

Методические указания по выполнению самостоятельной работы студентов по дисциплине "Процессы формообразования и инструменты"
Министерство образования и науки Самарской области
государственное автономное профессиональное
образовательное учреждение Самарской области
«Жигулевский государственный колледж»
Методические указания
по выполнению самостоятельной работы студентов
по дисциплине ОПД.06 Процессы формообразования и инструменты
Курс II, III
Для специальности 15.02.08 Технология машиностроения
Жигулевск, 2018 год
|
|
|
|
|
|
Настоящие методические указания содержат краткий теоретический материал, необходимый для выполнения внеаудиторной самостоятельной работы студентов. Сборник позволяет не только организовать ее, но и более эффективно работать с учебной литературой, критически осмысливать прочитанный и изученный материал. В пособии также предложены методические рекомендации по самостоятельной работе.
Предназначено для студентов II курса специальности 15.02.08 Технология машиностроения
|
Составитель: |
Солдатенкова Г.С. – преподаватель специальных дисциплин |
|
|
ГАПОУ СО «ЖГК» |
СОДЕРЖАНИЕ
|
Введение |
4 |
|
Рекомендации по оформлению самостоятельной работы |
4 |
|
Критерии оценки выполнения самостоятельной работы |
6 |
|
Теоретические пояснения и индивидуальные задания |
9 |
|
Работа над учебным материалом по теме |
9 |
|
Оформление отчета по практической работе |
10 |
|
Факторы, определяющие выбор способа получения заготовок |
10 |
|
Выбор марки инструментального материала для различных инструментов |
15 |
|
Определение числовых значений углов для типовых резцов |
17 |
|
Графическая работа №1 «Расчет основных конструктивных параметров резца» |
21 |
|
Схемы обработки при обтачивании, растачивании, подрезке торца, прорезке канавки, отрезки заготовки |
24 |
|
Пути повышения производительности труда при точении |
25 |
|
Пути борьбы с наростообразованием за счет уменьшения трения стружки о переднюю поверхность лезвия с помощью регулировки режима резания |
41 |
|
Применение смазочно-охлаждающих технологических средств (СОТС) для борьбы с наростообразованиями |
42 |
|
Определение силы резания при точении |
43 |
|
Смазочно-охлаждающие технологические средства (СОТС), применяемые при резании металлов |
50 |
|
Определение поправочных коэффициентов формулы скорости резания при точении |
54 |
|
Техника безопасности при заточке резцов |
62 |
|
Методы повышения износостойкости и надежности инструментов |
62 |
|
Алгоритм расчета режимов резания при точении |
67 |
|
Алгоритм расчета режимов резания при обработке деталей на токарных станках с ЧПУ |
67 |
|
Графическая работа №2 «Расчет основных конструктивных параметров сверла» |
68 |
|
Применение СОТС при обработке отверстий |
70 |
|
Алгоритм расчета режимов резания при сверлении, зенкеровании, развертывании |
71 |
|
Контроль зенкеров и разверток |
71 |
|
Выбор цилиндрической фрезы для конкретного случая обработки |
73 |
|
Особенности назначения режимов резания при фрезеровании на фрезерном станке с ЧПУ |
76 |
|
Методика конструирования цилиндрической и торцевой фрез |
78 |
|
Выбор инструмента для конкретного случая нарезания резьбы резцом, выполнение схемы обработки |
80 |
|
Выбор инструмента для конкретного случая нарезания резьбы плашкой и метчиком, выполнение схемы обработки |
81 |
|
Выбор инструмента для конкретного случая нарезания резьбы резьбовой фрезой, выполнение схемы обработки |
83 |
|
Алгоритм расчета режимов резания при резьбонарезании |
84 |
|
Выбор инструмента для нарезания зубьев зубчатых колес методом копирования, выполнение схемы обработки |
84 |
|
Выбор инструмента для нарезания цилиндрических и косозубых колес методом обкатки, выполнение схемы обработки |
85 |
|
Алгоритм расчета режимов резания при зубофрезеровании |
85 |
|
Алгоритм расчета режимов резания при зубодолблении |
85 |
|
Контроль заточки зуборезного инструмента |
85 |
|
Выбор инструмента для конкретного случая обработки, выполнение схемы обработки. |
87 |
|
Алгоритм расчета режимов резания при протягивании |
87 |
|
Особенности конструирования шпоночной, шлицевой, плоской протяжки |
87 |
|
Выбор характеристики шлифовальных кругов |
90 |
|
Схемы обработки для различных видов шлифования |
91 |
|
Специальные виды шлифования |
91 |
|
Особенности выбора режимов резания при наружном шлифовании глубинным методом и методом радиальной подачи |
95 |
|
Алгоритм расчета режимов резания при щлифовании |
98 |
|
Вибрационная обработка методом пластической деформации. Применяемые приспособления и инструменты. Источник вибрации |
98 |
|
Рекомендуемая литература |
106 |
ВВЕДЕНИЕ
Методические указания разработаны для студентов II, III курсов обучающихся по специальности 15.02.08 Технология машиностроения, и написаны в соответствии с рабочей программой дисциплины ОП.06 «Процессы формообразования и инструменты».
Целью методических указаний является оказание студентам методической помощи при подготовке к занятиям по дисциплине «Процессы формообразования и инструменты». Главное назначение пособия – привить вкус к вдумчивой и творческой работе с учебниками и дополнительной литературой. Умение студентов думать способствует формированию материалистического мировоззрения, компетентного подхода к решению практических задач, формирует профессиональные навыки, что необходимо человеку в процессе всей его жизнедеятельности.
Методические указания состоят из краткого теоретического материала, комплекта задач, справочных таблиц, знакомство с которыми поможет студентам приобрести необходимые знания, умения и навыки:
· систематически, добросовестно и осознанно работать над конспектами с привлечение дополнительных источников;
· умение решать задачи, которые расширяют и углубляют знания, полученные из лекционного курса и учебников.
В методических указаниях приведены также варианты заданий, образцы выполнения работы, рекомендации по оформлению. Задачи снабжены решениями, что позволяет получить информацию об алгоритме решения задачи.
РЕКОМЕНДАЦИИ ПО ОФОРМЛЕНИЮ
САМОСТОЯТЕЛЬНОЙ РАБОТЫ
Основными видами внеаудиторной самостоятельной работы являются выполнение индивидуальных заданий и конспект.
Индивидуальные задания необходимо выполнять в соответствии с рекомендациями, приведенными в методических указаниях.
Для выполнения самостоятельной работы рекомендуется выполнять тематический конспект. Тематический конспект – это конспект ответа на поставленный вопрос или конспект учебного материала по определенной теме.
Этапы конспектирования:
1. Внимательно прочтите текст.
2. Выделите главную идею и озаглавьте текст.
3. Разделите материал на части, выделите главную мысль каждой части.
4. Запишите название смысловых частей в форме плана в левом рабочем поле конспекта.
5. Прочтите текст во второй раз.
6. Сформулируйте тезисы конспекта и запишите их в центральном поле конспекта. Помните, что тезисы – это мысли, содержащие главную информацию о содержании смысловых частей. Они не должны быть многословными.
7. Определите ключевые понятия, которые необходимо включить в конспект.
8. Визуализируйте конспект:
- напишите источник конспектирования (название, автор);
- разделите станицу на три части в соотношении. Левая часть - это рабочее поле плана, центральная - поле тезисов, правая – поле конспекта;
- главные идеи помечайте специальными знаками на рабочем поле (например: !, ?, * и т.п.) или выделяйте шрифтом, или подчеркиванием;
- в конце конспекта сделайте вывод, к которому вы пришли, проработав текст.
Студент при подготовке к самостоятельной работе может пользоваться источниками литературы из основного и дополнительного списков, и подобранной самостоятельно.
Внеаудиторные самостоятельные работы рекомендуется оформлять в тетради для самостоятельных работ.
КРИТЕРИИ ОЦЕНКИ ВЫПОЛНЕНИЯ
САМОСТОЯТЕЛЬНОЙ РАБОТЫ
Критериями оценки результатов внеаудиторной самостоятельной работы студента являются:
- уровень освоения учебного материала,
- умение использовать теоретические знания при решении практических задач;
- обоснованность и четкость изложения ответа на поставленный по внеаудиторной самостоятельной работе вопрос;
- оформление отчетного материала в соответствии с заданными преподавателем требованиями, предъявляемыми к подобного рода материалам.
Выполненная самостоятельная работа оценивается в баллах:
Решение задачи
|
Оценка |
Критерии оценивания |
|||
|
Выполнение эскиза |
Запись формулы |
Выполнение необходимых математических преобразований и расчетов |
Запись ответа |
|
|
«5» отлично |
В соответствии с требованиями |
Формулы записаны правильно |
Выполнены в полном объеме |
записан правильный ответ |
|
«4» хорошо |
С небольшими отступлениями от требований |
|
Представлено правильное решение только в общем виде, без каких-либо числовых расчетов |
|
|
Формулы записаны правильно |
Не представлены преобразования, приводящие к ответу |
записан правильный ответ |
||
|
|
В математических преобразованиях или вычислениях допущены ошибки, которые привели к неверному ответу |
|
||
|
«3» удовлетворительно |
Со значительными отступлениями от требований |
Записаны и использованы не все исходные формулы, необходимые для решения задачи |
|
|
|
|
В решении содержатся ошибки в необходимых математических преобразованиях и отсутствуют какие-либо числовые расчеты |
|
||
|
В одной из исходных формул допущена ошибка, что привело к ошибке в расчетах |
|
|
||
|
«2» неудовлетворительно |
Все случаи решения, которые не соответствуют вышеуказанным критериям выставления оценок. |
|||
Конспект:
|
№ п/п |
Критерии оценивания |
«5» отлично |
«4» хорошо |
«3» удовлетворительно |
«2» неудовлетворительно |
|
1 |
Объем выполненной работы |
Оптимален для конспектирования материала |
Оптимален для конспектирования материала |
Занижен, завышен |
Занижен, завышен
|
|
2 |
Логическая последовательность и связанность материала |
Соответствует |
Незначительно нарушена |
Нарушена |
Отсутствует
|
|
3 |
Полнота изложения материала |
Выдержана |
Не выдержана |
Не выдержана |
Не выдержана |
|
4 |
Сохранение основной идеи через весь конспект |
Соблюдается |
Соблюдается |
Нарушено |
Отсутствует |
|
5 |
Использование дополнительной литературы, применение интернет-ресурсов |
В достаточном объеме |
В достаточном объеме |
Не достаточно |
Не используется |
|
6 |
Оформление |
Отклонений нет |
Отклонений нет |
Наличие отклонений |
Наличие отклонений |
|
7 |
Орфографический режим |
Не нарушен |
Не нарушен |
Соблюдается слабо |
Нарушены |
ТЕОРЕТИЧЕСКИЕ ПОЯСНЕНИЯ И
ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ
Работа над учебным материалом по теме
В процессе работы над учебным материалом по теме, указанной преподавателем, рекомендуется изучить рекомендуемый параграф.
Как работать с учебником
1. Найдите по оглавлению изучаемую тему и страницу, на которой изложен новый материал.
2. Прочитайте весь параграф. Затем читайте по абзацам и постарайтесь дать название каждому, выделив главную мысль.
3. Составьте план изложения материала данного параграфа.
4. Глядя на план, восстановите в памяти содержание изучаемого материала, используя рисунки, схемы, таблицы, данные к тексту.
5. Ответьте на вопросы к параграфу и выполните рекомендуемые задания.
Правила запоминания
1. Сосредоточьтесь, отвлекись от других мыслей, нацельтесь на запоминание.
2. Старайтесь понять основной смысл излагаемого материала, иначе будет действовать механическая память, которая менее продуктивна, чем логическая.
3. Уделите особое внимание структуре материала; уясните, чем вызвана такая последовательность изложения.
4. Отделите основополагающий материал от иллюстрированного, который запоминать не надо.
5. Произнесите несколько раз новые слова.
6. Проговорите вслух формулировки выводов.
7. Воспроизведите весь материал по плану.
Учитесь работать над понятием
1. Назовите рассматриваемое понятие, дайте его определение.
2. Вычлените ведущие свойства понятия, по которым оно отличается от других понятий этого рода.
3. Приведите пример, конкретизирующий данное понятие, найдите область его применения.
4. Попробуйте связать его с другими понятиями данного предмета и смежных с ним дисциплин.
5. Употребляя данное понятие, составьте небольшой рассказ.
|
Оформление отчета по практической работе |
Согласно методическим рекомендация по выполнению практической работы, оформите бланк по практической работе, выполните необходимые расчеты.
Факторы, определяющие выбор способа получения заготовок
Форма и размеры заготовки
Наиболее сложные по конфигурации заготовки можно изготавливать различными способами литья. Литье в песчаные формы и по выплавляемым моделям позволяют получать заготовки сложной формы с различными полостями и отверстиями. В то же время некоторые способы литья (например, литье под давлением) выдвигают определенные ограничения к форме отливки и условиям ее изготовления.
Заготовки, получаемые штамповкой, должны быть более простыми по форме. Изготовление отверстий и полостей штамповкой в ряде случаев затруднено, а использование напусков резко увеличивает объем последующей механической обработки.
Для простых по конфигурации деталей часто заготовкой является; прокат - (прутки, трубы и т.п.). Хотя в этом случае объем механической обработки возрастает, такая заготовка может быть достаточно экономичной из-за низкой стоимости проката, почти полного отсутствия подготовительных операций и возможности автоматизации процесса обработки.
Для литья и ковки размеры заготовки практически не ограничиваются. Нередко - ограничивающим параметром в этом случае являются определенные минимальные размеры (например, минимальная толщина стенки отливки, минимальная масса поковки). Штамповка и большинство специальных методов литья ограничивают массу заготовки до нескольких десятков или сотен килограммов.
Форма (группа сложности) и размеры (масса) отливок и поковок влияют на их себестоимость. Причем масса заготовки влияет активнее, так как с ней связаны расходы на оборудование, оснастку, нагрев и т.п. Значительное снижение стоимости изготовления литых и штампованных заготовок происходит при увеличении их массы от 2 до 30 кг.
Требуемые точность и качество поверхностного слоя заготовок
Требуемая точность геометрических форм и размеров заготовок существенно влияет на их себестоимость. Чем выше требования к точности отливок, штамповок и других заготовок, тем выше стоимость их изготовления. Это определяется главным образом увеличением стоимости формообразующей оснастки (модели, штампы, пресс-формы), уменьшением допуска на ее износ, применением оборудования с более высокими параметрами точности (и, следовательно, более дорогого), увеличением расходов на его содержание и эксплуатацию. В оптовых ценах на заготовки это удорожание выражается в виде надбавок к базовой цене. Размеры надбавок составляют для отливок 3...6%, для штамповок - 5...15%.
Качество поверхностного слоя заготовки сказывается на возможности ее последующей обработки и на эксплуатационных свойствах детали (например, усталостная прочность, износостойкость). Оно формируется практически на всех стадиях изготовления заготовки. Технологический процесс определяет не только микрогеометрию поверхности, но и физико-механические свойства поверхностного слоя.
В качестве примера сравним заготовки, полученные литьем в песчаные формы и под давлением. В первом случае получают грубую неточную поверхность. При обработке такой заготовки резанием возникает неравномерная нагрузка на резец, что в свою очередь снижает точность обработки. Особенно ярко это проявляется при обработке внутренних поверхностей.
Во втором случае поверхность заготовки имеет низкую высоту микронеровностей, но в связи с высокой скоростью охлаждения и отсутствием податливости формы в поверхностном слое металла создаются остаточные напряжения растяжения. Последние могут привести к короблению отливки и трещинам. Иногда остаточные напряжения выявляются не сразу, а при последующей механической обработке. Съем слоя металла с поверхности нарушает равновесие напряжений и приводит к деформации готовой детали.
Технологические свойства материала заготовки
Каждый способ производства заготовок требует от материала определенного комплекса технологических свойств. Поэтому часто материал накладывает ограничения на выбор способа получения заготовки. Так, серый чугун имеет прекрасные литейные свойства, но не куется. Титановые сплавы обладают высокими антикоррозионными свойствами, но получить из них отливки или поковки весьма затруднительно.
Технологические свойства оказывают влияние на себестоимость изготовления заготовок. Например, переход при изготовлении отливки от чугуна к стали повышает себестоимость литья (без учета стоимости материала) на 20...30%. Применение легированных и высокоуглеродистых сталей при производстве заготовок штамповкой повышает стоимость их изготовления на 5...7%.
Если заготовки из одного и того же материала получать различными Способами (литье, обработка давлением, сварка), то они будут обладать неидентичными свойствами, т.к в процессе изготовления заготовки происходит изменение свойств материала. Так, литой металл характеризуется относительно большим размером зерен, неоднородностью химического состава и механических свойств по сечению отливки, наличием остаточных напряжений и т.д. Металл после обработки давлением имеет мелкозернистую структуру, определенную направленность расположения зерен (волокнистость). После холодной обработки давлением возникает наклеп. Холоднокатаный металл прочнее литого в 1,5...3,0 раза. Пластическая деформация металла приводит к анизотропии свойств: прочность вдоль волокон примерно на 10...15% выше, чем в поперечном направлении.
Сварка ведет к созданию неоднородных структур в самом сварном шве и в околошовной зоне. Неоднородность зависит от способа и режима сварки. Наиболее резкие отличия в свойствах сварного шва получают при ручной дуговой сварке. Электрошлаковая и автоматическая дуговая сварки дают наиболее качественный и однородный шов.
Программа выпуска продукции
Программа выпуска продукции, т.е. количество изделий, выпускаемых в течение определенного периода времени (обычно за год), является одним из важнейших факторов, определяющих выбор способа производства заготовок. Ее влияние для каждого технологического процесса легко проследить по себестоимости одной заготовки.
Увеличение размера партии ведет к уменьшению себестоимости заготовки. Однако такое снижение себестоимости происходит не однозначно. При увеличении производственной партии свыше размера производственной партии, - требуется введение дополнительного оборудования, технологической оснастки. Зависимость себестоимости от размеров партии приобретает в этом случае более сложный (ступенчатый) характер.
Производственные возможности предприятия
При организации производства нового вида заготовок, кроме разработки технологических процессов, следует установить необходимость нового оборудования, производственных площадей, кооперативных связей, 'постановки дополнительных материалов, электроэнергии, воды и т. п: В этом случае выбор оборудования, оснастки и материалов производится на основании предварительного технико-экономического анализа.
При проектировании технологического процесса для действующего предприятия его следует связать с возможностями этого предприятия. Для этого необходимо располагать сведениями о типе и количестве имеющегося оборудования, производственных площадях, возможностях ремонтной базы, вспомогательных служб и т.д.
Многие из упомянутых выше факторов взаимосвязаны. Например, внедрение литья в металлические формы (кокиль) позволяет значительно снизить потребность в производственных площадях в литейном цехе (уменьшаются габаритные размеры машин, снижается расход формовочных материалов и т.п.). Но, с другой стороны, изготовление и ремонт кокилей требует дополнительных затрат в Инструментальных и ремонтных цехах.
Определенное влияние на выбор способа изготовления заготовки оказывают также наличие и уровень квалификации рабочих и ИТР на предприятии. Чем ниже квалификация рабочих и больше производственная программа, тем детальнее необходимо разрабатывать технологическую документацию, тем больше нагрузка на технологические службы предприятия и выше требования к квалификации ИТР.
Длительность технологической подготовки производства
B процессе технологической подготовки производства решаются задачи: технологического проектирования - разработка технологических процессов, маршрутных карт и т.п.; нормирования-расчеты трудоемкости операций и материалоемкости деталей; конструирования и производства основного и вспомогательного оборудования и технологической оснастки.
Сложность периода технологической подготовки производства состоит в том, что все работы должны вестись в кратчайшие сроки с минимальной трудоемкостью и стоимостью. Удлинение периода подготовки производства может привести к моральному устареванию изделия, снижению фондоотдачи капиталовложений и т.д. Поэтому начинать подготовку желательно еще во время проектирования изделия.
Длительность и объем технологической подготовки производства определяется сложностью изготавливаемого изделия, характером применяемых технологических процессов и типом производства. Чем больше количество и сложность используемого оборудования, тем больше объем и длительность подготовки. В условиях массового и серийного производства технологическая подготовка ведется особенно подробно. В единичном производстве технологическая подготовка ограничивается разработкой минимальных данных, необходимых для производства. Их детализация возлагается на цеховые технологические службы. В некоторых случаях (например, для устранения «узких» мест производства) с целью сокращения периода подготовки выбирают такой метод производства заготовок, который требует минимальных затрат на производство оборудования, инструментов и оснастки, необходимых для осуществления данного технологического процесса.
Рекомендуется конспект оформить в виде таблицы:
|
Фактор |
Форма детали |
Применяемый способ получения заготовки |
|
|
|
|
Например, для темы «Факторы, определяющие выбор метода литья для получения заготовок требуемой формы»:
|
Фактор |
Форма детали |
Применяемый способ получения заготовки |
|
Форма и размеры заготовки |
Сложная (с различными полостями и отверстиями) |
Литье в песчаные формы |
|
………… |
………… |
………… |
Выбор марки инструментального материала для различных
инструментов
Индивидуальное задание
Выбрать марку инструментального материала для различных инструментов (табл.1).
Таблица 1 Исходные данные
|
№ варианта |
Материал заготовки |
Вид и характер обработки |
|
1 |
2 |
3 |
|
1 |
Сталь 40ХНМА, σв=850 МПа ( |
Растачивание в упор черновое |
|
2 |
Серый чугун, 190 НВ |
Добление черновое |
|
3 |
Латунь ЛКС 80-3-3, 90 НВ |
Рассверливание неглубокого отверстия в штампованной детали |
|
4 |
Сталь
38ХА, σв=680 МПа ( |
Обтачивание на проход черновое |
Продолжение таблицы 1
|
1 |
2 |
3 |
|
5 |
Серый чугун, 220НВ |
Строгание чистовое |
|
6 |
Сталь коррозионностойкая 12Х18Н9, 160 НВ |
Зенкерование чистовое |
|
7 |
Ковкий чугун, 150 НВ |
Развертывание окончательное |
|
8 |
Бронза Бр. АЖН 10-4-4, 170 НВ |
Нарезание резьбы предварительное |
|
9 |
Сталь
40ХН, σв=700 МПа ( |
Рассверливание глубокого отверстия в штампованной детали |
|
10 |
Серый чугун, 190 НВ |
Фрезерование черновое |
|
11 |
Сталь
38ХА, σв=680 МПа ( |
Обтачивание на проход чистовое |
|
12 |
Серый чугун, 220НВ |
Сверление неглубокого отверстия |
|
13 |
Сталь коррозионностойкая 12Х18Н9, 160 НВ |
Растачивание на проход чистовое |
|
14 |
Ковкий чугун, 150 НВ |
Точение точное |
|
15 |
Бронза Бр. АЖН 10-4-4, 170 НВ |
Подрезание торца втулки чистовое |
|
16 |
Сталь
40ХН, σв=700 МПа ( |
Фрезерование получистовое |
|
17 |
Серый чугун, 170НВ |
Прорезание канавок |
|
18 |
Сталь
40ХНМА, σв=850 МПа ( |
Зенкерование черновое |
|
19 |
Латунь ЛКС 80-3-3, 90 НВ |
Добление чистовое |
|
20 |
Серый чугун, 190 НВ |
Обтачивание на проход чистовое с малым сечением среза (тонкое) |
|
21 |
Сталь
38ХА, σв=680 МПа ( |
Фрезерование чистовое |
|
22 |
Серый чугун, 220НВ |
Нарезание резьбы окончательное |
|
23 |
Сталь коррозионностойкая 12Х18Н9, 160 НВ |
Сверление глубокого отверстия |
|
24 |
Ковкий чугун, 150 НВ |
Рассверливание неглубокого отверстия в литой детали |
|
25 |
Бронза Бр. АЖН 10-4-4, 170 НВ |
Зенкерование получистовое |
Например:
Для чернового обтачивания детали на проход, изготовленной из стали 40Х, выбрать марку инструментального материала.
Пример выполнения задания:
Принимаем материал пластины – твёрдый сплав Т5К10 ([10], с.116, табл.3);
материал державки – сталь 45 ([6], с.116).
Определение числовых значений углов для типовых резцов
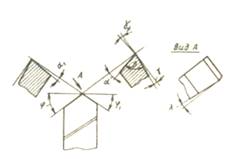
Рисунок 1. Геометрические параметры резца
Таблица 2 Геометрические параметры режущей части резцов
|
Обрабатываемый материал |
γf° |
γ° |
α° |
λ° |
|
1 |
2 |
3 |
4 |
5 |
|
Точение и растачивание резцами с пластинами из быстрорежущей стали |
||||
|
Углеродистая, легированная и инструментальная стали, стальные отливки с НВ<340 и σв<1200МПа |
– |
25÷30 |
8÷12 |
0 |
|
Серый и ковкий чугун с НВ<200 |
– |
12÷18 |
8÷12 |
-4÷+4 |
|
Медь |
– |
30 |
10÷15 |
– |
|
Бронза и латунь |
– |
25÷30 |
8÷12 |
– |
|
Точение и растачивание резцами с пластинами из твердого сплава |
||||
|
Конструкционные углеродистые и легированные стали, стальные отливки с σв, МПа: до 1000 более 1000 |
-3÷5 -10 |
15 – |
8÷12 12 |
– – |
|
Серый чугун с НВ: до 200 более 200 |
– -3÷5 |
12 8 |
6÷10 6÷10 |
– – |
|
Ковкий чугун с НВ= 140÷150 |
– |
15 |
8÷12 |
– |
|
Непрерывное точение резцами из твердого сплава |
|
|
|
|
|
Сплавы титана |
– |
5÷7 |
10÷12 |
0 |
|
Точение по корке, обдирка слитков резцами из твердого сплава |
-5 |
0 |
10÷12 |
5÷10 |
|
Отрезка, прорезка канавок резцами из твер-дого сплава |
0÷-5 |
10 |
10 |
– |
|
Непрерывное точение резцами с минералокерамическими пластинками |
|
|
|
|
|
Сталь с σв, МПа: до 700 более 700 |
-5÷10 – |
10÷15 10 |
8÷10 8÷10 |
0÷5 0÷5 |
|
Чугун с НВ: до 220 более 220 |
-5 -5 |
10 0÷5 |
8÷10 8÷10 |
0÷5 0÷5 |
Таблица 3 Значения углов φ в зависимости от условий обработки
|
Условия обработки |
φ° |
|
Обтачивание и растачивание ступенчатых заготовок недостаточной жесткости |
90 |
|
Отрезание заготовок без бобышек |
80 |
|
Обтачивание на проход заготовок малой жесткости, растачивание чугуна |
60÷75 |
|
Обтачивание жестких заготовок проходными резцами |
45÷60 |
|
Чистовое обтачивание с малой глубиной резания |
10÷30 |
Таблица 4 Значения углов φ1 при обработке резцами различных типов
|
Резцы |
φ1° |
|
1 |
2 |
|
Проходные (обработка без врезания): из быстрорежущей стали |
5÷10 |
|
с пластинами из твердого сплава |
15 |
|
Проходные; врезание на глубину, мм: до 3 более 3 |
15 20÷30 |
|
Подрезные и расточные: из быстрорежущей стали с пластинами из твердого сплава |
10÷15 20 |
|
Прорезные и отрезные |
1÷2 |
|
Отогнутые |
30÷45 |
|
Широкие |
0 |
Таблица 5 Геометрические параметры режущей части резцов для обработки пластмасс
|
Пластмассы |
Марка материала инструмента |
γ° |
α° |
φ° |
φ1° |
|
Оргстекло |
ВК8 |
10 20 |
15 20 |
45 |
15 |
|
Фторопласт |
0 10 |
20 |
45 |
15 |
|
|
Стеклотекстолит |
5 |
25 |
45 |
15 |
|
|
Стеклопластик |
0÷2 |
15÷20 |
45 |
20 |
|
|
Гетинакс |
ВК6-М |
8÷12 |
20 |
45 |
12 |
|
Фенопласт |
ВК3-М |
10 |
20 |
45 |
15 |
|
Волокнит |
ВК2 |
5 |
25 |
45 |
15 |
Индивидуальное задание
Выбрать геометрические элементы лезвия резца для заданных условий обработки (табл.6).
Таблица 6 Исходные данные для индивидуального задания
|
№ варианта |
Материал заготовки |
Вид обработки |
Материал инструмента |
Поперечное сечение державки резца, мм |
Станок–инструмент–заготовка |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Сталь
38ХА, σв=680 МПа ( |
Растачивание в упор черновое |
Т14К8 |
25*25 |
Нежесткая |
|
2 |
Серый чугун, 220НВ |
Обтачивание на проход чистовое |
ВК8 |
16*25 |
Жесткая |
|
3 |
Сталь коррозионностойкая 12Х18Н9, 160 НВ |
Подрезание сплошного торца чистовое с малым сечением среза (тонкое) |
ВК6М |
25*40 |
Жесткая |
|
4 |
Ковкий чугун, 150 НВ |
Обтачивание на проход черновое |
ВК8 |
20*30 |
Недостаточно жесткая |
|
5 |
Бронза Бр. АЖН 10-4-4, 170 НВ |
Растачивание на проход чистовое |
Р18 |
25*25 |
Нежесткая |
|
6 |
Сталь
40ХН, σв=700 МПа ( |
Обтачивание на проход чистовое с малым сечением среза (тонкое) |
Т30К4 |
16*25 |
Жесткая |
|
7 |
Серый чугун, 170НВ |
Подрезание торца втулки чистовое |
ВК3 |
25*40 |
Недостаточно жесткая |
|
8 |
Сталь
40ХНМА, σв=850 МПа ( |
Растачивание на проход черновое |
Т15К10 |
30*30 |
Нежесткая |
|
9 |
Латунь ЛКС 80-3-3, 90 НВ |
Обтачивание в упор чистовое |
Р6М5 |
20*30 |
Жесткая |
|
10 |
Серый чугун, 170НВ |
Подрезание торца втулки чистовое |
Т15К10 |
30*30 |
Нежесткая |
|
11 |
Серый чугун, 190 НВ |
Подрезание паза черновое |
ВК8 |
12*20 |
Недостаточно жесткая |
|
12 |
Сталь
38ХА, σв=680 МПа ( |
Растачивание на проход черновое |
ВК8 |
25*25 |
Жесткая |
|
13 |
Серый чугун, 220НВ |
Обтачивание на проход чистовое с малым сечением среза (тонкое) |
Т14К8 |
16*25 |
Недостаточно жесткая |
|
14 |
Сталь коррозионностойкая 12Х18Н9, 160 НВ |
Растачивание в упор черновое |
ВК8 |
25*40 |
Нежесткая |
|
15 |
Ковкий чугун, 150 НВ |
Обтачивание на проход чистовое |
ВК6М |
20*30 |
Жесткая |
|
16 |
Бронза Бр. АЖН 10-4-4, 170 НВ |
Подрезание сплошного торца чистовое с малым сечением среза (тонкое) |
ВК8 |
25*25 |
Недостаточно жесткая |
|
17 |
Сталь
40ХН, σв=700 МПа ( |
Обтачивание на проход черновое |
Р18 |
16*25 |
Нежесткая |
|
18 |
Серый чугун, 170НВ |
Растачивание на проход чистовое |
Т30К4 |
25*40 |
Жесткая |
|
19 |
Сталь
40ХНМА, σв=850 МПа ( |
Обтачивание на проход чистовое с малым сечением среза (тонкое) |
ВК3 |
30*30 |
Недостаточно жесткая |
|
20 |
Латунь ЛКС 80-3-3, 90 НВ |
Подрезание торца втулки чистовое |
Т15К10 |
20*30 |
Нежесткая |
|
21 |
Серый чугун, 190 НВ |
Растачивание на проход черновое |
Р6М5 |
12*20 |
Жесткая |
|
22 |
Сталь
40ХНМА, σв=850 МПа ( |
Обтачивание в упор чистовое |
ВК8 |
20*30 |
Недостаточно жесткая |
|
23 |
Серый чугун, 190 НВ |
Подрезание паза черновое |
Р6М5 |
12*20 |
Нежесткая |
|
24 |
Латунь ЛКС 80-3-3, 90 НВ |
Растачивание на проход чистовое |
Т30К4 |
25*40 |
Жесткая |
|
25 |
Сталь
38ХА, σв=680 МПа ( |
Подрезание паза черновое |
ВК3 |
25*25 |
Недостаточно жесткая |
Например:
Для токарного проходного
прямого резца с пластиной из твердого сплава и размером поперечного сечения
корпуса резца 16*25 мм, предназначенного для предварительного обтачивания
напроход без ударных нагрузок заготовки из стали 45 с σв=700
МПа(![]() 70 кгс/мм2),
принимаем следующие геометрические параметры: γf°= -5°(табл.1);
γ = =15° (табл.1); α = 12° (табл.1;
70 кгс/мм2),
принимаем следующие геометрические параметры: γf°= -5°(табл.1);
γ = =15° (табл.1); α = 12° (табл.1;
λ = 0°(табл.1); φ= 45° (табл.2); φ1= 15° (табл.3).
Графическая работа №1
«Расчет основных конструктивных параметров резца»
Геометрические элементы лезвия определяют по литературе [5, 6] или другим справочникам по обработке металлов резанием.
Наиболее благоприятной является прямоугольная форма сечения державки резцов, при которой наблюдаются наименьше нагрузки на корпус. Корпус с квадратной формой сечения лучше сопротивляется сложному изгибу и применяется для расточных и автоматно-револьверных резцов, а также в других случаях, когда расстояние от линии центров станка до опорной поверхности резца недостаточно велико. Корпус с круглой формой сечения применяют для расточных резьбовых, токарно-затыловочных и других резцов, так как он позволяет осуществлять поворот резца и изменять углы его заточки.
Размеры поперечного сечения корпуса резца выбирают в зависимости от силы резания, материала корпуса, вылета резца и других факторов. Нормализованные размеры поперечного сечения корпуса резцов выбирают по справочникам.
Индивидуальное задание.
Рассчитать и сконструировать токарный составной проходной резец с пластиной из твердого сплава для обтачивания вала. Диаметр заготовки D; припуск (на сторону) h; вылет резца l (табл. 7). Режимы резания для заданных условий обработки определить по нормативам справочнику [6].
Таблица7 Исходные данные
|
№ варианта |
Материал заготовки |
D |
h |
l |
Параметр шероховатости, мкм |
Условия работы |
|
|||||
|
мм |
|
|||||||||||
|
1 |
2 |
3 |
4 |
5 |
|
|||||||
|
1 |
Сталь
45 ХН, σв=750 МПа ( |
200 |
6 |
60
|
Rz = 80 |
Система станок-заготовка-инструмент - средняя |
|
|||||
|
2 |
Сталь Ст5, σв=600 Мпа ( |
150 |
2 |
Rа = 2,0 |
|
|||||||
|
3 |
Серый чугун, 160НВ |
190 |
6 |
Rz = 20 |
|
|||||||
|
4 |
Сталь 45, σв=680 МПа ( |
120 |
5 |
Rz = 40 |
Обтачивание в упор |
|
||||||
|
5 |
Серый чугун, 200НВ |
75 |
2 |
Rz = 80 |
|
|||||||
|
6 |
Сталь 45Х, σв=750 МПа ( |
98 |
3 |
Rа = 2,0 |
|
|||||||
|
7 |
Сталь
40ХН, σв=750 МПа ( |
46 |
2 |
Rz = 20 |
j=300 |
|
||||||
|
8 |
Серый чугун, 220НВ |
57 |
3 |
Rz = 40 |
|
|||||||
|
9 |
Бронза БР.АЖ 9-4, 120НВ |
125 |
6 |
Rz = 80 |
|
|||||||
|
10 |
Силумин АЛ2, 50НВ |
100 |
5 |
40 |
Rа = 2,0 |
Длина заготовки 350 мм. |
|
|||||
|
11 |
Сталь 20, σв=500 МПа ( |
120 |
5 |
Rz = 20 |
|
|||||||
|
12 |
Сталь жаропрочная 12Х18Н9Т, 141НВ |
220 |
4 |
Rz = 40 |
|
|||||||
|
13 |
Сталь нержавеющая 40Х13, 200НВ |
68 |
5 |
Rz = 80 |
Система станок-заготовка-инструмент - нежесткая |
|
||||||
|
14 |
Серый чугун, 170НВ |
210 |
2 |
Rа = 2,0 |
|
|||||||
|
15 |
Сталь 35, σв=600 МПа ( |
150 |
5 |
Rz = 20 |
|
|||||||
|
16 |
Серый чугун, 175НВ |
90 |
5 |
Rz = 40 |
Система станок-заготовка-инструмент - жесткая |
|
||||||
|
17 |
Сталь 40Х, σв=700 МПа ( |
70 |
8 |
Rz = 80 |
|
|||||||
|
18 |
Серый чугун, 180НВ |
55 |
2 |
30 |
Rа = 2,0 |
|
||||||
|
19 |
Серый чугун, 190НВ |
108 |
4 |
Rz = 20 |
Система станок-заготовка-инструмент - средняя |
|
||||||
|
20 |
Латунь ЛК 80-3, 110НВ |
160 |
6 |
Rz = 40 |
|
|||||||
|
21 |
Сталь 30Л, σв=500 МПа ( |
230 |
8 |
|
Rz = 80 |
|
||||||
|
22 |
Сталь 40Х, σв=700 МПа ( |
110 |
6 |
Rа = 2,0 |
Обтачивание в упор |
|||||||
|
23 |
Сталь
38ХА, σв=680 МПа ( |
80 |
4 |
Rz = 20 |
||||||||
|
24 |
Бронза БР.ОЦ 4-3, 70НВ |
40 |
3 |
Rz = 40 |
||||||||
|
25 |
Серый чугун, 210НВ |
60 |
6 |
Rz = 80 |
j=300 |
|||||||
Рекомендации, последовательность и пример расчета приведены в литературе [2] глава 2, §7.
Схемы обработки при обтачивании, растачивании, подрезке торца,
прорезке канавки, отрезки заготовки
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
Рекомендуется выполнить по одной схеме обработки при обтачивании, растачивании, подрезке торца, прорезке канавки, отрезки заготовки.
Пути повышения производительности труда при точении
Повышение производительности труда – одна из основных задач, которую должен решать рабочий в условиях современного производства. Производительность трупа в машиностроении определяется числом деталей, обработанных на станке за единицу времени. Производительность труда повышается тогда, когда число изготовленных деталей за единицу времени увеличивается.
Время, затрачиваемое на изготовление одной детали, – штучное время tшт, складывается из нескольких составляющих:
• подготовительно-заключительного времени tпз, необходимого для изучения чертежа, определения технологии обработки, выбора приспособлений, режущего и контрольно-измерительного инструментов. Оно затрачивается один раз на всю партию деталей, подлежащих обработке;
• основного времени tосн, используемого непосредственно на процесс резания;
• вспомогательного времени tвсп, затрачиваемого на установку приспособлений, заготовки, инструмента, выверку взаимного положения и т.д.;
• времени обслуживания рабочего места tобсл;
• времени перерывов на отдых и личные надобности tотд;
tо=tпз+tосн+tвсп+tобсл+tотд
Повышение производительности труда осуществляется за счет сокращения
основного и вспомогательного времени, так как они составляют большую часть штучного времени, затраченного на обработку.
Основными путями повышения производительности труда являются:
• повышение уровня комплексной автоматизации и механизации технологических процессов.
Автоматизация операции осуществляется за счет применения автоматических
загрузочных, зажимных и других устройств, полуавтоматических и автоматических циклов обработки; обработки заготовок с применением быстросменных или групповых накладок.
Сокращение затрат времени на управление станком достигается применением ускоренных холостых ходов; автоматизацией обработки на различных циклах; введением преселективного включения скоростей и подач; применением мнемонического однорукояточного управления и другими методами;
• создание новых, более совершенных и технологичных конструкций машин;
• расширение применения станков автоматов и полуавтоматов, а также станков с программным управлением;
• увеличение числа автоматических линий и заводов-автоматов;
• повышение режимов резания за счет совершенствования старых и создания новых конструкций режущих инструментов, применения твердосплавных, минералокерамических и алмазных инструментов;
• совершенствование приспособлений и методов контроля;
• получение заготовок пластической деформацией (штамповкой, высадкой, выдавливанием, накатыванием и т.д.), точным литьем, профильным прокатом и другими прогрессивными методами;
• непрерывное совершенствование действующих и внедрение новых прогрессивных технологических процессов;
• повышение технологичности конструкций.
Конфигурация деталей должна определяться поверхностями простых форм. Базовые поверхности должны иметь достаточную протяженность и позволять быстро устанавливать заготовки.
Обрабатываемые поверхности детали должны быть открытыми, доступными для прохода режущего инструмента при врезании и для его выхода.
Должно соблюдаться условие единства конструкторских, технологических и измерительных баз.
Деталь должна обладать достаточной прочностью во избежание деформаций. Должен быть правильно подобран материал заготовки, рационально выбран метод обработки:
• желательно увеличить число одновременно обрабатываемых заготовок;
• уменьшить длину рабочего хода, приходящегося на одну деталь, за счет рационального расположения заготовок;
• уменьшить величины врезания и перебега;
• выбрать оптимальный для заданных условий вариант технологического процесса и др.
Повышение производительности труда зависит не только от инженерно-технических работников, которые используют все вышеуказанные факторы, но и от самих рабочих, которые часто являются изобретателями и рационализаторами производства.
Основные пути повышения производительности труда при токарной обработке:
– сокращение машинного времени, т. е. времени, затрачиваемого непосредственно на процесс резания: применение твердосплавных инструментов, многорезцовых наладок, работа на повышенных режимах резания и др.;
– сокращение вспомогательного времени, т. е, времени, затрачиваемого на закрепление заготовки и снятие детали, подвод и отвод инструмента;
– ускорение зажима и освобождения заготовки при помощи быстродействующих зажимных приспособлений (пневматических патронов, самозажимных хомутиков и планшайб, быстрозажимных оправок, пневмопривода пиноли задней бабки);
– ускорение замены режущих инструментов;
– усовершенствование способов контроля размеров;
– наладка станков на работу по упорам;
– применение шаблонов и калибров;
– механизация трудоемких операций, автоматизация станков;
– применение приспособлений, ускоряющих и облегчающих работу токаря, и т.д.
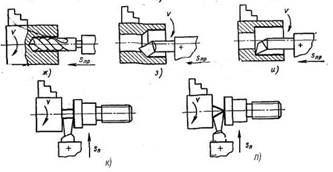
Применение силового точения
Значительно сократить машинное время обработки на токарном станке можно,
используя силовое точение – обработку при большой подаче резца. Геометрия резца для силового точения предложена токарем-новатором В.А.Колесовым.
Резец имеет дополнительную режущую кромку с углом в плане φ = 0°. Длина этой кромки должна превышать подачу (рис. 2).
При обработке с большой подачей дополнительная кромка зачищает шероховатости, оставленные главной режущей кромкой. Дополнительную кромку тщательно доводят и устанавливают строго параллельно оси заготовки.
Силовое точение вызывает большое усилие сопротивления подаче, поэтому использование этого метода возможно только на достаточно мощных токарных станках.
Применение ротационного точения
Ротационное точение вращающимися (ротационными) резцами применяется при обработке труднообрабатываемых материалов (жаропрочных и нержавеющих сталей и т.д.), когда к стойкости режущего инструмента предъявляются повышенные требования.
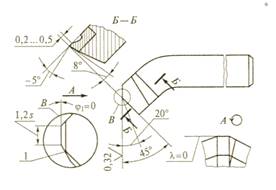
Рисунок 2. Резец с дополнительной режущей кромкой:
φ1 – вспомогательный угол в плане; S–величина подачи; λ– угол
наклона главной режущей кромки; В – увеличение части резца
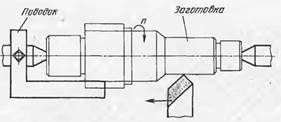
Особенность ротационного резца заключаются в том, что его режущая кромка имеет вид окружности. Резец установлен в державке свободно на подшипниках качения (рис.3)
Под действием сил трения, возникающих в процессе резания в местах контакта круглой режущей кромки резца с заготовкой, резец увлекается во вращение и автоматически обрабатывает заготовку.
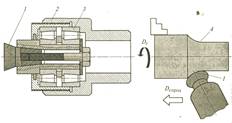
Рисунок 3. Ротационный резец:
1–ротационный резец; 2–державка; 3–подшипники; 4– заготовка;
Dsпрод– движение продольной подачи; Dr– главное движение
Применение многокромочных резцов
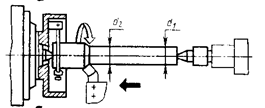
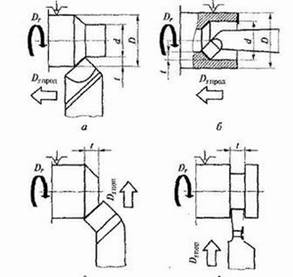
Точение многокромочными резцами, имеющими несколько режущих кромок и предназначенных для обработки различных поверхностей, повышает производительность труда в этом случае за счет совмещения выполнения различных переходов (рис. 4).
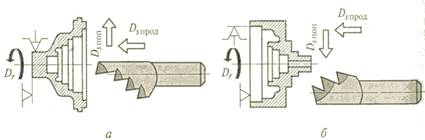
Рисунок 4. Многокромочные резцы, используемые
при обработке поверхностей разного диаметра:
а – растачивание ступенчатого отверстия; 6 – точение ступенчатой наружной поверхности (стрелками показано направление перемещения резцов); Dr – главное движение; Dsпоп – движение поперечной подачи; Dsпрод – движение продольной подачи
Многокромочный, или комбинированный, резец имеет несколько режущих кромок, которые обрабатывают различные поверхности. Проходные и расточные ступенчатые твердосплавные резцы (рис. 4) широко применяют в серийном производстве для обработки корпусных деталей из легких сплавов.
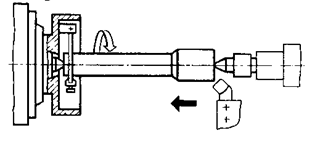
Резцом, показанным на рисунке 5, выполняют растачивание, радиусную обработку дна отверстия и снятие фаски.
|
|||
|
|||
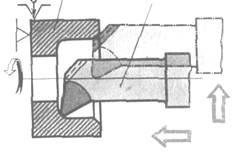
Рисунок 5. Растачивание, подрезание дна и снятие фаски многокромочным резцом
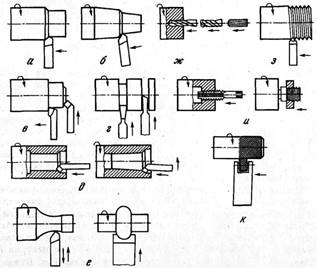
На рисунке 6, а – г изображен комбинированный резец «молоточек», которым подрезают торец, растачивают отверстие, снимают фаску и нарезают внутреннюю резьбу в гайке.
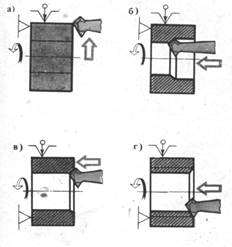
Рисунок 6. Применение комбинированного резца «молоточка» для обработки гайки:
а– подрезание торца, б– растачивание, в– снятие фаски, г– нарезание резьбы
Применение многорезцовых наладок
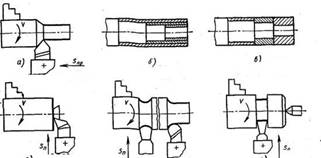
Одновременная работа несколькими предварительно установленными резцами обеспечивают высокую производительность и точность обработки. Обработка может производиться с расчленением припуска по длине (рис. 7, а).
Одну поверхность обрабатывают двумя-тремя резцами, каждый из которых протачивает только часть длины этой поверхности. Предварительно резцы врезаются на заданную глубину при ручной поперечной подаче. Резцы закрепляют в резцедержателе непосредственно или при помощи дополнительных державок.
При обработке заготовки таким способом сокращается основное время за счет уменьшения длины пути, который должен был бы пройти один резец.
Часто используется обработка заготовки с расчленением припуска по глубине (рис. 7, б).
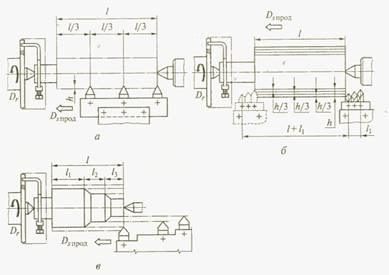
Рисунок 7. Обработка заготовок с использованием многорезцовых наладок:
а – расчленение припуска по длине; б – расчленение припуска по глубине; в – обработка ступенчатого вала; l – длина детали, которую необходимо обработать; h – припуск на обработку; l1, l2, l3 – длины ступеней вала; Dsпрод – движение продольной подачи; Dr – главное движение
Два или три резца устанавливают в державке с различным вылетом: каждый резец срезает часть общего припуска на всей длине детали, после обработки всеми резцами припуск будет снят на полную глубину. Общая мощность, расходуемая на процесс резания, складывается из мощностей, затрачиваемых на работу каждого резца, но нагрузка на отдельный резец небольшая, что позволяет работать резцами малых сечений. В этом случае основное время сокращается за счет уменьшения числа рабочих ходов.
Возможна многорезцовая обработка заготовок ступенчатых деталей. Каждый резец выставляется на определенный диаметр и обтачивает одну ступень (рис. 7, в). Путь подачи равен длине самого длинного участка lmax.
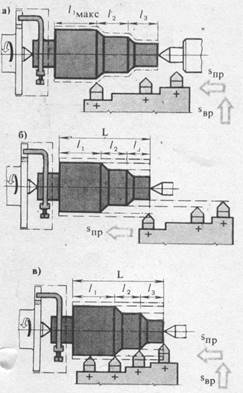
Рисунок 8. Обработка ступенчатого вала при многорезцовой
наладке резцедержателя:
а – штампованная заготовка (припуск на всех ступенях одинаков),
б– заготовка из проката (припуск расчленяется по глубине),
в– заготовка из проката (припуск расчленяется по глубине и по длине)
Резцы выставляются по эталонной детали, После изготовления двух-трех пробных деталей наладку корректируют по данным замеров ступеней. При обработке заготовок из проката припуск между резцами расчленяют по глубине (рис. 8, б) или по длине и глубине (рис. 8, в). В отдельных случаях осуществляют многорезцовую наладку станка без изготовления специальной оснастки, используя для этого обычный резцедержатель. Применяют многорезцовые наладки резцов «во фронт», т. е. в сторону обрабатываемой заготовки, что исключает необходимость в поворотах резцедержателей, повышает производительность труда и точность обработки.
На рисунке 9 показана схема несложной наладки «во фронт» с применением дополнительной резцедержавки.
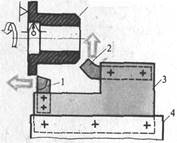
Рисунок 9. Схема наладки «во фронт» для наружного
обтачивания и подрезания втулки
1– резец проходной упорный, 2– резец проходной,
3– дополнительный резцедержатель, 4– резцедержатель станка
Резцом 1 обтачивают наружную поверхность заготовки, а резцом 2 — подрезают торец и снимают фаску. Резцы располагаются так, что друг другу не мешают. При этом способе обработки основное время сокращается за счет уменьшения общей длины пути перемещения резца и сокращения числа рабочих ходов.
Применение заднего резцедержателя
Для сокращения основного времени обработки иногда используют задний резцедержатель, в который устанавливаются дополнительные резцы, осуществляющие обработку поверхностей заготовки одновременно с резцами, установленными в резцедержателе.
При помощи заднего резцедержателя можно ускорить некоторые токарные работы: производить одновременно наружную и внутреннюю обработку; наружное обтачивание резцами, расположенными спереди и сзади заготовки; нарезать резьбу с использованием обратного хода суппорта; совмещать наружное обтачивание с протачиванием канавок и снятием фасок и др.
К станкам 1К62, 16К20, 1И611П поставляют задние резцедержатели (рис. 10).

Рисунок 10. Задний резцедержатель станка 1К62
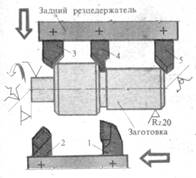
Рисунок 11. Схема наладки для обработки ступенчатого валика
с использованием заднего резцедержателя:
резцы: 1– проходной упорный, 2– проходной, 3,5 – фасонные, 4– прорезной
На рисунке 11 приведена схема наладки станка на обработку ступенчатого валика с применением заднего резцедержателя в сочетании с многорезцовой наладкой.
Резцы 1 и 2 , закрепленные в переднем резцедержателе, производят наружное обтачивание ступеней, а резцы, закрепленные в заднем резцедержателе, совершают только поперечную подачу и служат для снятия фасок (резцы 3, 5 ) и для прорезания канавки (резец 4 ).
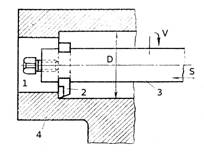
Станки некоторых старых моделей в отдельных случаях оснащают задним резцедержателем. Эффективна конструкция заднего резцедержателя с регулировкой положения резца в продольном и поперечном направлениях. На рисунке 12 дана схема обработки торца диска с применением такого резцедержателя.
Передний резец подрезает торец, начиная от наружной поверхности до середины торца, а задний резец подрезает торец от отверстия также до середины торца. Путь рабочего хода каждого резца в два раза меньше ширины торцовой поверхности заготовки, что сокращает время обработки в два раза.
Применение пневматических зажимных устройств
В серийном и массовом производствах широко применяют пневматический привод зажимных устройств, который обеспечивает быстрое закрепление и освобождение заготовок без физического усилия. Воздух под давлением 4÷6 кгс/см2 поступает к станку из цеховой воздушной магистрали.
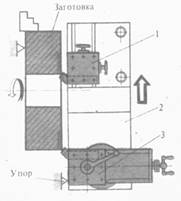
Рисунок 12. Использование регулируемого заднего резцедержателя
для подрезания торца диска:
1– задний резцедержатель, 2– поперечные салазки суппорта,
3– передний резцедержатель
На рисунке 13 покачана схема пневматического привода токарного патрона (с вращающимся цилиндром).
|
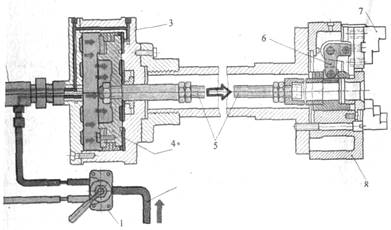
Рисунок 13. Пневматический токарный патрон
1– распределительный кран, 2- приемная муфта, 3- рабочий цилиндр,
4-поршень, 5- тяга, 6- двуплечий рычаг, 7-зажимной кулачок, 8-корпу патрона
Сжатый воздух из магистрали поступает во влагоотделителъ с фильтром, проходит регулятор дарения с манометром и маслораспылитель. Далее через распределительный кран 1 сжатый воздух по шлангам направляется в приемную муфту 2 , оттуда поступает в правую полость рабочего цилиндра 3 и давит на поршень 4 , вызывая осевое перемещение тяги 5 . Тяга 5 воздействует на двуплечий рычаг 6 , который вызывает перемещение зажимных кулачков 7 по радиальным пазам корпуса 8 патрона и таким образом закрепляет заготовку.
Для освобождения закрепленной заготовки поворачивают рукоятку крана управления, сжатый воздух поступает в левую полость рабочего цилиндра. Перемещаясь в обратном направлении, поршень через тягу 5 и двуплечий рычаг 6 раздвигает кулачки 7 и тем самым освобождает заготовку.
От пневмопривода может работать и цанговый патрон, при этом тяга вызывает продольное перемещение цанги, которая, вдвигаясь своей наружной конической поверхностью в коническую расточку корпуса, сжимается и закрепляет заготовку.
Вспомогательное время на установку заготовок и снятие деталей при закреплений в самоцентрирующем патроне (без выверки) составляет от 0,15 до 0,4 мин в зависимости от массы детали. При закреплении в пневматическом патроне это время уменьшается в 1,5 раза (0,1÷0,25 мин). Для механического подвода и отвода заднего центра или инструмента, закрепленного в пиноли, заднюю бабку оснащают пневматическим приводом пиноли (пневмопинолью).
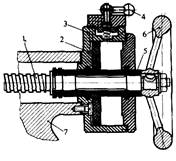
Рисунок 14. Пневмопривод пиноли задней бабки
1– винт пиноли, 2– поршень, 3– корпус, 4– кран управления,
5– шток, 6–маховичок, 7– задняя бабка
Корпус 3 (рис. 14) пневмопиноли с краном управления 4 крепится к корпусу
задней бабки 7. Шток 5 имеет поршень 2 и соединяется с винтом 1 задней бабки. Удлиненный конец винта проходит сквозь шток 5. На его конце закрепляется маховичок 6 пиноли.
Ускоренная замена инструмента
Применение быстросменного патрона. Для ускорения замены стержневых инструментов служит быстросменный патрон (рис. 15, а).
Инструменты закрепляют коническим хвостовиком в сменных втулках (рис. 15, б). На наружной цилиндрической поверхности сменной втулки имеются углубления. Втулку 2 вставляют в цилиндрическую расточку корпуса 1 патрона. Шарики 3 , сидящие в отверстии корпуса, под действием скоса зажимного кольца 4 заходят и углубления втулки 2 , связывая ее, а, следовательно, и инструмент с патроном.
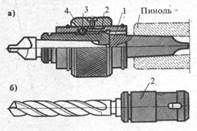
Рисунок 15. Быстросменный патрон(а), сверло (б):
1– корпус патрона с хвостовиком, 2– быстросменная втулка,
3– шарик, 4– зажимное кольцо
Для смены инструмента достаточно слегка сдвинуть кольцо: при этом втулка с инструментом свободно выходит из корпуса патрона. На смену инструмента затрачивается до 10 с.
Применение револьверной инструментальной головки. На рисунке 16 показана восьми позиционная головка, в гнездах которой крепят резцы или втулки для стержневых инструментов.
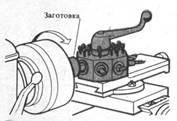
Рисунок 16. Револьверная восьмипозиционная инструментальная головка к токарному станку
Револьверная головка оснащается различными инструментами в определенной технологической последовательности. Наличие револьверной головки, налаженной для обработки заготовок определенной детали, позволяет быстро переналаживать станок и обеспечивать высоко производительную работу даже при изготовлении малых партий деталей.
Для ускорения замены стержневых инструментов (сверл, зенкеров, разверток), закрепляемых в задней бабке станка или в специальной державке, применяют револьверную инструментальную головку другого вида (рис.17)
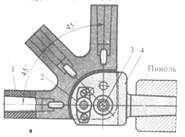
Рисунок 17. Револьверная трехпозиционная головка задней бабки
Применение барабанного упора
Обработка заготовок деталей со ступенчатыми наружными или внутренними поверхностями связана с необходимостью контроля длин ступеней: приходится останавливать станок и замерять длину ступеней линейкой, штангенциркулем, штангенглубиномером. Значительного ускорения изготовления деталей со ступенчатыми поверхностями, а также высокую точность размеров ступеней при изготовлении деталей партиями достигают применением поворотного (барабанного) упора с регулируемыми упорными винтами, которые ограничивают подачу каретки суппорта (рис. 18).
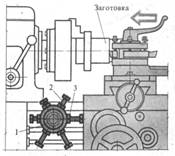
Рисунок 18 Барабанный шестипозиционный упор:
1– барабан, 2– регулировочный винт, 3– контргайка
Упорные винты вывинчивают из барабана на различную длину, соответствующую пути прохода резца для различных ступеней изготовляемой детали. Упорные винты предохраняются от самоотвинчивания контргайками. После наладки упоров по первой пробной детали остальные заготовки партии обрабатывают по упорам лишь с периодическими (выборочными) замерами длин ступеней.
Повышение производительности труда возможно также за счет рационального выбора режимов резания.
Наряду со способами сокращения основного времени, рассмотренными в этом разделе, возможно использование и других методов.
Повышение производительности труда при обработке на токарных станках осуществляется также за счет сокращения вспомогательного времени обработки при использовании типовых технологических процессов. Типовой технологический процесс разрабатывается не на отдельную деталь, а на группу деталей с общими конструктивными признаками, которые могут быть изготовлены на однотипном оборудовании при помощи одних и тех же приспособлений, и режущих инструментов. При подборе деталей в группу учитывают их форму, размеры, точность изготовления и шероховатость поверхностей.
На основе чертежей группы деталей разрабатывается чертеж комплексной детали, которая содержит все поверхности, присущие деталям группы. Технологический процесс механической обработки разрабатывают на эту комплексную деталь, и станок налаживают для изготовления этой детали. Такая наладка называется групповой (рис. 19). При изготовлении конкретной детали из группы требуется лишь небольшая подналадка станка.
Сократить время на установку инструмента позволяет использование револьверной головки, в гнездах которой устанавливаются различные инструменты в определенной технологической последовательности. Возможна установка от 6 до 12 инструментов, их замена производится поворотом револьверной головки.
Сокращение времени на измерение длин ступеней деталей, имеющих несколько цилиндрических поверхностей разных диаметров, достигается использованием поворотного барабанного упора с регулируемыми винтами, которые ограничивают подачу каретки суппорта.
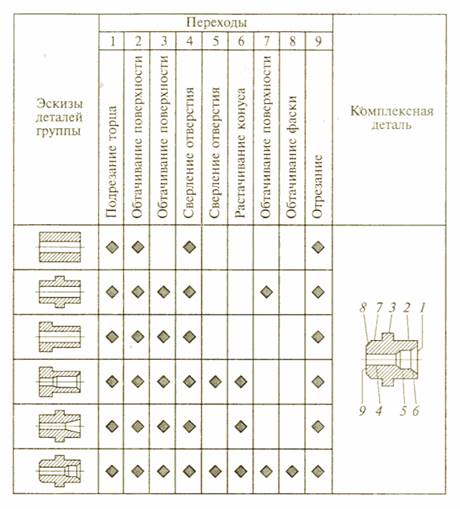
Рисунок 19 Типовой технологический процесс обработки группы деталей типа «втулка»: 1÷9 – обрабатываемые поверхности детали
Упорные винты выставляются из барабана на различную длину, соответствующую пути перемещения резца для обработки поверхностей ступеней разного диаметра у изготовляемых деталей. Наладку упора производят по изготовленной детали, после этого контролируют правильность обработки выборочно.
Рекомендуется краткий конспект по данной теме выполнить в виде таблицы. Например:
|
Пути повышения производительности труда |
Краткая характеристика |
Преимущества |
Недостатки |
|
1 Применение силового точения |
Силовое точение – обработка при большой подаче резца. Резец имеет дополнительную режущую кромку с углом в плане φ = 0°. Длина этой кромки превышает подачу. Дополнительную кромку тщательно доводят и устанавливают строго параллельно оси заготовки. |
При обработке с большой подачей дополнительная кромка зачищает шероховатости, оставленные главной режущей кромкой. |
Силовое точение вызывает большое усилие сопротивления подаче, поэтому использование этого метода возможно только на достаточно мощных токарных станках. |
|
…………….. |
………………………. |
…………………. |
…………….. |
Пути борьбы с наростообразованием за счет уменьшения трения стружки о переднюю поверхность лезвия с помощью регулировки режима резания
Существуют следующие меры борьбы с наростом.
1. Применение высоких скоростей резания.
В зависимости от условий резания и физико-механических свойств обрабатываемого материала имеется зона скоростей резания, при которой образуется интенсивный нарост (рис. 20).
Для уменьшения наростообразования необходимо увеличить скорость резания или уменьшить. При малых скоростях наростообразование уменьшается вследствие невысоких температур в зоне резания. При высоких скоростях под действием тепла нарост становится весьма пластичным и образует тонкий надрезцовый слой, который из-за малых сил трения не задерживается на передней поверхности.
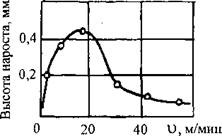
Рисунок 20. Влияние скорости резания на высоту нароста
2. Увеличение переднего угла резца.
3. Тщательная доводка передней поверхности инструмента для уменьшения ее шероховатости.
4. Применение смазочно-охлаждающих сред.
Последние три мероприятия направлены на снижение сил трения на контакте «стружка — передняя поверхность» и температуры в зоне резания. Экспериментально установлено, что при резании пластичных материалов — углеродистых сталей и труднообрабатываемых сталей и сплавов — нарост имеет максимальную высоту при значениях скорости резания, при которых температура резания находится в пределах 300—350 °С.
Рекомендуется составить конспект по теме.
Применение смазочно-охлаждающих технологических средств (СОТС) для борьбы с наростообразованиями
Эффективным средством борьбы с налипанием является применение технологических смазок, хотя не всякая смазка гарантирует отсутствие налипания. Смазка должна обладать достаточно высокой экранирующей способностью. Особенно эффективны некоторые твердые смазки, в частности дисульфид молибдена.
Рекомендуется составить конспект по теме, используя ИНТЕРНЕТ-ресурсы.
http://turner.narod.ru/dir1/teoria2.htm
http://delta-grup.ru/bibliot/10/53.htm
http://www.oborudka.ru/handbook/271.html
http://proizauto.ru/ponjatie-o-kachestve-poverhnosti/sushchestvennoe-vlijanie-na-process-mehanicheskoj-obrabotki-okazyvajut-smazochno-ohlazhdajushchie-zhidkosti.html
http://www.markmet.ru/kniga-po-metallurgii/trenie-i-smazki-pri-obrabotke-metallov-davleniem
Определение силы резания при точении
Определить силы резания Рx, Ру, Рz при продольном точении заготовки резцом из твердого сплава с глубиной резания t, подачей Sо, скоростью резания V. Исходные данные представлены в таблице 8.
Например:
Определить силы резания Pz, Py и Px при продольном точении заготовки из стали 40 с пределом прочности σв = 650 МПа (≈65 кгс/мм2) резцом с пластиной из твёрдого сплава Т5К10. Глубина резания t = 4 мм; подача резца s = 0,6 мм/об; скорость резания V = 110 м/мин.Геометрические параметры резца: форма передней поверхости – радиусная с фасовкой; φ = 60°; φ1 = 10°; α = 8°; γ = 10°; λ = +5°;
r = 1мм.
Пример решения задачи:
Силы резания при точении определяют по литературе [10].
Тангенциальная сила определяется по формуле:
Рz = 10Cpz*txz*Syz*Vnz*Kpz,
где Cpz – постоянная;
xz, yz, nz – показатели степени;
Kpz – поправочный коэффициент.
Отличие заданных условий обработки от нормативных должно быть учтено при подсчётах сил резания путём введения соответствующих поправочных коэффициентов.
Поправочный коэффициент:
Kpz = Kмpz *Kφpz *Kγpz *Kλpz *Krpz,
где Kмpz – коэффициент, учитывающий влияние качества обрабатываемого материала;
Kφpz – коэффициент, учитывающий влияние главного угла в плане;
Kγpz – коэффициент, учитывающий влияние переднего угла;
Kλpz – коэффициент, учитывающий влияние угла наклона главного лезвия;
Krpz – коэффициент, учитывающий влияние радиуса при вершине.
Из табл. 22 (с. 273) выписываем значения коэффициентов и показателей степени формул, возможно более близкие к условиям данного примера, т.е. для наружного продольного точения стали с пределом прочности σв = 75 кгс/мм2 резцом из твёрдого сплава:
Сvz = 300; xz = 1,0, yz = 0,75; пz = -0,15
Коэффициент, учитывающий влияние качества обрабатываемого материала (табл.9, с.264):
Kмpz
=  ,
,
где пz – показатель степени.
Для конструкционной стали с σв = 650 МПа (≈65 кгс/мм2) при обработке резцом с пластиной из твёрдого сплава Т5К10 показатель степени пz= 0,75 (табл.9, с.264).
Kмpz
= 
Коэффициент, учитывающий влияние главного угла в плане (табл.23, с.275):
Kφpz = 0,94
Коэффициент, учитывающий влияние переднего угла (табл.23, с.275):
Kγpz = 1,0
Коэффициент, учитывающий влияние угла наклона главного лезвия (табл.23, с.275):
Kλpz=1,0
Коэффициент, учитывающий влияние радиуса при вершине (табл.23, с.275):
Krpz=0,93
Поправочный коэффициент:
Kpz = 0,9*0,94 *1,0 *1,0 *0,93=0,79
Тангенциальная сила:
Рz = 10*300*41*0,60,75*110-0,15*0,79=3193 Н
Радиальная сила:
Р y = 10Cpу*txу*Syу*Vnу*Kpу,
Из табл. 22 (с. 273) выписываем значения коэффициентов и показателей степени формул:
Сvу = 243; xу = 0,9, yу = 0,6; пу = -0,3
Коэффициент, учитывающий влияние качества обрабатываемого материала (табл.9, с.264):
Kмpy
=  ,
,
где пy – показатель степени.
Для конструкционной стали с σв = 650 МПа (≈65 кгс/мм2) при обработке резцом с пластиной из твёрдого сплава Т5К10 показатель степени пy= 1,35 (приложение 1 методического пособия).
Kмpy
= 
Коэффициент, учитывающий влияние главного угла в плане (табл.23, с.275):
Kφpy = 0,77
Коэффициент, учитывающий влияние переднего угла (табл.23, с.275):
Kγpy = 1,0
Коэффициент, учитывающий влияние угла наклона главного лезвия (табл.23, с.275):
Kλpy=1,25
Коэффициент, учитывающий влияние радиуса при вершине (табл.23, с.275):
Krpy=0,82
Поправочный коэффициент:
Kpy = 0,82*0,77 *1,0 *1,25 *0,82=0,65
Радиальная сила:
Р y = 10*243*40,9*0,60,6*110-0,3*0,65=988,2 Н
Таблица 8 Исходные данные
|
№ варианта |
Материал заготовки |
Режим резания |
Геометрические элементы резца |
|||||||||
|
t, мм |
Sо, мм/об |
V |
φ |
φ1 |
α |
γ |
λ |
r, мм |
Форма передней поверхности резца |
|||
|
м/мин |
м/с |
° |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
1 |
Сталь 20, σв=500 МПа ( |
4 |
0,7 |
140 |
2,33 |
45 |
10 |
8 |
+10 |
+5 |
1 |
Радиусная с фаской |
|
2 |
Серый чугун, 160НВ |
5 |
0,78 |
60 |
1 |
60 |
10 |
8 |
+5 |
+10 |
1 |
Плоская |
|
3 |
Сталь жаропрочная 12Х18Н9Т, 180НВ |
1 |
0,21 |
265 |
4,42 |
90 |
10 |
12 |
+10 |
0 |
2 |
Радиусная с фаской |
|
4 |
Серый чугун, 220НВ |
1,5 |
0,26 |
150 |
2,5 |
45 |
10 |
10 |
+5 |
-5 |
2 |
Плоская |
|
5 |
Сталь 38ХА, σв=680 МПа ( |
3 |
0,61 |
120 |
2 |
60 |
10 |
8 |
+10 |
+5 |
1 |
Радиусная с фаской |
|
6 |
Серый чугун, 170НВ |
4,5 |
0,7 |
65 |
1,08 |
90 |
10 |
8 |
+5 |
0 |
1 |
Плоская |
|
7 |
Сталь 40ХН, σв=700 МПа ( |
1,5 |
0,3 |
240 |
4 |
60 |
10 |
12 |
+10 |
-5 |
2 |
Радиусная с фаской |
|
8 |
Серый чугун, 210НВ |
1 |
0,23 |
180 |
3 |
45 |
10 |
10 |
+5 |
-5 |
2 |
Плоская |
|
9 |
Сталь СТ5, σв=600 МПа ( |
3,5 |
0,52 |
130 |
2,17 |
45 |
10 |
8 |
+10 |
+5 |
1 |
Радиусная с фаской |
|
10 |
Серый чугун, 180НВ |
4 |
0,87 |
75 |
1,25 |
60 |
10 |
8 |
+5 |
+10 |
1 |
Плоская |
|
11 |
Сталь 20, σв=500 МПа ( |
1 |
0,21 |
265 |
4,42 |
45 |
10 |
8 |
+10 |
+5 |
1 |
Плоская |
|
12 |
Серый чугун, 160НВ |
1,2 |
0,26 |
150 |
2,5 |
60 |
10 |
8 |
+10 |
0 |
1 |
Радиусная с фаской |
|
13 |
Сталь жаропрочная 12Х18Н9Т, 180НВ |
4 |
0,7 |
140 |
2,33 |
60 |
10 |
12 |
+5 |
+5 |
1 |
Плоская |
|
14 |
Серый чугун, 220НВ |
4,6 |
0,78 |
60 |
1 |
45 |
10 |
12 |
+10 |
+10 |
2 |
Радиусная с фаской |
|
15 |
Сталь 38ХА, σв=680 МПа ( |
1,5 |
0,61 |
120 |
2 |
45 |
10 |
12 |
+5 |
+5 |
2 |
Плоская |
|
16 |
Серый чугун, 170НВ |
0,8 |
0,23 |
180 |
3 |
60 |
10 |
10 |
+10 |
0 |
2 |
Плоская |
|
17 |
Сталь 40ХН, σв=700 МПа ( |
1 |
0,3 |
240 |
4 |
45 |
10 |
12 |
+5 |
0 |
2 |
Плоская |
|
18 |
Серый чугун, 210НВ |
4 |
0,7 |
65 |
1,08 |
90 |
10 |
12 |
+5 |
+5 |
1 |
Радиусная с фаской |
|
19 |
Сталь СТ5, σв=600 МПа ( |
4 |
0,52 |
130 |
2,17 |
60 |
10 |
12 |
+5 |
0 |
2 |
Плоская |
|
20 |
Серый чугун, 160НВ |
3,6 |
0,7 |
65 |
1,08 |
60 |
10 |
10 |
+5 |
-5 |
2 |
Плоская |
|
21 |
Сталь 20, σв=500 МПа ( |
1,5 |
0,3 |
240 |
4 |
90 |
10 |
12 |
+5 |
0 |
1 |
Радиусная с фаской |
|
22 |
Серый чугун, 180НВ |
0,8 |
0,23 |
180 |
3 |
60 |
10 |
8 |
+10 |
-5 |
1 |
Радиусная с фаской |
|
23 |
Сталь жаропрочная 12Х18Н9Т, 180НВ |
1,3 |
0,3 |
240 |
4 |
90 |
10 |
8 |
+10 |
0 |
2 |
Радиусная с фаской |
|
24 |
Серый чугун, 220НВ |
0,8 |
0,23 |
180 |
3 |
60 |
10 |
8 |
+10 |
0 |
2 |
Плоская |
|
25 |
Сталь 38ХА, σв=680 МПа ( |
4 |
0,61 |
120 |
2 |
90 |
10 |
8 |
+10 |
+5 |
1 |
Радиусная с фаской |
Осевая сила (сила подачи):
Р x = 10Cpx*txx*Syx*Vnx*Kpx,
Из табл. 22 (с. 273) выписываем значения коэффициентов и показателей степени формул:
Сvx = 339; xx = 1,0, yx = 0,5; пx = -0,4
Коэффициент, учитывающий влияние качества обрабатываемого материала (табл.9, с.264):
Kмpx
=  ,
,
где пx – показатель степени.
Для конструкционной стали с σв = 650 МПа (≈65 кгс/мм2) при обработке резцом с пластиной из твёрдого сплава Т5К10 показатель степени пx= 1,0 (приложение 1 методического пособия).
Kмpx
= 
Коэффициент, учитывающий влияние главного угла в плане (табл.23, с.275):
Kφpx = 1.11
Коэффициент, учитывающий влияние переднего угла (табл.23, с.275):
Kγpx = 1,0
Коэффициент, учитывающий влияние угла наклона главного лезвия (табл.23, с.275):
Kλpx=0.85
Коэффициент, учитывающий влияние радиуса при вершине (табл.23, с.275):
Krpx=1.0
Поправочный коэффициент:
Kpx = 0,87*1,11 *1,0 *0,85 *1,0=0,82
Осевая сила (сила подачи):
Р x = 10*339*41*0,60,5*110-0,4*0,82= 1314 Н
Смазочно-охлаждающие технологические средства (СОТС),
применяемые при резании металлов
При резании металлов в результате затрачиваемой работы возникает теплота. Действуя на режущий инструмент, теплота размягчает его, делает менее износостойким и изменяет его размеры; от действия теплоты изменяются и размеры обработанной поверхности, что снижает точность обработки.
Для отвода теплоты от режущего инструмента и заготовки применяют смазочно-охлаждающие технологические средства (СОТС).
При резании металлов смазочно-охлаждающие технологические средства уменьшают трение между резцом и сходящей стружкой, резцом и заготовкой, оказывая смазочное действие; снижают работу, затраченную на пластическое деформирование металла; отводят теплоту из зоны резания, охлаждая инструмент и заготовку; препятствуют появлению налипов на трущихся рабочих поверхностях инструмента. Это приводит к уменьшению силы резания, улучшению качества обработанной поверхности, увеличению стойкости инструмента.
В качестве смазочно-охлаждающих технологических средств применяют смазочно-охлаждающие жидкости (СОЖ), газообразные вещества и твердые вещества.
Основные типы СОЖ:
– водные растворы хозяйственного мыла (2..5%), эмульсии (смеси воды и минерального масла); в эмульсии добавляют поверхностно-акгивные вещества (ПАВ), которые оказывают диспергирующие действия, в качестве ПАВ используют мыло, спирт, кислоты;
– минеральные, растительные, животные масла. К минеральным маслам добавляют для уменьшения коэффициента трения фосфор, хлор, серу: получают сульфофрезол;
– керосин и растворы в нем ПАВ;
– масла и эмульсии в смеси с твердыми смазочными материалами (графитом, парафином, воском).
К смазочно-охлаждающим жидкостям, применяемым при резании, предъявляются следующие основные требования: высокая охлаждающая и смазочно-режущая способность, стойкость, антикоррозионность и безвредность для работающего.
Все применяемые смазочно-охлаждающие жидкости можно разбить на две основные группы: охлаждающие и смазочные.
К первой группе относятся жидкости, которые выполняют главным образом охлаждающее действие. Сюда входят водные растворы минеральных электролитов (кальцинированная сода, нитрит натрия, жидкое стекло и др.), водные эмульсии и другие составы, характеризуемые малой вязкостью, большой теплоемкостью и большой теплопроводностью.
Ввиду большой теплоемкости их применяют в тех случаях, когда основной целью является охлаждающее действие – для повышения стойкости режущего инструмента (например, при обдирочных работах, когда происходит большое тепловыделение и шероховатость обработанной поверхности не имеет особого значения).
Широко распространенные водные эмульсии приготовляют из эмульсолов, представляющих собой коллоидные растворы мыл и органических кислот в минеральных маслах, стабилизированных водой или водой и спиртом. При смешивании с водой получается эмульсия цвета от молочно-белого до коричневого (2—20% масла и 0,3—2% мыла).
Лучшей жидкостью будет та, которая наряду с высокими охлаждающими свойствами обладает и хорошей маслянистостью, что достигается введением в жидкость поверхностно-активных веществ (ПАВ).
В связи с этим в промышленности широкое распространение находят активированные эмульсолы, к которым относится, например, осерненный эмульсол следующего состава: 25% сульфированного касторового масла; 13,5% осерненного соевого масла; 17% минерального масла; 32% воды и 20%-ный раствор каустической соды – остальное (до получения прозрачного масла). Часто используют и активированные эмульсолы на окисленном петролатуме (на синтетических жирных кислотах) следующего состава: 20% окисленного петролатума, 70% минерального масла – индустриального 3 и 10% воды.
К жидкостям второй группы, обладающим высокой маслянистостью, относятся минеральные, растительные, животные и компаундированные масла (смесь минеральных масел с растительным пли животным), сульфофрезол (осерненное минеральное масло), жидкость «Аквол-2», масла с добавкой дисульфида молибдена, а также керосин и растворы в масле или керосине поверхностно-активных веществ и др. Жидкости этой группы применяют при чистовых и отделочных работах, когда требуются шероховатость высокого класса чистоты и высокая точность обработанной поверхности. В промышленности широкое распространение нашли так называемые осерненные масла (сульфофрезолы), содержащие в качестве активированной добавки серу.
Из СОЖ широко применяют эмульсии (охлаждающее действие) и сульфофрезолы, оказывающие, в основном, смазывающие действия.
В качестве газообразных смазочно-охлаждающих технологических средств применяют газы (углекислый газ, азот и другие газы), пары ПАВ, пену (смесь масла с воздухом), распыленные жидкости (применяются широко).
В качестве твердых смазочно-охлаждающих технологических средств используют порошки и брикеты парафина, воска, мыла.
Жидкие и газообразные СОТС подводят к зоне резания четырьмя способами (рис. 21):
– свободным поливом или струей под давлением на переднюю поверхность и стружку. Жидкость нагнетается из резервуара станка насосом, и через систему шлангов направляющее сопло подается в зону резания (на стружку в место ее загиба).
– свободным поливом или струей под давлением на заднюю поверхность резца.
Жидкость подается со стороны задней поверхности резца через отверстие малого диаметра сопла (0,2.÷0,4 мм) под давлением 200…240 МПа. При таких условиях жидкость интенсивно проникает в зону стружкообразования и, быстро испаряясь, отводит больше тепла, чем жидкость, подаваемая свободной струей. Это самый распространенный и перспективный способ;
– по каналу с выводом в зону резания через переднюю поверхность, при этом способе жидкость или газ используют также для удаления стружки из зоны резания, особенно эффективно это при глубоком сверлении;
– по каналу без вывода в зону резания: при этом способе повышается культура производства, нет опасности загрязнения рабочего места и заражения газом.
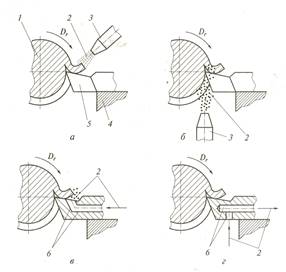
Рисунок 21 Способы подвода жидких и газообразных
смазочно-охлаждающих веществ к зоне резания:
а, б — свободным поливом или струей соответственно на переднюю и на заднюю поверхности; в, г — по каналу в инструменте соответственно через переднюю поверхность и без вывода в зону резания; 1 – заготовка; 2 – струя СОВ; 3 – сопло; 4 – резцедержатель; 5 – резец; 6 – канал в инструменте; Dr — главное движение
Из рассмотренных выше способов в основном применяют первый способ, однако наиболее перспективен второй с применением распыленной жидкости (тумана). Охлаждение распыленной жидкостью весьма экономично; расход СОТС в этом случае в 10 раз меньше, чем при первом способе.
При обработке чугунных заготовок применяют охлаждение керосином со скипидаром или соловой эмульсией. В отдельных случаях чугун и другие хрупкие материалы обрабатывают без охлаждения.
При резании алмазным и эльборовым инструментом СОТС часто не применяют, а если и применяют, то обращают особое внимание на непрерывность охлаждающей струи.
Выбор смазочно-охлаждающих технических средств зависит от вида обработки (черновая или чистовая), свойств обрабатываемого материала, скорости и глубины резания, вида стружки, требований к качеству обрабатываемой поверхности и т.д. и производится по справочной литературе.
Рекомендуется краткий конспект по данной теме выполнить в виде таблицы.
Например:
|
Тип СОТС |
Группа |
Краткая характеристика |
|
Водная эмульсия |
Охлаждающие |
Приготовляются из эмульсолов, представляющих собой коллоидные растворы мыл и органических кислот в минеральных маслах, стабилизированных водой или водой и спиртом. При смешивании с водой получается эмульсия цвета от молочно-белого до коричневого (2—20% масла и 0,3—2% мыла). |
|
…………. |
………… |
…………………………… |
Определение поправочных коэффициентов формулы скорости резания при точении
Определить поправочные коэффициенты на скорость резания, допускаемую режущими свойствами резца для заданных условий обработки. Исходные данные в таблице 9.
Например:
Определить поправочные коэффициенты на скорость резания, допускаемую режущими свойствами резца, при продольном точении заготовки из стали 20ХН с пределом прочности σв = 600 МПа (σв ≈ 60 кгс/мм2). Заготовка – прокат горячекатаный. Резец токарный проходной, оснащённый пластиной из твёрдого сплава Т14К8; сечение державки 16*25 мм; глубина резания t = 2,5 мм; подача s = 0,5мм/об; период стойкости резца T=60мин. Геометрические параметры резца: форма передней поверхности – радиусная с отрицательной фаской; φ = 60°; φ1= 10°; γ =12°; α = 12°; r = 1 мм.
Пример решения задачи:
Поправочные коэффициенты на скорость резания определяются по литературе [10].
Коэффициент Kv определяется по формуле (с. 265):
Kv= Kмv *Kпv *Kиv,
где Kмv – коэффициент, учитывающий влияние материала заготовки;
Kпv – коэффициент, учитывающий состояние поверхности заготовки;
Kиv, – коэффициент, учитывающий влияние материала инструмента.
Коэффициент, учитывающий влияние материала заготовки (табл.1, стр.261):
Kмv
= ,
,
где Кг– коэффициент, характеризующий группу стали по обрабатываемости,
nv – показатель степени.
Для хромоникелевой стали и резца, оснащённого пластиной из твёрдого сплава Т14К8 Кг= 0,8; nv=1,0 (табл.2, стр.262).
Kмv
=
Коэффициент, учитывающий состояние поверхности заготовки для горячекатаного проката (табл.5, стр.263):
Kпv = 0,9
Коэффициент, учитывающий влияние материала инструмента для твёрдого сплава Т14К8 (табл.6, стр.263):
Kиv,= 0,8
Таким образом, для заданных условий точения поправочный коэффициент на скорость резания:
Kv= 1,0 *0,9 *0,8=0,72
Таблица 9 Исходные данные
|
№ варианта |
Вид обработки |
Материал заготовки |
Заготовка |
D |
d |
t |
S0, мм/об |
T , мин |
Марка инструментального материала |
Тип резца |
Сечение державки резца, мм |
Форма передней поверхности резца |
Геометрические элементы резца |
|||||
|
φ |
φ1 |
r, мм |
||||||||||||||||
|
мм |
° |
|||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|||
|
1 |
Наружное продольное точение |
Сталь жаропрочная 12Х18Н9Т, 141НВ |
Поковка, предварительно обработанная |
– |
– |
1,5 |
0,34 |
60 |
ВК8 |
– |
16*25 |
Радиусная с фаской |
45 |
10 |
2 |
|||
|
2 |
Растачивание отверстия диаметром D |
Сталь Ст5, σв=600 МПа ( |
Поковка |
55 |
– |
3,5 |
0,26 |
60
|
Т14К8 |
– |
20*20 |
Радиусная с фаской |
90 |
30 |
1 |
|||
|
3 |
Подрезка торца диаметром D до диаметра d |
Сталь нержавеющая 40Х13, 200НВ |
Прокат |
60 |
0 |
1 |
0,26 |
60 |
ВК6М |
Проходной прямой левый |
16*25 |
Радиусная с фаской |
45 |
10 |
2 |
|||
|
4 |
Наружное продольное точение |
Серый чугун, 160НВ |
Отливка с коркой |
– |
– |
4 |
0,84 |
45 |
ВК8 |
– |
20*30 |
Плоская |
60 |
10 |
1 |
|||
|
5 |
Растачивание отверстия диаметром D |
Серый чугун, 170НВ |
Отливка без корки |
120 |
– |
1,5 |
0,28 |
45 |
ВК6 |
– |
30*30 |
Плоская |
45 |
20 |
1 |
|||
|
6 |
Подрезка торца диаметром D до диаметра d |
Серый чугун, 175НВ |
Отливка с коркой |
95 |
0 |
4 |
0,7 |
45 |
ВК8 |
Подрезной торцовый |
20*30 |
Плоская |
75 |
20 |
1,5 |
|||
|
7 |
Наружное продольное точение |
Сталь 20, σв=500 МПа ( |
Прокат, предварительно обработанный |
– |
– |
3 |
0,52 |
90 |
Т15К6 |
– |
16*25 |
Радиусная с фаской |
90 |
10 |
1,5 |
|||
|
8 |
Растачива-ние отверстия диаметром D |
Сталь 35, σв=600 МПа ( |
Предварительно обработанная поковка |
80 |
– |
0,75 |
0,21 |
60 |
Т15К6 |
– |
25*25 |
Радиус-ная с фаской |
60 |
15 |
2 |
|||
|
9 |
Подрезка торца диаметром D до диаметра d |
Сталь 40Х, σв=700 МПа ( |
Поковка |
80 |
0 |
3 |
0,52 |
90 |
Т14К8 |
Проходной, отогнутый |
25*25 |
Радиусная с фаской |
45 |
45 |
1,5 |
|||
|
10 |
Наружное продольное точение |
Серый чугун, 180НВ |
Отливка без корки |
– |
– |
1,5 |
0,28 |
60 |
ВК6 |
– |
12*20 |
Плоская |
45 |
10 |
1 |
|||
|
11 |
Растачивание отверстия диаметром D |
Серый чугун, 190НВ |
Отливка с коркой |
100 |
– |
4 |
0,35 |
90 |
ВК8 |
– |
30*60 |
Плоская |
75 |
30 |
1 |
|||
|
12 |
Подрезка торца диаметром D до диаметра d - |
Серый чугун, 200НВ |
Отливка без корки |
170 |
110 |
1,5 |
0,3 |
60 |
ВК6 |
Подрезной торцовый |
16*25 |
Плоская |
75 |
20 |
1 |
|||
|
13 |
Наружное продольное точение |
Бронза БР.АЖ 9-4, 120НВ |
Отливка с коркой |
– |
– |
3,5 |
0,61 |
60 |
Р18 |
– |
16*25 |
Плоская |
60 |
15 |
1 |
|||
|
14 |
Растачивание отверстия диаметром D |
Латунь ЛК 80-3, 110НВ |
Отливка без корки |
75 |
– |
1 |
0,23 |
60 |
Р18 |
– |
25*25 |
Плоская |
45 |
15 |
1 |
|||
|
15 |
Наружное продольное точение |
Сталь 40Х, σв=700 МПа ( |
Поковка |
– |
– |
3 |
0,57 |
45 |
Т5К10 |
– |
25*25 |
Радиусная с фаской |
90 |
10 |
1 |
|||
|
16 |
Подрезка торца диаметром D до диаметра d |
Сталь 30Л, σв=500 МПа ( |
Отливка с коркой |
110 |
40 |
4 |
0,47 |
45 |
Т5К10 |
Подрезной торцовый |
25*25 |
Радиусная с фаской |
90 |
20 |
1,5 |
|||
|
17 |
Растачивание отверстия диа метром D - |
Сталь 38ХА, σв=680 МПа ( |
Предварительно обработанная штамповка |
60 |
– |
0,5 |
0,15 |
60 |
Т30К4 |
– |
20*20 |
Радиус ная с фаской |
45 |
15 |
2 |
|||
|
18 |
Подрезка торца диаметром D до диаметра d |
Бронза БР.ОЦ 4-3, 70НВ |
Отливка без корки |
135 |
105 |
1 |
0,21 |
60 |
Р18 |
Проходной прямой левый |
12*20 |
Плоская |
45 |
10 |
1 |
|||
|
19 |
Наружное продольное точение |
Серый чугун, 200НВ |
Отливка с коркой |
– |
– |
5 |
0,75 |
90 |
ВК8 |
– |
20*30 |
Плоская |
60 |
10 |
1 |
|||
|
20 |
Растачивание отверстия диаметром D |
Серый чугун, 210НВ |
Отливка с коркой |
95 |
– |
3,5 |
0,34 |
45 |
ВК8 |
– |
25*25 |
Плоская |
75 |
30 |
1 |
|||
|
21 |
Подрезка торца диаметром D до диаметра d |
Серый чугун, 220НВ |
Отливка с коркой |
140 |
65 |
3,5 |
0,6 |
90 |
ВК8 |
Проходной отогнутый |
25*25 |
Плоская |
45 |
45 |
1 |
|||
|
22 |
Наружное продольное точение |
Сталь 45 ХН, σв=750 МПа ( |
Штампованная, предварительно обработанная |
– |
– |
0,75 |
0,17 |
60 |
Т30К4 |
– |
16*25 |
Радиусная с фаской |
45 |
10 |
2 |
|||
|
23 |
Растачивание отверстия диаметром D |
Бронза БР.АЖН 11-6-6, 180НВ |
Отливка с коркой |
150 |
– |
4 |
0,4 |
60 |
Р18 |
– |
30*30 |
Плоская |
75 |
30 |
1 |
|||
|
24 |
Подрезка торца диаметром D до диаметра d |
Латунь ЛКС 80-3-3, 90НВ |
Отливка с коркой |
120 |
90 |
3 |
0,57 |
60 |
Р18 |
Подрезной торцовый |
20*30 |
Плоская |
75 |
20 |
1 |
|||
|
25 |
Наружное продольное точение |
Латунь ЛМцОС 58-2-2-2,90НВ |
Отливка без корки |
– |
– |
1 |
0,25 |
90 |
Р18 |
– |
12*20 |
Плоская |
45 |
15 |
1 |
|||
Техника безопасности при заточке резцов
Заточка и доводка резцов, как правило, должна производиться централизованно квалифицированными рабочими-заточниками.
На большинстве передовых металлообрабатывающих предприятий и особенно на заводах с массовым и крупносерийным характером производства в механических цехах организованы заточные отделения. Токари, а также другие рабочие-станочники получают готовые окончательно заточенные и доведенные резцы и другие инструменты.
В недостаточно хорошо организованных механических цехах, где рабочие места не специализированы и на них приходится выполнять самые разнообразные работы, а также в небольших мастерских, токари вынуждены производить заточку и доводку резцов самостоятельно.
Заточка одна из самых опасных работ, выполняемых токарем. Поэтому при выполнении ее необходимо соблюдать следующие правила техники безопасности:
1) если заточка производится всухую и у станка нет защитного стекла, токарю необходимо надевать специальные очки;
2) при заточке резца надо стоять не напротив вращающегося круга, а несколько сбоку, чтобы в случае разрыва круга осколки его не задели рабочего;
3) подкладка, на которую опирается затачиваемый резец, должна быть установлена возможно ближе к шлифовальному кругу;
4) круг всегда должен быть в исправном состоянии и хорошо выправленным;
5) биение круга не допускается;
6) защитный кожух, закрывающий круг, всегда должен быть на месте.
Рекомендуется составить краткий конспект по теме.
Методы повышения износостойкости и надежности инструментов
Постоянно меняющаяся экономическая ситуация выдвигает на первый план задачи по созданию экономически эффективного производства. В рамках этой задачи имеется ряд проблем, важность которых в научном и техническом плане, несмотря на постоянное решение этих вопросов, продолжает оставаться актуальной. К таковым можно отнести повышение общего уровня прочности, износостойкости и надежности металлорежущего инструмента. Значимость решения этих проблем приобретает особую остроту в связи с широким внедрением в машиностроение жаропрочных и труднообрабатываемых материалов, что в конечном итоге приводит к росту себестоимости механической обработки практически во всех отраслях машиностроения.
В результате неудачной заточки инструмента вследствие перегрева происходит вторичная накалка его поверхности, при которой тончайший поверхностный слои приобретает мягкую аустенитную структуру. На практике чаще прибегают к специальной обработке инструмента, имеющей целью или удаление дефектного поверхностного слоя, или упрочнение поверхности го слоя различными средствами. Для удаления испорченного поверхностного слоя прибегают чаще всего к доводке инструмента и реже к травлению или электрохромированию.
Травление заключается в том, что инструмент, предварительно обезжиренный, погружают на 10—15 мин в ванну с разбавленным раствором серной и азотной кислот и небольшим количеством медного купороса. После травления и последующей промывки инструмент нагревают до 150—160˚С для удаления водорода, вызывающего хрупкость режущих кромок. Практикой установлено, что стойкость инструмента заметно повышается лишь при наличии достаточной первоначальной твердости (НВ≥250).
Электрополирование осуществляется следующим образом. В ванну с электролитом, содержащим раствор фосфорной и серной кислот, погружается инструмент и присоединяется к аноду источника постоянного тока. Катодом является свинцовая пластинка. При прохождении тока через инструмент и электролит происходит так называемое электролитическое травление, при котором быстрее растворяются выступы, следовательно, протравленная поверхность не только освобождается от дефектного слоя, но, кроме того, становится чище и ровнее, поэтому электролитическое травление называют электролитическим полированием.
Хромирование заключается в том, что поверхность инструмента покрывается тонким слоем хрома, обладающего высокой твердостью, износоустойчивостью, а также большой химической стойкостью. Для этого предварительно доведенный инструмент погружают в ванну со специальным электролитом, содержащим соли хрома, и присоединяют его к отрицательному полюсу источника постоянного тока. Анодом служит свинцовая пластинка. Под воздействием тока соли хрома разлагаются, и на поверхности инструмента быстро (через несколько минут) образуется тонкий слой хрома толщиной в 2—10 мк твердостью до HRC 70.
Производственный опыт показывает, что стойкость хромированных инструментов, снимающих тонкую стружку (сверл, разверток, протяжек, метчиков и пр.) увеличивается в 2–4 раза, а при резании мягких цветных металлов и сплавов – даже в 5–8 раз. При резании в тяжелых условиях, когда имеют место большие силы резания и высокая температура, не рекомендуется хромирование, так как с нагревом уменьшается твердость хрома и при температуре ≈500˚С она меньше твердости закаленной быстрорежущей стали. К тому же при значительных нагрузках происходит отслаивание хрома.
Более эффективный метод упрочнения – соединение электролитического хромирования с обычной цементацией, в результате чего в поверхностном слое образуются карбиды хрома, глубоко проникающие в металл и прочно с ним связанные.
Более удачным по сравнению с гальваническим хромированием считается диффузионное газовое и твердое термохромирование.
В отличие от гальванического хромирования, которое производится после закалки, заточки и доводки инструмента, диффузионное хромирование предшествует термической обработке инструмента. Оно дает весьма износостойкую поверхность, но процесс очень длителен и кропотлив. Правда, в последнее время рекомендуют ускорение того процесса с помощью ультразвука.
Одним из путей повышения износостойкости и производительности металлообработки является нанесение и восстановление защитных износостойких покрытий на указанные выше поверхности формообразующего инструмента, обладающие высокими характеристиками прочности и износостойкости без съема со станка. Известны различные способы нанесения защитных покрытий, но они не позволяют наносить их без предварительной подготовки, без съема инструмента со станка и без последующей переточки.
Одним из способов нанесения защитных покрытий, отвечающих указанным выше требованиям, является электроакустическое напыление (ЭЛАН).
В основе метода ЭЛАН лежит использование высококонцентрированных потоков энергии электрической искры и продольно-крутильных комплексных ультразвуковых колебаний.
При обработке заготовки на токарном резце образуется нарост (рис.22).

Рисунок 22 Вид по задней грани после обработки до напыления
Известно, что нарост негативно сказывается на процесс обработки и также на процесс дискретного управления износостойкостью.
Например, на установленных режимах (табл. 10) производили исследования по одновременному удалению наростообразования и восстановлению напыленного слоя методом ЭЛАН. После одного прохода резец подвергался повторному напылению, как указанно выше.
Таблица 10 Режимы резания на станке 16К20
|
Параметры |
Единицы измерения |
Значения |
|
Скорость резания |
м/мин |
65,3 |
|
Продольная подача |
мм/об |
0,12 |
|
Глубина резания |
мм |
0,5 |
Напыление производили при частоте продольно-крутильных колебаний 22 кГц, амплитуде колебаний 10 мкм и напряжении разрядных импульсов 10,1 В. Материал электрода ВК8. При этом происходило удаление наростообразования (рис.22, 23).
Повышение износостойкости режущих инструментов достигается также электроискровой обработкой в гетерогенных средах.
Одним из видов электроискровой обработки является электроэрозионное легирование. Принцип электроэрозионного легирования давно известен в промышленности и применяется, когда необходимо получить твердое, износостойкое покрытие поверхности, обладающее хорошей связью с материалом основы.

Рисунок 23 Вид по задней грани после обработки и напыления
Проведенные стойкостные испытания сверл при обработке стали 45 показали, что стойкость инструмента повышается более чем в два раза.
Повысить прочность, износостойкость и надежность инструмента можно следующими путями: выбором оптимальной марки инструментального материала; правильным конструированием (округление режущих кромок, выбор оптимального радиуса при вершине; выбор размеров пластин и размеров, координирующих их расположение; качество опорной поверхности пластины и др.); упрочнением твердосплавного инструмента пластическим деформированием путем дробеструйного наклепа, чеканки, вибрационной обработки и др.; выбором оптимальных режимов резания, схемы обработки и рациональным применением СОТС.
Рекомендуется краткий конспект по данной теме выполнить в виде таблицы.
Например:
|
Метод |
Краткая характеристика |
|
………….. |
………….. |
Алгоритм расчета режимов резания при точении
1. Выбор режущего инструмента:
− тип резца
− материал державки
− материал пластины или рабочей части резца
− компоновочные параметры
− геометрические параметры
2. Определение глубины резания.
3. Назначение подачи.
4. Назначение периода стойкости резца.
5. Определение скорости резания.
6. Определение частоты вращения шпинделя.
7. Определение действительной скорости резания.
8. Определение силы резания .
9. Определение мощности резания, проверка по мощности.
10. Определение основного времени.
Записать алгоритм расчета режимов резания при точении.
Алгоритм расчета режимов резания при обработке деталей на токарных станках с ЧПУ
По аналогии с предыдущим материалом, записать алгоритм расчета режимов резания при обработке деталей на токарных станках с ЧПУ.
Графическая работа №2
«Расчет основных конструктивных параметров сверла»
Проектирование сверла включает выбор основных конструктивных элементов на основе подходящих стандартных сверл с проверкой их применимости к конкретным условиям обработки, а в необходимых случаях - расчет профиля стружечной канавки и элементов зуба и сердцевины сверла.
Диаметр сверла выполняют на (0,02...0,15) мм меньше номинального в зависимости от диаметра и класса точности сверла (с целью компенсации разбивки отверстия) и обратной конусностью в одну-две угловых минуты (0,03...0,1 мм на 100 мм длины).
Длина рабочей части сверла выбирается в зависимости от длины обрабатываемого отверстия и возможности доступа к нему.
Геометрию заточки выбирают исходя из диаметра сверла и группы обрабатываемого материала.
Проверка сверла на прочность включает проверки по крутящему моменту и осевой силе и состоит из следующих этапов:
1. Определение по нормативной литературе осевое усилия действующего на сверло Px и крутящего момента Мкр.
2. Определение необходимого размера конуса (если по условию сверло должно иметь конусный хвостовик). Для этого находим момент трения между хвостовиком и втулкой:
3. Определение длины сверла. Общая длина сверла L; длина рабочей части l0 хвостовика и шейки l2; и другие элементы конуса могут быть приняты по стандартам.
4. Определение геометрических и конструктивных параметров рабочей части сверла. По нормативам находим форму заточки, угол наклона винтовой канавки ω, угол при вершине конуса 2φ, шаг винтовых канавок находим по формуле:
5. Определение толщины сердцевины сверла.
6. Определение обратной конусности сверла.
7. Определение размеров ленточки на калибрующей части сверла.
8. Определение ширины пера.
9. Определение геометрических элементов профиля фрезы для фрезерования канавки сверла.
Индивидуальное задание.
Рассчитать и сконструировать сверло с пластиной из быстрорежущей стали для сверления под последующую технологическую операцию. Форму заточки и диаметр сверла выбрать самостоятельно.
Таблица 11 Исходные данные
|
№ варианта |
Назначение сверления |
Глубина сверления, мм |
Материал заготовки |
|
|
1 |
2 |
3 |
4 |
|
|
1 |
Под резьбу М20 |
30 |
Сталь 45 ХН, 207 НВ |
|
|
2 |
Под зенкер d= 20 мм |
45 |
|
|
|
3 |
Под развертку d= 40 мм |
60 |
|
|
|
4 |
Напроход под болт с резьбой М24 |
20 |
Чугун СЧ 35, 243НВ |
|
|
5 |
Напроход под заклёпку d= 19 мм |
12 |
|
|
|
6 |
Под резьбу М24 |
25 |
|
|
|
7 |
Под зенкер d= 30 мм |
100 |
Сталь 45 ХН, 207 НВ |
|
|
8 |
Под развертку d= 40 мм |
28 |
|
|
|
9 |
Напроход под болт с резьбой М20 |
35 |
|
|
|
10 |
Напроход под заклёпку d= 20 мм |
15 |
Чугун СЧ 35, 243НВ |
|
|
11 |
Под резьбу М18 |
20 |
|
|
|
12 |
Под зенкер d= 40 мм |
120 |
|
|
|
13 |
Под развертку d= 30 мм |
50 |
Сталь 45 ХН, 207 НВ |
|
|
14 |
Напроход под болт с резьбой М22 |
35 |
|
|
|
15 |
Напроход под заклёпку d= 10 мм |
6 |
|
|
|
16 |
Под резьбу М16 |
40 |
Чугун СЧ 35, 243НВ |
|
|
17 |
Под зенкер d= 18 мм |
25 |
|
|
|
18 |
Под развертку d= 20 мм |
30 |
|
|
|
19 |
Напроход под болт с резьбой М18 |
25 |
Сталь 45 ХН, 207 НВ |
|
|
20 |
Под развертку d= 14 мм |
22 |
|
|
|
21 |
Под резьбу М22 |
35 |
|
|
|
22 |
Под зенкер d= 18 мм |
40 |
|
|
|
23 |
Под развертку d= 16 мм |
20 |
Чугун СЧ 35, 243НВ |
|
|
24 |
Напроход под болт с резьбой М16 |
25 |
|
|
|
25 |
Под зенкер d= 12 мм |
10 |
|
Рекомендации и пример расчета приведены в литературе [2] глава 4, §2.
Применение СОТС при обработке отверстий
При сверлении важную роль играет охлаждение и применяемые охлаждающие жидкости. Смазочно-охлаждающая жидкость (СОЖ) выполняет три основных функции: является смазкой для уменьшения трения между режущим инструментом, сверлом, металлом детали и стружки, является охлаждающей средой, интенсивно отводящей тепло, возникающее в зоне резания, и облегчает удаление стружки из этой зоны. СОЖ применяются при всех видах обработки металла резанием. Хорошая СОЖ не вызывает корродирования инструмента, приспособления и детали, не оказывает вредного влияния на кожу человека, не имеет неприятного запаха и хорошо отводит тепло. При сверлении отверстий в стали используется водный раствор мыла, 5%-ный раствор эмульсии Э-2 или ЭТ-2; при сверлении в алюминии — 5%-ный раствор эмульсии Э-2, ЭТ-2 или жидкость следующего состава: масло «Индустриальное» — 50 %, керосин — 50 %. При сверлении мелких отверстий в чугуне СОЖ не используют. При сверлении в чугуне глубоких отверстий используется сжатый воздух или 1,5%-ный раствор эмульсии Э-2 или ЭТ-2. При сверлении меди и сплавов на ее основе применяется 5%-ный раствор эмульсии Э-2, ЭТ-2 или масло «Индустриальное».
Рекомендуется составить краткий конспект по теме.
Алгоритм расчета режимов резания при сверлении, зенкеровании,
развертывании
По аналогии с предыдущим материалом, записать алгоритм расчета режимов при сверлении, зенкеровании, развертывании.
Контроль зенкеров и разверток
После заточки зенкер или развертка подвергаются визуальному осмотру для выявления трещин, прижогов, выкрашиваний и других дефектов. Чистота заточенных поверхностей определяется по эталонам или на приборе МИС-11.
Контролю подлежат следующие геометрические параметры: угол в плане φ, длина режущей части, биение режущей части и задний угол на ней. Для контроля используют универсальные измерительные средства и шаблоны (рис. 24 и рис. 25). Зенкеры и развертки диаметром менее 5 мм измеряют на инструментальном микроскопе (рис. 26) так же, как сверла.
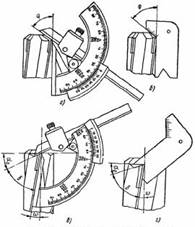
Рисунок 24 Контроль параметров заточки зенкера:
а – угла в плане универсальным угломером; б - комбинированным шаблоном; в - заднего угла через угол заострения универсальным угломером; г - комбинированным шаблоном
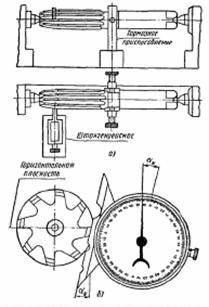
Рисунок 25 Контроль заднего угла развертки:
а – схема установки в центрах; б - схема измерения
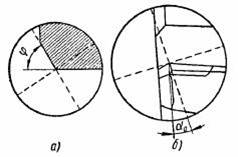
Рисунок 26 Вид в окуляре инструментального микроскопа при измерении параметров заточки зенкера:
а – угла в плане; б - заднего угла
При измерении заднего угла универсальным угломером и шаблоном (см. рис. 24, в, г), а также на инструментальном микроскопе (см. рис. 26, б) определяют сначала задний угол в осевом сечении αθ), а затем находят заданный чертежом угол в нормальном сечении tg αN = tgα0 sin φ.
Маятниковый угломер позволяет сразу определять нормальный задний угол. Для правильного измерения режущая кромка инструмента должна находиться в горизонтальной осевой плоскости. При контроле параметров на инструментальном микроскопе инструмент устанавливается на призму или в центра.
Выбор цилиндрической фрезы для конкретного случая обработки
На вертикально-фрезерном станке 6Р13 производят торцовое фрезерование плоской поверхности шириной В. Необходимо произвести выбор режущего инструмента. Исходные данные представлены в таблице 14.
Пример:
На вертикально-фрезерном станке 6Р13 производится торцовое фрезерование плоской поверхности шириной В=70 мм. Обрабатываемый материал – сталь 45 с пределом прочности σв=670 МПа (~67 кгс/мм2); заготовка – поковка. Обработка предварительная; параметр шероховатости Rz=80 мкм.
Необходимо: выбрать режущий инструмент.
Пример решения задачи:
1 Выбор инструмента
Принимаем торцовую фрезу со вставными ножами из быстрорежущей стали ГОСТ 1092-80 ([3], с.187, табл.93). Материал режущей части ─ Р6М5 ([3], с.115, табл.2).
Диаметр D торцовой фрезы выбирают в зависимости от ширины фрезеруемой поверхности В; ориентировочно D=(1,25÷1,6)В мм. Следовательно, D=(1,25÷1,6)70=87,5÷112 мм. Принимаем фрезу диаметром D=100 мм. Компоновочные параметры: В =40мм, d =32 мм, z=10([3], с.187, табл.93).
Геометрические параметры фрезы: γ=150 ([1], с.561, табл.4); α=120 ([1], с.562, табл.5); φ=600 , φ0=300 ([1], с.562, табл.6); w = 100 ([1], с.563, табл.7).
Таблица 14 Исходные данные
|
№ варианта |
Материал заготовки |
Заготовка |
Обработка; параметр шероховатости, мкм |
В |
|
мм |
||||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Сталь
Ст3, σв=460 МПа ( |
Поковка |
Черновая |
60 |
|
2 |
Серый чугун, 160НВ |
Отливка |
Черновая |
90 |
|
3 |
Алюминий
АЛ8, σв=490 МПа ( |
Штампованная |
Получистовая (окончательная); Rz = 20 |
120 |
|
4 |
Серый чугун, 180НВ |
Отливка |
Черновая |
120 |
|
5 |
Сталь
40Х, σв=700 МПа ( |
Поковка |
Получистовая (окончательная); Rа = 2,0 |
165 |
|
6 |
Серый чугун, 200НВ |
Отливка |
Черновая |
150 |
|
7 |
Сталь
Ст3, σв=460 МПа ( |
Поковка |
Получистовая (окончательная); Rа = 2,0 |
165 |
|
8 |
Сталь
30 ХГС, σв=750 МПа ( |
Штампованная |
Получистовая (окончательная); Rz = 20 |
110 |
|
9 |
Серый чугун, 220НВ |
Отливка |
Черновая |
130 |
|
10 |
Сталь 12Х18Н9Т, 143НВ |
Прокат |
Получистовая (окончательная); Rа = 2,0 |
6,5 |
|
11 |
Сталь
Ст3, σв=460 МПа ( |
Поковка |
Получистовая (окончательная); Rz = 20 |
90 |
|
12 |
Серый чугун, 160НВ |
Отливка |
Получистовая (окончательная); Rz = 20 |
120 |
|
13 |
Алюминий
АЛ8, σв=490 МПа ( |
Штампованная |
Черновая |
120 |
|
14 |
Серый чугун, 180НВ |
Отливка |
Получистовая (окончательная); Rz = 20 |
165 |
|
15 |
Сталь
40Х, σв=700 МПа ( |
Поковка |
Черновая |
150 |
|
16 |
Серый чугун, 200НВ |
Отливка |
Получистовая (окончательная); Rz = 20 |
75 |
|
17 |
Сталь
45 ХН, σв=750 МПа ( |
Поковка |
Получистовая (окончательная); Rz = 20 |
110 |
|
18 |
Сталь
45 ХН, σв=750 МПа ( |
Поковка |
Получистовая (окончательная); Rа = 2,0 |
90 |
|
19 |
Серый чугун, 220НВ |
Отливка |
Получистовая (окончательная); Rz = 20 |
6,5 |
|
20 |
Сталь 12Х18Н9Т, 143НВ |
Прокат |
Черновая |
90 |
|
21 |
Серый чугун, 220НВ |
Отливка |
Получистовая (окончательная); Rа = 2,0 |
120 |
|
22 |
Сталь 12Х18Н9Т, 143НВ |
Прокат |
Получистовая; Rz = 40 |
120 |
|
23 |
Сталь
45 ХН, σв=750 МПа ( |
Поковка |
Черновая |
75 |
|
24 |
Серый чугун, 160НВ |
Отливка |
Получистовая; Rz = 40 |
150 |
|
25 |
Алюминий
АЛ8, σв=490 МПа ( |
Штампованная |
Получистовая (окончательная); Rа = 2,0 |
75 |
Особенности назначения режимов резания при фрезеровании на фрезерном станке с ЧПУ
По сравнению с обычными станками при выборе параметров режима резания для станков с ЧПУ должны быть учтены хрупкое разрушение твердосплавного инструмента, экономическая стойкость инструмента и стабильность режимов резания.
Учет хрупкого разрушения. Твердосплавной инструмент выходит из строя из-за изнашивания или хрупкого разрушения. Обычно при выборе параметров режима резания для универсального оборудования с ручным управлением хрупкое разрушение не рассматривается. Имеется в виду, что рабочий непрерывно наблюдает за процессом резания и при выкрашивании инструмента отводит его, чем предотвращает нежелательные последствия хрупкого разрушения. Станок с ЧПУ работает по полуавтоматическому циклу, а зона обработки на большинстве станков закрыта кожухом, поэтому выкрашивание инструмента может привести к браку детали и поломке станка. Практика показывает, что до 30...50% резцов выходят из строя вследствие хрупкого разрушения. Поэтому при назначении параметр- ров режима резания необходимо учитывать и предупреждать явления, которые повышают вероятность выкрашивания.
Учет экономической стойкости инструмента. Режимы резания определяют энергетические затраты на обработку. Мощность резания, кВт, определяется по формуле:
![]()
где Pz - составляющая силы резания, Н; v - скорость резания, м/мин.
Расчет мощности позволяет правильно выбрать мощность главного привода станка и оценить жесткость системы СПИД.
Режимы резания определяют также интенсивность изнашивания инструмента и, следовательно, его стойкость Т. При наибольшей производительности станка
Т = (1/m - 1) × tсм,
где tсм - время работы инструмента до замены; m - показатель относительной стойкости инструмента (для твердосплавного инструмента m=0.2).
Экономическая стойкость Тэ - стойкость, которая для заданных условий обработки обеспечивает наибольшую производительность и минимальную стоимость обработки. Она определяется по формуле:
![]()
где Тэ - экономическая стойкость инструмента, мин; Qt - затраты, связанные с работой инструмента в течение одного периода стойкости, руб; Q,н - затраты, связанные с переточкой инструмента, руб; Е - стоимость одной станкоминуты, включая заработную плату рабочего с начислениями, руб.
На станках с ЧПУ с автоматической заменой инструмента экономическая стойкость инструмента может быть принята равной 15...25 мин, т.е. значительно меньшей, чем на станках с ручным управлением. Это позволяет форсировать режимы и получать на станках с ЧПУ большую производительность обработки. Однако интенсификация режимов резания повышает вероятность хрупкого разрушения инструмента. Устранение последствий выкрашивания пластин требует значительных затрат времени, а это снижает производительность. Если в данных условиях вероятность выкрашивания режущего инструмента велика, то интенсификация режимов резания недопустима и не имеет смысла уменьшать период экономической стойкости инструмента.
Последовательность выбора параметров. С учетом сказанного можно рекомендовать выбирать параметры режима резания для токарных станков с ЧПУ в такой последовательности (для заданных условий обработки): 1) глубина резания; 2) подача; 3) экономическая стойкость; 4) скорость резания.
При этом учитывают уровень технологического обеспечения, под которым понимают создание условий, повышающих надежность системы СПИД и стабильность процесса обработки, правильный выбор и повышение качества заготовок, дробление стружки, обеспечение равномерного припуска заготовок, высокое качество и правильный выбор режущего инструмента и т.п.
При выборе подачи кроме обычных поправок вводят поправку на вероятность выкрашивания пластины:
s = sн ks,
где sн - номинальная подача; ks - коэффициент вероятности в зависимости от уровня технологического обеспечения.
При высоком уровне технологического обеспечения ks = 1.1...1.4, при его снижении ks £ 1, поэтому снижается подача, а значит, уменьшаются нагрузка на режущую кромку и вероятность выкрашивания.
Методика конструирования цилиндрической и торцевой фрез
Основные размеры фрез, геометрические параметры и технические требования к ним приведены в стандартах или справочной литературе. Геометрические элементы лезвия можно выбрать по нормативам или справочной литературе. Форму и размеры пластин из твердого сплава, марку твердого сплава выбирают также по ГОСТу.
Наружный диаметр фрезы D зависит от диаметра оправки, размеров обрабатываемой поверхности, припуска на обработку и других факторов.
Обычно при конструировании фрез для определения диаметров оправки и цилиндрической фрезы пользуются следующим соотношением: D = (2,5…3) d.
Порядок расчета фрез следующий:
1. Предварительно задаемся длиной L фрезы (для заданной ширины фрезерования B) и соответственно ее диаметром D’, числом зубьев z’ и углом ω.
2. По справочнику определяем скорость движения подачи Sz (мм/зуб).
3. Диаметр отверстия под оправку:

Здесь
![]() - суммарный момент при
изгибе и скручивании оправки, Н·м (кгс·мм):
- суммарный момент при
изгибе и скручивании оправки, Н·м (кгс·мм):
где P – равнодействующая сил Pz и Py; P = 1,411 Pz;
l – расстояние между опорами фрезерной оправки (длина посадочного участка оправки), мм;
![]() - допустимое напряжение
на изгиб оправки для конструкционных сталей;
- допустимое напряжение
на изгиб оправки для конструкционных сталей;
![]() = (180...250)·106
МПа (~18 – 25 кгс/мм2).
= (180...250)·106
МПа (~18 – 25 кгс/мм2).
Pz определяется по нормативам или справочнику, полученное значение d округляется до ближайшего диаметра отверстия фрезы по ГОСТ 9472 – 83.
Далее по формуле D = (2,5…3) d окончательно устанавливается наружный диаметр фрезы и по стандарту принимается ближайший к расчетному. Значение длины фрезы L также берется из стандартов.
4.
Рассчитывается
окончательное число зубьев фрезы ![]() . Значение коэффициента m
зависит
от типа фрезы и выбирается по таблице 15.
. Значение коэффициента m
зависит
от типа фрезы и выбирается по таблице 15.
Таблица 15 Значения коэффициента m для определения числа зубьев фрезы.
|
Цилиндрические |
Торцовые цельные |
Угловые |
Фасонные |
Дисковые |
|
|||||||||||
|
Цельные |
Сборные |
|
|
|
|
|||||||||||
|
Крупнозубые с ω≤30̊ |
Мелкозубые с ω=15...20̊ |
с ω=20̊ |
с ω=45̊ |
Крупнозубые |
Мелкозубые |
|
|
|
|
|||||||
|
1,05 |
2 |
0,9 |
0,8 |
1,2 |
2 |
2,5-2,8 |
1,5-2 |
2 |
|
|||||||
5. Определяется шаг зубьев фрезы:
окружной торцовый шаг
![]()
осевой шаг
![]()
6. Проверяются полученные величины z и Sос на условие равномерного фрезерования:
![]()
С должно быть целым числом или величиной, близкой к нему.
Рекомендации, последовательность и пример расчета приведены в литературе [2] глава 5, §2.
Выбор инструмента для конкретного случая нарезания резьбы резцом, выполнение схемы обработки
Индивидуальное задание.
На токарно-винторезном станке мод. 16К20 на цилиндрической детали нарезают метрическую резьбу. Необходимо выбрать режущий инструмент.
Таблица 17 Исходные данные
|
№ п/п
|
Материал заготовки
|
Характер обработки
|
Размеры резьбы, мм
|
|
|
D х Р, мм
|
L, мм
|
|||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Сталь Ст3, σв=460 МПа ( |
Наружная обработка, с охлаждением |
М80х4-6g
|
34 |
|
2 |
Серый чугун, 160НВ |
Внутренняя обработка, чистовая |
М100х2-5Н |
80 |
|
3 |
Алюминий АЛ8, σв=490 МПа ( |
Наружная обработка, без охлаждения |
М42хЗ-8g
|
68 |
|
4 |
Серый чугун, 180НВ |
Наружная обработка, черновая |
М90х4-8h |
110 |
|
5 |
Сталь 40Х, σв=700 МПа ( |
Наружная обработка, с охлаждением
|
М36х2-8g
|
40 |
|
6 |
Серый чугун, 200НВ |
Наружная обработка, чистовая |
М80х2-7h |
115 |
|
7 |
Сталь Ст3, σв=460 МПа ( |
Наружная обработка, с охлаждением |
М100х2-5Н |
120 |
|
8 |
Сталь 30 ХГС, σв=750 МПа ( |
Внутренняя обработка, чистовая |
М42хЗ-8g |
50 |
|
9 |
Серый чугун, 220НВ |
Наружная обработка, без охлаждения |
М80х4-6g |
84 |
|
10 |
Сталь 12Х18Н9Т, 143НВ |
Наружная обработка, черновая |
М100х2-5Н |
52 |
|
11 |
Сталь Ст3, σв=460 МПа ( |
Наружная обработка, с охлаждением
|
М42хЗ-8g
|
102 |
|
12 |
Серый чугун, 160НВ |
Наружная обработка, чистовая |
М90х4-8h |
65 |
|
13 |
Алюминий АЛ8, σв=490 МПа ( |
Наружная обработка, с охлаждением
|
М36х2-8g
|
84 |
|
14 |
Серый чугун, 180НВ |
Внутренняя обработка, чистовая |
М80х2-7h |
25 |
|
15 |
Сталь 40Х, σв=700 МПа ( |
Наружная обработка, без охлаждения
|
М100х2-5Н |
150 |
|
16 |
Серый чугун, 200НВ |
Наружная обработка, черновая |
М42хЗ-8g
|
96 |
|
17 |
Сталь 45 ХН, σв=750 МПа ( |
Наружная обработка, с охлаждением
|
М90х4-8h |
24 |
|
18 |
Сталь 45 ХН, σв=750 МПа ( |
Наружная обработка, чистовая |
М80х4-6g
|
51 |
|
19 |
Серый чугун, 220НВ |
Наружная обработка, с охлаждением
|
М100х2-5Н |
90 |
|
20 |
Сталь 12Х18Н9Т, 143НВ |
Внутренняя обработка, чистовая |
М42хЗ-8g
|
52 |
|
21 |
Серый чугун, 220НВ |
Наружная обработка, без охлаждения
|
М90х4-8h |
70 |
|
22 |
Сталь 12Х18Н9Т, 143НВ |
Наружная обработка, черновая |
М36х2-8g
|
24 |
|
23 |
Сталь 45 ХН, σв=750 МПа ( |
Наружная обработка, с охлаждением
|
М80х2-7h |
43 |
|
24 |
Серый чугун, 160НВ |
Наружная обработка, чистовая |
М42хЗ-8g |
52 |
|
25 |
Алюминий АЛ8, σв=490 МПа ( |
Наружная обработка, с охлаждением
|
М90х4-8h |
85 |
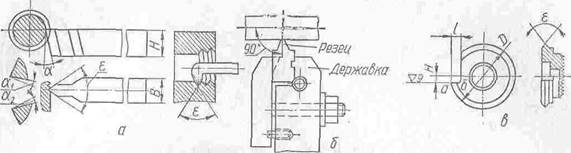
Рисунок 27 Схемы обработки
![]()
![]()
|
Выбор инструмента для конкретного случая нарезания резьбы плашкой и метчиком, выполнение схемы обработки
Индивидуальное задание.
На вертикально-сверлильном станке мод. 2Н135 нарезают метрическую резьбу. Необходимо выбрать режущий инструмент.
Таблица 18 Исходные данные
|
№ п/п |
Материал заготовки |
Характер обработки |
Размеры резьбы, мм
|
|
|
D х Р, мм
|
L, мм
|
|||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Серый чугун, 180НВ |
Отверстие глухое |
М14х2-7Н
|
68 |
|
2 |
Сталь
40Х, σв=700 МПа ( |
М10х1,5-7Н
|
110 |
|
|
3 |
Серый чугун, 200НВ |
М12х2-6Н |
40 |
|
|
4 |
Сталь
Ст3, σв=460 МПа ( |
Отверстие глухое
|
М12х1,5-7Н |
115 |
|
5 |
Сталь
30 ХГС, σв=750 МПа ( |
М16х2-7Н
|
120 |
|
|
6 |
Серый чугун, 220НВ |
М10х1,5-7Н |
50 |
|
|
7 |
Сталь 12Х18Н9Т, 143НВ |
Отверстие сквозное |
М12х2-6Н |
84 |
|
8 |
Сталь
Ст3, σв=460 МПа ( |
М12х1,5-7Н |
52 |
|
|
9 |
Серый чугун, 160НВ |
М18х2-7Н |
102 |
|
|
10 |
Алюминий
АЛ8, σв=490 МПа ( |
Отверстие глухое
|
М10х1,5-7Н
|
68 |
|
11 |
Серый чугун, 180НВ |
М12х2-6Н |
110 |
|
|
12 |
Сталь 40Х, σв=700 МПа ( |
М12х1,5-7Н |
40 |
|
|
13 |
Серый чугун, 200НВ |
Отверстие сквозное |
М20х2-7Н
|
84 |
|
14 |
Сталь
45 ХН, σв=750 МПа ( |
М10х1,5-7Н
|
25 |
|
|
15 |
Сталь
45 ХН, σв=750 МПа ( |
М12х2-6Н |
150 |
|
|
16 |
Серый чугун, 220НВ |
Отверстие глухое
|
М12х1,5-7Н |
96 |
|
17 |
Сталь 12Х18Н9Т, 143НВ |
М14х2-7Н
|
24 |
|
|
18 |
Серый чугун, 220НВ |
М10х1,5-7Н |
51 |
|
|
19 |
Сталь 12Х18Н9Т, 143НВ |
Отверстие сквозное |
М12х2-6Н |
90 |
|
20 |
Сталь
45 ХН, σв=750 МПа ( |
М12х1,5-7Н |
52 |
|
|
21 |
Серый чугун, 160НВ |
М16х2-7Н
|
|
|
|
22 |
Алюминий
АЛ8, σв=490 МПа ( |
Отверстие глухое |
М10х1,5-7Н
|
|
|
23 |
Сталь
Ст3, σв=460 МПа ( |
М12х2-6Н |
|
|
|
24 |
Серый чугун, 160НВ |
М12х1,5-7Н |
|
|
|
25 |
Алюминий
АЛ8, σв=490 МПа ( |
М10х1,5-7Н |
|
|
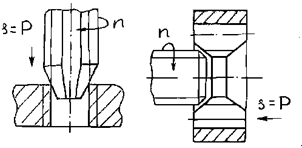
Рисунок 28 Схемы обработки
Рекомендации, последовательность и пример выполнения приведены в литературе [2] глава 8, §1.
Выбор инструмента для конкретного случая нарезания резьбы резьбовой фрезой, выполнение схемы обработки
Индивидуальное задание.
На фрезерном станке нарезают метрическую резьбу. Необходимо выбрать режущий инструмент.
Таблица 19 Исходные данные
|
№ п/п |
Материал заготовки |
Характер обработки |
Размеры резьбы, мм
|
|
|
D х Р, мм
|
L, мм
|
|||
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Серый чугун, 180НВ |
Наружная обработка с охлаждением |
М30х2-8g |
68 |
|
2 |
Сталь
40Х, σв=700 МПа ( |
М80хЗ-6g |
110 |
|
|
3 |
Серый чугун, 200НВ |
М42хЗ-8g |
40 |
|
|
4 |
Сталь
Ст3, σв=460 МПа ( |
Наружная обработка |
М36х2-8g |
115 |
|
5 |
Сталь
30 ХГС, σв=750 МПа ( |
М100х2-5Н |
120 |
|
|
6 |
Серый чугун, 220НВ |
М60хЗ-8Н |
50 |
|
|
7 |
Сталь 12Х18Н9Т, 143НВ |
Наружная обработка без охлаждения |
М80х4-6g |
84 |
|
8 |
Сталь
Ст3, σв=460 МПа ( |
М36хЗ-8g |
52 |
|
|
9 |
Серый чугун, 160НВ |
М52х1,5-8g |
102 |
|
|
10 |
Алюминий
АЛ8, σв=490 МПа ( |
Наружная обработка с охлаждением |
М80х2-6g
|
70 |
|
11 |
Серый чугун, 180НВ |
М60х2-6g |
24 |
|
|
12 |
Сталь 40Х, σв=700 МПа ( |
М68хЗ-6g |
43 |
|
|
13 |
Серый чугун, 200НВ |
Наружная обработка |
М45х2-8g |
52 |
|
14 |
Сталь
45 ХН, σв=750 МПа ( |
М30х2-8g |
85 |
|
|
15 |
Сталь
45 ХН, σв=750 МПа ( |
М42хЗ-8g |
150 |
|
|
16 |
Серый чугун, 220НВ |
Наружная обработка без охлаждения |
М36х2-8g |
96 |
|
17 |
Сталь 12Х18Н9Т, 143НВ |
М100х2-5Н |
24 |
|
|
18 |
Серый чугун, 220НВ |
М60хЗ-8Н |
51 |
|
|
19 |
Сталь 12Х18Н9Т, 143НВ |
Наружная обработка с охлаждением |
М80х4-6g |
90 |
|
20 |
Сталь
45 ХН, σв=750 МПа ( |
М36хЗ-8g |
52 |
|
|
21 |
Серый чугун, 160НВ |
М52х1,5-8g |
68 |
|
|
22 |
Алюминий
АЛ8, σв=490 МПа ( |
Наружная обработка |
М80х2-6g |
110 |
|
23 |
Сталь
Ст3, σв=460 МПа ( |
М100х2-5Н |
40 |
|
|
24 |
Серый чугун, 160НВ |
М60х2-6g |
84 |
|
|
25 |
Алюминий
АЛ8, σв=490 МПа ( |
М68хЗ-6g |
25 |
|
Эскизы обработки можно найти на сайте:
http://www.info.instrumentmr.ru/instrum_narez_rezbi.shtml
Рекомендации, последовательность и пример выполнения приведены в литературе [2] глава 8, §1.
Алгоритм расчета режимов резания при резьбонарезании
Изучив последовательность расчета режимов резания при сверлении, зенкеровании, развертывании, записать алгоритм расчета режимов.
Выбор инструмента для нарезания зубьев зубчатых колес методом копирования, выполнение схемы обработки
По исходным данным произведите выбор инструмента для нарезания зубьев зубчатых колес методом копирования и выполните схему обработки.
Таблица 20 Исходные данные
|
№ варианта |
Материал заготовки |
Обработка |
Зубчатое колесо |
Модуль, мм |
|
1 |
Сталь 45, 190 НВ |
Чистовая (по сплошному металлу); 2,0 |
Косозубое |
3 |
|
2 |
Сталь 40Х, 200 НВ |
Черновая (под последующее зубодолбление) |
Прямозубое |
6 |
|
3 |
Серый чугун, 170 НВ |
Чистовая (по сплошному металлу); 2,0 |
Прямозубое |
2,5 |
|
4 |
Сталь 12ХНЗ, 210 НВ |
Чистовая (по предва-рительно прорезанному зубу); 2,0 |
Косозубое |
5 |
|
5 |
Сталь 20Х, 170 НВ |
Черновая (под после-дующее зубодолбление) |
Прямозубое |
4,35 |
|
6 |
Серый чугун, 190 НВ |
Чистовая (по предва-рительно прорезанному зубу); 2,0 |
Косозубое |
6 |
|
7 |
Сталь 35Х, 185 НВ |
Черновая (под последующее зубодолбление) |
Прямозубое |
8 |
|
8 |
Серый чугун, 200 НВ |
Черновая (под последующее зубодолбление) |
Прямозубое |
8 |
|
9 |
Сталь ЗОХГТ, 200 НВ |
Чистовая (по сплошному металлу); 2,0 |
Косозубое |
2 |
|
10 |
Серый чугун210 НВ
|
Черновая (под после-дующее зубодолбление) |
Косозубое |
6 |
Выбор инструмента для нарезания цилиндрических и косозубых колес методом обкатки, выполнение схемы обработки
По исходным данным (табл.20) произведите выбор инструмента для нарезания зубьев зубчатых колес методом обкатки и выполните схему обработки.
Алгоритм расчета режимов резания при зубофрезеровании
Изучив последовательность расчета режимов резания при зубофрезеровании, записать алгоритм расчета режимов.
Алгоритм расчета режимов резания при зубодолблении
Изучив последовательность расчета режимов резания при зубодолдблении, записать алгоритм расчета режимов.
Контроль заточки зуборезного инструмента
При заточке дисковых зуборезных фрез может возникнуть нерадиальность или непрямолинейность передней поверхности, вызывающие искажение профиля зуба фрезы, а также неравномерность окружного шага, приводящая к биению режущих кромок.
Учитывая, что дисковые фрезы применяются для нарезания зубчатых колес пониженной точности, проверку этих погрешностей можно вести сравнительно простыми средствами. Непрямолинейность передней поверхности проверяется лекальной линейкой. Радиальность передней поверхности контролируется обычными приборами для контроля величины переднего угла, например, с помощью маятникового угломера или специального прибора для измерения передних углов.
О неравномерности окружного шага можно судить по биению режущих кромок на вершине зуба. Дисковые зуборезные фрезы можно также проверять при помощи приборов для контроля элементов у червячных фрез.
В червячных фрезах помимо дефектов положения и формы передней поверхности, накопленной погрешности окружного шага зубьев возможна также погрешность шага винтовых канавок. Червячные фрезы проверяются специальными приборами. Контроль радиальности передней поверхности можно производить в центрах при помощи индикатора с ценой деления 0,01 мм.
Измерительный наконечник располагают в горизонтальной осевой плоскости фрезы и устанавливают индикатор на нуль при натяге в 1—1,5 оборота. Установку на нуль рекомендуется выполнять по блоку концевых мер длины, верхняя поверхность которого совпадает с осью центров, или по специальной оправке, имеющей срез в осевой плоскости. Проверяемую фрезу укрепляют на оправке в центрах так, чтобы при соприкосновении измерительного наконечника с передней поверхностью у вершины зуба индикатор показывал нуль.
После этого измерительный наконечник перемещают в радиальном направлении и по показаниям индикатора определяют величину и знак нерадиальности передней поверхности зуба. Проверку производят по среднему зубу в каждой винтовой стружечной канавке. За отклонение от радиальности принимается наибольшая разность показаний индикатора на длине зуба, обнаруженная во всех стружечных канавках.
Погрешностью окружного шага канавок называется отклонение окружного шага между стружечными канавками от теоретического значения. Для проверки этой погрешности используются два вида приборов: для сравнительного измерения окружных шагов и с делительным диском.
Отклонение шага винтовых стружечных канавок можно определять также на универсальном микроскопе.
У прямозубого долбяка лекальной линейкой следует проверить прямолинейность передней грани, любым угломером, например маятниковым, — величину переднего угла и индикатором — торцовое биение передней поверхности на делительной окружности. Биение кромок не должно превышать 0,02 и 0,04 мм для долбяков классов А и В соответственно.
У косозубых долбяков для косозубых колес проверяют углы у и Ра, характеризующие положение передних поверхностей (используются обычные приборы для измерения углов), а также биение режущих кромок на делительной окружности.
Косозубые долбяки для шевронных колес имеют также специфическую проверку биения режущих кромок на разных сторонах зуба
Рекомендуется выполнить конспект по теме.
Выбор инструмента для конкретного случая обработки, выполнение схемы обработки
По чертежу, выданному преподавателем, произвести выбор инструмента для конкретного случая обработки, выполнить схемыу обработки
Алгоритм расчета режимов резания при протягивании
Изучив последовательность расчета режимов резания при сверлении, зен-керовании, развертывании, записать алгоритм расчета режимов.
Особенности конструирования шпоночной, шлицевой,
плоской протяжки
Так как при процессе протягивания стружка формируется как правило в очень
тяжелых условиях, поэтому на стойкость протяжек влияют размеры и формы канавки для отвода стружки. Продольное сечение канавки должно быть таких размеров, чтобы в канавке могла свободно разместиться вся образующаяся стружка. Если стружка не укладывается в канавке, происходит ее прессование, что может привести к поломке зубьев и даже к разрыву протяжки. Геометрические параметры стружечной канавки определяются длиной и толщиной срезаемого слоя при протягивании. Кроме этого, наличие канавки не должно чрезмерно ослаблять поперечное сечение протяжки.
Свойства обрабатываемого материала значительно влияют на срезаемую стружку и ее форму. При резании пластичных металлов она обычно завивается в спиральный валик, который размещается в активной, или рабочей, части канавки, а при обработке хрупких материалов, чугуна, бронзы и других стружка надлома срезается отдельными элементами, заполняющими все пространство канавки, включая ее не рабочий объем. Исходя из этих особенностей, в настоящее время применяют следующие профили канавок:
- Двухрадиусная форма обеспечивает хорошее формирование стружки в плотный валик, экономное заполнение канавки стружкой и ее удаление при обработке пластичных материалов даже с большими толщинами среза (а до 0,4 мм).
- Одноpадиусная форма с плоской спинкой зуба проста в изготовлении, однако стружка в ней может заклиниваться, поэтому применяется у профильных протяжек, имеющих сравнительно небольшие подъемы на зуб при обработке сталей, а также у протяжек других схем резания при обработке таких материалов, как чугун.
- Двухрадиусная специальная форма с выступами канавки обеспечивает хорошее удаление стружки при обработке с высокими скоростями резания.
-. Двухрадиусная удлиненная форма с прямолинейным участком на дне канавки применяется при обработке весьма длинных деталей. Образуемые здесь валики один за другим размещаются в канавке протяжки.
- Удлиненная однорадиусная форма с плоской спинкой проста в изготовлении, хорошо зарекомендовала себя для протяжек, применяемых при обработке длинных деталей из хрупкого металла.
Шаг черновых зубьев и другие геометрические параметры стружечной канавки протяжки подбираются исходя из условий нормального процесса заполнения стружки в канавке протяжки. Срезаемая стружка при обработке пластичных материалов свертывается в плоскую спираль и размещается в активной части канавки, глубина канавки и шаг рассчитываются исходя из величины коэффициента заполнения, величина которого определяется из отношения площадей или объемов активной части канавки к площади или объему срезаемого слоя.
Величина коэффициента заполнения обычно устанавливается опытным путем. Величина коэффициента зависит от свойств материала, толщины среза, размера и формы канавки. У профильных протяжек, когда на срезаемой стружке получается ребро жесткости от стружкоразделителя предыдущего зуба, это препятствует свертыванию стружки в валик, коэффициент заполнения на 25% больше, чем для групповых протяжек, где он изменяется от 2,5 до 3,3. Кроме этого, при обработке сталей с увеличением толщины среза коэффициент k для профильных протяжек увеличивается, а для групповых — уменьшается. Для чугуна, бронзы и других хрупких металлов это влияние сказывается незначительно и коэффициент k изменяется от 1,8 до 2,5.
При определении шага зубьев протяжки, кроме рекомендаций, связанных с выбором размера и формы канавок, необходимо учитывать следующие требования.
1. Геометрические параметры режущих элементов зуба должны обеспечивать максимальную стойкость протяжки.
2. Зуб должен иметь максимальное количество переточек.
3. Зуб должен быть достаточно прочным, чтобы не разрушаться под воздействием изгибающей тангенциальной силы резания.
Геометрические параметры зубьев протяжек. Величина переднего угла у = 5—25° устанавливается в зависимости от свойства обрабатываемого материала, а также материала протяжки, хотя в настоящее время большинство протяжек изготавливается из быстрорежущих сталей Р9, Р12, Р18, Р6М5 и других марок.
Увеличение переднего угла от 5 до 15° при протягивании сталей повышает стойкость быстрорежущих протяжек, по данным ЧТЗ, на 20—25%, а при величинах подъема на зуб свыше 0,05 мм способствует уменьшению силы резания. Угол у также оказывает влияние на крутизну стружечных валиков. Задний угол зубьев внутренних протяжек принимается независимо от свойств протягиваемого материала, Здесь определяющим фактором является необходимость сохранения их рабочих размеров при перетачивании зубьев.
Наличие ленточки с нулевым задним углом на зубьях протяжки оказывает значительное влияние на увеличение сил трения зуба об обработанную поверхность и также на увеличение сил резания. Поэтому режущие зубья рекомендуется затачивать до острия, а для облегчения процесса заточки рекомендуется оставлять фаску шириной не более 0,02—0,03 мм. На калибрующих зубьях величина фаски должна быть не больше 0,2 мм.
У наружных протяжек, установка которых на определенный размер может легко регулироваться, для повышения стойкости задние углы на режущих зубьях могут быть увеличены до б—10 градусов.
Выбор характеристики шлифовальных кругов
Выбрать характеристику шлифовального круга для заданных условий обработки (табл.21). Обосновать выбор принятой характеристики круга
Таблица 21 Индивидуальные задания
|
№ вариант |
Материал заготовки |
Шлифование |
Обработка и параметр шероховатости, мкм |
|
1 |
Сталь 45ХН закаленная, HRC 45 |
Внутреннее |
Окончательная, Ra= 0,5 |
|
2 |
Серый чугун СЧ 30, НВ 220 |
Внутреннее |
Предварительная, Ra=2 |
|
3 |
Сталь жаропрочная 12X18Н9Т |
Внутреннее |
Предварительная, Ra=1 |
|
4 |
Сталь У7Азакаленная, HRC 60 |
Плоское, торцом круга |
Предварительная, Ra=1 |
|
5 |
Серый чугун СЧ 15, НВ 190 |
Плоское, торцом круга |
Предварительная, Ra=2 |
|
6 |
Сталь Ст5 незакаленная, HRC 35 |
Плоское, периферией круга |
Предварительная, Ra=2 |
|
7 |
Сталь 40 закаленная, HRC 35 |
Плоское, периферией круга |
Окончательная Ra= 1 |
|
8 |
Сталь 45Х незакаленная |
Наружное круглое в центрах с продольной подачей |
Предварительная, Ra=2 |
|
9 |
Серый чугун СЧ 20, НВ 200 |
Наружное круглое в центрах с продольной подачей |
Окончательная, Ra= 1 |
|
10 |
Сталь 40 X закаленная HRC 52 |
Наружное круглое в центрах с радиальной подачей |
Окончательная, Ra= 0,5 |
Схемы обработки для различных видов шлифования
Выполнить схемы обработки для различных видов шлифования в соответствии с заданием (табл.21).
Специальные виды шлифования
Специальными видами шлифования являются резьбошлифование, зубошлифование, хонингование, суперфиниширование и др.
Шлифование является, как правило, окончательной операцией технологического процесса механической обработки деталей либо предшествует операции доводки или полирования.
Резьбошлифование применяется при необходимости изготовления резьб с высокой точностью (3...6 степень точности) и низкой шероховатостью поверхностей (Ra = 0,3.....0,6 мкм) после закалки. Резьба с большим шагом предварительно нарезается. Если шаг равен или меньше 1,5 мм, то используют абразивное резьбонарезание, при котором резьбу шлифуют по целому, без предварительной подготовки профиля.
Резьбошлифование однопрофильным (однониточным) кругом используют для резьб любой длины в единичном и среднесерийном производствах. Шлифуют внутреннюю, наружную и коническую резьбу при изготовлении резьбонарезного инструмента (метчиков, гребенок, плашек), резьбовых калибров, ходовых винтов, червяков, накатных роликов.
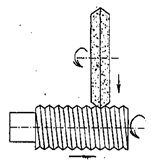
Рисунок 29 Резьбошлифование
Резьбошлифование многопрофильным кругом применяется в серийном и массовом производствах. Для обработки коротких резьб используют метод врезания, для длинных- с осевым движение подачи.
Зубошлифование применяется при обработке закаленных зубчатых колес с высокой точностью (3...7 степень точности) и низкой шероховатостью (Ra =0,3...0,6 мкм).
Зубошлифование методом копирования выполняется с периодическим делением. Используется для прямозубых цилиндрических зубчатых колес как внешнего, так и внутреннего зацепления. Отличается высокой производительностью. Используется в массовом и крупносерийном производстве.
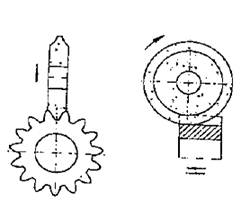
Рисунок 30 Зубошлифование
Зубошлифование методом обкатки червячным абразивным кругом производится для обработки цилиндрических зубчатых колес с прямыми и косыми зубьями. Отличается высокой производительностью, точностью, а также возможностью шлифования зубчатых колес с малым модулем. Используется в серийном и массовом производстве.
Зубошлифование методом обкатки двумя тарельчатыми кругами используется для цилиндрических прямозубых и косозубых зубчатых колес. Обеспечивает высокое качество шлифованных поверхностей. Используется в серийном и массовом производстве.
Хонингование представляет собой процесс окончательной обработки в основном внутренних поверхностей деталей абразивными или алмазными брусками, которые закреплены на хонинговальной головке, установленной на станке. Головка осуществляет вращательное и возвратно-поступательное движения. Бруски с заданным усилием (давлением) прижимаются в радиальном направлении к обрабатываемой поверхности.
Особенностями процесса хонингования являются: большая поверхность контакта режущего инструмента с обрабатываемой поверхностью; малая величина давления брусков и низкие скорости резания; значительное количество одновременно работающих зерен; низкая температура в зоне резания.
Благодаря передаче давления на бруски через конусы с углом менее 45° обеспечивается высокая жесткость системы инструмент — деталь, что дает возможность исправлять погрешности формы, как в продольном, так и в поперечном сечении заготовок. Точность обработанных отверстий соответствует 6—8-му квалитетам. Снимаемый припуск при этом может достигать 0,5—1,0 мм на диаметр и более. Диапазон размеров хонингуемых отверстий очень широк и составляет по диаметру от 2,5 до 1000 мм, а по длине — от 5 до 25000 мм.
В связи с тем что инструмент (хонинговальная головка с закрепленными в ней абразивными «брусками) или обрабатываемая заготовка устанавливается на станке шарнирно, точность обработки зависит в основном только от жесткости системы инструмент — деталь.
Суперфиниширование — это отделочная обработка поверхностей деталей мелкозернистыми абразивными брусками, совершающими колебательные движения амплитудой 2—5 мм с частотой от 500 до 2000 дв. ход./мин.
В большинстве случаев суперфиниширование применяют для финишной обработки трущихся контактирующих поверхностей после шлифования, когда необходимо существенно повысить эксплуатационные свойства деталей. Это достигается благодаря обеспечению малой шероховатости поверхности (0,6—0,05 мкм), удалению ее волнистости и других дефектов, образовавшихся при шлифовании, значительному уменьшению огранки (до 0,3—0,5 мкм), формированию упорядоченного поверхностного слоя без каких-либо структурных изменений. При суперфинишировании также могут быть уменьшены такие погрешности формы, как овальность, седлообразность, конусообразность, бочкообразность. Кроме того, этот процесс позволяет управлять направлением и формой микронеровностей, что очень важно для повышения эксплуатационных качеств таких ответственных деталей машин, как шпиндели и пиноли станков, коленчатые и распределительные валы, поршневые пальцы, клапаны и др.
К преимуществам суперфиниширования по сравнению с другими методами финишной обработки относятся: простота применяемого оборудования; возможность использования универсальных (токарных, шлифовальных) станков с помощью головок-вибраторов; высокая производительность, в особенности при бесцентровой обработке на проход при многобрусковых наладках; высокое качество получаемых поверхностей без структурных изменений металла поверхностного слоя, что связано с низкими давлениями (250—300 Н) и скоростями резания (10—100 м/мин); возможность работы по автоматическому циклу с механической загрузкой деталей и активным контролем их размеров. К этому следует добавить, что получаемые поверхности надежно удерживают смазку и имеют значительно большую, чем при шлифовании, фактическую опорную площадь (до 95% номинальной площади).
Шлицешлифование производится методом копирования. Если центрирование шлицевого соединения выполняется по боковым поверхностям шлицев, то шлифуют только боковые поверхности шлицев вала. При центрировании шлицевого соединения по внутреннему диаметру шлицевой вал шлифуют по боковым сторонам и внутреннему диаметру шлицев.
Наиболее производительным является шлицешлифование, при котором шлифование боковых поверхностей и дна впадин выполняется одновременно, одним или двумя кругами.
Доводка — притирка — это отделочная операция, при которой съем металла с обрабатываемой поверхности детали производится абразивными зернами, свободно распределенными в пасте или суспензии, которая нанесена на поверхность инструмента — притира. Выполняется она при малых скоростях и переменном направлении рабочего движения притира. Эта наиболее трудоемкая отделочная операция позволяет получать поверхности шероховатостью Ra =0,04—0,02 мкм и Ra =0,1— 0,025 мкм с отклонениями от требуемой геометрической формы до 0,1—0,3 мкм. Физико-механические свойства поверхностей после доводки — притирки всегда выше, чем после тонкого шлифования.
Изучив теоретический материал, рекомендуется выполнить конспект.
Особенности выбора режимов резания при наружном шлифовании глубинным методом и методом радиальной подачи
Шлифование – процесс резания материалов с помощью абразивного инструмента, режущими элементами которого являются абразивные зерна. Движение резания при шлифовании – вращение шлифовального круга, движение подачи – возвратно-поступательное движение стола станка с заготовкой и (или) поступательное движение шлифовальной бабки со шлифовальным кругом.
Различают круглое наружное шлифование, внутреннее круглое шлифование, плоское шлифование, бесцентровое шлифование. Круглое наружное шлифование применяется для обработки цилиндрических наружных поверхностей и осуществляется двумя способами: с продольной подачей (метод врезания) – применяется если длина шлифуемой поверхности меньше ширины круга.
Разработку режимов резания при шлифовании начинают с выбора характеристики шлифовального круга.
Для этого устанавливают:
‒ тип (форму) шлифовального круга,
‒ материал абразивного зерна,
‒ зернистость,
‒ индекс зернистости,
‒ твердость,
‒ структура,
‒ класс круга.
После выбора элементов характеристики следует записать полную характеристику, которая содержит такие параметры: форму (тип), марку зерна, зернистость, индекс зернистости, твердость круга, структуру, тип связки, класс круга, допустимую окружную скорость.
Основными элементами режима резания при шлифовании являются:
‒ окружная скорость в м/с (указывается в конце характеристики круга и является максимальной допускаемой прочностью круга);
‒ скорость вращательного или поступательного движения детали в м/мин;
‒ глубина шлифования t мм – слой металла, снимаемый шлифовальным кругом за один или двойной ход при круглом или плоском шлифовании или же равная всему припуску на сторону при врезном шлифовании;
‒ продольная подача S – перемещение шлифовального круга вдоль своей оси в мм на оборот заготовки при круглом шлифовании или в мм на каждый ход стола при плоском шлифовании периферией круга;
‒ радиальная подача Sp – перемещение шлифовального круга в радиальном направлении в мм на один оборот детали при врезном шлифовании.
Эффективная мощность (мощность необходимая для резания) рассчитывается по эмпирической формуле или определяется по таблицам нормативов.
Основное время при круглом шлифовании с продольной подачей
 , мин
, мин
где h – припуск на сторону, мм;
Vc – скорость продольного хода стола , м/мин;
t – глубина шлифования, мм;
К – коэффициент выхаживания; К=1,4 – при чистовом шлифовании; К=1,1 – при предварительном шлифовании;
L – величина хода стола, мм
L=l-(1-K×m)×Bk , мм
где l – длина шлифуемой поверхности;
К – число сторон перебега круга (К=2 – при сбеге круга в обе стороны, К=1 – при сбеге круга в одну сторону, К=0 – без сбега);
m – перебег в долях ширины круга;
Bk – ширина шлифовального круга, мм.
При круглом наружном шлифовании методом врезания
 , мин,
, мин,
где nз – частота вращения заготовки, об/мин;
Sp – радиальная подача, мм/об.
При круглом шлифовании
 , мин
, мин
где S – продольная подача, мм/об.
При круглом внутреннем шлифовании перебег круга в обе стороны равен 0,5×В, тогда
L=l-(1-2×0,5)×B,
т.е.L=l
Плоское шлифование
 , мин
, мин
где Н – перемещение шлифовального круга в направлении поперечной подачи, мм;
L – величина хода стола, мм;
h – припуск на сторону;
Vc – скорость движения стола, м/мин;
g – число одновременно шлифуемых заготовок.
Н=Вз+Вк+5, мм
где Вз – суммарная ширина заготовок, установленных на столе, мм.
Вк – величина шлифовального круга, мм.
L=l+(10¸15), мм
где l – суммарная длина заготовок , установленных на столе, мм.
Алгоритм расчета режимов резания при щлифовании
Изучив последовательность расчета режимов резания при сверлении, зен-керовании, развертывании, записать алгоритм расчета режимов.
Вибрационная обработка методом пластической деформации. Применяемые приспособления и инструменты. Источник вибрации
Вибрационные методы интенсификации технологических процессов находят все большее применение в промышленности. Вибрации и сотрясения отливок во время затвердевания измельчают структуру металла, облегчают дегазацию слитка, изменяют характер ликвации, повышают механические свойства, ускоряют кристаллизацию, вызывают в отливках из чугуна измельчение графитовых включений, способствуют заполнению тонких ребер в процессе литья, повышают плотность отливок и др.
Полезное применение вибрация нашла в порошковой металлургии, благодаря чему удалось получить заготовки на 10-20% плотнее, чем при обычном прессовании высоким статическим давлением, и снизить усилия прессования. Использование вибрации при обработке металлов давлением расширяет технологические возможности пластической деформации.
Вибрационное нагружение снижает напряжение деформирования, увеличивает пластичность металлов; снижает остаточные напряжения, обеспечивает более равномерное распределение деформаций и напряжений, способствует получению более однородной и мелкозернистой структуры. Такое влияние вибрации на технологические и механические свойства металлов объясняется уменьшением как внутренних, так и внешних сил сопротивления деформации, наиболее значительной частью которых является контактное трение.
Практически верхний предел ультразвуковых колебаний соответствует частоте тепловых колебаний молекул вещества. Существуют различные типы вибровозбудителей — гидравлические, пневматические, электромагнитные, электромеханические, гидродинамические и магнито-стрикционные. Так, например, электромеханические инерционные вибровозбудители с приводом от асинхронных двигателей основаны на принципе возникновения центробежной силы при вращении неуравновешенной массы (дебаланса).
Они обеспечивают возможность получения больших кинетических моментов и сравнительно высоких частот при устойчивости и надежности работы. В установившемся режиме основная часть мощности привода вибровозбудителя расходуется на преодоление трения. При использовании вибраций одной из основных проблем является устранение шума, основным источником которого служат подшипники, передача, амортизаторы и др.
Вибровозбудитель представляет собой массивную стальную блок-плиту, в горизонтальных расточках которой установлены на подшипниках качения вибровалы симметрично относительно оси пресса. Каждый вибровал приводится отдельным асинхронным двигателем через скоростную плоскоременную передачу. Валы вращаются навстречу друг другу.
Жесткость конструкций виброблока обеспечивает синхронизацию вращения валов и строго вертикально направленные колебания. Виброблок ставится на упругие амортизаторы. Суммарная жесткость амортизаторов определяется таким образом, чтобы собственная частота вибрируемой массы была значительно меньше минимальных возбуждаемых частот во избежание появления резонанса и передачи вибрации на фундамент.
Кроме того, амортизаторы должны выдерживать рабочее усилие пресса. В практике применяют пружинные, а также надежные в работе гидравлические закрытые амортизаторы с постоянным объемом жидкости. В качестве рабочей жидкости используется цилиндрическое масло. Ступенчатое регулирование частоты вибратора от 60 до 200 гц осуществляется сменными шкивами, а регулирование амплитуды от 0,06 до 0,5 мм достигается сменой дебалансов.
Электромеханический вибратор использован также при создании вибрационного пресса, в котором статическое усилие от гидравлической системы пресса обеспечивает смыкание частей штампа, а вибрационноенагружение создается вибратором дебалансового типа. Вибратор передает колебательное движение штоку, проходящему через верхнюю тарверсу пресса. Шток ударяет по верхней половине штампа, создавая дополнительную пульсирующую нагрузку при штамповке.
Электромагнитный вибратор представляет собой электромагнит переменного тока или постоянного тока с прерывателем и прикрепленной к электромагниту рабочей частью.
У гидравлических вибраторов пульсация рабочей жидкости создается путем воздействия на плунжер эксцентриковым валом.
На некоторых типах, гидравлических прессов можно осуществлять вибрационную обработку включением в цепь вибрационного клапана. Одним из способов является получение вибрации с помощью гидравлического вибратора, генератором гидравлических импульсов в котором служит винтовой насос.
Масло, захватываемое вращающимися винтами, нагнетается по трубопроводу в полость цилиндра и создает давление на поршень, вызывая этим смещение инструмента. Выступы на вращающихся винтах открывают в обойме отверстие, вследствие чего масло сбрасывается в резервуар и давление на поршень частично снижается. Затем масло вновь нагнетается в полость цилиндра, и далее работа происходит в той же последовательности.
Гидродинамическая вибрация основана на использовании электрогидравлического эффекта. Это явление заключается в том, что при создании внутри объема жидкости специально сформированного импульса электрического разряда в зоне последнего развиваются весьма высокие давления, которые можно широко использовать в практических целях. При увеличении мощности источников питания создается возможность многоимпульсного нагружения.
Идея технологического применения деформирования с помощью импульсных электромагнитных полей основывается на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными, например, в стенках обрабатываемой трубной заготовки при пересечении их силовыми магнитными линиями импульсного магнитного поля и самим магнитным потоком импульса.
Если оправка, на которой осуществляется обжатие, выполнена из металла, то время деформации должно быть меньше времени проникновения магнитного поля через стенку изделия. При невыполнении этих условий образуется «магнитная подушка» между оправкой и изделием. Образование «магнитной подушки» вызывает противодавление и приводит к обратному эффекту (при обжиме -к раздаче, при раздаче — к обжиму). Предотвратить «магнитную подушку» можно путем создания колебательной магнитной пульсации вместо магнитной пульсации, направленной в одну сторону. Для этого производят изменение разряда синусоидально во времени.
Для возбуждения высокочастотных колебаний используют ультразвуковой генератор, мощность которого передается к магнитострикционному преобразователю. Свойствами магнитострикции, т. е. изменения геометрических размеров под действием магнитного поля, обладают ферромагнитные материалы — железо, кобальт, никель, сплавы на их основе и др. С повышением температуры магнитострикционный эффект уменьшается и при температуре, соответствующей точке Кюри, становится равным нулю. Наилучшим материалом является пермендюр, точка Кюри которого соответствует 958° С, а частота 20-60 кгц.
Основными параметрами ультразвуковых волн являются: частота, длина волны и скорость ее распространения. Соотношение между этими величинами выражается уравнением
Ультразвуковая волна короче звуковой. Малой длиной ультразвуковых волн можно объяснить сходство в свойствах ультразвуковых и световых волн. Ультразвуковые волны, так же как и световые, не рассеиваются при распространении, а образуют узкие пучки. Как и световые лучи, они подчиняются законам геометрической оптики, могут отражаться, преломляться и фокусироваться.
Скорость распространения ультразвуковых колебаний в разных средах различна и определяется упругими свойствами среды и ее плотностью. На скорость распространения ультразвуковых волн влияют такие факторы, как температура, давление, наличие примесей и др. Использование ультразвуковых колебаний в промышленных целях ограничивается существующими в настоящее время мощностями ультразвуковых установок.
Циклическое нагружение приводит к образованию более широких и более коротких полос скольжения, т. е. сдвиг происходит одновременно по значительно большему числу плоскостей и при напряжениях меньших, чем статический предел упругости. Под влиянием пульсирующих ударов в каждый момент отрыва инструмента от металла или ослабления контактирующих сил происходит перераспределение смазки адсорбционного слоя, роль которого может выполнять даже воздух.
Поэтому вибрационный характер приложения нагрузки снижает контактное трение и усилие деформации. Применение указанного нагружения тем эффективнее, чем больше отношение площади поперечного сечения к высоте образца и чем больше коэффициент трения. Одной из причин уменьшения усилия деформирования является также возникновение локальной усталости. В условиях вибронагружения пластические деформации относительно небольшой величины сосредоточивается в большом количестве микрообъемов.
Одним из условий обеспечения эффективности вибрационного нагружения является оптимальное соотношение амплитуд нагружения и разгрузки. Относительное перемещение инструмента и металла, по мнению некоторых авторов, необходимо поддерживать в пределах 0,01-0,005 мм/цикл.
При максимальной амплитуде разгрузки коэффициент контактного трения уменьшается до значения 0,05. Таким образом, в процессах, где смазка является нежелательной или трудноудерживаемой, ее может заменить вибрация. Так как с увеличением коэффициента вибрации уменьшается контактное трение, то деформация поверхностных слоев идет более интенсивно.
Вибрационное нагружение оказывает влияние на структуру металла. При вибрационном нагружении образцов из алюминиевых сплавов и легированных сталей уменьшаются остаточные напряжения II рода; распределение напряжений I и II рода происходит более равномерно. Релаксация (ослабление) остаточных напряжений в зернах, имеющих наибольший предел текучести, в момент разгрузки и в процессе повторного награждения принимается в качестве причин появления дополнительной деформации, т. е. послетечения.
Явление послетечения заключается в том, что образец получает некоторое удлинение после снятия растягивающей нагрузки. Вибрационная нагрузка оказывает положительное влияние на получение однородной и мелкозернистой структуры металла при последующей рекристаллизации.
Опыты с монокристаллами металлов, подвергнутых пластической деформации и одновременному периодическому воздействию ультразвуковых волн в процессе нагружения, показали, что напряжение деформации понижается каждый раз на 20-40%.
Наложение ультразвукового поля снижает прочностные характеристики металлов, благодаря чему обработка металлов давлением облегчается. Атомы металла получают дополнительные колебания, возрастают амплитуды колебаний, ослабляются межатомные связи и увеличивается пластичность, подобно явлениям, происходящим при нагревании. В настоящее время показано, что на деформацию с применением ультразвука затрачивается больше энергии, чем на нагрев металла.
Этот повышенный расход энергии объясняется повышенным поглощением волновой энергии дефектами решетки (дислокации, фазовые границы, межзеренные границы и т. д.).
Уменьшение сил трения при обработке с ультразвуком относится к поверхностным эффектам. Существует также и объемный эффект. Он связан с увеличением пластичности металла под воздействием ультразвука.
Исследователи приписывают этот эффект появлению, кроме статических напряжений, динамических напряжений, которые суммируются со статическими в узлах упругих волн. Ультразвуковые колебания как бы «поднимают» дислокацию из так называемых «потенциальных ям», в которых они находятся благодаря каким-либо закреплениям (вакансии, меж-узельные атомы), и продолжают свое движение под воздействием ультразвукового поля. Все это вместе взятое способствует облегчению движения дислокаций и пластическому формоизменению металла.
Одной из простых технологических операций, которую можно осуществить с помощью вибрации, является осадка цилиндрических образцов. Как показано на рис. 112, усилие цилиндрического образца из стали марки Ст.З при температуре 1100° С при статическом нагружении выше, чем при вибрационном. Вибрационное нагружение обеспечивает более интенсивное течение металла по контактной поверхности осаживаемого образца с инструментом; создается более однородная структура, уменьшается неравномерность деформации.
Образцы, деформированные в ультразвуковом поле малой интенсивности, имеют бочкообразность, на 30- 40% меньшую, чем образцы, деформированные без применения ультразвука. Объемная штамповка с применением вибрации используется для получения лопаток из специальных сплавов. Штамповка осуществляется при температуре заготовок 480° С и штампов 410° С.
Четырехвальный шестеренчатый дебалансный вибратор, посаженный на верхний конец дополнительного штока, проходящего через подвижную траверсу, оказывает виброударное воздействие на предварительно сжатый силовыми цилиндрами штамп с заготовкой. Сочетание статической и вибрационной нагрузок способствует увеличению скорости деформации при минимальном обжатии за каждый удар и тем самым уменьшает потребную мощность и увеличивает точность поковок.
Значительно повышается пластичность металла и уменьшается наклеп. Частота колебаний штока составляет 16-21 гц и амплитуда — до 8 мм. Вибрационное нагружение улучшает заполняемое ручья штампа. Штамповки лопаток получили с припуском непосредственно под полировку. Вибрационное нагружение благоприятно сказывается на процессе чеканки, особенно тонких изделий. Вибрационная чеканка повышает точность размеров, характеризующуюся величиной выпуклости торцовой поверхности образца, примерно на 50%.
В процессах вытяжки листового материала вибрация накладывается на пуансон, матрицу и складкодержатель.\’При этом наблюдается уменьшение усилия деформирования и обрывов, увеличение коэффициента вытяжки и точности изделий. Для вибропрессования используют листоштамповочный пресс, оборудованный вибратором, создающим колебания частотой 40 гц и амплитудой 0,1 мм.
Использование ультразвука при волочении показало эффективность этого процесса. Усилие волочения с применением ультразвука составляло 30-60% от усилия Еолочения без применения ультразвука. Ультразвуковые колебания увеличивают пластичность протягиваемой проволоки примерно на 30-35% и улучшают механические свойства. Предел прочности проволоки после волочения в ультразвуковом поле на 10- 15% ниже, чем предел прочности после обычного волочения.
Применяя вибрацию в процессах обработки металлов давлением, необходимо учитывать наряду с положительными сторонами и недостатки метода. К ним относятся прежде всего повышенный расход энергии на деформацию, частичное разупрочнение материала рабочего инструмента, ухудшение работы технологического оборудования вследствие вибрации и др. Поэтому, определяя технологические режимы получения изделий с применением вибродеформации, следует сопоставлять эффективность метода как по отдельным операциям, так и процесса в целом.
Рекомендуется выполнить конспект по теме.
Рекомендуемая литература
Основные источники:
1. Гоцеридзе Р.М. Процессы формообразования и инструменты. - М.: Издательский центр «Академия», 2006. − 384 с.
2. Нефедов Н. А., Осипов К. А. Сборник задач и примеров расчета по резанию металлов и режущему инструменту. - М.: Машиностроение, 1990. − 448 с.
3. Обработка металлов резанием. Справочник технолога. Под ред. А.А.Панова. − М.: Машиностроение 1, 2004. —784 с.
4. Режимы резания металлов. Справочник под ред. Ю.В.Барановского. − М.: НИИТавтопром, 1972.— 408 с.
5. Справочник технолога-машиностроителя В 2 т − т.1 / Под ред. А.Г. Косиловой, В.К. Мещерякова. - М.: Машиностроение-1, 2001. − 912 с.
6. Справочник технолога-машиностроителя В 2 т − т.2 / Под ред. А.Г. Косиловой, В.К. Мещерякова. - М.: Машиностроение-1, 2001. − 944 с.
7. Черепахин А.А. Технология обработки материалов. - М.: Издательский центр «Академия», 2004. − 272 с.
Дополнительные источники:
1. Вереина Л.И. Токарное дело: Альбом плакатов. – М.: ОИЦ «Академия», 2010. − 36 с.
2. Вереина Л.И. Фрезерные и шлифовальные работа: Альбом плакатов. – М.: ОИЦ «Академия», 2005.Покровский Б.С., Скакун В.А. Слесарное дело: Альбом плакатов. – М.: ОИЦ «Академия», 2008. − 31 с.
3. Гапонкин В.А., Лукашев Л.К., Суворова Т.Г. Обработка резанием, металлорежущий инструмент и станки. - М.: Машиностроение, 1990.− 448 с.
4. Гини Э.Ч. Технология литейного производства: специальные виды литья. − М.: Издательский центр «Академия», 2005. − 352 с.
5. Слесарные работы [Электронный ресурс]. URL: http://metalhandling.ru/.
6. Технология конструкционных материалов. Под ред. А.М. Дальского. М.: Машиностроение, 2002. − 511 с.
7. Черпаков Б.И., Альперович Т.А. Книга для станочника. М.: ИРПО; Издательский центр «Академия», 2004. − 336 с.
Скачано с www.znanio.ru
Министерство образования и науки
Настоящие методические указания содержат краткий теоретический материал, необходимый для выполнения внеаудиторной самостоятельной работы студентов
СОДЕРЖАНИЕ Введение 4
Алгоритм расчета режимов резания при обработке деталей на токарных станках с
Особенности конструирования шпоночной, шлицевой, плоской протяжки 87
ВВЕДЕНИЕ Методические указания разработаны для студентов
Для выполнения самостоятельной работы рекомендуется выполнять тематический конспект
КРИТЕРИИ ОЦЕНКИ ВЫПОЛНЕНИЯ
Со значительными отступлениями от требований
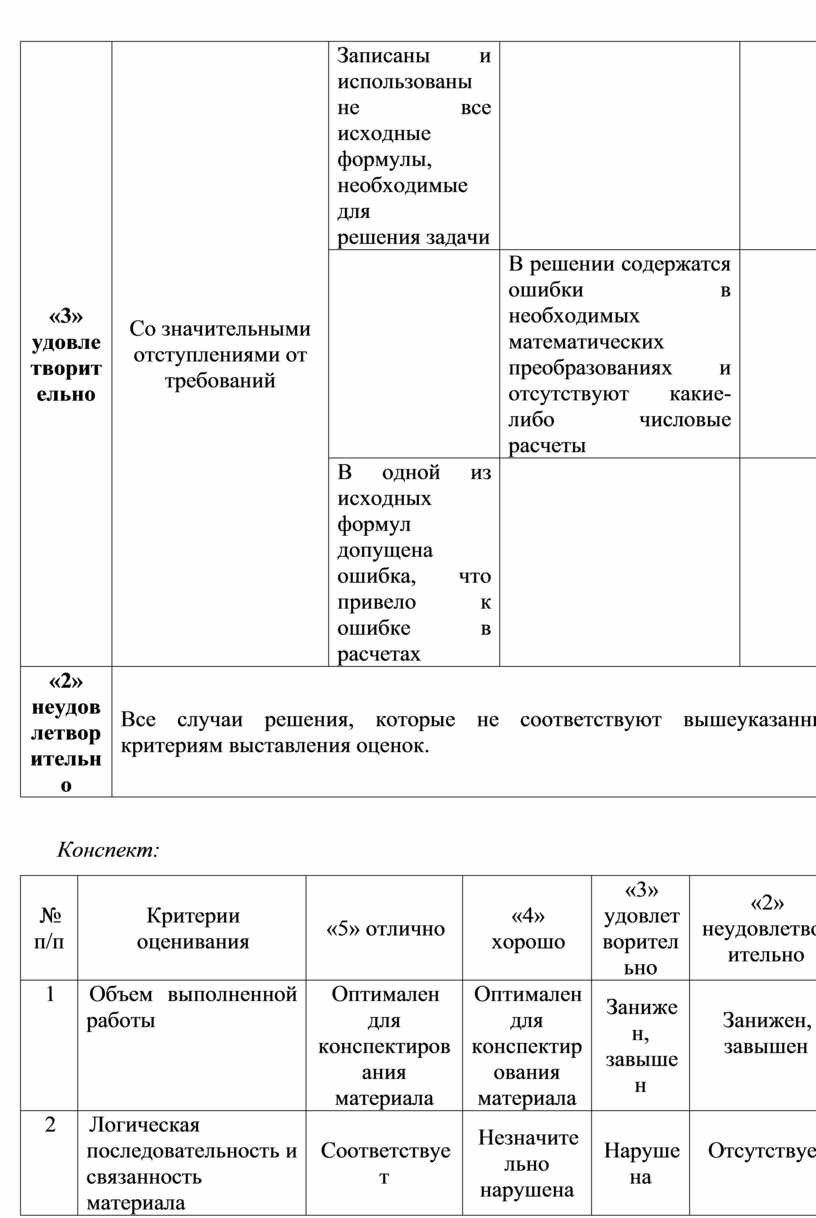
Использование дополнительной литературы, применение интернет-ресурсов
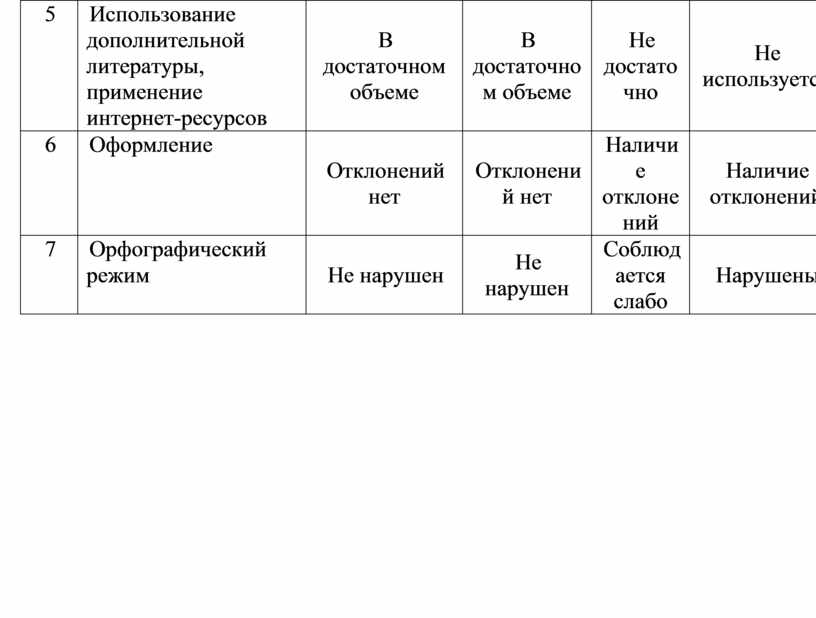
ТЕОРЕТИЧЕСКИЕ ПОЯСНЕНИЯ И ИНДИВИДУАЛЬНЫЕ
Вычлените ведущие свойства понятия, по которым оно отличается от других понятий этого рода
Для литья и ковки размеры заготовки практически не ограничиваются
Во втором случае поверхность заготовки имеет низкую высоту микронеровностей, но в связи с высокой скоростью охлаждения и отсутствием податливости формы в поверхностном слое металла создаются…
Сварка ведет к созданию неоднородных структур в самом сварном шве и в околошовной зоне
Но, с другой стороны, изготовление и ремонт кокилей требует дополнительных затрат в
Рекомендуется конспект оформить в виде таблицы:
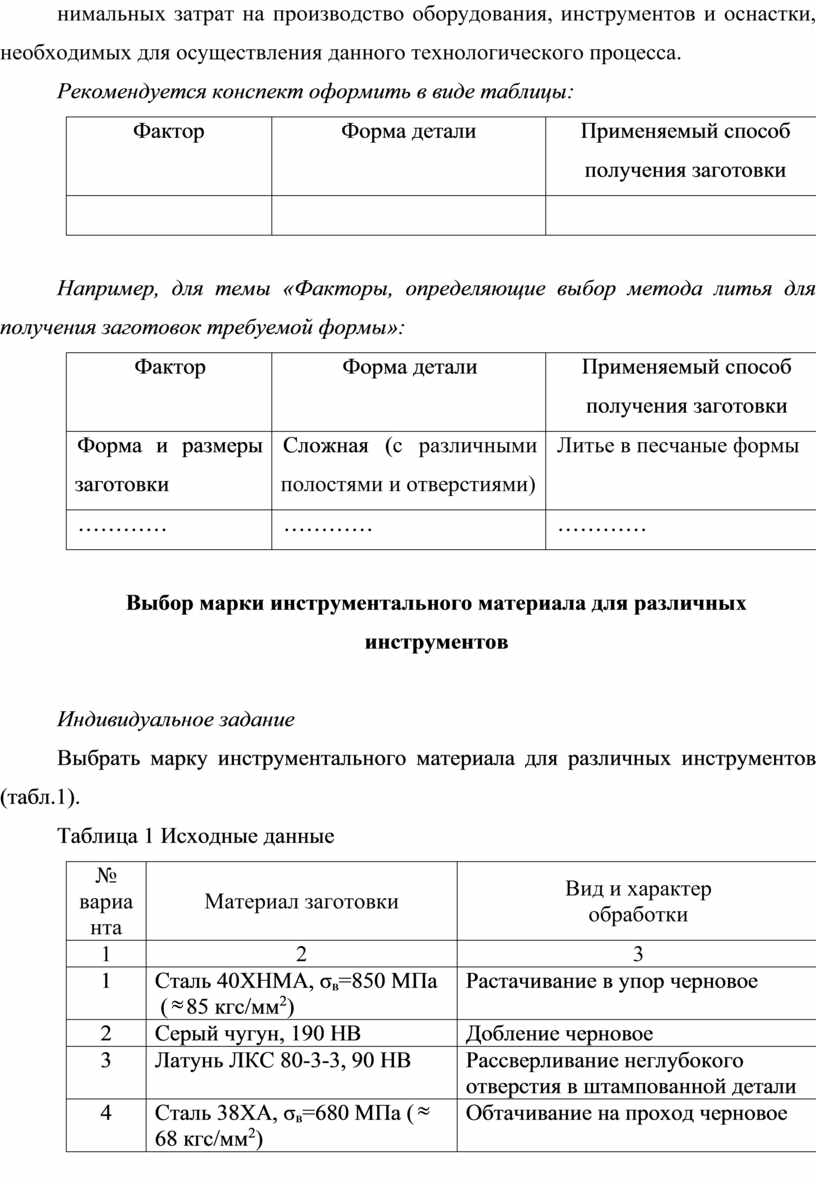
Продолжение таблицы 1 1 2 3 5
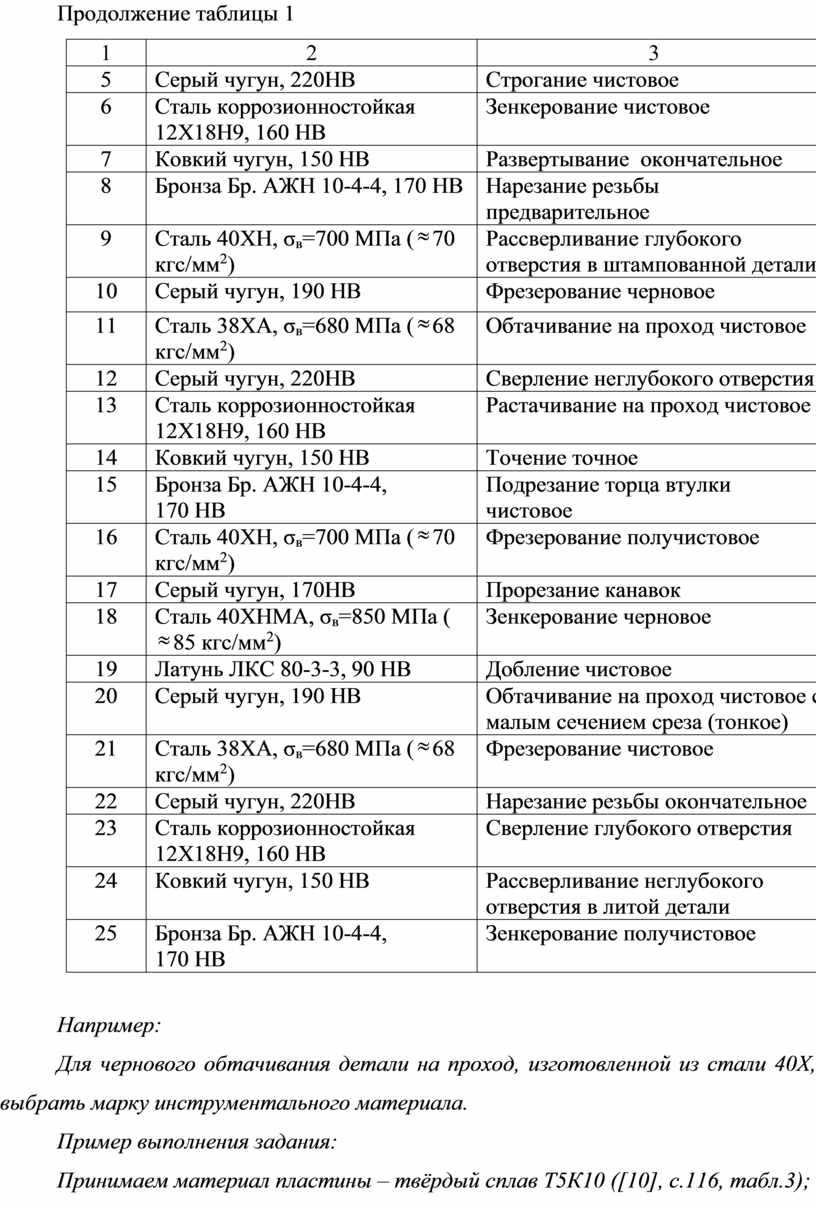
Определение числовых значений углов для типовых резцов
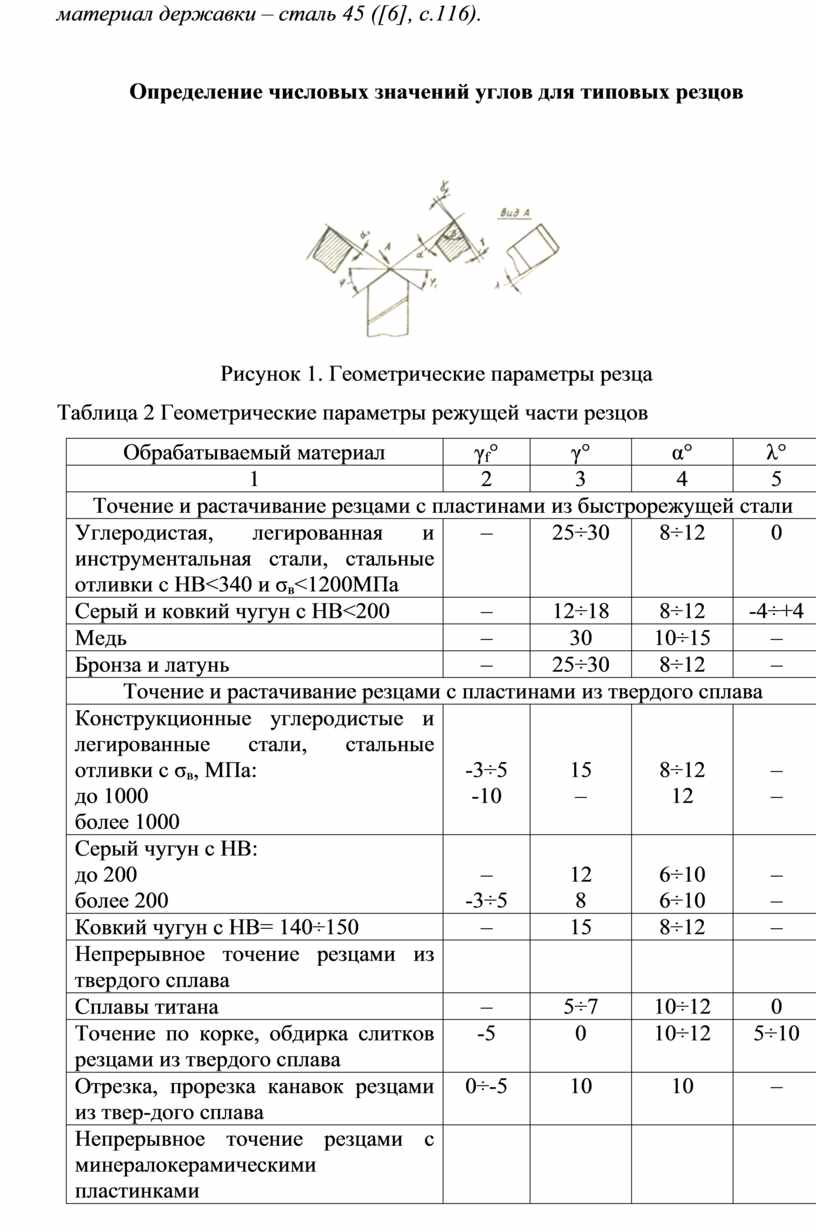
Сталь с σ в , МПа: до 700 более 700 -5÷10 – 10÷15 10 8÷10 8÷10 0÷5 0÷5
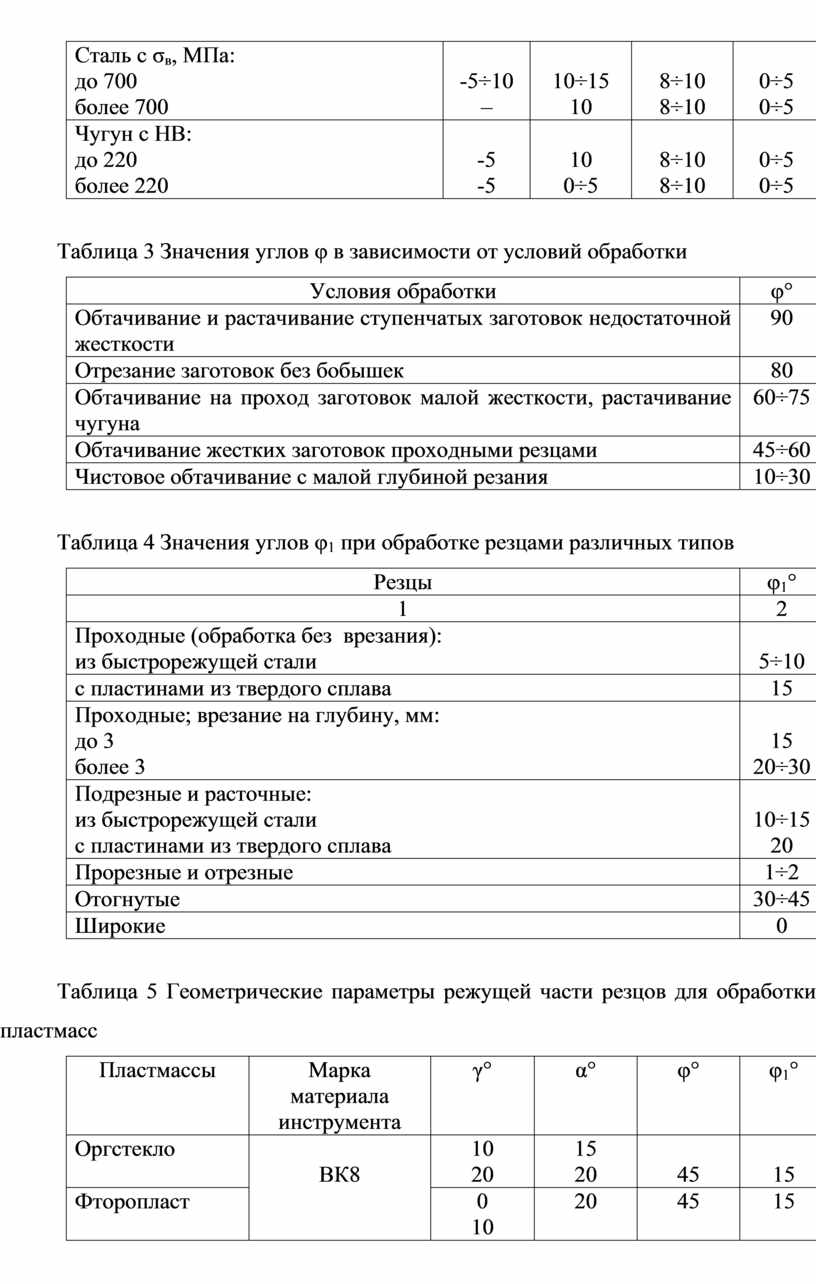
Стеклотекстолит5254515
Т30К416*25Жесткая 7Серый чугун, 170НВПодрезание торца втулки чистовоеВК325*40Недостаточно жесткая 8Сталь 40ХНМА, σ в =850
Сталь 40ХНМА, σ в =850 МПа ( 85 кгс/мм 2 )
Корпус с круглой формой сечения применяют для расточных резьбовых, токарно-затыловочных и других резцов, так как он позволяет осуществлять поворот резца и изменять углы его заточки
Сталь 40ХН, σ в =750 МПа ( 75 кгс/мм 2 ) 46 2
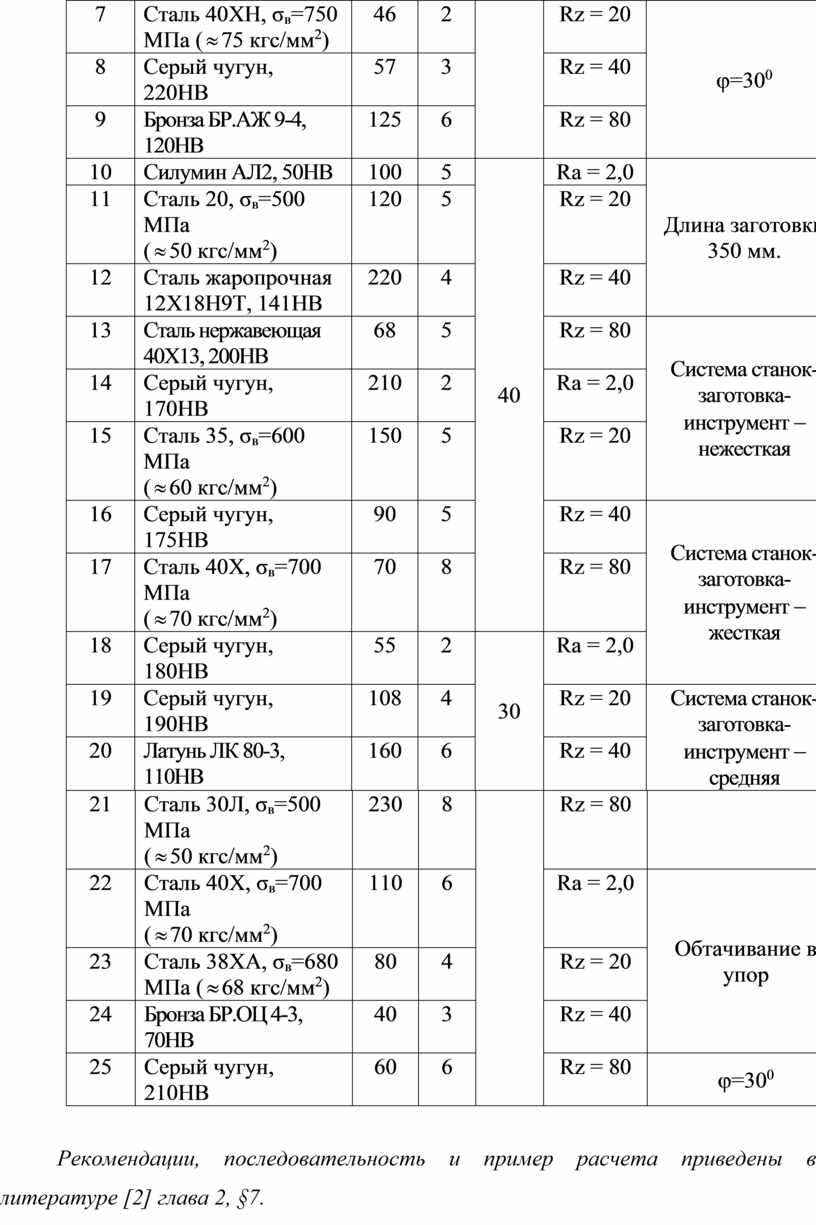
Схемы обработки при обтачивании, растачивании, подрезке торца, прорезке канавки, отрезки заготовки
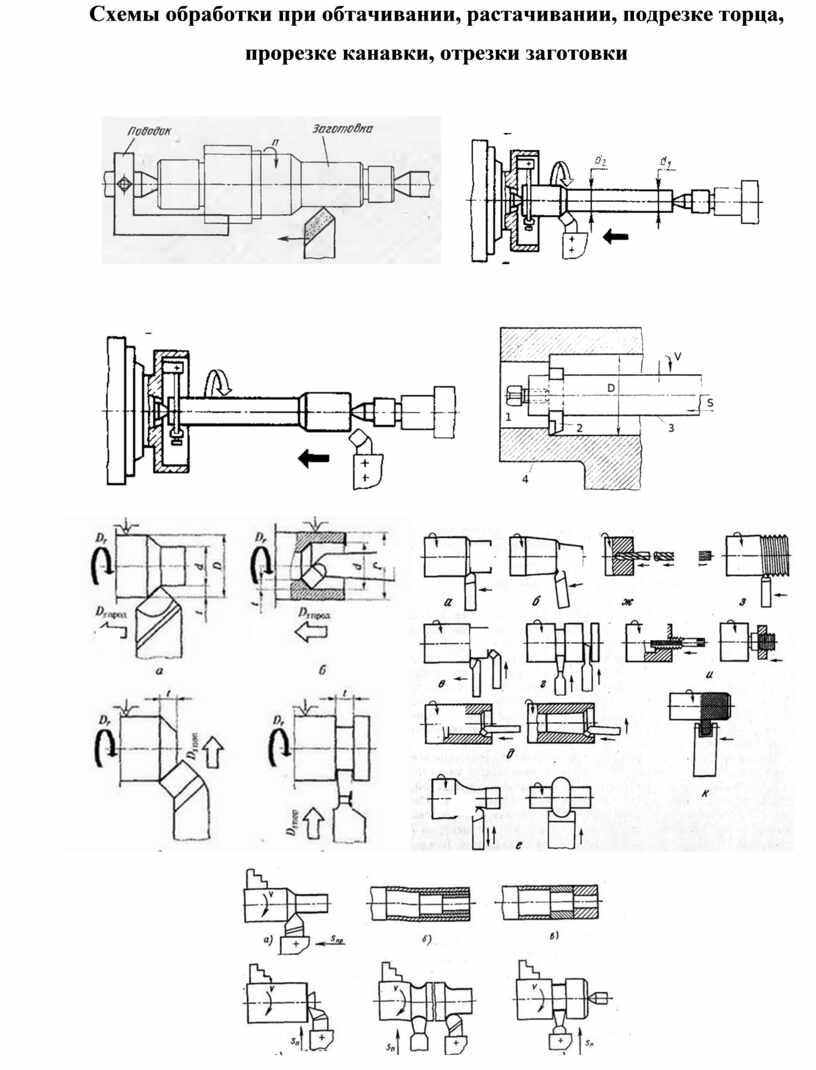
Рекомендуется выполнить по одной схеме обработки при обтачивании, растачивании, подрезке торца, прорезке канавки, отрезки заготовки
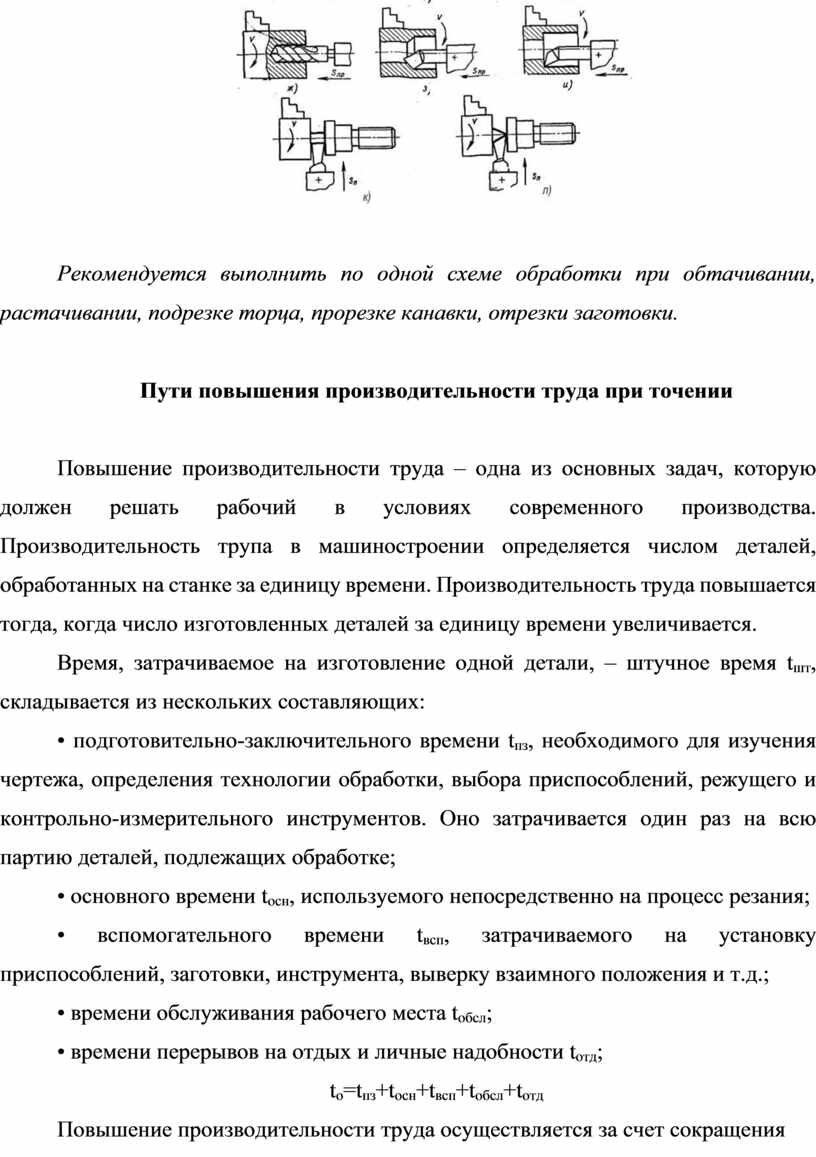
Основными путями повышения производительности труда являются: • повышение уровня комплексной автоматизации и механизации технологических процессов
Обрабатываемые поверхности детали должны быть открытыми, доступными для прохода режущего инструмента при врезании и для его выхода
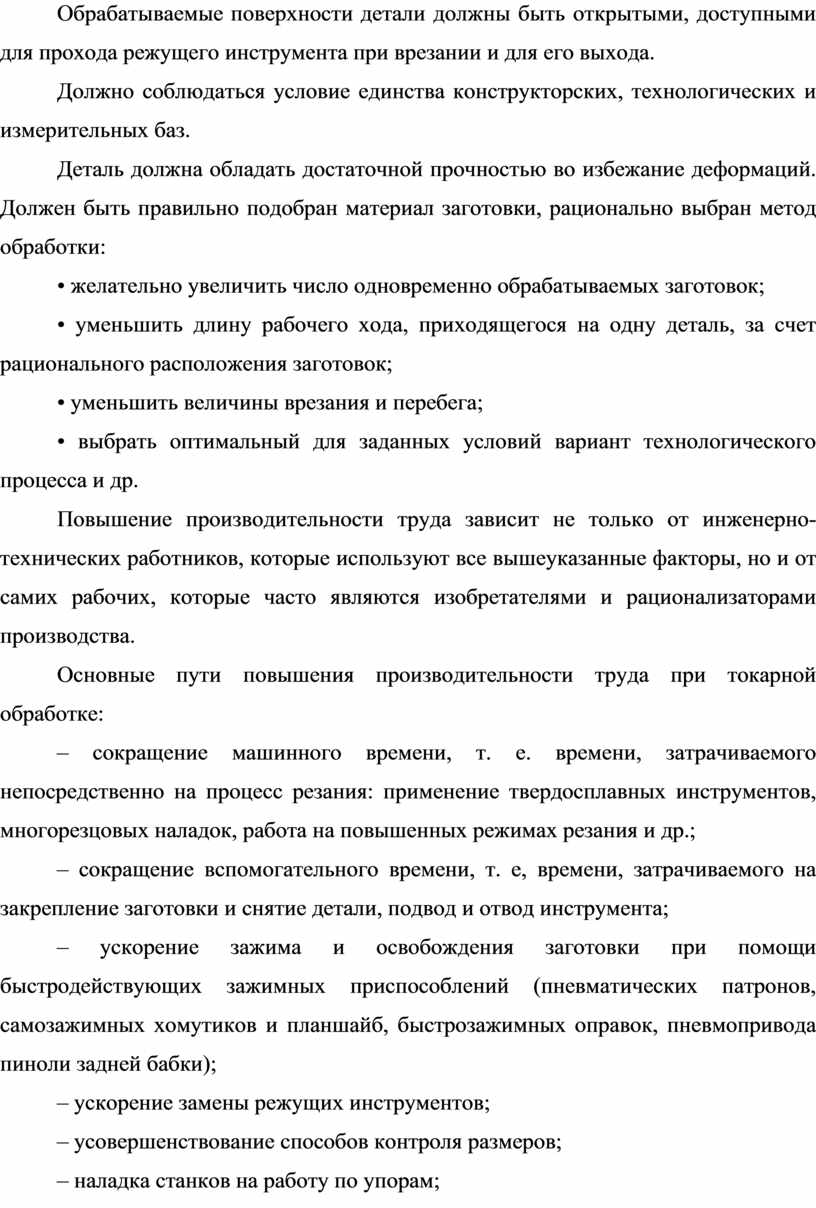
Применение силового точения
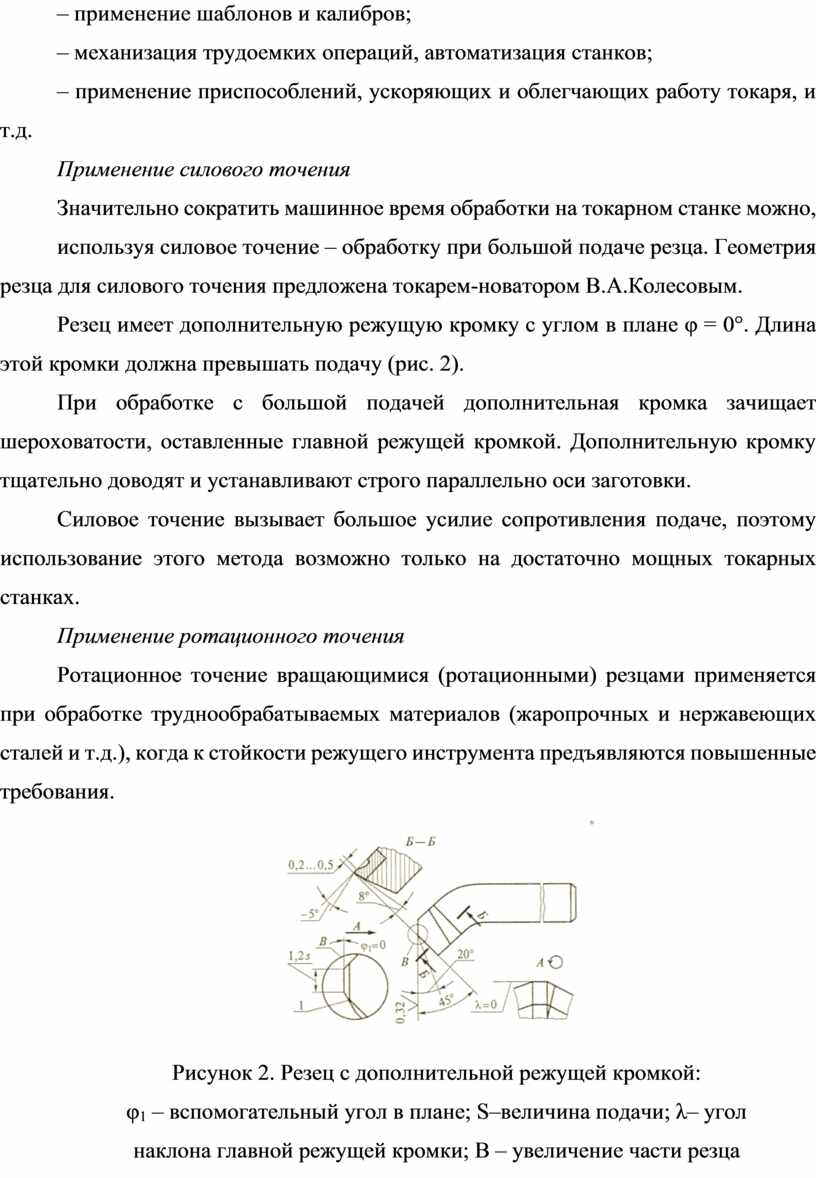
Особенность ротационного резца заключаются в том, что его режущая кромка имеет вид окружности
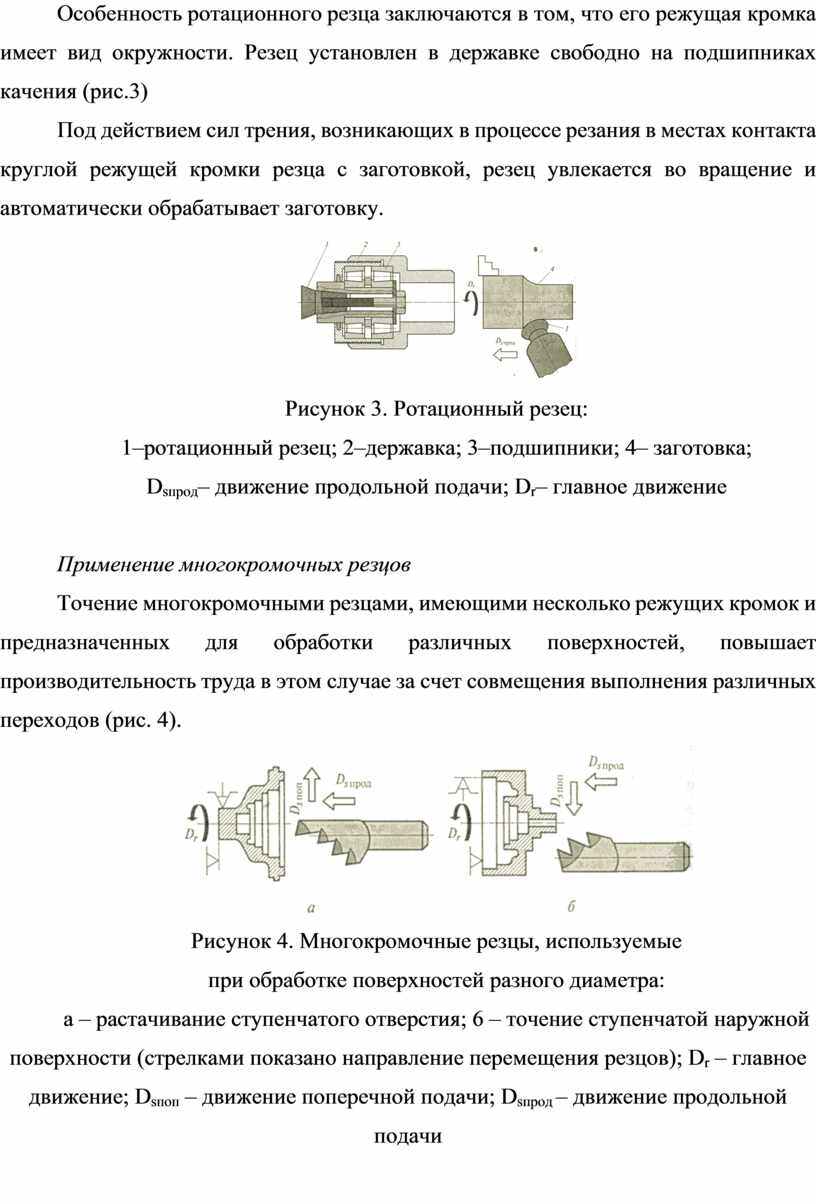
Многокромочный, или комбинированный, резец имеет несколько режущих кромок, которые обрабатывают различные поверхности
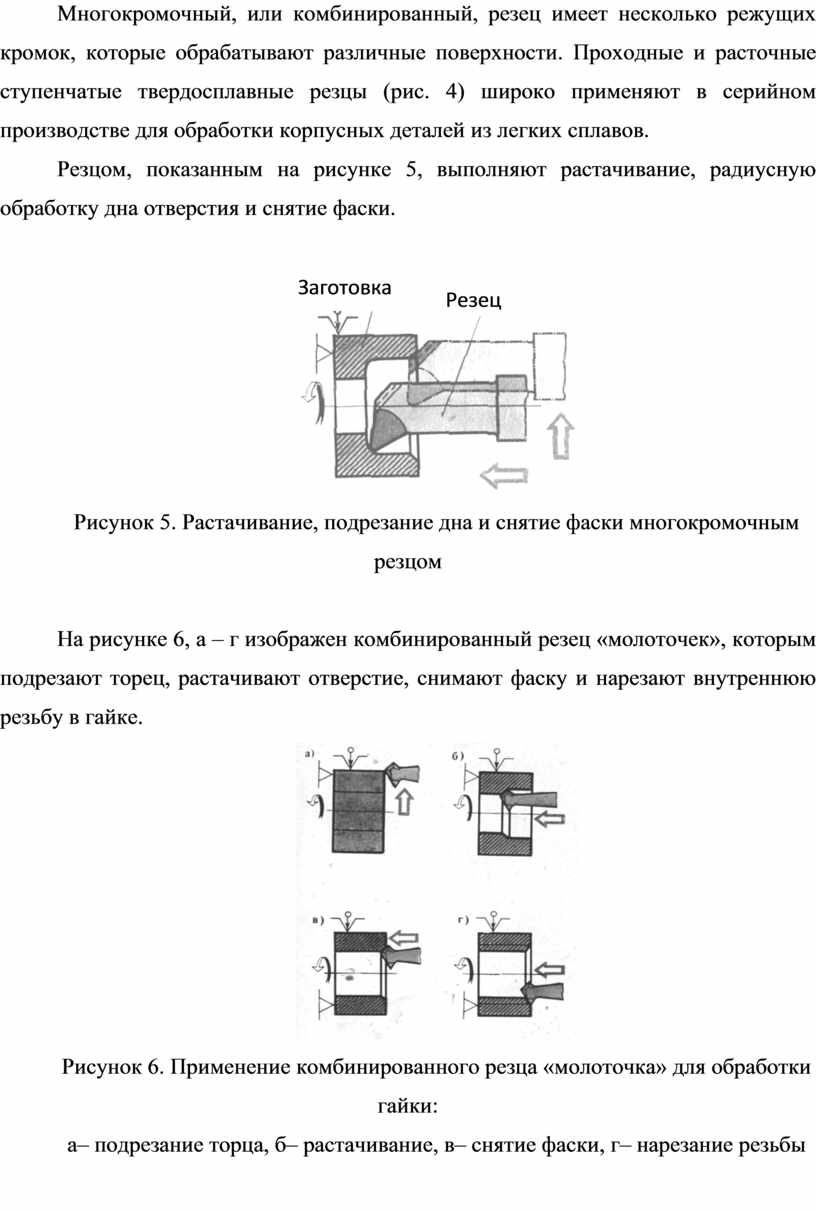
Применение многорезцовых наладок
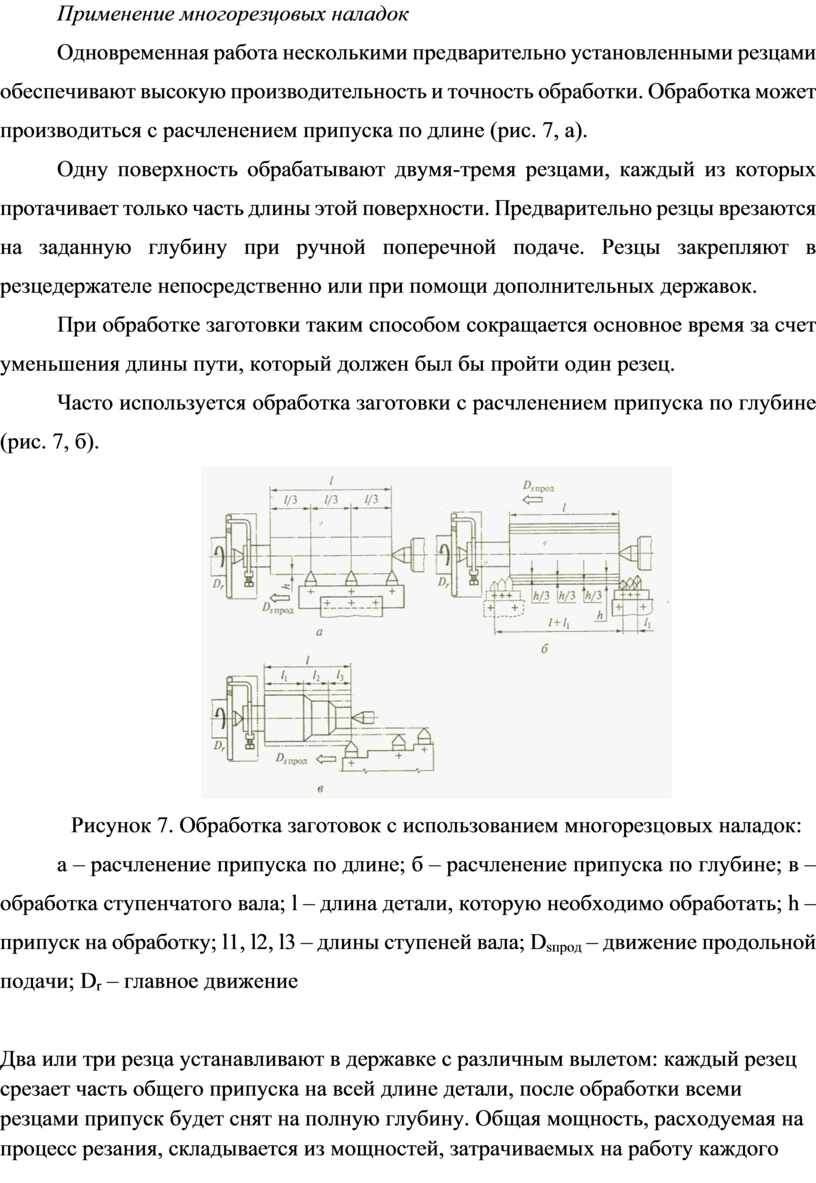
В этом случае основное время сокращается за счет уменьшения числа рабочих ходов
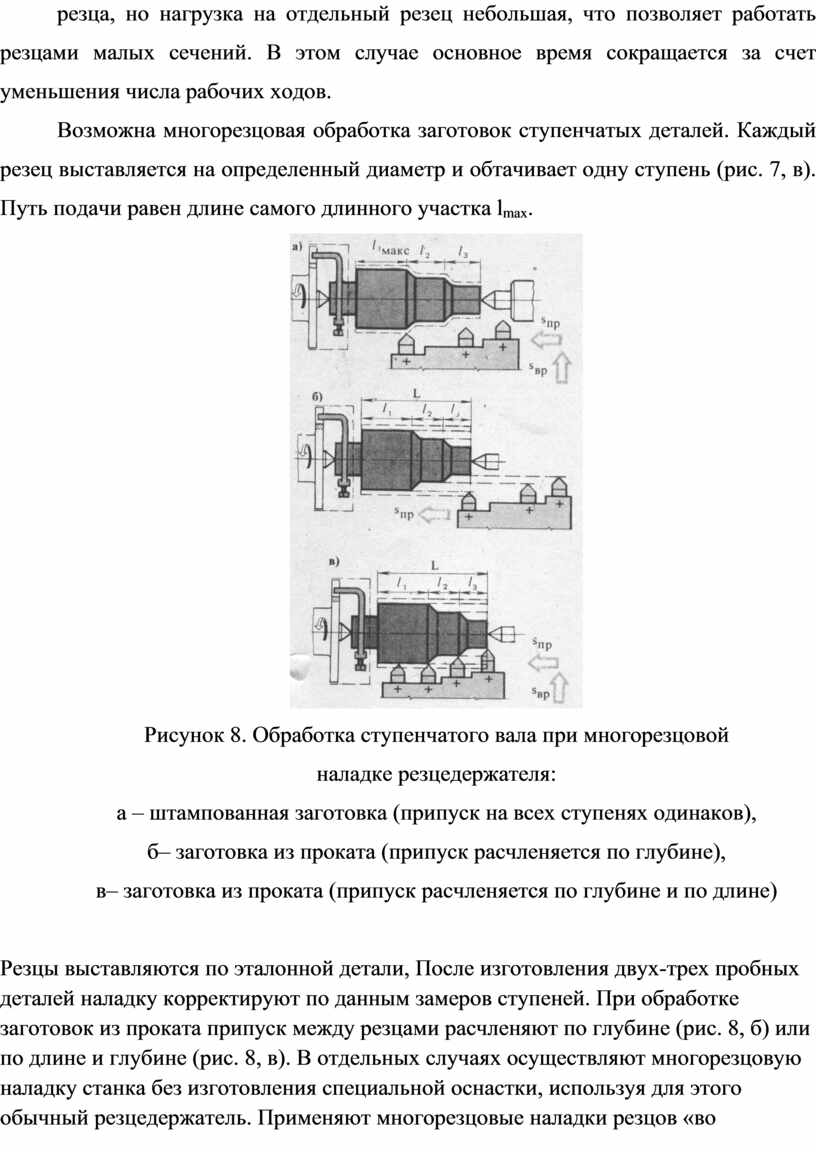
На рисунке 9 показана схема несложной наладки «во фронт» с применением дополнительной резцедержавки
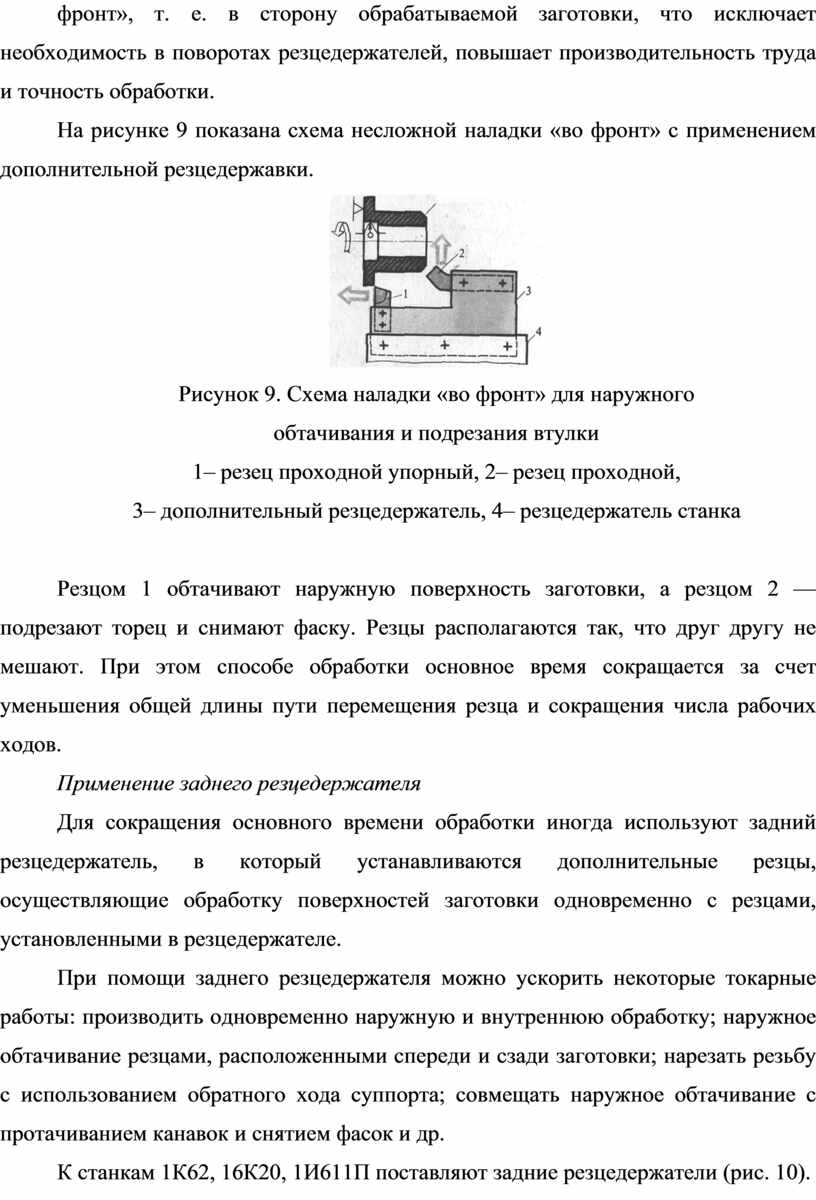
Рисунок 10. Задний резцедержатель станка 1К62
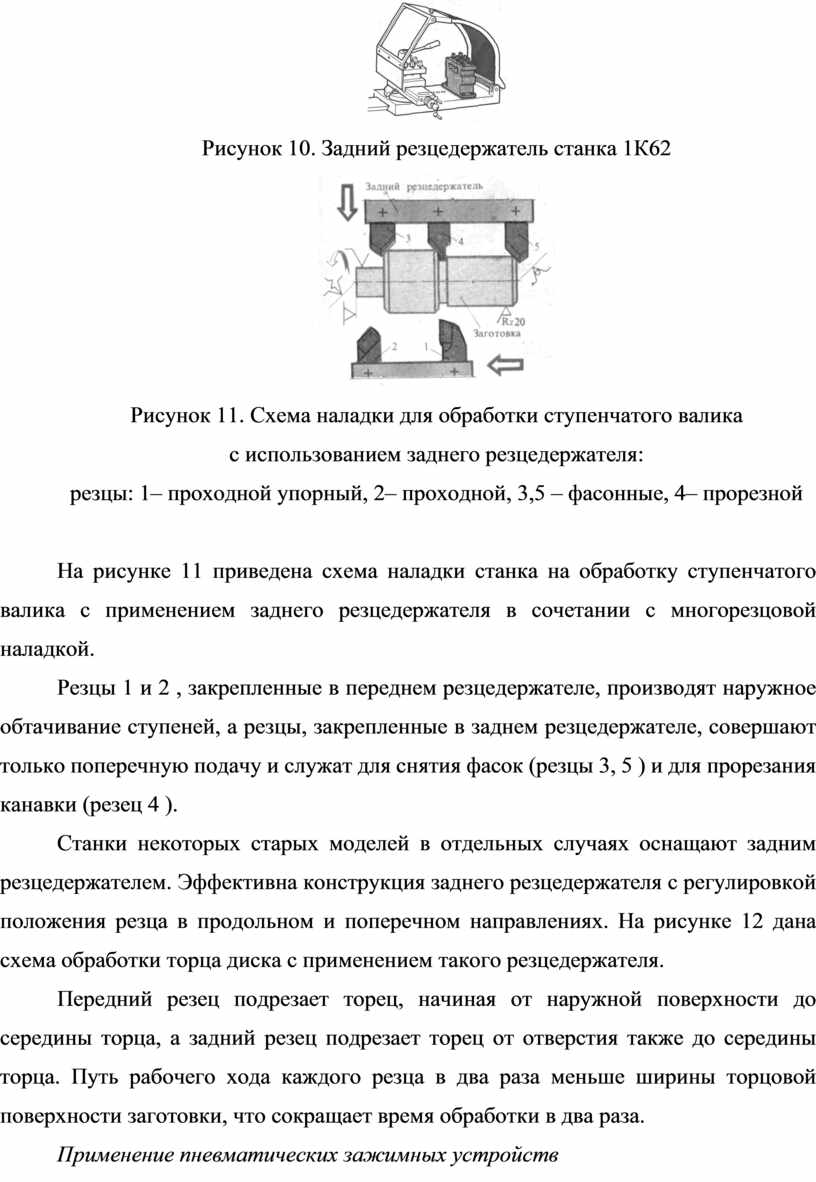
В серийном и массовом производствах широко применяют пневматический привод зажимных устройств, который обеспечивает быстрое закрепление и освобождение заготовок без физического усилия

Сжатый воздух из магистрали поступает во влагоотделителъ с фильтром, проходит регулятор дарения с манометром и маслораспылитель
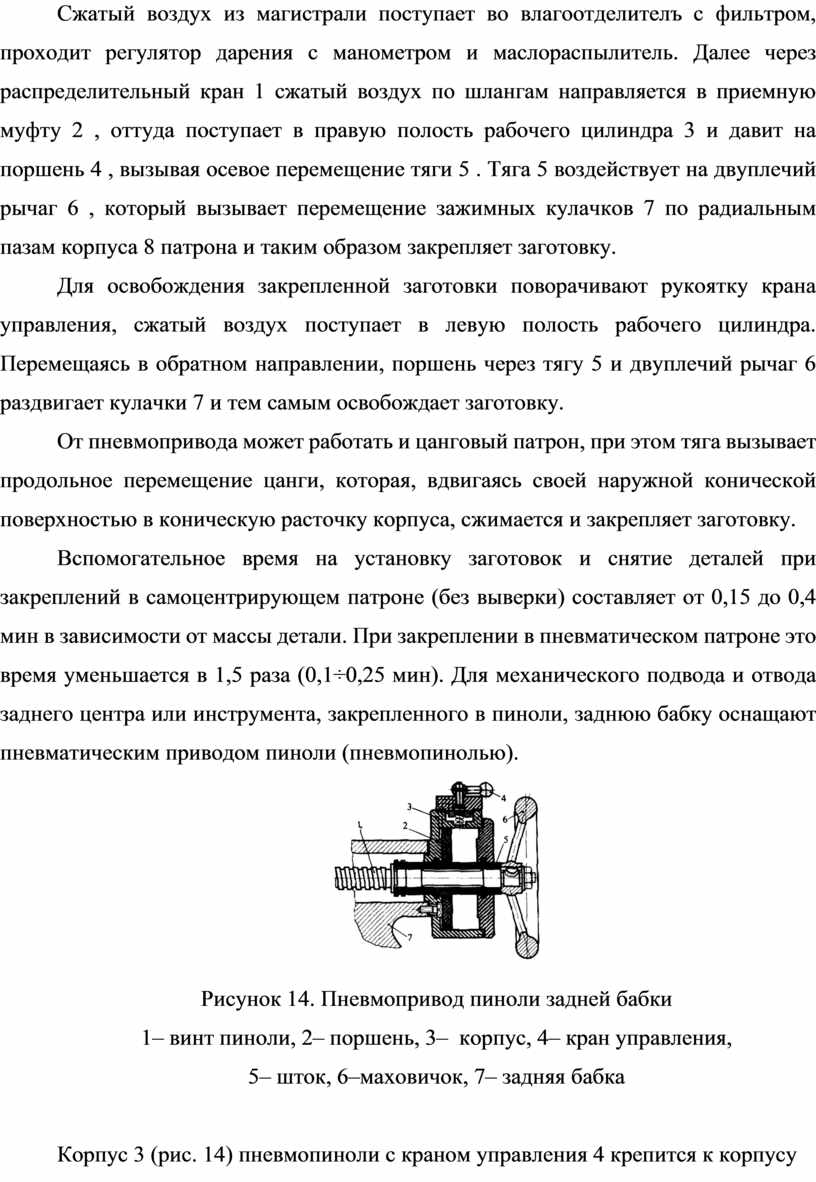
Шток 5 имеет поршень 2 и соединяется с винтом 1 задней бабки
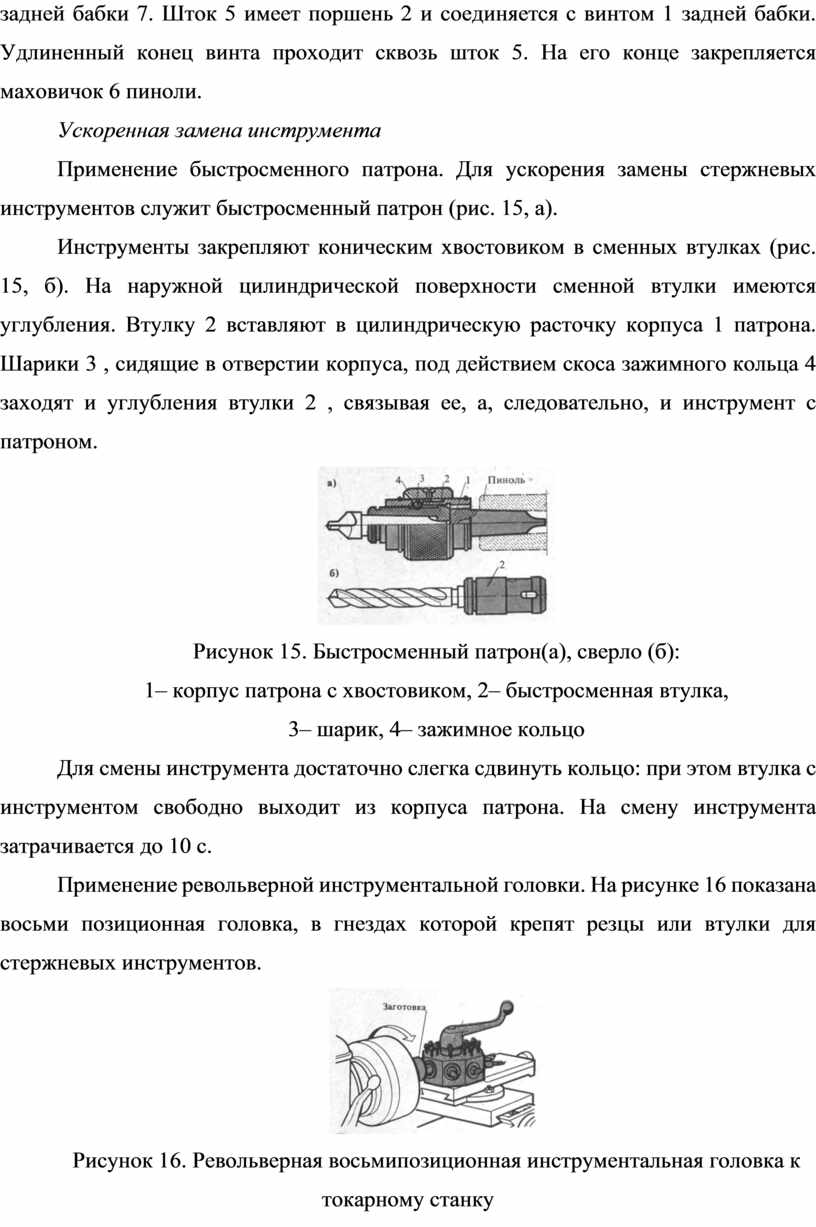
Револьверная головка оснащается различными инструментами в определенной технологической последовательности
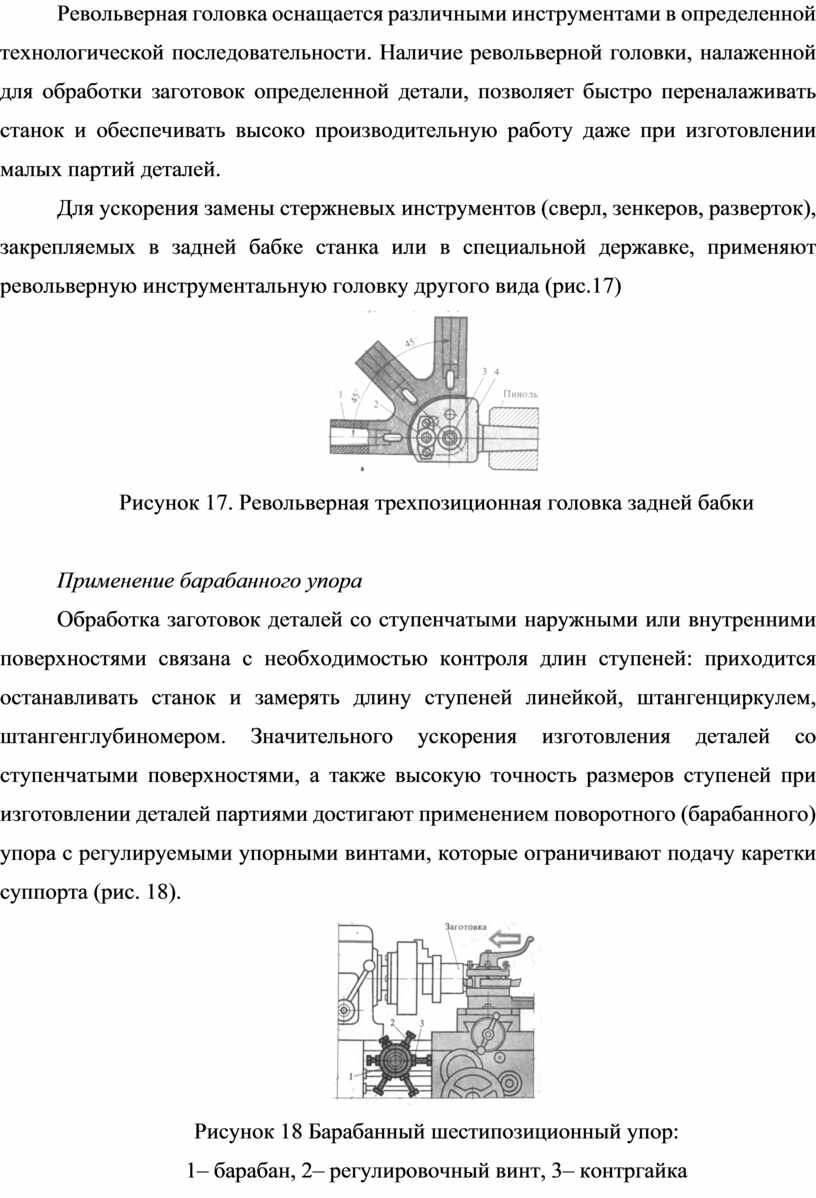
Упорные винты вывинчивают из барабана на различную длину, соответствующую пути прохода резца для различных ступеней изготовляемой детали
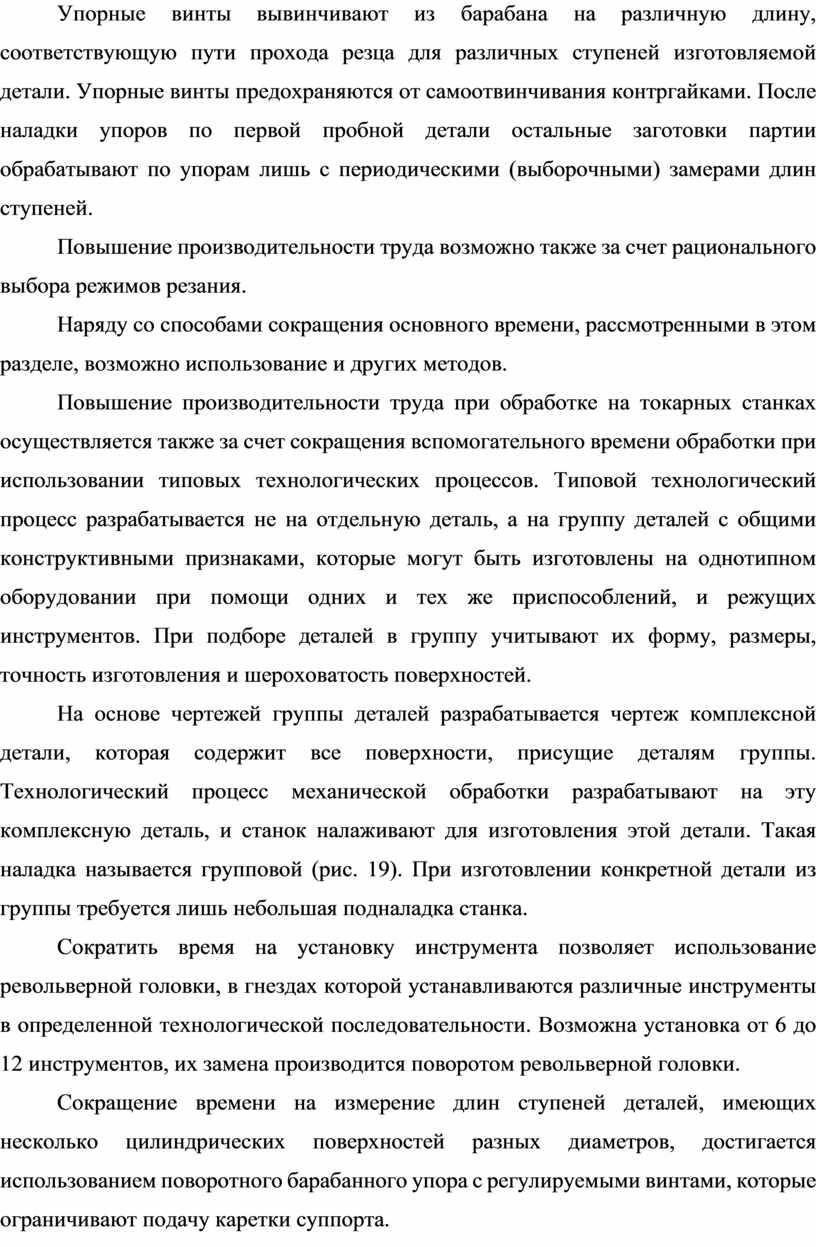
Рисунок 19 Типовой технологический процесс обработки группы деталей типа «втулка»: 1÷9 – обрабатываемые поверхности детали
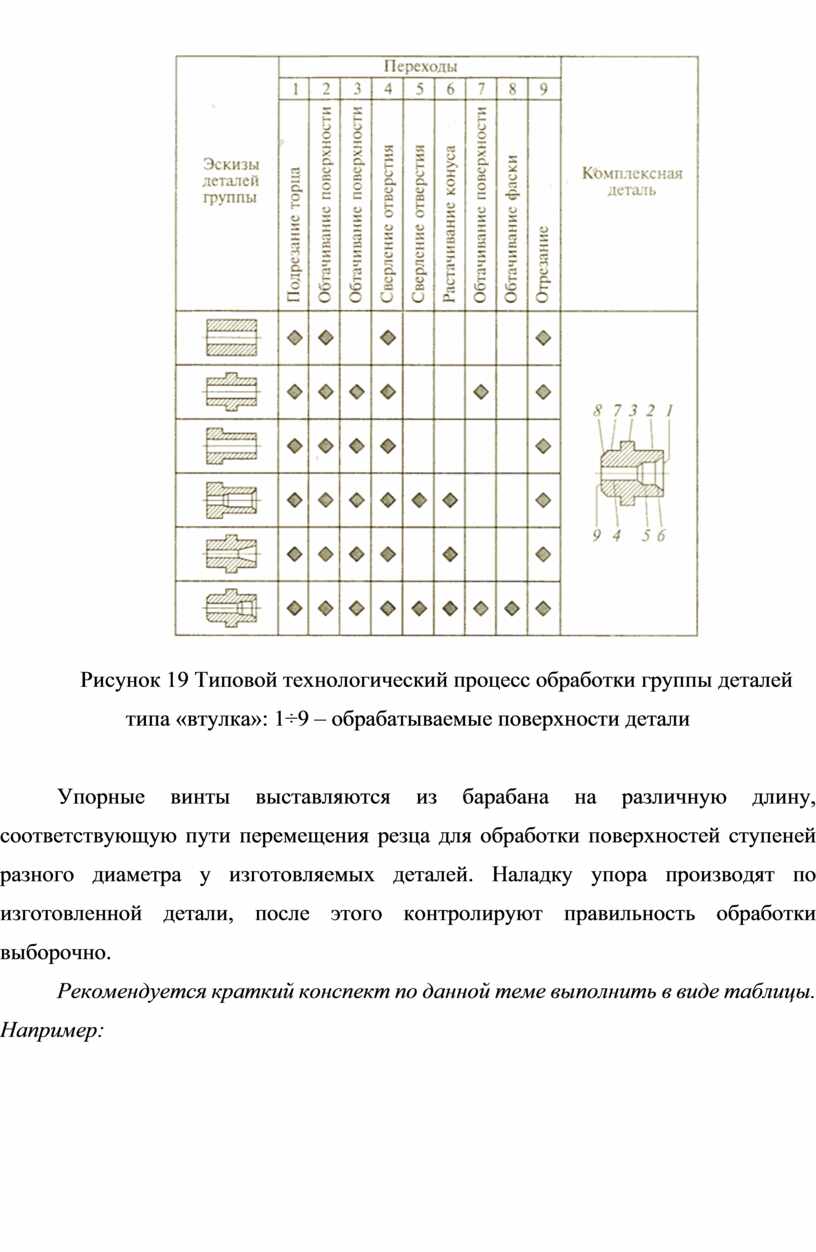
Пути повышения производительности труда
Увеличение переднего угла резца
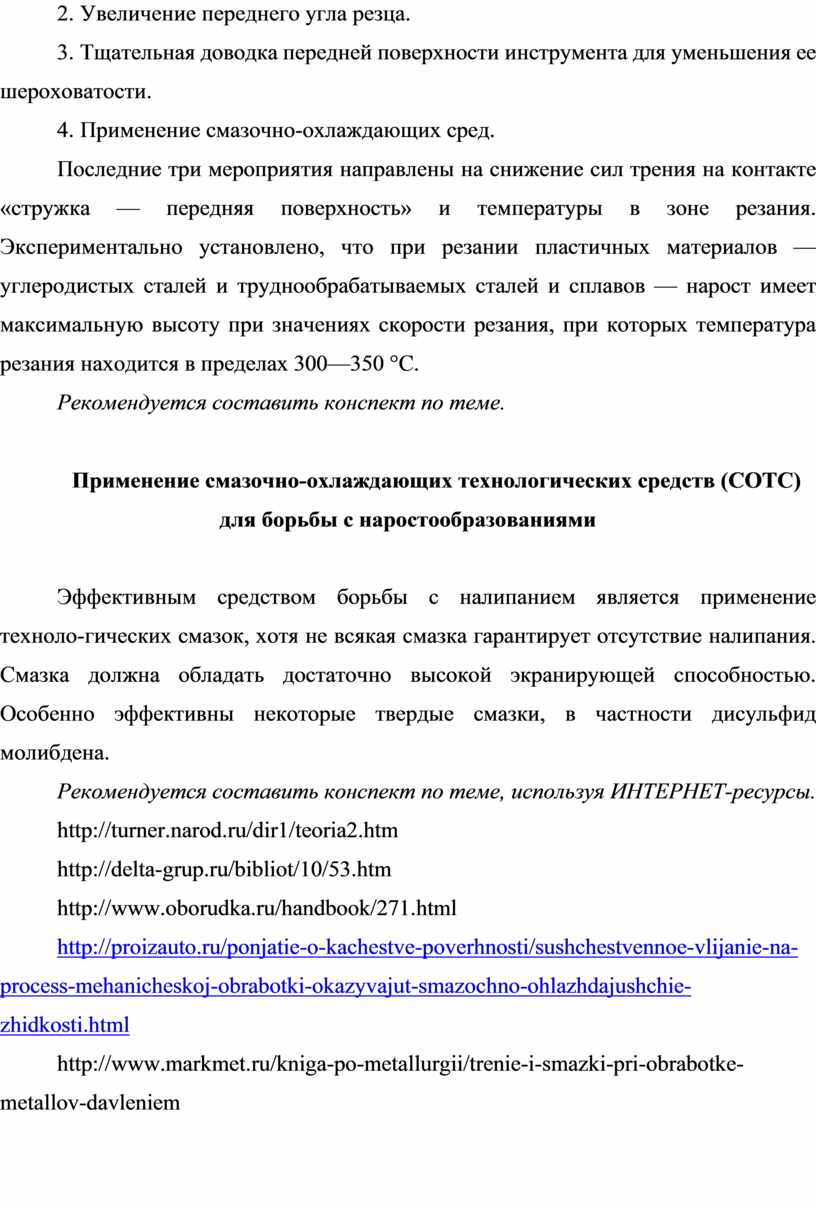
Определение силы резания при точении
Из табл. 22 (с. 273) выписываем значения коэффициентов и показателей степени формул, возможно более близкие к условиям данного примера, т
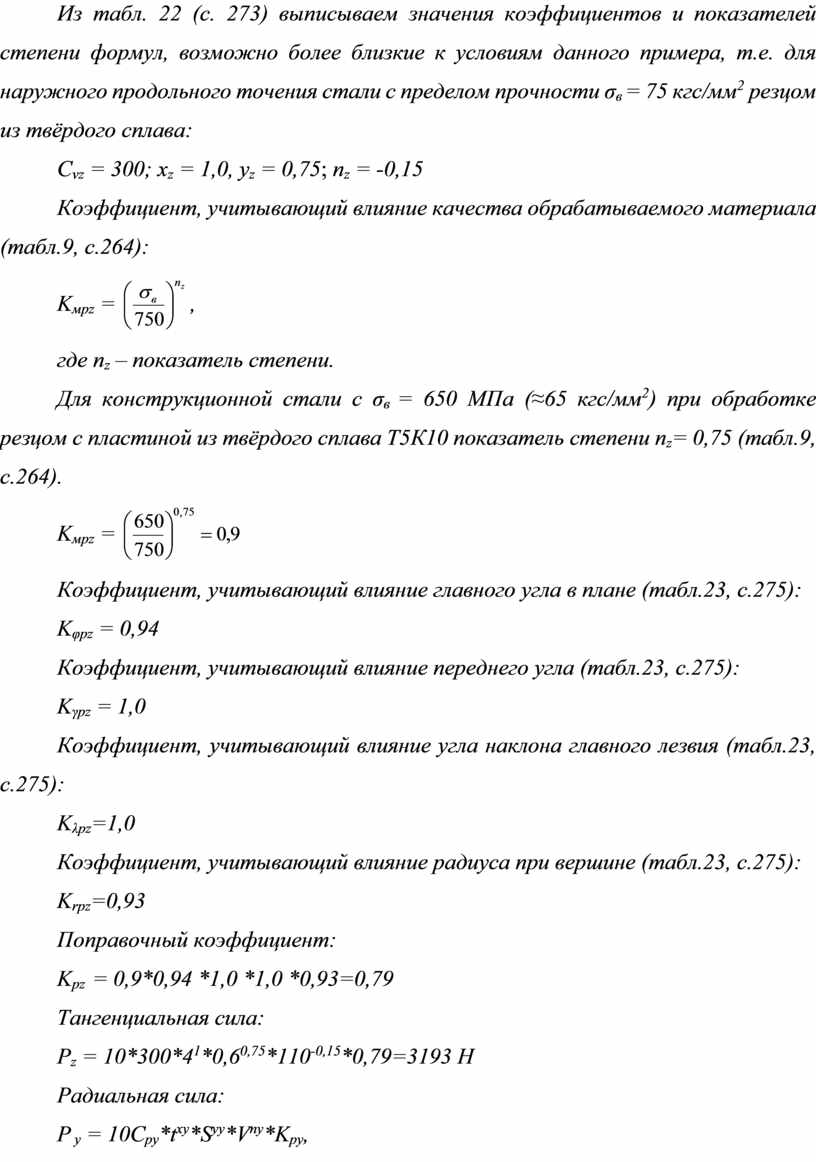
Из табл. 22 (с. 273) выписываем значения коэффициентов и показателей степени формул:
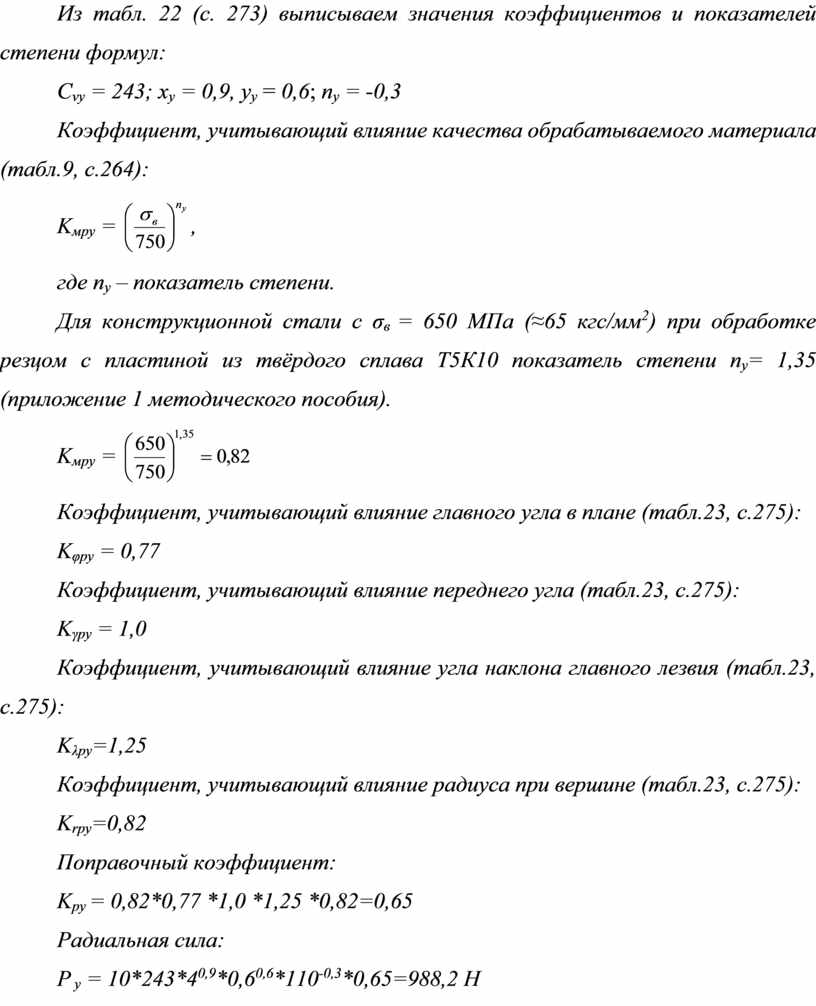
Таблица 8 Исходные данные № варианта
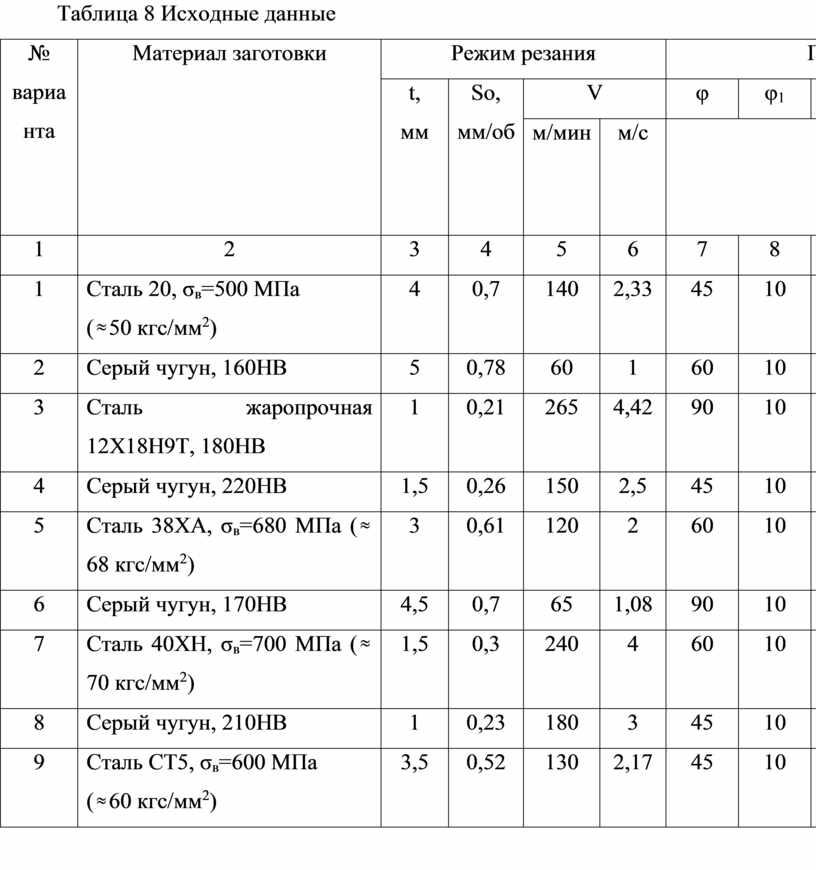
Серый чугун, 180НВ40,87751,2560108+5+101Плоская 11Сталь 20, σ в =500
Сталь 20, σ в =500 МПа ( 50 кгс/мм 2 ) 1,5 0,3 240 4 90 10 12 +5 0 1
© ООО «Знанио»
С вами с 2009 года.
![]()