Поделиться

Типовые и групповые технологические процессы
Типизация технологических процессов
Типизация технологических процессов для сходных по конфигурации и технологическим особенностям групп деталей предусматривает их изготовление по одинаковым ТП, основанным на применении наиболее совершенных методов обработки и обеспечивающим достижение наивысшей производительности, экономичности и качества. Основа типизации — правила обработки отдельных элементарных поверхностей и правила назначения очередности обработки этих поверхностей.
Типизация ТП и метод групповой обработки деталей. Проведение типизации ТП для сходных по конфигурации и технологическим особенностям деталей предусматривает их изготовление по одинаковым ТП, основанным на применении наиболее совершенных методов обработки и обеспечивающим достижение требуемой производительности, экономичности и качества. Типизация ТП является одним из основных направлений технологической унификации наряду с групповым методом обработки деталей. Групповые ТП получили распространение в условиях единичного, мелкосерийного и серийного производств. Частично их применяют в крупносерийном и массовом производствах для деталей с коротким производственным циклом.

Классификация деталей и цель разработки типовых ТП
К классификационным признакам деталей относятся: конфигурация (форма), размер, точность и качество обработанных поверхностей, материал. Конечная цель классификации деталей — установление типов деталей, т. е. совокупностей сходных деталей, имеющих в данных производственных условиях общий технологический процесс. Целью же разработки типовых технологических процессов является систематизация ТП для обработки однотипных деталей.

Типовые ТП
Типовые ТП разрабатываются как для конкретных производственных условий (оперативный типовой процесс), так и для перспективного развития производства — перспективный типовой ТП, предусматривающий дальнейшее совершенствование производства с учетом развития науки и техники в области технологии.
Создание типовых ТП позволяет избегать повторных и новых разработок при проектировании рабочих ТП, что ведет к сокращению времени на технологическую подготовку производства и особенно эффективно при использовании ЭВМ на стадии технологических разработок.
Групповые ТП
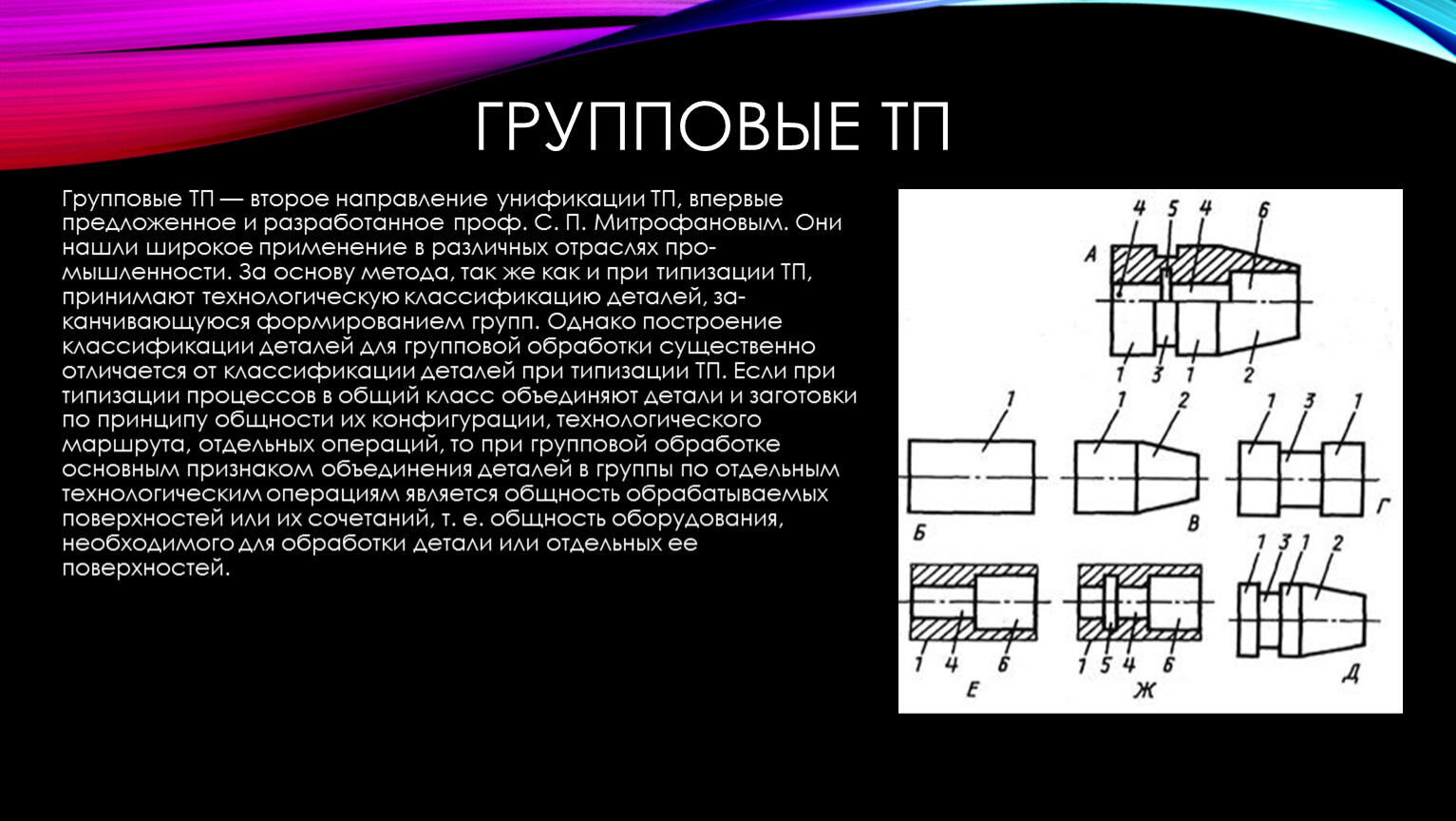
Групповые ТП — второе направление унификации ТП, впервые предложенное и разработанное проф. С. П. Митрофановым. Они нашли широкое применение в различных отраслях промышленности. За основу метода, так же как и при типизации ТП, принимают технологическую классификацию деталей, заканчивающуюся формированием групп. Однако построение классификации деталей для групповой обработки существенно отличается от классификации деталей при типизации ТП. Если при типизации процессов в общий класс объединяют детали и заготовки по принципу общности их конфигурации, технологического маршрута, отдельных операций, то при групповой обработке основным признаком объединения деталей в группы по отдельным технологическим операциям является общность обрабатываемых поверхностей или их сочетаний, т. е. общность оборудования, необходимого для обработки детали или отдельных ее поверхностей.

Типизация ТП, методы групповой обработки деталей позволяют не только существенно сократить трудоемкость технологической подготовки производства, снизить затраты на оборудование и оснастку, но и обеспечить максимальную загрузку станков (загрузка станков с ЧПУ повышается в 2,4 раза), повысить серийность деталей.

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
