Поделиться


МДК.04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе
ТЕМА: Устройство и подготовка к работе оборудования для механизированной сварки в среде активных газов.
ТЕМА: Устройство и подготовка к работе оборудования для частично механизированной сварки в среде активных газов.
Учебная цель: знакомство с оборудованием, необходимым для проведения механизированной сварки в среде активных газов, его назначением и подготовкой его к работе.
План урока:
Повторение пройденного материала.
Знакомство с устройством и назначением сварочного оборудования, применяемого при МАG сварке.
Подготовка полуавтомата к работе, подключение газосварочного оборудования.
Закрепление пройденного материала.
Подведение итогов Выводы.
Повторение пройденного материала
Какая операция автоматизирована при частично механизированной сварке в среде защитных газов?
Какие защитные газы применяют для частично механизированной сварке?
Какие источники питания сварочной дуги используют при частично механизированной сварке в среде защитных газов и какого рода ток они выдают?
Расшифровать обозначения: Св-08Х14ГНТ; Св-08А; Св-18ХГС; ПП-АН8; СвА85Т, СвА99
Что обозначает надпись: MIG/ MAG

Оснащение сварочного поста для частично механизированной сварки в среде активных газов.
Сварочный полуавтомат – это электромеханический прибор для выполнения сварочного процесса плавящимся электродом в виде проволоки путем механизированной подачи его к месту сварки (к сварочной ванне).
Сварочный пост при полуавтоматической сварке в среде защитных газов включает:
полуавтомат
газобаллонная аппаратура: баллоны с углекислым газом, редуктор, ротаметр, смеситель, осушитель, подогреватель,
газовые шланги;
приточно-вытяжная вентиляция.

Механизм подачи электродной проволоки
Механизм подачи электродной проволоки в сварочную ванну предназначен для стабильной подачи проволоки и регулирования ее скорости при выборе режима сварки. Состоит из электродвигателя, редуктора, подающих и прижимных роликов, кассеты с проволокой, тормозного устройства.
Электродвигатель с редуктором обеспечивает вращение подающего ролика, проталкивающего электродную проволоку по гибкому полому кабелю в зону сварки. Он также позволяет настраивать скорость подачи проволоки и поддерживать ее постоянной в процессе работы.
.
. Четырехроликовые механизмы более надежны и применяются для проволок большого диаметра или при сварке порошковыми проволоками.
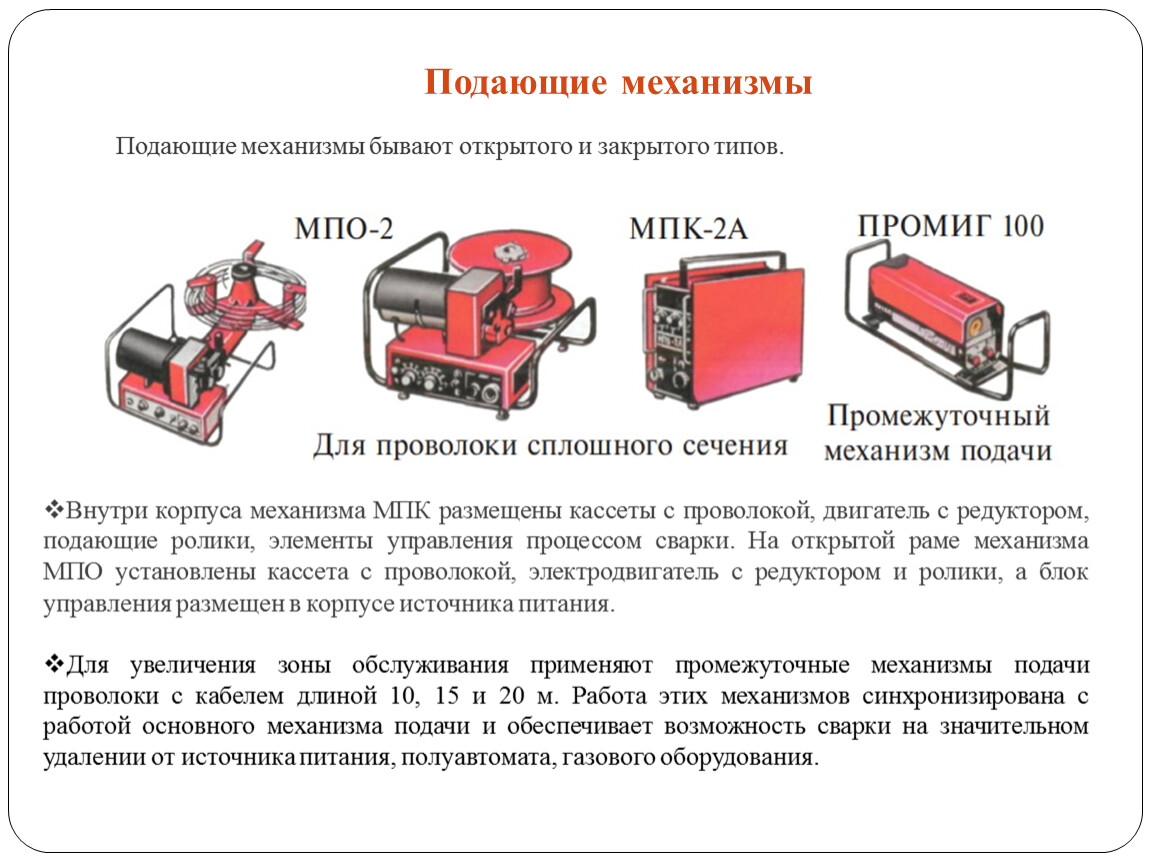
Подающие механизмы бывают открытого и закрытого типов.
Внутри корпуса механизма МПК размещены кассеты с проволокой, двигатель с редуктором, подающие ролики, элементы управления процессом сварки. На открытой раме механизма МПО установлены кассета с проволокой, электродвигатель с редуктором и ролики, а блок управления размещен в корпусе источника питания.
Для увеличения зоны обслуживания применяют промежуточные механизмы подачи проволоки с кабелем длиной 10, 15 и 20 м. Работа этих механизмов синхронизирована с работой основного механизма подачи и обеспечивает возможность сварки на значительном удалении от источника питания, полуавтомата, газового оборудования.
Подающие механизмы

Подающие ролики
Ролики — сменная часть, которая изнашивается по мере эксплуатации., расчитаны на определенный диаметр проволоки. Проволока, выходя из кассеты, проходит между прижимным и подающим роликами и при вращении последних подается через подающий канал горелки в сварочную головку, а оттуда непосредственно в зону сварки. Прижимные ролики – гладкие, без канавок, а подающие– с канавками.
В зависимости от вида сварочной проволоки выбирается форма канавки: под стальную проволоку – V- образная форма канавки; под алюминиевую проволоку – U - образная форма канавки; под порошковую проволоку – V - образная канавка с внутренней насечкой.
Ролик подающий для стальной проволоки
диаметром 1,2–1,6 мм. U-образная форма канавки
При прохождении через ролики проволока выпрямляется. На боковой стороне ролика проставляется диаметр проволоки, для который данный ролик предназначен


Классификация полуавтоматов
)
В тяжелонагруженных режимах, когда сварочные токи превышают 300 А, при длительной непрерывной работе наконечник перегревается, что способствует привариванию проволоки к внутренней поверхности наконечника. В таких случаях необходимо применять горелки с водяным охлаждением.

Классификация полуавтоматов по расположению подающего устройства
Толкающего типа Тянущего типа Толкающе - тянущего типа

Сварочные горелки
Горелка для дуговой сварки – устройство для дуговой сварки в защитном газе или самозащитной проволокой, обеспечивающее направление в зону дуги электродной проволоки, подвод электрического тока к электроду, подачу защитного газа в зону дуги, управление процессом сварки.
Сварочная горелка включает в себя следующие узлы: контактный наконечник, газовое сопло, рукоятку с кнопкой, направляющий канал для подачи проволоки, кабели, шланги для подвода тока, воды и газа. Сопло равномерно направляет струю защитного газа в зону сварки. Наконечник предназначен для передачи сварочного тока электродной проволоке.
Горелка
При 2-тактном режиме кнопка удерживается до окончания сварки.
При 4-тактный режиме- после отпускания кнопки продолжается
работы горелки до повторного нажатия и отпускания

Горелка тянущего типа
Основным параметром сварочных горелок является номинальный сварочный ток, который должен соответствовать стандартному ряду: 125; 160; 220; 250; 315;400;500;630 А. Сварочные горелки ГДПГ-302 и ГПДГ-502 аналогичны по конструкции горелке ГПДГ-501-4 и имеют водяное охлаждение. Горелки ГДПГ-101-10, ГДПГ-102, ГДПГ-301-8 рассчитаны на малые токи и поэтому не имеют водяного охлаждения. Соответственно у них отсутствуют водоохлаждаемое сопло и водоподводящие шланги

Гибкий шланг.
Для подвода цепей управления, защитного газа, сварочной проволоки и сварочного тока имеется специальный шланг. В зависимости от материала и диаметра электродной проволоки гибкие шланги изготовляют длиной 2,0—3,0 м. Шланг специальной конструкции имеет внутри спираль, по которой подается сварочная проволока. Спираль изолирована от токоведущих частей бензостойкой резиной. Вместе с токопроводящей частью помещены изолированные проводники цепей управления. Снаружи шланг покрыт резиновой оболочкой.
Направляющий канал состоит из каркасной спирали с расположенной в ней сменной спиралью, через которую проходит электродная проволока. Сменную спираль изготовляют из пружинной проволоки. Для подачи электродной проволоки из алюминиевых сплавов используют направляющие каналы из неметаллических материалов, имеющих низкий коэффициент трения: тефлона, полиамида.
Один конец шланга подсоединяют к аппарату, а второй — к газовой горелке. Для подключения шланга используется унифицированный разъем по евро стандарту.
В комплект поставки горелок входят сменные спирали и токоведущие медные наконечники, номера которых выбираются в зависимости от диаметра сварочной проволоки
Не допускается скручивать кольцами подающий рукав и изгибать его
Евроразъем

Газосварочное оборудование
Баллон с жатым газом.
Редуктор (регулятор).
Служат для хранения и транспортирования газа. Наружная резьба горловины предназначена для навертывания защитного колпака. Вместимость баллона – 40 дм3. Газ поставляется под давлением 15±0,5 МПа.
Баллон закрепляют в специальных стойках
Газ | Цвет баллона | Надпись на баллоне |
Углекислый газ | Черный | «УГЛЕКИСЛЫЙ ГАЗ» (белой краской) |
Кислород | Голубой | «КИСЛОРОД» (черной краской) |
Аргон | Серый | «АРГОН чистый» (зеленой краской) |
Гелий | Коричневый | «ГЕЛИЙ» (белой краской) |
Предназначен для понижения давления газа, поступающего из баллона, и автоматического поддержания постоянным рабочего расхода (давления). Присоединяется к вентилю баллона с помощью накидной гайки. Давление газа и его расход регулируют вращением маховичка. Отбор газа осуществляется через ниппель, к которому присоединен шланг.
Ротаметр.
Служит для определения расхода газа. Необходим в случае использования газовых редукторов, не имеющих встроенного расходомера.
Ротаметр представляет собой стеклянную трубку, внутри которой помещен поплавок, который свободно в ней перемещается. При прохождении по трубке газ поднимает поплавок. Чем больше расход газа, тем выше поднимается поплавок.

Газосварочное оборудование
Подогреватель располагают между
баллоном и редуктором.
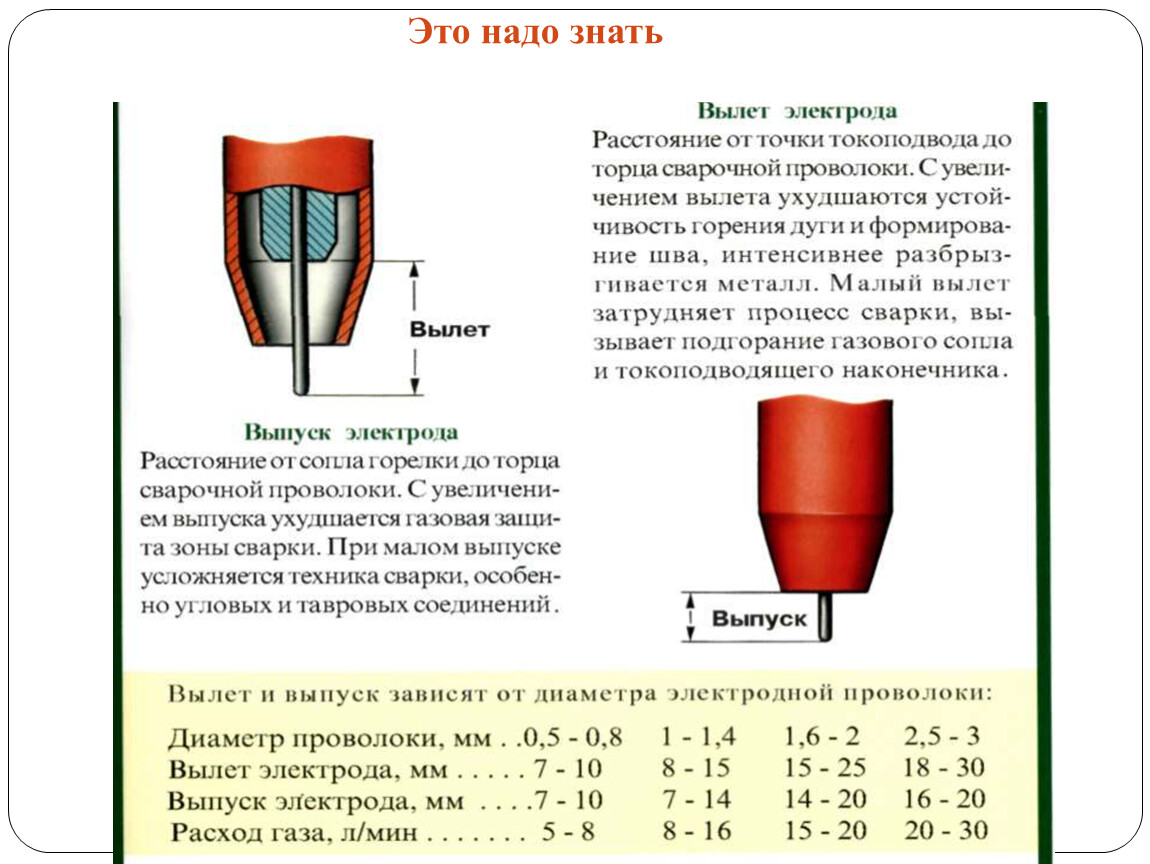
Это надо знать

Настройка и подключение сварочного оборудования
1. Устанавливаем редуктор на баллон с газом.

2. Соединяем газовый шланг с редуктором с помощью хомута
4. Подключаем горелку к евроразъему на лицевой панели.
3. Подключаем газовый шланг к штуцеру на задней панели полуавтомата.
5. Подключаем кабель массы к минусовому разъему.
.
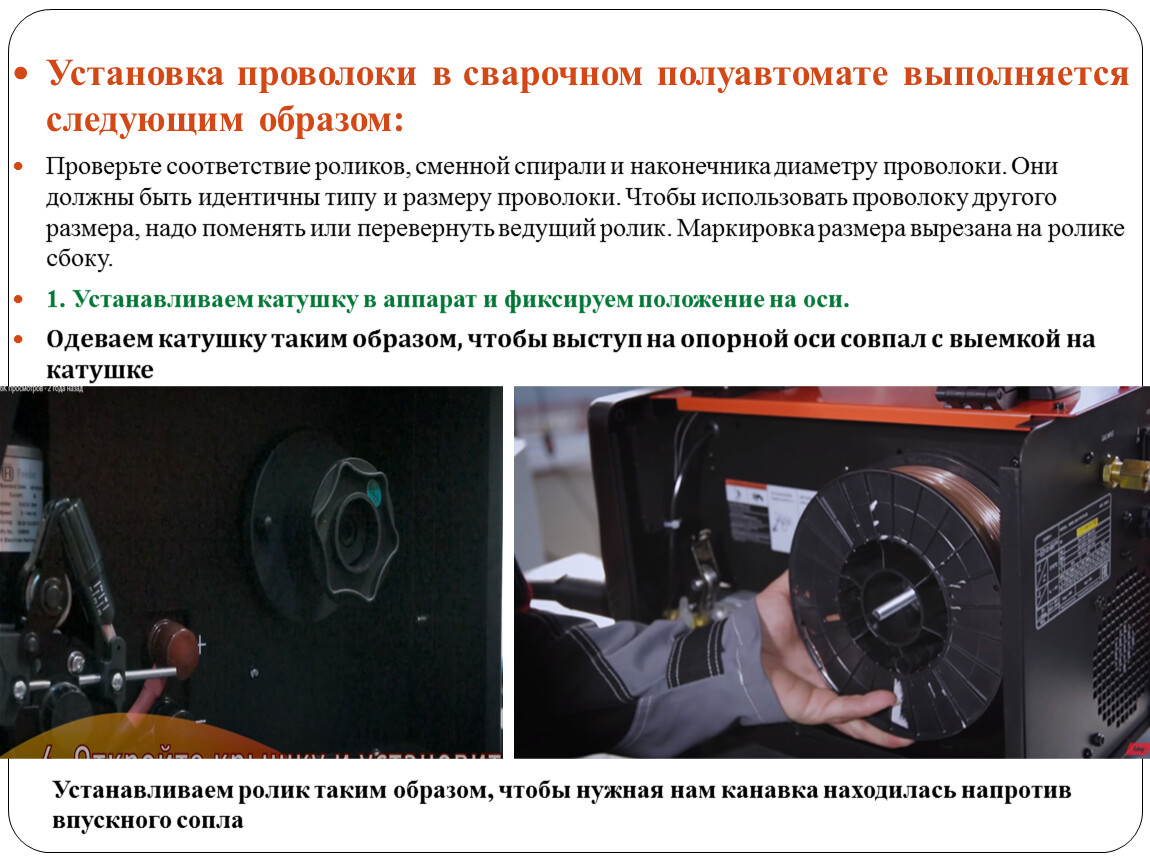
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
Устанавливаем ролик таким образом, чтобы нужная нам канавка находилась напротив впускного сопла
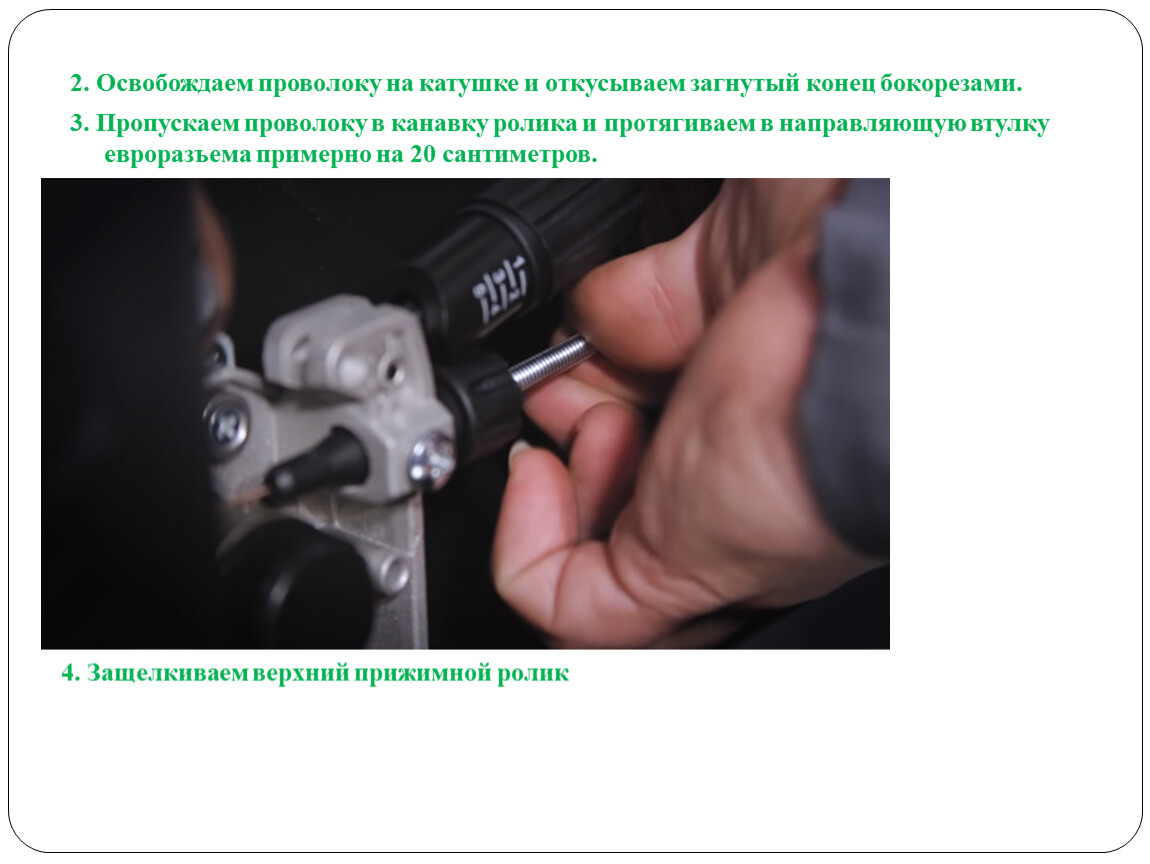
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик

5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
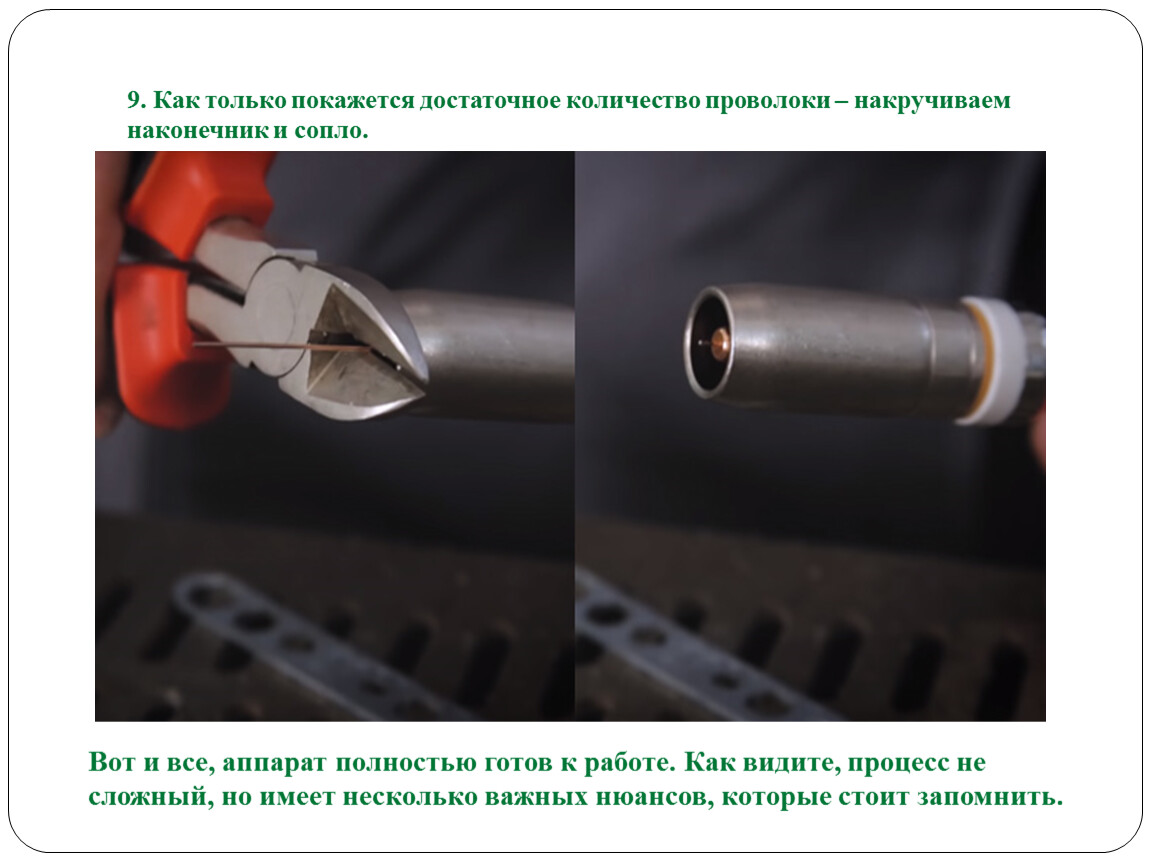
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.

Используя блок управления устанавливают режим сварки
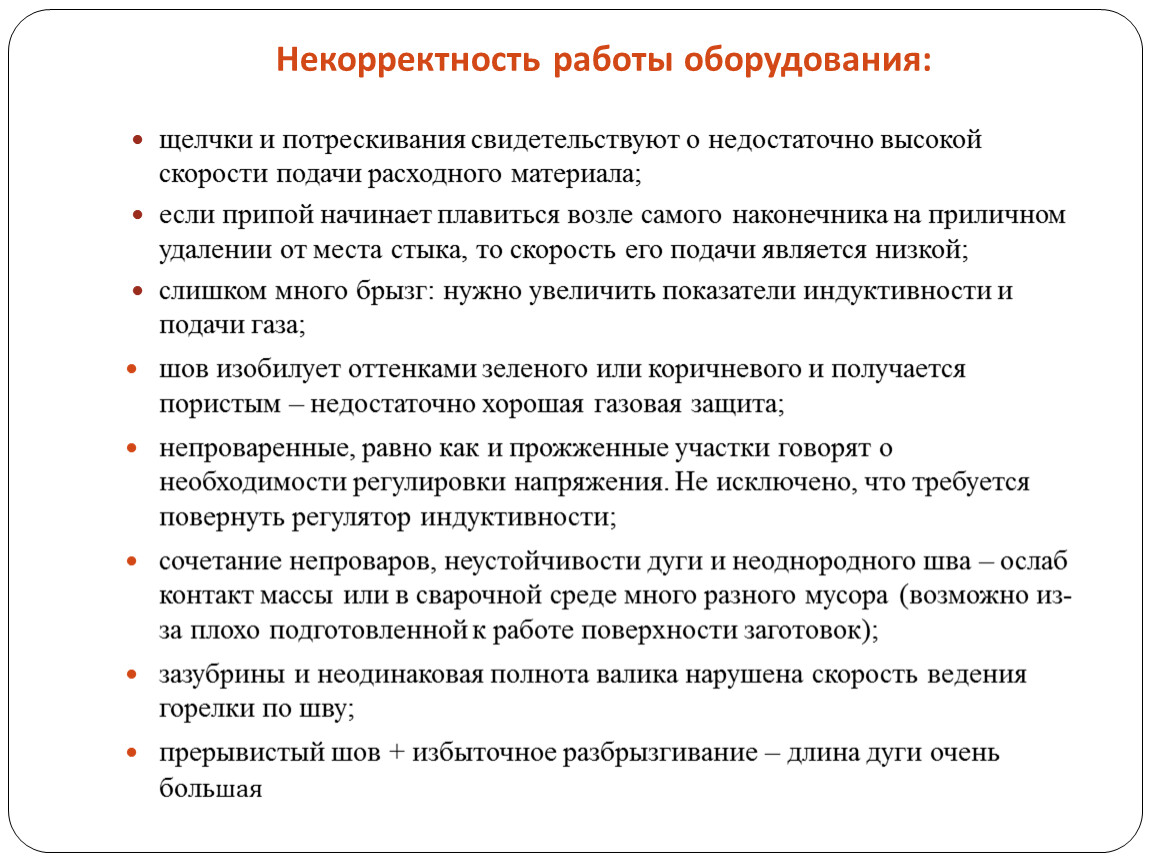
Некорректность работы оборудования:
щелчки и потрескивания свидетельствуют о недостаточно высокой скорости подачи расходного материала;
если припой начинает плавиться возле самого наконечника на приличном удалении от места стыка, то скорость его подачи является низкой;
слишком много брызг: нужно увеличить показатели индуктивности и подачи газа;
шов изобилует оттенками зеленого или коричневого и получается пористым – недостаточно хорошая газовая защита;
непроваренные, равно как и прожженные участки говорят о необходимости регулировки напряжения. Не исключено, что требуется повернуть регулятор индуктивности;
сочетание непроваров, неустойчивости дуги и неоднородного шва – ослаб контакт массы или в сварочной среде много разного мусора (возможно из-за плохо подготовленной к работе поверхности заготовок);
зазубрины и неодинаковая полнота валика нарушена скорость ведения горелки по шву;
прерывистый шов + избыточное разбрызгивание – длина дуги очень большая
Контрольные вопросы:
1. Перечислить из каких частей состоит полуавтомат.
2. Перечислить из каких частей состоит газовая горелка.
3. Что такое «вылет проволоки» и каково его значение?
4. Как работает осушитель для сварки в среде защитных газов.
5. Как работает подогреватель для сварки в среде защитных газов.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.