Презентация " Сварка металлов " - III часть , предназначена для мастеров производственного обучения преподающих учебную , производственную практики , МДК для студентов обучающихся по профессии 15. 01. 05 Сварщик ( ручной и частично механизированной сварки ( наплавки ) ) .Презентация
БПОУ УР «Сарапульский индустриальный техникум»
СВАРКА МЕТАЛЛОВ
III часть
Выполнил: студент группы № 31
Геродотов Марсель
Проверил: мастер п/о
Лошкарев О.Ю.
причины возникновения
Усадка расплавленного металла (литейная усадка)
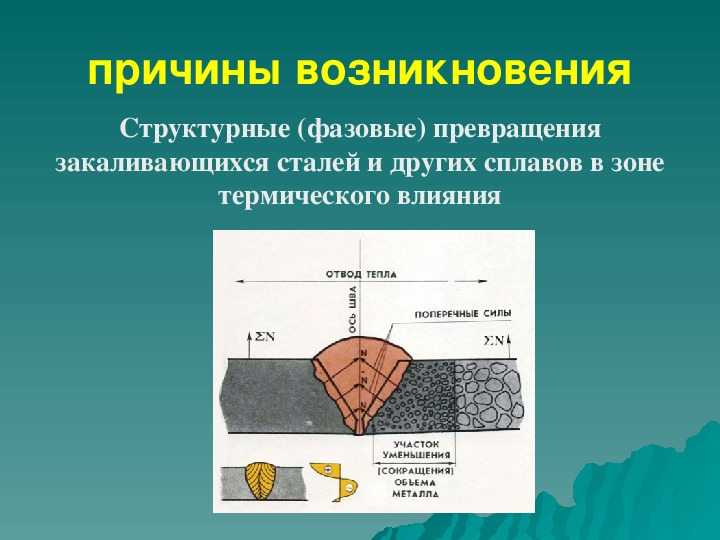
причины возникновения
Структурные (фазовые) превращения
закаливающихся сталей и других сплавов в зоне
термического влияния
Способы уменьшения собственных
деформаций и напряжений
Конструктивны
е
1. Использовать пластичный основной
металл, покрытые электроды и
присадочную проволоку.
2. Сокращать длину швов и толщину
свариваемых деталей.
3. Избегать скоплений и пересечений швов.
4. Ограничивать применение накладок и
5. Симметрично располагать швы по всей
косынок.
конструкции.
6. Преимущественно использовать
стыковые швы вместо угловых.
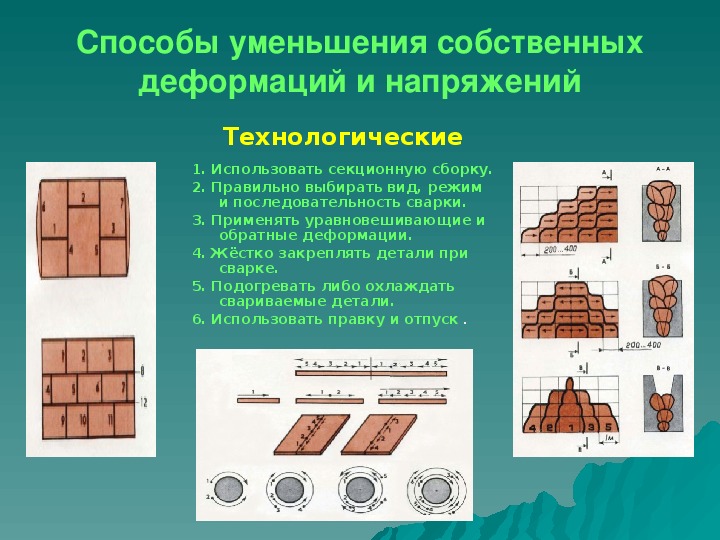
Способы уменьшения собственных
деформаций и напряжений
Технологические
1. Использовать секционную сборку.
2. Правильно выбирать вид, режим
3. Применять уравновешивающие и
4. Жёстко закреплять детали при
5. Подогревать либо охлаждать
6. Использовать правку и отпуск .
и последовательность сварки.
обратные деформации.
сварке.
свариваемые детали.
МЕТАЛЛУРГИЧЕСКИЕ
ПРОЦЕССЫ ДУГОВОЙ
СВАРКИ
Способы снижения основных
реакций при сварке
1. Выполнять сварку короткой дугой;
2. Защищать и обезжиривать кромки
свариваемых деталей;
3. Проводить термообработку сварочных
материалов;
4. Правильно выбирать марки покрытых
электродов, присадочной проволоки и др.
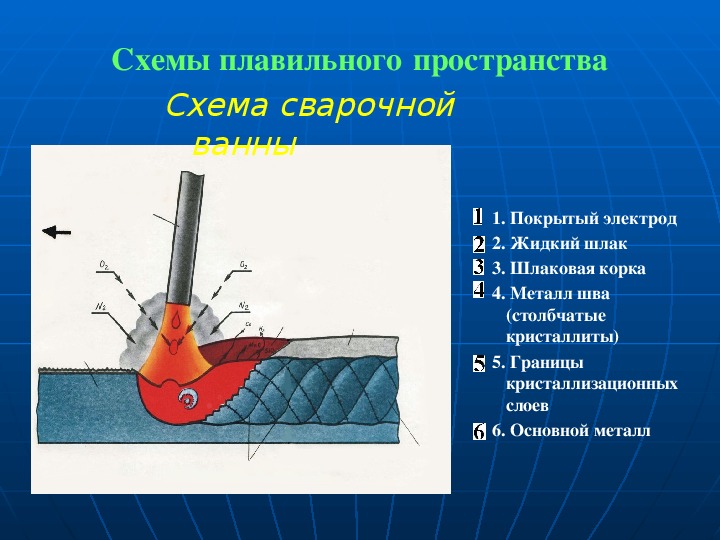
Схемы плавильного пространства
Схема сварочной
ванны
1. Покрытый электрод
2. Жидкий шлак
3. Шлаковая корка
4. Металл шва
(столбчатые
кристаллиты)
5. Границы
кристаллизационных
слоев
6. Основной металл
Схемы плавильного пространства
При ручной дуговой сварке покрытым
электродом
1. Капли
расплавленного
электрода,
покрытые
жидким шлаком
2. Защитный газ
3. Передняя
(головная) часть
сварочной ванны
4. Хвостовая часть
ванны
Схемы плавильного пространства
При ручной дуговой сварке покрытым
электродом
При рекомендуемом расходе защитных (инертных) газов
можно получить металл шва высокого качества (без
оксидов, нитридов и др. включений)
Схемы плавильного пространства
При ручной аргонодуговой сварке
1. Сопло
2. Вольфрамовый
электрод
3. Сварочная ванна
4. Сжатая дуга
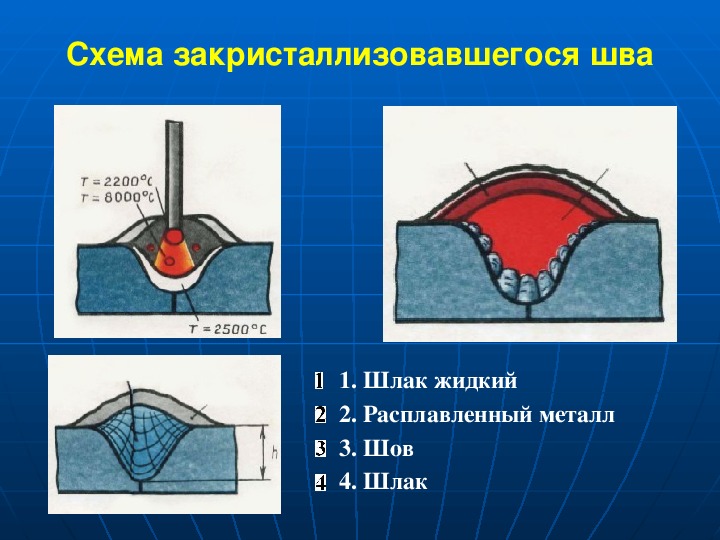
Схема закристаллизовавшегося шва
1. Шлак жидкий
2. Расплавленный металл
3. Шов
4. Шлак
Влияние дуги при дуговой сварке
покрытым электродом
Короткая дуга
Длинная дуга
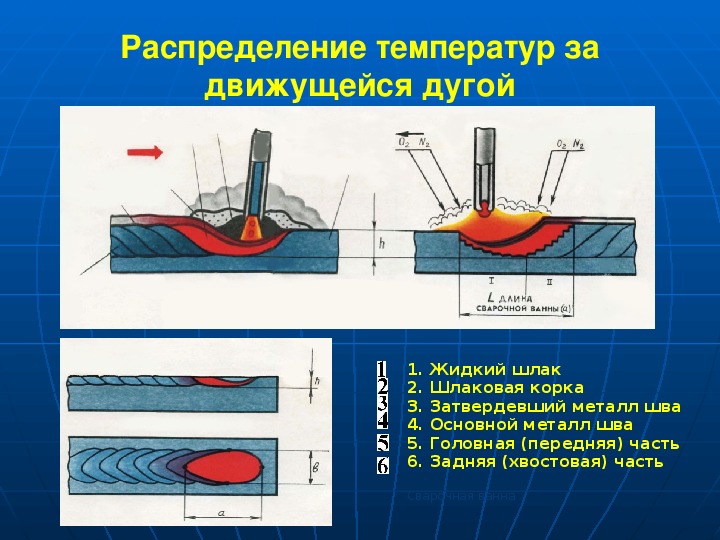
Распределение температур за
движущейся дугой
1. Жидкий шлак
2. Шлаковая корка
3. Затвердевший металл шва
4. Основной металл шва
5. Головная (передняя) часть
6. Задняя (хвостовая) часть
Сварочная ванна
Состав струи аргона, истекающего из сопла горелки
Влияние расхода газа, скорости сварки (Vсв), типа сварного
соединения на качество защиты зоны сварки (или
эффективность газовой защиты)
КРИСТАЛЛИЗАЦИ
Я И СТРОЕНИЕ
СВАРНОГО
СОЕДИНЕНИЯ
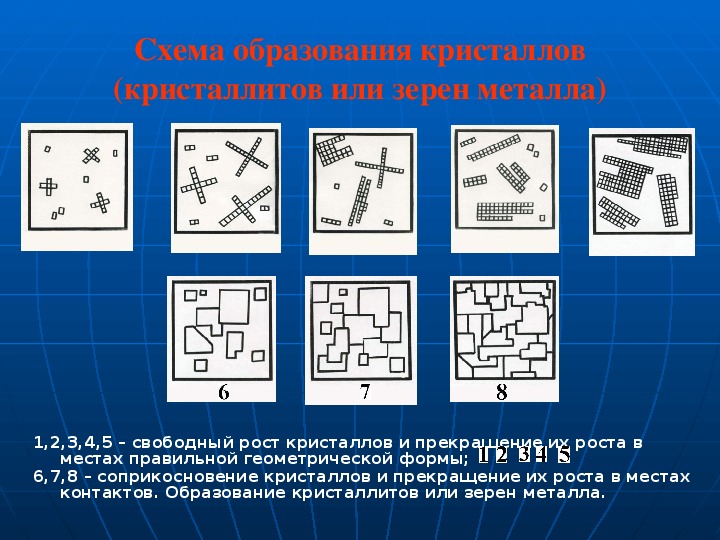
Схема образования кристаллов
(кристаллитов или зерен металла)
1,2,3,4,5 – свободный рост кристаллов и прекращение их роста в
6,7,8 – соприкосновение кристаллов и прекращение их роста в местах
местах правильной геометрической формы;
контактов. Образование кристаллитов или зерен металла.
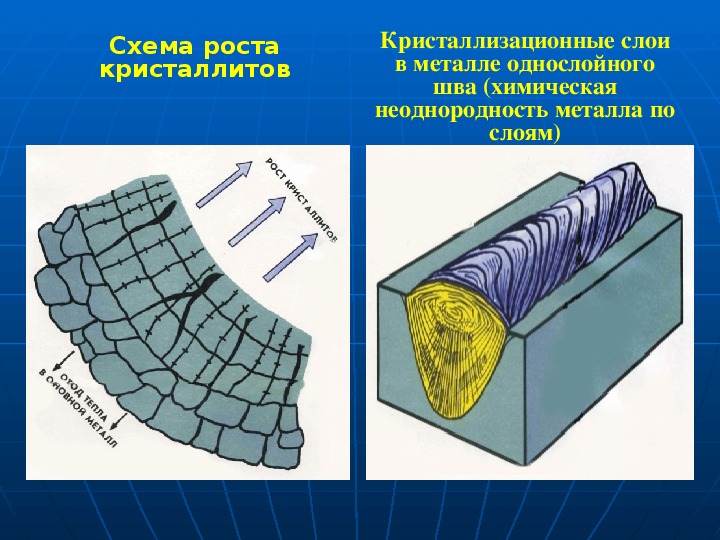
Схема роста
кристаллитов
Кристаллизационные слои
в металле однослойного
шва (химическая
неоднородность металла по
слоям)
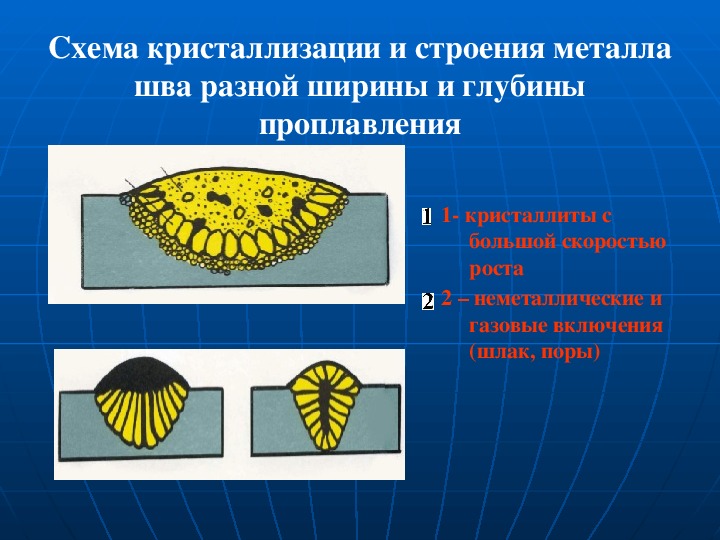
Схема кристаллизации и строения металла
шва разной ширины и глубины
проплавления
1 кристаллиты с
большой скоростью
роста
2 – неметаллические и
газовые включения
(шлак, поры)
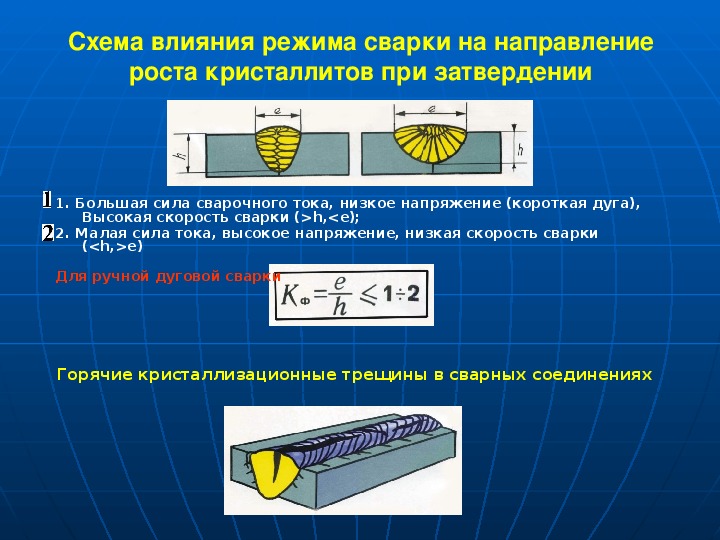
Схема влияния режима сварки на направление
роста кристаллитов при затвердении
1. Большая сила сварочного тока, низкое напряжение (короткая дуга),
2. Малая сила тока, высокое напряжение, низкая скорость сварки
Высокая скорость сварки (>h,e)
Для ручной дуговой сварки
Горячие кристаллизационные трещины в сварных соединениях
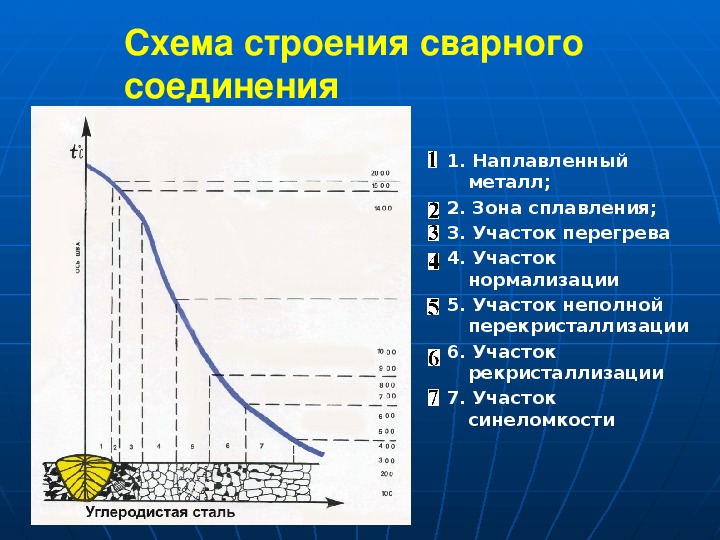
Схема строения сварного
соединения
1. Наплавленный
металл;
2. Зона сплавления;
3. Участок перегрева
4. Участок
нормализации
5. Участок неполной
перекристаллизации
6. Участок
рекристаллизации
7. Участок
синеломкости
ДУГОВАЯ СВАРКА
ПОКРЫТЫМ
ЭЛЕКТРОДОМ
УГЛЕРОДИСТОЙ
СТАЛИ
Относительная свариваемость данной стали
Хорошая
- марки Ст1, Ст2, Ст3, Ст4, сталь
10, 15, 20, 25 и др.
Содержание углерода до 0,25.
Сталь не закаливается, детали
свариваются без ограничений
и без подогрева.
Ограниченная
Содержание углерода до 0,45.
Рекомендуется:
- подогрев до 200…300 оС;
- охлаждение после сварки на
- термообработка
спокойном воздухе;
Удовлетворительная
- марки Ст5, сталь 30, 35 и
др.
Содержание углерода до
0,35.
Рекомендуется:
- подогрев до 150…200 оС
У7, У8, У9, У10 и др.
Плохая
- марки сталь 65, 70, 75, 80, 85,
Содержание углерода до 0,7.
Рекомендуется:
- подогрев до 300…400 оС;
- медленное охлаждение в печи,
под кожухом, в теплом песке,
под асбестовой тканью;
- гарантированная
термообработка.
Пример типовой
разработки
технологии ручной
дуговой сварки
балки из
низкоуглеродистой
стали
контроль
Операции технологического процесса сварки и
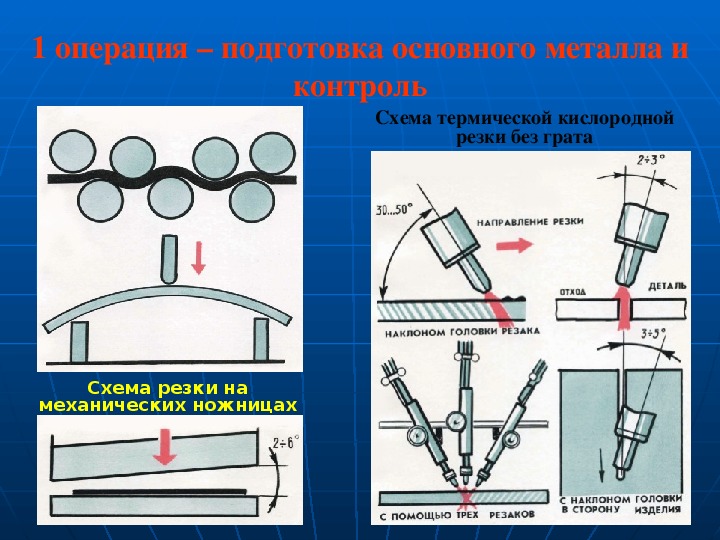
1 операция – подготовка основного металла и
контроль
Схема термической кислородной
резки без грата
Схема резки на
механических ножницах
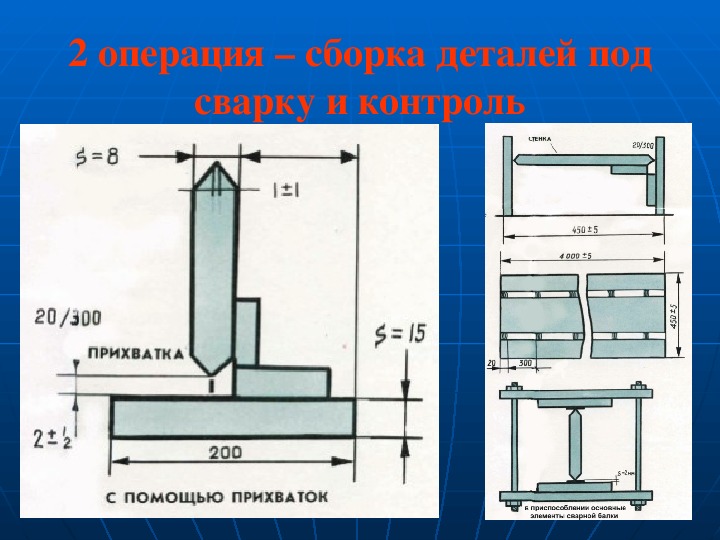
2 операция – сборка деталей под
сварку и контроль
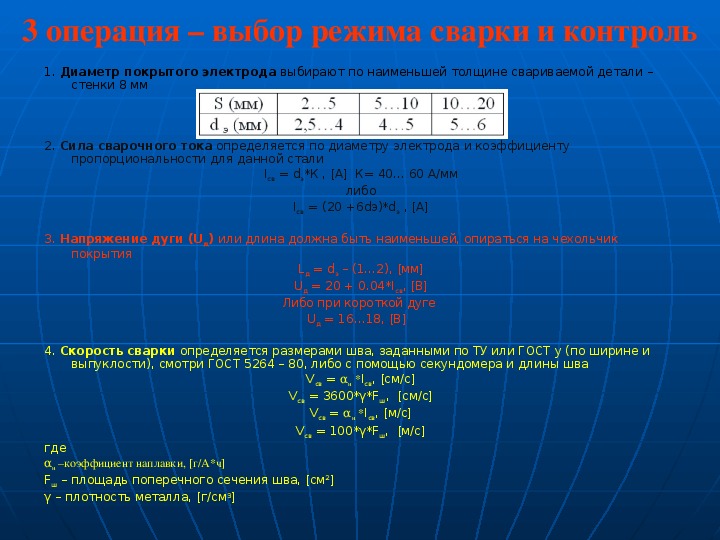
3 операция – выбор режима сварки и контроль
1. Диаметр покрытого электрода выбирают по наименьшей толщине свариваемой детали –
стенки 8 мм
2. Сила сварочного тока определяется по диаметру электрода и коэффициенту
пропорциональности для данной стали
Iсв = dэ*К , [А] К= 40… 60 А/мм
либо
Iсв = (20 +6dэ)*dэ , [А]
3. Напряжение дуги (Uд) или длина должна быть наименьшей, опираться на чехольчик
покрытия
Lд = dэ – (1…2), [мм]
Uд = 20 + 0.04*Iсв, [В]
Либо при короткой дуге
Uд = 16…18, [В]
4. Скорость сварки определяется размерами шва, заданными по ТУ или ГОСТ у (по ширине и
выпуклости), смотри ГОСТ 5264 – 80, либо с помощью секундомера и длины шва
Vсв = αн *Iсв, [см/с]
Vсв = 3600*γ*Fш, [см/с]
Vсв = αн *Iсв, [м/с]
Vсв = 100*γ*Fш, [м/с]
где
αн –коэффициент наплавки, [г/А*ч]
Fш – площадь поперечного сечения шва, [см2]
γ – плотность металла, [г/см3]
4 операция – техника, последовательность сварки и
контроль
Для сварки
использовать:
1. Цепной кантователь
2. Поворотный стенд
КОНТРОЛЬ – осмотр корня шва с двух
сторон и соблюдение
последовательности
заполнения швов на балке
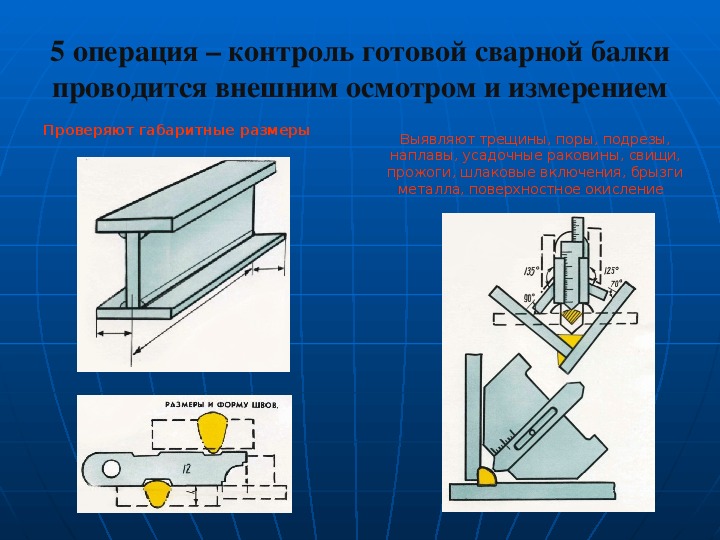
5 операция – контроль готовой сварной балки
проводится внешним осмотром и измерением
Проверяют габаритные размеры
Выявляют трещины, поры, подрезы,
наплавы, усадочные раковины, свищи,
прожоги, шлаковые включения, брызги
металла, поверхностное окисление
ТЕХНОЛОГИЯ ДУГОВОЙ
СВАРКИ ЛЕГИРОВАННОЙ
СТАЛИ
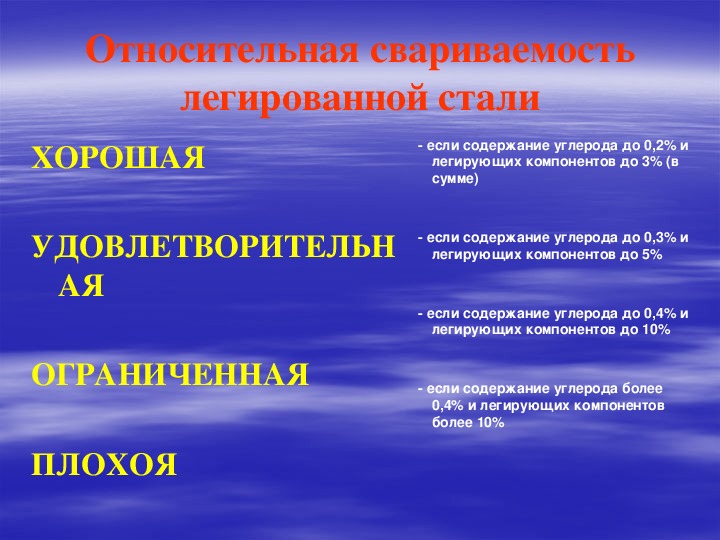
Относительная свариваемость
легированной стали
ХОРОШАЯ
УДОВЛЕТВОРИТЕЛЬН
АЯ
ОГРАНИЧЕННАЯ
ПЛОХОЯ
если содержание углерода до 0,2% и
легирующих компонентов до 3% (в
сумме)
если содержание углерода до 0,3% и
легирующих компонентов до 5%
если содержание углерода до 0,4% и
легирующих компонентов до 10%
если содержание углерода более
0,4% и легирующих компонентов
более 10%
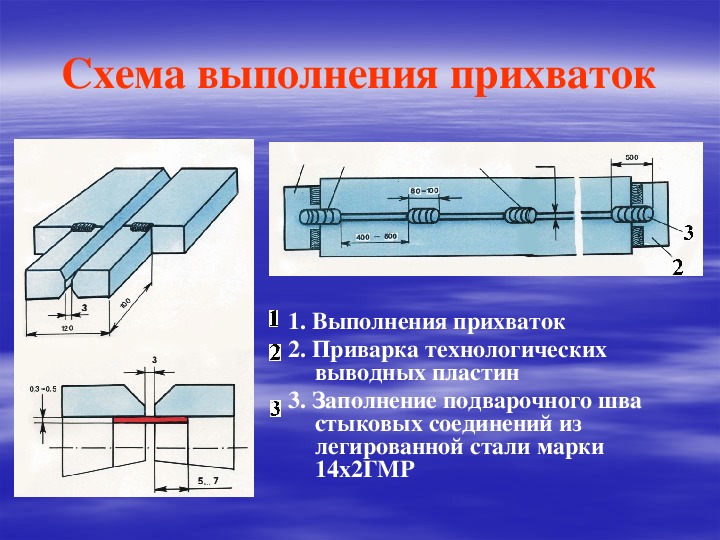
Схема выполнения прихваток
1. Выполнения прихваток
2. Приварка технологических
выводных пластин
3. Заполнение подварочного шва
стыковых соединений из
легированной стали марки
14х2ГМР
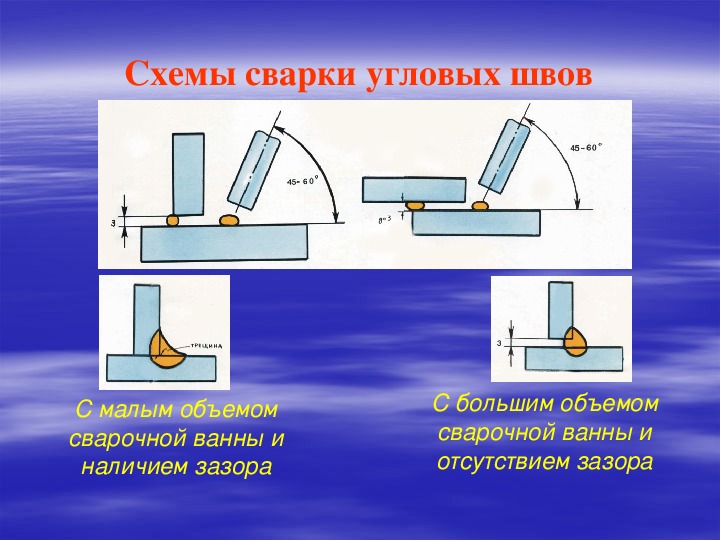
Схемы сварки угловых швов
С малым объемом
сварочной ванны и
наличием зазора
С большим объемом
сварочной ванны и
отсутствием зазора
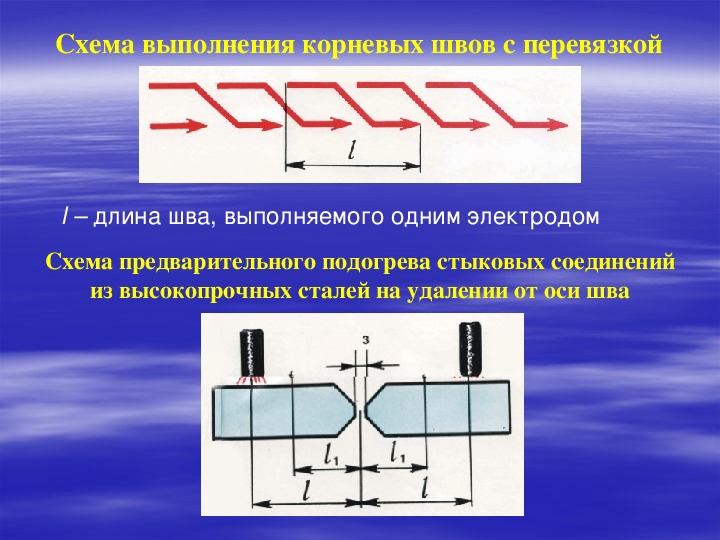
Схема выполнения корневых швов с перевязкой
l – длина шва, выполняемого одним электродом
Схема предварительного подогрева стыковых соединений
из высокопрочных сталей на удалении от оси шва
Схема порядка заполнения швов с
применением отжигающего валика
1. Отжигающий валик;
2. Зоны отпуска, полученные в
результате заполнения отжигающего
валика;
3. Зоны отпуска, полученные в
результате заполнения отжигающего
валика второго и третьего слоев;
4. Зоны отпуска в основном металле.
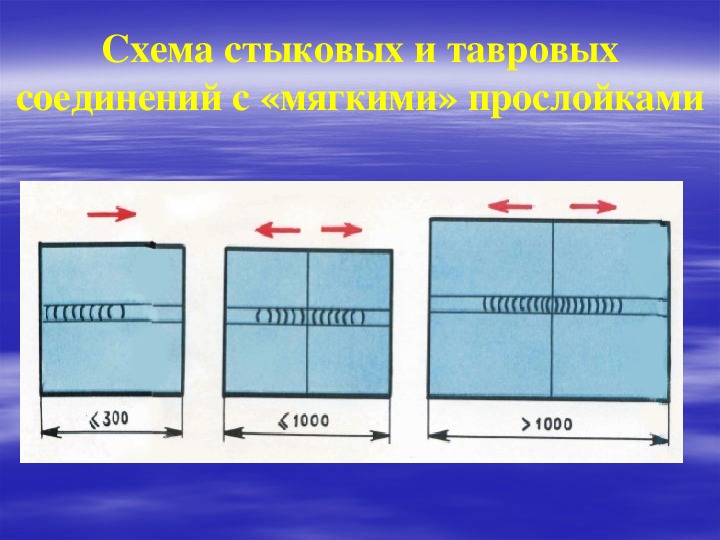
Схема стыковых и тавровых
соединений с «мягкими» прослойками
ТЕХНОЛОГИЯ РУЧНОЙ
ДУГОВОЙ СВАРКИ
ЧУГУНА
Относительная свариваемость чугуна
Микроструктура чугуна при увеличении
ОГРАНИЧЕННАЯ – если чугун имеет шаровидную и хлопьевидную мелкозернистую структуру (зерна),
равномерно расположенную по всему сечению и длине всей детали, имеющей в химическом составе такие
легирующие компоненты (добавки) как кремний, никель, алюминий, медь, кобальт и другие графитизаторы
чугуна.
ВЫСОКОПРОЧНЫЙ
МОДИФИЦИРОВАННЫЕ
КОВКОВЫЕ
ПЛОХАЯ – если чугун имеет пластинчатую крупнозернистую структуру (зерна), расположенную
неравномерно по сечению и длине детали, имеющий в химическом составе такие добавки, как серу,
хром, цинк, марганец и другие отбеливатели чугуна.
БЕЛЫЙ
СЕРЫЙ
Холодная сварка
Без предварительного подогрева деталей
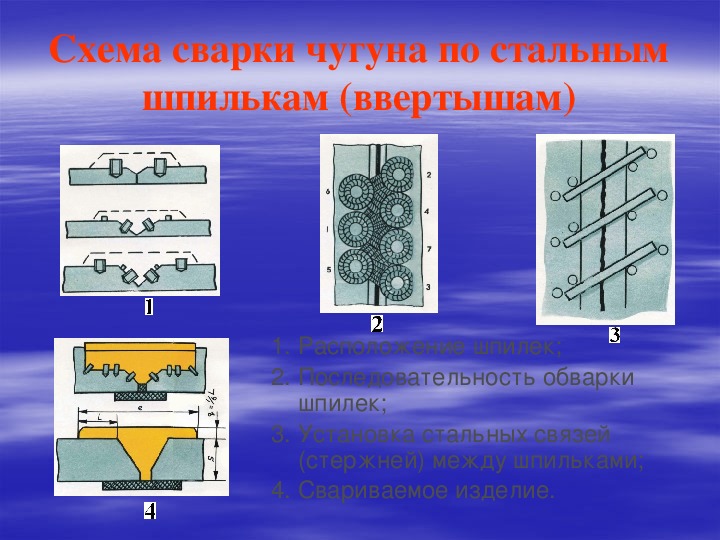
Схема сварки чугуна по стальным
шпилькам (ввертышам)
1. Расположение шпилек;
2. Последовательность обварки
шпилек;
3. Установка стальных связей
(стержней) между шпильками;
4. Свариваемое изделие.
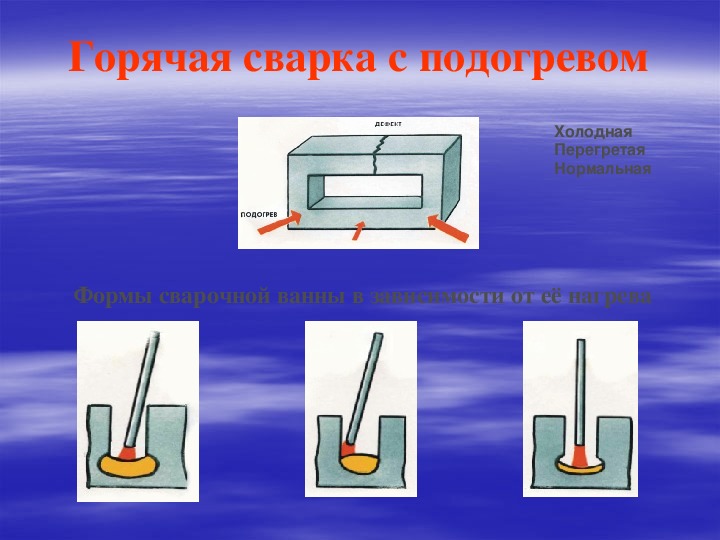
Горячая сварка с подогревом
Холодная
Перегретая
Нормальная
Формы сварочной ванны в зависимости от её нагрева
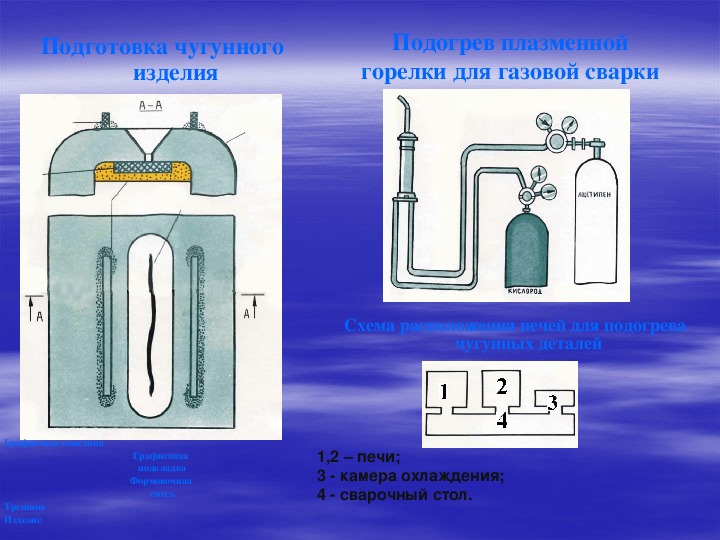
Подготовка чугунного
изделия
Подогрев плазменной
горелки для газовой сварки
Схема расположения печей для подогрева
чугунных деталей
1,2 – печи;
3 камера охлаждения;
4 сварочный стол.
Графитовая пластина
Трещина
Изделие
Графитовая
подкладка
Формовочная
смесь