Поделиться

ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС И ЦИКЛ ПРОИЗВОДСТВА
Производственный процесс — это целенаправленное, постадийное превращение исходного сырья и материалов в готовый продукт заданного свойства и пригодный к потреблению или к дальнейшей обработке. Производственный процесс начинается с его проекта и заканчивается на стыке производства и потребления, после чего происходит расходование произведенной продукции.
Техническая и организационно-экономическая характеристика производственного процесса на предприятии определяется видом продукции, объемом производства, типом и видом применяемой техники и технологии, уровнем специализации.
Производственный процесс на предприятиях подразделяется на два
вида: основной и вспомогательный. К основному относятся
процессы, связанные непосредственно с превращением предметов труда в
готовую продукцию. Например, переплавка руды в доменной печи и превращение ее в
металл или превращение муки в тесто, а затем в готовый испеченный хлеб.
Вспомогательные процессы: перемещение предметов труда, ремонт
оборудования, уборка помещений и т. д. Эти виды работ лишь способствуют течению
основных процессов, но сами непосредственно в них не участвуют.
Основное отличие вспомогательных процессов от основных состоит в различии места реализации и потребления. Продукция основного производства, где совершаются основные производственные процессы, реализуется потребителям на сторону, согласно заключенным договорам на поставку. Эта продукция имеет свое фирменное наименование, маркировку, на нее устанавливается рыночная цена.
Продукция вспомогательного производства, где осуществляются вспомогательные процессы и обслуживание, потребляется внутри предприятия. Затраты на выполнение обслуживания и вспомогательных работ целиком относятся на себестоимость основной продукции, которая реализуется потребителям на сторону.
Производственная операция
Производственная операция — это часть производственного процесса. Обычно она выполняется на одном рабочем месте без переналадки оборудования и совершается при помощи набора одних и тех же орудий труда. Как собственно и сам производственный процесс, операции подразделяются на основные и вспомогательные.
С целью снижения затрат на изготовление продукции, повышения организованности и надежности производственного процесса используется набор следующих правил и методов:
§ специализация участков, рабочих мест;
§ непрерывность и прямоточность технологического процесса;
§ параллельность и пропорциональность выполнения производственных операций.
Специализация заключается в том, что за каждым цехом, участком, рабочим местом закрепляется технологически однородная или строго определенная номенклатура изделий. Специализация позволяет на практике использовать принципы непрерывности, прямоточности — экономически наиболее выгодные методы организации производства.
Непрерывность — это сокращение или сведение до нуля перерывов в процессе производства готовой продукции, притом каждая следующая операция одного и того же процесса сразу начинается после окончания предыдущей, что сокращает время на изготовление продукции, уменьшает простои оборудования и рабочих мест.
Прямоточность характеризует движение предметов труда по ходу производственного процесса и обеспечивает для каждого изделия кратчайший путь по рабочим местам.
Такому движению свойственно устранение всех возвратных и встречных перемещений в процессе производства, что способствует сокращению транспортных расходов.
Правило параллельности предполагает одновременное выполнение различных операций при изготовлении одного и того же изделия. Это правило особенно широко используется в условиях серийного и массового производства.
Правило параллельности включает:
§ параллельное (одновременное) изготовление различных узлов и деталей, предназначенных для комплектования (сборки) конечного изделия;
§ одновременное выполнение различных технологических операций при обработке одинаковых деталей и узлов на параллельно размещенном разнообразном оборудовании.
С точки зрения экономии затрат очень важно соблюдать определенные пропорции мощности (производительности) парка оборудования между цехами, участками, работающими по изготовлению продукции.
Производственный цикл
Законченный круг производственных операций, от первой до последней, при изготовлении изделий именуется производственным циклом. Вследствие того, что производственный процесс протекает во времени и пространстве, поэтому производственный цикл можно измерить длиной пути движения изделия и его комплектующих элементов и временем, в течение которого изделие проходит весь путь обработки. Длина производственного цикла — это не линия, а широкая полоса, на которой размещаются машины, оборудование, инвентарь и прочее, поэтому на практике в большинстве случаев определяются не длина пути, а площадь и объем помещения, в котором размещается производство.
Интервал календарного времени от начала первой производственной операции до окончания последней называется временной продолжительностью производственного цикла изделия. Продолжительность цикла измеряется в днях, часах, минутах, секундах, в зависимости от вида изделия и стадии обработки, по которой измеряется цикл.
Продолжительность во времени производственного цикла включает три стадии:
§ время технологической обработки (рабочий период)
§ время технологического обслуживания производства
§ перерывы.
Рабочий период — это период времени, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных процессов, которые протекают в изделии без участия людей и техники.
Время естественных процессов — это период рабочего времени, когда предмет труда изменяет свои характеристики без непосредственного воздействия человека или механизмов. Например, сушка на воздухе окрашенного или остывание нагретого изделия, рост на полях и созревание растений, брожение некоторых продуктов и т. д.
Время технологического обслуживания включает:
§ контроль качества изделия;
§ контроль режимов работы машин и оборудования, их настройку и наладку, мелкий ремонт;
§ уборку рабочего места;
§ подвоз заготовок, материалов, приемку и уборку обработанной продукции.
Время перерывов — это время, в течение которого не производится никакого воздействия на предмет труда и не происходит изменение его качественной характеристики, но продукция еще не является готовой и процесс производства не закончен. Различают перерывы: регламентированные и нерегламентированные.
Регламентируемые перерывы разделяются на межоперационные (внутрисменные) и междусменные (связаны с режимом работы).
Нерегламентируемые перерывы связаны с простоями оборудования и рабочих по непредусмотренным режимом работы причинам (отсутствие сырья, поломка оборудования, невыход на работу рабочих и т. д.). В производственный цикл нерегламентированные перерывы включаются в виде поправочного коэффициента или не учитываются.
Различают три метода сочетания операций: последовательный, последовательно-параллельный и параллельный.
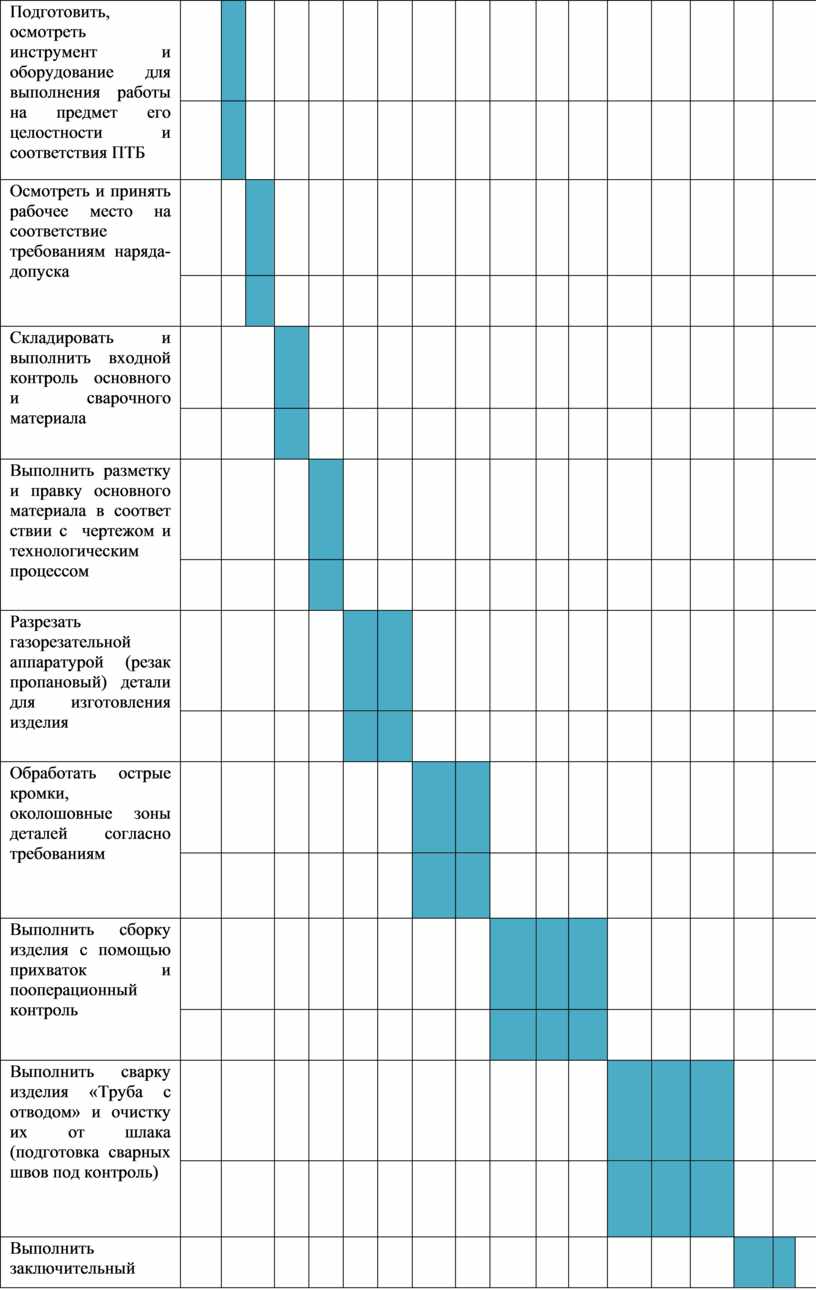
Последовательный метод сочетания операций (работ) заключается в том, что последующая операция начинается после окончания предыдущей операции.
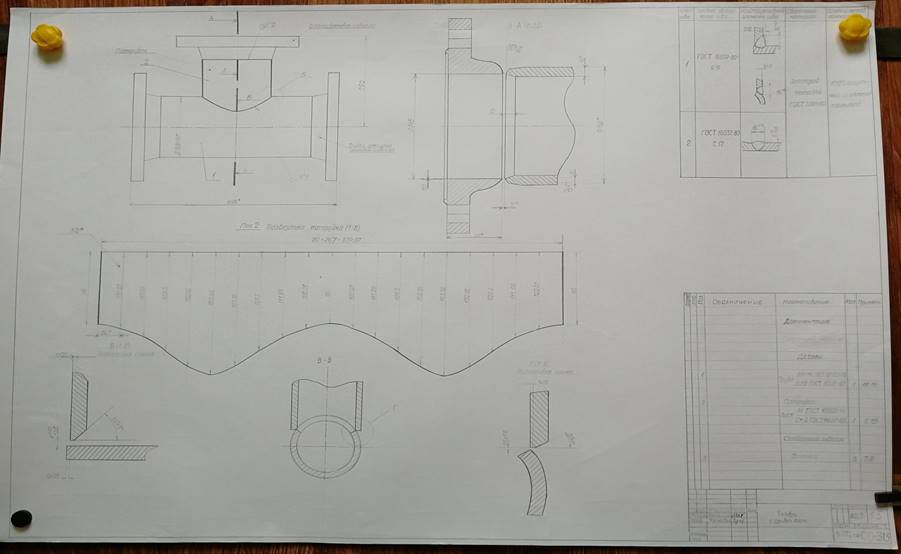
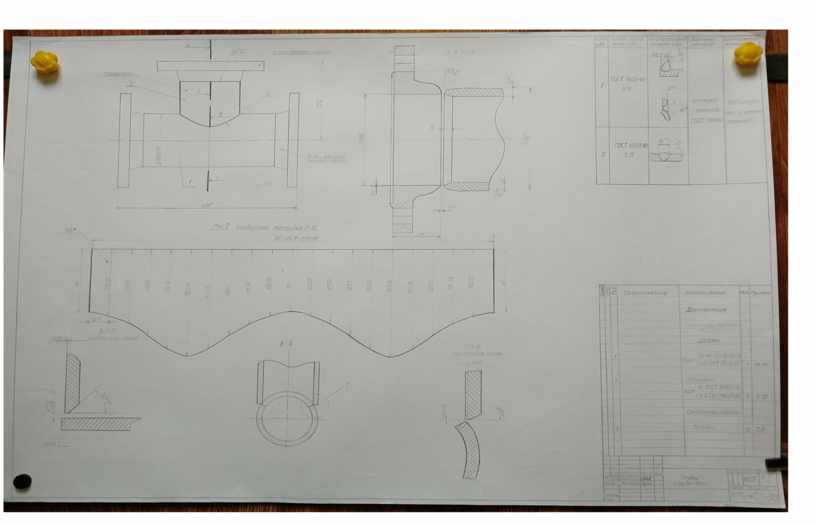
Работа по изготовлению «Трубы с отводом» относится к последовательному методу и на неё можно составить пооперационный график цикла изготовления изделия (см. рисунок 1).
|
Вид работ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Получить у мастера участка задание на изготовление изделия «Трубы с отводом» и инструктаж по безопасным приемам выполнения работ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Изучить чертеж, технологический процесс и маршрутную карту на изготовление изделия «Трубы с отводом» |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Подготовить, осмотреть инструмент и оборудование для выполнения работы на предмет его целостности и соответствия ПТБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Осмотреть и принять рабочее место на соответствие требованиям наряда-допуска |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Складировать и выполнить входной контроль основного и сварочного материала |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Выполнить разметку и правку основного материала в соответ ствии с чертежом и технологическим процессом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Разрезать газорезательной аппаратурой (резак пропановый) детали для изготовления изделия |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Обработать острые кромки, околошовные зоны деталей согласно требованиям
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Выполнить сборку изделия с помощью прихваток и пооперационный контроль |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Выполнить сварку изделия «Труба с отводом» и очистку их от шлака (подготовка сварных швов под контроль)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Выполнить заключительный контроль сварных швов и устранить дефекты |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Уборка рабочего места Отключение оборудо- вания, освещения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Часы |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|||
Рисунок 1 График длительности операционного цикла изготовления «Трубы с отводом» при последовательном методе сочетания работ
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.