Презентация " Сварка металлов " - IV часть , предназначена для мастеров производственного обучения преподающих учебную , производственную практики , МДК для студентов обучающихся по профессии 15. 01. 05 Сварщик ( ручной и частично механизированной сварки ( наплавки ) ) .Презентация
БПОУ УР «Сарапульский индустриальный техникум»
СВАРКА МЕТАЛЛОВ
IV часть
Выполнил: студент группы № 31
Геродотов Марсель
Проверил: мастер п/о
Лошкарев О.Ю.
Покрытые комбинированные электроды
Стальной стержень
Медный стержень
Готовый покрытый электрод
Покрытие
Прихватки
Пучок комбинированных
электродов
ДУГОВОЙ СВАРКИ
ЦВЕТНЫХ МЕТАЛЛОВ
ТЕХНОЛОГИЯ
(СПЛАВОВ)
Основные особенности (трудности) сварки данных
металлов (сплавов)
МЕДЬ И ЕЁ СПЛАВЫ
1 Легкое образование оксида в расплавленном состоянии;
2 – Склонность к образованию горящих трещин и микротрещин (водородная
боязнь меди);
3 Повышенная жидкотекучесть;
4 – Склонность к росту зерен;
5 – Необходимость предварительного подогрева.
Основные виды сварки
1. Покрытым электродом из меди (сплавы латуни, бронзы);
2. Угольным электродом с присадочной проволокой и флюсом;
3. Ручная аргонодуговая и плазменная сварка.
Основные особенности (трудности) сварки данных
металлов (сплавов)
АЛЮМИНИЙ И ЕГО СПЛАВЫ
1 Образование тугоплавкого и тяжелого оксида;
2 Склонность к образования горячих трещин;
3 Склонность к повышенной пористости, особенно сплавов АМг;
4 Отсутствие видимой сварочной ванны при газовой сварке.
Основные виды сварки
1. Покрытым электродом из алюминия (сплава);
2. Угольным электродом с присадочной проволокой и флюсом;
3. Ручная аргонодуговая и плазменная сварка.
Основные особенности (трудности) сварки
данных металлов (сплавов)
МАГНИЙ И ЕГО СПЛАВЫ
1 Образование тугоплавкого оксида;
2 Образование крупнозернистой структуры;
3 Появление пор и трещин.
Основные виды сварки
1. Угольным электродом с присадочной проволокой
и флюсом;
2. Ручная аргонодуговая и плазменная сварка.
Основные особенности (трудности) сварки
данных металлов (сплавов)
ТИТАН И ЕГО СПЛАВЫ
1 Интенсивное поглощение вредных газов – кислорода,
водорода и азота (жаропрочные сплавы титана не теряют
своих свойств при нагреве до 500…600);
2 резкое снижение пластических свойств изза проникновения в
металл вредных газов;
3 Образование крупнозернистой структуры;
4 Возможность появления холодных трещин.
Основные виды сварки
1. Ручная аргонодуговая и плазменная сварка.
ВСЕ ЦВЕТНЫЕ МЕТАЛЛЫ
И СПЛАВЫ ТРЕБУЮТ
ВЫСОКОЙ КУЛЬТУРЫ
ПРОИЗВОДСТВА
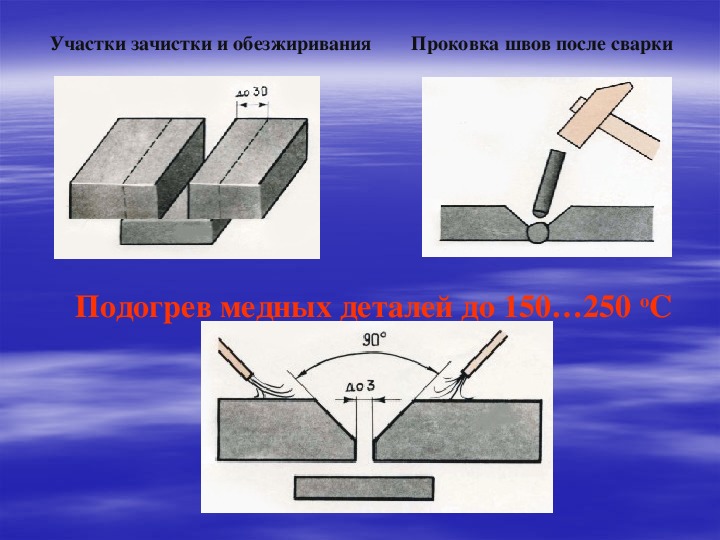
Участки зачистки и обезжиривания
Проковка швов после сварки
Подогрев медных деталей до 150…250 оС
Схема аргонодуговой сварки изделий
Подача защитных газов в зону
сварки
1. Вольфрам
2. Сопло аргона
3. Сопло азота
1. Боковая
2. Центральная с одним концентрическим
3. Центральная с двумя концентрическими
потоком.
потоками.
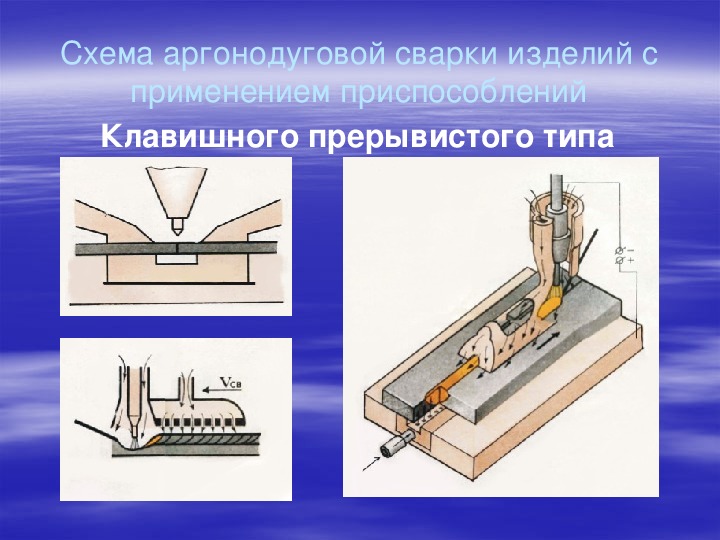
Схема аргонодуговой сварки изделий с
применением приспособлений
Клавишного прерывистого типа
Схема аргонодуговой сварки изделий
с применением приспособлений
Прижимов непрерывного типа
Схема защиты лицевой и обратной
стороны шва (корня шва) при сварке
1. Стыковых соединений
2. Тавровых соединений
3. При сварке трубопроводов
4. Для защиты внутренней (обратной) стороны
трубопроводов
Схема сварки титана в камерах и боксах с
контролируемой средой
1. Камера (бокс)4
2. Защитное стекло;
3. Резиновые перчатки;
4. Источник питания дуги (прямая полярность);
5. Заземление камеры;
6. Свариваемое изделие;
7, Горелка для дуговой сварки;
8, Трубопровод для подачи аргона;
9. Трубопровод для откачки воздуха из камеры.
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ
СПОСОБЫ ДУГОВОЙ СВАРКИ
ПОКРЫТЫМ ЭЛЕКТРОДОМ
Схема использования рациональной разделки кромок
Способы соединений
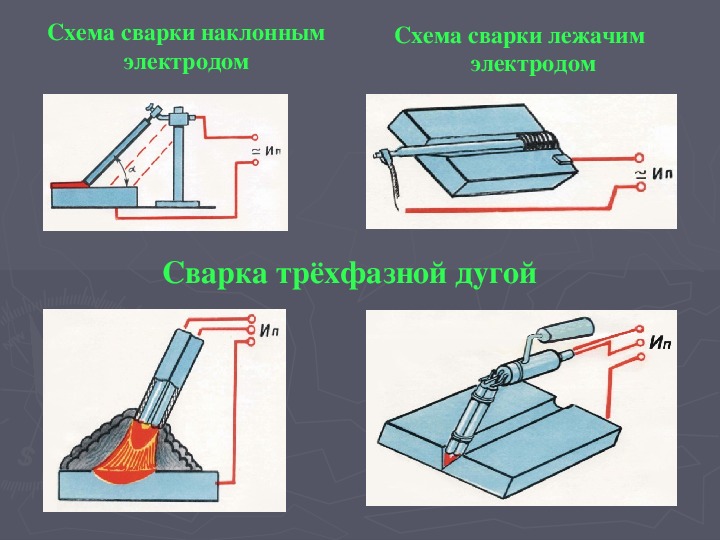
Схема сварки наклонным
электродом
Схема сварки лежачим
электродом
Сварка трёхфазной дугой
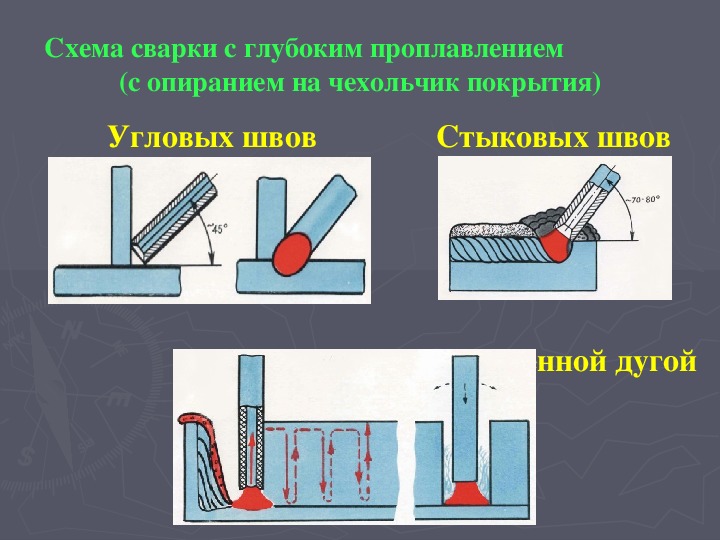
Схема сварки с глубоким проплавлением
(с опиранием на чехольчик покрытия)
Угловых швов
Стыковых швов
Погружённой дугой
Схема сварки с глубоким проплавлением
(с опиранием на чехольчик покрытия)
Вертикально
Горизонтально
В сварочной ванне
Устройство бункера для безогарковой
сварки
ТЕХНОЛОГИЯ РУЧНОЙ
ДУГОВОЙ НАПЛАВКИ
Угольным
электродом,
используя порошковые и зернистые
смеси, керамику, керамические
легирующие флюсы, чугунные
опилки (крошку)
Вольфрамовым
электродом
в инертных газах
(аргон, гелий и их смеси)
с использованием
высоколегированной присадочной
проволоки
Покрытым электродом
1 графитовые пластины;
2 слой прокаленной
буры;
3 слой твердого сплава;
4 наплавленный слой.
Движение
электрода
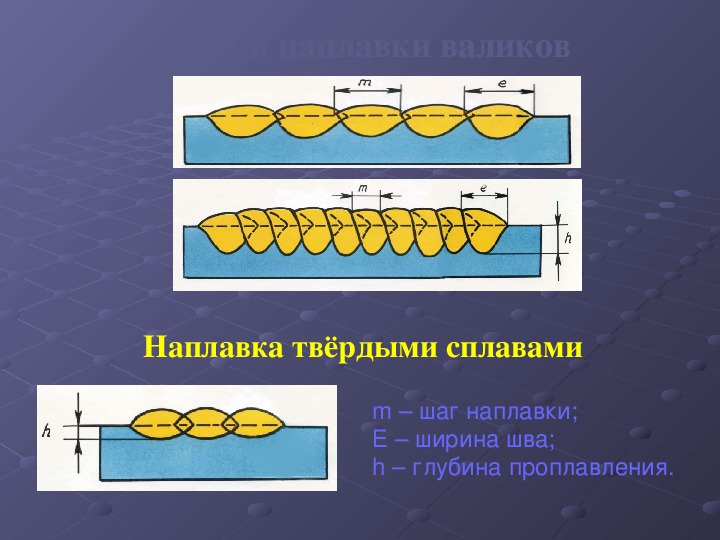
Схема наплавки валиков
Наплавка твёрдыми сплавами
m – шаг наплавки;
Е – ширина шва;
h – глубина проплавления.
Схема наплавки большей площади
(цифрами указана последовательность заполнения валиков)
Схема наплавки валиков в несколько
слоёв
1 первый
слой
2 второй слой
3 третий слой
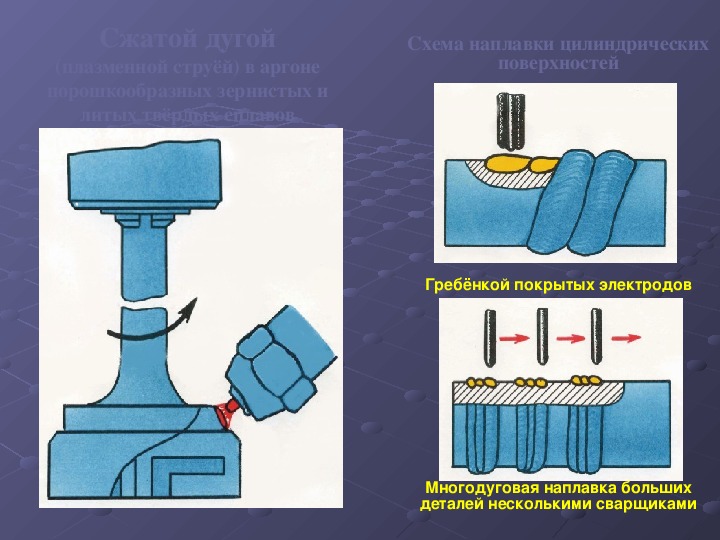
Сжатой дугой
(плазменной струёй) в аргоне
порошкообразных зернистых и
литых твёрдых сплавов
Схема наплавки цилиндрических
поверхностей
Гребёнкой покрытых электродов
Многодуговая наплавка больших
деталей несколькими сварщиками
Дефекты
сварных
соединений
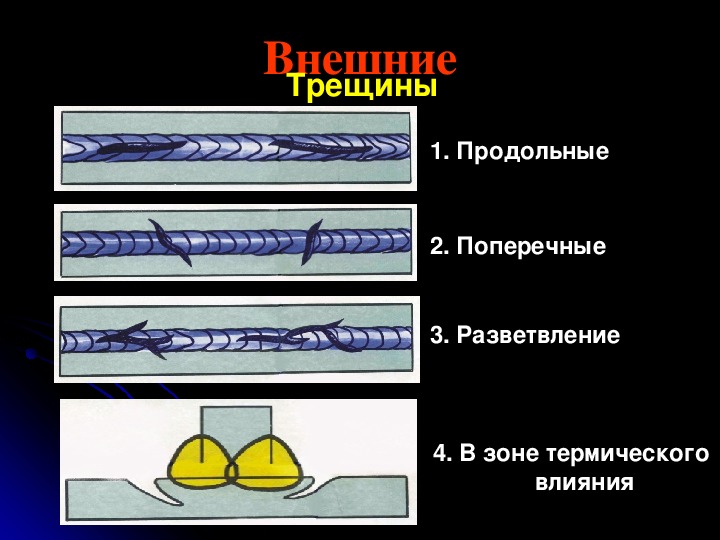
Внешние
Трещины
1. Продольные
2. Поперечные
3. Разветвление
4. В зоне термического
влияния
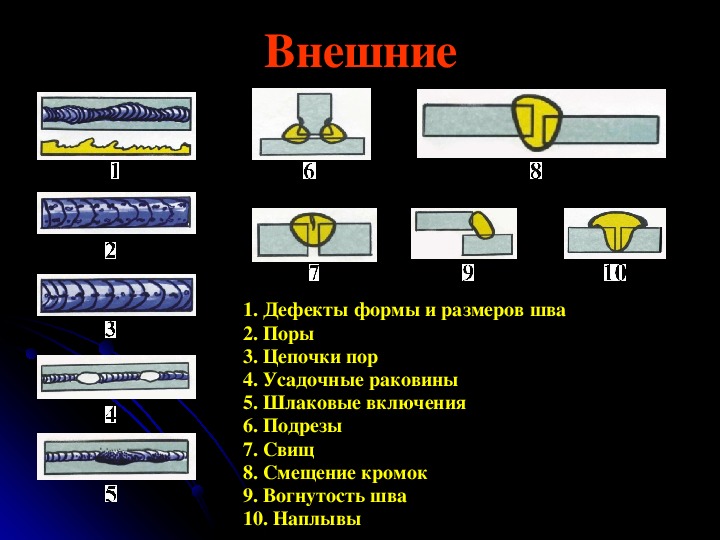
Внешние
1. Дефекты формы и размеров шва
2. Поры
3. Цепочки пор
4. Усадочные раковины
5. Шлаковые включения
6. Подрезы
7. Свищ
8. Смещение кромок
9. Вогнутость шва
10. Наплывы
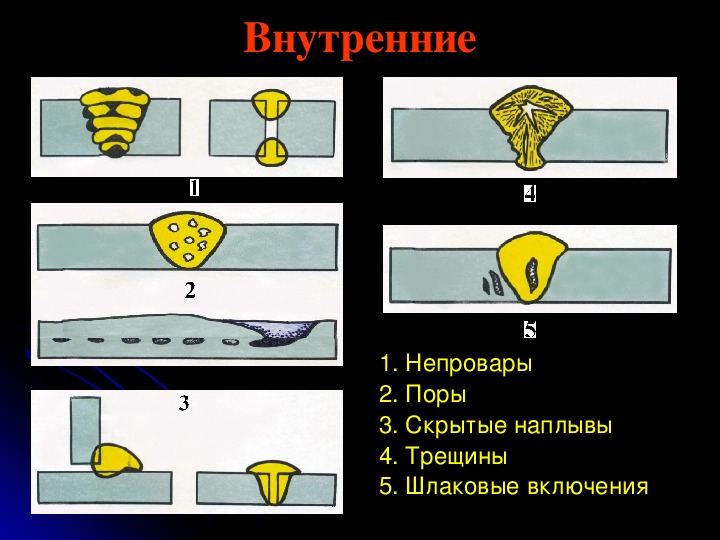
Внутренние
1. Непровары
2. Поры
3. Скрытые наплывы
4. Трещины
5. Шлаковые включения
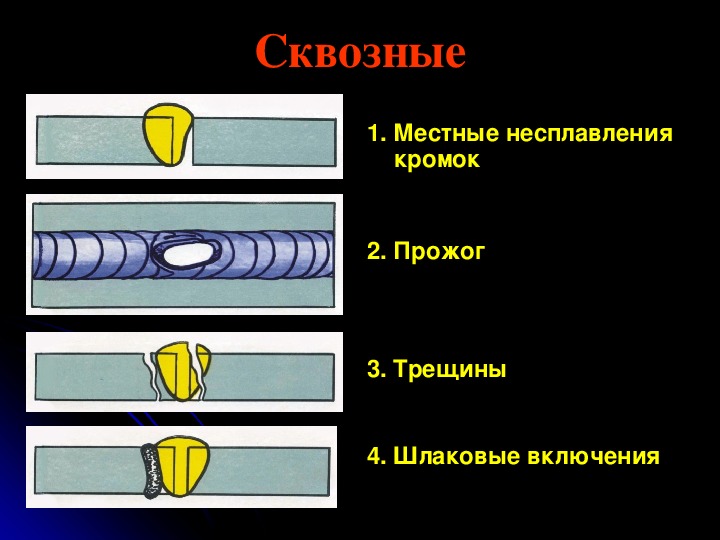
Сквозные
1. Местные несплавления
кромок
2. Прожог
3. Трещины
4. Шлаковые включения
КОНТРОЛЬ
КАЧЕСТВА СВАРНЫХ
СОЕДИНЕНИЙ
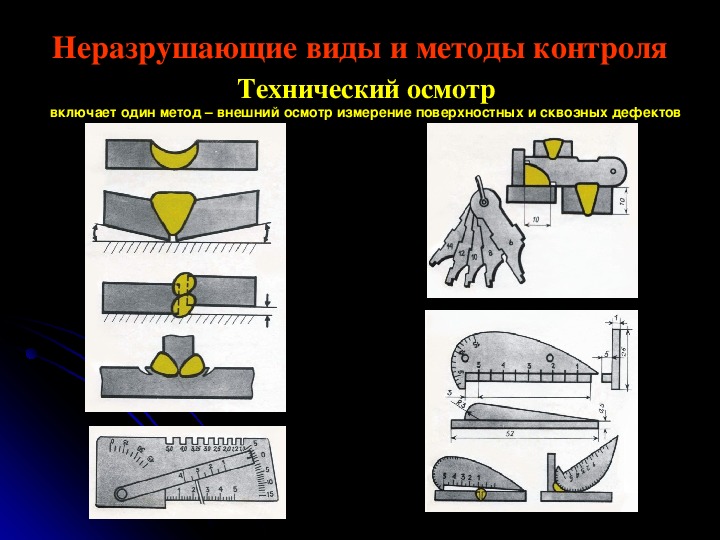
Неразрушающие виды и методы контроля
включает один метод – внешний осмотр измерение поверхностных и сквозных дефектов
Технический осмотр
Неразрушающие виды и методы контроля
Радиационный
1. Фотоплёнка
2. Кассета
3. Экраны
4. Рентгеновские
лучи
5. Гаммалучи
6. Рентгеновская
трубка
7. Свинцовый
кожух
8. Ампула
радиоактивног
о вещества
Рентгеновскими
лучами
Гамма лучами
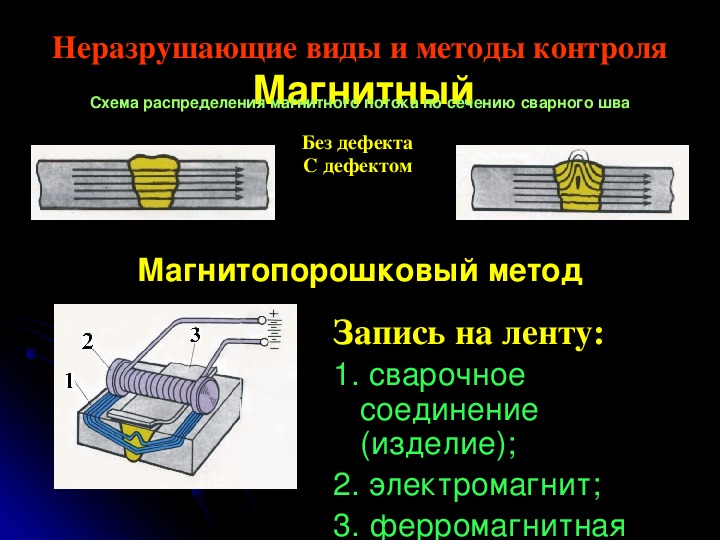
Неразрушающие виды и методы контроля
Схема распределения магнитного потока по сечению сварного шва
Магнитный
Без дефекта
С дефектом
Магнитопорошковый метод
Запись на ленту:
1. сварочное
соединение
(изделие);
2. электромагнит;
3. ферромагнитная
Неразрушающие виды и методы контроля
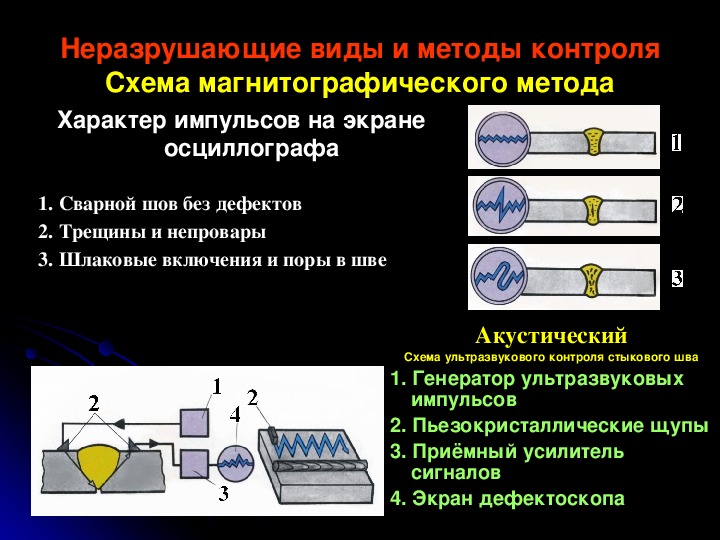
Схема магнитографического метода
Характер импульсов на экране
осциллографа
1. Сварной шов без дефектов
2. Трещины и непровары
3. Шлаковые включения и поры в шве
Акустический
Схема ультразвукового контроля стыкового шва
1. Генератор ультразвуковых
импульсов
2. Пьезокристаллические щупы
3. Приёмный усилитель
сигналов
4. Экран дефектоскопа