Поделиться


Сущность опиливания.
Напильники

Цель урока:
Сформировать представление учащихся об опиливании и классификации напильников
ОПИЛИВАНИЕ – это операция по снятию
напильником небольшого слоя материала вручную
или на опиловочных станках.
С помощью напильников можно обрабатывать
наружные и внутренние поверхности деталей
любой формы.
Точность обработки опиливанием составляет
От 0,5 до 0,05 мм, в отдельных случаях до 0,001 мм.
Чистота на обработку Rz=320 – 80 мкм.
Припуски на обработку от 0,5 до 0,025 мм.

Слесарный напильник общего назначения
1-носок, 2-рабочая часть, 3 –ненасеченный участок,4 –заплечик,5-хвостовик,
Напильник представляет собой стальной брусок, на рабочей поверхности которого нанесено большое число насечек, образующих режущие зубья, обеспечивающие удаление с поверхности заготовки небольшого слоя материала. Насечка напильника может быть двойная (для обработки черных металлов), одинарная (для обработки цветных металлов и сплавов) и рашпильная (для обработки неметаллических материалов). Чем больше насечек на единицу длины напильника, тем мельче его зубья и тем меньшую шероховатость обработанной поверхности они обеспечивают.

Насечка напильника: одинарная (простая)

Насечка напильника: двойная (перекрестная)
Насечка напильника:
точечная (рашпильная)
Классификация напильников.
По назначению напильники подразделяются на
следующие группы:
Общего назначения;
Специального назначения;
Надфили;
Рашпили;
Машинные напильники.
Напильники общего назначения
Предназначены для общеслесарных работ.
По числу n насечек (зубьев), приходящих на
10 мм длины, напильники подразделяются на
шесть классов, а насечки имеют номера:
0, 1, 2, 3, 4 и 5.
К первому классу относятся напильники с насечкой
№ 0 и 1 (n=4…12), называемые драчевыми.
Ко второму классу относятся напильники с насечкой
№ 2 и 3 (n=13…24), называемые личными.
К третьему классу относятся напильники с насечкой
№ 4 и 5 (n>28), называемые бархатными.
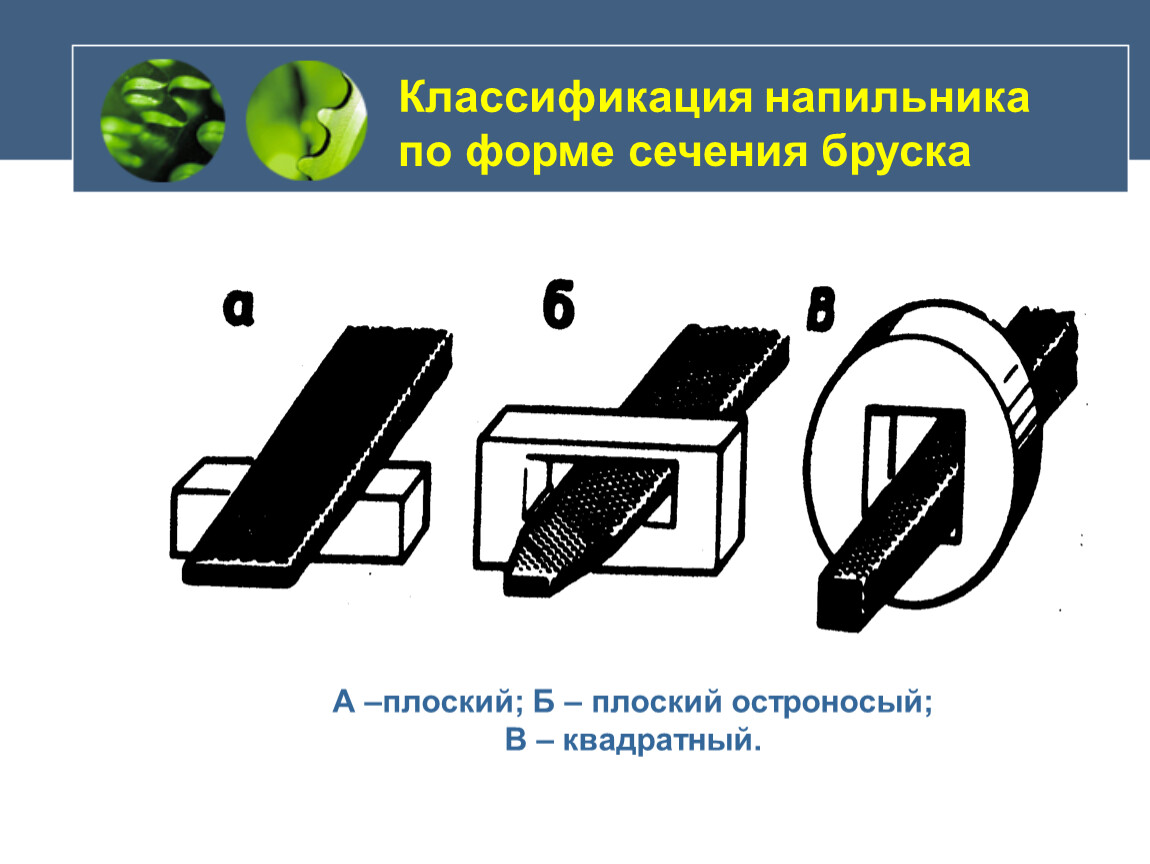
Классификация напильника по форме сечения бруска
А –плоский; Б – плоский остроносый;
В – квадратный.
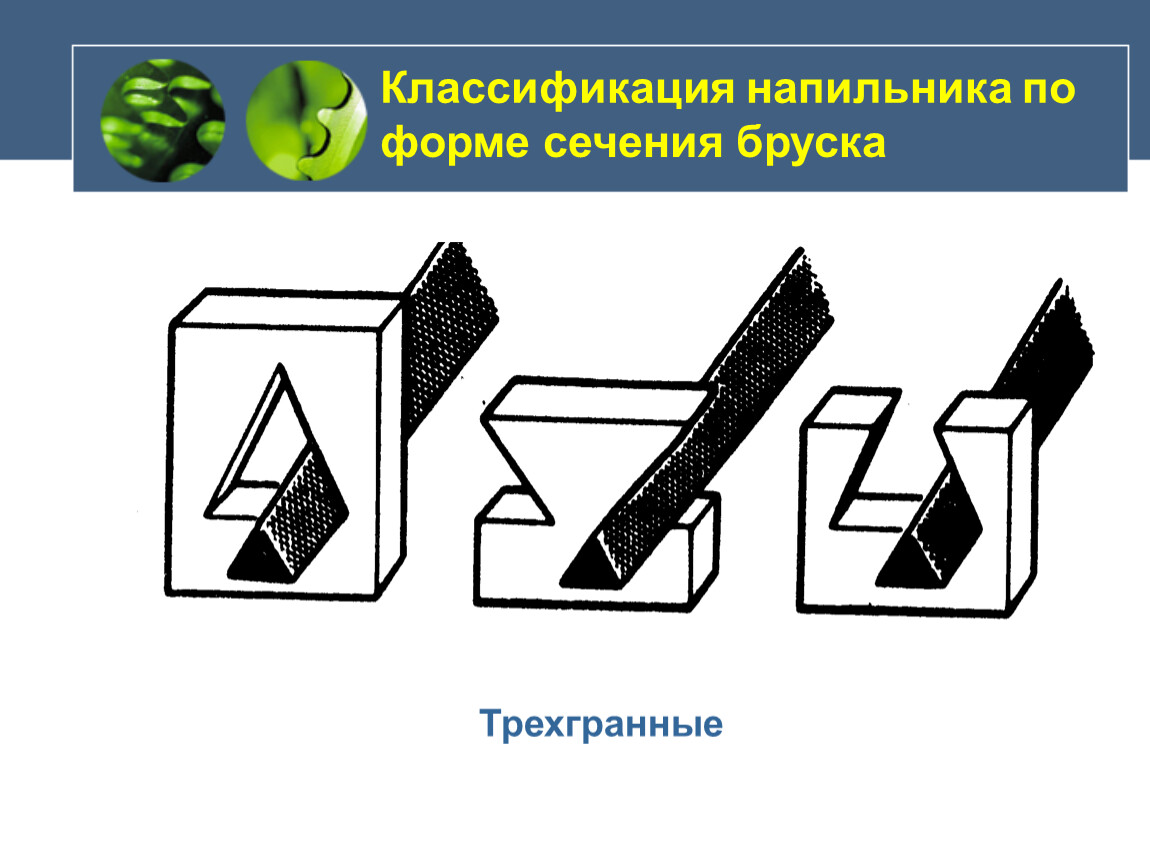
Классификация напильника по форме сечения бруска
Трехгранные

Классификация напильника по форме сечения бруска
Круглые и полукруглые
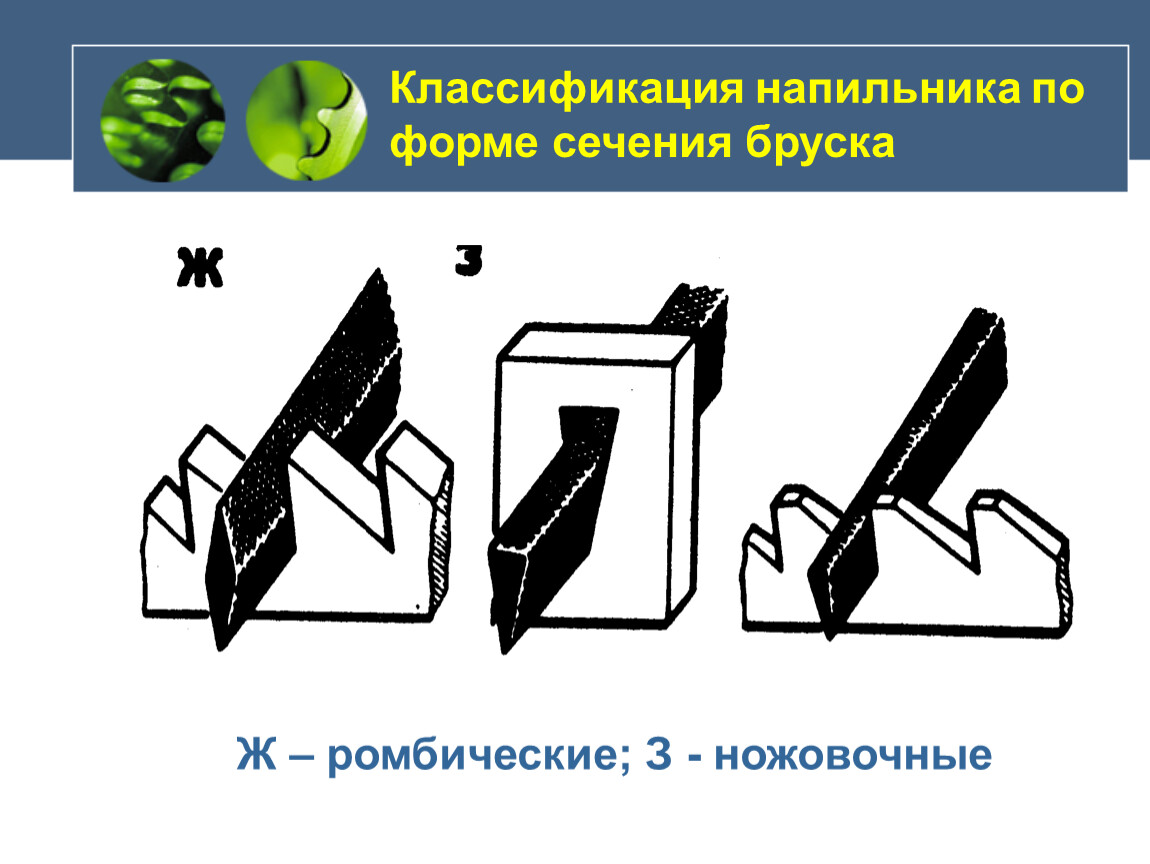
Классификация напильника по форме сечения бруска
Ж – ромбические; З - ножовочные

Напильники специального
назначения
Напильники специального назначения изготовляют
по ведомственным нормалям – для обработки
цветных сплавов, изделий из легких сплавов
и неметаллических материалов, а также
алмазные.
Напильник для обработки изделий из легких сплавов
и неметаллических изделий.
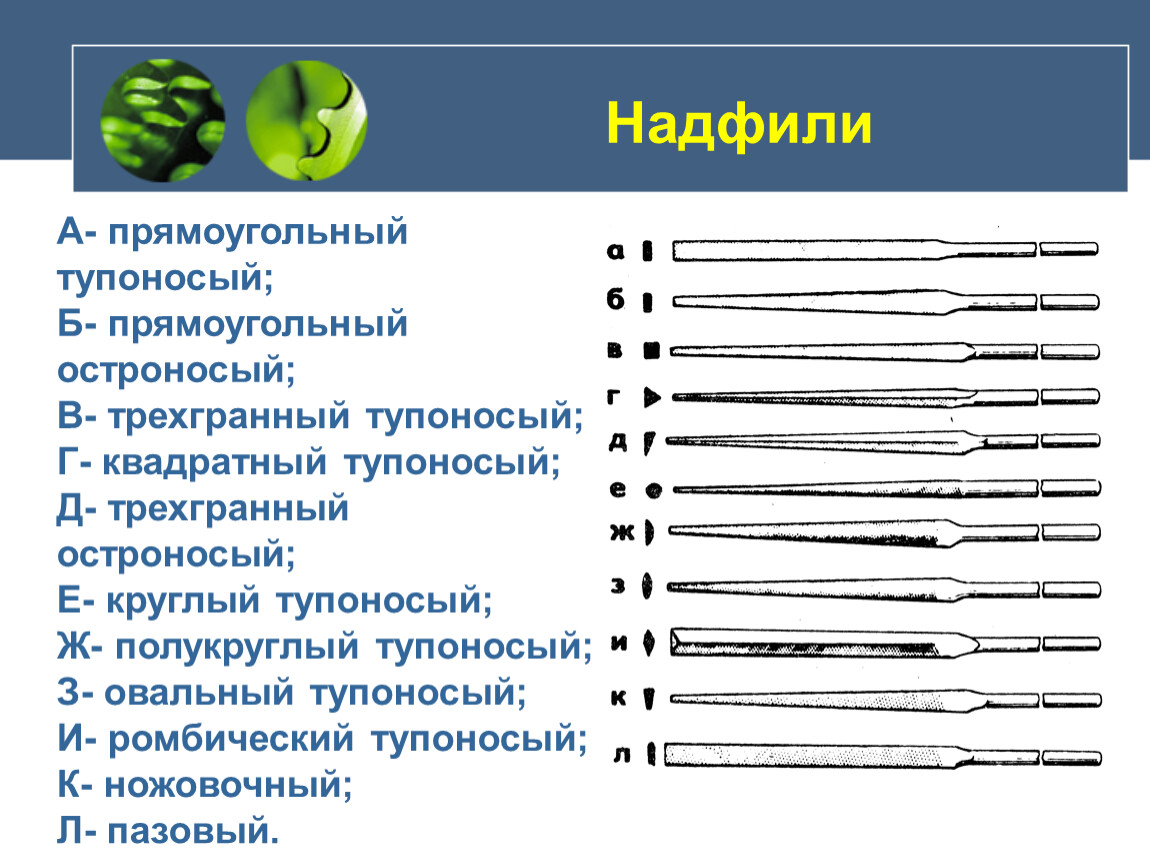
Надфили
А- прямоугольный тупоносый;
Б- прямоугольный остроносый;
В- трехгранный тупоносый;
Г- квадратный тупоносый;
Д- трехгранный остроносый;
Е- круглый тупоносый;
Ж- полукруглый тупоносый;
З- овальный тупоносый;
И- ромбический тупоносый;
К- ножовочный;
Л- пазовый.
Напильники классифицируют:
По форме насечки
По крупности зуба (шагу зуба)
По форме бруска
По назначению
Специального назначения
Для обработки цветных сплавов (бронзы, латуни) имеют двойную насечку №1, форма сечения плоская.
Надфили – небольшие напильники для лекальных, граверных, ювелирных работ; для обработки отверстий, углов и т.д.
Алмазные напильники для обработки и доводки твердосплавных частей инструментов и штампов.
Рашпили – по форме сечения подразделяются на плоские, полукруглые и круглые.
Машинные напильники подразделяются на: стержневые – для опиловочных станков с возрастно-поступательным движением ; вращающиеся – для обработки фасонных поверхностей; дисковые – для зачистки отливок, поковок, снятия заусенцев.
Содержание напильников
Предохранять напильники от ударов, так как могут быть повреждены зубья. Для этого напильники хранят на деревянных подставках или в ячейках на дверцах верстаков, не допуская их соударения между собой.
Нe допускать попадания на напильники влаги. Возникающая при этом коррозия приводит к снижению прочности рабочей поверхности. Новый напильник имеет светло-серый цвет. Если рабочая поверхность напильника имеет темный цвет — это свидетельствует о начале коррозии или плохой закалке напильника.
Оберегать напильники от попадания масла и наждачной пыли. Не протирать поверхность напильника рукой, так как на руках всегда имеется жировая пленка. Замасленные напильники скользят по обрабатываемой поверхности. Наждачная пыль забивает впадины зубьев и затупляет режущие кромки — напильник плохо снимает стружку.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.