

МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
Данное методическое пособие предназначено для успешной организации и прохождения стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)» на предприятиях города.
Цель: Способствовать эффективному прохождению стажировки мастеров производственного обучения, преподавателей профессионального цикла (МДК) и профессиональных модулей совершенствование и повышение квалификационного уровня знаний и умений по профессии.
От квалификации мастера производственного обучения непосредственно за-висит качество подготовки выпускников образовательного учреждения по про-грамме подготовки специалистов среднего звена (ППСЗ) по специальности 15.02.08 ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ, от которого в прямой зависимости находятся и уровень среднего профессионального образования.
Основной формой поддержания высокого уровня профессиональной квалификации мастеров является периодическая стажировка на предприятиях города и региона:МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
Методическое пособие для прохождения стажировки.doc
МЕТОДИЧЕСКОЕ ПОСОБИЕ
для организации стажировки преподавателей
и мастеров производственного обучения
по профессии «Станочник (металлообработка)»
Сызрань 2
2016
Введение
Данное методическое пособие предназначено для успешной организации и
прохождения стажировки преподавателей и мастеров производственного
обучения по профессии «Станочник (металлообработка)» на предприятиях города.
Цель: Способствовать эффективному прохождению стажировки мастеров
производственного обучения и преподавателей по спец. дисциплинам,
совершенствование и повышение квалификационного уровня знаний и умений по
профессии.
От квалификации мастера производственного обучения непосредственно
зависит качество подготовки выпускников Губернского колледж по уровню
начального профессионального образования, от которого в прямой зависимости
находятся и уровень среднего профессионального образования.
Основной формой поддержания высокого уровня профессиональной
квалификации мастеров является периодическая стажировка на предприятиях
города: ОАО «Пластик», ОАО «САЗ», ОАО «Сельмаш», ОАО «Тяжмаш» и др.
ОАО «Тяжмаш» имеет все возможности для достижения поставленной цели. 3
Открытое акционерное общество «Тяжмаш»
Генеральный директор, кандидат технических наук
Трифанов Сергей Федорович
Коммерческий директор
Индин Сергей Александрович
РОССИЯ, 446010,Самарская область, г. Сызрань,
ул.Гидротурбинная, 13
Сайт
www.tyazhmash.com
EMail
[email protected]
Ссылка
http://www.jobs.net.ua/vacancy/9329.html
8(8464)370727
378162 4
История завода «ТЯЖМАШ»
Завод «Тяжмаш» основан в 1941 г. и является в настоящее время одним из
ведущих предприятий тяжелого,
машиностроения.
энергетического и транспортного
Сызранский завод тяжелого машиностроения был основан в годы Великой
эвакуированного Людиновского
Отечественной войны на
базе
машиностроительного завода.
В августе 1941 года в г. Сызрань прибыл первый эшелон с технологическим
оборудованием, а с декабря 1941 года уже начался серийный выпуск оборонной
продукции. В годы войны завод строился и развивался.
С 1946 года начат выпуск мирной продукции передвижных паровых
двигателей для сельскохозяйственных машин локомобилей, а с 1949 года 5
приступил к выпуску металлургического оборудования мощных воздуходувных
машин (аглоэксгаустеров и бустеров).
С 1953 года по решению Правительства завод приступил к поставке
гидротурбинного оборудования для Камской, КайракКумской, Варваринской,
УстьХантайской, Чебоксарской и других ГЭС.
Сызранские гидротурбины работают в Заполярье, Азербайджане, Узбекистане,
Киргизии, многих республиках Российской Федерации.
Заводом освоено производство малых гидротурбин, охватывающих ряд
мощностей от 0,6 до 15 мВт и напором от 5 до 150м.
С 1956 года завод приступил к производству энергетического оборудования.
С 1957 года Сызранский завод тяжелого машиностроения производит мощное
дробильноразмольное оборудование для предприятий черной и цветной
металлургии, уникальные агрегаты и ленточные конвейеры тяжелого типа для
крупнейших металлургических заводов страны, уникальное оборудование для
новостроек большой химии в г.Тольятти, Уфе, Стерлитамаке, Волгограде,
Березниках и других объектов.
Продукция завода выходит и на международный рынок.
В 1968 году завод совместно с "Волгоценмашем" участвовал в создании
небывалой по габаритам цементной печи диаметром 7м и длиной 230м, обработав
бандаж для печи массой 180т.
В целях расширения рынка сбыта с 1994 г. завод участвует в международных
выставках в Лондоне, Вене, Харбине, Джакарте, Иоханесбурге.
Сегодня наши машины работают более чем в 20 странах мира.
В 1993 году завод «Тяжмаш» награжден Высшей Международной Золотой
Звездой Европы, присуждаемой отборочным комитетом компании "ДЖИ БАН" в
Испании.
В 1994 году в Испании Клуб торговых лидеров вручил ОАО «Тяжмаш» VIII
европейскую награду за качество. В 1998 году ОАО «Тяжмаш» прошел аккредитацию и регистрацию на
соответствие положениям стандарта BS EN ISO 9001
6
Основные направления деятельности
Мощная производственная база предприятия позволяет производить
высококачественное оборудование практически для всех уровней
металлургического производства
Крупнейшее предприятие отечественного тяжелого машиностроения,
специализируется на выпуске
приготовительного, дробильного оборудования и спецтехники.
гидроэнергетического,
топливно
Завод участвует в реализации межправительственных программ. Это
строительство космодрома, предприятий ТЭС в КНР и ТЭЦ в Индии.
Энергетика, черная и цветная металлургия, стройиндустрия, химия и
нефтепереработка, сельское хозяйство, золото и алмазодобыча, оборона и космос,
вот неполный перечень отраслей, где успешно работают изделия, созданные на
ОАО «Тяжмаш».
Практически все ТЭС страны, работающие на твердом топливе, ГЭС и АЭС,
крупнейшие горнообогатительные комбинаты, перерабатывающие железные,
медные, вольфрамомолибденовые, золото и алмазосодержащие руды, крупнейшие
доменные печи, открытые карьеры и шахты, цементные и химические заводы,
пусковые установки космодромов и ракетных войск и многие другие объекты
укомплектованы продукцией ОАО «Тяжмаш». Завод заслужил признание и
наладил деловые связи практически на всех континентах. 7
Краткое описание участка – цеха
Планировка оборудования и рабочих мест на участке механического цеха
зависит от величины завода, характера производства, особенностей и объёма
производственного задания, габаритных размеров и массы обрабатываемых
заготовок.
В состав механического цеха входят производственные вспомогательные
отделения, служебные, бытовые помещения. В механическом цехе все его
отделения, участки и вспомогательные помещения располагаются так, чтобы
обеспечить прямоточность и последовательность прохождения материалов,
заготовок и изделий В цехе максимально используются производственные
площади, чтобы удовлетворить требования охраны труда, техники безопасности и
противопожарной безопасности. Станки располагаются группами по видам
обработок, по типам изделий.
Основное направление механического цеха обработка металлов резанием
на металлорежущих станках:
Координатнорасточной станок модели 2450
Продольнофрезерный станок модели А 662
Токарнозатыловочный станок модели К 96
Вертекальный зубофрезерный станок модели 5 Д 32 8
Токарный станок с оперативной системой управления 16 К 20 Ф 3
Токарновинторезный станок с ЧПУ 16 К 20 Т 1
Резьбофрезерный станок модели 563 Б
Горизонтальнорасточный станок с программным управлением модели 262
ПРI
Горизонтальнорасточной станок модели 2620 А
Плоскошлифовальный станок модели 3724
Копировальнофрезерный станок полуавтомат модели 6441 Б
Универсальнофрезерный станок модели 6 Н 81
Токарноревольверный автомат модели 1 А 136
Токарновинторезный станок модели 1 А 616
Токарноревольверный станок модели 1336 М
Горизонтальнофрезерный станок модели 6 П 80 Г
Внутришлифовальный полуавтомат модели 3 А 252
Универсальный консольнофрезерный станок
Плоскошлифовальный станок модели 3724
Круглошлифовальный станок модели 3151
Токарновинторезный станок модели 1 К 62
Станки шпоночнофрезерные
Вертикальносверлильный станок
Данный
механический цех является звеном
обеспечивающий выпуск
следующей продукции:
1. Оборудование для горнодобывающей, металлургической и
строительной
промышленности:
Мельницы мокрого самоизмельчения
Мельницы мокрого полусамоизмельчения
Мельница шаровая МШ 25,5х14,5 9
Мельница МС 3,3х12,5
Мельницы типа МШЦ (МШ, МШМИ, МШР)
Дробилки молотковые
Дробилки валковые
Дымососы
Конвейеры ленточные стационарные
Конвейеры ленточные магистральные
Конвейеры катучие реверсивные
Ролики для конвейеров
2. Оборудование для теплоэлектростанций (ТЭС), работающих на
твердом
топливе:
Сепараторы пыли
Циклоны
Клапанымигалки
Мельницы шаровые барабанные
Мельницывентиляторы
Мельницы молотковые тангециальные
Мельницы валковые среднеходные
Питатели скребковые
Питатель комбинированный сырого топлива
Затворы штыковые гидравлические
Конденсаторы
Подогреватели сетевые горизонтальные
3. Оборудование для гидроэлектростанций (ГЭС):
Гидротурбины для малых ГЭС
Гидротурбины для средних и крупных ГЭС
Затворы шаровые 10
Затворы плоские и решетки сороудерживающие
Затворы дисковые
4. Оборудование для атомных электростанций (АЭС):
Гидроамортизаторы
Виброгасители
5.Оборудование прочее:
Проходческие щиты
Оборудование для промысловой подготовки нефти
Насосы винтовые
Редукторы специальные и общепромышленного исполнения
Радиотелескопы и опорноповоротные устройства (ОПУ) радиолокационных
комплексов
Краны мостовые
Изготавливаются следующие комплектующие для оборудования:
Гайка наживная
Оправка
Вкладыш
Гайки колонны
Шток
Валшестерня коническая
Ось и т.д.
Характеристика рабочих мест стажирующихся
Организация рабочего места предусматривает рациональное расположение
оборудования и оснастки, наиболее эффективное использование
производственных площадей, создание удобных и безопасных условий труда,
продуманное расположение инструментов, заготовок и деталей на рабочем месте.
Все предметы и инструменты на рабочем месте располагают в пределах
досягаемости вытянутых рук, чтобы не делать лишних движений, вызывающих
дополнительные затраты времени и ускоряющих утомляемость рабочего. Всё, что
приходится брать правой рукой, располагается справа, то, что берут левой рукой 11
слева. Материалы и инструменты, которые берут обеими руками, располагают с
той стороны станка, где во время работы находится токарь. Если предметы труда
располагать в строго определённом порядке и всегда на одних и тех же местах, то
у рабочего появится навык и автоматизм движений, что ведёт к снижению
напряжения и утомляемости. Пример планировки рабочего места токаря,
работающего на токарновинторезном станке 16К20. Такая планировка рабочего
места наиболее целесообразна для токарей – универсалов в случае обработки
небольших партий разнообразных деталей, требующей частой смены режущего
инструмента, а также при обработке длинных и тяжелых заготовок, которые
приходится брать двумя руками.
При планировании рабочего места токарякарусельщика, обслуживающего
крупный токарный станок, следует учитывать необходимость хранения на рабочем
месте большого количества разнообразной и крупногабаритной технологической
оснастки. С этой целью у станков устанавливают по несколько инструментальных
вместительных шкафов и различные стеллажи для размещения приспособлений и
контрольного инструмента.
Следует иметь в виду, что стеллажи нужно располагать с таким расчетом,
чтобы вокруг станка оставались проходы шириной не менее 1м.
Специфика организации рабочего места у токарного станка с ЧПУ состоит в
том, что, как правило, станки с ЧПУ обслуживают оператор и накладчик, который
выполняет накладку, переналадку и под накладку станка. Поэтому у накладчика
должно быть свое рабочее место. В тумбах верстака хранятся режущий,
мерительный и слесарный инструмент, а также предметы ухода за рабочим
местом. Настроечные приспособления и вспомогательный инструмент находятся в
тумбах стенда. При работе все необходимые инструменты (мерительный,
слесарный, электроинструмент), программоносители, эталонные детали, а также
вспомогательный и режущий инструменты накладчик размещает на передвижном
столике. На рабочем месте накладчика имеются не все программоносители, а
только те, которые нужны при обработке в данной смене. В инструментально раздаточной кладовой предусмотрен шкаф для хранения всех
программоносителей и деталейэталонов.
12
Техника безопасности на рабочем месте
На современном машиностроительном предприятии его территория
используется для транспортировки изделий из одного цеха в другой на
автотранспорте; при вывозе готовой продукции на заводыпотребители
применяется железнодорожной транспорт. Движущийся автомобильный и
железнодорожной транспорт представляет опасность для жизни. В связи с этим на
территории предприятия необходимо выполнять следующие правила: ходить
только по пешеходным дорожкам и тротуарам; не приходить железнодорожные
пути вблизи приближающего поезда; не пролезать под вагонами, не приходить
меду расцепленными близко стоящими вагонами; при переходе проезжей части
дороги подчиняться указаниям сигнальных устройств.
транспортные устройства.
В помещении цеха потенциальную опасность могут представлять подъемно
К управлению грузоподъемными машинами
допускаются только обученные и проинструктированные лица, имеющие
соответствующее удостоверение на право выполнения этих работ.
Рабочие места не должны располагаться под подвесными транспортными
устройствами (конвейерами, монорельсами и др.). Во время транспортировки
грузов по цеху на подвесных транспортных механизмах запрещается находится
под грузом. Для обеспечения нормальных условий труда в цехе необходимо
предусмотреть местное освещение рабочего места, которое отключается по
окончании работы станка. Местное освещение питается от электросети
напряжением не более 36 В.
Основными опасными производственными факторами при эксплуатации
токарных станков являются вращающиеся станочные приспособления и заготовки,
а также образующаяся в процессе резания стружка. 13
Перед началом работы необходимо:
Привести в порядок свою рабочую одежду, застегнуть все пуговицы,
плотно завязать обшлага рукавов, надеть головной убор, тщательно убрав
под него волосы;
Подготовить рабочее место, проверить исправность защитных щитков и
очков, осмотреть и подготовить к работе приспособления, режущий и
материальный инструмент, подготовить тару для заготовок, проверить
исправность подножной деревянной решетки; проследить, чтобы пол
вблизи станка был чистым и без масляных пятен;
Проверить наличие ограждений ременных и цепных передач, защитных
кожухов, крышек гитар, исправность предохранительных устройств,
крючков для устранения стружки, проверить не оборван ли заземляющий
провод, правильно установить светильник местного освещения (не должен
ослеплять глаза);
Проверить натяжение цепей, ремней, исправность работы системы смазки
станка, органов управления, тормоза;
В течение несколько минут проверить работу станка на холостом ходу.
Приступать к работе станка можно только в случае его полной
исправности.
Во время накладки станка и перед его пуском в работу необходимо:
При выключенном станке установить все защитные приспособления,
режущие инструменты;
проверить правильность накладки режущих инструментов и
приспособлений: сначала визуальным осмотром, затем при повороте
вручную шпинделя станка, потом при работе вхолостую и только после
этого при обработке пробных деталей.
Особенности правил безопасности во время накладки станка с ЧПУ перед
его пуском состоят в следующем: накладчик должен проверить работоспособность станка с помощью тест программ, тем самым
проконтролировав работу устройства ЧПУ. После наладки необходимо
14
снять все рукоятки.
Во время работы станка необходимо:
прочно закреплять обрабатываемые заготовки в патроне, центрах или на
отправке; при установке и съеме заготовок массой более 20 кг
пользоваться подъемными устройствами; не оставлять ключ в патроне
после закрепления (или открепления) заготовки, не притормаживать
руками выключенный, но еще вращающийся шпиндель;
удалять стружку специальными крючками; не производить смазку, обтирку
и чистку станка при обработке заготовки;
при осуществлении контроля размеров обрабатываемой детали
остерегаться порезов рук острыми кромками резцов, закрепленных в
резцедержателе;
закрывать зону резания защитным щитком, а в станках с ЧПУ, оснащенных
инструментальными магазинами и револьверными головками защитными
устройствами, предохраняющими рабочих операторов от травмирования
инструментами при транспортировании режущего инструмента из магазина
к посадочному месту или при повороте револьверной головки;
при скоростном точении применять резцы со стружколомами или
стружколомающими канавками;
при зачистке заусенцев или полировании нельзя держать абразивную
шкурку в руках, следует применять жимы;
нежесткие валы обрабатывать в люнетах, выступающий конец прутка
ограждать трубчатым кожухом;
работать на режимах резания, указанных в операционных картах; перед тем
как остановить станок, выключить автоматическую подачу и отвести
инструмент от заготовки; не работать на станке в перчатках, на 15
забинтованные пальцы надевать резиновые напальчники; вытирать руки
только чистой ветошью (при использовании обтирочного материала после
вытирания им станка можно поранить руки мелкой стружкой);
при частоте вращения шпинделя 150 об/мин и выше не допускать
применение жесткого центра; при обработке заготовок массой 30 кг и выше
применять самосмазывающийся центр;
отключать станок при перерыве в подаче электроэнергии, а также при
обнаружении утечки масла;
не открывать защитные кожухи электрооборудования, не открывать двери
электрошкафов;
о любых неисправностях сообщать мастеру, дежурному слесарю,
электромонтеру; до их устранения к работе не приступать;
поддерживать чистоту рабочего места, не загромождать его деталями,
заготовками, следить, чтобы СОЖ не попадала на подножную деревянную
решетку и пол в зоне работы токаря.
Техническая характеристика оборудования
Горизонтальнофрезерный станок модели 6 П 80 Г
Назначение станка. Станок предназначен для фрезерования различных
деталей из стали, чугуна и цветных металлов сравнительно небольших размеров.
Обработка деталей осуществляется цилиндрическими, дисковыми, фасонными,
угловыми, модульными и торцовыми фрезами как встречным, так и попутным
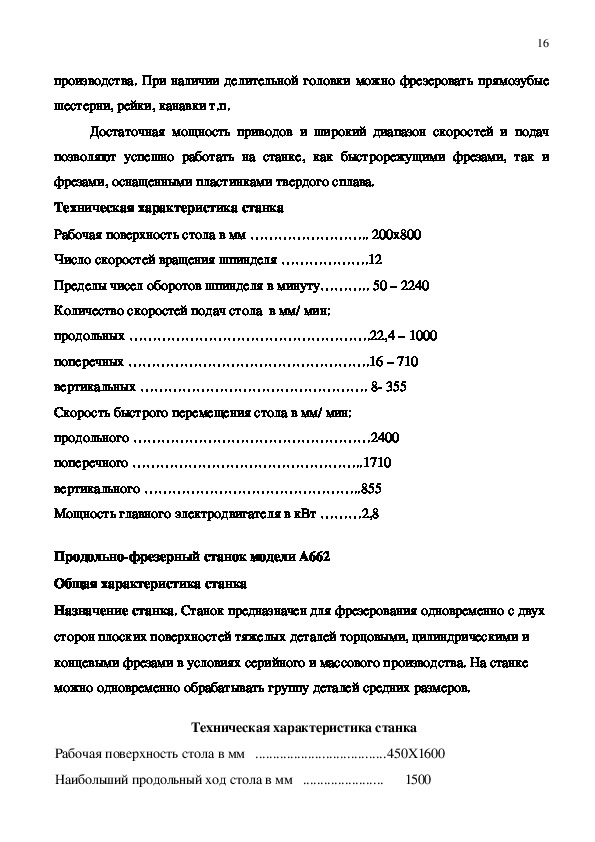
фрезерованием. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые
шестерни, рейки, канавки т.п.
Достаточная мощность приводов и широкий диапазон скоростей и подач
позволяют успешно работать на станке, как быстрорежущими фрезами, так и
16
фрезами, оснащенными пластинками твердого сплава.
Техническая характеристика станка
Рабочая поверхность стола в мм …………………….. 200х800
Число скоростей вращения шпинделя ……………….12
Пределы чисел оборотов шпинделя в минуту……….. 50 – 2240
Количество скоростей подач стола в мм/ мин:
продольных …………………………………………….22,4 – 1000
поперечных …………………………………………….16 – 710
вертикальных …………………………………………. 8 355
Скорость быстрого перемещения стола в мм/ мин:
продольного ……………………………………………2400
поперечного …………………………………………..1710
вертикального ………………………………………..855
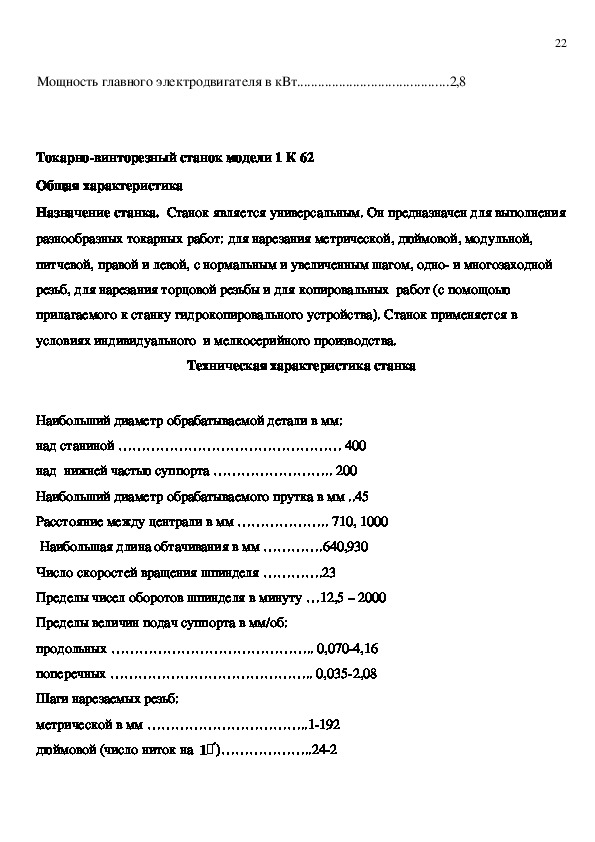
Мощность главного электродвигателя в кВт ………2,8
Продольнофрезерный станок модели А662
Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования одновременно с двух
сторон плоских поверхностей тяжелых деталей торцовыми, цилиндрическими и
концевыми фрезами в условиях серийного и массового производства. На станке
можно одновременно обрабатывать группу деталей средних размеров.
Техническая характеристика станка
Рабочая поверхность стола в мм .....................................450X1600
Наибольший продольный ход стола в мм ....................... 1500 17
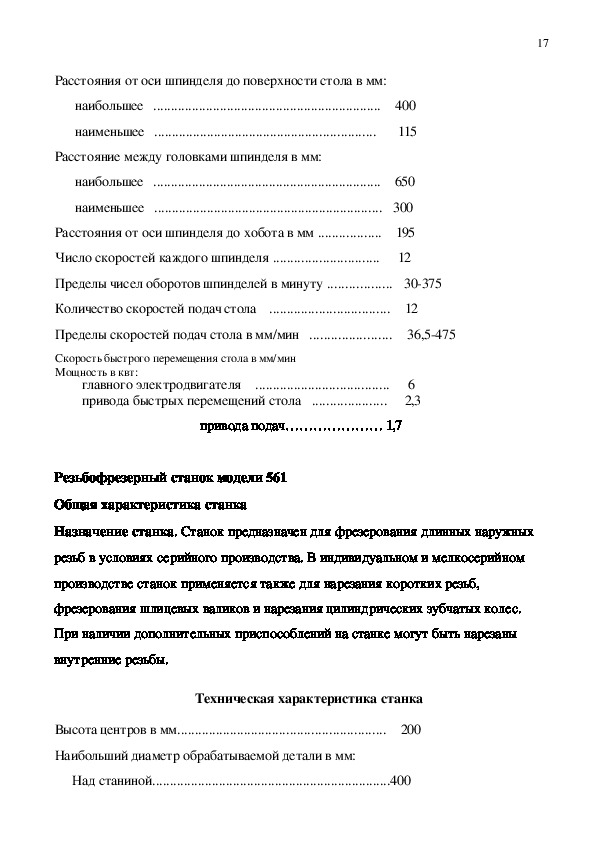
Расстояния от оси шпинделя до поверхности стола в мм:
наибольшее ................................................................. 400
наименьшее ............................................................... 115
Расстояние между головками шпинделя в мм:
наибольшее ................................................................. 650
наименьшее ................................................................. 300
Расстояния от оси шпинделя до хобота в мм .................. 195
Число скоростей каждого шпинделя .............................. 12
Пределы чисел оборотов шпинделей в минуту .................. 30375
Количество скоростей подач стола .................................. 12
Пределы скоростей подач стола в мм/мин ....................... 36,5475
Скорость быстрого перемещения стола в мм/мин
Мощность в квт:
главного электродвигателя ...................................... 6
привода быстрых перемещений стола ..................... 2,3
привода подач………………… 1,7
Резьбофрезерный станок модели 561
Общая характеристика станка
Назначение станка. Станок предназначен для фрезерования длинных наружных
резьб в условиях серийного производства. В индивидуальном и мелкосерийном
производстве станок применяется также для нарезания коротких резьб,
фрезерования шлицевых валиков и нарезания цилиндрических зубчатых колес.
При наличии дополнительных приспособлений на станке могут быть нарезаны
внутренние резьбы.
Техническая характеристика станка
Высота центров в мм........................................................... 200
Наибольший диаметр обрабатываемой детали в мм:
Над станиной....................................................................400 18
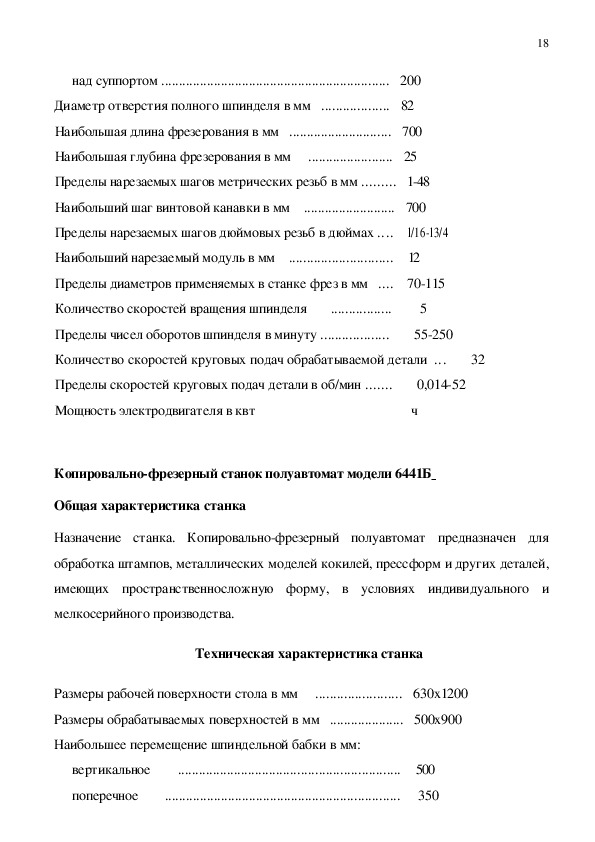
над суппортом ................................................................. 200
Диаметр отверстия полного шпинделя в мм ................... 82
Наибольшая длина фрезерования в мм ............................. 700
Наибольшая глубина фрезерования в мм ........................ 25
Пределы нарезаемых шагов метрических резьб в мм ......... 148
Наибольший шаг винтовой канавки в мм .......................... 700
Пределы нарезаемых шагов дюймовых резьб в дюймах .... l/16l3/4
Наибольший нарезаемый модуль в мм ............................. 12
Пределы диаметров применяемых в станке фрез в мм .... 70115
Количество скоростей вращения шпинделя ................. 5
Пределы чисел оборотов шпинделя в минуту ................... 55250
Количество скоростей круговых подач обрабатываемой детали ... 32
Пределы скоростей круговых подач детали в об/мин ....... 0,01452
Мощность электродвигателя в квт
ч
Копировальнофрезерный станок полуавтомат модели 6441Б
Общая характеристика станка
Назначение станка. Копировальнофрезерный полуавтомат предназначен для
обработка штампов, металлических моделей кокилей, прессформ и других деталей,
имеющих пространственносложную форму, в условиях индивидуального и
мелкосерийного производства.
Техническая характеристика станка
Размеры рабочей поверхности стола в мм ........................ 630x1200
Размеры обрабатываемых поверхностей в мм ..................... 500x900
Наибольшее перемещение шпиндельной бабки в мм:
вертикальное ............................................................... 500
поперечное
................................................................... 350 19
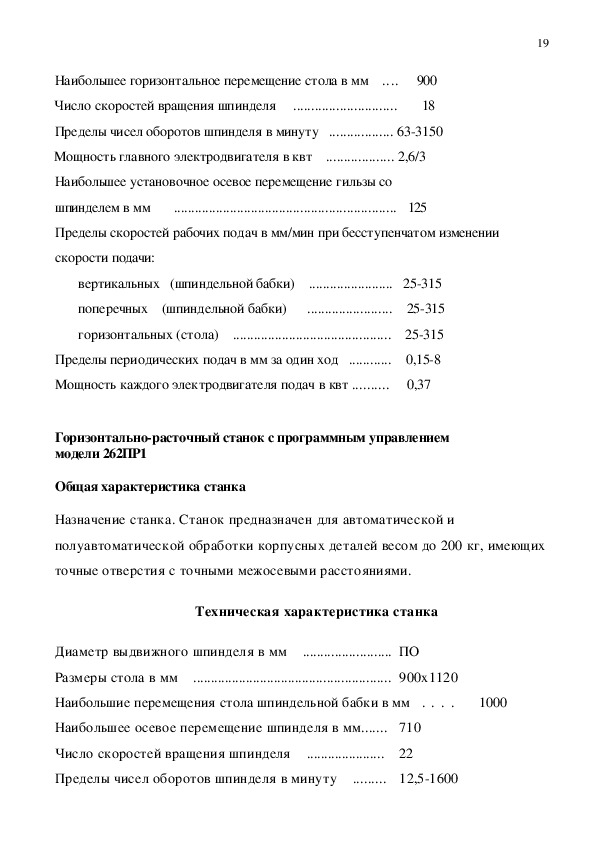
Наибольшее горизонтальное перемещение стола в мм .... 900
Число скоростей вращения шпинделя ............................. 18
Пределы чисел оборотов шпинделя в минуту .................. 633150
Мощность главного электродвигателя в квт ................... 2,6/3
Наибольшее установочное осевое перемещение гильзы со
шпинделем в мм ............................................................... 125
Пределы скоростей рабочих подач в мм/мин при бесступенчатом изменении
скорости подачи:
вертикальных (шпиндельной бабки) ........................ 25315
поперечных (шпиндельной бабки) ........................ 25315
горизонтальных (стола) ............................................. 25315
Пределы периодических подач в мм за один ход ............ 0,158
Мощность каждого электродвигателя подач в квт .......... 0,37
Горизонтальнорасточный станок с программным управлением
модели 262ПР1
Общая характеристика станка
Назначение станка. Станок предназначен для автоматической и
полуавтоматической обработки корпусных деталей весом до 200 кг, имеющих
точные отверстия с точными межосевыми расстояниями.
Техническая характеристика станка
Диаметр выдвижного шпинделя в мм ......................... ПО
Размеры стола в мм ........................................................ 900x1120
Наибольшие перемещения стола шпиндельной бабки в мм . . . .
Наибольшее осевое перемещение шпинделя в мм....... 710
1000
Число скоростей вращения шпинделя ......................
Пределы чисел оборотов шпинделя в минуту ......... 12,51600
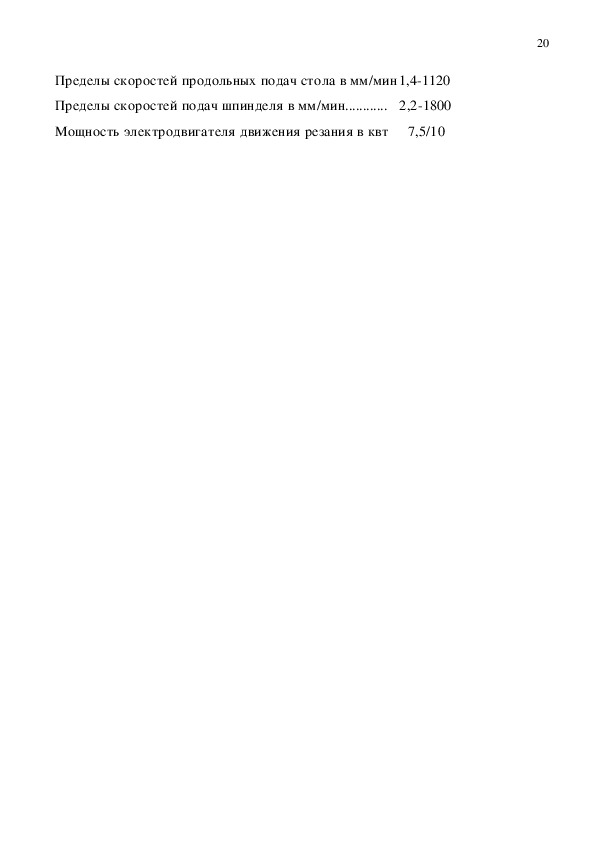
22 Пределы скоростей продольных подач стола в мм/мин 1,41120
Пределы скоростей подач шпинделя в мм/мин............ 2,21800
Мощность электродвигателя движения резания в квт
7,5/10
20 21
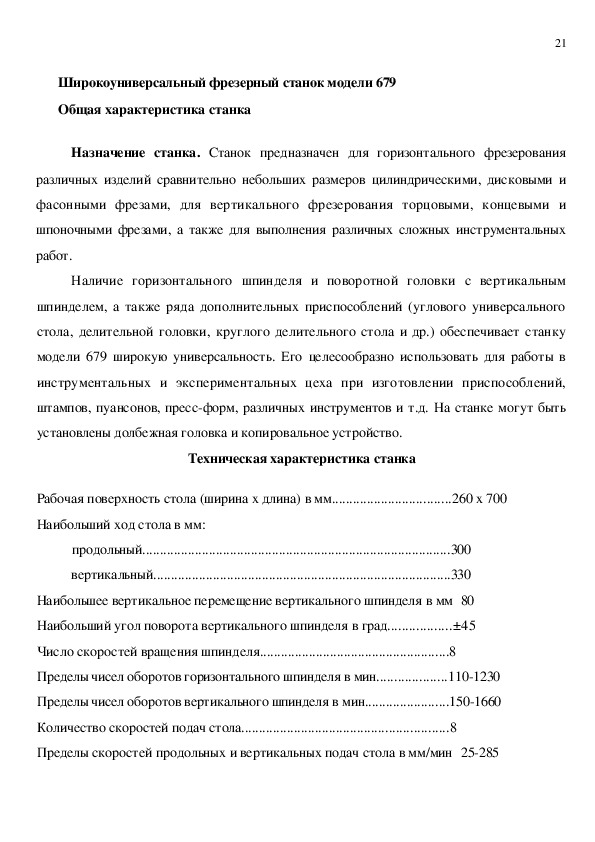
Широкоуниверсальный фрезерный станок модели 679
Общая характеристика станка
Назначение станка. Станок предназначен для горизонтального фрезерования
различных изделий сравнительно небольших размеров цилиндрическими, дисковыми и
фасонными фрезами, для вертикального фрезерования торцовыми, концевыми и
шпоночными фрезами, а также для выполнения различных сложных инструментальных
работ.
Наличие горизонтального шпинделя и поворотной головки с вертикальным
шпинделем, а также ряда дополнительных приспособлений (углового универсального
стола, делительной головки, круглого делительного стола и др.) обеспечивает станку
модели 679 широкую универсальность. Его целесообразно использовать для работы в
инструментальных и экспериментальных цеха при изготовлении приспособлений,
штампов, пуансонов, прессформ, различных инструментов и т.д. На станке могут быть
установлены долбежная головка и копировальное устройство.
Техническая характеристика станка
Рабочая поверхность стола (ширина х длина) в мм..................................260 х 700
Наибольший ход стола в мм:
продольный........................................................................................300
вертикальный.....................................................................................330
Наибольшее вертикальное перемещение вертикального шпинделя в мм 80
Наибольший угол поворота вертикального шпинделя в град..................±45
Число скоростей вращения шпинделя......................................................8
Пределы чисел оборотов горизонтального шпинделя в мин....................1101230
Пределы чисел оборотов вертикального шпинделя в мин........................1501660
Количество скоростей подач стола...........................................................8
Пределы скоростей продольных и вертикальных подач стола в мм/мин 25285 Мощность главного электродвигателя в кВт...........................................2,8
22
Токарновинторезный станок модели 1 К 62
Общая характеристика
Назначение станка. Станок является универсальным. Он предназначен для выполнения
разнообразных токарных работ: для нарезания метрической, дюймовой, модульной,
питчевой, правой и левой, с нормальным и увеличенным шагом, одно и многозаходной
резьб, для нарезания торцовой резьбы и для копировальных работ (с помощоью
прилагаемого к станку гидрокопировального устройства). Станок применяется в
условиях индивидуального и мелкосерийного производства.
Техническая характеристика станка
Наибольший диаметр обрабатываемой детали в мм:
над станиной ………………………………………… 400
над нижней частью суппорта …………………….. 200
Наибольший диаметр обрабатываемого прутка в мм ..45
Расстояние между централи в мм ……………….. 710, 1000
Наибольшая длина обтачивания в мм ………….640,930
Число скоростей вращения шпинделя ………….23
Пределы чисел оборотов шпинделя в минуту …12,5 – 2000
Пределы величин подач суппорта в мм/об:
продольных …………………………………….. 0,0704,16
поперечных …………………………………….. 0,0352,08
Шаги нарезаемых резьб:
метрической в мм ……………………………..1192
дюймовой (число ниток на 1 )………………..242 23
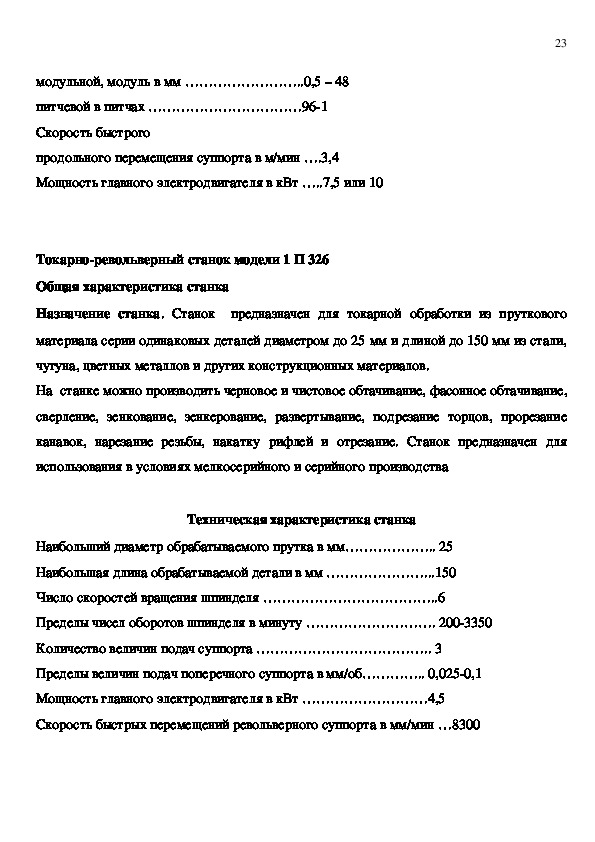
модульной, модуль в мм ……………………..0,5 – 48
питчевой в питчах ……………………………961
Скорость быстрого
продольного перемещения суппорта в м/мин ….3,4
Мощность главного электродвигателя в кВт …..7,5 или 10
Токарноревольверный станок модели 1 П 326
Общая характеристика станка
Назначение станка. Станок предназначен для токарной обработки из пруткового
материала серии одинаковых деталей диаметром до 25 мм и длиной до 150 мм из стали,
чугуна, цветных металлов и других конструкционных материалов.
На станке можно производить черновое и чистовое обтачивание, фасонное обтачивание,
сверление, зенкование, зенкерование, развертывание, подрезание торцов, прорезание
канавок, нарезание резьбы, накатку рифлей и отрезание. Станок предназначен для
использования в условиях мелкосерийного и серийного производства
Техническая характеристика станка
Наибольший диаметр обрабатываемого прутка в мм……………….. 25
Наибольшая длина обрабатываемой детали в мм …………………...150
Число скоростей вращения шпинделя ………………………………..6
Пределы чисел оборотов шпинделя в минуту ………………………. 2003350
Количество величин подач суппорта ……………………………….. 3
Пределы величин подач поперечного суппорта в мм/об………….. 0,0250,1
Мощность главного электродвигателя в кВт ………………………4,5
Скорость быстрых перемещений револьверного суппорта в мм/мин …8300 24
СПИСОК ЛИТЕРАТУРЫ
1. Барановский Ю.В., Брахман Л. А., Гдалевич А. И. и др. Режимы резания металлов:
Справочник. — М.: НИИТавтопром, 1995. — 456 с.
2. Вереина Л. И., Усов Б. А. Конструкции и наладка токарнозатыловочных станков.
— М.: Высш. шк., 1985. — 169 с.
3. Власов С.Н., Годович Г.М., Черпаков Б. И. Устройство, наладка и обслуживание
станков и автоматических линий: Учеб. для техникумов. — 2е изд., перераб. и
доп. — М.: Машиностроение, 1995. — 464 с.
4. Денежный П.М., Стискин Г. М., Тхор И. Е. Токарное дело: Учеб. для средних
проф. техн. училищ. — 2е изд., перераб. и доп. — М.: Высш. шк., 1976. 239 с.
5. Зайцев Б. Г., Завгороднев П. И., Шевченко А. С. Справочник молодого токаря. —
М.: Высш. шк., 1977. — 367 с.
6. Коготков М.Я. Токарькарусельщик. — Л.: Машиностроение, Ленингр. отд., 1986.
— 240 с.
7. Краткий справочник металлиста / Под ред. П. Н. Орлова, Е. А. Скороходова. — 3
е изд., перераб. и доп. — М.: Машиностроение, 1987. — 960 с.
8. Локтева СЕ. Станки с программным управлением и промышленные роботы: Учеб.
для машиностроительных техникумов. — 2е изд., перераб. и доп. — М.:
Машиностроение, 1986. — 320 с.
9. Наерман М.С., Наерман Я.М., Исаков А.Э. Справочник молодого шлифовщика. —
М.; Высш. шк., 1991. — 207 с.
10.Обработка металлов резанием: Справочник технолога / А. А. Панов, В.В.Аникин,
Н.Г. Бойм и др.; Под ред. А. А. Панова. — М.: Машиностроение, 1988. — 736 с.
11.Прогрессивные режущие инструменты и режимы резания металлов:
Справочник/В.И.Баранчиков, А.В.Жаринов, Н.Д.Юдина и др.; Под ред.
В.И.Баранчикова. — М.: Машиностроение, 1990. — 400 с. 25
12.Сидоров В.Н. Безопасность труда при работе на металлообрабатывающих станках.
— Л.: Лениздат, 1985. — 216 с.
13.Слепинин В. А. Руководство для обучения токарей по металлу: Учеб. пособие для
средних профтехучилищ. — 5е изд., перераб. и доп. — М.: Высш. шк., 1983184
14.Фещенко В.Н., Махмутов Р.Х. Токарная обработка: Учеб. пособие для средних
профтехучилищ. — М.: Высш. шк., 1984. — 288 с.
15.Черпаков Б. И., Альперович Т. А. Книга для станочника: Учеб. для нач. проф.
образования. — М.: ИРПО: Изд. центр «Академия», 1998. — 336 с.
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»

МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
МЕТОДИЧЕСКОЕ ПОСОБИЕ для организации стажировки преподавателей и мастеров производственного обучения по профессии «Станочник (металлообработка)»
Материалы на данной страницы взяты из открытых истончиков либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
30.10.2017
Посмотрите также:
- 📁 Рабочая программа по дисциплине Материаловедение для специальности 22.02.06 Сварочное производство
- 📁 РАБОЧАЯ ПРОГРАММА по стажировке преподавателей и мастеров производственного обучения по профессии...
© ООО «Знанио»
С вами с 2009 года.
![]()
О портале