Поделиться

19. Разработка технологического процесса ремонта направляющих станин ТОР
Станина токарного станка. Подготовка к ремонту
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
Другие проверки станка на точность по ГОСТ 42—56 (рекомендуемые в некоторых литературных источниках) проводить нецелесообразно, так как точность сборки станка обеспечивается на всех этапах технологического процесса ремонта.
В настоящей главе рассмотрено несколько вариантов технологических процессов, которые применяют для капитального или среднего ремонта корпусных (базовых) деталей и узлов большинства моделей токарно-винторезных станков, например, 1К62, 1601, 1610, 1613Д или 250, 1612В, 1615А, ТВ-320, 1А616, 1Е61 и др. соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
Станина токарного станка. Календарный график капитального ремонта
Весьма важным мероприятием является организация ремонта станка по календарному графику. График ремонта станка определяет последовательность и сроки проведения ремонтных операций, комплектование узлов и окончательную сборку станка,
Кроме того, в первый день бригада осуществляет промывку деталей и дефектацию станка и приступает к ремонту других узлов станка.
Ремонт направляющих станины токарного станка
Направляющие станины восстанавливают при ремонте различными способами, например строганием, фрезерованием, шлифованием, протягиванием, шабрением. На некоторых заводах осуществляют поверхностное упрочнение направляющих станины способом накатывания роликом, а также закалкой т. в. ч., что значительно повышает износоустойчивость поверхностей.
Выбор способа ремонта зависит от степени износа и твердости направляющих станины, оснащенности ремонтной базы специальными станками и приспособлениями и т. п.
Наиболее распространенными способами ремонта направляющих станин являются шабрение, шлифование и строгание.
Ремонт направляющих шабрением даже при износе 0,05 мм отличается большой трудоемкостью и стоит дорого, поэтому следует механизировать этот процесс, а это дает большой экономический эффект.
Ремонт направляющих шлифованием обеспечивает высокую точность и чистоту обработки, этот способ практически незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакаленных направляющих станков предпочтение следует отдавать финишному строганию. При этом достигается высокая производительность, обеспечивается чистота поверхности V6 и точность в соответствии с техническими условиями.
Ремонт направляющих станины шлифованием.
Этот технологический процесс состоит из следующих операций:
1. Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
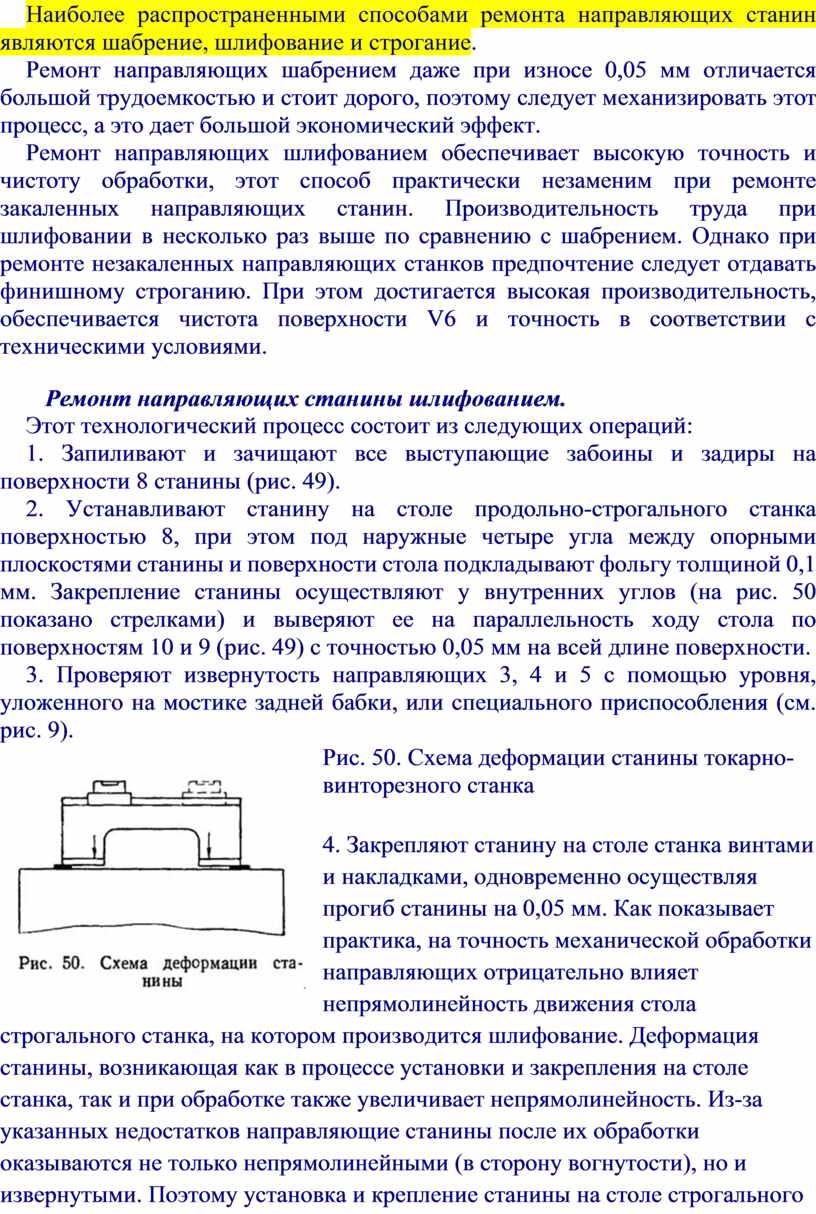
2. Устанавливают станину на столе продольно-строгального станка поверхностью 8, при этом под наружные четыре угла между опорными плоскостями станины и поверхности стола подкладывают фольгу толщиной 0,1 мм. Закрепление станины осуществляют у внутренних углов (на рис. 50 показано стрелками) и выверяют ее на параллельность ходу стола по поверхностям 10 и 9 (рис. 49) с точностью 0,05 мм на всей длине поверхности.
3. Проверяют извернутость направляющих 3, 4 и 5 с помощью уровня, уложенного на мостике задней бабки, или специального приспособления (см. рис. 9).
 Рис.
50. Схема деформации станины токарно-винторезного станка
Рис.
50. Схема деформации станины токарно-винторезного станка
4. Закрепляют станину на столе станка винтами и накладками,
одновременно осуществляя прогиб станины на 0,05 мм. Как показывает практика, на
точность механической обработки направляющих отрицательно влияет
непрямолинейность движения стола строгального станка, на котором производится
шлифование. Деформация станины, возникающая как в процессе установки и
закрепления на столе станка, так и при обработке также увеличивает
непрямолинейность. Из-за указанных недостатков направляющие станины после их
обработки оказываются не только непрямолинейными (в сторону вогнутости), но и
извернутыми. Поэтому установка и крепление станины на столе строгального станка
являются важными моментами и требуют внимательного и умелого подхода к ним. Станину
следует закрепить на столе строгального станка так, чтобы тумбы своей опорной
поверхностью плотнее соприкасались с поверхностью стола.-
5. Дополнительно проверяют извернутость направляющих. Показания должны быть такие же, как при проверке до закрепления. При несовпадении показаний винты ослабляют и станину вновь закрепляют так, чтобы данные извернутости были с одинаковыми данными, полученными до закрепления станины на столе станка.
6. Шлифуют последовательно поверхности 3, 6, 11, 7, 2, 5, 1 и 4 (рис. 49). Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Окончательное шлифование производят при перпендикулярном положении оси шпинделя к шлифуемой поверхности. Режим шлифования: подача 6—8 м/мин, скорость — 35—40 м/сек. Нагрев обрабатываемых поверхностей во время шлифования не допускается.
При ремонте направляющих строганием станину необходимо установить на стол продольно-строгального станка. В резцедержателе станка устанавливают широколезвийные резцы, режущие кромки которых предварительно должны быть доведены. Резец подводят к наименее изношенной части обрабатываемой поверхности и регулируют положение лезвия таким образом, чтобы оно плотно соприкасалось режущей кромкой с направляющей и перекрывало ее по ширине. Проверку расположения резца относительно поверхности можно производить щупом.
Строгание производится при скорости движения стола 8— 10 м/мин и глубине резания 0,03—0,05 мм. Для получения чистоты поверхности V 7 обрабатываемую поверхность необходимо смачивать керосином. Обработку поверхности следует вести за 3— 4 прохода. Проверка точности обработки производится так же, как после операций 8 и 9 (табл. 3).
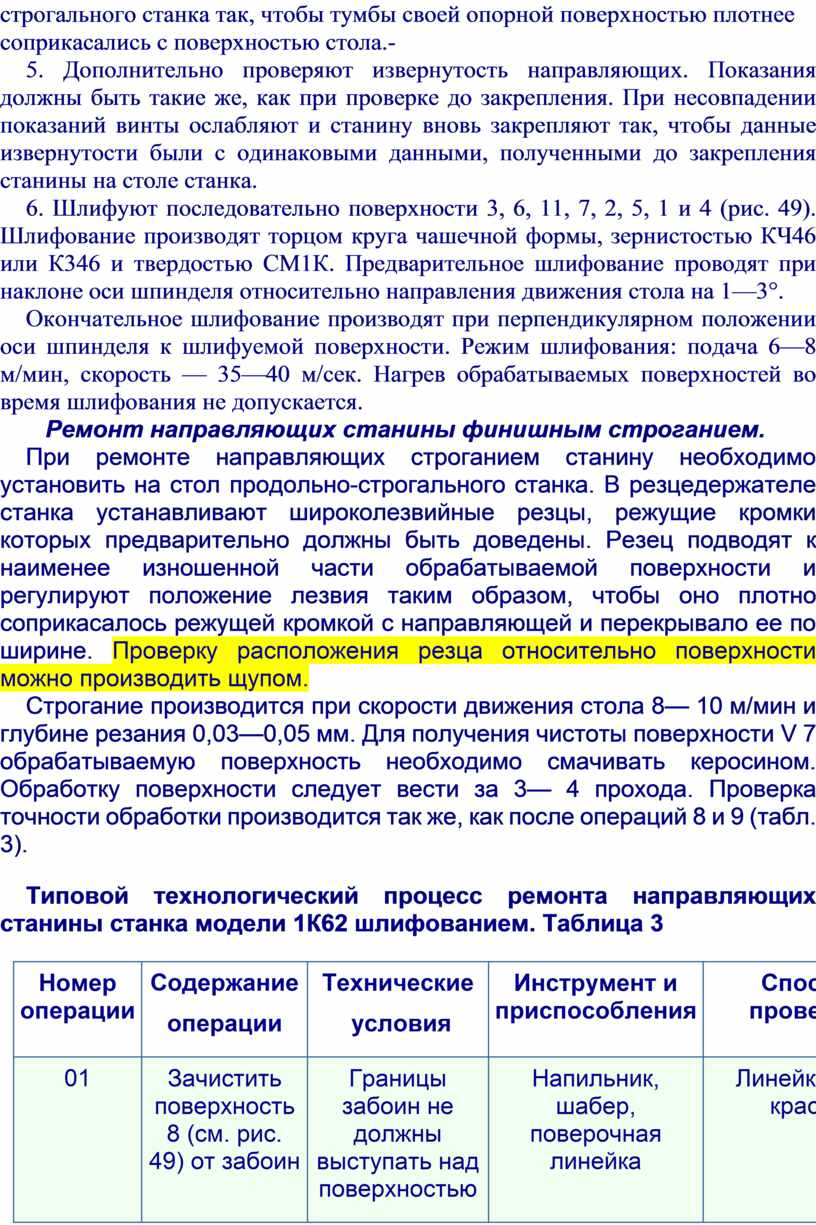
Типовой технологический процесс ремонта направляющих станины станка модели 1К62 шлифованием. Таблица 3
|
Номер операции |
Содержание операции |
Технические условия |
Инструмент и приспособления |
Способ проверки |
|
01 |
Зачистить поверхность 8 (см. рис. 49) от забоин |
Границы забоин не должны выступать над поверхностью |
Напильник, шабер, поверочная линейка |
Линейкой на краску |
|
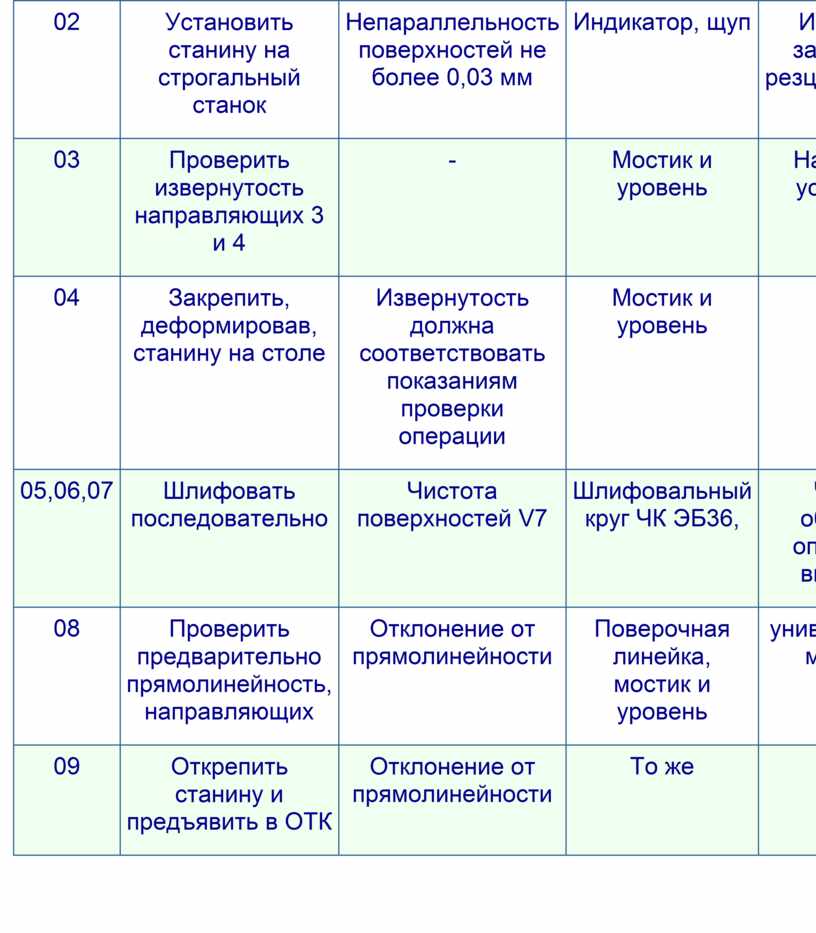
02 |
Установить станину на строгальный станок |
Непараллельность поверхностей не более 0,03 мм |
Индикатор, щуп |
Индикатор закрепить в резцедержателе станка |
|
03 |
Проверить извернутость направляющих 3 и 4 |
- |
Мостик и уровень |
На средние установить мостик |
|
04 |
Закрепить, деформировав, станину на столе |
Извернутость должна соответствовать показаниям проверки операции |
Мостик и уровень |
То же |
|
05,06,07 |
Шлифовать последовательно |
Чистота поверхностей V7 |
Шлифовальный круг ЧК ЭБ36, |
Чистоту обработки определять визуально |
|
08 |
Проверить предварительно прямолинейность, направляющих |
Отклонение от прямолинейности |
Поверочная линейка, мостик и уровень |
универсальным мостиком |
|
09 |
Открепить станину и предъявить в ОТК |
Отклонение от прямолинейности |
То же |
То же |
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
