Поделиться

Соединение плечевых, боковых срезов основных деталей.
Преподаватель Кучумова Н.П.
Технические условия обработки
Плечевые и боковые срезы основных деталей соединяют любым из стачных, настрочных или бельевых швов.
Ширина шва стачивания зависит от вида шва и свойств материалов.
Срезы швов обметывают, окантовывают или застрачивают швом в подгибку с закрытым срезом.
Срезы обрабатывают ДО или ПОСЛЕ выполнения соединительных строчек.
Припуски швов заутюживают при использовании тонких материалов или разутюживают при работе с толстыми и жесткими материалами.
Если одна из стачиваемых деталей имеет в соединяемом срезе сборки, складки или вытачки, то стачивание выполняют со стороны этой детали. Припуски шва стачивания отгибают и заутюживают в сторону детали без сборок, складок или вытачек.
ТУ
Стачные швы в заутюжку с обметанными срезами могут выполняться на стачивающе - обметочных машинах цепного стежка за один проход.
Для шва взамок используют двух игольные машины со спецприспособлением для подворачивания срезов деталей.
Остальные швы выполняют на одно игольных машинах челночного или цепного стежка.
Расстрачивание стачного шва можно выполнять на двух игольной машине.
ТУ
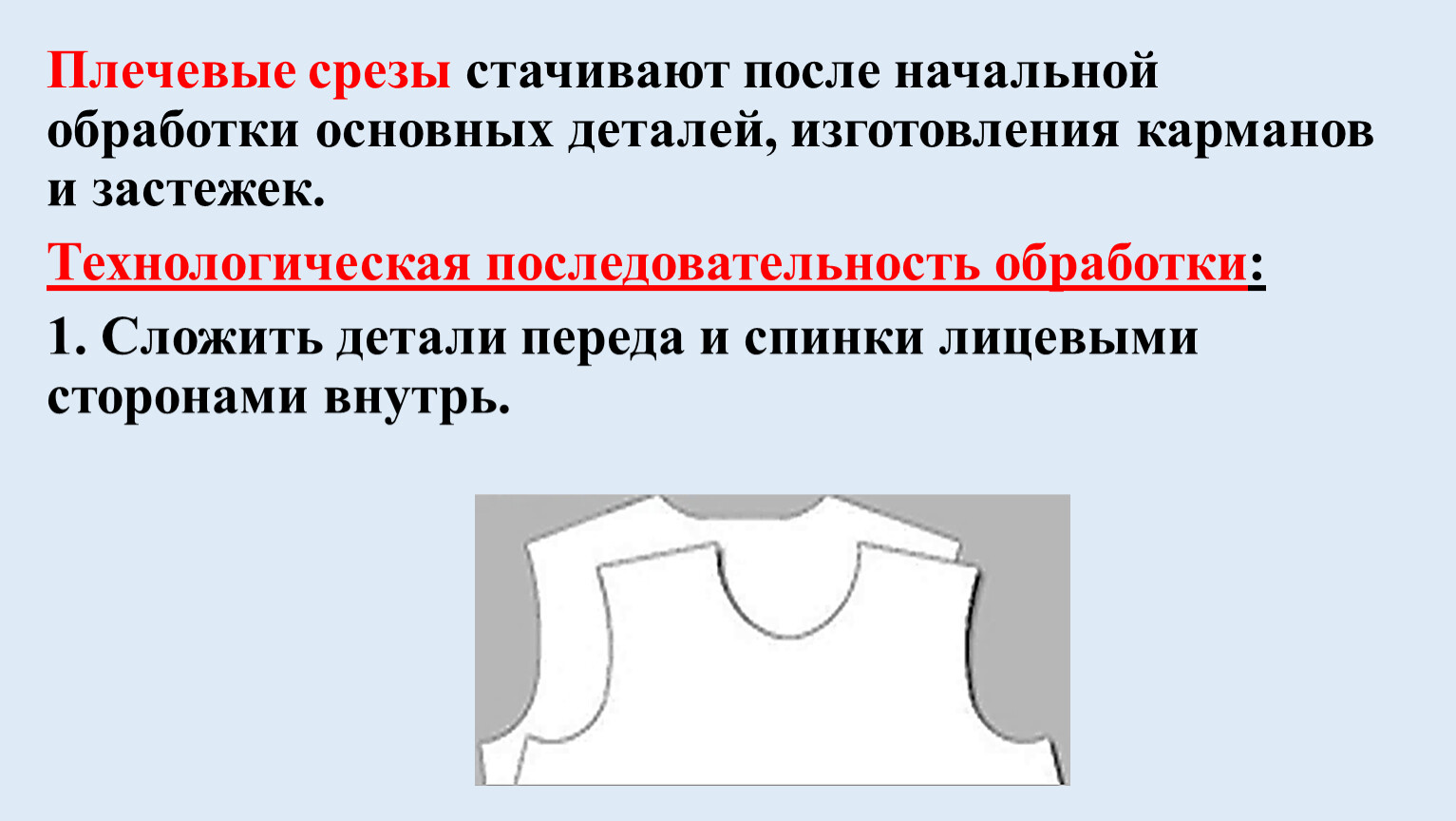
Плечевые срезы стачивают после начальной обработки основных деталей, изготовления карманов и застежек.
Технологическая последовательность обработки:
1. Сложить детали переда и спинки лицевыми сторонами внутрь.
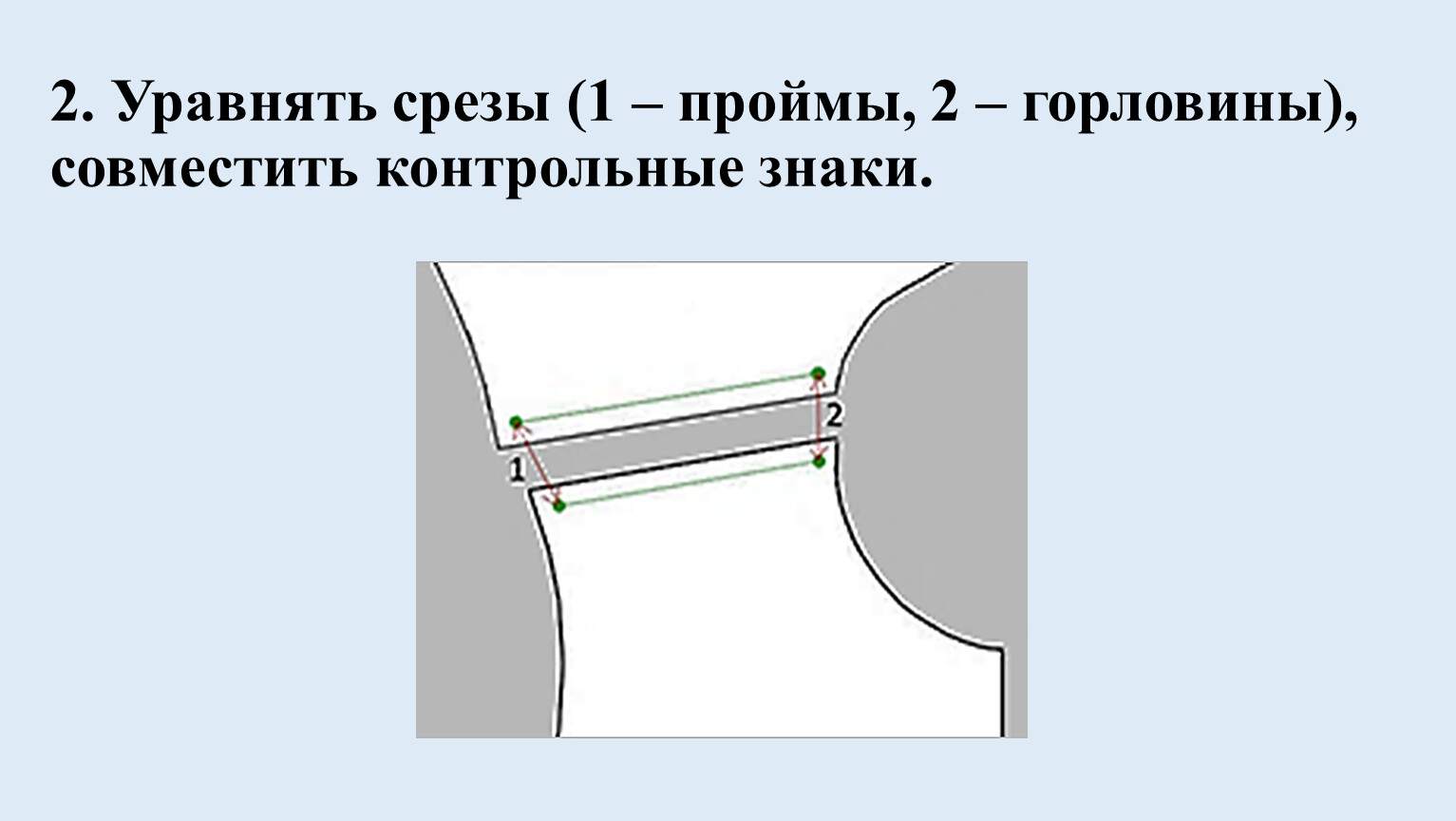
2. Уравнять срезы (1 – проймы, 2 – горловины), совместить контрольные знаки.
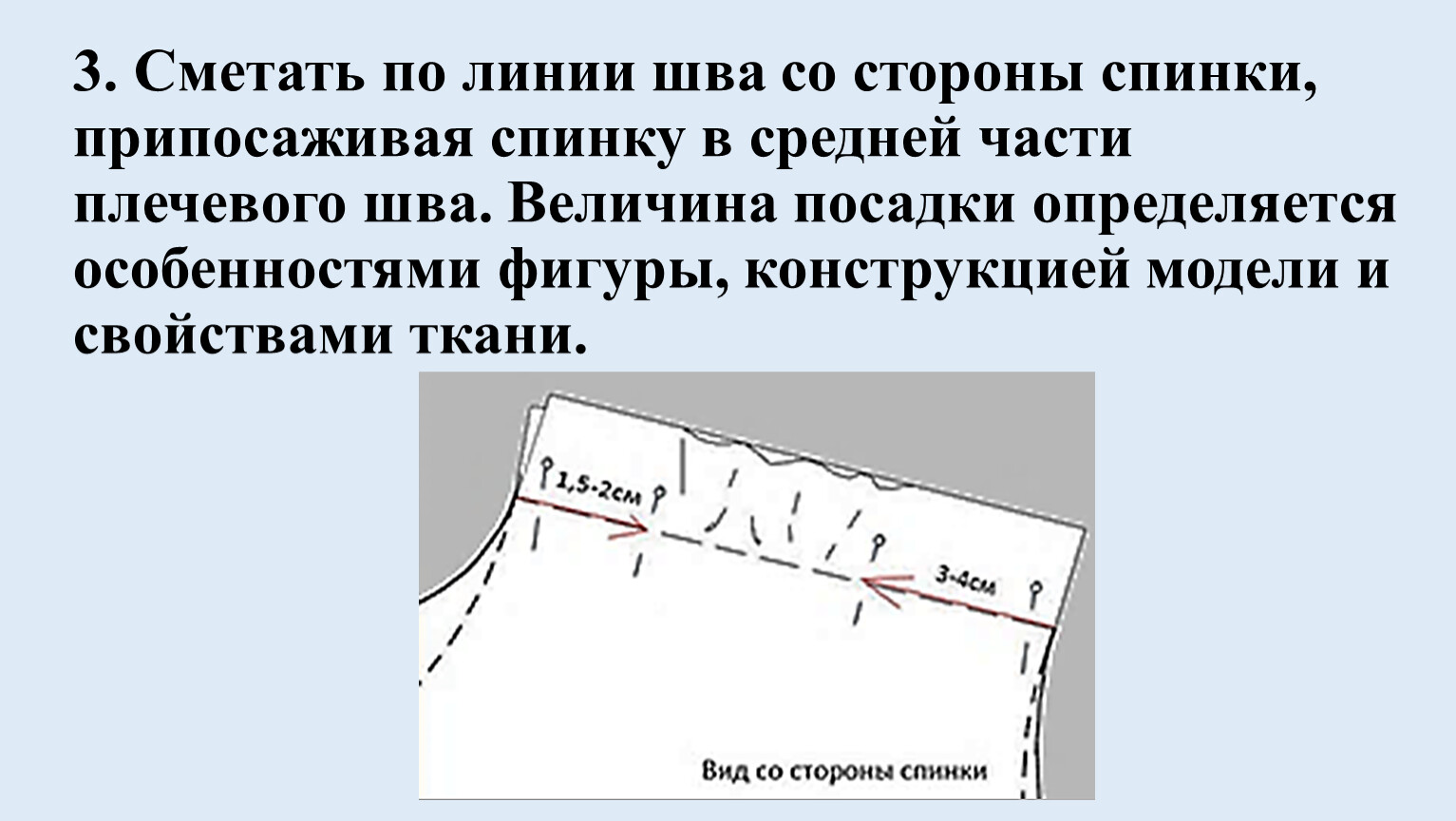
3. Сметать по линии шва со стороны спинки, припосаживая спинку в средней части плечевого шва. Величина посадки определяется особенностями фигуры, конструкцией модели и свойствами ткани.
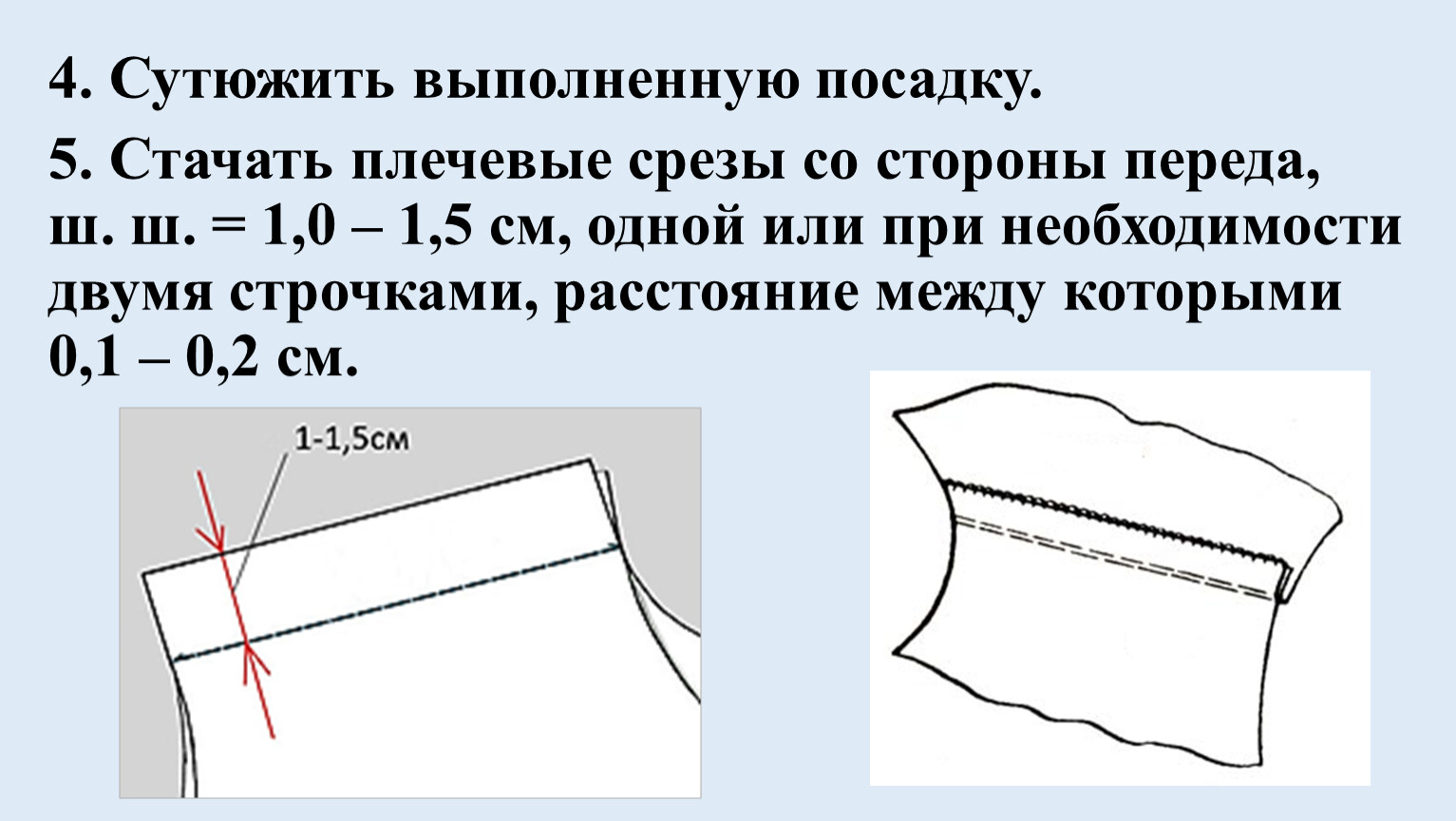
4. Сутюжить выполненную посадку.
5. Стачать плечевые срезы со стороны переда, ш. ш. = 1,0 – 1,5 см, одной или при необходимости двумя строчками, расстояние между которыми 0,1 – 0,2 см.
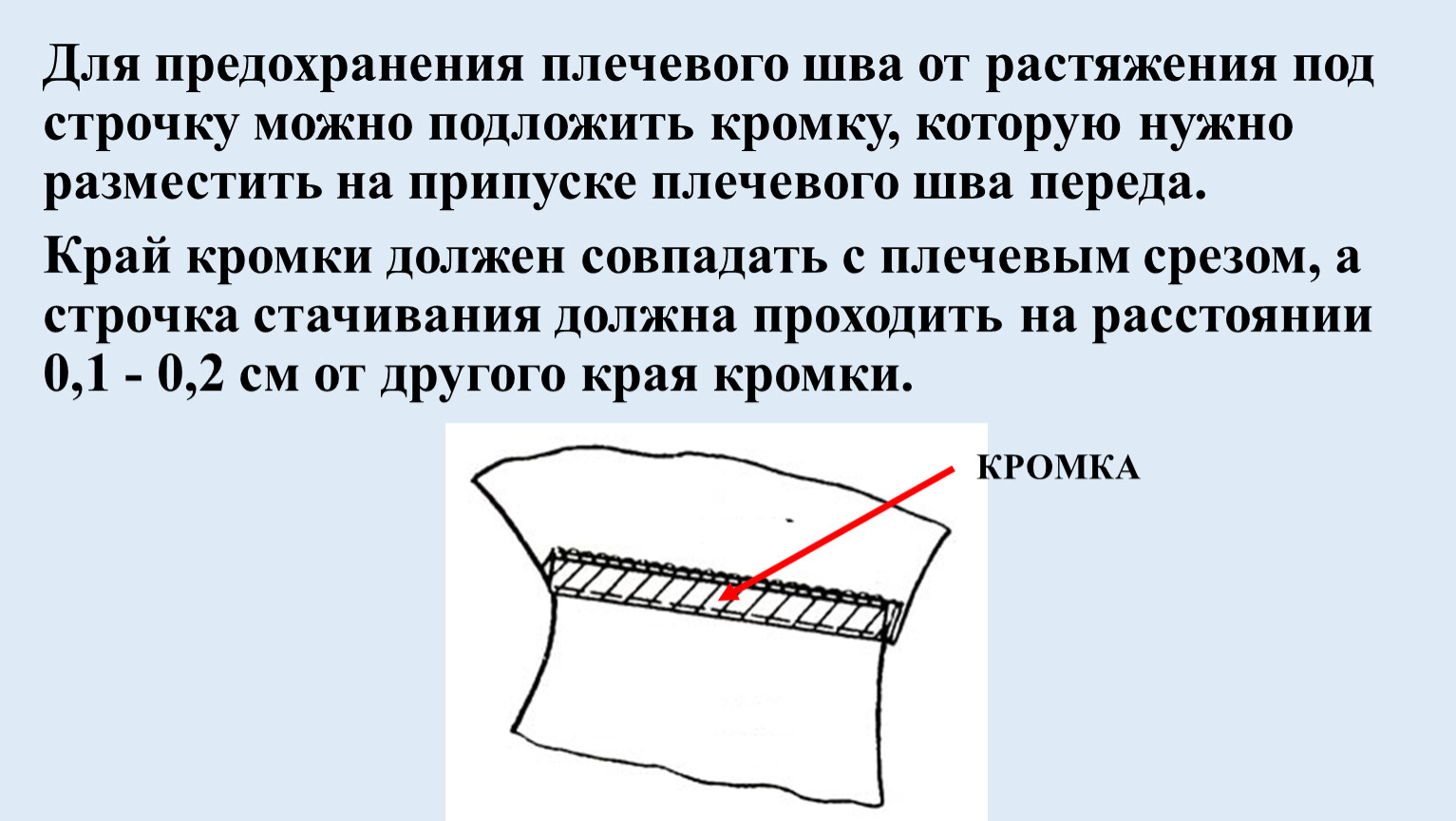
Для предохранения плечевого шва от растяжения под строчку можно подложить кромку, которую нужно разместить на припуске плечевого шва переда.
Край кромки должен совпадать с плечевым срезом, а строчка стачивания должна проходить на расстоянии 0,1 - 0,2 см от другого края кромки.
КРОМКА
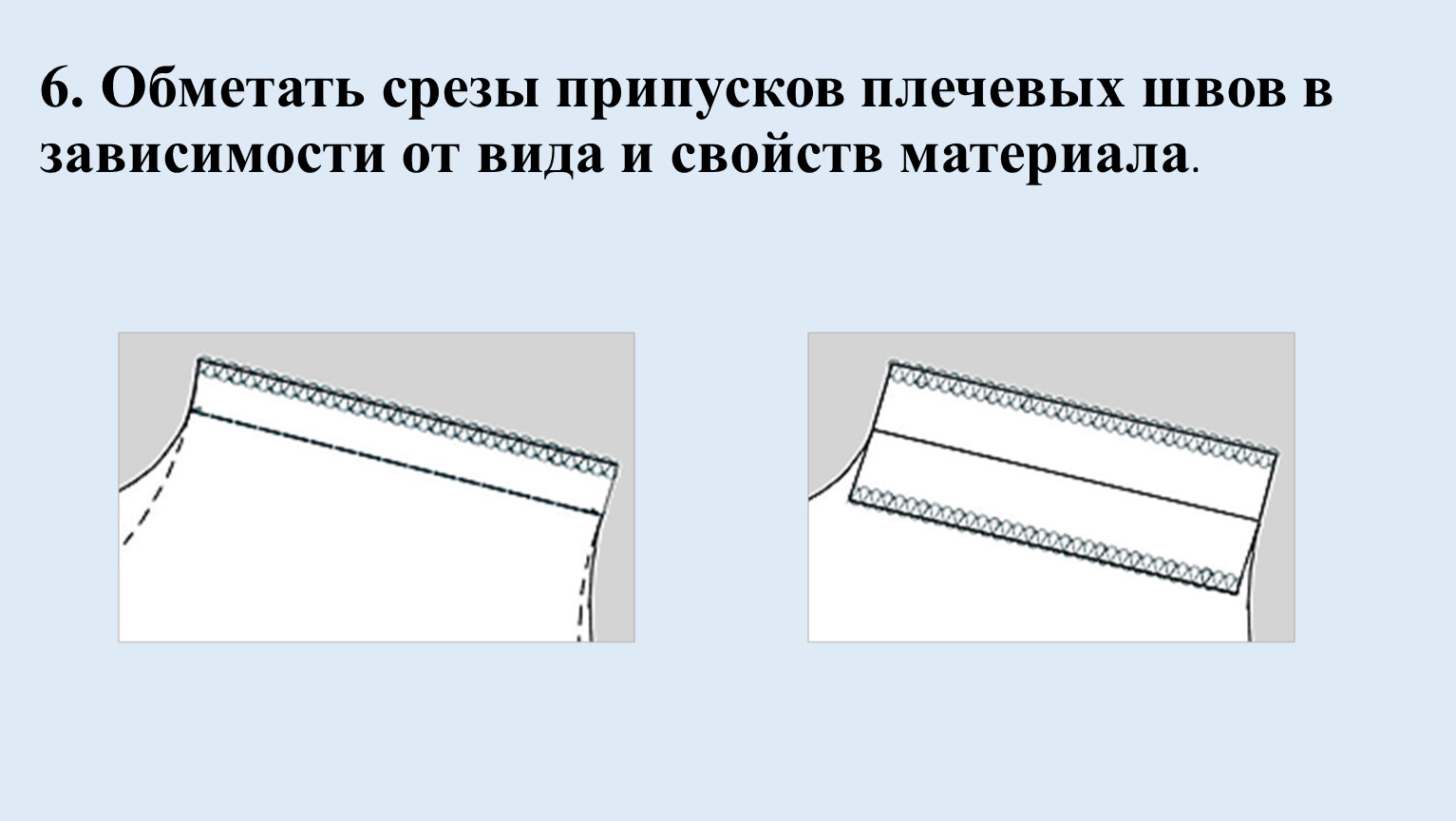
6. Обметать срезы припусков плечевых швов в зависимости от вида и свойств материала.
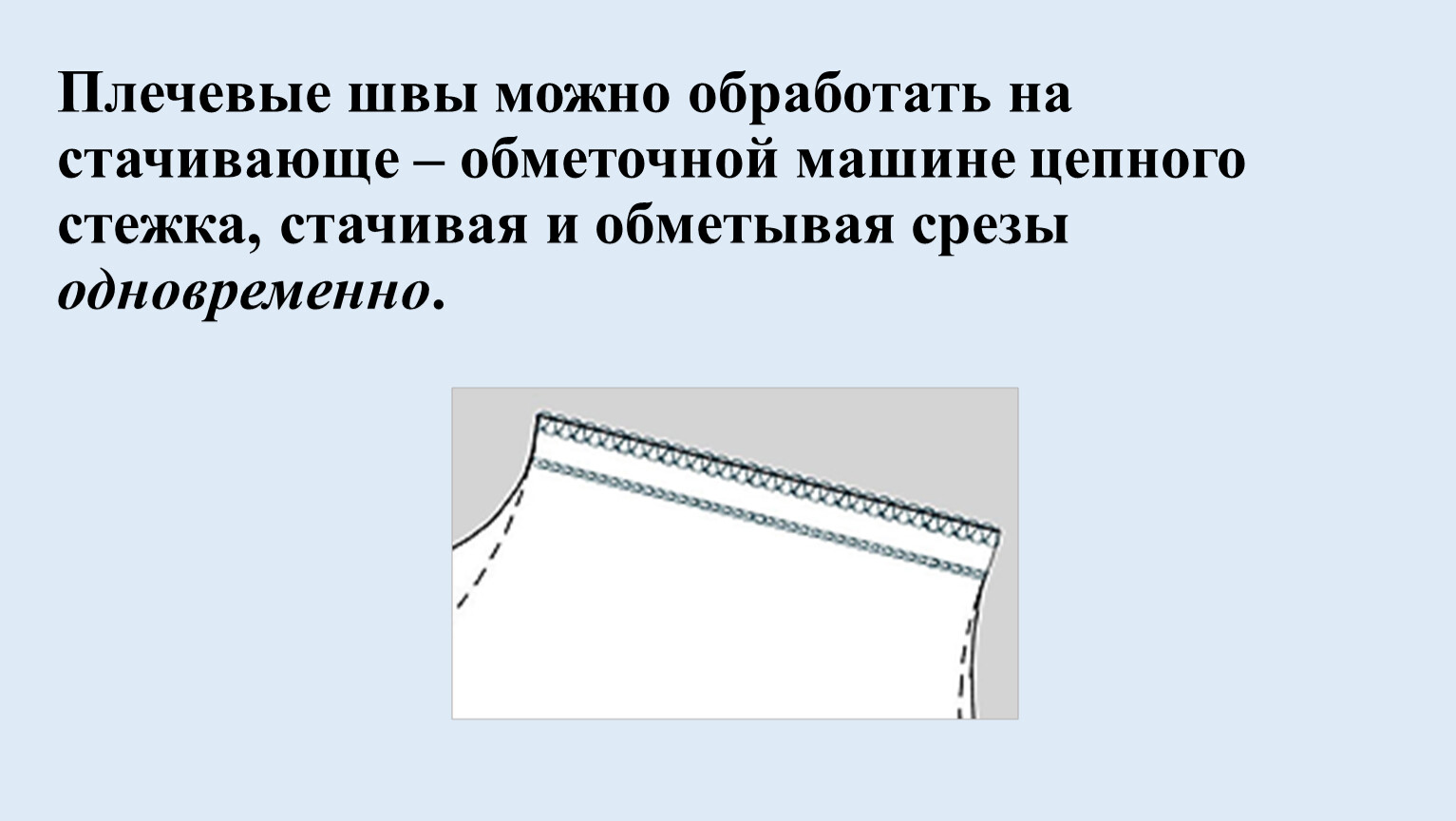
Плечевые швы можно обработать на стачивающе – обметочной машине цепного стежка, стачивая и обметывая срезы одновременно.
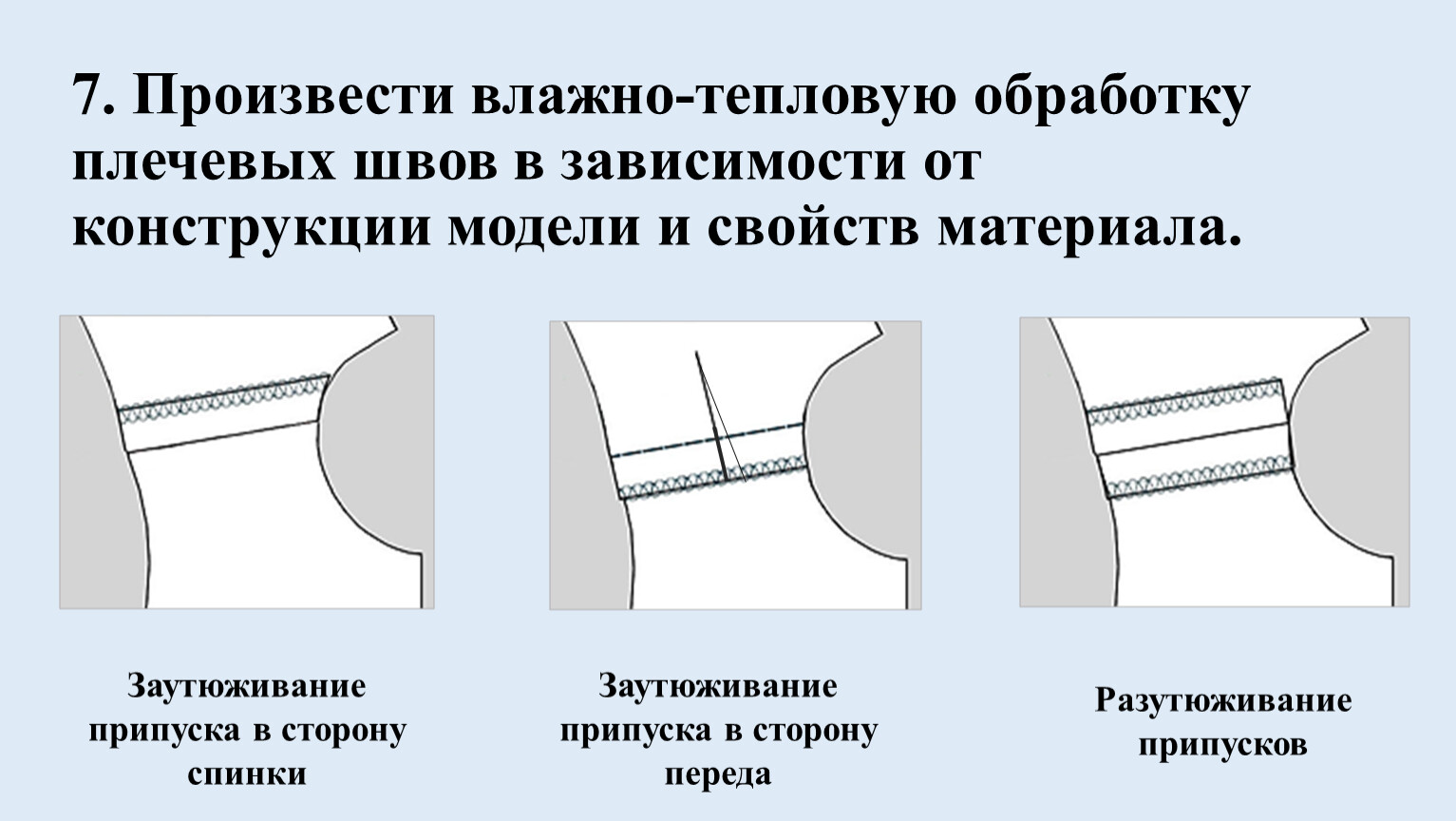
7. Произвести влажно-тепловую обработку плечевых швов в зависимости от конструкции модели и свойств материала.
Заутюживание припуска в сторону спинки
Заутюживание припуска в сторону переда
Разутюживание припусков
Боковые срезы основных деталей могут быть обработаны ДО или ПОСЛЕ изготовления застежки в зависимости от модельных особенностей изделия.
Технологическая последовательность обработки:
Сложить перед и спинку лицевыми сторонами внутрь, уравнивая срезы и контрольные знаки.
Сметать боковые срезы по намеченным линиям со стороны спинки, с посадкой спинки в верхней части бокового шва (8,0 – 10,0 см от проймы) и посадкой переда в области боковых карманов.
Сутюжить выполненную посадку.
4. Стачать боковые срезы со стороны спинки,
ш.ш. = 1,0 – 1,5 см.
5. Обметать срезы припусков в зависимости от вида и свойств материала.
6. Произвести влажно-тепловую обработку боковых швов (заутюжить или разутюжить) в зависимости от конструкции модели и свойств материала.
В промышленном производстве боковые и плечевые срезы стачивают без предварительного сметывания.
Возможно использование стачивающе – обметочной машины.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
