Презентация " Сварка металлов " - II часть , предназначена для мастеров производственного обучения преподающих учебную , производственную практики , МДК для студентов обучающихся по профессии 15. 01. 05 Сварщик ( ручной и частично механизированной сварки ( наплавки ) ) .Презентация
БПОУ УР «Сарапульский индустриальный техникум»
СВАРКА МЕТАЛЛОВ
II часть
Выполнил: студент группы № 31
Геродотов Марсель
Проверил: мастер п/о
Лошкарев О.Ю.
передвижения вторичной
катушки трансформатора
с помощью винтового
Схема ручного
устройства
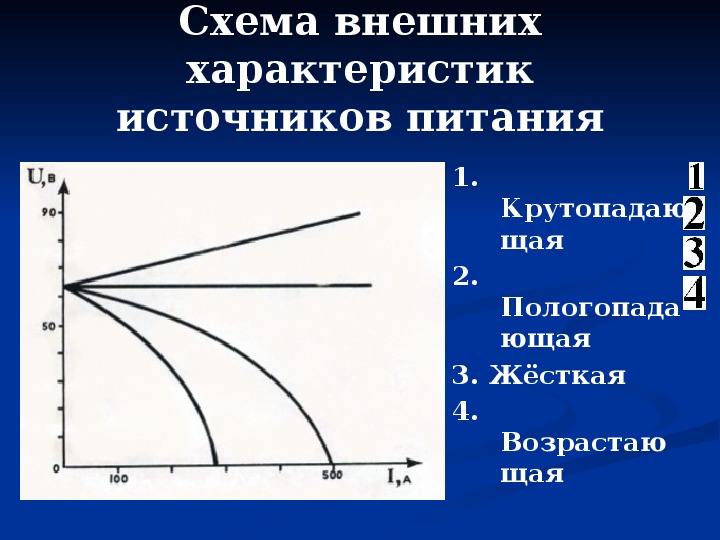
Схема внешних
характеристик
источников питания
Крутопадаю
щая
Пологопада
ющая
1.
2.
3. Жёсткая
4.
Возрастаю
щая
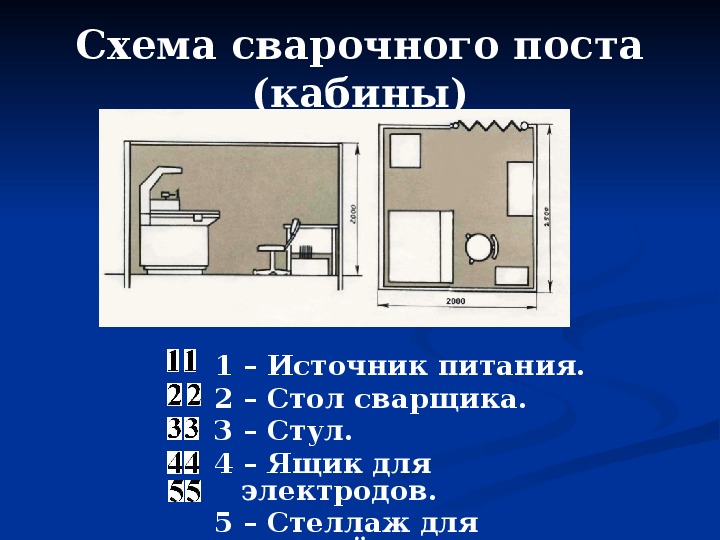
Схема сварочного поста
(кабины)
1 – Источник питания.
2 – Стол сварщика.
3 – Стул.
4 – Ящик для
электродов.
5 – Стеллаж для
деталей.
Сварщику
ЗАПРЕЩАЕТС
Я
подключать
трансформатор к
промышленной
сети
ЭЛЕКТРИЧЕСКАЯ
СХЕМА
СВАРОЧНОГО
ВЫПРЯМИТЕЛЯ И
ПОСТА
(источники
постоянного тока)
Общий вид выпрямителя типа
ВД – 306
1. Вентилятор для
охлаждения
выпрямительного
блока
2. Выпрямительный
блок
3. Вторичная катушка
4. Первичная
5. Рукоятка плавного
катушка
изменения силы
тока
6. Стальной
сердечник –
магнитопровод
7. Рукоятка
ступенчатого
переключения
диапазонов тока
(звезда-
треугольник)
штепсельного
разъема
сварочных разъемов
8. Колодка
9. Гнездо токовых
10. Зажим для
ТИПЫ СВАРОЧНЫХ
ВЫПРЯМИТЕЛЕЙ:
- Однопостовые
ВД, ВС, ВДГ, ВСЖ, ВДУ
- Многопостовые
ВКСМ, ВДМ, ВМГ, ВДУМ
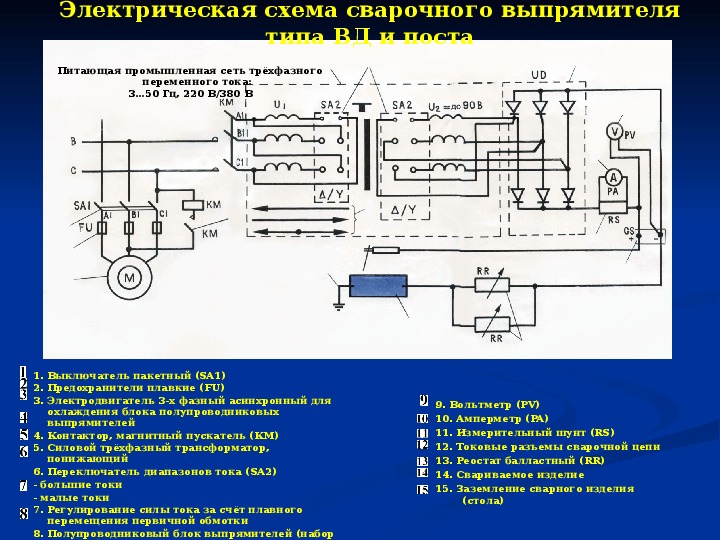
Электрическая схема сварочного выпрямителя
типа ВД и поста
Питающая промышленная сеть трёхфазного
переменного тока:
3…50 Гц, 220 В/380 В
1. Выключатель пакетный (SA1)
2. Предохранители плавкие (FU)
3. Электродвигатель 3-х фазный асинхронный для
охлаждения блока полупроводниковых
выпрямителей
4. Контактор, магнитный пускатель (КМ)
5. Силовой трёхфазный трансформатор,
понижающий
6. Переключатель диапазонов тока (SA2)
- большие токи
- малые токи
7. Регулирование силы тока за счёт плавного
перемещения первичной обмотки
8. Полупроводниковый блок выпрямителей (набор
вентилей, диодов) (UD)
9. Вольтметр (PV)
10. Амперметр (PA)
11. Измерительный шунт (RS)
12. Токовые разъемы сварочной цепи
13. Реостат балластный (RR)
14. Свариваемое изделие
15. Заземление сварного изделия
(стола)
Общий вид балластного реостата
(РБ - 300)
Электрическая схема реостата (РБ
- 300)
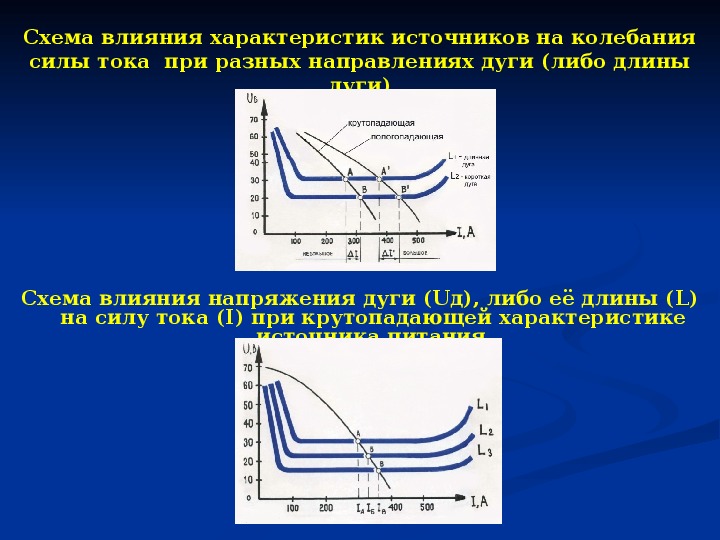
Схема влияния характеристик источников на колебания
силы тока при разных направлениях дуги (либо длины
дуги)
Схема влияния напряжения дуги (Uд), либо её длины (L)
на силу тока (I) при крутопадающей характеристике
источника питания
СВАРЩИКУ
ЗАПРЕЩАЕТС
Я
подключать
выпрямитель к
промышленной сети
ЭЛЕКТРИЧЕСКАЯ
СХЕМА
СВАРОЧНОГО
ГЕНЕРАТОРА И
ПОСТА
(ИСТОЧНИКИ ПОСТОЯННОГО
ТОКА)
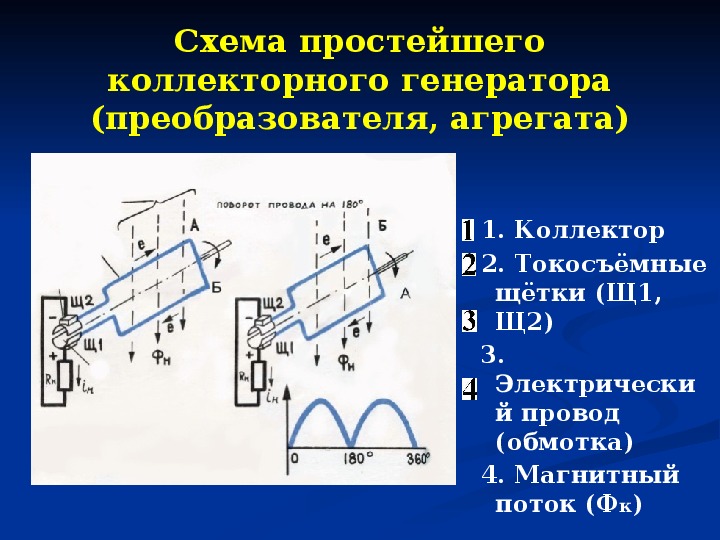
Схема простейшего
коллекторного генератора
(преобразователя, агрегата)
1. Коллектор
2. Токосъёмные
щётки (Щ1,
Щ2)
3.
Электрически
й провод
(обмотка)
4. Магнитный
поток (Фк)
Коллекторные сварочные
источники постоянного тока
Генератор (Г)
управления
1. Вентилятор
2. Якорь
3. Электромагнитные полюса
4. Распределительное устройство (коробка) с аппаратурой
5. Амперметр
6. Доска зажимов (клемм) сварочной цепи
7. Маховик регулировки силы тока (плавной)
8. Коллектор
9. Токосъемные щётки
10 Корпус генератора
Коллекторные сварочные
источники постоянного тока
Преобразовате
Агрегат (Г
ль
+ ДВС)
1. Генератор (Г).
2. Электродвигатель (Э).
3. Двигатель внутреннего сгорания
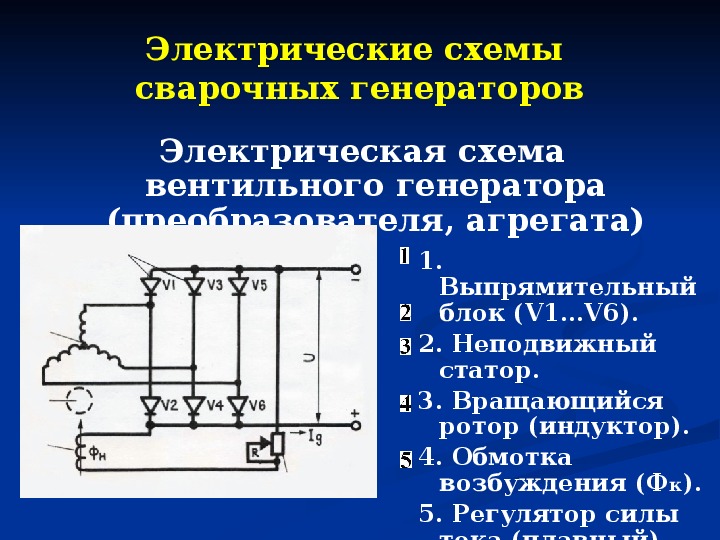
Электрические схемы
сварочных генераторов
Электрическая схема
вентильного генератора
(преобразователя, агрегата)
1.
Выпрямительный
блок (V1…V6).
2. Неподвижный
статор.
3. Вращающийся
ротор (индуктор).
4. Обмотка
возбуждения (Фк).
5. Регулятор силы
тока (плавный).
Электрические схемы сварочных
генераторов
С независимым возбуждением
1. Рубильник (SA).
2. Предохранитель плавкий (FU).
3. Электродвигатель (М) трёхфазного
тока, асинхронный.
4. Стабилизатор напряжения (U B).
5. Трансформатор напряжения (TV).
6. Блок полупроводниковых
выпрямителей (диодов) (VD).
7. Резистор (RR) – реостат.
8. Обмотка возбуждения генератора
9. Генератор (G).
10. Токосъёмники (меднографитовые
щётки) – ХА1, ХА2.
11. Размагничивающая
(LG).
последовательно обмотка. генератора
(L), создающая магнитный поток Фр.
12. Зажимная доска (разъединитель).
13. Заземление генератора.
14. Шунт измерительный (RS).
15. Амперметр (PA).
16. Вольтметр (PV).
17. Прямой сварочный провод .
18. Обратный сварочный провод.
19. Резистор (RR) – реостат.
20. Свариваемое изделие.
21. Заземление изделия.
Электрические схемы сварочных
С
генераторов
самовозбужде
нием 1. Двигатель внутреннего
сгорания (дизельный или
карбюраторный).
2. Резистор (RR -
сопротивление).
3. Обмотка возбуждения
генератора.
4. Токосъёмники ХА1, ХА2, ХА3.
5. Разъединитель (доска
зажимов).
6. Размагничивающая обмотка.
7. Шунт измерительный.
8. Амперметр (PA).
9. Вольтметр (PV).
10. Резистор (RR -
сопротивление).
11. Обратный сварочный
провод.
ЭЛЕКТРИЧЕСК
АЯ СВАРОЧНАЯ
ДУГА
Виды действия
Закрытая (под
флюсом)
Косвенного действия
Прямого действия
Комбинированного
действия
Виды действия
Открытая
Покрытым электродом
погружённая – вольфрамовым
неплавящимся электродом
Схема объемной
ионизации газа и падение
напряжения в дуге
Uд – напряжение дуги, В
Uк – напряжение катода, В
Uст – напряжение газового столба дуги, В
Uа – напряжение анода, В
h – глубина проплавления ванны, мм
S – толщина свариваемой детали, мм
1. Покрытый электрод.
2. Катодное пятно.
3. Катодная область.
4. Газовый столб дуги.
5. Анодная область.
6. Анодное пятно.
7. Глубина проплавления
сварочной ванны.
8. Основной металл.
9. Источник питания дуги
постоянного тока.
Перенос расплавленного
металла
Выполнение сварки
Неправиль
но
Правильно
СХЕМА ТИПОВОЙ
ТЕХНОЛОГИИ
ИЗГОТОВЛЕНИЯ СВАРНЫХ
КОНСТРУКЦИЙ И
КОНТРОЛЬ ТЕХНОЛОГИИ
Основные технологические операции в
производственном процессе, выполняемые
последовательно по разработанным инструкциям,
техническим условиям, операционным или
маршрутными картами
ОПЕРАЦИИ
ПОДГОТОВКА сварочного оборудования, приспособлений
(оснастки) и исходных сварочных материалов
СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ
ВЫБОР ОРИЕНТИРОВОЧНЫХ РЕЖИМОВ СВАРКИ
ПРОЦЕСС СВАРКИ технические приёмы сварки и
последовательность заполнения швов
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ (готовых
изделий и конструкций) ГОСТ 3242 79
ПОДГОТОВКА сварочного оборудования,
приспособлений (оснастки) и исходных сварочных
материалов
ПРЕДВАРИТЕЛЬНЫЙ КОНТРОЛЬ
1. КОНТРОЛЬ оборудования и оснастки
2. КОНТРОЛЬ исходных материалов –
основного металла, присадочной проволоки,
защитных газов, флюсов и паст
3. КОНТРОЛЬ сварщиков
СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ
ПРЕДВАРИТЕЛЬНЫЙ КОНТРОЛЬ
1. КОНТРОЛЬ разделки и чистоты свариваемых кромок
2. КОНТРОЛЬ габаритных размеров изделия, углов,
перекосов и смещения кромок деталей (переломов осей)
правильности изготовления и установки остающихся и
технологических подкладок
3. КОНТРОЛЬ прихваток
4. КОНТРОЛЬ предварительного подогрева (если требуется)
ВЫБОР ОРИЕНТИРОВОЧНЫХ РЕЖИМОВ
СВАРКИ
ТЕКУЩИЙ КОНТРОЛЬ
1. КОНТРОЛЬ сварочного оборудования и аппаратуры,
инструмента, приборов и самого сварщика
2. КОНТРОЛЬ состояния и плотности соединения сварочных
проводов
3. КОНТРОЛЬ режимов сварки – силы тока, напряжения
дуги и скорости сварки
ПРОЦЕСС СВАРКИ технические приёмы сварки
и последовательность заполнения швов
ТЕКУЩИЙ КОНТРОЛЬ
1. КОНТРОЛЬ техники сварки
2. КОНТРОЛЬ заполнения многослойных швов и
швов, расположенных в разных местах
изделия (конструкции)
3. КОНТРОЛЬ температуры свариваемого и
охлаждаемого изделия
4. КОНТРОЛЬ устойчивости (стабильности) дуги
5. КОНТРОЛЬ правильности клеймения швов (при
необходимости)
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
(готовых изделий и конструкций) ГОСТ 3242 79
качества(НМК):
1) НЕРАЗРУШАЮЩИЕ методы контроля
- Внешний осмотр и измерения
- Капиллярный
- Радиационный
- Акустический
- Магнитный
- Течеискание
2) РАЗРУШАЮЩИЕ методы контроля качества
- Механические испытания
- Металлографические исследования
- Химический анализ (контроль химического состава
- Коррозионные испытания
- Измерение твёрдости
(РМК):
деталей)
ТЕХНИКА РУЧНОЙ
ДУГОВОЙ СВАРКИ
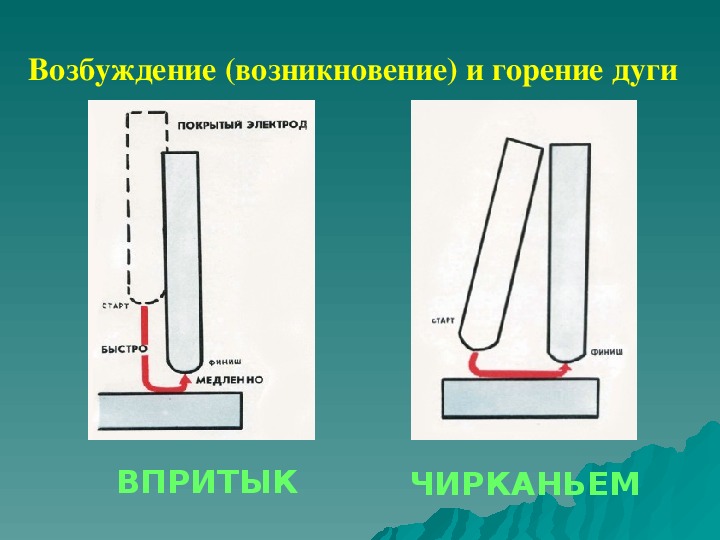
Возбуждение (возникновение) и горение дуги
ВПРИТЫК
ЧИРКАНЬЕМ
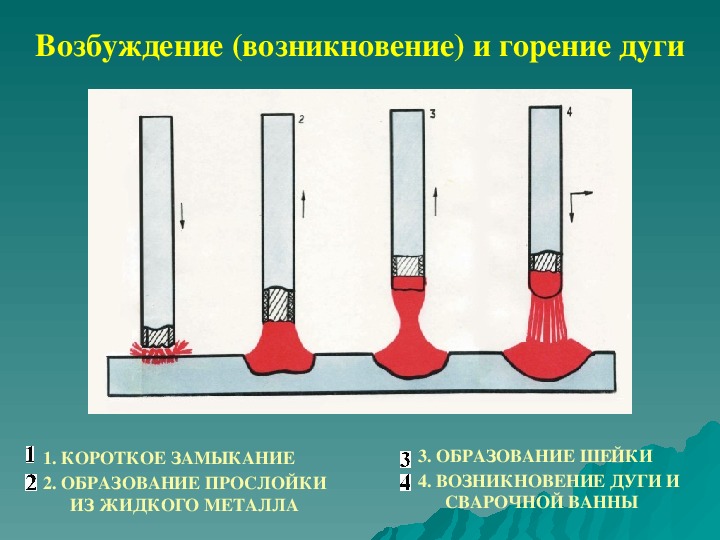
Возбуждение (возникновение) и горение дуги
1. КОРОТКОЕ ЗАМЫКАНИЕ
2. ОБРАЗОВАНИЕ ПРОСЛОЙКИ
ИЗ ЖИДКОГО МЕТАЛЛА
3. ОБРАЗОВАНИЕ ШЕЙКИ
4. ВОЗНИКНОВЕНИЕ ДУГИ И
СВАРОЧНОЙ ВАННЫ
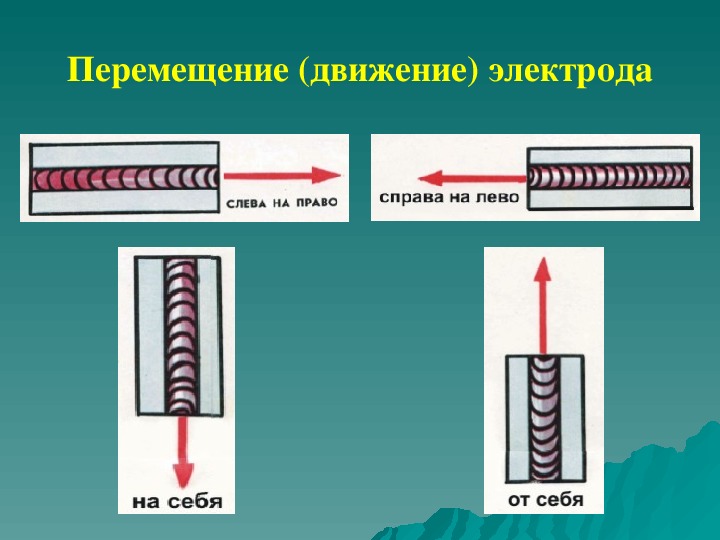
Перемещение (движение) электрода
Схема заполнения многослойных швов по уровню
поперечного сечения
Многослойная
Многослойная многопроходная
Стыковые соединения
Угловые швы
В лодочку (сварка только угловых швов)
углы 30, 45, 60
Сварка в различных основных положениях
Вертикальное
Угол наклона покрытого электрода при
Угол наклона и колебательные движения
покрытым электродом при сварке на
сварке на подъем
спуск (сварка тонких деталей)
Сварка в различных основных положениях
Горизонтальное
Угол наклона покрытого электрода, горелки для
дуговой сварки и присадочной проволоки
При сварке покрытым электродом
При ручной аргонодуговой сварке правым способом
При сварке присадочной проволокой
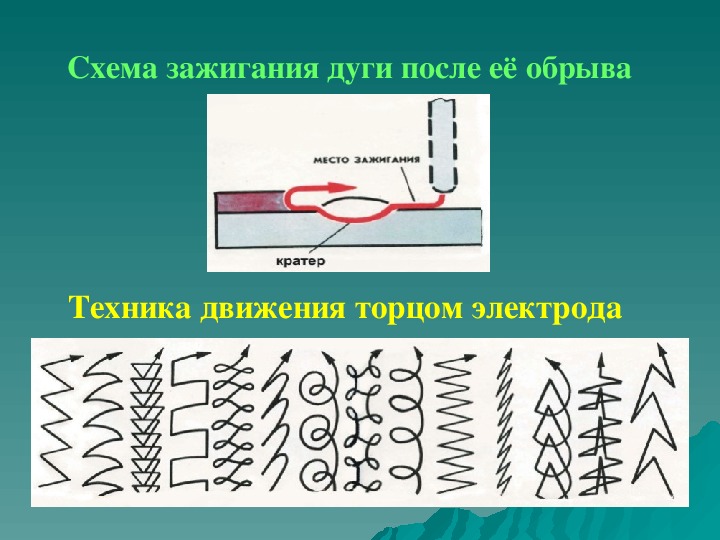
Схема зажигания дуги после её обрыва
Техника движения торцом электрода
СВАРОЧНЫЕ
НАПРЯЖЕНИЯ И
ДЕФОРМАЦИИ
(ИНОГДА НАЗЫВАЕМЫЕ СОБСТВЕННЫМИ И ВНУТРЕННИМИ)
причины возникновения
Неравномерный (местный) нагрев и охлаждение
основного металла