
12 |
Ra 0,025 мкм |
Ra 0,012 мкм |
Ra 0,32 мкм (без снятия слоя материала) |
|
13 |
Ra 0,32 мкм |
Ra 0,20 мкм |
Ra1,6 мкм (без снятия слоя материала) |
|
14 |
Ra 0,8 мкм |
Ra 0,4 мкм |
Ra 1,0 мкм (без снятия слоя материала) |
|
15 |
Ra 0,16 мкм |
Ra 0,2 мкм |
Ra 0,32 мкм (без снятия слоя материала) |
|
16 |
Rz 3,2 мкм |
Rz 6,3 мкм |
Rz 10 мкм (без указания способа обработки) |
|
17 |
Rz 2,5 мкм |
Rz 1,6 мкм |
Rz 10 мкм (без указания способа обработки) |
|
18 |
Rz 25 мкм |
Rz 40 мкм |
Rz 60 мкм (без указания способа обработки) |
|
19 |
Rz 20 мкм |
Rz 25 мкм |
Rz 30 мкм (без указания способа обработки) |
|
20 |
Ra 1,25 мкм |
Rz 20 мкм |
Rz 60 мкм (без указания способа обработки) |
|
21 |
Ra 1,0 мкм |
Rz 20 мкм |
Rz 40 мкм (со снятием слоя материала) |
|
22 |
Rz 40 мкм |
Rz 25 мкм |
Без обработки |
|
23 |
Rz 40 мкм |
Rz 80 мкм |
Без обработки |
|
24 |
Ra 2,0 мкм |
Ra 3,2 мкм |
Ra 20 мкм (со снятием слоя материала) |
|
25 |
Rz 20 мкм |
Rz 40 мкм |
Без обработки |
|
26 |
Rz 20 мкм |
Rz 1,6 мкм |
Rz 40 мкм (без снятия слоя материала) |
|
27 |
Ra 1,25 мкм |
Rz 20 мкм |
Rz 60 мкм (без снятия слоя материала) |
|
28 |
Rz 80 мкм |
|
Без обработки |
|
29 |
Ra 2,5 мкм |
Rz 20 мкм |
Без обработки |
|
30 |
Ra 2,0 мкм |
Rz 10 мкм |
Rz 40 мкм (без снятия слоя материала) |
Приложение 2. Варианты заданий














Тема 2.3. Допуски измерения углов и гладких конических соединений.
Вопросы для устного опроса:
1. Какие параметры установлены для конусов и конических соединений?
2. Что называется допуском угла и как его обозначают?
3. Какие установлены допуски для конусов?
4. Чем характеризуется коническое соединение?
5. Сколько существует способов фиксации конических соединений?
6. Сколько степеней точности установлено для угловых размеров?
7. Как обозначается допуск угла заданной степени точности?
8. Какие размеры для определения величины и формы конуса наносят на чертежах?
9. Как обозначаются предельные отклонения и допуски размеров конусов на рабочих чертежах?
10. Как обозначаются
размеры и посадки конических соединений на сборочных чертежах?
Практическое задание № 4
Тема: Определение допусков и посадок углов гладких и конических соединений.
Цель занятия: формировать умения и навыки чтения и расчета линейных размеров и посадок.
Выполнение задания:
1) Ознакомтесь со справочным материалом.
2) Выполните задание 1 по вариантам ((варианты задания в таблице 4.1).
- Выполните эскиз соединения 1 (рисунок 1)
- Определите характер соединения (смотри пример 1).
3) Выполните задание 2 по вариантам ((варианты задания в таблице 4.2).
- Выполните эскиз соединения 2 (рисунок 2)
- Определите характер соединения (смотри пример 2).
Таблица 4.1. Варианты задания 1
Варианты
1.
2.
3.
4.
5.
Задание
Ø200
Ø25
Ø50
Ø80
Ø10
Варианты
6.
7.
8.
9.
10.
Задание
Ø20
Ø15
Ø12
Ø25
Ø175
Таблица 4.2. Варианты задания 2
Варианты
1.
2.
3.
4.
5.
Задание
Ø25
Ø 75
Ø 50
Ø 34
Ø 65
Варианты
6.
7.
8.
9.
10.
Задание
Ø 67
Ø 28
Ø 37
Ø 45
Ø 175

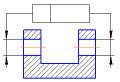
Рисунок 1. Эскиз соединения 1

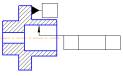
Рисунок 2. Эскиз соединения 2
Пример 1
Задание: Определить характер соединения
1. Укажите обозначение сопрягаемого размера на чертеже
2. Укажите номинальный размер сопрягаемых;
3. Укажите верхнее и нижнее предельные отклонения;
4. Определите предельные размеры;
5. Начертите графическое изображение посадки;
6. Определите характер соединения;
7. Рассчитайте основные параметры посадки.
Сопрягаемый размер
Деталь 1
(Отверстие)
Деталь 2
(Вал)
Номинальный размер соединения
D = 48мм
d = 48 мм
Верхнее отклонения
ES = +0,064 мм
es = 0 мм
Нижнее отклонения
EI = +0,025 мм
ei = -0,016 мм
Верхний предельный размер
Dmax = D + ES = 48,064 мм
dmax = d + es = 48,000 мм;
Нижний предельный размер
Dmjn = D + EI = 48,025 мм;
dmin = d + ei = 47,984 мм;
Допуск размера
ТD = Dmax - Dmin = 0,039 мм
или
TD = ES - EI = 0,039 мм;
Тd= dmax- dmm = 0,016 мм;
или
Td = es - ei = 0,016 мм;
Графическое изображение посадки:
Характер соединения: посадка с зазором.
* Дальнейшее выполнение задания зависит от характера соединения (смотри справочный материал «Соединение 1» для посадки с зазором, «Соединение 2» для посадки с натягом, «Соединение 3» для посадки переходной).
Основные параметры посадки:
Наибольший зазор
Smax=Dmax-dmin=0,080 мм или Smax = ES - ei = 0,080 мм.
Наименьший зазор
Smin = Dmin - dmax = 0,025 мм или Smin = EI - es = 0,025 мм
Диапазон посадки с зазором
TS = Smax - Smin = 0,055 мм или TS = TD + Td = 0,055 мм
Пример 2
Задание: Определить характер соединения
1. Укажите обозначение сопрягаемого размера на чертеже
2. Укажите номинальный размер сопрягаемых размеров;
3. Определите верхнее и нижнее предельные отклонения;
4. Определите предельные размеры;
5. Начертите графическое изображение посадки;
6. Определите характер соединения;
7. Рассчитайте основные параметры посадки.
Деталь _____ Деталь _____
Сопрягаемый размер
(Отверстие)
48F8
(Вал)
48h6
Номинальный размер соединения
D = 48мм
d = 48 мм
Верхнее отклонения (определяем по справочнику)
ES = +0,064 мм
es = 0 мм
Нижнее отклонения (определяем по справочнику)
EI = +0,025 мм
ei = -0,016 мм
Верхний предельный размер
Dmax = D + ES = 48,064 мм
dmax = d + es = 48,000 мм;
Нижний предельный размер
Dmjn = D + EI = 48,025 мм;
dmin = d + ei = 47,984 мм;
Допуск
ТD = Dmax - Dmin = 0,039 мм
или
TD = ES - EI = 0,039 мм;
Тd= dmax- dmm = 0,016 мм;
или
Td = es - ei = 0,016 мм;
Графическое изображение посадки:
Характер соединения: посадка с зазором.
* Дальнейшее выполнение задания зависит от характера соединения (смотри справочный материал «Соединение 1» для посадки с зазором, «Соединение 2» для посадки с натягом, «Соединение 3» для посадки переходной).
Основные параметры посадки:
Наибольший зазор
Smax=Dmax-dmin=0,080 мм или Smax = ES - ei = 0,080 мм.
Наименьший зазор
Smin = Dmin - dmax = 0,025 мм или Smin = EI - es = 0,025 мм
Диапазон посадки с зазором
TS = Smax - Smin = 0,055 мм или TS = TD + Td = 0,055 мм
СПРАВОЧНЫЙ ЛИСТ
Посадкой - характер соединения двух деталей, определяемый величиной получающихся в нем зазоров или натягов. Различают посадки трех типов: с зазором, с натягом и переходные.
ОПРЕДЕЛЕНИЕ ОСНОВНЫХ ЭЛЕМЕНТОВ ПОСАДОК
 Рисунок
3 а,б- Поршневая группа в сборе;
Рисунок
3 а,б- Поршневая группа в сборе;
Соединение 1 –
посадка с зазором
(Отверстие)
(Вал)
Номинальный размер соединения
D = 48мм
d = 48 мм
Верхнее отклонения
ES = +0,064 мм
es = 0 мм
Нижнее отклонения
EI = +0,025 мм
ei = -0,016 мм
Верхний предельный размер
Dmax = D + ES = 48,064 мм
dmax = d + es = 48,000 мм;
Нижний предельный размер
Dmjn = D + EI = 48,025 мм;
dmin = d + ei = 47,984 мм;
Допуск
ТD = Dmax - Dmin = 0,039 мм
или
TD = ES - EI = 0,039 мм;
Тd= dmax- dmm = 0,016 мм;
или
Td = es - ei = 0,016 мм;
Графическое изображение посадки:
Характер соединения: посадка с зазором.
Основные параметры посадки:
Наибольший зазор
Smax=Dmax-dmin=0,080 мм или Smax = ES - ei = 0,080 мм.
Наименьший зазор
Smin = Dmin - dmax = 0,025 мм или Smin = EI - es = 0,025 мм
Диапазон посадки с зазором
TS = Smax - Smin = 0,055 мм или TS = TD + Td = 0,055 мм
Соединение 2-
посадка с натягом
(Отверстие)
(Вал)
Номинальный размер соединения
D = 53 мм;
d = 53 мм;
Верхнее отклонения
ES = +0,030 мм;
es = + 0,083мм;
Нижнее отклонения
EI = 0 мм;
ei = + 0,053 мм;
Верхний предельный размер
Dmax = D + ES = 53,03 мм;
dmax = d + es = 53,083 мм;
Нижний предельный размер
Dmin = D + EI = 53,00 мм;
dmin = d + ei = 53,053 мм;
Допуск
ТD = Dmax - Dmin = 0,03 мм
или TD = ES - EI = 0,03 мм.
Тd = dmax - dmm = 0,03 мм;
или Td = es - ei = 0,03 мм;
Графическое изображение посадки:
Характер соединения: посадка с натягом.
Основные параметры посадки:
Наибольший натяг
Nmax = dmax - Dmin = 0,083 мм; или Nmax = es - EI = 0,083 мм.
Наименьший натяг
Nmin = dmin - Dmax = 0,023 мм; или Nmin = ei - ES = 0,023 мм.
Диапазон посадки с натягом
ТN = Nmax - Nmin = 0,06 мм; или TN = TD + Td = 0,06 мм.
Соединение 3-
посадка переходная
(Отверстие)
(Вал)
Номинальный размер соединения
D = 48 мм
d = 48 мм
Верхнее отклонения
ES = -0,012 мм
es = 0
Нижнее отклонения
EI = -0,028 мм
ei = -0,016 мм
Верхний предельный размер
Dmax = D + ES = 47,988 мм
dmax = d + es = 48,000 мм
Нижний предельный размер
Dmin = D + EI = 47,972 мм
d min = d + ei = 47,984 мм
Допуск
TD.= Dmax -Dmin = 0,016 мм
или ТD = ES - EI = 0,16 мм
Td = dmax - dmin = 0,016 мм
или Td = es - ei = 0,016 мм
Графическое изображение посадки:
Характер соединения: посадка переходная.
Основные параметры посадки:
Наибольший зазор Smax = Dmax - dmin = 0,004 мм или S max = ES - ei = 0,004 мм.
Наибольший натяг Nmax = dmax - Dmin = 0,028 мм или Nmax = es - EI = 0,028 мм.
Диапазон переходной посадки Т(SN) = Smax + Nmax = 0,032 мм или Т(SN) = TD + Td = 0,032 мм.
Самостоятельная работа
Выполнение индивидуальных заданий:
- по определению допусков и посадок шпоночных, шлицевых и резьбовых соединений.
Расчет шлицевого соединения
6.2 Цель работы
Ознакомиться с методикой расчета шлицевых соединений.
6.3 Задание
6.3.1 Рассчитать прямобочное шлицевое соединение, построить схему расположения полей допусков для вала и втулки.
6.3.2 На чертеже сечения вала и втулки проставить необходимые размеры и шероховатость поверхностей.
6.4 Общие сведения
В машиностроении применяют шлицевые соединения трех видов: прямобочные, эвольвентные и треугольные. Наиболее совершенными являются эвольвентные шлицевые соединения, но в изготовлении они сложнее прямобочных. Треугольные соединения применяют при малых нагрузках и взамен прессовых соединений. Поэтому пока преимущественно применяют прямобочные шлицевые соединения.
К основным параметрам прямобочных шлицевых соединений относятся: наружный D и внутренний d диаметры шлицевых валов и втулок; число зубьев z , угол расположения шлицев γ и ширина впадин и шлицев b (Рисунок 1).

Рисунок 1 – Основные параметры.
ГОСТ 1139-80 распространяется на размеры и допуски шлицевых и прямобочных соединений. Стандарт устанавливает допуски для соединений с центрированием по внутреннему диаметру d, наружному диаметру D и по боковым сторонам зубьев В. По всем трем размерам (d, D, B) предусмотрены посадки.
В зависимости от назначения и условий работы к шлицевым соединениям предъявляют различные требования в отношении точности и характера сопряжения по центрирующим и нецентрирующим поверхностям, поэтому установлено:
5-10 с основными отклонениями d, e, f, g и h для образования посадок с зазорами, а также js, k, m и n для образования переходных посадок;
- для центрирующих поверхностей втулок поля допусков Н6, Н7, Н8 - для размеров D, d, а также D8, F9, D10, F10, Js10 - для размера В.
В условном обозначении шлицевого соединения указывают последовательно: вид центрирования, число зубьев z, внутренний диаметр d,наружный диаметр D,ширину шлица – В. Примеры условного обозначения шлицевых соединений:
центрирование
по d: ![]()
центрирование
по D: ![]()
центрирование
по В: ![]()
Для нецентрирующего диаметра посадку в условном обозначении не указывают.
Стандартом предусмотрены для нецентрирующих диаметров постоянные поля допусков ,приведенные в таблице 1.
Таблица 1
|
Нецентрирующий диаметр |
вал |
втулки |
|
d D |
d1 а11 |
Н11 Н12 |
Не центрируемый диаметр d вала должен быть не менее диаметра d1 (Таблица 2).
Полученных данных достаточно для того, чтобы на чертежах деталей шлицевого соединения проставить размеры.
Шероховатость поверхностей следует проставить в соответствии с рекомендуемыми числовыми значениями параметров (Таблица 3).
Таблица 3
|
Соединения |
Значение параметра Rа, мкм |
|||||
|
Впадина отверстия |
Зуб вала |
Центриров. поверхн. |
Нецентрир. поверх. |
|||
|
отверстия |
вал |
отверстия |
вал |
|||
|
Неподвижные Подвижные |
1,6-3,2 0,8-1,6 |
1,6-3,2 0,4-0,8 |
0,8-1,6 0,8-1,6 |
0,4-0,8 0,4-0,8 |
3,2-6,3 3,2 |
1,6-6,3 1,6-3,2 |
6.5 Расчет шлицевого соединения
Из таблицы 4 выбрать по своему варианту задание и записать условное обозначение шлицевого соединения. Применяя таблицу 5,выполнить расчет соединения.
6.5.1 Расчет втулки.
6.5.1.1. Определить параметры наружного диаметра.
D =
IT = TD =
ESD =
EID =
Dmax =
Dmin =
6.5.1.2 .Определить параметры внутреннего диаметра.
d =
IT = Td =
ESd =
EId =
dmax =
dmin =
6.5.1.3. Определить параметры ширины паза.
B =
IT = TB =
ESB =
EIB =
Bmax =
Bmin =
6.5.2 Расчет вала.
6.5.2.1 Определить параметры наружного диаметра.
D =
IT = TD =
esD =
eiD =
Dmax =
Dmin =
6.5.2.2. Определить параметры внутреннего диаметра.
d =
IT = Td =
esd =
eid =
dmax =
dmin =
6.5.2.3. Определить параметры ширины шлица.
b =
Tb = IT =
esb =
eib =
bmax =
bmin =
6.5.3 Расчет посадок.
6.5.3.1 Расчет посадки по внутреннему диаметру.
6.5.3.2 Расчет посадки по наружному диаметру.
6.5.3.3 Расчет посадки по боковым сторонам шлицев.
6.5.4 Построить схему расположения полей допусков.
Пример построения схемы расположения полей допусков для шлицевого соединения:
![]()

Таблица2-Размеры прямобочных шлицевых соединений , мм
|
z × d × D × b |
d1 |
z × d × D × b |
d1 |
|
Легкая серия |
|||
|
6×23×26×6 |
22,1 |
8×56×62×10 |
53,6 |
|
6×28×32×7 |
26,7 |
8×62×68×12 |
59,8 |
|
8×32×36×6 |
30,4 |
10×72×78×12 |
69,6 |
|
8×36×40×7 |
34,5 |
10×82×88×12 |
79,3 |
|
8×42×46×8 |
40,4 |
10×92×98×14 |
89,4 |
|
8×46×50×9 |
44,6 |
10×102×108×16 |
99,9 |
|
8×52×58×10 |
49,7 |
10×112×120×18 |
108,8 |
|
Средняя серия |
|||
|
6×11×14×3 |
9,9 |
8×42×48×8 |
39,5 |
|
6×13×16×3,5 |
12,0 |
8×46×54×9 |
42,7 |
|
6×16×20×4 |
14,5 |
8×52×60×10 |
48,7 |
|
6×18×22×5 |
16,7 |
8×56×65×10 |
52,2 |
|
6×21×25×5 |
19,5 |
8×62×72×12 |
57,8 |
|
6×23×28×6 |
21,3 |
10×72×82×12 |
67,4 |
|
6×26×32×6 |
23,4 |
10×82×92×12 |
77,1 |
|
6×28×34×7 |
25,9 |
10×92×102×14 |
87,3 |
|
8×32×38×6 |
29,4 |
10×102×112×16 |
97,7 |
|
8×36×42×7 |
33,5 |
10×112×125×18 |
106,3 |
|
Тяжелая серия |
|||
|
10×16×20×2,5 |
14,1 |
10×46×56×7 |
40,9 |
|
10×18×23×3 |
15,6 |
16×52×60×5 |
47 |
|
10×21×26×3 |
18,5 |
16×56×65×5 |
50,6 |
|
10×23×29×4 |
20,3 |
16×62×72×6 |
56,1 |
|
10×26×32×4 |
23 |
16×72×82×7 |
65,9 |
|
10×28×35×4 |
24,4 |
20×82×92×6 |
75,6 |
|
10×32×40×5 |
28 |
20×92×102×7 |
85,5 |
|
10×42×52×6 |
36,9 |
20×102×115×8 |
94 |
Таблица 4 – Данные для расчета
|
Вариант |
Соединение |
Вариант |
Соединение |
|
1 |
D-6×23×26H7/f7×6F8/f7 |
20 |
d-16×52H7/h6×60×5D9/h8 |
|
2 |
D-20×112×125H7/k6×9F8/f8 |
21 |
D-6×11×14H7/g6×3D9/f7 |
|
3 |
D-8×52×60H7/f7×10F8/f7 |
22 |
d-8×36H7/g6×40×7F8/d8 |
|
4 |
d-16×56H7/f7×65×5F9/f9 |
23 |
d-8×32H7/h6×38×6D9/f7 |
|
5 |
d-8×36H7/g6×42×7D9/h9 |
24 |
b-6×26×30×6F9/f8 |
|
6 |
D-10×36×45H7/f7×5F8/f7 |
25 |
b-16×56×65×5Js9/d9 |
|
7 |
d-6×26H7/f7×30×6D9/k7 |
26 |
b-20×92×102×7D9/k7 |
|
8 |
d-6×23H7/f7×26×6F8/js7 |
27 |
D-10×36×45H6/f6×5F9/f8 |
|
9 |
D-10×28×35H7/n6×4F8/e8 |
28 |
d-6×23H6/f6×26×6F7/js6 |
|
10 |
d-16×72H7/js6×82×7D9/e8 |
29 |
D-8×52×60H7/e7×10D8/d9 |
|
11 |
d-20×102H8/e8×115×8D9/e8 |
30 |
d-8×62H8/g7×72×6D9/e8 |
|
12 |
D-8×52×60H8/e8×10D9/d9 |
31 |
d-6×26H7/f6×30×6D8/k7 |
|
13 |
b-8×46×54×9F9/e8 |
32 |
D-10×28×35H6/n6×4F8/f8 |
|
14 |
D-6×26×32H7/f7×6F8/e8 |
33 |
D-6×23×26H6/f6×6F8/f8 |
|
15 |
d-8×62H7/g6×72×6D9/e8 |
34 |
d-8×36H6/g6×42×7D9/h8 |
|
16 |
D-8×42×46H7/f7×8F8/f7 |
35 |
D-8×52×60H6/f6×10F8/f7 |
|
17 |
b-8×32×38×6D9/f8 |
36 |
b-8×32×38×6D9/d8 |
|
18 |
d-6×16H7/e8×20×4D9/k7 |
37 |
d-6×16H6/e7×20×4D9/k7 |
|
19 |
D-10×28×35H7/js6×4F8/f8 |
38 |
d-6×16H7/e7×20×4D8/k7 |
Таблица 5 – Предельные отклонения в микрометрах
|
d, мм |
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ |
|||||||||||||||||||||||||
|
H6 |
f6 |
g6 |
js6 |
k6 |
m6 |
n6 |
H7 |
e7 |
f7 |
js7 |
k7 |
m7 |
n7 |
D8 |
F8 |
H8 |
d8 |
e8 |
f8 |
D9 |
F9 |
Js9 |
D10 |
a11 |
H12 |
|
|
До3 |
+6 0 |
-6 -12 |
-2 -8 |
+3,5 -3,5 |
+6 0 |
+8 +2 |
+10 +4 |
+10 0 |
-14 -24 |
-6 -16 |
+5 -5 |
+10 0 |
|
+14 +4 |
+34 |
+20 |
+14 0 |
-20 -34 |
-14 -28 |
-6 -20 |
+45 |
+31 +6 |
+12 -12 |
+60 +20 |
-270 -330 |
+100 0 |
|
3-6 |
+8 0 |
-10 -18 |
-4 -12 |
+4,0 -4,0 |
+9 +1 |
+12 +4 |
+16 +8 |
+12 0 |
-20 -32 |
-10 -22 |
+6 -6 |
+13 +1 |
+16 +4 |
+20 +8 |
+48 |
+28 |
+18 0 |
-30 -48 |
-20 -38 |
-10 -28 |
+60 |
+40 |
+15 -15 |
+78 +30 |
-270 -345 |
+120 0 |
|
6-10 |
+9 0 |
-13 -22 |
-5 -14 |
+4,5 -4,5 |
+10 +1 |
+15 +6 |
+19 +10 |
+15 0 |
-25 -40 |
-13 -28 |
+7 -7 |
+16 +1 |
+21 +6 |
+25 +10 |
+62 |
+35 |
+22 0 |
-40 -62 |
-25 -47 |
-13 -35 |
+76 |
+49 |
+18 -18 |
+98 +40 |
-280 -340 |
+150 0 |
|
10-18 |
+11 0 |
-16 -27 |
-6 -17 |
+5,5 -5,5 |
+12 +1 |
+18 +7 |
+23 +12 |
+18 0 |
-32 -50 |
-16 -34 |
+9 -9 |
+19 |
+25 +7 |
+30 +12 |
+77 |
+43 |
+27 0 |
-50 -77 |
-32 -59 |
-16 -43 |
+93 |
+59 |
+21 -21 |
+120 |
-290 -400 |
+180 0 |
|
18-30 |
+13 0 |
-20 -33 |
-7 -20 |
+6,5 -6,5 |
+15 +2 |
+21 +8 |
+28 |
+21 0 |
-40 -61 |
-20 -41 |
+10 -10 |
+23 |
+29 +8 |
+36 +15 |
+98 |
+53 |
+33 0 |
-65 -98 |
-40 -73 |
-20 -53 |
+117 |
+72 |
+26 -26 |
+149 |
-300 -430 |
+210 0 |
|
30-40
40-50 |
+16 0 |
-25 -41 |
-9 -25 |
+8,0 -8,0 |
+18 +2 |
+25 +9 |
+33 +17 |
+25 0 |
-50 -75 |
-25 -50 |
+12 -12 |
+27 |
+34 +9 |
+42 +17 |
+119 |
+64 |
+39 0 |
-80 -119 |
-50 -89 |
-25 -64 |
+142 |
+87 |
+31 -31 |
+180 |
-310 -470 |
+250 0 |
|
-320 -480 |
||||||||||||||||||||||||||
|
50-65
65-80 |
+19 0 |
-30 -49 |
-10 -29 |
+9,5 -9,5 |
+21 +2 |
+30 +11 |
+39 +20 |
+30 0 |
-60 -90 |
-30 -6- |
+15 -15 |
+32 +2 |
+41 +11 |
+50 +20 |
+146 |
+76 |
+46 0 |
-100 -146 |
-60 -106 |
-30 -76 |
+147 |
+104 |
+37 -37 |
+220 |
-340 -530 |
+300 0 |
|
-360 -550 |
||||||||||||||||||||||||||
|
80-100
100-120 |
+22 0 |
-36 -58 |
-12 -34 |
+11 -11 |
+25 +3 |
+35 +13 |
+45 |
+35 0 |
-72 -107 |
-36 -71 |
+17 -17 |
+38 +3 |
+48 +13 |
+58 +23 |
+174 |
+90 |
+54 0 |
-120 -174 |
-72 -126 |
-36 -90 |
+207 |
+123 |
+43 -43 |
+260 |
-380 -600 |
+350 0 |
|
-410 -630 |
||||||||||||||||||||||||||
|
120-140
140-160
160-180 |
+25 0 |
-43 -68 |
-14 -39 |
+12 -12 |
+28 +3 |
+40 +15 |
+52 +27 |
+40 0 |
-85 -125 |
-43 -83 |
+20 -20 |
+43 +3 |
+55 +15 |
+67 +27 |
+208 |
+106 |
+63 0 |
-145 -208 |
-85 -148 |
-43 -106 |
+245 |
+143 |
+50 -50 |
+305 |
-460 -710 |
+400 0 |
|
-520 -770 |
||||||||||||||||||||||||||
|
-580 -830 |
||||||||||||||||||||||||||
|
180-200
|
+29 0 |
-50 -79 |
-15 -44 |
+14 -14 |
+33 +4 |
+46 +17 |
+60 |
+46 0 |
-100 -146 |
-50 -96 |
+23 -23 |
+50 +4 |
+63 +17 |
+77 +31 |
+242 |
+122 |
+72 0 |
-170 -242 |
-100 -172 |
-50 -122 |
+285 |
+165 |
+57 -57 |
+355 |
-660 -950 |
+460 0 |
Тема 2.4. Допуски и посадки резьбовых, шпоночных и шлицевых соединений
Вопросы для устного опроса:
1. Что такое номинальный, предельный и действительный размеры?
2. Может ли предельный размер равняться номинальному?
3. Что называется допуском и как определить допуск?
4. Что называется верхним и нижним отклонениями?
5. Что называется зазором и натягом? Для чего предусматриваются в соединении двух деталей зазор и натяг?
Практическое задание №5
Цель работы – Научиться решать задачи по системе допусков и посадок
Задание 1:Определите максимальные значения зазора и натяга для посадок:
Ø40 Н7/n6 ( ![]() /
/ ![]() ), Ø50
), Ø50 ![]() , Ø40 Н8/Js9
(
, Ø40 Н8/Js9
( ![]() /
/ ![]() ),
),
Ø18H7/k7 ( ![]() /
/ ![]() ), Ø10 Н7/m6 (
), Ø10 Н7/m6 ( ![]() /
/ ![]() ), Ø30
Н7/n6 (
), Ø30
Н7/n6 ( ![]() /
/ ![]() ).
).
Формулы для расчета приведены в Приложении Б.
Задание 2: Определить посадку в системе отверстия 2-го класса точности для соединения вала с отверстием по диаметру и режиму. Данные для расчета (по вариантам) приведены в Приложении В.
Задание 3: Посчитать предельный размер вала и отверстия S(N) max и min допуск посадки (по вариантам). Справочные данные приведены в Приложении Г.
Ø26 ![]() ; ø34
; ø34 ![]() ø135
ø135 ![]()
Пояснения к работе:
Квалитет – совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Вал – термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки.
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Зазор (S) – разность между размерами отверстия и вала до сборки, если отверстие больше размера вала.
Натяг (N) – разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала (Приложение Б, рисунок в)
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала (Приложение Б, рисунок г).
Переходная посадка – посадка, при которой возможно получение как зазора так и натяга в соединении, в зависимости от действительных размеров отверстия и вала.
Рассмотрим сопряжение с зазором (рисунок 1, а). Для получения зазора S в сопряжении размер D отверстия втулки должен быть больше размера d вала.
При изготовлении деталей размеры D и d выполняются с погрешностями. Конструктор исходит из того, что погрешности неизбежны, и определяет, в каких пределах они допустимы, т.е. сопряжение еще удовлетворяет требованиям правильной сборки и нормальному функционированию. Конструктор устанавливает два предельных размера для вала – dmax , dmin и два предельных размера для отверстия – Dmax , Dmin , внутри которых должны находиться действительные размеры сопрягаемых деталей (рисунок 1, б). Разность между наибольшим и наименьшим предельными размерами называется допуском – Td и TD.
– Графическое изображение параметров отверстия и вала
Нанесение на чертеже соединения такого количества размеров крайне неудобно, поэтому было принято устанавливать один общий размер для вала и отверстия, называемый номинальным – D и указывать от него предельные отклонения (рисунок 1, в).
Верхнее отклонение ES, es – алгебраическая разность между наибольшим и номинальным размерами.
ES = Dmax – D ; es = dmax – D
Нижнее отклонение EI, ei – алгебраическая разность между наименьшим и номинальным размерами.
EI = Dmin – D ; ei = dmin – D
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно нулевой линии, соответствующей номинальному размеру.
Графическое изображение полей допусков посадки с зазором приведено на рисунок 1, в.
Чем уже поле между верхним и нижним отклонениями, тем выше при прочих равных условиях степень точности, которая обозначается цифрой и называется квалитетом.
Положение допуска относительно нулевой линии определяется основным отклонением – одним из двух предельных отклонений, ближайшим к нулевой линии, и обозначается одной из букв (или их сочетаний) латинского алфавита. Прописные буквы относятся к отверстиям, а строчные – к валам.
Таким образом, поле допуска обозначается сочетанием буквы, указывающей на положение допуска относительно нулевой линии, с цифрой, говорящей о степени точности – величине допуска.
Примеры обозначения на чертеже полей допусков и схемы их построения для отверстия и вала, а также значения отклонений и расчет допусков приведены в Приложении Б.
При расчете и выборе посадок конструктора могут интересовать не только предельные зазоры и натяги, но и средние, обычно наиболее вероятные, зазоры и натяги:
средний зазор: Sc = (Smax +Smin ) / 2 ;
средний натяг: Nc = (Nmax + Nmin ) / 2 .
Содержание отчета
1. Титульный лист в соответствии с СТП1.2-2005.
2. Цель работы
3. Задание
4. Выполненная практическая работа в соответствии с заданием
5. Ответы на контрольные вопросы
6. Вывод
Контрольные вопросы
1. Что такое номинальный, предельный и действительный размеры?
2. Может ли предельный размер равняться номинальному?
3. Что называется допуском и как определить допуск?
4. Что называется верхним и нижним отклонениями?
5. Что называется зазором и натягом? Для чего предусматриваются в соединении двух деталей зазор и натяг?
Практическое задание №6
Тема: Определение допусков и посадок шпоночных и шлицевых соединений.
Контроль шпоночных и шлицевых соединений
Цель занятия: формировать умения и навыки расчёта параметров допусков, определение характера соединения шлицевых и шпоночных соединений, применяемых на транспортных средствах.
ПОРЯДОК ВЫПОЛНЕНИЯ ЗАДАНИЯ
Выполните задание 1 по примеру 1 (варианты задания представлены в таблице 9.1):
Задание: Определить характер шпоночного соединения (посадку) и вид соединения.
Таблица 9.1. Варианты задания 1
Варианты
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
Номинальная ширина шпоночного соединения, мм
3
6
16
20
8
4
25
32
14
10
Поле допуска шпонки
h9
h9
h9
h9
h9
h9
h9
h9
h9
h9
Поле допуска вала
H9
N9
P9
N9
H9
P9
N9
H9
N9
P9
Поле допуска втулки
D10
Js9
P9
Js9
D10
P9
Js9
D10
Js9
P9
Выполните задание 2 по примеру 2(варианты задания представлены в табл. 9.2):
Определить характер соединения (посадку) и основные параметры посадки в шлицевом соединении: а) по центрирующему элементу; б) по боковым сторонам зубьев.
Таблица 9.2. Варианты задания 2
Вариант
Условное обозначение
Вариант
Условное обозначение
1
D-6x23x26H7/f7x6F8/f7
6
d-16x56H7/f7x65x5F10/f9
2
d-8x62H7/f7x68x12D9/h9
7
D-10x72x78H7/js6x12F8/js7
3
D-20x112x125H7/js6x9F8/f8
8
d-8x36H7/g6x42x7D9/h9
4
d-10x72H7/g6x78x12D9/k7
9
D-10x36x45H7/f7x5F8/f7
5
D-8x52x60H7/f7x10F8/f7
10
d-6x26H7/f7x30x6D9/k7
ПРИМЕРЫ ВЫПОЛНЕНИЯ ЗАДАНИЯ
Пример 1
Определить характер шпоночного соединения (посадку) и вид соединения.
Условие: номинальная ширина шпоночного соединения b = 20 мм;
Поле допуска: шпонки по ширине- h9;
паза вала- H9;
паза втулки- D10.
Решение:
1) по таблице 7.2.3 находим предельные отклонения размеров:
шпонки - 20h9 = 20-0,052;
паза вала- 20H9 = 20+0,052;
паза втулки- 20D10 =
2) Определяем основные параметры посадки для шпонки и втулки:
втулка
шпонка
⌀20D10
⌀20h9
ES=+149 мкм= +0,149 мм
еs= 0 мм
EI=+65 мкм= +0,065 мм
еi= -52 мкм= -0,052 мм
3) Графическое изображение полей допусков
+0,149
+0,065
+
0 0
-
-0,052
4) Определяем характер соединения (посадку): С зазором.
Наибольший зазор равен Smax= ES-ei= +0,149-(-0,052)=0,201 мм.
Наименьший зазор равен Smin= EI-es= -0,016-(-0,016)= 0,032 мм.
Допуск посадки с зазором ТS= 0,169 мм.
5) Определяем основные параметры посадки для шпонки и вала:
вал
шпонка
⌀20Н9
⌀20h9
ES=+52 мкм= +0,052 мм
еs= 0 мм
EI= 0 мм
еi= -52 мкм=-0,052 мм
6) Графическое изображение полей допусков
+0,052
+
0 0
-
-0,052
7) Определяем характер соединения (посадку): С зазором.
Наибольший зазор равен Smax= ES-ei= +0,052-(-0,052)=0,104 мм.
Наименьший зазор равен Smin= EI-es= 0 - 0= 0 мм.
Допуск посадки с зазором ТS= 0,104 мм. +0,0149
8) Определяем вид соединения:
+0,065
+0,052
+
0 0
-
-0,052
Вид соединения - свободное.
ОТВЕТ: 1) для шпонки и втулки Smax=0,201 мм; Smin=0,065 мм; ТS= 0,136 мм.
2) для шпонки и вала Smax=0,104 мм; Smin=0 мм; ТS= 0,104 мм.
3) I соединение свободное.
Пример 2
Задание:
Определить характер соединения (посадка) и основные параметры посадки в шлицевом соединении: а) по центрирующему элементу; б) по боковым сторонам зубьев.
Условие : Дано соединение D-10х72х82Н7/f7х12F8/f8
Решение:
1) Центрирующим элементом является ⌀82;
По таблице (смотри справочный материал) находим предельные отклонения наружного диаметра
втулка
вал
⌀82Н7
⌀82f7
ES=+0,035 мм
еs=-0,036 мм
EI= 0 мм
еi=-0,071 мм
Графическое изображение полей допусков
+0,035
0 + 0
- -0,036
-0,071
Определяем характер соединения (посадку): С зазором.
Наибольший зазор равен Smax= ES-ei= 0,035-(-0,071)=0,106 мм.
Наименьший зазор равен Smin= EI-es= 0-(-0,036)= 0,036 мм.
Допуск посадки с зазором ТS= 0,070 мм.
2) Размер по боковым сторонам зубьев (толщины зубьев)
По таблице (смотри справочный материал)
втулка
вал
⌀12F8
⌀12f8
ES=+0,043 мм
еs=-0,016 мм
EI=+0,016 мм
еi=-0,043 мм
Графическое изображение полей допусков
+0,043
0 + +0,016 0
- -0,016
-0,016
- 0,043
Определяем характер соединения (посадку): С зазором.
Наибольший зазор равен Smax= ES-ei= +0,043-(-0,043)=0,086 мм.
Наименьший зазор равен Smin= EI-es= -0,016-(-0,016)= 0,036 мм.
Допуск посадки с зазором ТS= 0, 050 мм.
ОТВЕТ: 1) по центрирующему элементу Smax=0,106 мм; Smin=0,036 мм; ТS= 0,070 мм.
2) по боковым сторонам зубьев Smax=0,186 мм; Smin=0,036 мм; ТS= 0,050 мм
Справочный материал
Таблица 9.3. Предельные отклонения размеров шпонок и пазов по ширине b шпоночных соединений (ГОСТ 23360-78)


Таблица 9.4. Рекомендуемые предельные отклонения диаметров D и d при центрировании поd, мкм (ГОСТ 1139-80)


Таблица 9.5. Рекомендуемые предельные отклонения диаметров D и d при центрировании поD, мкм (ГОСТ 1139-80)


Таблица 9.6. Рекомендуемые предельные отклонения размера b при центрировании по d, мкм
(ГОСТ 1139-80)


Таблица 9.7. Рекомендуемые предельные отклонения размера b при центрировании по D, мкм
(ГОСТ 1139-80)


Самостоятельная работа
Повторение пройденного материала
Раздел 3. Технические измерения
Тема 3.1. Средства измерения и контроля линейных и угловых величин
Вопросы для устного опроса:
1. Назовите типы шкал? (на СРС по учебной литературе)
2. Какие существуют виды измерений?
3. Каковы методы измерений?
4. Конструкция штангенциркулей и методика измерений.
5. Конструкция микрометра и методика измерений.
6. Конструкция угломера и методика измерений.
7. Определение точности и пределов измерения штангенинструмента, микрометрического инструмента и угломеров.
8. Что называется относительным видом измерения?
9. Провести измерения с помощью рычажного микрометра или скобы рычажной.
10. Провести измерения с помощью индикатора часового типа.
11. Провести измерения с помощью индикаторного нутромера.
Практическое задание № 7
Тема: Измерение размеров деталей штангенциркулем
Цель работы: Освоение приемов применения штангенциркуля для определения размеров деталей и проверка соответствия этих размеров заданным на эскизе или чертеже, т.е. определение годности контролируемых деталей.
Задание: изучить конструкцию штангенциркуля, рассмотреть порядок отсчета показаний и определить результаты измерений по шкалам его штанги и нониуса, освоить приемы измерения размеров деталей разных форм.
Провести измерения на контролируемой детали и оценить ее годность.
Выполнить отчет в письменном виде.
Материальное оснащение: макет штангенциркуля, штангенциркули ШЦ-I-125 – 0,1 (ГОСТ 166 – 89), ШЦ – II – 250 – 630-0.05 (ГОСТ 166 – 89),
ШЦ -III– 0 – 500-0,05 (ГОСТ 166 – 89),детали, эскизы или чертежи деталей.
СРЕДСТВО ИЗМЕРЕНИЯ
В лабораторно-практической работе для контроля размеров детали используется штангенциркуль ШЦ-I-125-0,1 (рис.1.), диапазон измерения которого от 0 до 125 мм. Штангенциркуль состоит из штанги 5, на которой нанесена шкала с ценой деления 1 м. По штанге передвигается рамка 3 со вспомогательной шкалой 7 нониуса, которая позволяет отсчитывать доли деления шкалы штанги. Цена деления шкалы нониуса у рассматриваемого штангенциркуля 0,1 мм. Штангенциркуль снабжен губками 8 для наружных измерений и 1 для внутренних измерений, а также зажимным винтом 2. К рамке 3 нониуса прикреплена линейка 6 глубиномера и плоская пружина 4.
При измерении определяют целое число миллиметров контролируемого размера по шкале штанги, для чего отсчитывают на ней штрих, ближайший меньший к нулевому штриху нониуса. Этот штрих, указывающий на целое число миллиметров контролируемого размера детали, необходимо запомнить и далее, если требуется,определить десятые доли миллиметра по шкале нониуса штрих, совпадающий со штрихом штанги, запоминают число делений от его нулевого штриха и умножают на цену деления шкалы нониуса. Результат измерения вычисляют, суммируя целое число миллиметров и десятые доли миллиметра.
![]()
Рис.1
ИЗМЕРЯЕМЫЕ ДЕТАЛИ
Детали, подлежащие измерению, могут
быть разными. С использованием указанного средства измерения допускается
контроль деталей типа тел вращения или тел, ограниченных поверхностями. Примеры
таких деталей изображены на рис. 2 (Эскиз детали, ограниченной плоскими
поверхностями).![]()
Необходимо, чтобы требования к точности измерений могли быть проконтролированы используемым средством измерения.
Рис. 2.
Таблица 1. Допуск и предельные размеры измеряемой детали, ограниченной плоскостями.
При изучении эскиза детали, предлагаемой к измерению, необходимо определить допуск на размеры, указанные на эскизе, и провести расчет наибольших и наименьших предельных размеров и определить действительный размер. Все результаты представить в виде таблицы. Например, для детали типа «вал», приведенной на рис.2, - это данные табл.1.
Остальные размеры детали свободные, т.е. могут иметь достаточно большую величину допуска, определяемую по специальным таблицам, и контролю не подлежат.
ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
При проведении измерений деталь должна быть в левой руке, причем необходимо удерживать деталь недалеко от губок штангенциркуля. Одновременно большим пальцем правой руки, которая поддерживает его штангу (шейку),необходимо перемещать рамку до плотного соприкосновения измерительных губок штангенциркуля с измеряемой поверхностью, не допуская их перекоса (рис. 4.). Положение рамки необходимо закрепить зажимным винтом
![]()
Рис.3 Рис. 4
Для точного отсчета показаний со шкал штанги и нониуса штангенциркуль необходимо держать прямо перед глазами. Правильное направление взгляда на шкалу при отсчете показаний видно на рис.5 . Результаты измерений требуется записать
ПРИМЕР ОТЧЕТА ПО ПРАКТИЧЕСКОЙ
РАБОТЕ
Тема: измерение размеров деталей штангенциркулем (указывается на титульном листе, оформленном в соответствии с принятыми требованиями)
Цель работы: освоение приемов применения штангенциркуля для определения размеров деталей и проверки соответствия этих размеров заданным на чертеже.
Задание: изучить конструкцию штангенциркуля, усвоить порядок отсчета его показаний и определение результатов измерений по шкалам штанги и нониуса, применить усвоенные приемы измерения для контроля размеров конкретной детали и оценки ее годности.
Материальное оснащение: макет штангенциркуля, штангенциркули ШЦ – I – 125 – 0.1, ШЦ – II – 250 (630) – 0,05, ШЦ – III – 0(500) – 0.05, детали, эскизы деталей.
Средства измерения: штангенциркуль ШЦ – I – 125 – 0.1(ГОСТ 166-89)
Выполнить эскиз штангенциркуля, используя рис.1. Указать цифрами основные элементы его конструкции.
Названия основных элементов штангенциркуля:
1 – губки для внутренних измерений; 2 – зажимной винт; 3 – рамка нониуса; 4 – плоская пружина; 5 – штанга; 6 – линейка глубиномера; 7 – шкала нониуса; 8 – губки для наружных измерений.
Измеряемая деталь: деталь типа «вал»
Выполнить эскиз с указанием размеров, используя рис.2
Выполнение задания: ознакомились с правилами безопасности при выполнении измерений штангенциркулем; повторили названия элементов его конструкции при ознакомлении с макетом штангенциркуля и при выполнении эскиза штангенциркуля ШЦ-1-125-0,1 (ГОСТ 166—89). Изучили эскиз детали и приступили к контролю каждого из указанных на этом эскизе размеров с помощью штангенциркуля, для чего слегка зажали деталь губками штангенциркуля. Результат измерения должен определяться суммированием показаний, определяемых по шкалам штанги и нониуса.
![]()
Рис.6
В соответствии с правилом измерений каждого из размеров по шкале штанги определяли целое число миллиметров (цена деления шкалы — 1 мм), т.е. отсчитывали штрих на шкале штанги, ближайший наименьший к нулевому штриху нониуса.
По шкале нониуса определяли десятые доли миллиметра, для чего отсчитывали первый штрих на шкале нониуса, совпадающий со штрихом на шкале штанги, определяли его порядковый номер и умножали на цену деления шкалы нониуса (для используемого в работе штангенциркуля - 0,1 мм).
Например, размер 18,1 мм на шкалах штангенциркуля должен иметь вид, как показано на рис.6.
На заключительном этапе работы проведена оценка годности детали. Деталь считается годной, если действительный размер детали меньше наибольшего предельного размера, больше наименьшего предельного размера или равен им.
Заключение о годности контролируемой детали: действительные размеры детали типа «вал», контроль которых проводился в лабораторно-практической работе № 1, удовлетворяют условию годности. На основании этого деталь признается годной.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие типы штангенинструментов называют штангенциркулями?
2. Какие существуют виды штангенциркулей?
3. Какие размерные параметры деталей характеризуют вид штангенциркуля?
4. Из каких элементов состоит штангенциркуль ШЦ – I?
5. С какой целью используется нониус?
6. С какой точностью можно контролировать размеры с помощью штангенциркуля?
7. Каким образом вычисляется результат измерения штангенциркулем
1. Измерение размеров деталей машин гладким микрометром.
Измерение размеров деталей гладким микрометром
Цель работы: освоение приемов использования гладких микрометров для измерения размеров деталей и проверка соответствия этих размеров заданным на эскизе или чертеже, т.е. определение годности контролируемых деталей.
Задание: изучить конструкцию гладкого микрометра, рассмотреть порядок отсчета показаний и определения результатов измерения по шкалам его стебля и барабана. Освоить приемы измерения размеров деталей разных форм, провести измерения на контролируемой детали и оценить ее годность. Выполнить отчет в письменном виде.
Материальное оснащение: макет гладкого микрометра, гладкий микрометр, детали, эскизы или чертежи деталей.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Ознакомиться с правилами безопасности при выполнении работ.
2. Повторить названия элементов гладкого микрометра, используя укрупненный макет микрометра, средство измерения (гладкий микрометр) и учебник по предмету «Допуски и технические измерения».
3. Рассмотреть порядок отсчета показаний гладкого микрометра.
4. Определить годность выданного инструмента для проведения контроля размеров изделия.
5. Изучить чертеж или эскиз детали.
6. Выполнить измерения размеров имеющейся детали и записать результаты измерений.
7. Оценить годность контролируемой детали.
8. Составить отчет
СРЕДСТВО ИЗМЕРЕНИЯ
В лабораторно-практической работе № 2 для контроля размеров детали используется гладкий микрометр (рис. 2.1), диапазон измерения которого от 0 до 25 мм. Цена деления шкалы стебля 0,5 мм, шкалы барабана — 0,01 мм.
Скоба 1 является основанием микрометра, а винтовая пара, состоящая из стопорного микрометрического винта 3 и микрометрической гайки, расположенной в стебле 5, — передаточным устройством. В скобе 1установлены стебель 5 и пятка 2.Положение микрометрического винта и пятки фиксируется зажимным (стопорным) винтом 4.
Измеряемая деталь охватывается измерительными поверхностями пятки 2 и микрометрического винта 3. Барабан 6 присоединен к микрометрическому винту корпусом 7 трещотки 8. Для приближения микрометрического винта к измеряемой поверхности детали его вращают за барабан или за трещотку правой рукой от себя, а для удаления микрометрического винта от поверхности детали его вращают на себя. Измерительное усилие микрометра в момент плотного соприкосновения измерительных его поверхностей с деталью стабилизируется благодаря повороту трещотки, который сопровождается небольшим треском.
Целое число миллиметров определяется по шкале стебля, для чего выбирается штрих, ближайший наименьший к коническому скосу барабана. Если на нижней части шкалы стебля виден штрих, делящий пополам расстояние между верхними штрихами шкалы, то прибавляется еще 0,5 мм. Затем на шкале барабана определяется штрих, совпадающий с горизонтальной линией на стебле. Этот штрих показывает сотые доли миллиметра.
Результат измерения
размера микрометром определяют как сумму показаний по шкале ![]() стебля
5 и барабана 6.
стебля
5 и барабана 6.
Рис. 1
ИЗМЕРЯЕМЫЕ ДЕТАЛИ
Детали, подлежащие
измерению микрометром, могут быть разными по форме. Возможен ![]() контроль
тел вращения, как, например, деталей типа «вал» на рис.2, и деталей,
ограниченных плоскими поверхностями, как, например, на рис. 3
контроль
тел вращения, как, например, деталей типа «вал» на рис.2, и деталей,
ограниченных плоскими поверхностями, как, например, на рис. 3
Рис. 2
![]()
Рис.3
Таблица 1. Допуск и предельные размеры измеряемой детали типа «вал»
Размер, мм
Допуск, мм
Предельный размер, мм
Действит. р-р
Заключение о годности
наибольший
наименьший
Таблица 2. Допуск и предельные размеры измеряемой детали, ограниченной плоскостями
Необходимо, чтобы размеры детали могли бы быть измерены с требуемой точностью используемым средством измерения.
При изучении эскиза или чертежа детали, измерение которой будет проводиться, необходимо определить указанную величину допуска на размеры и рассчитать наибольший и наименьший предельные размеры. Так, для изображенной на рис.2 детали типа «вал» данные занесены в табл.1, а для изображенной на рис. 3 детали, ограниченной плоскостями, — в табл. 2.
Остальные размеры деталей, являясь свободными, контролю не подлежат.
ПОДГОТОВКА К ИЗМЕРЕНИЯМ
Тщательно протереть поверхности детали, подлежащие измерению, для удаления налипших частиц металла.
1. Протереть измерительные поверхности микрометрического винта и пятки микрометра.
2. Проверить плавность работы трещотки
и легкость вращения
зажимного винта в микрогайке и стебле.
4. Проверить готовность микрометра к работе: микрометр должен быть установлен на нулевое деление линейки (установлен на «0»). В этоМ м положении нулевой штрих шкалы барабана должен находиться над нулевым штрихом шкалы стебля. Если такого совпадения нет, то микрометром проводить измерения нельзя.
5. Установить микрометр на «0», для чего необходимо:
Стебель Барабан
![]()
-довести до плотного соприкосновения измерительные поверхности икрометрического винта 3 (см. рис.1) и пятки 2, закрепить микрометрический винт стопором, вращая зажимной винт 4 по часовой стрелке до прочного закрепления;
-отсоединить
барабан 6 от микрометрического винта, для чего левой
рукой охватить барабан, а правой – корпус трещотки и вращать его против часовой
стрелки до появления осевого люфта барабана на микрометрическом
винте;
-совместить нулевой штрих шкалы барабана с продольным штрихом шкалы стебля (рис. 2.4), для чего левой рукой охватить скобу микрометра, удерживая барабан в положении совпадения нулевых штрихов, а правой рукой вращать корпус трещотки по часовой стрелке до полного закрепления барабана на микровинте;
-освободить зажимной (стопорный) винт 4, вращая его против часовой стрелки.
При проверке правильности выполненной установки микрометра на «0» отвести микрометрический винт от пятки, повернув его за трещотку против часовой стрелки на три-четыре оборота, и затем плавным движением подвести микровинт к пятке, как было указано ранее.
Если установка микрометра на «0» не удалась, выполнять ее необходимо снова до тех пор, пока не будет достигнута требуемая точность совпадения нулевых штрихов шкал.
ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
Отвести микровинт в
исходное положение, взять микрометр левой рукой за скобу около пятки, как
показано на рис.5, а правой рукой вращать микрометрический винт за трещотку
против часовой стрелки до появления из под барабана на шкале стебля штриха,
показывающего размер на 0,5 мм больше, чем величина контролируемого размера,
заданного на эскизе детали. Далее, если, например, требуется проконтролировать
цилиндрическую
поверхность измеряемого вала в диаметральном сечении охватить ее измерительными
поверхностями микровинта и пятки. Для этого положить измеряемую деталь на стол
перед собой (осью вала на себя), взять левой рукой микрометр за скобу около
пятки, а правой рукой за трещотку и наложить микрометр на деталь так, чтобы
измеряемая поверхность вала оказалась на оси измерения (осью измерения считают
общую ось микрометрического винта и пятки).
Подвести микрометрический винт к поверхности вала до его зажима так, чтобы трещотка повернулась 2 — 3 раза. Измерение необходимо проводить аккуратно, чтобы не было перекоса детали в процессе контроля.
Результаты измерения требуется записать. Для достоверности данных контроль детали рекомендуется провести в нескольких сечениях.
![]()
Рис. 5
Размеры детали, ограниченной плоскими поверхностями, контролируют аналогично.
ПРИМЕР ОТЧЕТА ПО ЛАБОРАТОРНО-ПРАКТИЧЕСКОЙ
РАБОТЕ № 5
Тема: измерение размеров деталей гладким микрометром.
Цель работы: освоение приемов использования гладких микрометров для измерения размеров деталей и проверка соответствия этих размеров заданным на эскизе или чертеже, т.е. определение годности контролируемых деталей.
Задание: изучить конструкцию гладкого микрометра, рассмотреть порядок отсчета показаний и определить результаты измерения по шкалам его стебля и барабана, освоить приемы измерения деталей разных форм, провести измерения на контролируемой детали и оценить ее годность. Выполнить отчет в письменном виде.
Материальное оснащение: макет гладкого микрометра, гладкий микрометр, детали, эскизы или чертежи деталей.
Средство измерения: гладкий микрометр
Выполнить эскиз гладкого микрометра, используя рис.1. Указать цифрами основные элементы его конструкции.
Названия основных элементов гладкого микрометра:
1.
1. – скоба;
2. – пятка;
3. – микрометрический винт;
4. – зажимной (стопорный) винт;
5. – стебель;
6. – барабан;
7. – корпус трещотки;
8. – трещотка.
Измеряемая деталь: деталь, ограниченная плоскостями.
Выполнить эскиз детали с указанием размеров, используя рис.3.
Выполнение задания: ознакомились с правилами безопасности при выполнении измерений гладким микрометром, повторили названия элементов его конструкции при выполнении эскиза гладкого микрометра. Изучили эскиз детали и приступили к контролю каждого из указанных на этом эскизе размеров с помощью гладкого микрометра, соблюдая правила проведения измерений.
Результат измерения должен определяться суммированием показаний, отсчитываемых по шкалам стебля и барабана. При этом целое число миллиметров определяется по шкале стебля. Отсчитывают штрих, наименьший и ближайший к коническому скосу барабана. Если на нижней части шкалы стебля виден штрих, который делит пополам расстояние между верхними штрихами шкалы, то прибавляют еще 0,5 мм. Затем на шкале барабана отсчитывают штрих, совпадающий с горизонтальной линией на стебле. Этот штрих показывает сотые доли миллиметра.
Например, контролируемый размер 15+0,05 на шкалах гладкого микрометра имеет вид, показанный на рис.6
![]()
Данные, полученные при изучении эскиза детали, приведены в таблице допуска и предельных размеров измеряемой детали, ограниченной плоскостями.
Рис.6
Заключение о годности контролируемой детали: действительные размеры ограниченной плоскостями детали, контроль которых проводился в лабораторно-практической работе № 2, удовлетворяют условию годности. На основании этого деталь признается годной.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. С какой точностью контролируются размеры деталей микрометром?
2. Из каких элементов состоит микрометр?
3. Какова цена деления барабана микрометра?
4. Каким образом определяются результаты измерений размеров микрометром?
5. В каком случае деталь считается годной?
6. В каком случае нельзя проводить контроль изделий микрометром?
7. С какой целью используется трещотка?
8. Какие элементы микрометра должны плотно касаться поверхности контролируемой детали при проведении измерений?
Самостоятельная работа
Выполнение задания по оценке годности действительного размера по данным чертежа.
Тема: Подсчет значений предельных размеров и допуска размера на изготовление по данным чертежа. Определение годности заданного действительного размера..
Цель: Усвоить основные сведения о размерах и сопряжениях, правила подсчета значений предельных размеров и допуска размеров на изготовление по данным чертежа, правила определения годности заданного действительного размера, правила определения характера сопряжения (типа посадки) по данным чертеже сопрягаемых деталей, правила подсчета наибольшего и наименьшего зазора и натяга.
Указания к работе:
Последовательность выполнения работы.
а) В каком документе указываются размеры, которые должна иметь заданная деталь?
б) Почему невозможно получить абсолютно точно заданный размер деталей при обработке?
в) В каких видах документации содержатся требования, предъявляемые к изготовленному изделию?
г) От чего зависят требования, предъявляемые к изделию?
д) Укажите причины возникновения погрешностей при изготовлении деталей.
е) В каких единицах измерения проставляются линейные размеры на чертежах?
ж) Почему номинальные размеры требуется обязательно выбирать из ряда нормальных линейных размеров, указанных в соответствующем ГОСТе?
з) Почему не следует изготавливать все детали, из которых состоит механизм, с наивысшей точностью?
и) С какой целью конструктор устанавливает два предельных значения размеров деталей?
к) Каким образом определяют: верхнее отклонение, нижнее отклонение?
л) Приведите два способа вычисления допуска.
м) как вы считаете, если допуск больше, то требования к точности изготовления детали выше или ниже?
н) как следует указать размер на чертеже детали, если номинальный размер равен 85мм, наибольший предельный размер – 85,1мм, а наименьший предельный размер – 84,75мм?
о) как называется зона, заключенная между линиями, соответствующими верхнему и нижнему отклонениям размера, при графическом изображении размера?
п) Какому размеру соответствует нулевая линия при графическом изображении поля допуска?
р) Чем отличается поле допуска от допуска?
с) Изобразите варианты расположения полей допусков относительно нулевой линии.
+ Нулевая линия
_
т) Чему равно отклонение размера, если оно не указано на чертеже?
ф) Напишите условие годности действительных размеров.
2.1.Заполните таблицу:
Таблица 1.1
|
Основные понятия, выявляемые при чтении размера |
Обозначение размера на чертеже |
|||||
|
45+0,15 |
45-0,1-0,2 |
45-0,3 |
45+0,25-0,10 |
45 -+0,1 |
45+0,05+0,25 |
|
|
Номинальный размер |
||||||
|
Верхнее предельное отклонение |
||||||
|
Нижнее предельное отклонение |
||||||
|
Наибольший предельный размер |
||||||
|
Наименьший предельный размер |
||||||
|
Допуск |
||||||
2.2. В таблице 1.2. укажите годность действительных размеров, проставляя в соответствующих местах буквы: Г-годен, Б-брак.
Таблица 1.2.
|
Действительный размер, мм |
Обозначение размера на чертеже. мм |
||||||||
|
45+0,15 |
45-0,2-0,1 |
45-0,3 |
45-0,10+0,25 |
45-+0,1 |
45+005+0,25 |
||||
|
Заключение о годности изготовленной детали |
|||||||||
|
44,5 |
|||||||||
|
44,7 |
|||||||||
|
44,9 |
|||||||||
|
45,0 |
|||||||||
|
45,005 |
|||||||||
|
45,1 |
|||||||||
|
45,2 |
|||||||||
|
45,25 |
|||||||||
|
45,3 |
|||||||||
|
45,5 |
|||||||||
3.1.Определить годность детали по результатам измерения. Б.С.Зинин стр. 5)
Условие: на чертеже вала указан диаметр 32-0,5-0,17; после измерения установлено, что действительный размер вала dд=31,73 мм.
3.2. Определить возможные наибольший и наименьший зазоры и сопряжения.
Условие: вал диаметром 32 -0,34, отверстие диаметром 32+0,34
4.1.Напишите формулы, позволяющие определить:
S max =_________________________________
S min =_____________________
N max =____________________
N min =____________________
4.2.Определите величины наибольшего и наименьшего зазоров (натягов) в соединении, если отверстие имеет размер 45+0,15-0,10, а вал – 0,45+0,05+0,30:
S max (N max) =_______________
S min (N min) =_______________
4.3.Заполните таблицу:
Таблица 1.3
|
Основные понятия, выявляемые при чтении размеров |
Отверстие |
Вал |
||
|
1 |
2 |
3 |
||
|
75+0,021 |
75+0,015+0,025 |
75-0,230-0,018 |
75-+0,1 |
|
|
Номинальный размер, мм |
||||
|
Верхнее предельное отклонение, мм |
||||
|
Нижнее предельное отклонение, мм |
||||
|
Наибольший предельный размер, мм |
||||
|
Наименьший предельный размер, мм |
||||
|
Допуск, мм |
||||
|
Графическое изображение поля допуска |
||||
|
Группа посадки, образующейся при соединении вала с основным отверстием |
||||
|
Расчет величин зазоров и натягов |
||||
Тема 3.2. Средства измерения с механическим, оптическим и пневматическим преобразователем
Вопросы для устного опроса:
1. Какие
поверхности называются сопрягаемыми и несопрягаемыми?
2. Что такое номинальный и предельный размеры?
3. На какие виды подразделяются посадки?
4. Что понимается под отклонением формы?
5. Почему поверхности деталей после обработки получаются
шероховатыми?
6. Какие измерительные инструменты относятся к
простым и какие к точным?
7. Каким инструментом — штангенциркулем или микрометром —
и почему можно более точно измерить деталь?
8. Каким инструментом проверяют чистоту поверхности?
Практическое задание № 8-9
Тема: Составление таблиц «Сравнительная характеристика штангенинструментов и микрометрических инструментов»
«Сравнительная характеристика инструмента для контроля резьбы, шпоночных и шлицевых соединений».
Цель: закрепить пройденные материал, дать сравнительную характеристику штангенинструментов и микрометрических инструментов.
Порядок выполнения практической работы:
Составить таблицу сравнительной характеристики штангенинструментов и микрометрических инструментов и инструмента для контроля резьбы, шпоночных и шлицевых соединений .
Ответить на контрольные вопросы
Теоретическая часть
Измерительные
инструменты и техника измерений. Для определения размеров де-талей и
правильности их обработки применяют измерительные и проверочные инструменты. В
зависимости от степени точности измерительные инструменты делят на простые и
точные. Простые измерительные инструменты обеспечивают точность измерения до
0,5 мм. К ним относятся измерительные линейки, метры, рулетки, кронциркули,
нутромеры. Точные измерительные инструменты позволяют производить измерения с
точностью от 0,1 до 0,001 мм. К ним относятся штангенциркули, микрометры,
угломеры, предельные калибры, индикаторы, уровни, щупы, а также различные
оптико-механические, электромеханические, пневматические и другие приборы.
При точных измерениях необходимо
предварительно сверить показания инструмента, находящегося в обращении, с
показаниями контрольного инструмента (эталона) и устранить неточности; если
конструкция инструмента не позволяет сделать это, то следует учесть отклонения,
допущенные им при измерении. Контрольные инструменты периодически прове-ряют в
лаборатории. Точные измерения выполняют при температуре окружающей среды 20 С.
Нельзя производить измерения сразу после обработки детали, так как деталь
нагрета и результаты измерения будут неточными. Более точные результаты можно
получить, выводя среднее значение из показателей первоначального и повторных
измерений по окончании каждой операции, а также после окончания изготовления
детали в целом.
Точность измерения зависит от опыта и
умения пользоваться инструментом. Если нет специальных указаний о правилах
пользования инструментом, то при измерении необходимо следить за тем, чтобы
измерительный инструмент находился в плоскости, перпендикулярной одной из осей
детали, без какого-либо перекоса или наклона.
По назначению и конструкции все измерительные
и проверочные инструменты под-разделяются на семь групп: штриховые
нераздвижные, переносные, раздвижные, угломер-ные, одномерные, индикаторные и
плоскостные проверочные.
Штриховые нераздвижные инструменты
применяют для измерения линейных размеров. К этой группе, относятся
измерительные линейки, складные метры, рулетки. Расстояние между отдельными
штрихами (делениями) у линеек и метров 1 или 0,5 мм, у рулеток — 1 или 10 мм.
Переносные инструменты служат для
переноса размеров с масштабной (измерительной) линейки на изделие или наоборот.
Их применяют, когда измерение линейкой не-возможно из-за сложной формы детали
или наличия на ее кромках фасок и закруглений. К таким инструментам относятся:
кронциркули, разметочные циркули и нутромеры. Кронциркуль служит для измерения
наружных криволинейных поверхностей (например, наружного диаметра трубы),
разметочный циркуль — для измерения и разметки плоских поверхностей или
разметки деталей, нутромер — для измерения внутренних поверхностей (например,
внутреннего диаметра трубы, отверстия, паза и т.д.). При пользовании этими
инструментами размер определяют по линейке.
Штриховые раздвижные инструменты служат
для измерения наружных и внут-ренних поверхностей, глубин и высот. К ним
относятся: штангенциркули, микрометры, штихмассы и другие измерительные
инструменты, позволяющие производить измерения с высокой точностью благодаря
подвижности измерительных частей.
Штангенциркуль (рис. 50) состоит из
штанги 6 с губками 1 и 2, по которой передвигается рамка 5 с губками 3 и 9 и
глубиномером 7. Рамка на штанге закрепляется винтом 4. Штанга представляет
собой масштабную линейку с ценой деления 1 мм. На рамке расположена
вспомогательная шкала 8, служащая для отсчета долей миллиметра и называемая
нониусом. Размеры отсчитывают по основной шкале в целых миллиметрах и по
нониусу — в долях миллиметра. Точность отсчета по нониусу может быть 0,1; 0,05
и 0,02 мм в зависимости от масштаба.
Рис. 50. Штангенциркуль.

Шкала нониуса получена при делении 9 мм
на 10 частей. Следовательно, размер каждого деления нониуса 0,9 мм, т.е. на 0,1
мм меньше размера деления основной шкалы. Если передвигать нониус вправо от
исходного положения, то при совпадении его штриха 1 со штрихом 1 основной шкалы
нулевое деление нониуса переместится от нулевого деления основной шкалы на 0,1
мм; между губками 1 и 9 образуется зазор такой же величины. При дальнейшем
движении нониуса вправо его штрихи 2, 3, 4 и все дальнейшие до 10-го
после-довательно совпадут со штрихами 2, 3. 4 и т.д. основной шкалы и
расстояние между нулевы-ми штрихами будет соответственно 0,2; 0,3; 0,4 мм и
далее до 1 мм. На столько же увеличит-ся расстояние между губками штанги и
рамки.
Для отсчета размера по штангенциркулю
надо взять количество целых миллиметров по основной шкале до нулевого деления
нониуса, а количество десятых долей миллиметра — по нониусу, определив, какой
штрих нониуса совпадает со штрихом основной шкалы.
У штангенциркуля с точностью отсчета по
нониусу 0,05 мм шкала нониуса длиной 19 мм разделена на 20 равных частей.
Следовательно, каждое деление нониуса на 0,05 мм меньше деления на штанге.
Штангенциркули с точностью отсчета 0,02 мм имеют цену деле-ния на штанге 0,5
мм, а шкала нониуса длиной 12 мм разделена на 25 частей, т.е. имеет цену
деления, равную 12 25 = 0,48 мм, или на 0,5 - 0,48 = 0,02 мм меньше цены
деления на штан-ге.
Микрометр (рис. 51) применяют для
измерения наружных поверхностей с точностью до 0,01 мм. Он состоит из скобы 1 с
пяткой 2 и стеблем 7, микрометрического пинта 6, на котором закреплен барабан
4, трещотки 5 и стопорного устройства 3.
На стебле по обе стороны от продольной
риски нанесены штрихи. Расстояние между нижним и соседним верхним штрихами 0,5
мм. Микрометрический винт выполнен с шагом 0,5 мм, а нижняя конусная
поверхность барабана разделена на 50 равных частей. Следова-тельно, поворот
барабана на одно деление соответствует осевому перемещению винта на 0,5 : 50 =
0,01 мм.
При измерении микрометром проверяемую
деталь помещают между пяткой 2 и тор-цом винта 6. Вращением трещотки деталь
зажимают так, чтобы не было перекоса. Показания отсчитывают сначала по шкале
стебля от нулевого штриха до кромки барабана. Эти показания будут кратными 0,5.
Десятые и сотые доли миллиметра отсчитывают по делениям на шкале барабана,
совпадающим с продольной риской на стебле. Измеренный размер опреде-ляют суммой
полученных величин.
Рис. 51. Микрометр.

На рисунке крайней кромкой барабана
открыто на стебле 7 мм, а продольная риска стебля совпадает с 35-м делением
шкалы барабана, что соответствует 0,35 мм. Следовательно, размер детали равен 7
+ 0,35 = 7,35 мм.
Перед тем как пользоваться микрометром,
проверяют правильность его показаний. Для этого торцы пятки и микрометрического
винта совмещают с помощью трещотки. При таком положении кромка барабана должна
находиться на нулевом штрихе стебля, а нулевое деление барабана совпадать с
продольной риской на стебле. Если этого нет, микрометр регу-лируют установкой
на нуль с помощью стопорного устройства и зажимной гайки, находя-щейся на
барабане.
Микрометры выпускаются для разных
пределов измерений с интервалами: 0—25, 25—50, 50—75 мм и т.д. до 1600 мм.
Микрометрический штихмас (рис. 52) служит
для измерения внутренних размеров детали с точностью до 0,01 мм. Его применяют
для определения овальности труб, обечаек, от-верстий размером 35 мм и более.
Способ отсчета по штихмасу такой же, как по микрометру. Для замеров больших
диаметров к микрометрической головке штихмаса прилагается набор сменных
калиброванных удлинителей, с помощью которых можно составить любой размер.
Рис. 52. Микрометрический штихмас.

1 - торец сменного удлинителя
2 - сменный удлинитель
3 - микрометрическая головка
4 - барабан го-ловки
5 - торец головки
При измерении штихмас вводят в отверстие
и упирают один его конец в какую-либо точку, затем, качая штихмас относительно
этой точки и одновременно поворачивая барабан головки, находят наибольший
диаметр отверстия.
Угломерные инструменты применяют для
проверки и измерения углов. К ним относят: угольники, угловые шаблоны и плитки,
угломеры. Угольниками проверяют прямые углы, а угловыми шаблонами и плитками —
все другие углы.
На рис. 53 показан универсальный угломер,
которым измеряют углы от 0 до 180° с точностью до 2°. Угломер состоит из
линейки 3, с закрепленным на ней полудиском 4. Вто-рая линейка 1 вращается на
оси вместе с нониусом 6. На линейке 1 с помощью хомутика за-креплен угольник 2,
который служит для измерения углов до 90°, при измерении больших углов угольник
снимают и к полученному показанию прибавляют 90 С.
Рис. 53. Универсальный угломер.

Чтобы измерить угол детали, подвижную
линейку 1 устанавливают на, нужный угол по нулевому штриху нониуса 6. Затем
вращением головки микрометрического винта 5 окон-чательно устанавливают нониус.
При отсчете показаний сначала замечают, какой штрих шкалы полудиска
прошел нулевой штрих нониуса; этот штрих покажет величину угла в це-лых
градусах. Далее смотрят, какой штрих нониуса совпадает со штрихом полудиска;
число-вое значение и штриха нониуса покажет количество минут в измеряемом угле.
Одномерные инструменты служат для
контроля или измерения какой-либо одной величины. К ним относятся: калибры,
шаблоны, щупы, резьбомеры.
Калибры изготовляют в виде пробок — для
контроля размеров отверстия (рис. 54, а) и в виде скоб — для контроля наружных
размеров (рис. 54, б) . Размеры сторон калибров: проходной (Пр) и непроходной
(Не) соответствуют наибольшему и наименьшему предельным размерам, т.е.
показывают, укладывается ли в заданный допуск действительный размер проверяемой
детали.
Рис. 54. Одномерные инструменты

а - калибр-пробка
в - калибр-скоба
в - набор шаблонов для проверки фасок и сварного шва
г - пластин-чатый щуп
Шаблоны применяют для проверки контуров
или размеров деталей преимущественно неправильной формы. Несовпадение контуров
проверяемой детали с контурами шаблона определяется “на просвет”. На рис. 54, в
представлен набор шаблонов для проверки фасок и сварного шва при соединении
труб сваркой. Каждая пластинка шаблона предназначена для определения диаметра и
толщины стенки трубы. Концом пластинки проверяют фаски и зазор между торцами
стыкуемых труб, а выемки на ее сторонах служат для контроля размеров усиления
сварного шва.
Щупы (рис. 54, г) используют для
измерения небольших зазоров между поверхностя-ми собранных деталей. Щуп состоит
из набора стальных пластинок, каждая из которых калибрована на определенную
толщину в пределах 0,03—1 мм. Зазоры можно проверять как одной, так и
несколькими сложенными вместе пластинками.
Резьбомеры применяют для проверки
величины шага, числа ниток и правильности резьбы. Резьбомер, как и щуп, состоит
из набора пластинок, на которых нанесены профили резьбы и указаны размеры.
Индикаторные инструменты служат для
измерения небольших отклонений в раз-мерах и форме деталей, проверки
правильности и взаимного расположения в конструкциях и механизмах, а также для
проверки удлинения шпилек при затяжке фланцевых соединений.
Наибольшее распространение получили
индикаторы часового типа с циферблатом (рис. 55) . Механизм индикатора,
заключенный в корпус, состоит из набора шестерен. Шес-терни подобраны так, что
в результате перемещения измерительного стержня 4 на 0,01 мм стрелка 1
передвигается по циферблату 3 на 0,01 мм, а при перемещении стержня на 1 мм
стрелка 1 совершает полный оборот, а стрелка 2 передвигается на одно деление.

При пользовании индикатором его
наконечник подводят к измеряемой поверхности и устанавливают стрелку 1 на
нулевое деление. Затем ослабляют винт для одного—двух полных оборотов стрелки
1. Это делают для того, чтобы во время измерения индикатор мог показать как
отрицательные. так и положительные отклонения от размера, по которому он
установлен на нуль.
Индикатор на подставке перемещают по
поверхности изделия или изделие — по тор-цу измерительного стержня. Для
определения удлинения шпилек при затяжке фланцевых соединений индикатор
закрепляют в специальной зажимной втулке с плоской торцевой, по-верхностью,
которая соприкасается с измеряемым торцом затягиваемой шпильки. Отклоне-ние в
форме или размерах вызовет перемещение стержня, а стрелка 1 покажет величину
это-го отклонения.
Плоскостные проверочные инструменты
служат для проверки чистоты поверхности, а также прямолинейности положения
изделия по отношению к заданной отметке. К этим инструментам относятся:
проверочные угольники, линейки, шабровочные плиты, уровня.
Проверочные угольники, линейки и
шабровочные плиты используют для проверки плоскостности деталей методом
световой щели, или пятен на краску. При проверке этим ме-тодом плиту покрывают
слоем краски (лазури, голландской сажи, туши и др.). Краску расти-рают таким
образом, чтобы не ощущалось никаких комочков, и укладывают в мешочек из холста.
При натирании плиты краска выступит через поры мешочка и закрасит поверхности
плиты тонким слоем. Затем деталь кладут на плиту (или плиту на деталь) и
свободно пере-мещают по ней в разных направлениях. При этом все участки,
выступающие на поверхности детали, окрашиваются. Количество равномерно
расположенных пятен краски на поверхности характеризует чистоту ее обработки.
Чем больше равномерно расположенных отпечатков краски, тем выше чистота
обработки поверхности. Этим методом проверяют чистоту обработки поверхности
детали после тонкого опиливания, шабрения, притирки. Количество пятен краски на
1 см2 проверяемой поверхности и их площадь задаются техническими условиями.
Уровни (ватерпасы) применяют для проверки
горизонтального и вертикального по-ложения поверхностей. Уровнями пользуются
при разметке трассы трубопровода, выверке его положения, проверке уклонов и
т.д.
Для контроля небольших отклонений
поверхности от горизонтального или верти-кального положения используют
слесарный (валовой) уровень (рис. 56). Основной его ча-стью является продольная
ампула 2 — стеклянная трубка, наполненная жидкостью (водой, спиртом, эфиром с
таким расчетом, чтобы внутри остался пузырек воздуха.
Пузырек воздуха всегда стремится занять
наивысшее положение. Отклонение его от центрального нулевого положения
определяется по делениям шкалы, которая нанесена на стеклянной трубке. Цена
одного деления шкалы может быть от 0,6 до 0,1 мм на 1 м. Так, например,
отклонение пу-зырька на одно деление, цена которого 0,6 мм, покажет, что
разница в высоте двух точек, находящихся на расстоянии 1 м одна от другой,
составляет 0,6 мм.
Рис. 56. Слесарный уровень

1 - поперечная ампула
2 - продольная ампула
3 - корпус
Правильность установки уровня в вертикальном
положении определяют по пузырьку воздуха в поперечной ампуле 1, который должен
занимать среднее положение.
Контрольные вопросы
1. Какие
поверхности называются сопрягаемыми и несопрягаемыми?
2. Что такое
номинальный и предельный размеры?
3. На какие виды
подразделяются посадки?
4. Что понимается
под отклонением формы?
5. Почему
поверхности деталей после обработки получаются шероховатыми?
6. Какие
измерительные инструменты относятся к простым и какие к точным?
7. Каким
инструментом — штангенциркулем или микрометром — и почему можно более точно
измерить деталь?
8. Каким
инструментом проверяют чистоту поверхности?
Самостоятельная работа
Повторение пройденного материала
Вопросы для устного опроса:
1. Что называют калибрами?
2. Какие калибры называют предельными и нормальными?
3. Принцип контроля изделий предельными калибрами.
4. Виды и назначение контрольных калибров.
Практическое задание № 8-9
Тема: Составление таблиц «Сравнительная характеристика штангенинструментов и микрометрических инструментов»
«Сравнительная характеристика инструмента для контроля резьбы, шпоночных и шлицевых соединений».
Цель: закрепить пройденные материал, дать сравнительную характеристику штангенинструментов и микрометрических инструментов.
Порядок выполнения практической работы:
Составить таблицу сравнительной характеристики штангенинструментов и микрометрических инструментов и инструмента для контроля резьбы, шпоночных и шлицевых соединений .
Ответить на контрольные вопросы
Теоретическая часть
Измерительные
инструменты и техника измерений. Для определения размеров де-талей и
правильности их обработки применяют измерительные и проверочные инструменты. В
зависимости от степени точности измерительные инструменты делят на простые и
точные. Простые измерительные инструменты обеспечивают точность измерения до
0,5 мм. К ним относятся измерительные линейки, метры, рулетки, кронциркули,
нутромеры. Точные измерительные инструменты позволяют производить измерения с
точностью от 0,1 до 0,001 мм. К ним относятся штангенциркули, микрометры,
угломеры, предельные калибры, индикаторы, уровни, щупы, а также различные
оптико-механические, электромеханические, пневматические и другие приборы.
При точных измерениях необходимо
предварительно сверить показания инструмента, находящегося в обращении, с
показаниями контрольного инструмента (эталона) и устранить неточности; если
конструкция инструмента не позволяет сделать это, то следует учесть отклонения,
допущенные им при измерении. Контрольные инструменты периодически прове-ряют в
лаборатории. Точные измерения выполняют при температуре окружающей среды 20 С.
Нельзя производить измерения сразу после обработки детали, так как деталь
нагрета и результаты измерения будут неточными. Более точные результаты можно
получить, выводя среднее значение из показателей первоначального и повторных
измерений по окончании каждой операции, а также после окончания изготовления
детали в целом.
Точность измерения зависит от опыта и
умения пользоваться инструментом. Если нет специальных указаний о правилах
пользования инструментом, то при измерении необходимо следить за тем, чтобы
измерительный инструмент находился в плоскости, перпендикулярной одной из осей
детали, без какого-либо перекоса или наклона.
По назначению и конструкции все
измерительные и проверочные инструменты под-разделяются на семь групп:
штриховые нераздвижные, переносные, раздвижные, угломер-ные, одномерные,
индикаторные и плоскостные проверочные.
Штриховые нераздвижные инструменты
применяют для измерения линейных размеров. К этой группе, относятся
измерительные линейки, складные метры, рулетки. Расстояние между отдельными
штрихами (делениями) у линеек и метров 1 или 0,5 мм, у рулеток — 1 или 10 мм.
Переносные инструменты служат для
переноса размеров с масштабной (измерительной) линейки на изделие или наоборот.
Их применяют, когда измерение линейкой не-возможно из-за сложной формы детали
или наличия на ее кромках фасок и закруглений. К таким инструментам относятся:
кронциркули, разметочные циркули и нутромеры. Кронциркуль служит для измерения
наружных криволинейных поверхностей (например, наружного диаметра трубы),
разметочный циркуль — для измерения и разметки плоских поверхностей или
разметки деталей, нутромер — для измерения внутренних поверхностей (например,
внутреннего диаметра трубы, отверстия, паза и т.д.). При пользовании этими
инструментами размер определяют по линейке.
Штриховые раздвижные инструменты служат
для измерения наружных и внут-ренних поверхностей, глубин и высот. К ним
относятся: штангенциркули, микрометры, штихмассы и другие измерительные
инструменты, позволяющие производить измерения с высокой точностью благодаря
подвижности измерительных частей.
Штангенциркуль (рис. 50) состоит из штанги
6 с губками 1 и 2, по которой передвигается рамка 5 с губками 3 и 9 и
глубиномером 7. Рамка на штанге закрепляется винтом 4. Штанга представляет
собой масштабную линейку с ценой деления 1 мм. На рамке расположена
вспомогательная шкала 8, служащая для отсчета долей миллиметра и называемая
нониусом. Размеры отсчитывают по основной шкале в целых миллиметрах и по
нониусу — в долях миллиметра. Точность отсчета по нониусу может быть 0,1; 0,05
и 0,02 мм в зависимости от масштаба.
Рис. 50. Штангенциркуль.

Шкала нониуса получена при делении 9 мм
на 10 частей. Следовательно, размер каждого деления нониуса 0,9 мм, т.е. на 0,1
мм меньше размера деления основной шкалы. Если передвигать нониус вправо от
исходного положения, то при совпадении его штриха 1 со штрихом 1 основной шкалы
нулевое деление нониуса переместится от нулевого деления основной шкалы на 0,1
мм; между губками 1 и 9 образуется зазор такой же величины. При дальнейшем
движении нониуса вправо его штрихи 2, 3, 4 и все дальнейшие до 10-го
после-довательно совпадут со штрихами 2, 3. 4 и т.д. основной шкалы и
расстояние между нулевы-ми штрихами будет соответственно 0,2; 0,3; 0,4 мм и
далее до 1 мм. На столько же увеличит-ся расстояние между губками штанги и
рамки.
Для отсчета размера по штангенциркулю надо
взять количество целых миллиметров по основной шкале до нулевого деления
нониуса, а количество десятых долей миллиметра — по нониусу, определив, какой
штрих нониуса совпадает со штрихом основной шкалы.
У штангенциркуля с точностью отсчета по
нониусу 0,05 мм шкала нониуса длиной 19 мм разделена на 20 равных частей.
Следовательно, каждое деление нониуса на 0,05 мм меньше деления на штанге.
Штангенциркули с точностью отсчета 0,02 мм имеют цену деле-ния на штанге 0,5
мм, а шкала нониуса длиной 12 мм разделена на 25 частей, т.е. имеет цену
деления, равную 12 25 = 0,48 мм, или на 0,5 - 0,48 = 0,02 мм меньше цены
деления на штан-ге.
Микрометр (рис. 51) применяют для
измерения наружных поверхностей с точностью до 0,01 мм. Он состоит из скобы 1 с
пяткой 2 и стеблем 7, микрометрического пинта 6, на котором закреплен барабан
4, трещотки 5 и стопорного устройства 3.
На стебле по обе стороны от продольной
риски нанесены штрихи. Расстояние между нижним и соседним верхним штрихами 0,5
мм. Микрометрический винт выполнен с шагом 0,5 мм, а нижняя конусная
поверхность барабана разделена на 50 равных частей. Следова-тельно, поворот
барабана на одно деление соответствует осевому перемещению винта на 0,5 : 50 =
0,01 мм.
При измерении микрометром проверяемую
деталь помещают между пяткой 2 и тор-цом винта 6. Вращением трещотки деталь
зажимают так, чтобы не было перекоса. Показания отсчитывают сначала по шкале
стебля от нулевого штриха до кромки барабана. Эти показания будут кратными 0,5.
Десятые и сотые доли миллиметра отсчитывают по делениям на шкале барабана,
совпадающим с продольной риской на стебле. Измеренный размер опреде-ляют суммой
полученных величин.
Рис. 51. Микрометр.

На рисунке крайней кромкой барабана
открыто на стебле 7 мм, а продольная риска стебля совпадает с 35-м делением
шкалы барабана, что соответствует 0,35 мм. Следовательно, размер детали равен 7
+ 0,35 = 7,35 мм.
Перед тем как пользоваться микрометром,
проверяют правильность его показаний. Для этого торцы пятки и микрометрического
винта совмещают с помощью трещотки. При таком положении кромка барабана должна
находиться на нулевом штрихе стебля, а нулевое деление барабана совпадать с
продольной риской на стебле. Если этого нет, микрометр регу-лируют установкой
на нуль с помощью стопорного устройства и зажимной гайки, находя-щейся на
барабане.
Микрометры выпускаются для разных
пределов измерений с интервалами: 0—25, 25—50, 50—75 мм и т.д. до 1600 мм.
Микрометрический штихмас (рис. 52) служит
для измерения внутренних размеров детали с точностью до 0,01 мм. Его применяют
для определения овальности труб, обечаек, от-верстий размером 35 мм и более.
Способ отсчета по штихмасу такой же, как по микрометру. Для замеров больших
диаметров к микрометрической головке штихмаса прилагается набор сменных
калиброванных удлинителей, с помощью которых можно составить любой размер.
Рис. 52. Микрометрический штихмас.

1 - торец сменного удлинителя
2 - сменный удлинитель
3 - микрометрическая головка
4 - барабан го-ловки
5 - торец головки
При измерении штихмас вводят в отверстие
и упирают один его конец в какую-либо точку, затем, качая штихмас относительно
этой точки и одновременно поворачивая барабан головки, находят наибольший
диаметр отверстия.
Угломерные инструменты применяют для
проверки и измерения углов. К ним относят: угольники, угловые шаблоны и плитки,
угломеры. Угольниками проверяют прямые углы, а угловыми шаблонами и плитками —
все другие углы.
На рис. 53 показан универсальный угломер,
которым измеряют углы от 0 до 180° с точностью до 2°. Угломер состоит из
линейки 3, с закрепленным на ней полудиском 4. Вто-рая линейка 1 вращается на
оси вместе с нониусом 6. На линейке 1 с помощью хомутика за-креплен угольник 2,
который служит для измерения углов до 90°, при измерении больших углов угольник
снимают и к полученному показанию прибавляют 90 С.
Рис. 53. Универсальный угломер.

Чтобы измерить угол детали, подвижную
линейку 1 устанавливают на, нужный угол по нулевому штриху нониуса 6. Затем
вращением головки микрометрического винта 5 окон-чательно устанавливают нониус.
При отсчете показаний сначала замечают, какой штрих шкалы полудиска
прошел нулевой штрих нониуса; этот штрих покажет величину угла в це-лых
градусах. Далее смотрят, какой штрих нониуса совпадает со штрихом полудиска;
число-вое значение и штриха нониуса покажет количество минут в измеряемом угле.
Одномерные инструменты служат для
контроля или измерения какой-либо одной величины. К ним относятся: калибры,
шаблоны, щупы, резьбомеры.
Калибры изготовляют в виде пробок — для
контроля размеров отверстия (рис. 54, а) и в виде скоб — для контроля наружных
размеров (рис. 54, б) . Размеры сторон калибров: проходной (Пр) и непроходной
(Не) соответствуют наибольшему и наименьшему предельным размерам, т.е.
показывают, укладывается ли в заданный допуск действительный размер проверяемой
детали.
Рис. 54. Одномерные инструменты

а - калибр-пробка
в - калибр-скоба
в - набор шаблонов для проверки фасок и сварного шва
г - пластин-чатый щуп
Шаблоны применяют для проверки контуров
или размеров деталей преимущественно неправильной формы. Несовпадение контуров
проверяемой детали с контурами шаблона определяется “на просвет”. На рис. 54, в
представлен набор шаблонов для проверки фасок и сварного шва при соединении
труб сваркой. Каждая пластинка шаблона предназначена для определения диаметра и
толщины стенки трубы. Концом пластинки проверяют фаски и зазор между торцами
стыкуемых труб, а выемки на ее сторонах служат для контроля размеров усиления
сварного шва.
Щупы (рис. 54, г) используют для
измерения небольших зазоров между поверхностя-ми собранных деталей. Щуп состоит
из набора стальных пластинок, каждая из которых калибрована на определенную
толщину в пределах 0,03—1 мм. Зазоры можно проверять как одной, так и
несколькими сложенными вместе пластинками.
Резьбомеры применяют для проверки
величины шага, числа ниток и правильности резьбы. Резьбомер, как и щуп, состоит
из набора пластинок, на которых нанесены профили резьбы и указаны размеры.
Индикаторные инструменты служат для
измерения небольших отклонений в раз-мерах и форме деталей, проверки
правильности и взаимного расположения в конструкциях и механизмах, а также для
проверки удлинения шпилек при затяжке фланцевых соединений.
Наибольшее распространение получили
индикаторы часового типа с циферблатом (рис. 55) . Механизм индикатора,
заключенный в корпус, состоит из набора шестерен. Шес-терни подобраны так, что
в результате перемещения измерительного стержня 4 на 0,01 мм стрелка 1
передвигается по циферблату 3 на 0,01 мм, а при перемещении стержня на 1 мм стрелка
1 совершает полный оборот, а стрелка 2 передвигается на одно деление.

При пользовании индикатором его
наконечник подводят к измеряемой поверхности и устанавливают стрелку 1 на
нулевое деление. Затем ослабляют винт для одного—двух полных оборотов стрелки
1. Это делают для того, чтобы во время измерения индикатор мог показать как
отрицательные. так и положительные отклонения от размера, по которому он
установлен на нуль.
Индикатор на подставке перемещают по
поверхности изделия или изделие — по тор-цу измерительного стержня. Для
определения удлинения шпилек при затяжке фланцевых соединений индикатор
закрепляют в специальной зажимной втулке с плоской торцевой, по-верхностью,
которая соприкасается с измеряемым торцом затягиваемой шпильки. Отклоне-ние в
форме или размерах вызовет перемещение стержня, а стрелка 1 покажет величину
это-го отклонения.
Плоскостные проверочные инструменты
служат для проверки чистоты поверхности, а также прямолинейности положения
изделия по отношению к заданной отметке. К этим инструментам относятся:
проверочные угольники, линейки, шабровочные плиты, уровня.
Проверочные угольники, линейки и
шабровочные плиты используют для проверки плоскостности деталей методом
световой щели, или пятен на краску. При проверке этим ме-тодом плиту покрывают
слоем краски (лазури, голландской сажи, туши и др.). Краску расти-рают таким
образом, чтобы не ощущалось никаких комочков, и укладывают в мешочек из холста.
При натирании плиты краска выступит через поры мешочка и закрасит поверхности
плиты тонким слоем. Затем деталь кладут на плиту (или плиту на деталь) и
свободно пере-мещают по ней в разных направлениях. При этом все участки,
выступающие на поверхности детали, окрашиваются. Количество равномерно
расположенных пятен краски на поверхности характеризует чистоту ее обработки.
Чем больше равномерно расположенных отпечатков краски, тем выше чистота
обработки поверхности. Этим методом проверяют чистоту обработки поверхности
детали после тонкого опиливания, шабрения, притирки. Количество пятен краски на
1 см2 проверяемой поверхности и их площадь задаются техническими условиями.
Уровни (ватерпасы) применяют для проверки
горизонтального и вертикального по-ложения поверхностей. Уровнями пользуются
при разметке трассы трубопровода, выверке его положения, проверке уклонов и
т.д.
Для контроля небольших отклонений
поверхности от горизонтального или верти-кального положения используют
слесарный (валовой) уровень (рис. 56). Основной его ча-стью является продольная
ампула 2 — стеклянная трубка, наполненная жидкостью (водой, спиртом, эфиром с
таким расчетом, чтобы внутри остался пузырек воздуха.
Пузырек воздуха всегда стремится занять
наивысшее положение. Отклонение его от центрального нулевого положения
определяется по делениям шкалы, которая нанесена на стеклянной трубке. Цена
одного деления шкалы может быть от 0,6 до 0,1 мм на 1 м. Так, например,
отклонение пу-зырька на одно деление, цена которого 0,6 мм, покажет, что
разница в высоте двух точек, находящихся на расстоянии 1 м одна от другой,
составляет 0,6 мм.
Рис. 56. Слесарный уровень

1 - поперечная ампула
2 - продольная ампула
3 - корпус
Правильность установки уровня в
вертикальном положении определяют по пузырьку воздуха в поперечной ампуле 1,
который должен занимать среднее положение.
Контрольные вопросы
1. Какие
поверхности называются сопрягаемыми и несопрягаемыми?
2. Что такое
номинальный и предельный размеры?
3. На какие виды
подразделяются посадки?
4. Что понимается
под отклонением формы?
5. Почему
поверхности деталей после обработки получаются шероховатыми?
6. Какие
измерительные инструменты относятся к простым и какие к точным?
7. Каким
инструментом — штангенциркулем или микрометром — и почему можно более точно
измерить деталь?
8. Каким
инструментом проверяют чистоту поверхности?
Самостоятельная работа
Подготовка к зачету
3.2 Задания для промежуточной аттестации
Задание Тест
1) Выбрать правильный ответ:
Взаимозаменяемость, не предусматривающая доработку деталей при сборке:
а) полная
б) неполная
в) функциональная
2) Выбрать правильный ответ:
Размер, установленный с допустимой погрешностью – это размер...
а) номинальный
б) предельный
в) действительный
1. Выбрать правильный ответ:
Размеры на чертеже проставляются в:
а) сантиметрах
б) дециметрах
в) миллиметрах
4)Выбрать правильный ответ:
Наибольший и наименьший размеры детали называются:
а) действительные
б) предельные
в) номинальные
5) Выбрать правильный ответ:
Имеет ли допуск размера знак:
а) да
б) нет
6) Выбрать правильный ответ:
Штангенциркуль измеряет с точностью:
а) 1мм
б) 0,01
в) 0,05
г) 0,001
7) Выбрать правильный ответ:
Зазор образуется в соединении, когда:
а) размеры отверстия меньше размеров вала;
б) размеры отверстия больше размеров вала;
в) размеры отверстия равны размерам вала
8) Выбрать правильный ответ:
С увеличением допуска, требования к точности изготовления детали:
а) выше
б) ниже
в) не влияет
9) Вставить пропущенное слово:
Предельные размеры – это два предельно допустимых размера, между которыми должен находиться или которым равен …….. размер.
10) Вставить пропущенные слова:
Линейный размер – это числовое значение …….., в выбранных единицах измерения.
11) Выбрать правильный ответ:
Основные отклонения для отверстий обозначают:
а) прописными латинскими буквами
б) строчными латинскими буквами
12) Выбрать правильный ответ:
Вал – это:
а) охватывающие поверхности
б) сопрягает поверхность
в) охватывает поверхности
13) Выбрать правильный ответ:
Нижним отклонением называется:
а) разность между допуском размера и номинальным размером
б) алгебраическая разность между наименьшим предельным и номинальным размероми
в) алгебраическая разность между предельными размерами
14) Выбрать правильный ответ:
Допуск размера – это:
а) алгебраическая разность между наибольшим и наименьшим предельными размерами
б) алгебраическая разность между номинальным размером и отклонением
в) алгебраическая разность между верхним отклонением и действительным размером
15) Выбрать правильный ответ:
Системой отверстия называется:
а) система, в которой посадки образованы изменением полей допуска валов при постоянном поле допуска отверстий
б) система, в которой посадки образованы изменением полей допуска отверстий при постоянном поле допуска валов
в) система, в которой поле допуска отверстия и вала постоянно
16) Выбрать правильный ответ:
Посадка с зазором – это посадка когда:
а) поле допуска отверстия располагается над полем допуска вала
б) поле допуска отверстия располагается под полем допуска вала
в) поля допусков отверстия и вала полностью или частично перекрываются
17) Выбрать правильный ответ:
С увеличением класса шероховатости поверхности работа механизма или детали:
а) увеличивается
б) уменьшается
18) Выбрать правильный ответ:
Для измерения вала с размером 20![]() применяют:
применяют:
а) микрометр
б) штангенциркуль – ШЦ-I
в) штангенциркуль – ШЦ-II
19) Выбрать правильный ответ:
Наибольший зазор – это:
а) разность меду наибольшим предельным отверстием и наименьшим предельным размером вала
б) разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия
в) разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала
20) Вставить пропущенное слово:
Основное отверстие – отверстие, нижнее отклонение которого равно ……
21) Вставить пропущенное слово:
Метрология – это наука ……… их единства, а также способах достижения требуемой точности.
22) Установить соответствие между размером 24-0,2 и отклонениями и допусками:
1. Номинальный размер а) 23,8
2. Верхнее предельное отклонение б) 0,2
3. Нижнее предельное отклонение в) -0,2
4. Наибольший предельный размер г) 24
5. Наименьший предельный размер д) 24
6. Допуск размера е) 0
23) Установить соответствие между размером 24±0,1 и отклонениями и допусками:
1. Номинальный размер а) 23,9
2. Верхнее предельное отклонение б) -0,1
3. Нижнее предельное отклонение в) 0,1
4. Наибольший предельный размер г) 24
5. Наименьший предельный размер д) 24,1
6. Допуск размера е) 0,2
24) Установить соответствие между размером 24+0,2 и отклонениями и допусками:
1. Номинальный размер а) 24
2. Верхнее предельное отклонение б) 0
3. Нижнее предельное отклонение в) 0,2
4. Наибольший предельный размер г) 24
5. Наименьший предельный размер д) 24,2
6. Допуск размера е) 0,2
25) Установить правильную последовательность действий при измерении образца штангенциркулем:
1.Измерить образец штангенциркулем
2.Проверить штангенциркуль на точность
3.Полученные результаты перенести на эскиз
4.Сделать эскиз образца
4. Условия проведения промежуточной аттестации
Количество вариантов заданий для аттестующихся виде теста один.
Время выполнения задания – 2 часа.
Оборудование: тест в печатном виде по количеству аттестующихся.
В качестве контрольно-оценочных материалов для зачёта выбрана модель теста с количеством вопросов 25 (двадцать пять)
|
5. Критерии оценивания для промежуточной аттестации
|
|
Уровень учебных достижений |
Показатели оценки результата |
|
«5» |
23-25 правильных ответов или 91-100%.
|
|
«4» |
18-22 правильных ответов или 73-89%.
|
|
«3» |
13-17 правильных ответов или 51-71%.
|
|
«2» |
12 и менее правильных ответов или менее 51%. |
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.