Поделиться

Потокові методи організації виробництва
Потоковим
виробництвом називається
прогресивна форма організації виробництва, побудована на ритмічному повторенні
узгоджених у часі основних і допоміжних операцій, які виконуються на
спеціалізованих робочих місцях, розміщених у порядку проходження операцій
технологічного процесу.
В основі організації потокового виробництва лежать принципи організації
виробничого процесу (спеціалізації, прямоточності, безперервності,
паралельності, ритмічності тощо).
Головні ознаки потокового виробництва:
-
за групами робочих місць закріплюється обробка чи складання виробу одного
найменування чи строго обмеженої кількості виробів, які подібні за конструкцією
і технологією;
- робочі місця розміщують за ходом технологічного процесу;
- технологічний процес виготовлення виробу розбивається на операції і на
кожному робочому місці виконується одна чи декілька подібних операцій;
- предмети передаються з операції на операцію поштучно чи невеликими
передавальними партіями відповідно до заданого ритму роботи потокової лінії;
- спостерігається високий рівень механізації та автоматизації основних і
допоміжних операцій через вузьку спеціалізацію робочих місць.
Однопредметною називається потокова лінія, на якій проходять обробку вироби одного найменування, а робочі місця спеціалізуються на виконанні однієї детале-операції.
Найпоширеніші форми організації одно потокових ліній:
1)перервно-потокові лінії (прямоточні)
2) автоматизовані потокові лінії
3) безперервно-потокові лінії із застосуванням робочих
чи розподільчих конвеєрів
4) безперервно-потокові лінії з нерухомим об’єктом (стаціонарний
потік)
Безперервно-потокові
лінії
широко використовують в складальних цехах масового і великосерійного
виробництва. Вони характеризуються синхронізацією виробництва, безперервністю
виробничого процесу, оскільки вироби не пролежують в очікуванні обробки,
транспортування й контролю, а також рівномірністю виробництва.
Вихідними даними для розрахунку безперервно-потокових ліній є програма запуску
продукції (Nзап) на
лінію за розрахунковий період часу (місяць, добу, зміну), дійсний (Fд) фонд
часу, норми часу.
![]() Добова програма запуску (Nзап)
визначається на основі заданої добової програми випуску (Nвип) за
такою формулою:
Добова програма запуску (Nзап)
визначається на основі заданої добової програми випуску (Nвип) за
такою формулою:
,
де α –
технологічні витрати, %.
Дійсний
фонд час потокової лінії визначається за допомогою таких формул:
за зміну: F дзм =Fk – Tn,
за добу: F ддоб = (Fk – T n)хS,
за місяць, рік: F др (м)= (Fk – T n)хSхDроб,
де Fk –
календарний фонд часу роботи за зміну,хв.; Tn –
регламентовані перерви на відпочинок і профілактичні заходи за зміну,хв.; S – число
робочих змін за добу; Dроб – число робочих днів в місяці
чи році.
 Вихідним розрахунковим нормативом
при проектуванні потокової лінії є такт (r), тобто
інтервал часу між запуском і випуском двох суміжних виробів на лінії.
Вихідним розрахунковим нормативом
при проектуванні потокової лінії є такт (r), тобто
інтервал часу між запуском і випуском двох суміжних виробів на лінії.
Такт роботи лінії визначається за такою формулою:
.
При передачі виробів партіями з однієї операції на іншу визначається ритм
потокової лінії (R) за такою формулою:
R=p x r,
де р – розмір передавальної партії виробів.
 Перервно-потокові лінії використовують
при обробці трудомістких деталей на різному устаткуванні. Характерною
особливістю перервно-потокових ліній є відсутність синхронності операцій
внаслідок різної величини їх трудомісткості.
Перервно-потокові лінії використовують
при обробці трудомістких деталей на різному устаткуванні. Характерною
особливістю перервно-потокових ліній є відсутність синхронності операцій
внаслідок різної величини їх трудомісткості.
Для підтримання ритмічної роботи лінії між операціями різної тривалості
створюються міжопераційні оборотні заділи. Максимальна величина заділу (Zmax)
визначається за такою формулою:
,
де Тn – період
роботи на суміжних операціях при незмінному числі діючих верстатів, - хв.; Сі ,
С і+1 – число одиниць обладнання, яке працює на суміжних операціях протягом
періоду Тn; t i ti+1 – норми
часу на суміжних операціях,хв.
Загальний такт такої лінії визначається за такою формулою:
 ,
,
![]()
де
- сума програмних завдань по всіх закріплених за лінією виробах в шт.; h –
коефіцієнт витрат часу на переналагодження лінії; Fд –
дійсний фонд часу роботи лінії в плановому періоді, год.
Існують різні методи визначення часткових тактів багатопредметної лінії: за
умовним об’єктом, за тривалістю випуску кожного виду виробів, залежно від
різниці у величинах трудомісткості виробів.
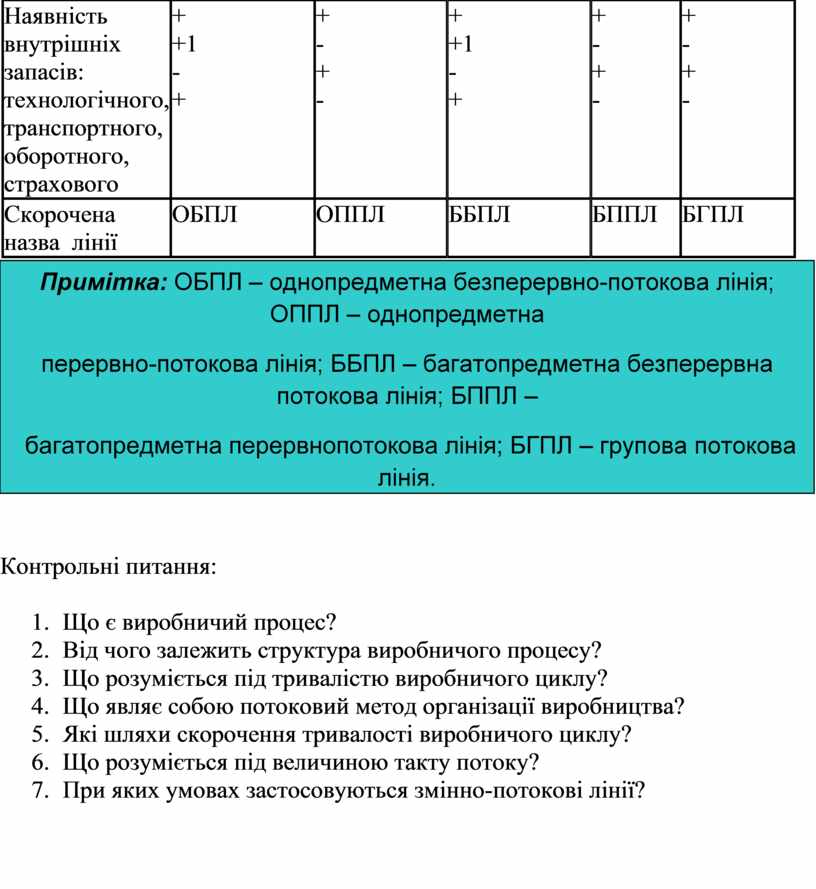
Порівняльна характеристика основних форм потокового виробництва
|
Ознаки |
Різновиди потокових ліній |
||||
|
Число найменувань предметів, закріплених за лінією |
Однопредметні (масово-потокові) |
Багатопредметні (серійно-потокові) |
|||
|
Ступінь безперервності руху предметів праці на лінії |
Безперервно - потокові |
Перервно – потокові (не синхронізовані) |
Безперервно - потокові |
Перервно- потокові |
Групові Без пере- Із пере- нала- нала- годження годженням |
|
Характер ритму такту |
Регламентований |
Вільний, який підтримується робітниками |
Регламентований |
Вільний, який підтримується робітниками |
|
|
Вид транспортних засобів |
Конвейери. Вища форма – автоматична потокова лінія, роторна лінія |
Транспортери, гравітаційні пристрої (скати, склизи) |
Конвейери. Вища форма – автоматично переналагод-жувальна потокова лінія |
Транспор-тери, рольганги |
Простий транспорт – візки, транспортери |
|
Наявність внутрішніх запасів: технологічного, транспортного, оборотного, страхового |
+ +1 - + |
+ - + - |
+ +1 - + |
+ - + - |
+ - + - |
|
Скорочена назва лінії |
ОБПЛ |
ОППЛ |
ББПЛ |
БППЛ |
БГПЛ |
Контрольні питання:
1. Що є виробничий процес?
2. Від чого залежить структура виробничого процесу?
3. Що розуміється під тривалістю виробничого циклу?
4. Що являє собою потоковий метод організації виробництва?
5. Які шляхи скорочення тривалості виробничого циклу?
6. Що розуміється під величиною такту потоку?
7. При яких умовах застосовуються змінно-потокові лінії?
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
