

Предмет «Технология швейного производства»
Предмет «Технология швейного производства»
Тема «Ниточный способ соединения деталей одежды»
1
Машинные работы 2
Машинные работы
2
Организация рабочего места 3

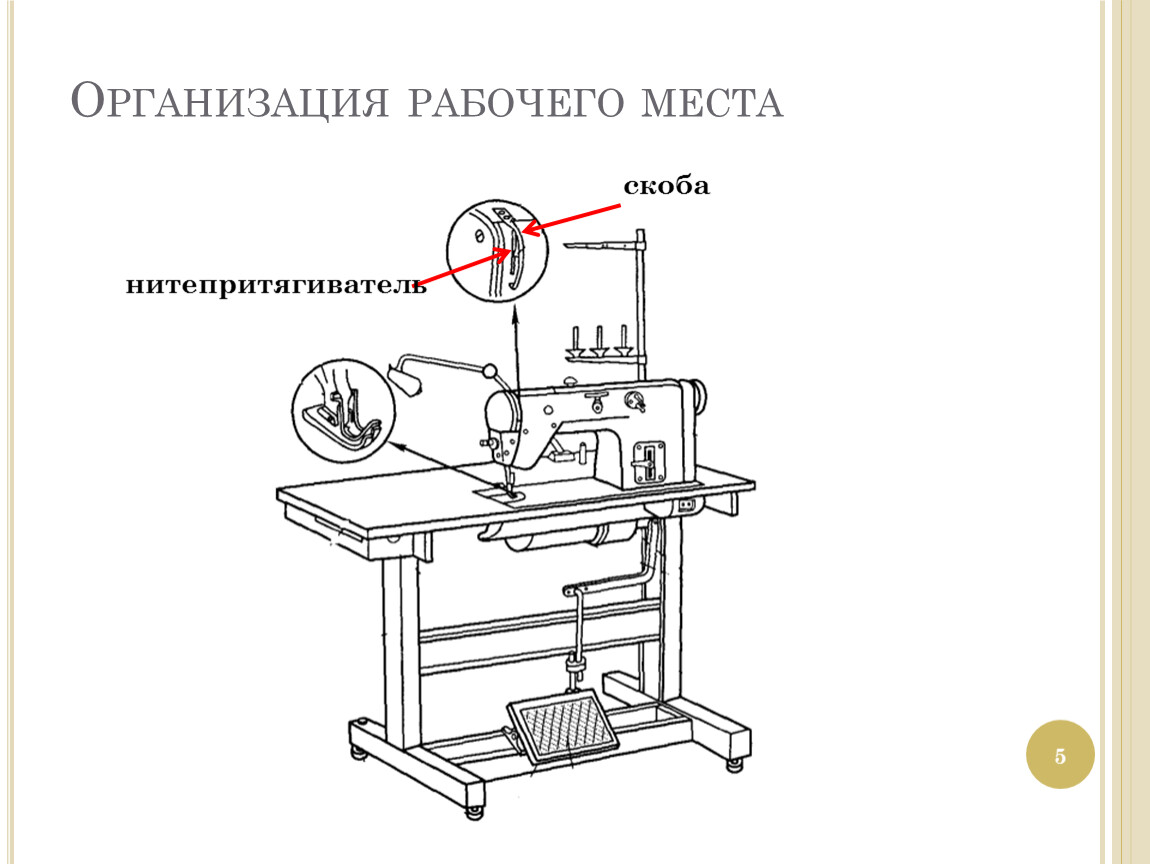
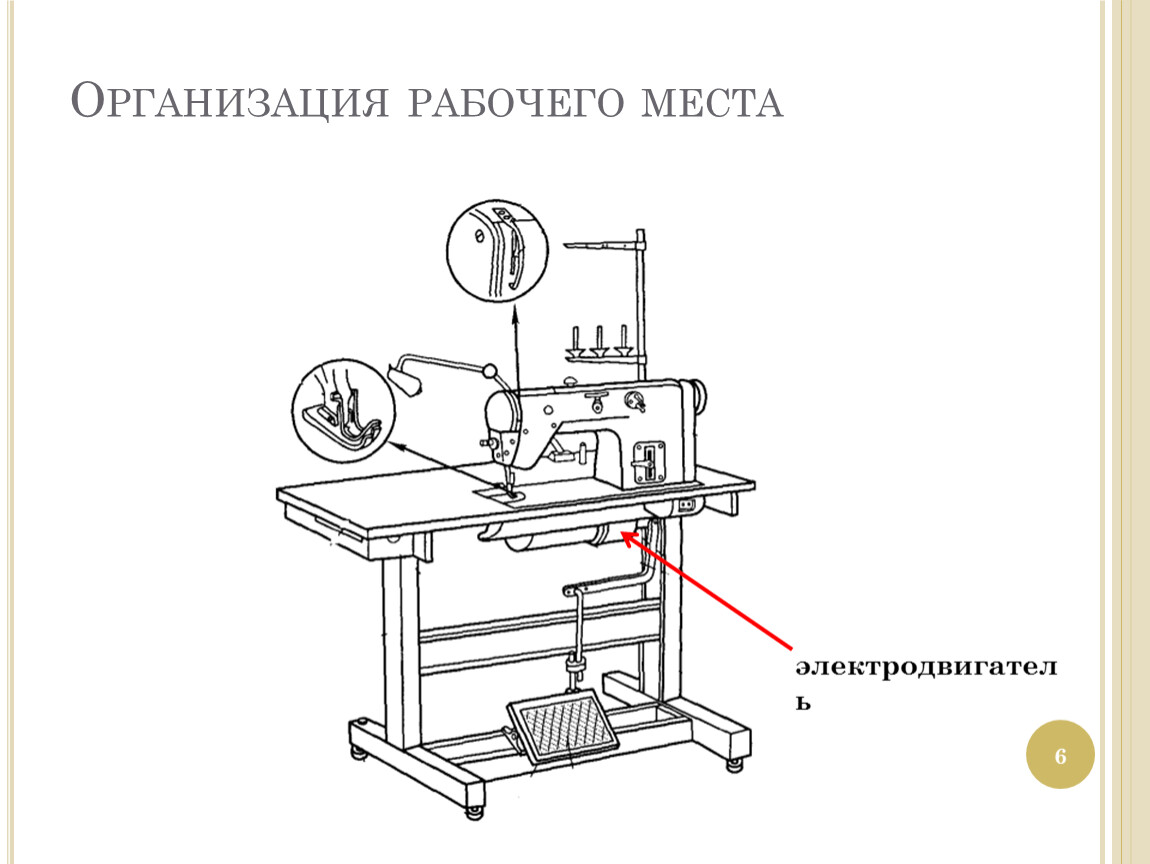
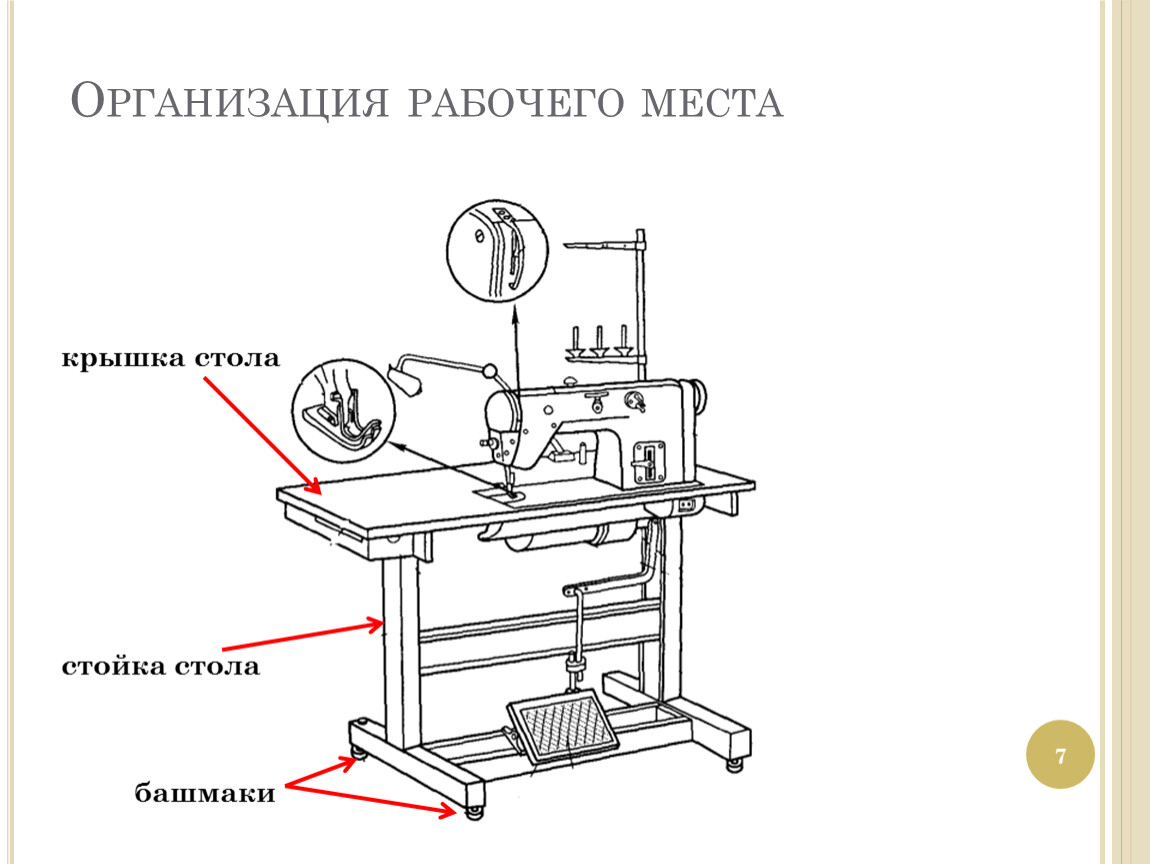
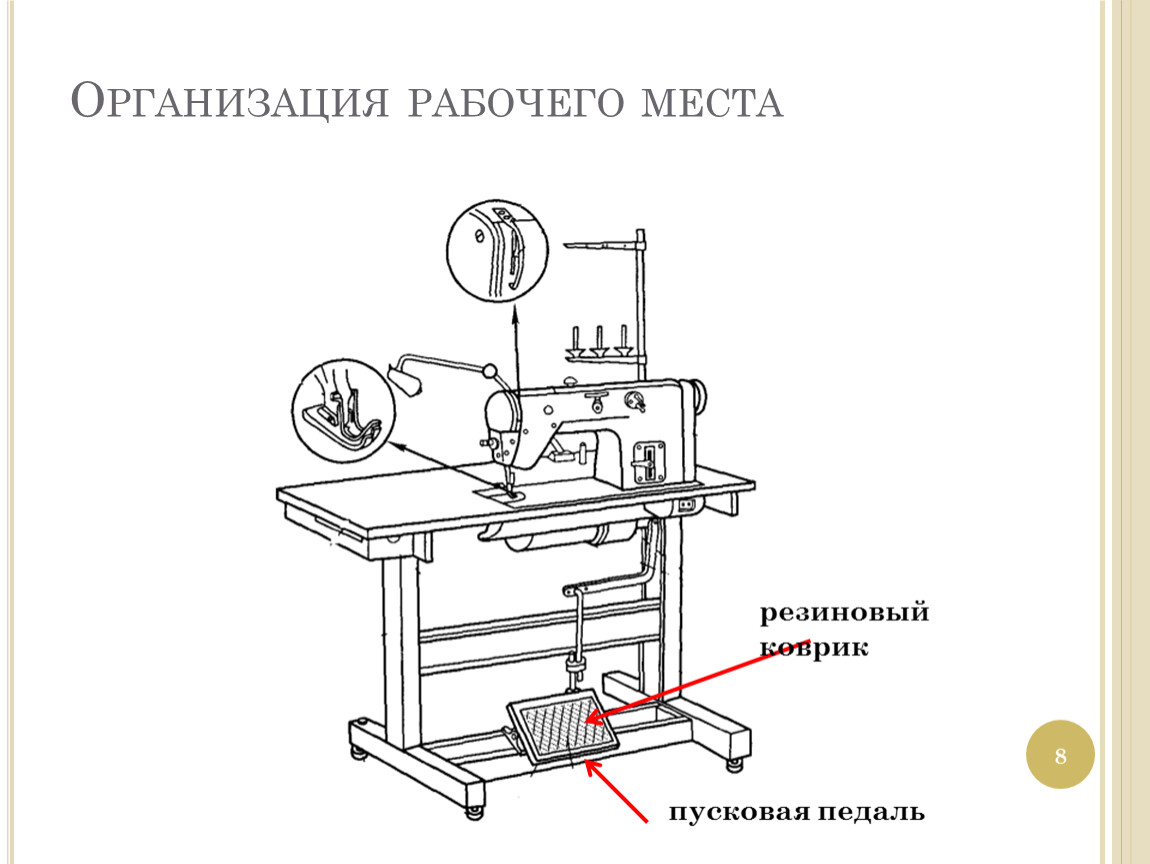
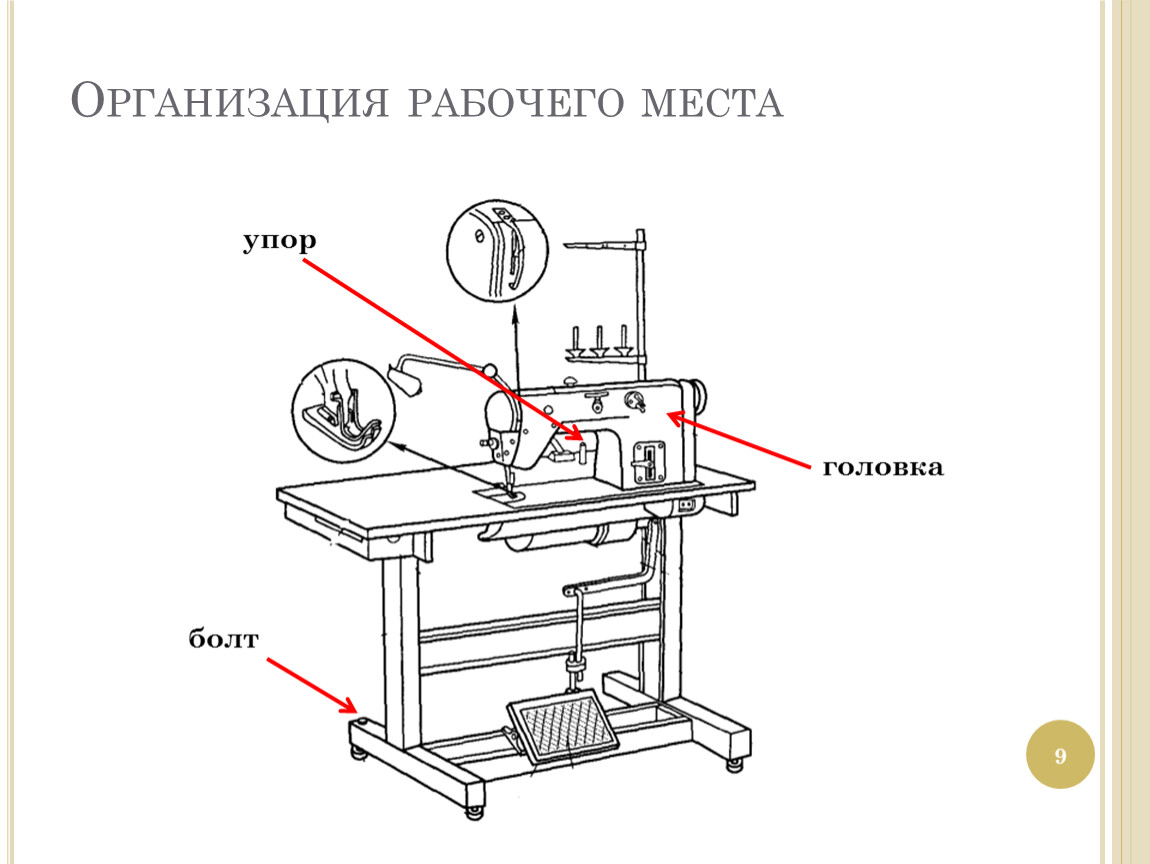
Организация рабочего места
3
Организация рабочего места 4
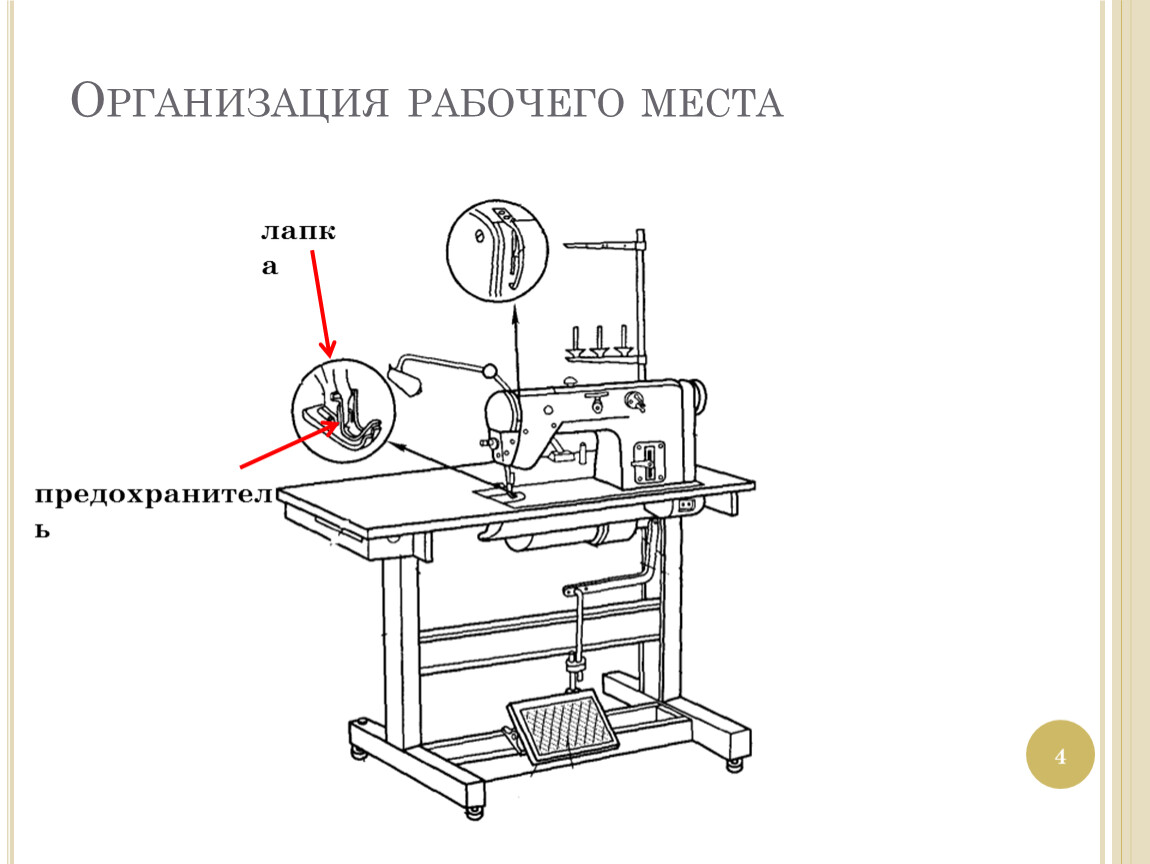
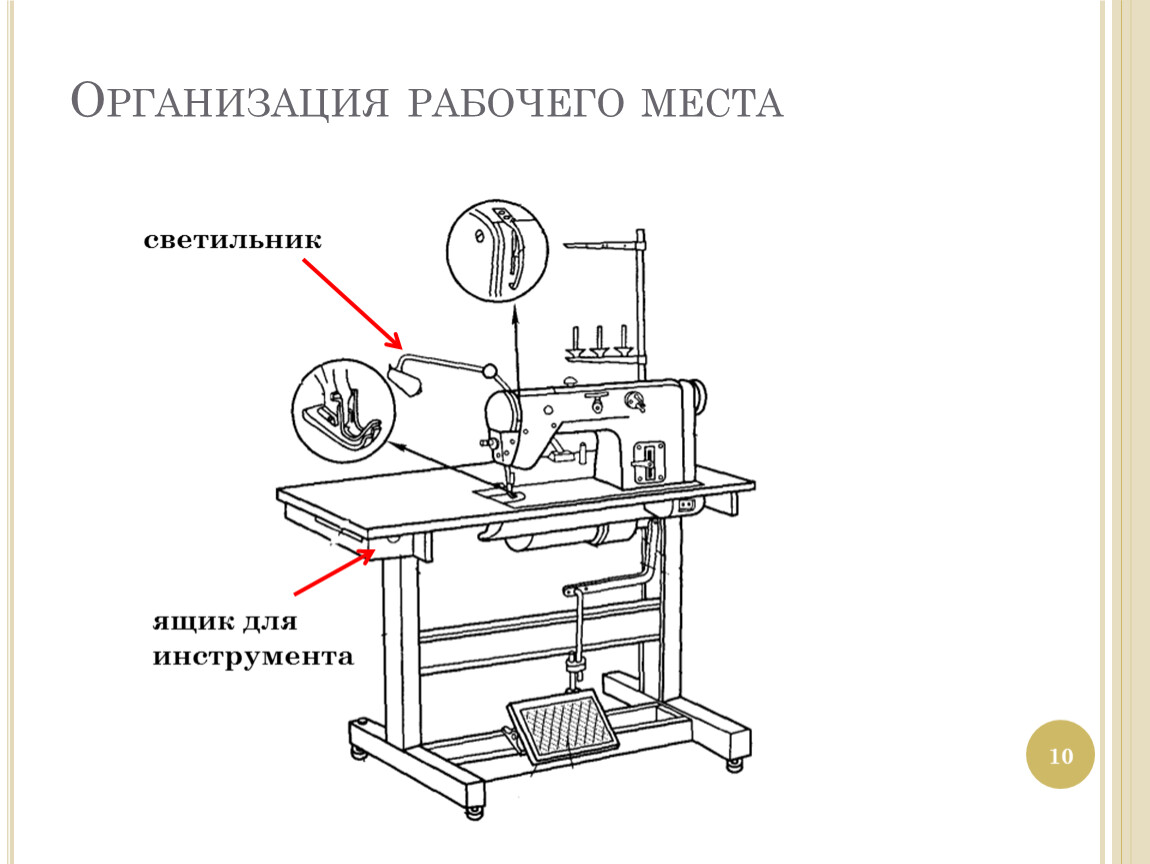
Организация рабочего места
4
Организация рабочего места 5
Организация рабочего места
5
Организация рабочего места 6
Организация рабочего места
6
Организация рабочего места 7
Организация рабочего места
7
Организация рабочего места 8
Организация рабочего места
8
Организация рабочего места 9
Организация рабочего места
9
Организация рабочего места 10
Организация рабочего места
10
Организация рабочего места Откидная подставка
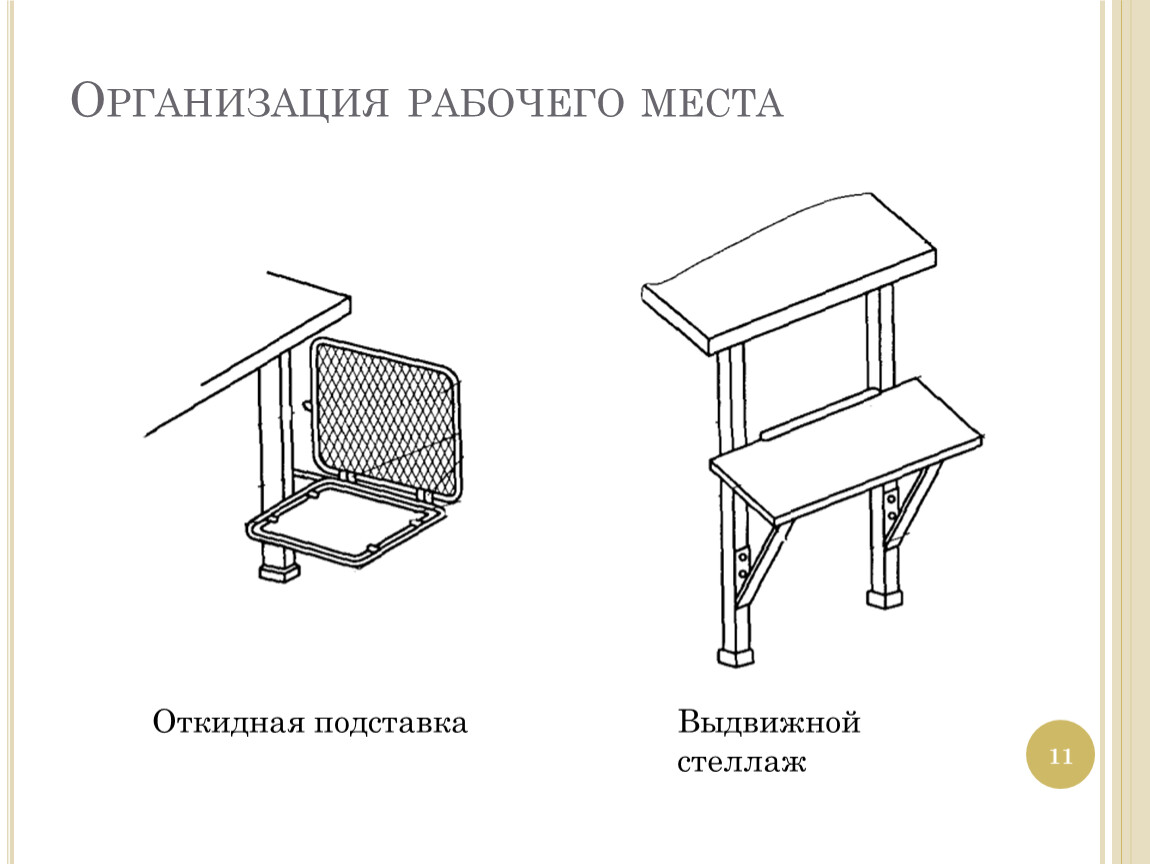
Организация рабочего места
Откидная подставка
Выдвижной стеллаж
11
Организация рабочего места Скаты 12
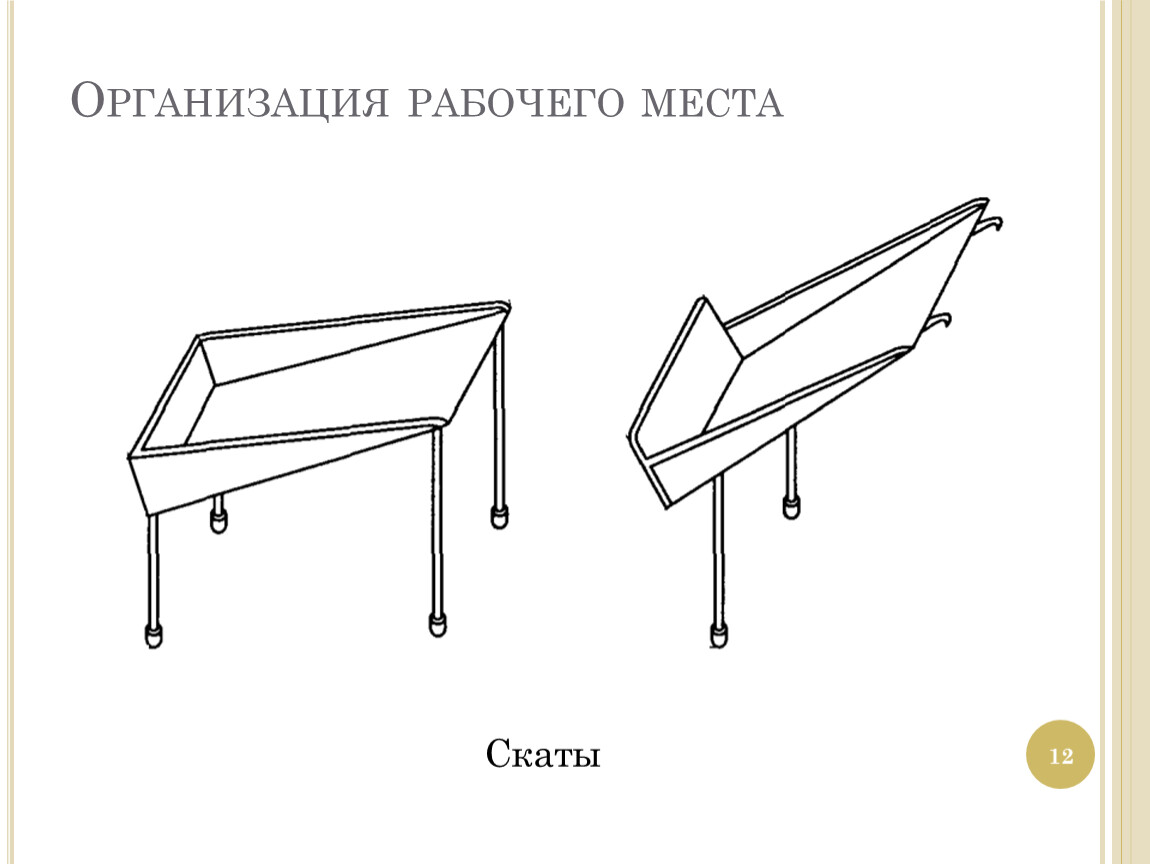
Организация рабочего места
Скаты
12
Организация рабочего места Правильная (а ) и неправильная ( б ) рабочие позы; положение рук на платформе машины ( в ) 13

Организация рабочего места
Правильная (а) и неправильная (б) рабочие позы; положение рук на платформе машины (в)
13
МАШИННЫЕ СТЕЖКИ И СТРОЧКИ 14
МАШИННЫЕ СТЕЖКИ И СТРОЧКИ
14
15

15
16
16
Машинные строчки Стачивающие Обмёточные
Машинные строчки
Стачивающие
Обмёточные
Комбинированные (стачивающие с одновременным обмётыванием срезов)
Подшивочные
Отделочные
17
ЧЕЛНОЧНЫЙ СТЕЖОК И РАБОЧИЕ ОРГАНЫ
ЧЕЛНОЧНЫЙ СТЕЖОК И РАБОЧИЕ ОРГАНЫ ШВЕЙНОЙ МАШИНЫ ДЛЯ ЕГО ОБРАЗОВАНИЯ
ИГЛА – прокалывает материал, проводит через него нитку и при подъеме на 1…2 мм образует петлю напуск.
18
НИТЕПРИТЯГИВАТЕЛЬ – подает нитку игле и челноку, затягивает стежок
НИТЕПРИТЯГИВАТЕЛЬ – подает нитку игле и челноку, затягивает стежок.
ЧЕЛНОК – захватывает петлю иглы, расширяет её и обводит вокруг шпуледержателя.
19
РЕЙКА – перемещает материал на величину стежка
РЕЙКА – перемещает материал на величину стежка.
ЛАПКА – прижимает материал к игольной пластине, способствуя перемещению материала.
20
Как это устроено. Швейная машина
Как это устроено. Швейная машина.
21
Как это устроено. Швейная машинка
http://www.youtube.com/watch?v=ajSc6-lsQ-U
Образование челночного стежка 22 1 6 5 2 3 4
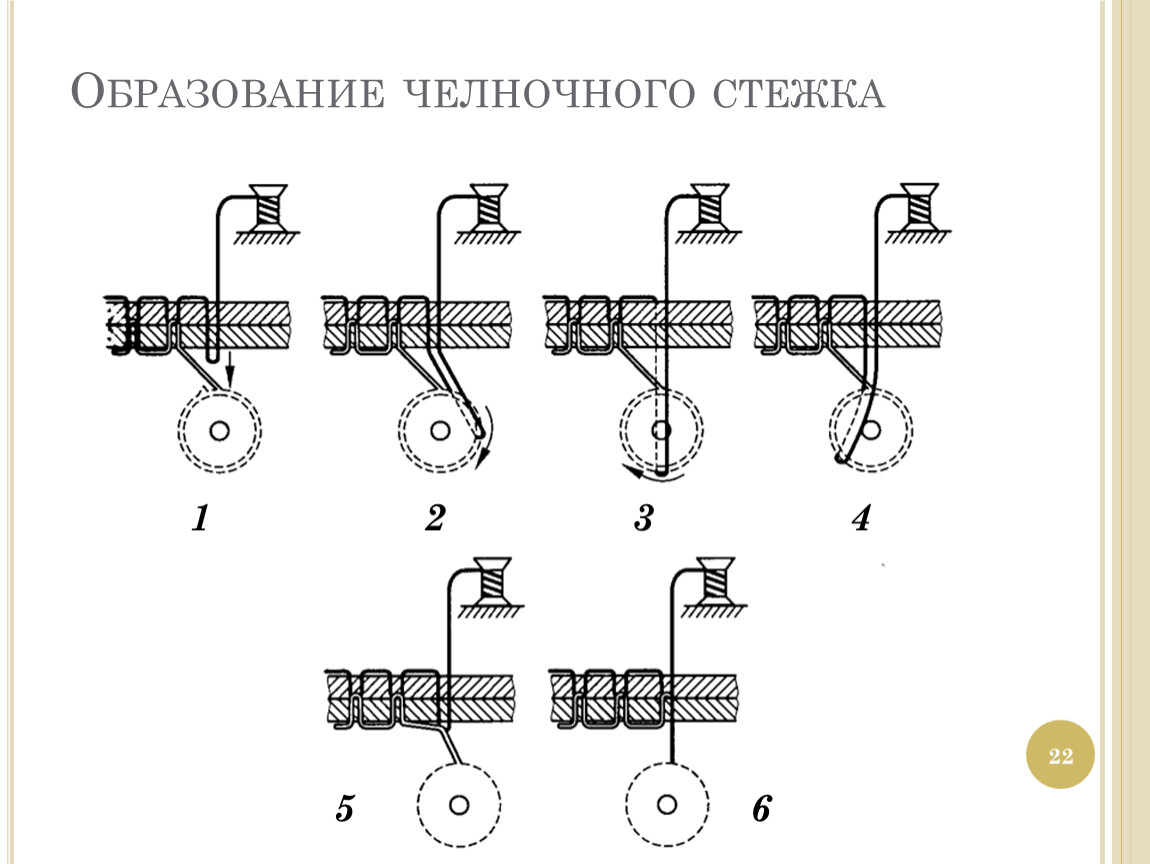
Образование челночного стежка
22
1
6
5
2
3
4
Переплетение ниток в челночной двухниточной строчке а – между материалами; б – снизу; в - сверху 23 + и -
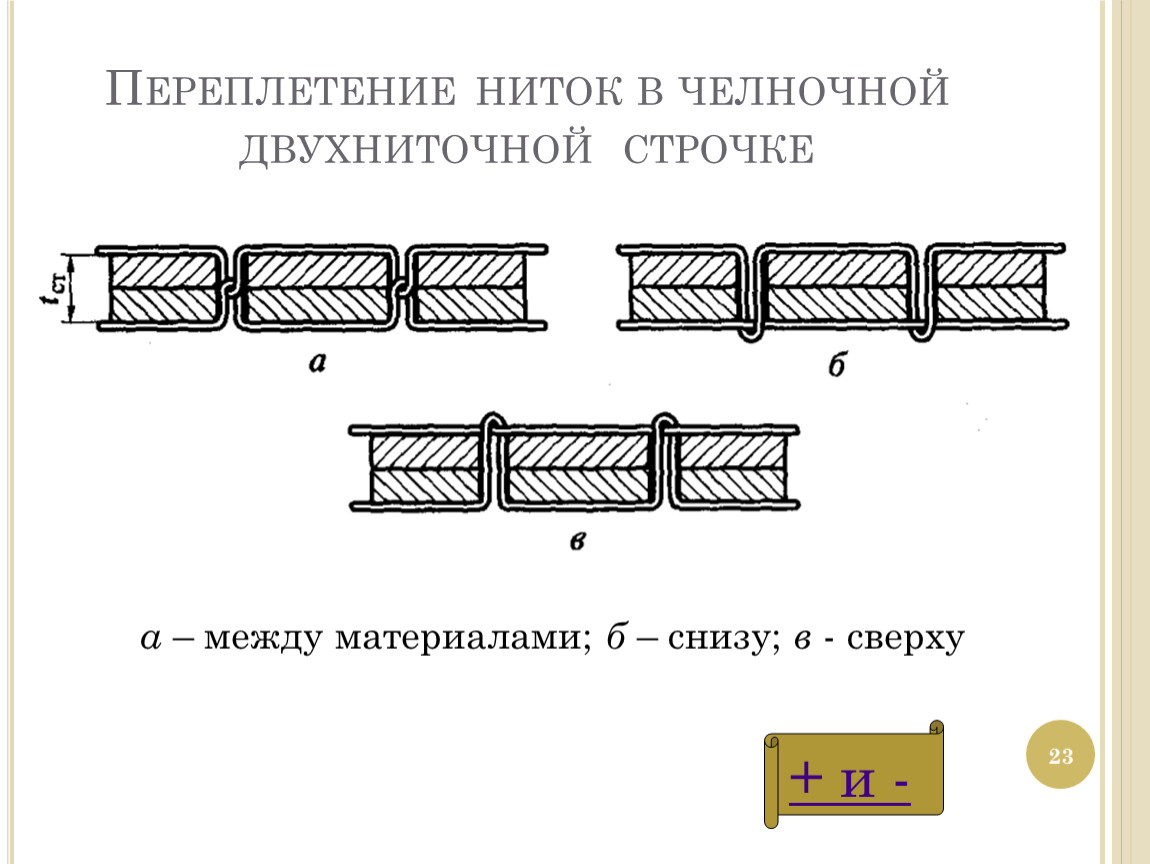
Переплетение ниток в челночной двухниточной строчке
а – между материалами; б – снизу; в - сверху
23
+ и -
Зигзагообразная строчка 24
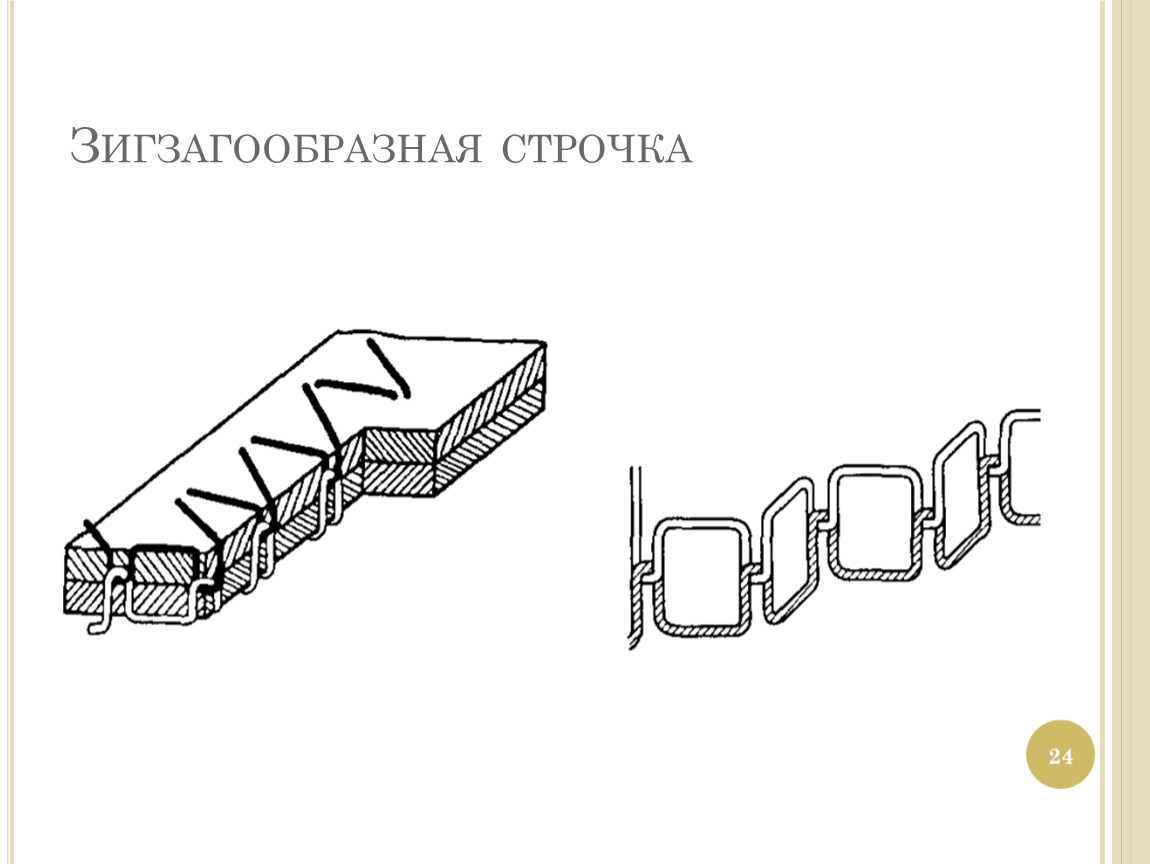
Зигзагообразная строчка
24
Переплетение ниток в цепной строчке 25 + и -
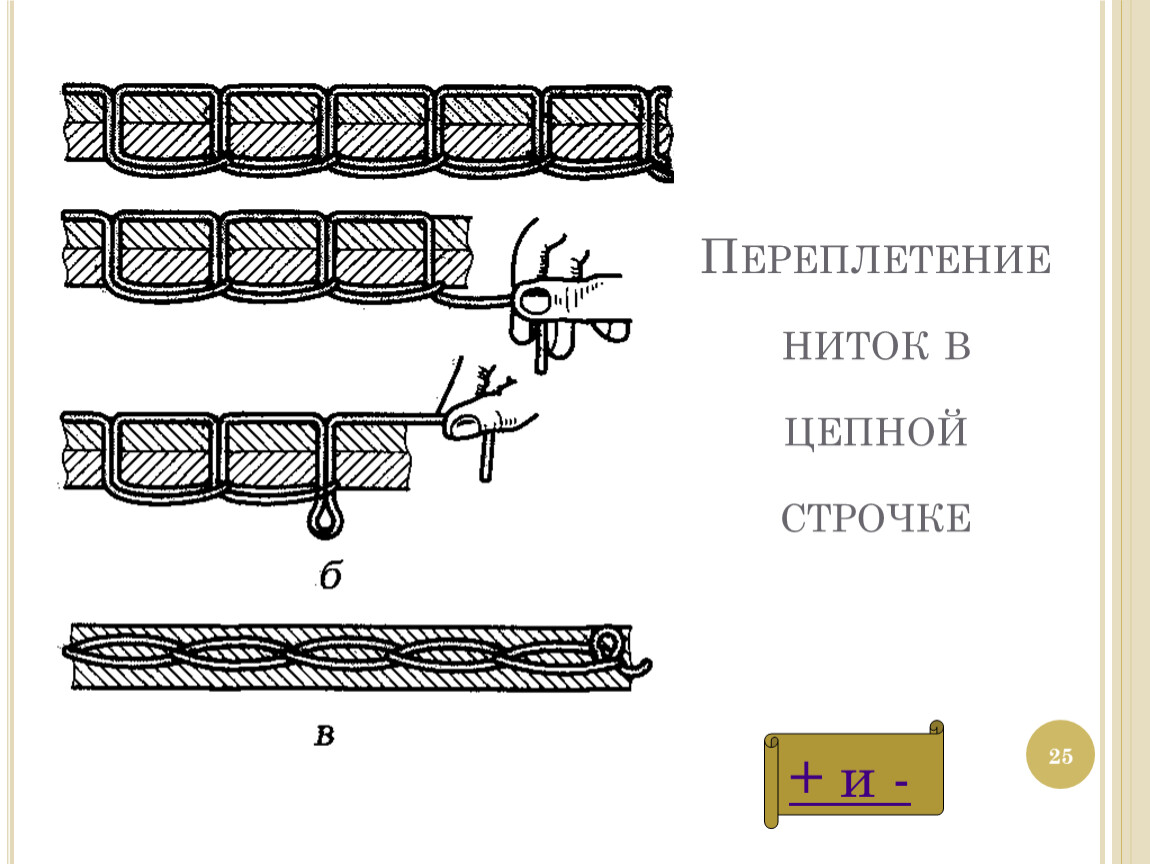
Переплетение ниток в цепной строчке
25
+ и -
МАШИННЫЕ ШВЫ 26
МАШИННЫЕ ШВЫ
26
Требования к швам Потребительские - внешнее оформление шва, ровнота строчки, ширина шва, равномерность частоты стежков, плотность их затягивания, цельность строчки, отсутствие слабины или натянутости материала…
Требования к швам
Потребительские - внешнее оформление шва, ровнота строчки, ширина шва, равномерность частоты стежков, плотность их затягивания, цельность строчки, отсутствие слабины или натянутости материала по линии шва, прочность и др.
Промышленные – расход материала на швы (припуски на швы) и подгиб, трудоемкость выполнения
27
28
28
Соединительные швы в них детали лежат по обе стороны шва (например, швы соединения боковых срезов полочек и спинки) 29

Соединительные швы
в них детали лежат по обе стороны шва (например, швы соединения боковых срезов полочек и спинки)
29
Краевые швы применяют для обработки краев или срезов деталей в целях предохранения их от осыпания и для отделки
30
Краевые швы
применяют для обработки краев или срезов деталей в целях предохранения их от осыпания и для отделки. Детали располагаются по одну сторону шва (например, швы обработки низа изделия или рукавов, швы обработки бортов и т.д.)
Отделочные швы предназначены для отделки деталей и всего изделия, а также для создания определённого силуэта (рельефные линии на полочках и спинке, различные складки и т
31
Отделочные швы
предназначены для отделки деталей и всего изделия, а также для создания определённого силуэта (рельефные линии на полочках и спинке, различные складки и т.д.)
СОЕДИНИТЕЛЬНЫЕ ШВЫ 32

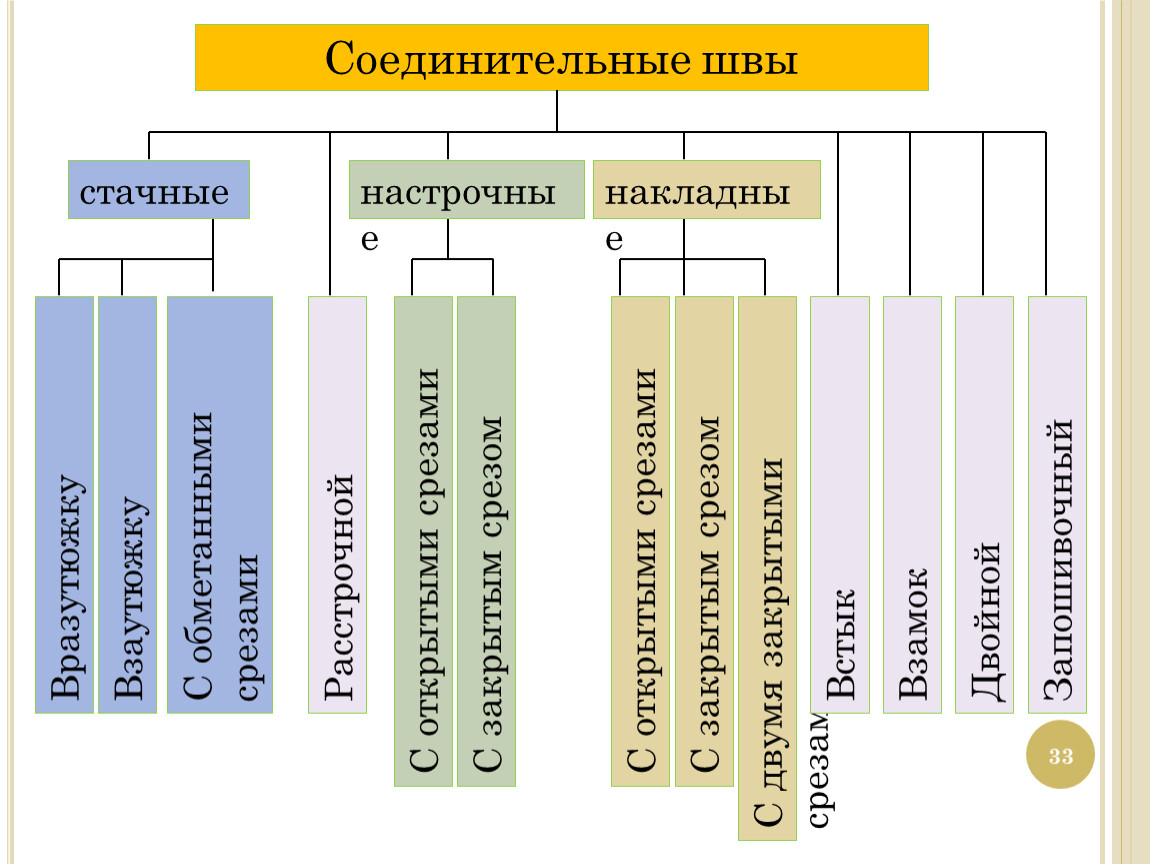
СОЕДИНИТЕЛЬНЫЕ ШВЫ
32
33
33
К соединительным швам относятся стачной (вразутюжку, взаутюжку, с обметанными срезами), расстрочной , настрочной (с открытыми срезами, с одним закрытым срезом), накладной (с открытыми срезами, с…
34
К соединительным швам относятся стачной (вразутюжку, взаутюжку, с обметанными срезами), расстрочной, настрочной (с открытыми срезами, с одним закрытым срезом), накладной (с открытыми срезами, с закрытым срезом, с двумя закрытыми срезами), встык, запошивочный, двойной, взамок
СТАЧНОЙ: ВЗАУТЮЖКУ, ВРАЗУТЮЖКУ,
35
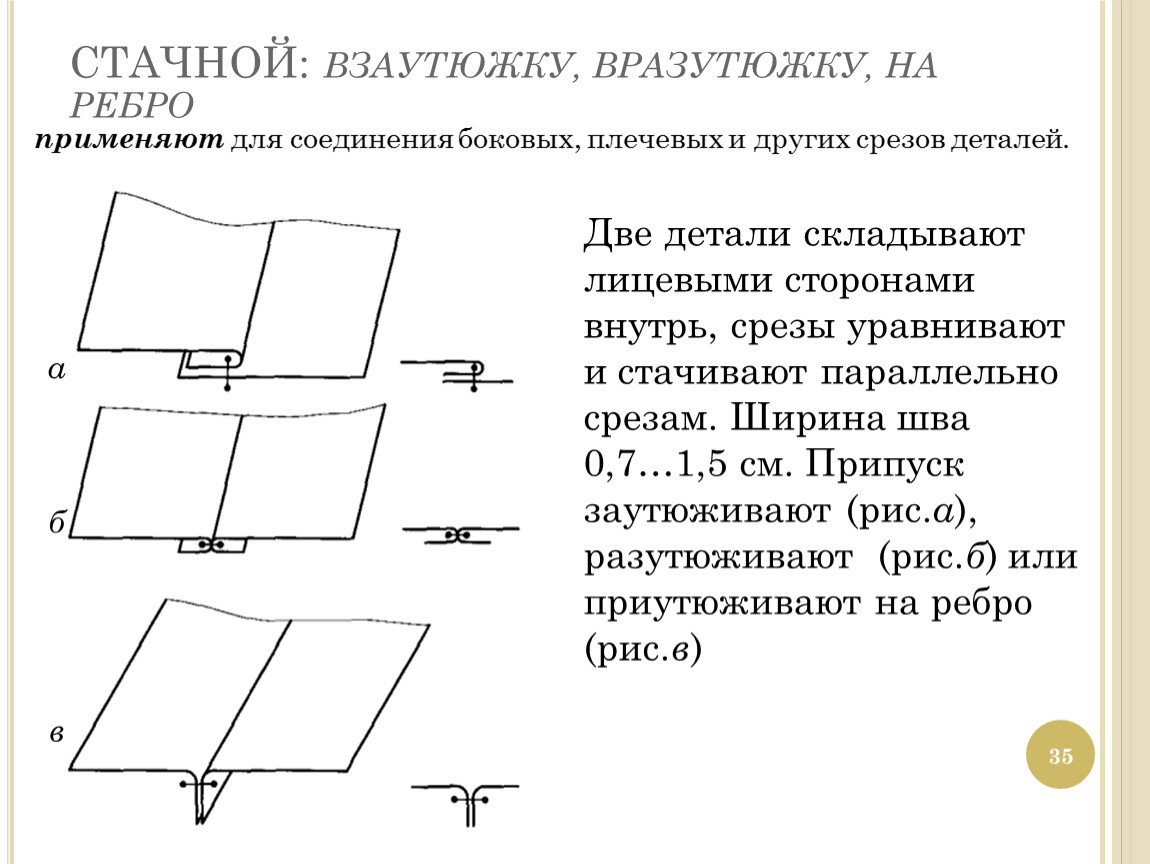
СТАЧНОЙ: ВЗАУТЮЖКУ, ВРАЗУТЮЖКУ, НА РЕБРО
применяют для соединения боковых, плечевых и других срезов деталей.
Две детали складывают лицевыми сторонами внутрь, срезы уравнивают и стачивают параллельно срезам. Ширина шва 0,7…1,5 см. Припуск заутюживают (рис.а), разутюживают (рис.б) или приутюживают на ребро (рис.в)
Дефекты стачного шва залицованные детали; строчка не параллельна срезам ткани; ширина шва не соответствует техническим требованиям; неравномерное натяжение ниток в строчке; искривление шва; не совмещение…
Дефекты стачного шва
залицованные детали;
строчка не параллельна срезам ткани;
ширина шва не соответствует техническим требованиям;
неравномерное натяжение ниток в строчке;
искривление шва;
не совмещение срезов ткани;
частота стежков не соответствует ТУ;
отсутствуют закрепки в концах строчки.
36
РАССТРОЧНОЙ шов 37 применяют для соединения деталей и закрепления швов в изделиях из материалов трудно- или неподдающихся утюжке ( прорезиненные ткани, искусственные кожи ), а…
РАССТРОЧНОЙ шов
37
применяют для соединения деталей и закрепления швов в изделиях из материалов трудно- или неподдающихся утюжке (прорезиненные ткани, искусственные кожи), а также для отделки (растрачивание встречных складок, швов, рельефов).
Две детали складывают лицевыми сторонами, срезы уравнивают и соединяют машинной строчкой на расстоянии, равном ширине отделочной строчки плюс 0,5-1 см
38
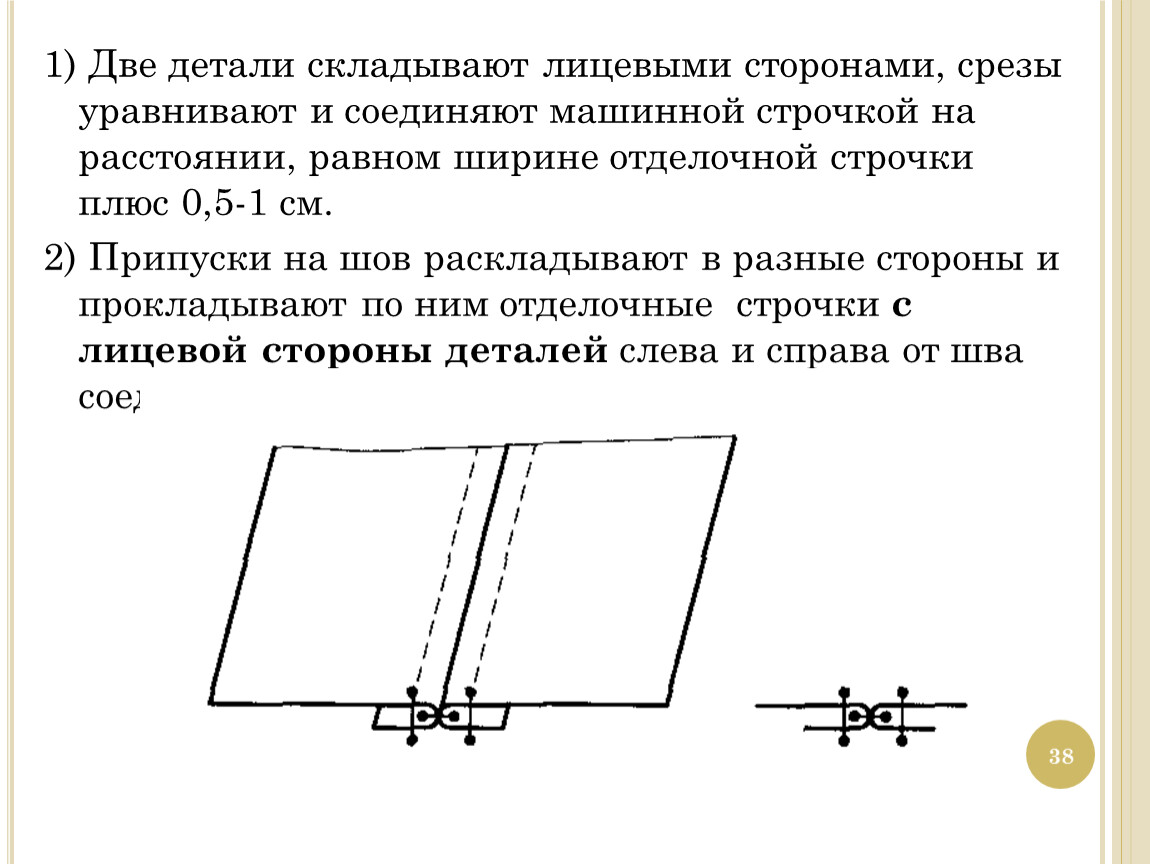
1) Две детали складывают лицевыми сторонами, срезы уравнивают и соединяют машинной строчкой на расстоянии, равном ширине отделочной строчки плюс 0,5-1 см.
2) Припуски на шов раскладывают в разные стороны и прокладывают по ним отделочные строчки с лицевой стороны деталей слева и справа от шва соединения.
Дефекты расстрочного шва все дефекты стачного шва; отделочные строчки не параллельны шву соединения; разная ширина отделочных строчек; прерывистая отделочная строчка
Дефекты расстрочного шва
все дефекты стачного шва;
отделочные строчки не параллельны шву соединения;
разная ширина отделочных строчек;
прерывистая отделочная строчка.
39
Настрочные швы 40 применяют для соединения боковых, плечевых срезов, частей переда и спинки, юбки, рукавов, настрачивания карманов
Настрочные швы
40
применяют для соединения боковых, плечевых срезов, частей переда и спинки, юбки, рукавов, настрачивания карманов.
Настрочной шов с открытыми срезами 41 1)
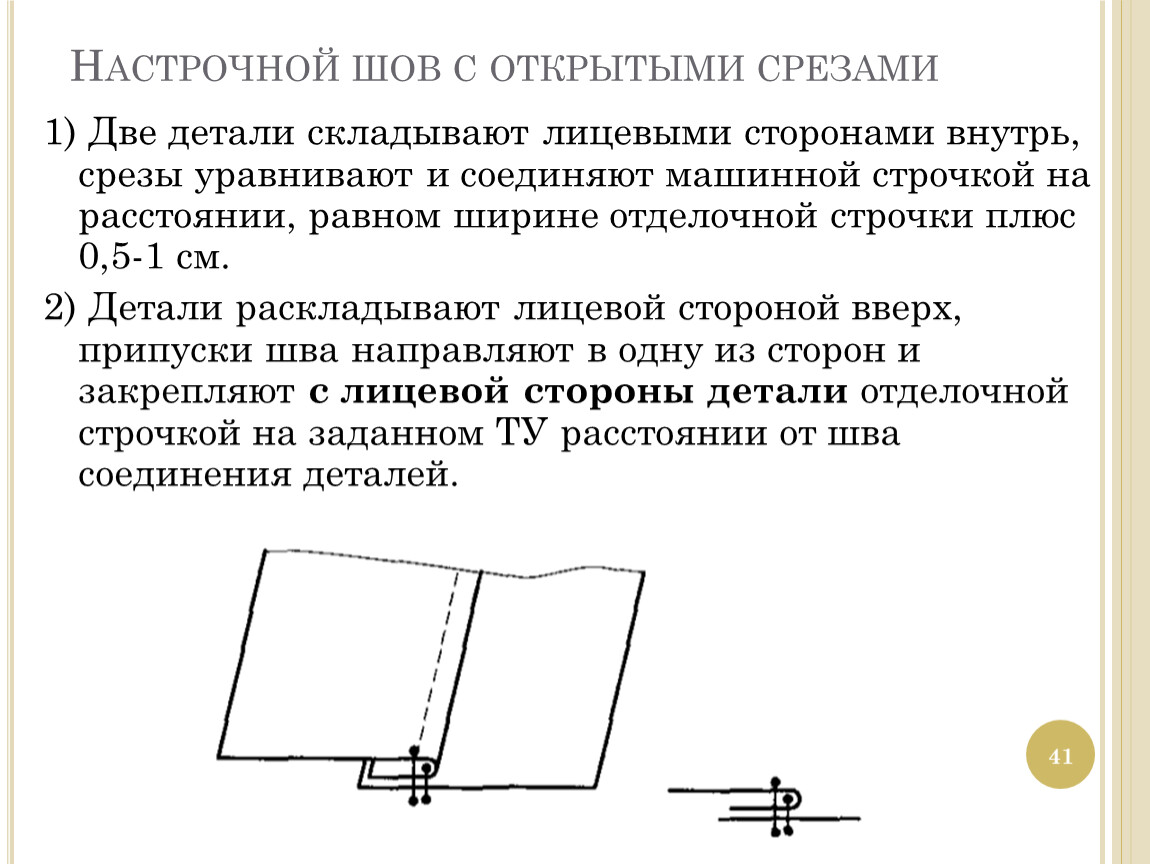
Настрочной шов с открытыми срезами
41
1) Две детали складывают лицевыми сторонами внутрь, срезы уравнивают и соединяют машинной строчкой на расстоянии, равном ширине отделочной строчки плюс 0,5-1 см.
2) Детали раскладывают лицевой стороной вверх, припуски шва направляют в одну из сторон и закрепляют с лицевой стороны детали отделочной строчкой на заданном ТУ расстоянии от шва соединения деталей.
Настрочной шов с одним закрытым срезом 42 1)
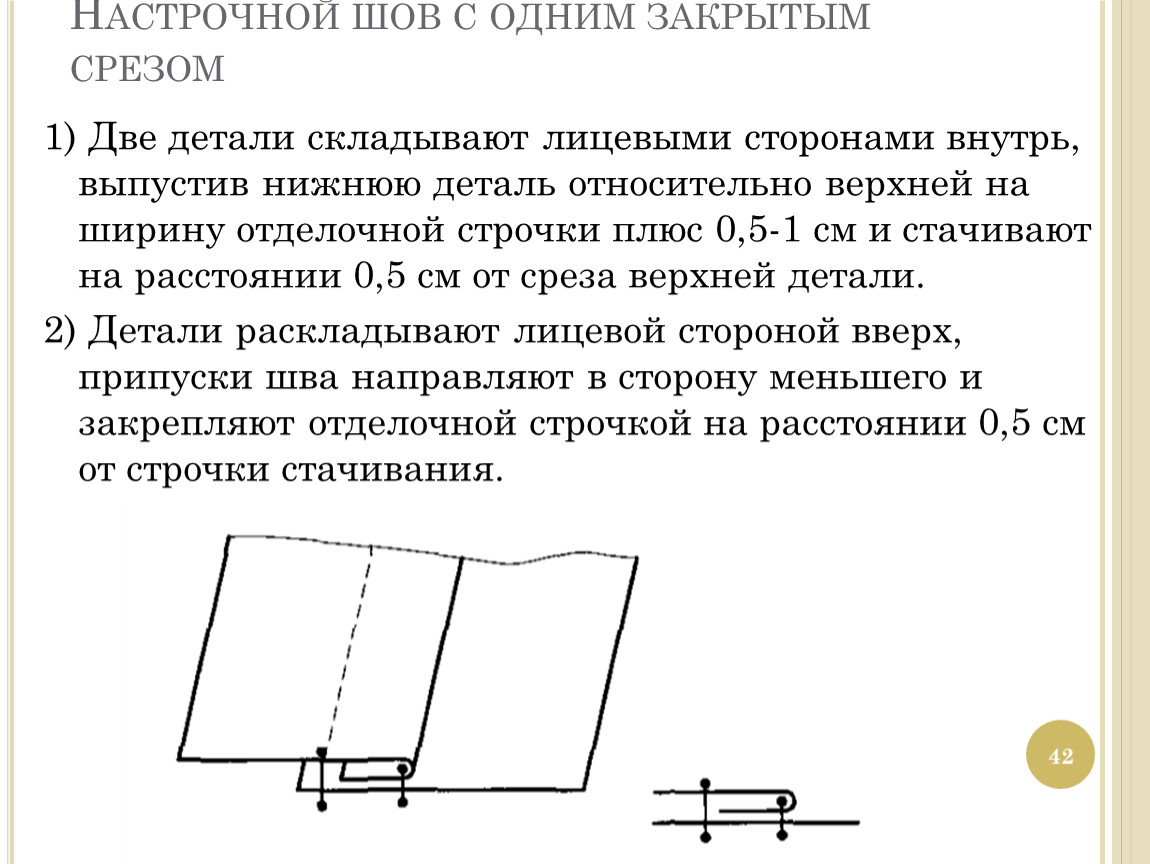
Настрочной шов с одним закрытым срезом
42
1) Две детали складывают лицевыми сторонами внутрь, выпустив нижнюю деталь относительно верхней на ширину отделочной строчки плюс 0,5-1 см и стачивают на расстоянии 0,5 см от среза верхней детали.
2) Детали раскладывают лицевой стороной вверх, припуски шва направляют в сторону меньшего и закрепляют отделочной строчкой на расстоянии 0,5 см от строчки стачивания.
Дефекты настрочного шва все дефекты стачного шва; отделочная строчка не параллельна шву соединения деталей; прерывистая отделочная строчка; плохо расправлена ткань вдоль шва соединения вследствие чего…
Дефекты настрочного шва
все дефекты стачного шва;
отделочная строчка не параллельна шву соединения деталей;
прерывистая отделочная строчка;
плохо расправлена ткань вдоль шва соединения вследствие чего образуются наплывы.
43
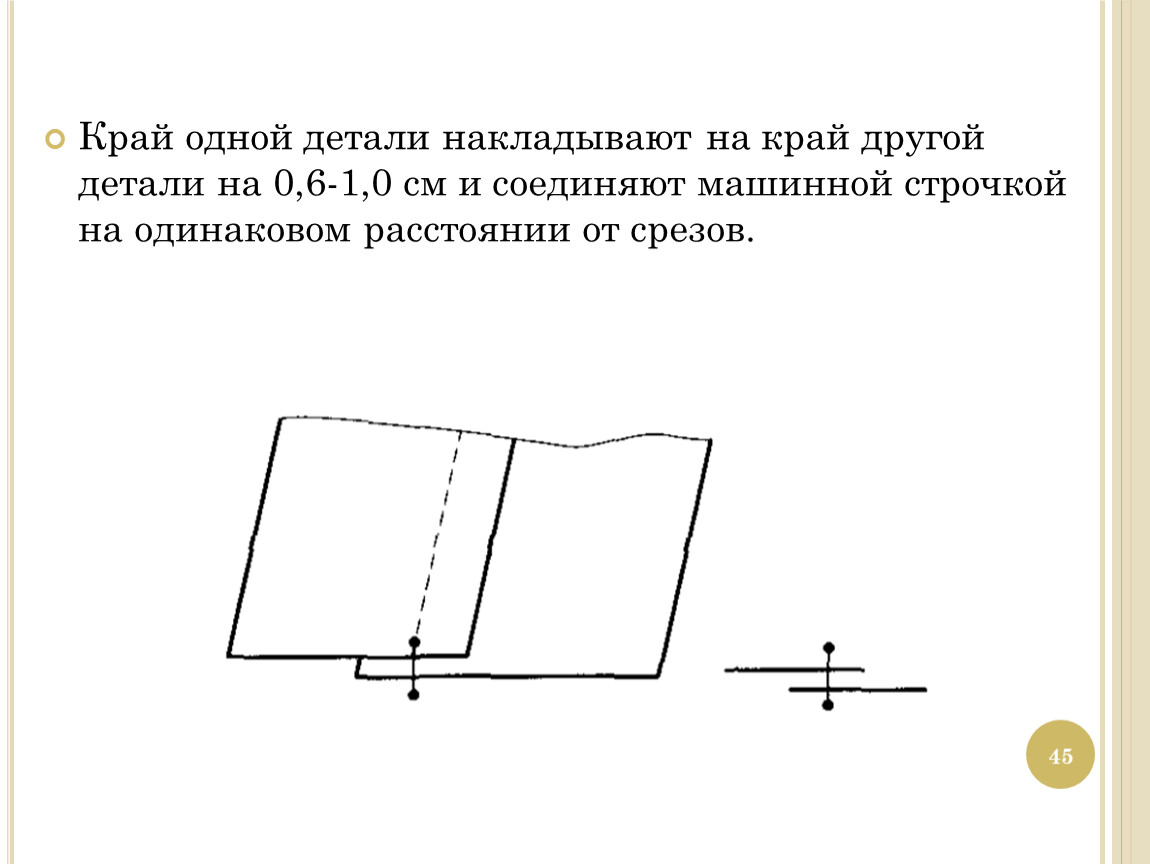
Накладной шов с открытыми срезами 44 применяется для обработки прокладок, при настрачивании усилительных накладок из несыпучих материалов
Накладной шов с открытыми срезами
44
применяется для обработки прокладок, при настрачивании усилительных накладок из несыпучих материалов.
Край одной детали накладывают на край другой детали на 0,6-1,0 см и соединяют машинной строчкой на одинаковом расстоянии от срезов
45
Край одной детали накладывают на край другой детали на 0,6-1,0 см и соединяют машинной строчкой на одинаковом расстоянии от срезов.
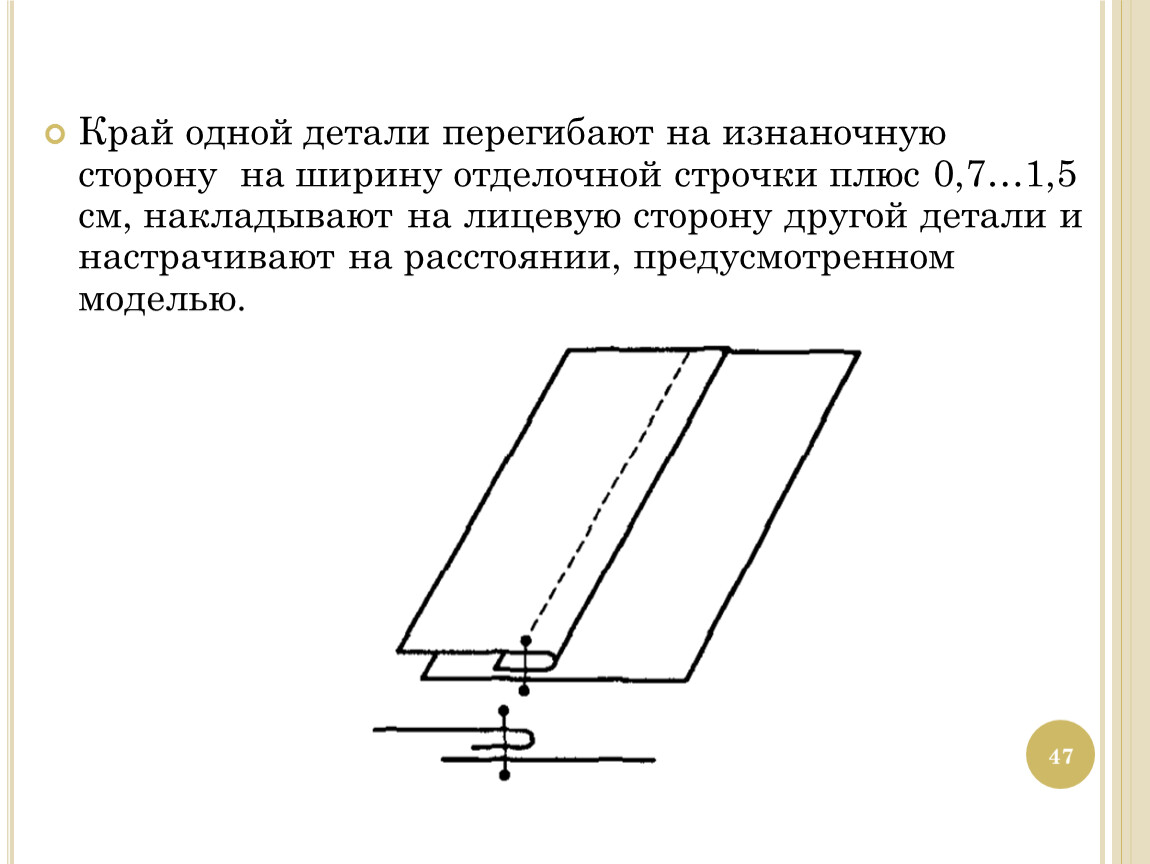
Накладной шов с закрытым срезом 46 применяется для соединения прямых и фигурных кокеток, накладных карманов и других деталей с основными

Накладной шов с закрытым срезом
46
применяется для соединения прямых и фигурных кокеток, накладных карманов и других деталей с основными.
Край одной детали перегибают на изнаночную сторону на ширину отделочной строчки плюс 0,7…1,5 см, накладывают на лицевую сторону другой детали и настрачивают на расстоянии, предусмотренном…
47
Край одной детали перегибают на изнаночную сторону на ширину отделочной строчки плюс 0,7…1,5 см, накладывают на лицевую сторону другой детали и настрачивают на расстоянии, предусмотренном моделью.
Накладной шов с двумя закрытыми срезами 48 применяется при обработке вешалок, шлевок и т
Накладной шов с двумя закрытыми срезами
48
применяется при обработке вешалок, шлевок и т.д.
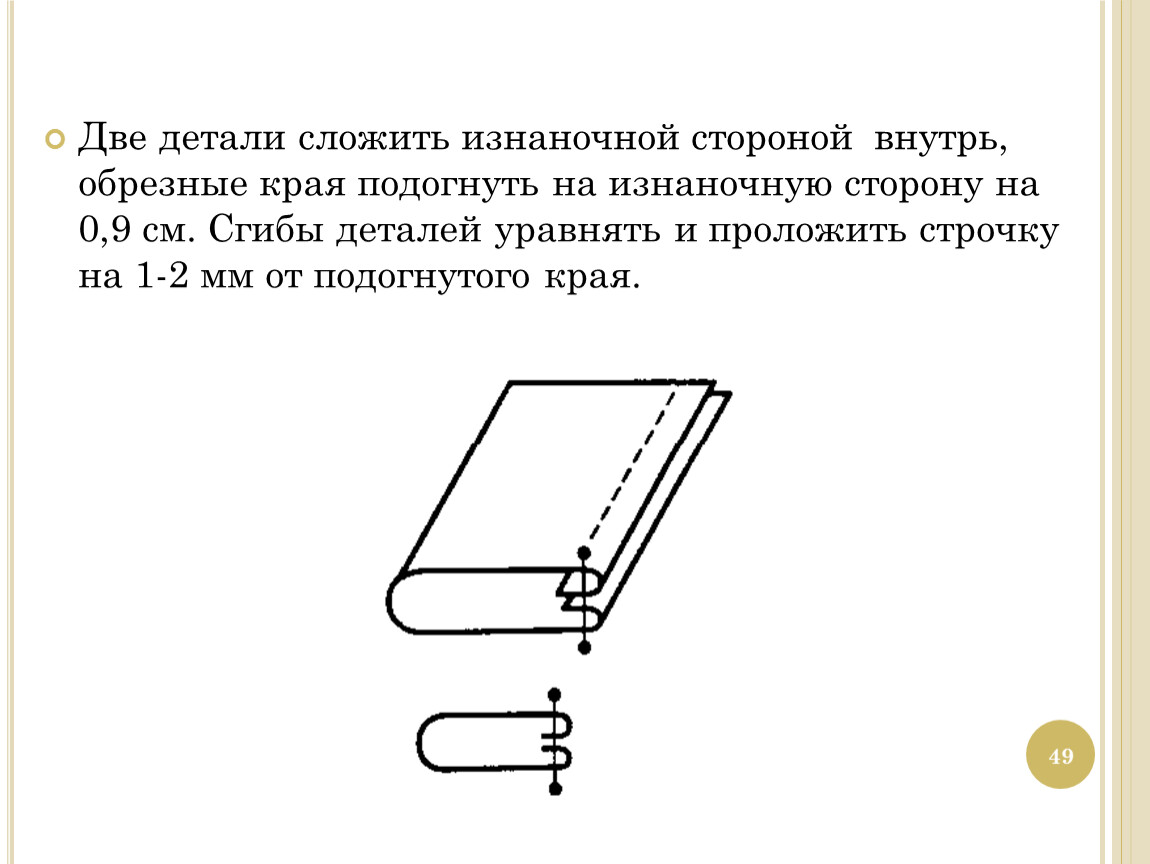
Две детали сложить изнаночной стороной внутрь, обрезные края подогнуть на изнаночную сторону на 0,9 см
49
Две детали сложить изнаночной стороной внутрь, обрезные края подогнуть на изнаночную сторону на 0,9 см. Сгибы деталей уравнять и проложить строчку на 1-2 мм от подогнутого края.
Дефекты накладного шва Строчка располагается на разном расстоянии от срезов;
Дефекты накладного шва
Строчка располагается на разном расстоянии от срезов;
Разная частота стежков;
Отсутствие закрепок в концах строчки;
Неравномерное натяжение нитей в строчке;
Частота стежков не соответствует техническим условиям;
В шве с закрытым срезом несовмещение края детали с намеченной линией.
В шве с 2-мя закрытыми срезами несовмещение сгибов и слеты строчки.
50
Шов встык 51 применяется для соединения деталей из прокладочных материалов, а также для стачивания вытачек на бортовой прокладке
Шов встык
51
применяется для соединения деталей из прокладочных материалов, а также для стачивания вытачек на бортовой прокладке.
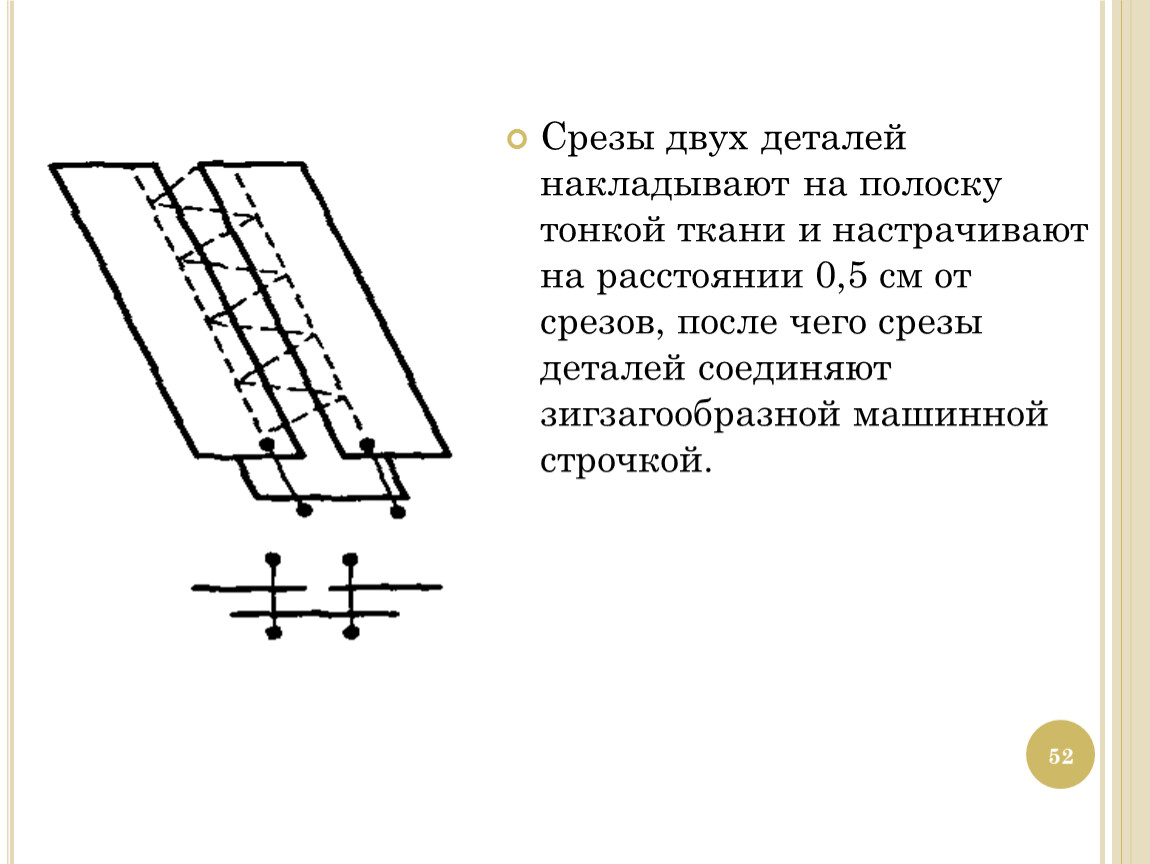
Срезы двух деталей накладывают на полоску тонкой ткани и настрачивают на расстоянии 0,5 см от срезов, после чего срезы деталей соединяют зигзагообразной машинной строчкой
52
Срезы двух деталей накладывают на полоску тонкой ткани и настрачивают на расстоянии 0,5 см от срезов, после чего срезы деталей соединяют зигзагообразной машинной строчкой.
Запошивочный шов 53 применяется при изготовлении белья, спецодежды и костюмов без подкладки
Запошивочный шов
53
применяется при изготовлении белья, спецодежды и костюмов без подкладки.
Две детали складывают лицевыми сторонами внутрь, выпуская срез нижней детали на 0,9 см, огибают нижней деталью срез верхней детали и стачивают на расстоянии 0,7-0,8 см…
54
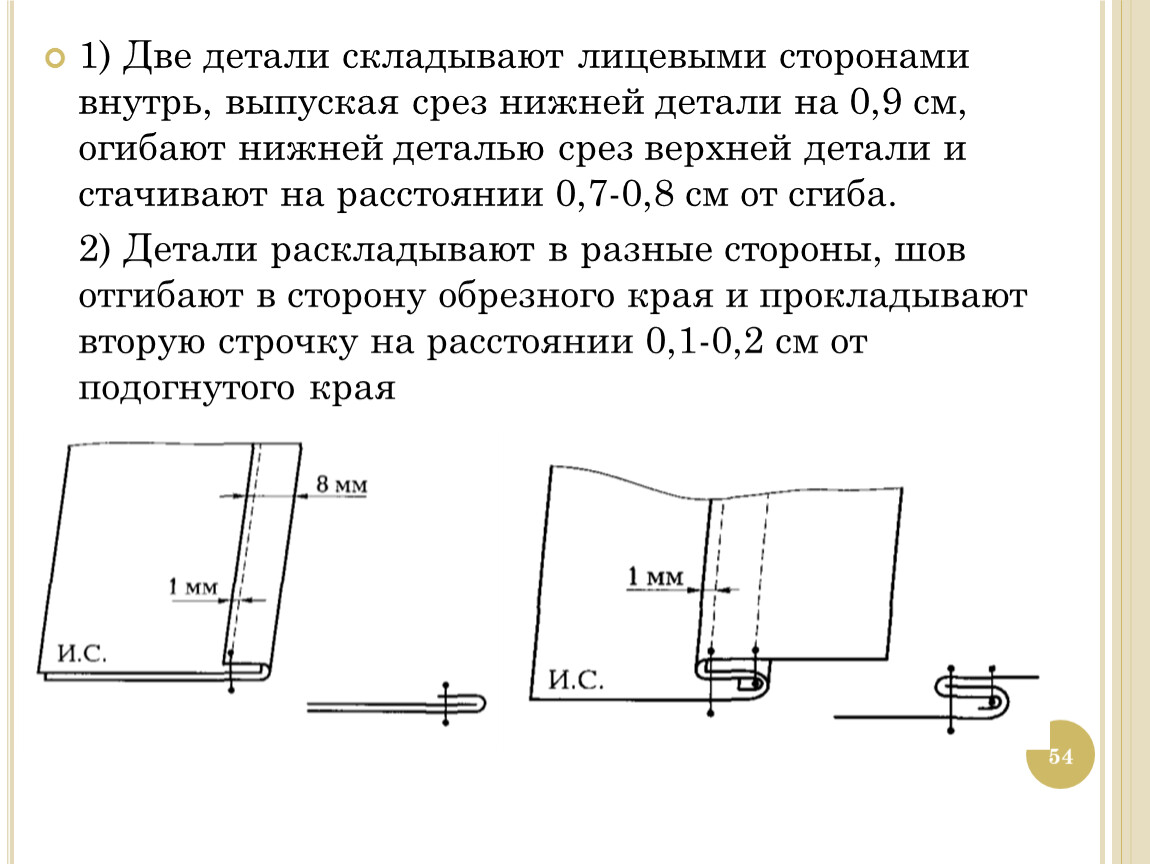
1) Две детали складывают лицевыми сторонами внутрь, выпуская срез нижней детали на 0,9 см, огибают нижней деталью срез верхней детали и стачивают на расстоянии 0,7-0,8 см от сгиба.
2) Детали раскладывают в разные стороны, шов отгибают в сторону обрезного края и прокладывают вторую строчку на расстоянии 0,1-0,2 см от подогнутого края
Дефекты запошивочного шва Срез нижней детали неравномерно выступает из-под верхнего;
Дефекты запошивочного шва
Срез нижней детали неравномерно выступает из-под верхнего;
Ширина шва не соответствует технологическим требованиям;
Искривление шва;
Пропуск стежков;
Неравномерное натяжение нитей в строчке;
Частота стежков не соответствует ТУ;
Наплывы;
Слёты строчки.
55
Двойной шов 56 применяется при изготовлении белья, а также детской одежды из хлопчатобумажных тканей при отсутствии специальных машин для обработки срезов
Двойной шов
56
применяется при изготовлении белья, а также детской одежды из хлопчатобумажных тканей при отсутствии специальных машин для обработки срезов.
Две детали складывают сначала изнаночными сторонами внутрь, срезы уравнивают и стачивают на расстоянии 0,3-0,4 см от срезов
57
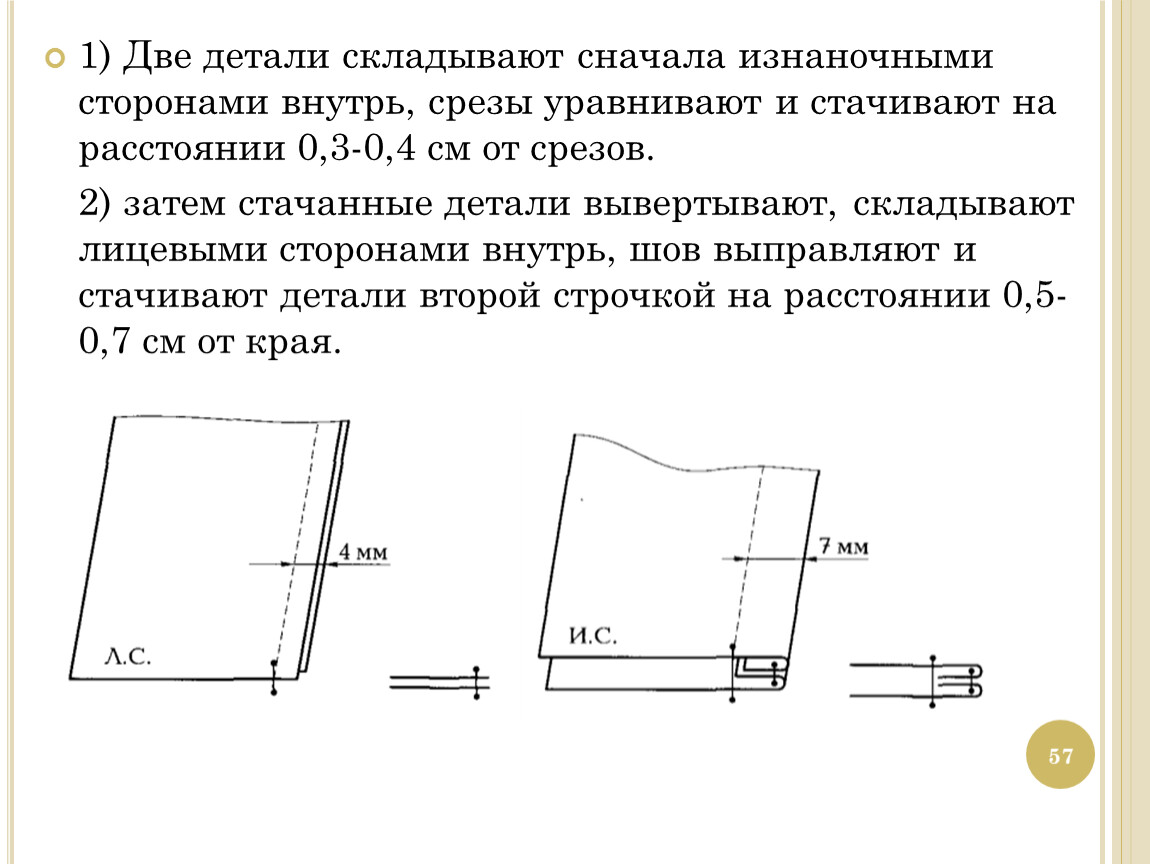
1) Две детали складывают сначала изнаночными сторонами внутрь, срезы уравнивают и стачивают на расстоянии 0,3-0,4 см от срезов.
2) затем стачанные детали вывертывают, складывают лицевыми сторонами внутрь, шов выправляют и стачивают детали второй строчкой на расстоянии 0,5-0,7 см от края.
Дефекты двойного шва Ширина шва не соответствует технологическим требованиям;
Дефекты двойного шва
Ширина шва не соответствует технологическим требованиям;
Строчка стачивания не параллельна краю детали;
Разная частота стежков;
Детали изначально сложены лицевыми сторонами внутрь;
Искривление шва;
Пропуск стежков;
Неравномерное натяжение нитей в строчке;
Частота стежков не соответствует ТУ;
Наплывы;
Отсутствие закрепок в концах строчки;
Наличие открытых срезов с лицевой стороны деталей.
58
Шов взамок 59 применяется при изготовлении белья, выполняется на двухигольной машине
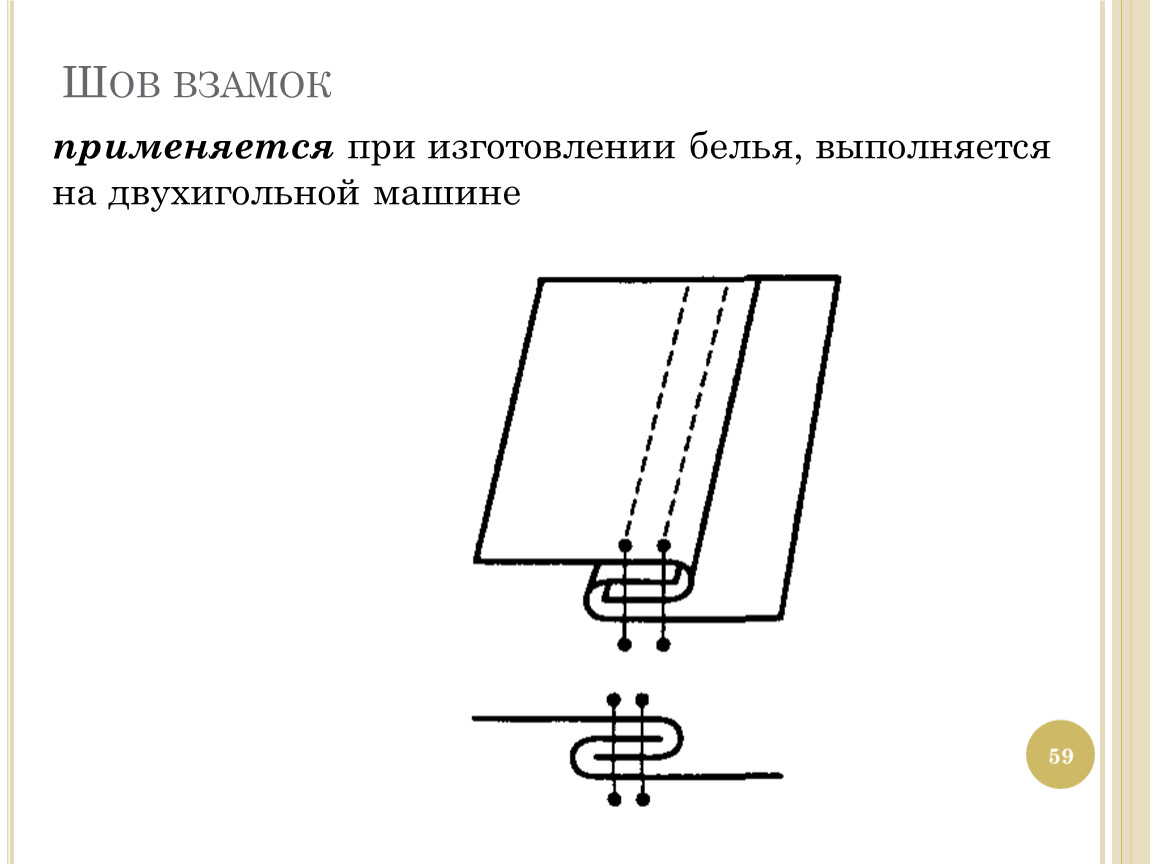
Шов взамок
59
применяется при изготовлении белья, выполняется на двухигольной машине
КРАЕВЫЕ ШВЫ 60
КРАЕВЫЕ ШВЫ
60
61
61
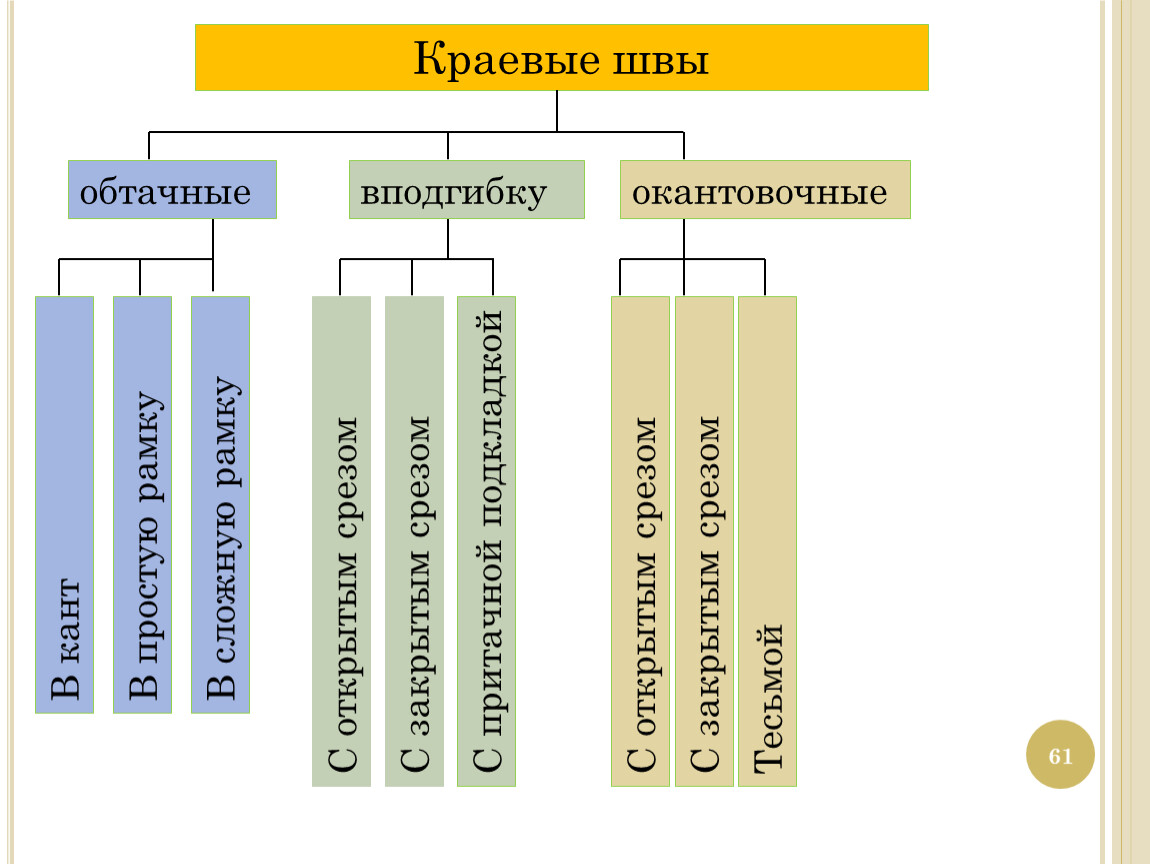
К краевым швам относятся обтачные (в кант, в сложную рамку, в простую рамку), вподгибку (с открытым срезом, с закрытым срезом, с притачной подкладкой, с окантованным…
К краевым швам относятся обтачные (в кант, в сложную рамку, в простую рамку), вподгибку (с открытым срезом, с закрытым срезом, с притачной подкладкой, с окантованным срезом), окантовочные (с открытым срезом, с закрытым срезом, полоской сложенной вдвое, тесьмой)
62
Обтачные швы 63 применяются при обработке краев бортов, воротников, клапанов, карманов, хлястиков, манжет, низа рукавов и т
Обтачные швы
63
применяются при обработке краев бортов, воротников, клапанов, карманов, хлястиков, манжет, низа рукавов и т.д. При обработке деталей после соединения, т.е. после обтачивания, следует операция вывертывания.
Две детали складывают лицевыми сторонами внутрь, срезы уравнивают и соединяют машинной строчкой на расстоянии 5…7 мм от края
64
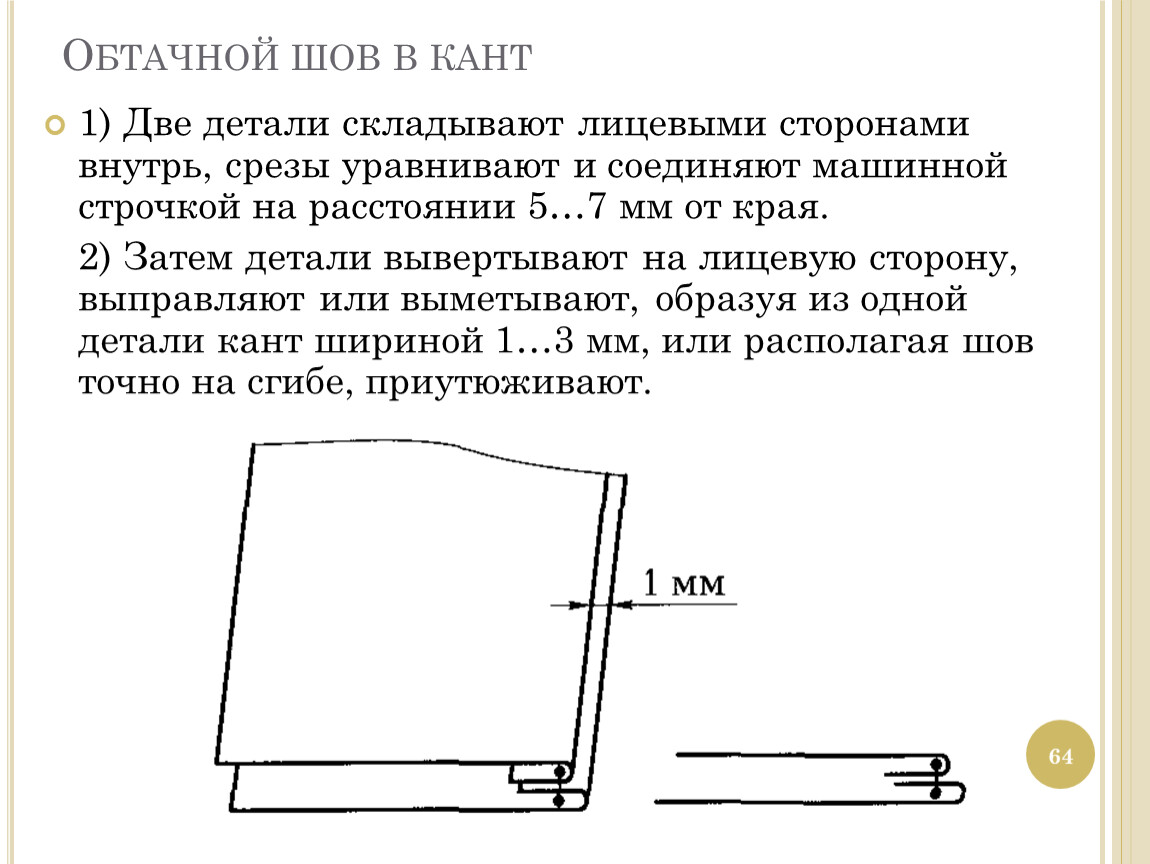
1) Две детали складывают лицевыми сторонами внутрь, срезы уравнивают и соединяют машинной строчкой на расстоянии 5…7 мм от края.
2) Затем детали вывертывают на лицевую сторону, выправляют или выметывают, образуя из одной детали кант шириной 1…3 мм, или располагая шов точно на сгибе, приутюживают.
Обтачной шов в кант
Обтачной шов с настрачиванием его припуска на нижнюю деталь б)
65
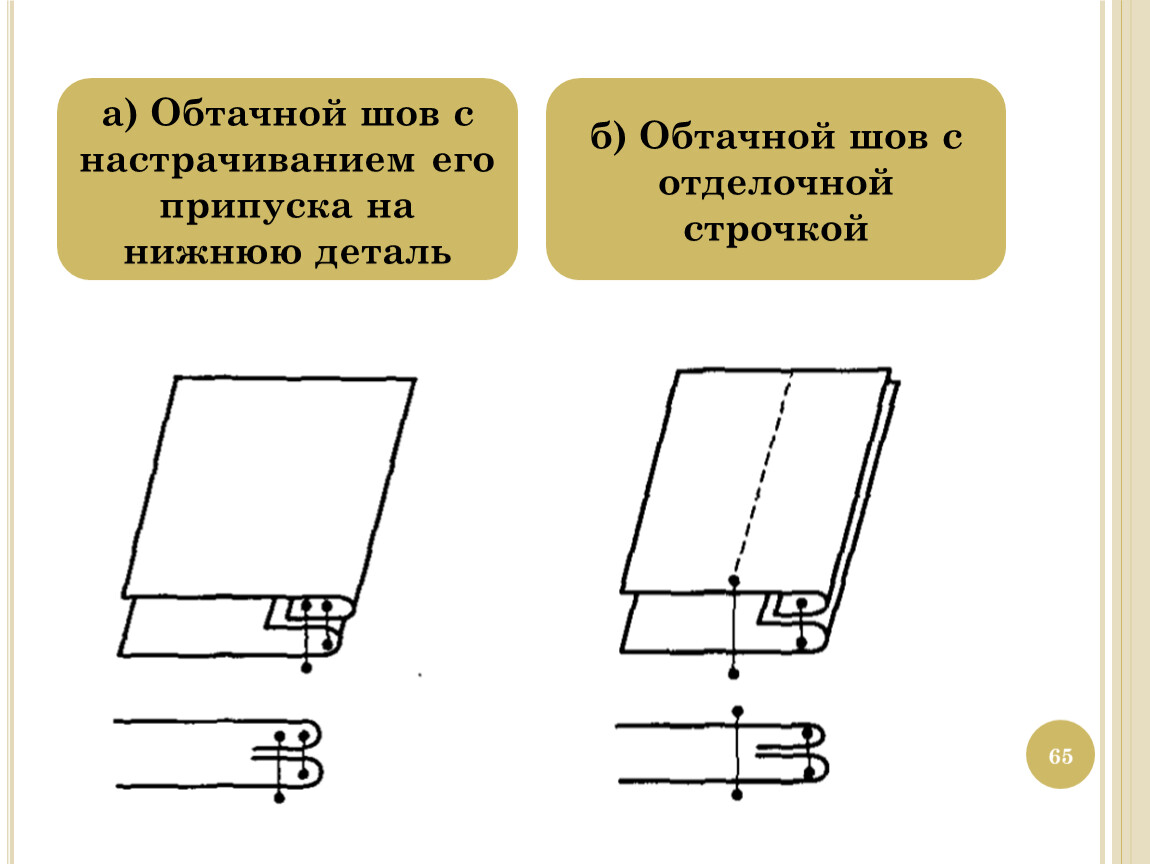
а) Обтачной шов с настрачиванием его припуска на нижнюю деталь
б) Обтачной шов с отделочной строчкой
Дефекты обтачного шва в кант 66 все дефекты стачного шва, разная ширина канта, перекант
Дефекты обтачного шва в кант
66
все дефекты стачного шва,
разная ширина канта,
перекант.
На лицевую сторону основной детали накладывают обтачку лицевой стороной вниз, срезы обтачки уравнивают с намеченной линией кармана и притачивают
67
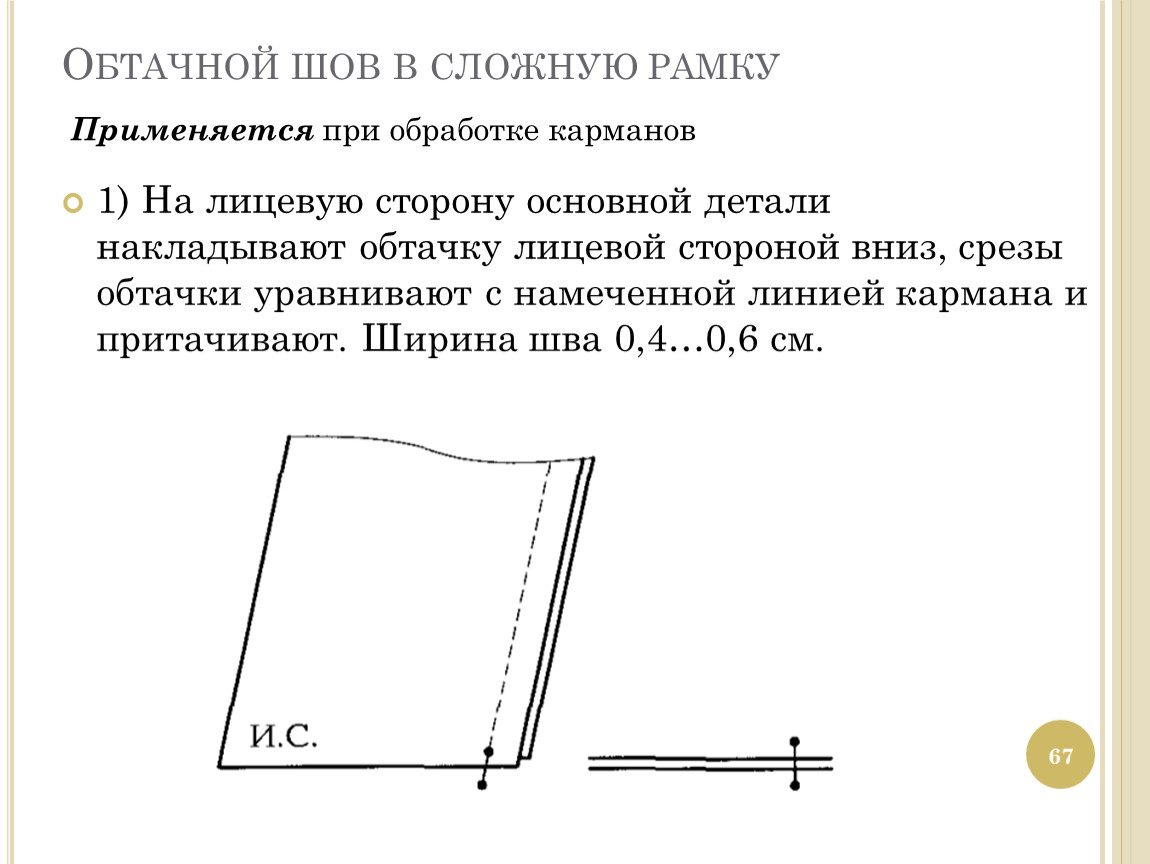
1) На лицевую сторону основной детали накладывают обтачку лицевой стороной вниз, срезы обтачки уравнивают с намеченной линией кармана и притачивают. Ширина шва 0,4…0,6 см.
Обтачной шов в сложную рамку
Применяется при обработке карманов
Шов раскладывают или разутюживают, срез шва обтачивания основной детали огибают обтачкой, образуя рамку, и закрепляют ее строчкой в шов притачивания, или отделочной строчкой по основной…
68
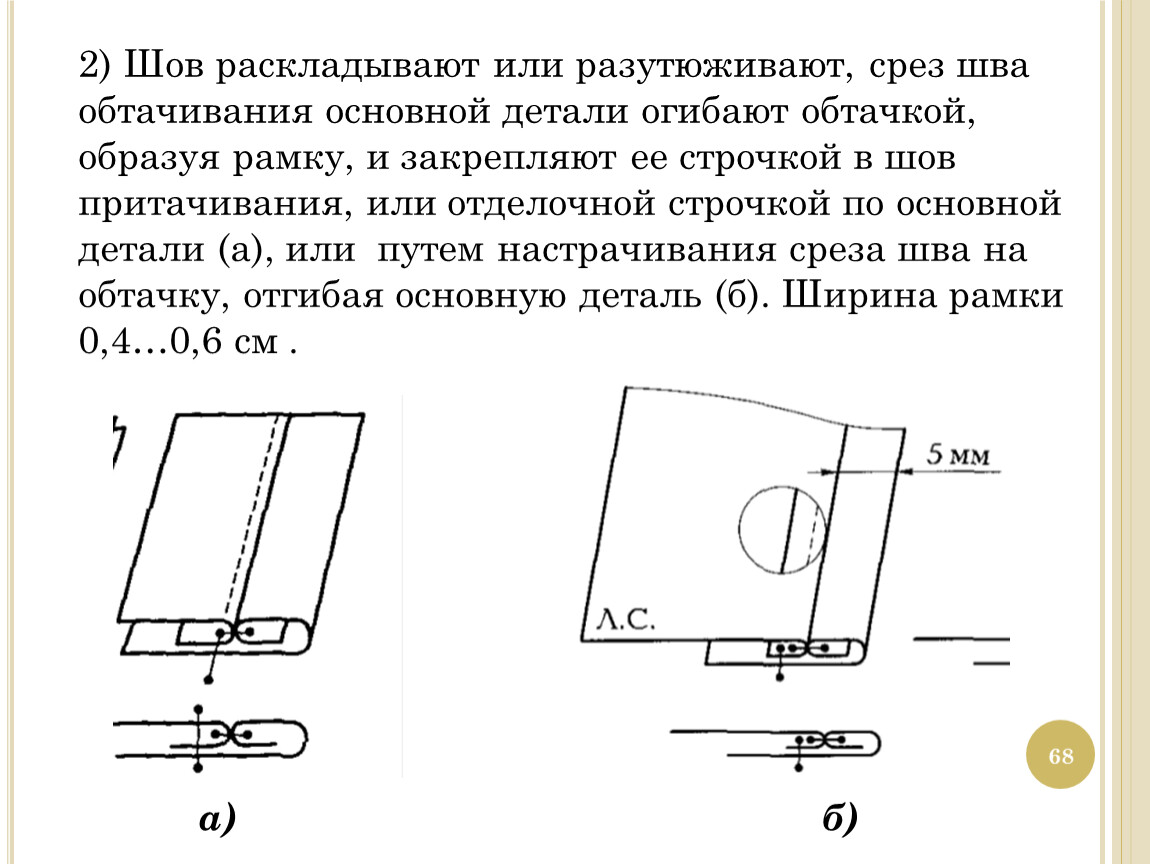
2) Шов раскладывают или разутюживают, срез шва обтачивания основной детали огибают обтачкой, образуя рамку, и закрепляют ее строчкой в шов притачивания, или отделочной строчкой по основной детали (а), или путем настрачивания среза шва на обтачку, отгибая основную деталь (б). Ширина рамки 0,4…0,6 см .
б)
а)
Дефекты обтачного шва в сложную рамку 69 все дефекты стачного шва; разная ширина шва притачивания обтачки; не плотное огибание обтачкой припуска шва; разная ширина обтачки…
Дефекты обтачного шва в сложную рамку
69
все дефекты стачного шва;
разная ширина шва притачивания обтачки;
не плотное огибание обтачкой припуска шва;
разная ширина обтачки в готовом виде.
Обтачку заутюживают пополам изнанкой внутрь, накладывают ее на лицевую сторону основной детали по намеченной линии, располагая сгиб в направлении от среза основной детали, и притачивают…
70
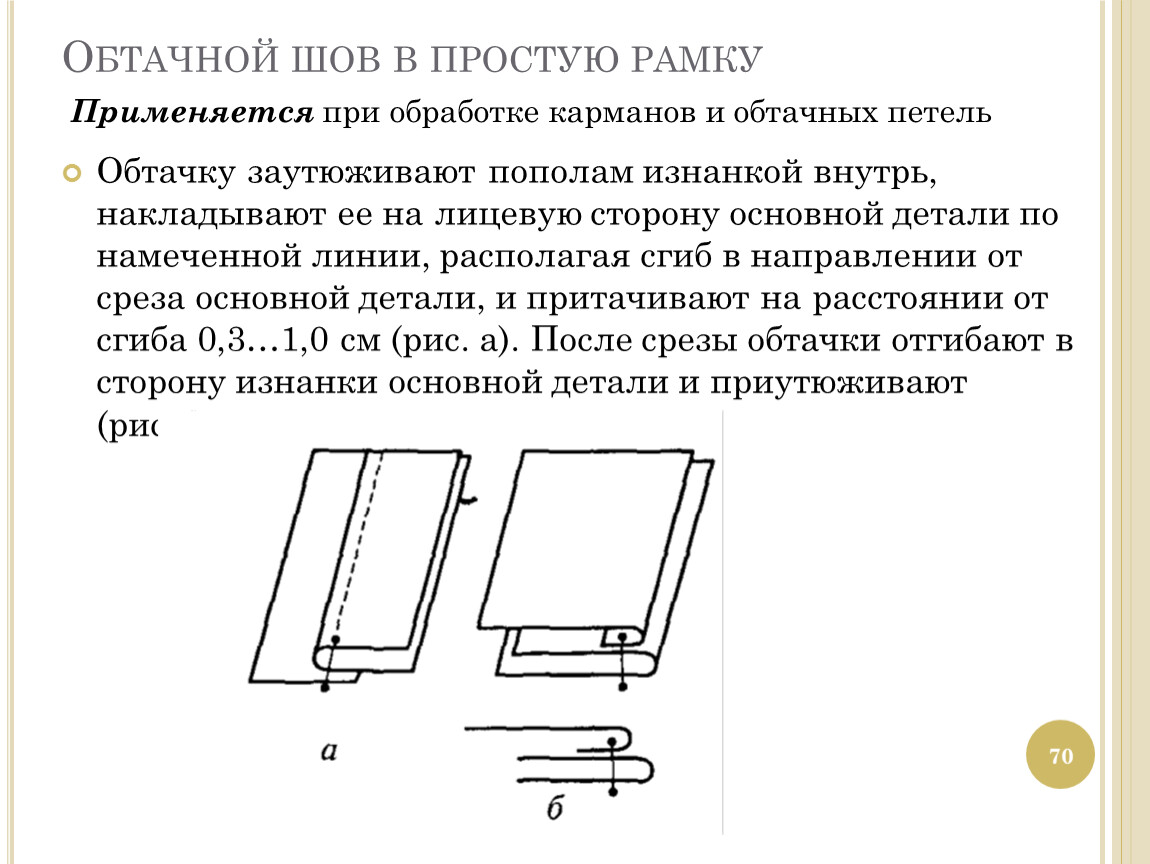
Обтачку заутюживают пополам изнанкой внутрь, накладывают ее на лицевую сторону основной детали по намеченной линии, располагая сгиб в направлении от среза основной детали, и притачивают на расстоянии от сгиба 0,3…1,0 см (рис. а). После срезы обтачки отгибают в сторону изнанки основной детали и приутюживают (рис.б).
Обтачной шов в простую рамку
Применяется при обработке карманов и обтачных петель
Дефекты обтачного шва в простую рамку 71 все дефекты стачного шва; разная ширина шва притачивания обтачки; не соответствие ширины обтачки в готовом виде технологическим требованиям;…
Дефекты обтачного шва в простую рамку
71
все дефекты стачного шва;
разная ширина шва притачивания обтачки;
не соответствие ширины обтачки в готовом виде технологическим требованиям;
разная ширина обтачки в готовом виде.
Шов вподгибку с открытым срезом 72 применяют при обработке внутренних краев подбортов, обтачек горловины, проймы, низа изделия и рукавов, а также краев отделочных деталей платья…
Шов вподгибку с открытым срезом
72
применяют при обработке внутренних краев подбортов, обтачек горловины, проймы, низа изделия и рукавов, а также краев отделочных деталей платья (воланов, оборок, рюшей).
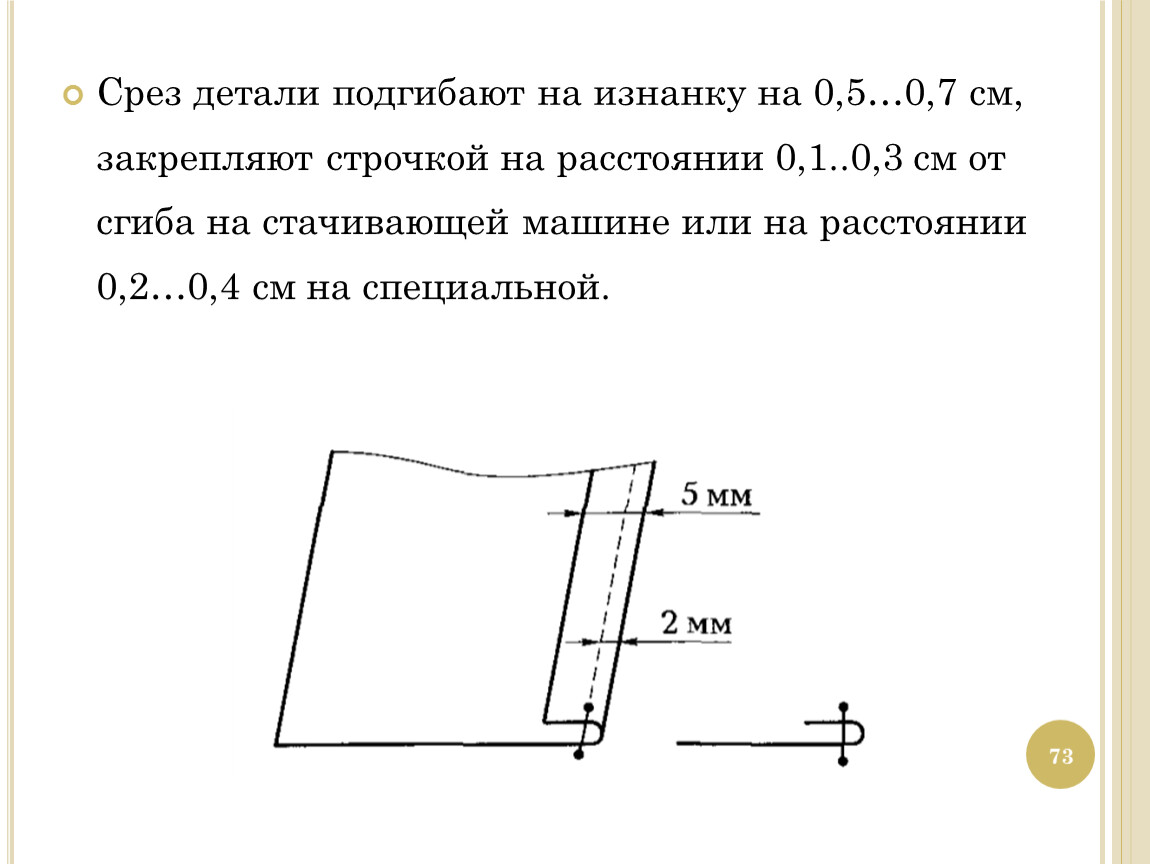
Срез детали подгибают на изнанку на 0,5…0,7 см, закрепляют строчкой на расстоянии 0,1
73
Срез детали подгибают на изнанку на 0,5…0,7 см, закрепляют строчкой на расстоянии 0,1..0,3 см от сгиба на стачивающей машине или на расстоянии 0,2…0,4 см на специальной.
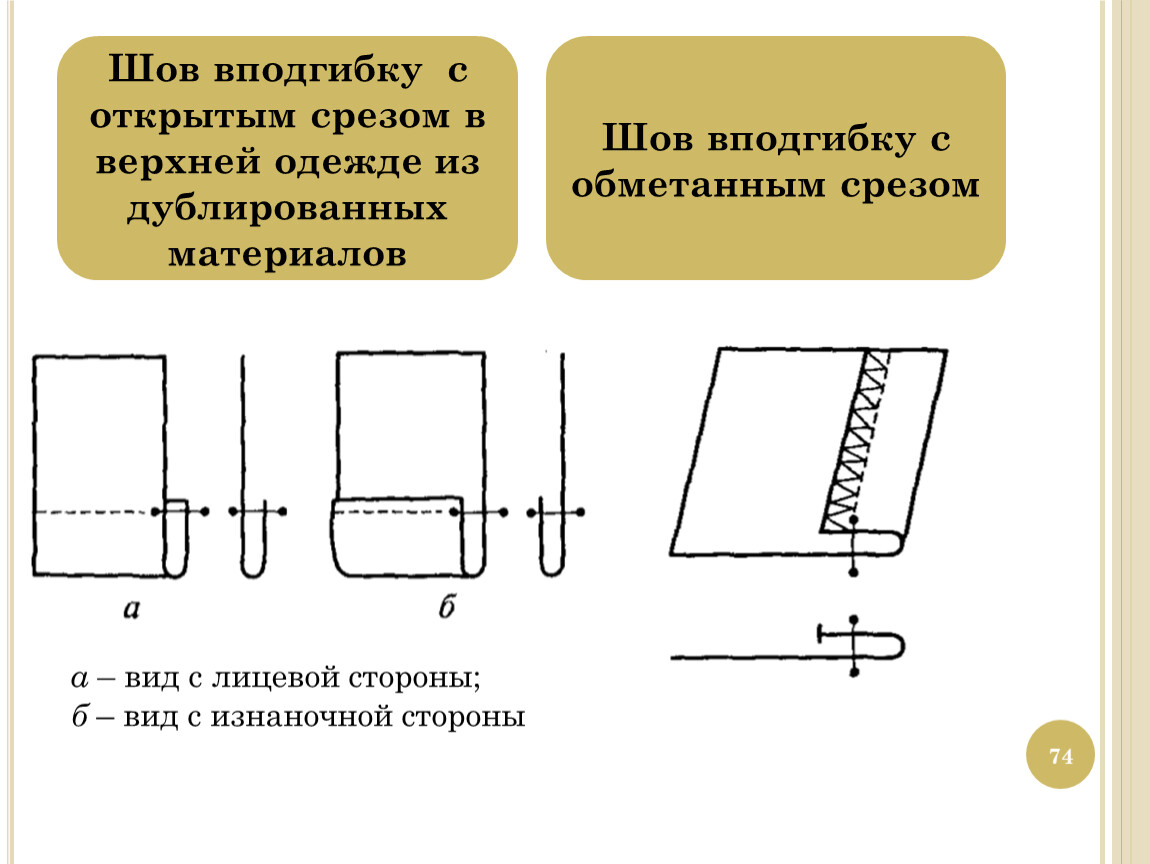
Шов вподгибку с открытым срезом в верхней одежде из дублированных материалов
74
Шов вподгибку с открытым срезом в верхней одежде из дублированных материалов
Шов вподгибку с обметанным срезом
а – вид с лицевой стороны;
б – вид с изнаночной стороны
Шов вподгибку с закрытым срезом 75 применяют для обработки низа платьев, блузок, сорочек и рукавов в изделиях из шелковых и хлопчатобумажных тканей
Шов вподгибку с закрытым срезом
75
применяют для обработки низа платьев, блузок, сорочек и рукавов в изделиях из шелковых и хлопчатобумажных тканей.
Срез детали перегибают на изнанку сначала на 0,7…1,0 см, затем на величину, предусмотренную моделью, и застрачивают на стачивающей машине на расстоянии 0,1
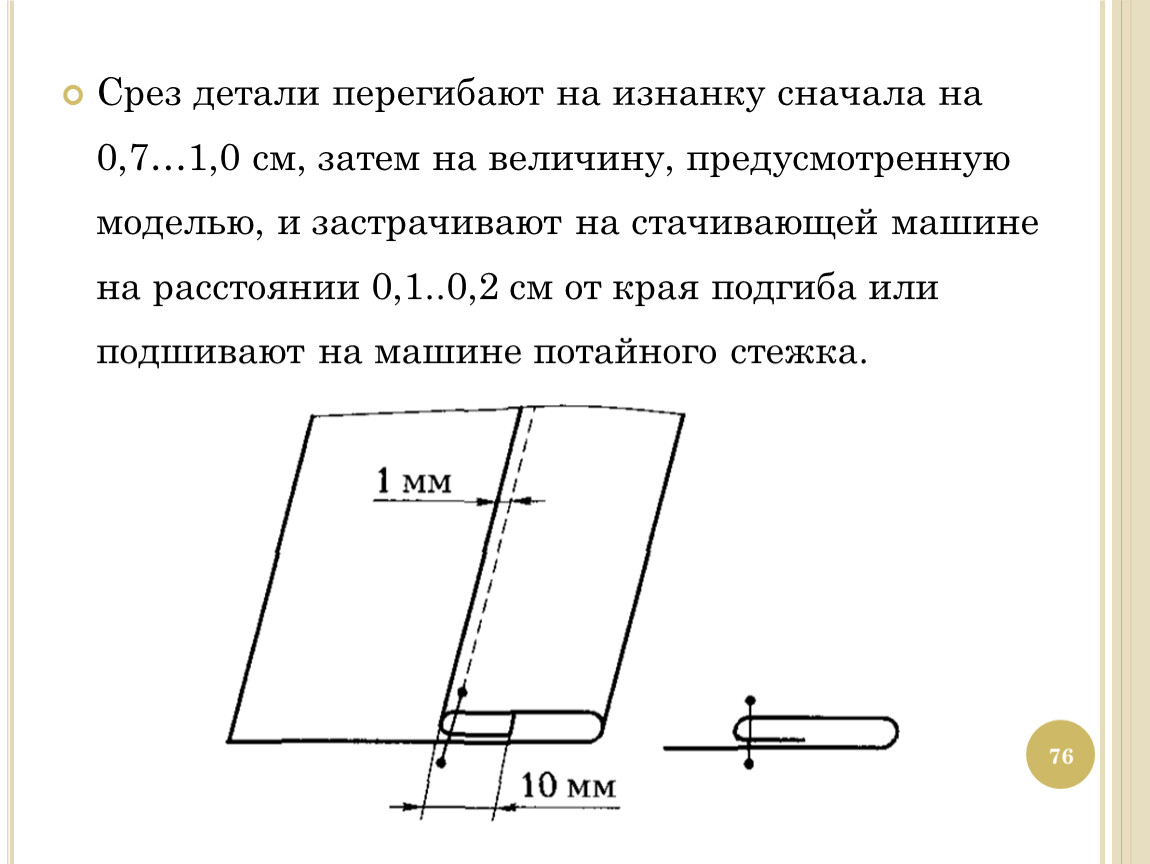
76
Срез детали перегибают на изнанку сначала на 0,7…1,0 см, затем на величину, предусмотренную моделью, и застрачивают на стачивающей машине на расстоянии 0,1..0,2 см от края подгиба или подшивают на машине потайного стежка.
77 а) б) в)
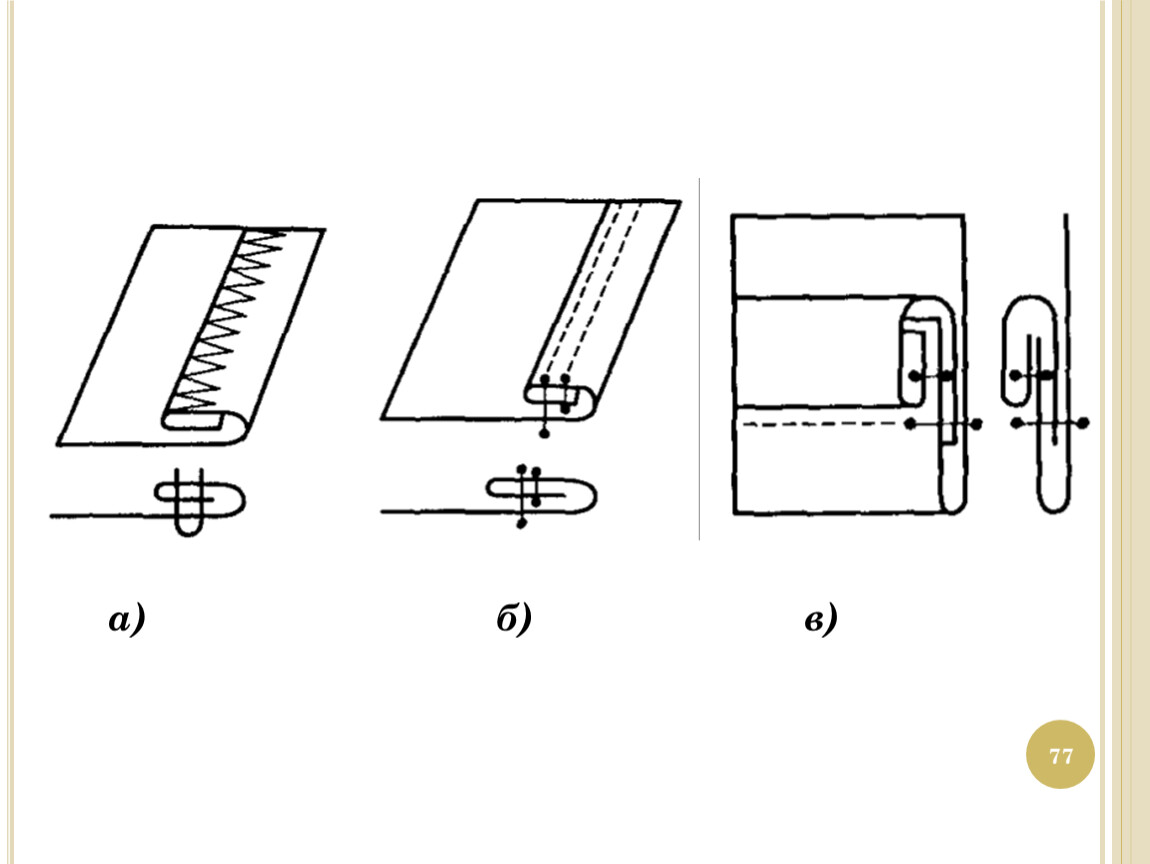
77
а)
б)
в)
Дефекты шва вподгибку 78 Не равномерная ширина припуска на подгибку;
Дефекты шва вподгибку
78
Не равномерная ширина припуска на подгибку;
Строчка не параллельна сгибу (срезу) ткани;
Частота стежков не соответствует ТУ;
Неравномерное натяжение нитей в строчке;
Отсутствие закрепок в концах строчки;
Пропуск стежков;
Ширина шва застрачивания не соответствует технологическим требованиям;
Перекос подгиба;
Слет строчки.
Окантовочный шов с открытым срезом 79 применяют для отделки срезов основных деталей и предохранения их от осыпания (например, низа юбок, брюк)
Окантовочный шов с открытым срезом
79
применяют для отделки срезов основных деталей и предохранения их от осыпания (например, низа юбок, брюк).
На лицевую сторону основной детали накладывают лицевой стороной вниз обтачку (косую бейку), срезы уравнивают и прокладывают строчку на расстоянии 0,3…0,5 см от края (рис
80
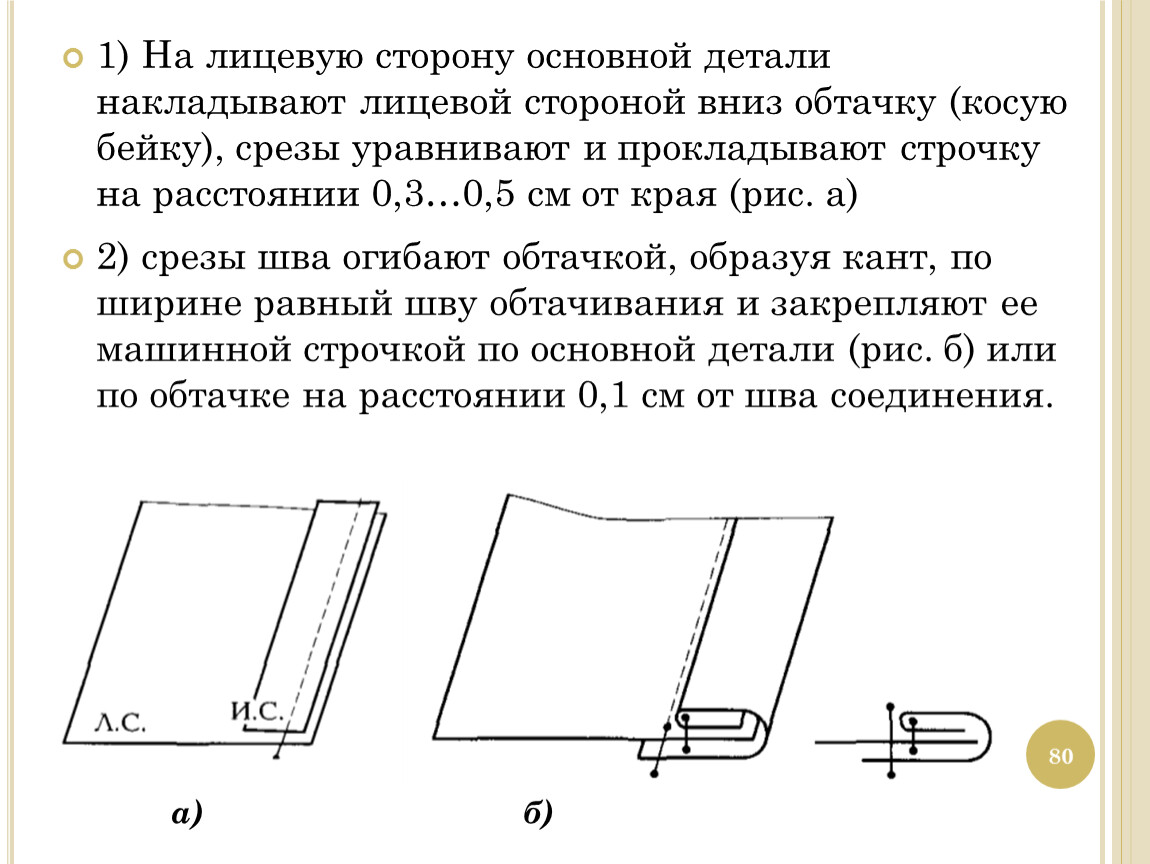
1) На лицевую сторону основной детали накладывают лицевой стороной вниз обтачку (косую бейку), срезы уравнивают и прокладывают строчку на расстоянии 0,3…0,5 см от края (рис. а)
а)
б)
2) срезы шва огибают обтачкой, образуя кант, по ширине равный шву обтачивания и закрепляют ее машинной строчкой по основной детали (рис. б) или по обтачке на расстоянии 0,1 см от шва соединения.
Дефекты окантовочного шва с открытым срезом 81
Дефекты окантовочного шва с открытым срезом
81
Частота стежков не соответствует ТУ;
Неравномерное натяжение нитей в строчке;
Отсутствие закрепок в концах строчки;
Пропуск стежков;
Ширина шва не соответствует технологическим требованиям;
Не совмещение срезов обтачки и основной детали;
Неплотное огибание срезов основной детали обтачкой (косой бейкой);
Разная ширина канта в готовом виде;
Искривление швов;
Строчка закрепления канта не параллельна шву его притачивания
Перекос канта;
Слет строчки.
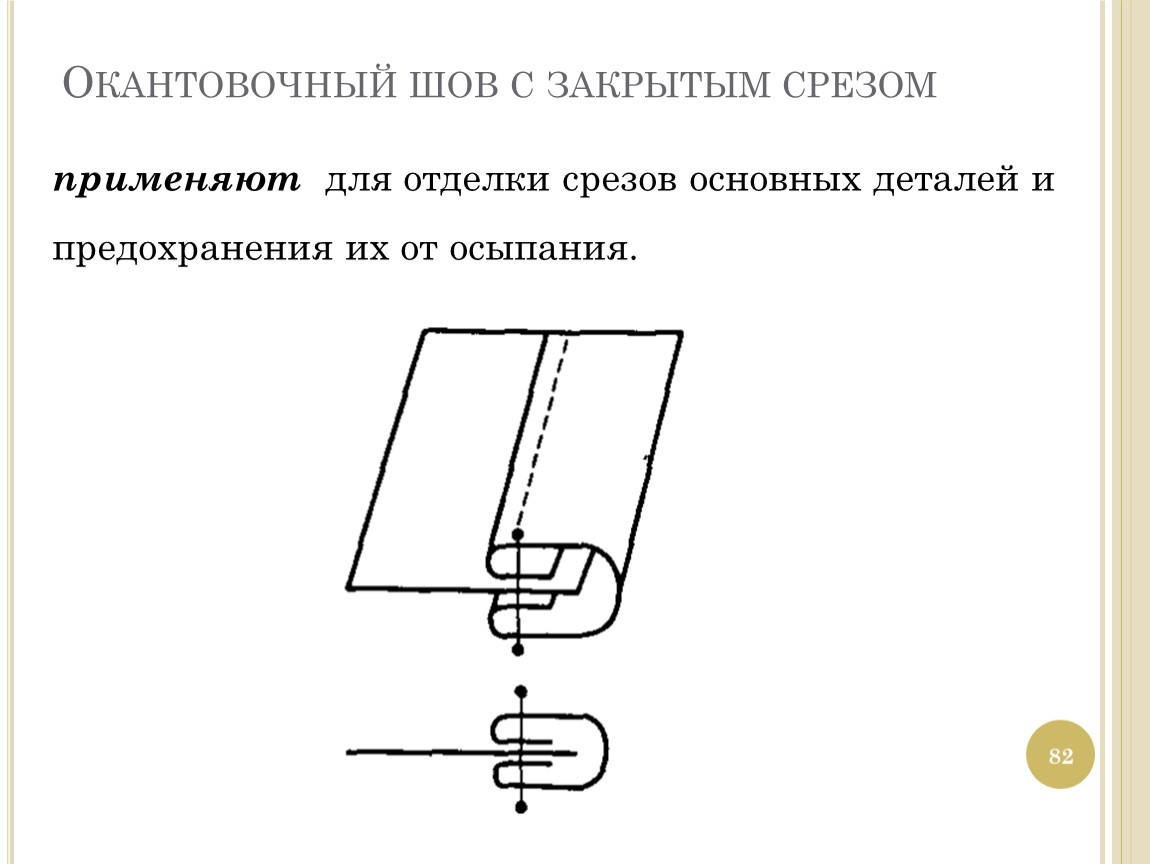
Окантовочный шов с закрытым срезом 82 применяют для отделки срезов основных деталей и предохранения их от осыпания
Окантовочный шов с закрытым срезом
82
применяют для отделки срезов основных деталей и предохранения их от осыпания.
На изнаночную сторону основной детали накладывают лицевой стороной вниз обтачку (косую бейку), срезы уравнивают и прокладывают строчку на расстоянии равном ¼ ширины обтачки в крое…
83
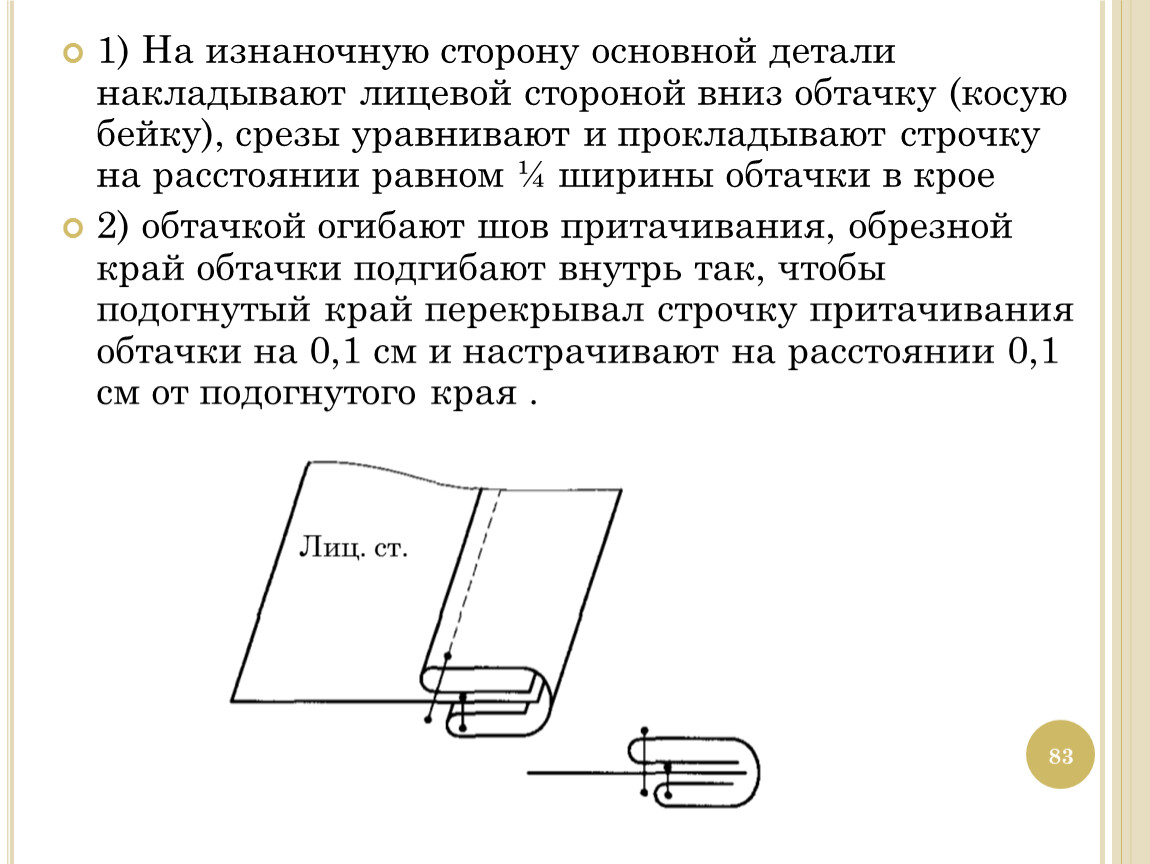
1) На изнаночную сторону основной детали накладывают лицевой стороной вниз обтачку (косую бейку), срезы уравнивают и прокладывают строчку на расстоянии равном ¼ ширины обтачки в крое
2) обтачкой огибают шов притачивания, обрезной край обтачки подгибают внутрь так, чтобы подогнутый край перекрывал строчку притачивания обтачки на 0,1 см и настрачивают на расстоянии 0,1 см от подогнутого края .
Лиц. ст.
Дефекты окантовочного шва с закрытым срезом 84
Дефекты окантовочного шва с закрытым срезом
84
Все дефекты окантовочного шва с открытым срезом;
Подогнутый край обтачки не перекрывает строчку притачивания.
Окантовочный шов с закрытыми срезами полоской, сложенной вдвое а ) – притачивание полоски; б ) – закрепление нижнего края полоски
85
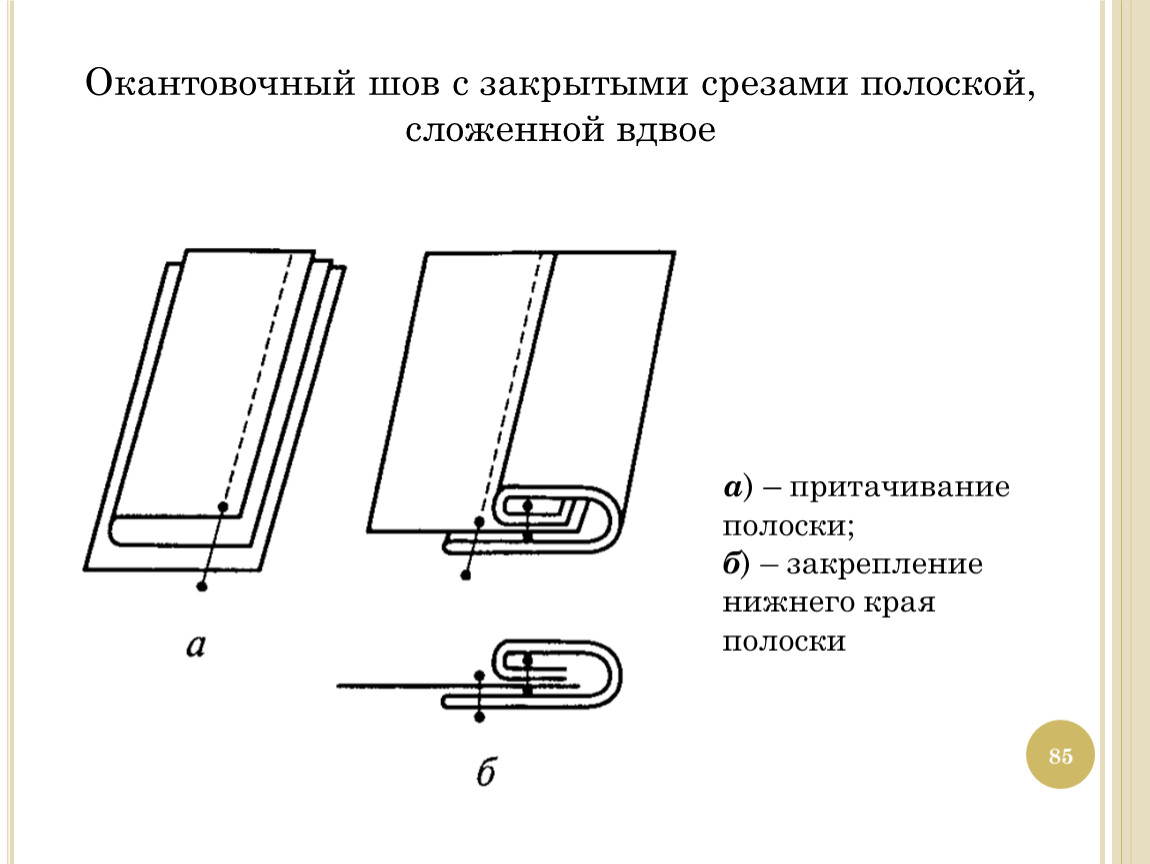
Окантовочный шов с закрытыми срезами полоской, сложенной вдвое
а) – притачивание полоски;
б) – закрепление нижнего края полоски
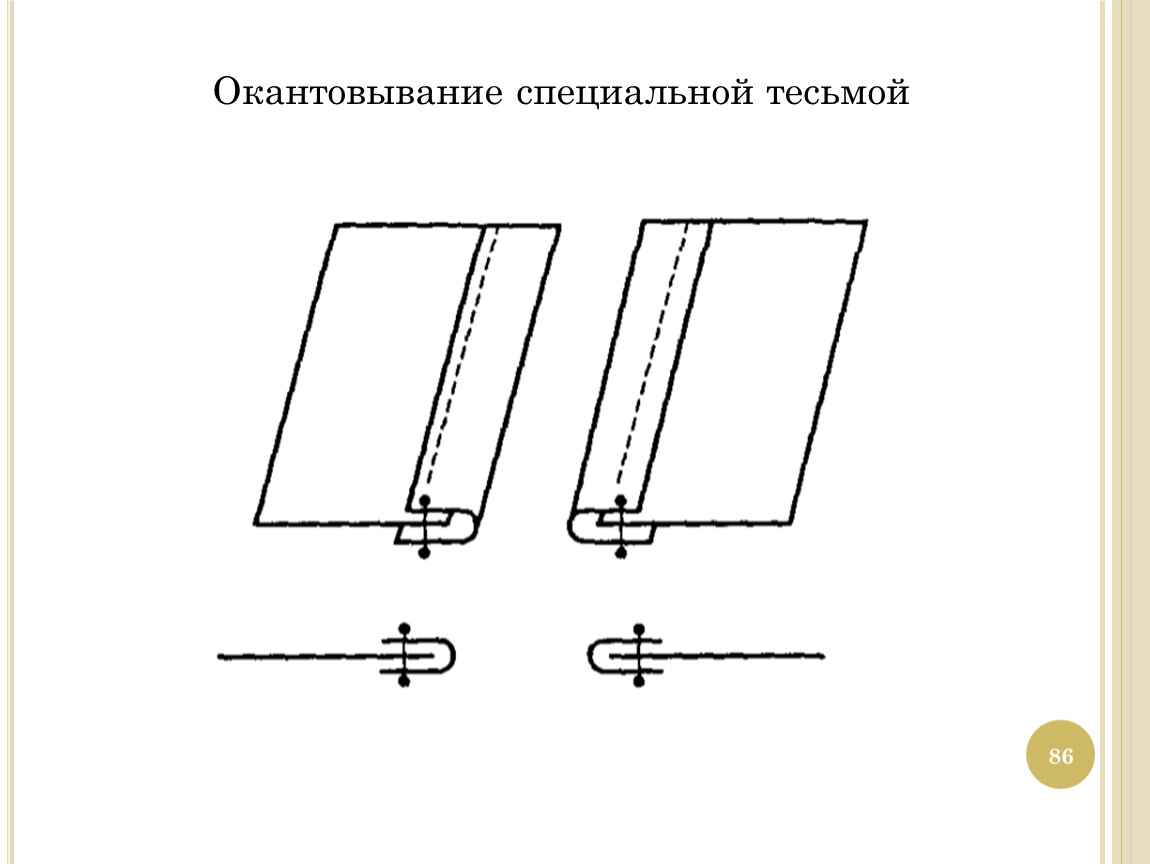
Окантовывание специальной тесьмой
86
Окантовывание специальной тесьмой
ОТДЕЛОЧНЫЕ ШВЫ 87

ОТДЕЛОЧНЫЕ ШВЫ
87
88
88
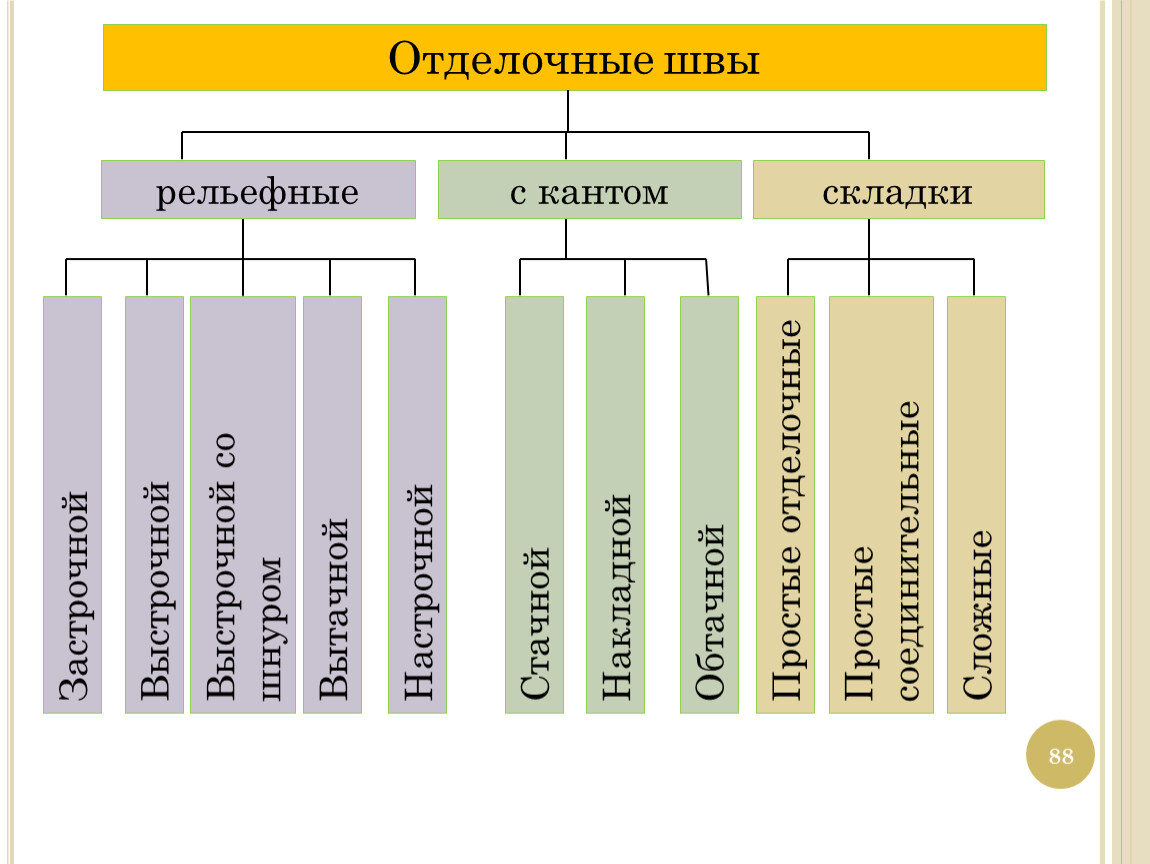
К отделочным швам относятся рельефные (застрочной, выстрочной, выстрочной со шнуром, вытачной и настрочной), с кантом (стачной, накладной и обтачной), складки (простые отделочные, простые соединительные и…
К отделочным швам относятся рельефные (застрочной, выстрочной, выстрочной со шнуром, вытачной и настрочной), с кантом (стачной, накладной и обтачной), складки (простые отделочные, простые соединительные и сложные)
89
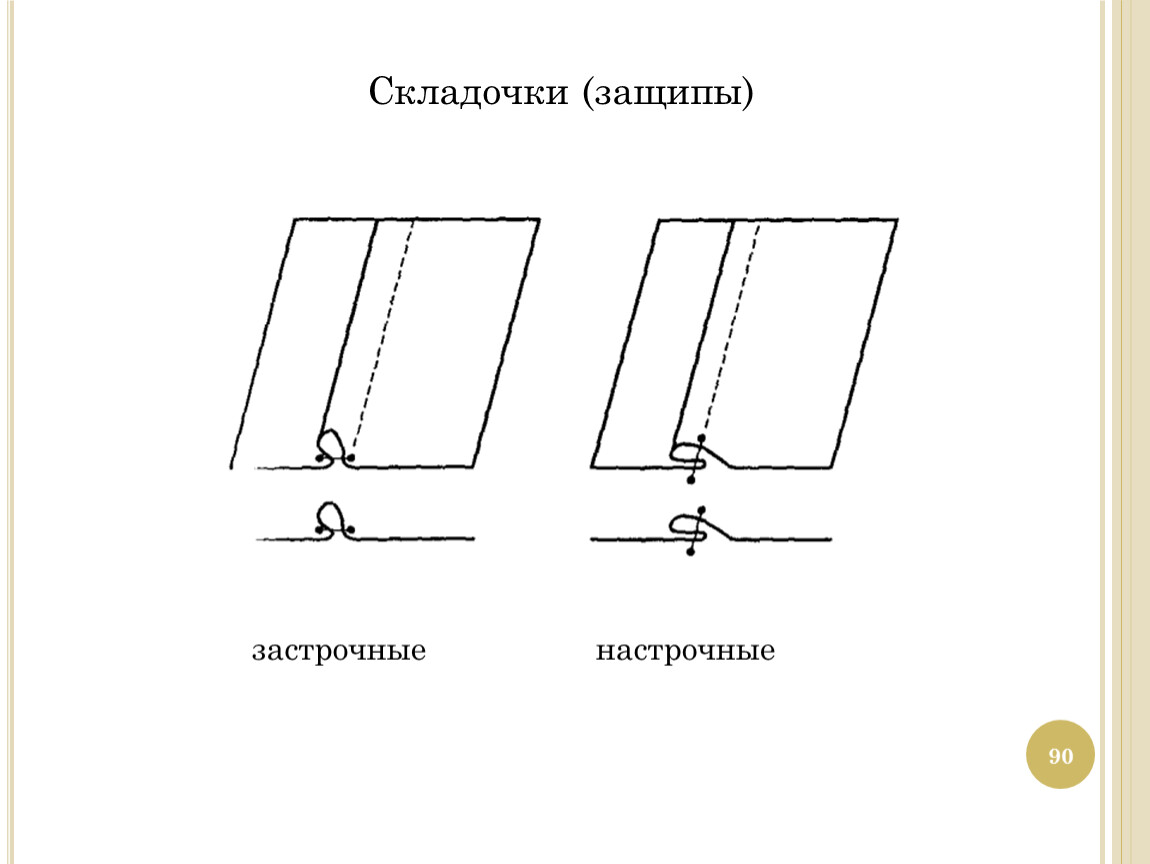
Складочки (защипы) застрочные настрочные
90
Складочки (защипы)
застрочные
настрочные
Выстрочные швы со шнуром с подложенной полоской со шнуром, выполненный на двухигольной машине без шнура
91
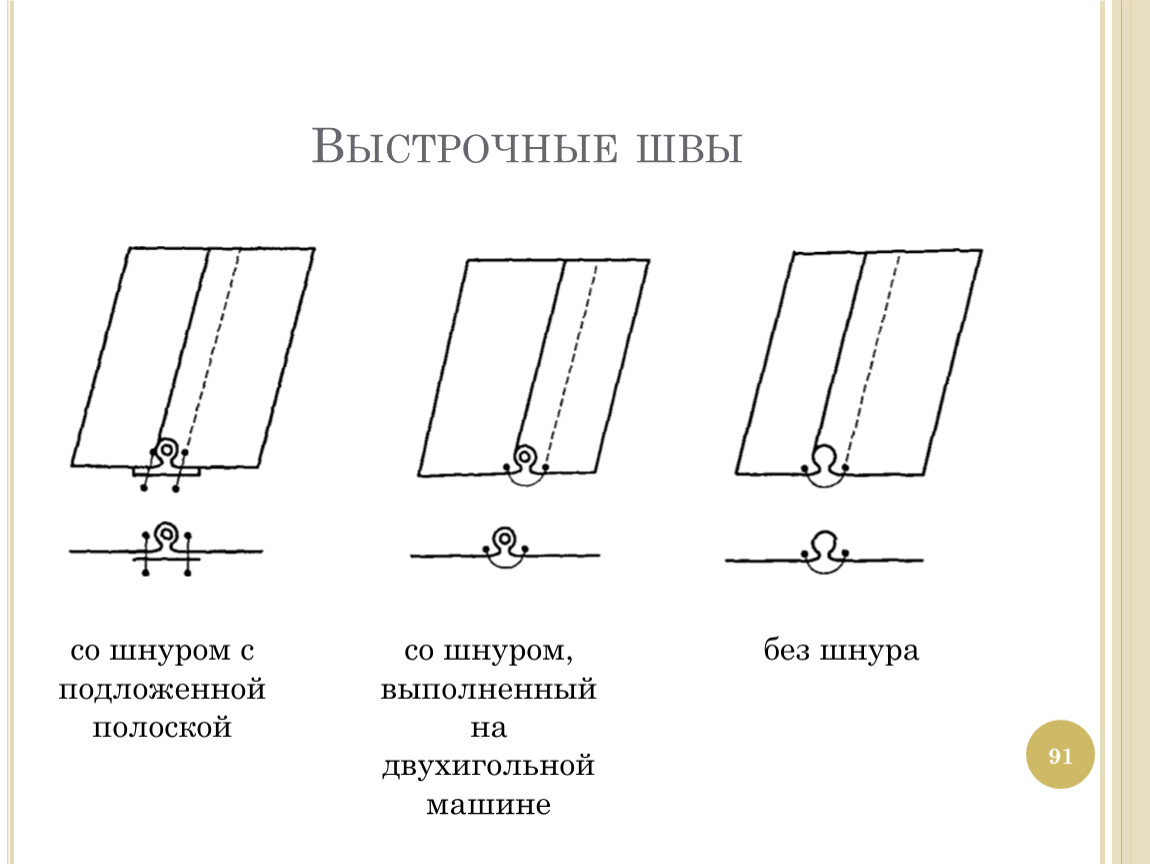
Выстрочные швы
со шнуром с подложенной полоской
со шнуром, выполненный на двухигольной машине
без шнура
Вытачные швы 92 а – при заутюживании на одну сторону; б – при разутюживании
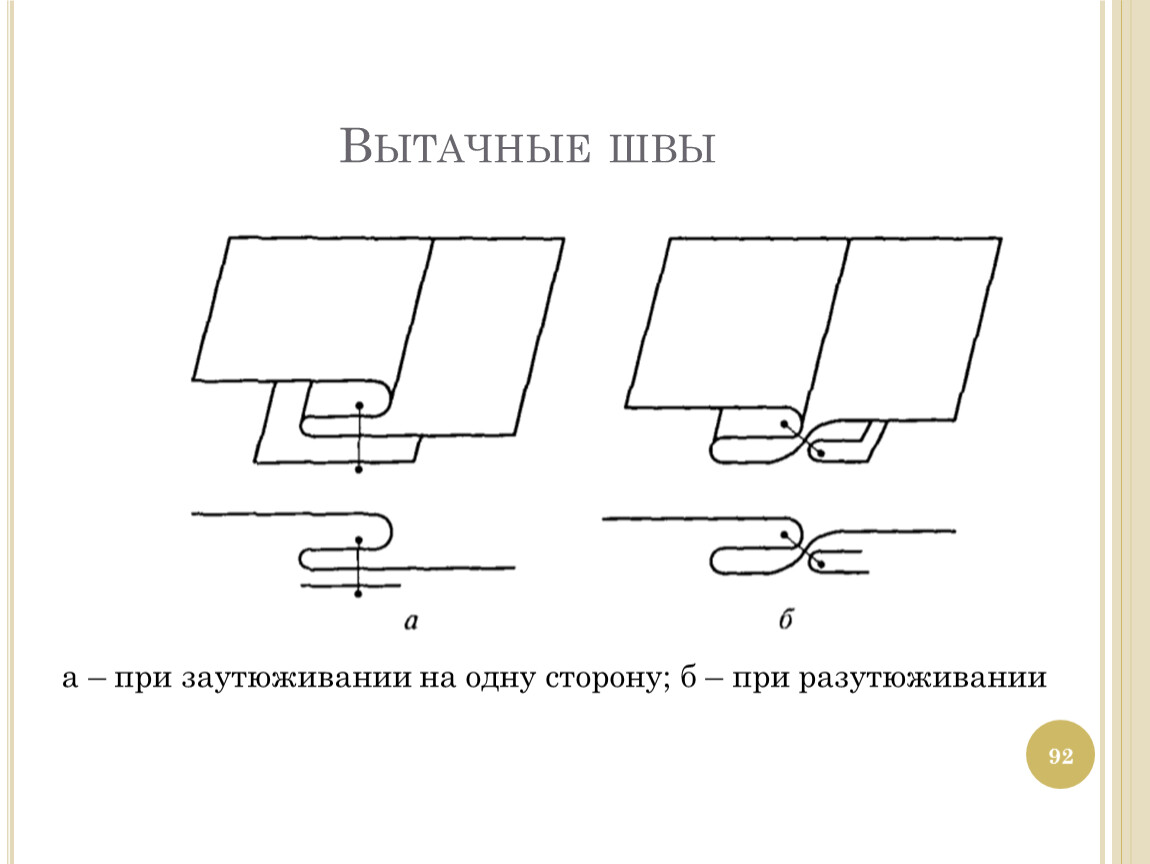
Вытачные швы
92
а – при заутюживании на одну сторону; б – при разутюживании
Рельефный настрочной шов 93 а-в – последовательность выполнения строчек; г – вид шва с лицевой стороны; д – вид шва с изнанки
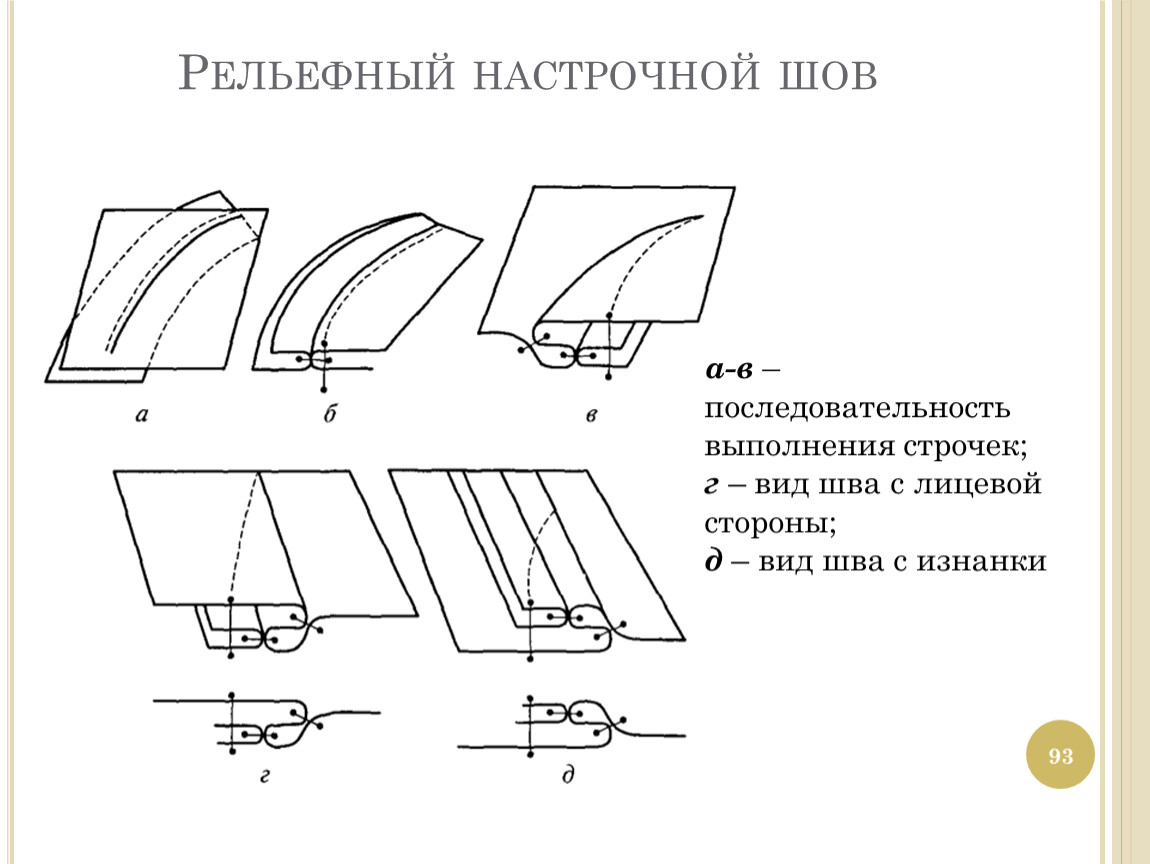
Рельефный настрочной шов
93
а-в – последовательность выполнения строчек;
г – вид шва с лицевой стороны;
д – вид шва с изнанки
Стачной шов с кантом 94 а – соединение деталей с вложением канта; б – шов в готовом виде при выполнении одной строчкой
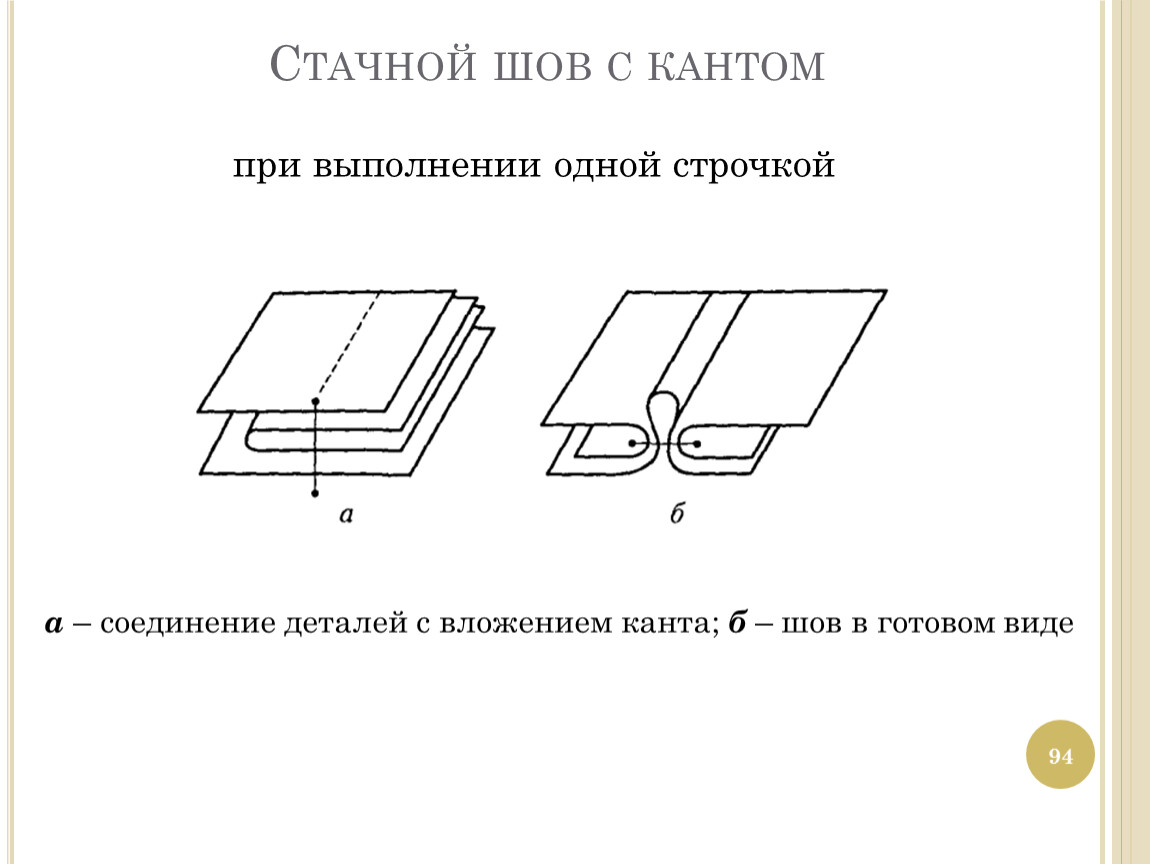
Стачной шов с кантом
94
а – соединение деталей с вложением канта; б – шов в готовом виде
при выполнении одной строчкой
95 при выполнении двумя строчками а – соединение деталей с предварительным притачиванием канта к одной из деталей; б – шов в готовом виде
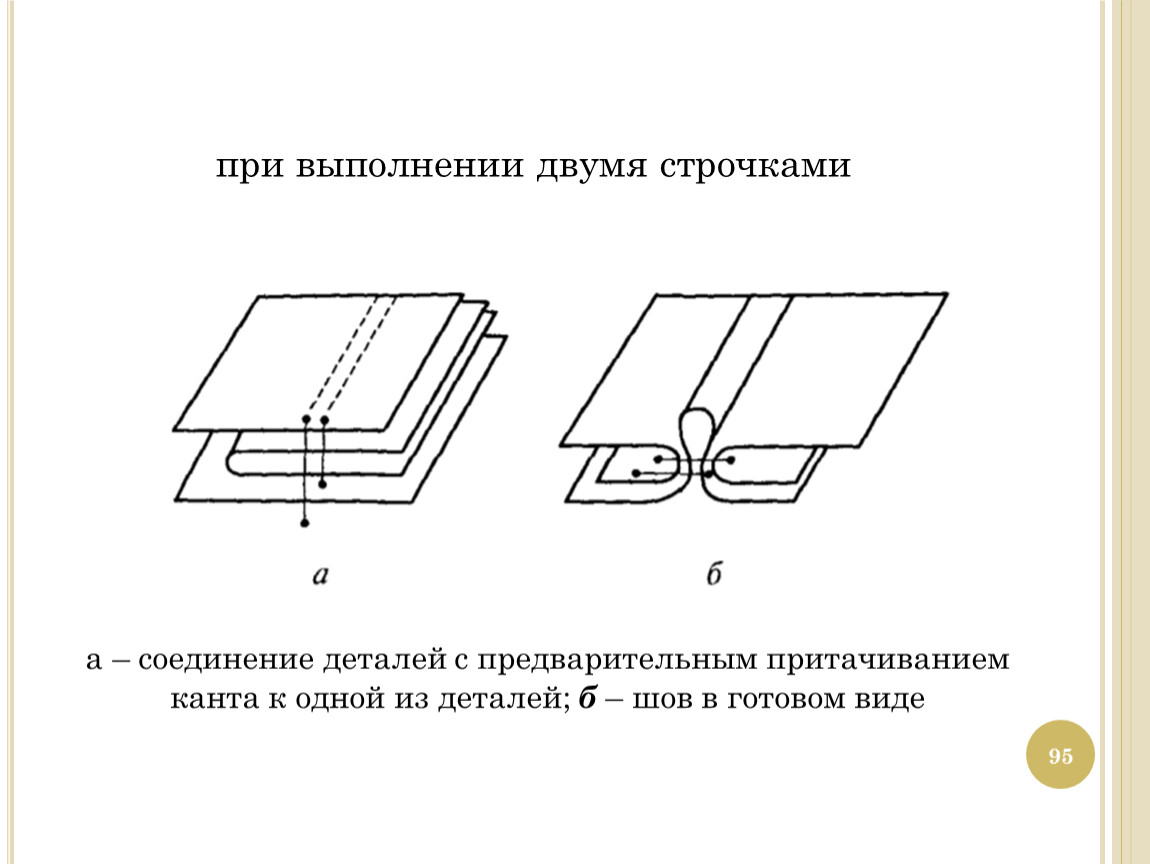
95
при выполнении двумя строчками
а – соединение деталей с предварительным притачиванием канта к одной из деталей; б – шов в готовом виде
Накладной шов с кантом 96 при выполнении одной строчкой
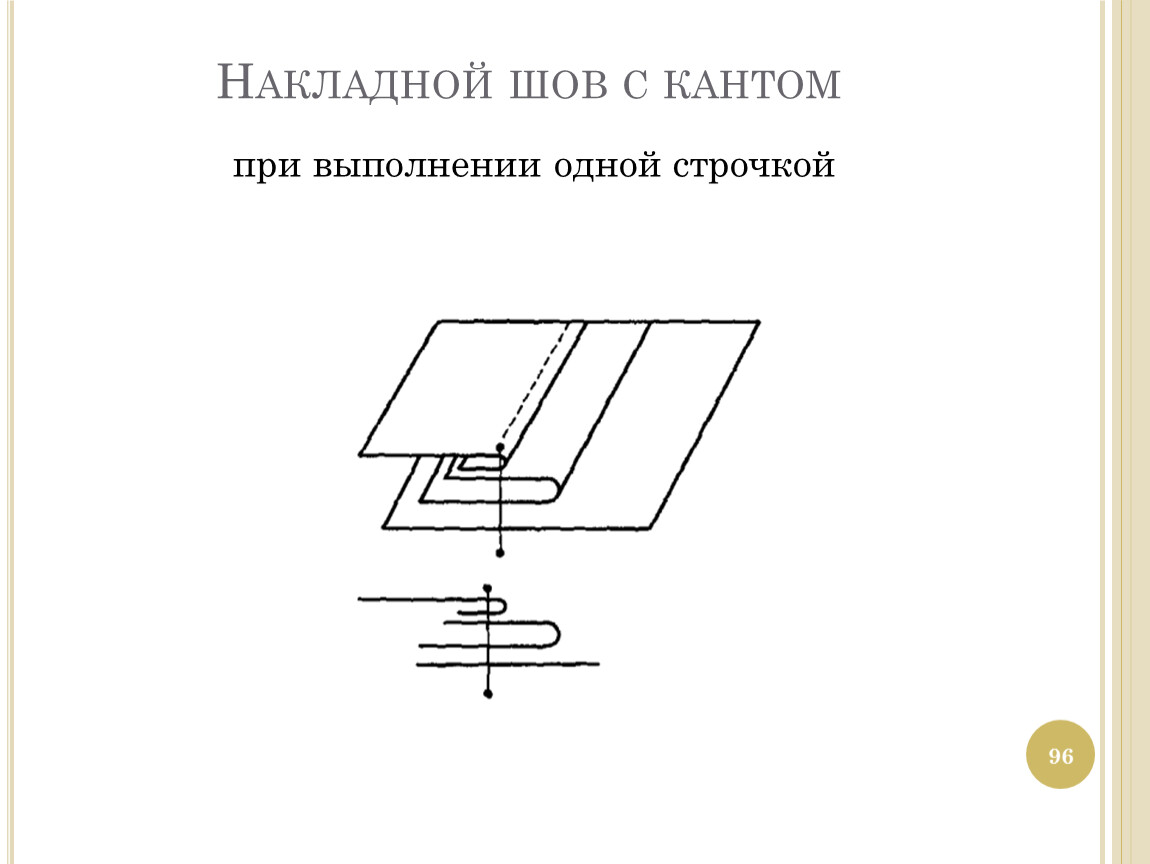
Накладной шов с кантом
96
при выполнении одной строчкой
97 при выполнении двумя строчками
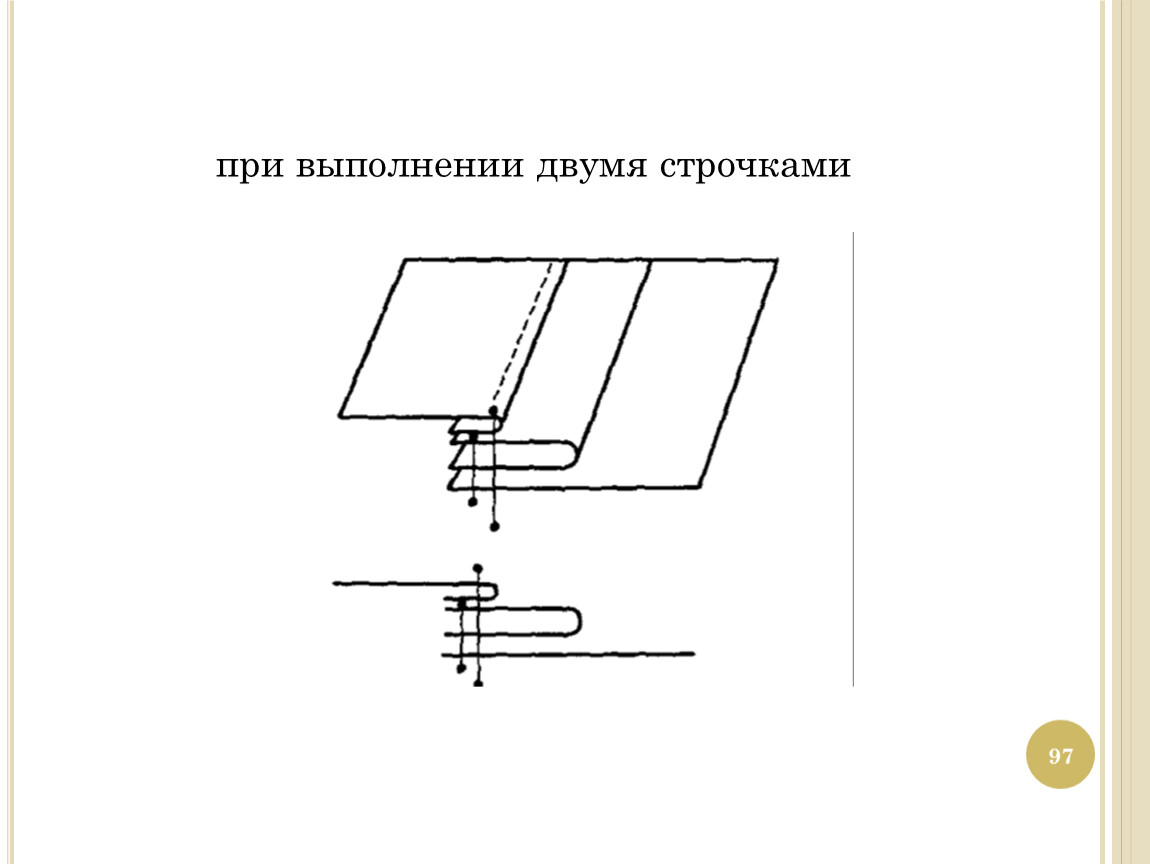
97
при выполнении двумя строчками
Обтачной шов с кантом 98 Выполненный одной строчкой
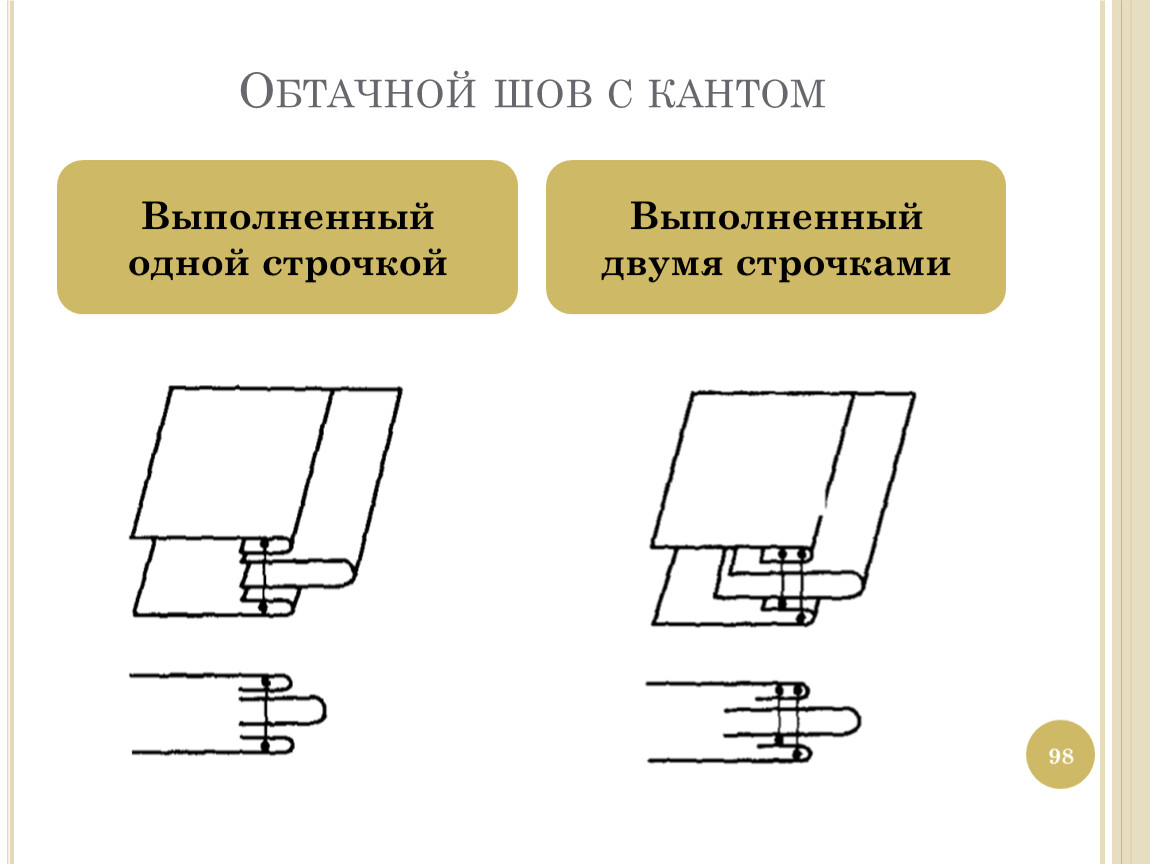
Обтачной шов с кантом
98
Выполненный одной строчкой
Выполненный двумя строчками
Простые и сложные Отделочные и соединительные
складки
Простые и сложные
Отделочные и соединительные
Односторонние
Встречные
Бантовые
99
Простые односторонние складки 100 а – отделочная; б - соединительная
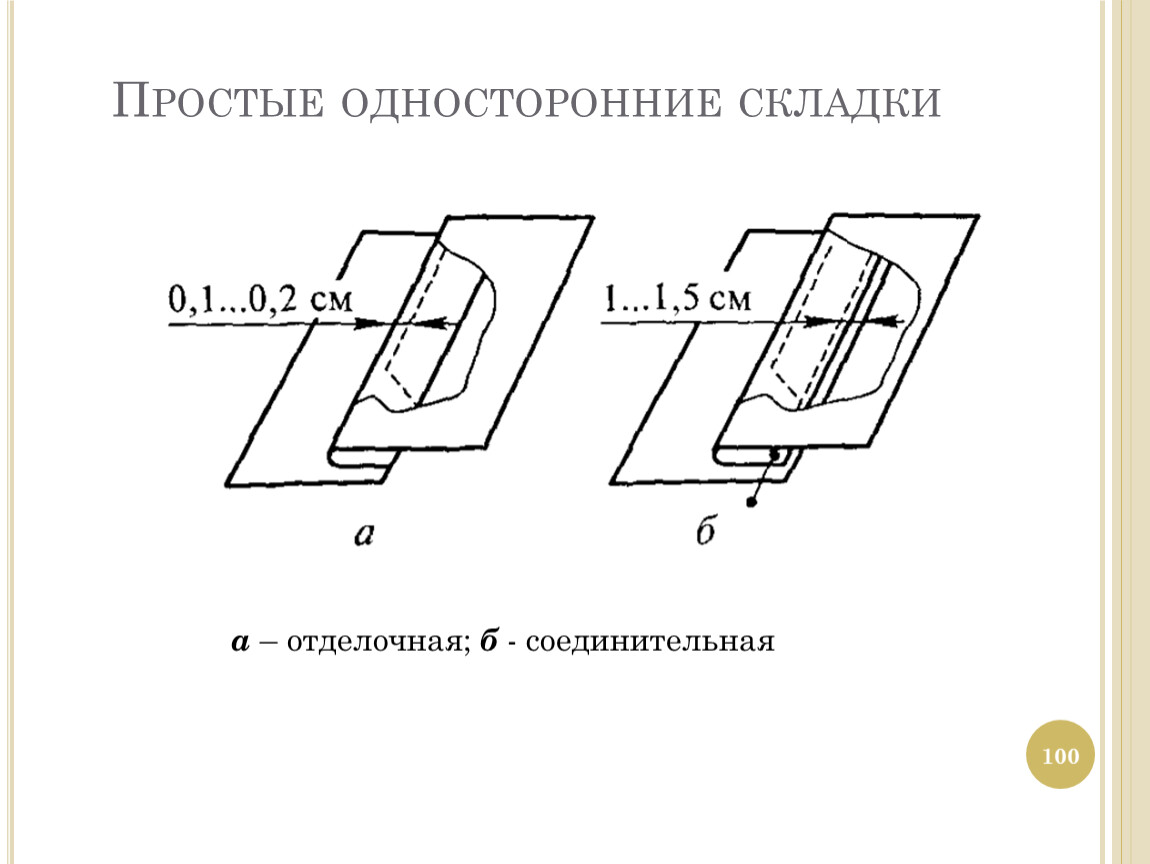
Простые односторонние складки
100
а – отделочная; б - соединительная
Простые встречные складки 101 в – отделочная; г, д – варианты закрепления складок; е,ж – соединительные (вид с лицевой и изнаночной стороны)
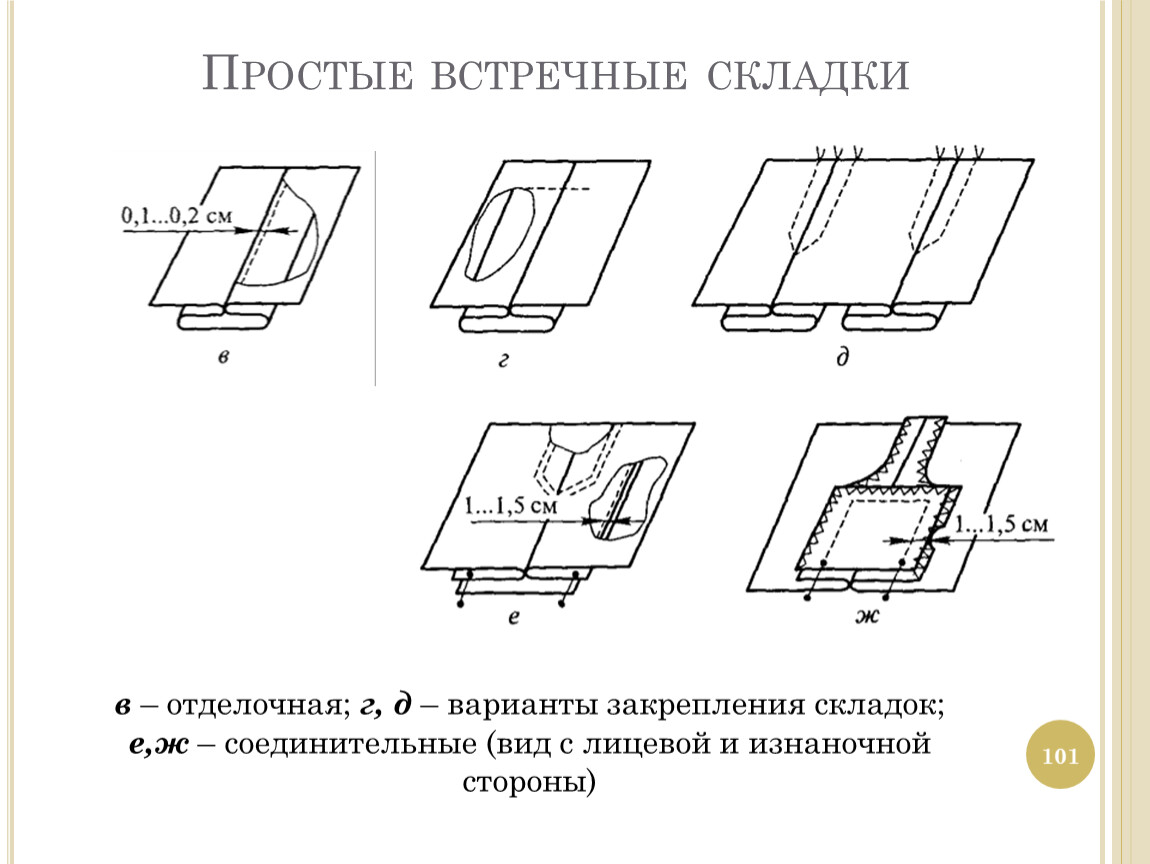
Простые встречные складки
101
в – отделочная; г, д – варианты закрепления складок;
е,ж – соединительные (вид с лицевой и изнаночной стороны)
Простые бантовые складки з – отделочная; и - соединительная
102
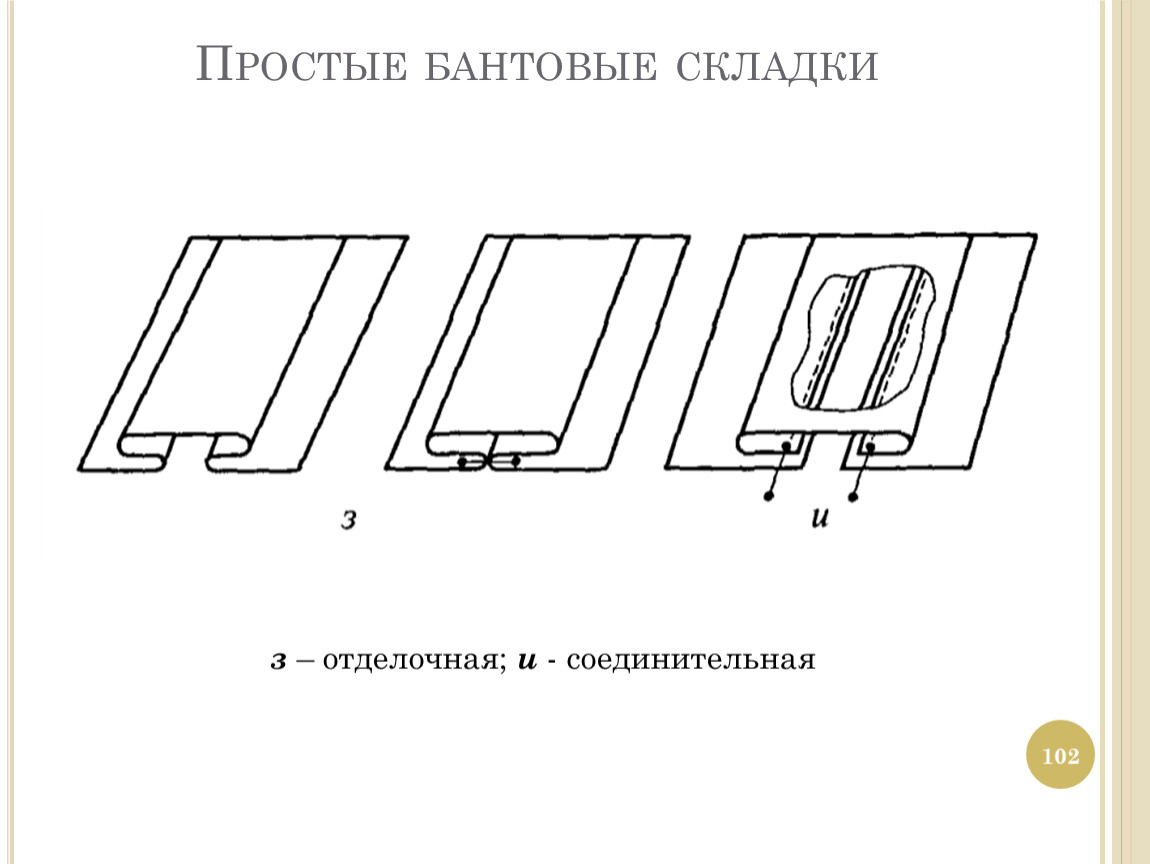
Простые бантовые складки
з – отделочная; и - соединительная
Сложная отделочная складка 103
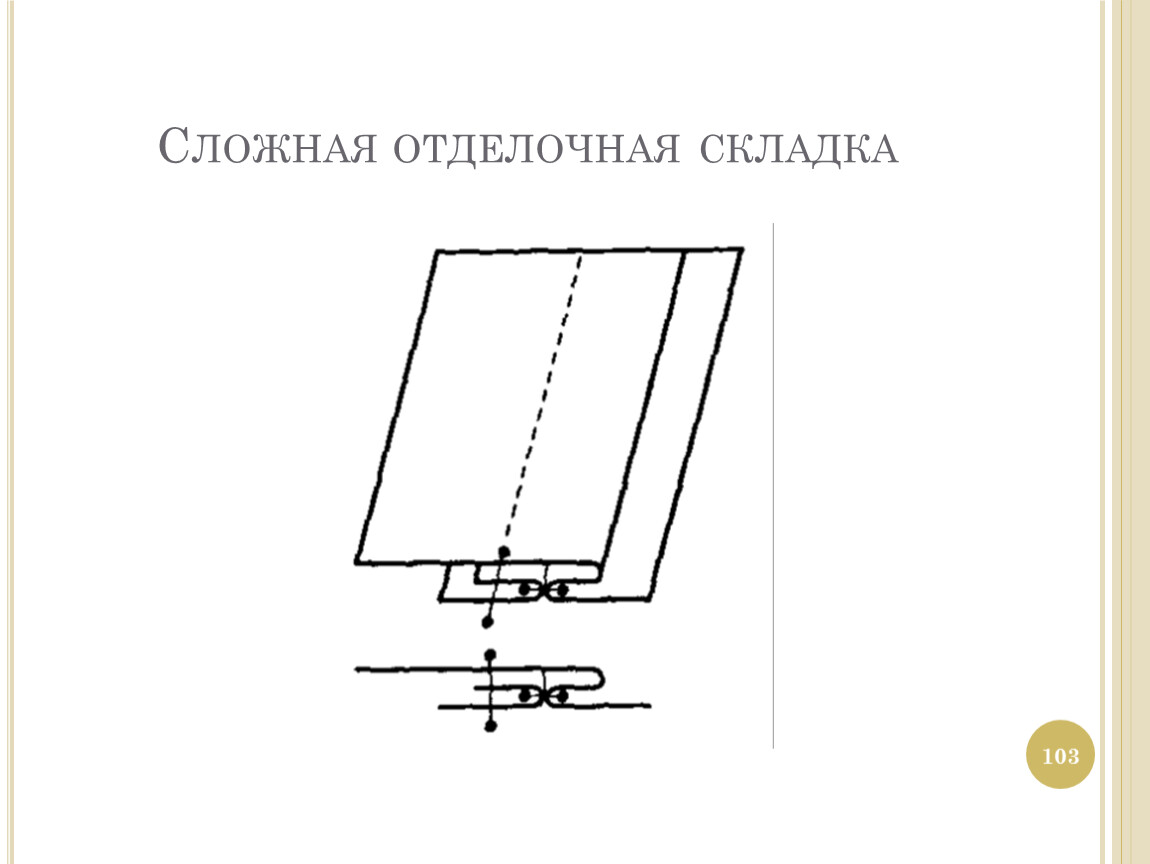
Сложная отделочная складка
103
Спасибо за внимание

Спасибо за внимание
Источники информации Г.А. Крючкова «Технология и материалы швейного производства»
Источники информации
Г.А. Крючкова «Технология и материалы швейного производства» Москва «Академия» 2003 г. (стр. 63)
А.С. Ермакова «Оборудование швейных предприятий» Москва «Академия» 2004 г. (стр. 51-52)
Э.К. Амирова, А.Т. Труханова, О.В. Сакулина, Б.С. Сакулин «Технология швейных изделий» Москва «Академия» 2008 г. (стр. 63-
С.А. Львова «Оборудование швейного производства» Москва «Академия» 2010 г. (стр. 8-10)
Т.В. Могузова, Е.В. Тулупова, Н.Н. Байкалова, Т.А. Гайдукова «Производственное обучение профессии Портной» Москва «Академия» 2011 г. (стр. 32-38)
интернет
105
Челночная двухниточная строчка в сравнении с однониточной цепной 106
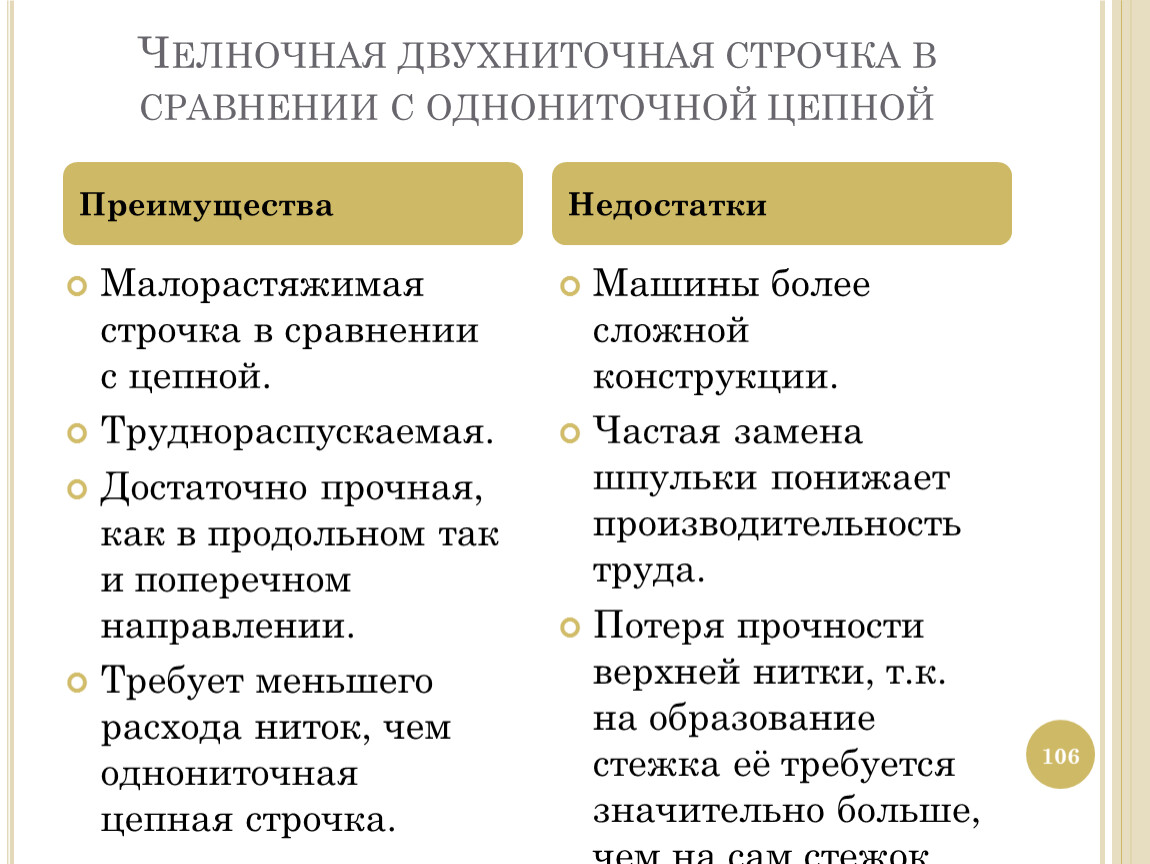
Челночная двухниточная строчка в сравнении с однониточной цепной
106
Малорастяжимая строчка в сравнении с цепной.
Труднораспускаемая.
Достаточно прочная, как в продольном так и поперечном направлении.
Требует меньшего расхода ниток, чем однониточная цепная строчка.
Машины более сложной конструкции.
Частая замена шпульки понижает производительность труда.
Потеря прочности верхней нитки, т.к. на образование стежка её требуется значительно больше, чем на сам стежок
Преимущества
Недостатки
© ООО «Знанио»
С вами с 2009 года.
![]()