Поделиться

УТВЕРЖДАЮ:
Зам. Директора по УПП
__________О.Н. Голам
«___»______________20__г.
План урока учебной практики №5
Учебная группа № 15 3 курс количество обучающихся 13человек
Код и наименование профессионального модуля: ПМ 02 «Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях»
Код и наименование осваиваемых на уроке профессиональных компетенций: ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
Тема раздела: «Технология производства сварочных конструкций».
Тема урока: «Сварка решетчатых конструкций угловыми швами».
Цель урока: Формирование и усвоение приемов сварки пластин встык, в угол.
Задачи:
Образовательная: Выработать у учащихся практические навыки и умения самостоятельно производить сборку и сварку простых листовых конструкций, скорость выполнения, подбор режима сварки и сварочных материалов.
Развивающая: содействовать принятию самостоятельных решений, развивать навыки применения теоретических знаний на практике, развивать умение анализировать и делать выводы.
Воспитательная: формировать чувство коллективизма и взаимопомощи, умения работать в паре, прививать навыки бережного отношения к инструменту и оборудованию, экономному и рациональному использованию сырья.
Когнитивные цели:
1. уметь организовать рабочее место;
2. знать правила техники безопасности при выполнении сварочных работ;
3. уметь самостоятельно работать по инструкционной карте;
4. знать технологический процесс сварки пластин встык, в угол однослойным швом;
5. уметь выявлять дефекты и объяснять их.
Тип урока: урок по изучению трудовых приемов и операций.
Форма обучения: групповая.
Место проведения: учебные электросварочные мастерские
Метод проведения: наглядно – демонстрационный, словесный, практический.
Материально-техническое оснащение: металлические пластины из малоуглеродистой стали; электроды диаметром 3 мм, спецодежда, молотки, металлическая щетка, карта дефектов, инструкционная карта «», контрольные образцы, плакаты
Ход урока:
I. Организационная часть.
1. Приветствие студентов
2. Проверить студентов по списку
3. Проверить наличие спецодежды и внешний вид студентов, готовность студентов к уроку.
II. Вводный инструктаж.
1. Сообщить тему и цель урока.
2. Актуализация опорных знаний.
Фронтальный опрос. (5мин.)
2.1. Дать определение, что такое режим сварки?
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки, а именно: стабильное горение сварочной дуги, получение сварных швов необходимых размеров, формы и качества.
2.2. Как правильно выбрать режим сварки?
Прежде всего, в зависимости от толщины металла и типа сварного соединения ,выбирают диаметр электрода. Затем выбирают необходимую силу тока, которая в основном определяется диаметром электрода, но зависит также от толщины свариваемого металла, типа соединения, скорости сварки, положения свариваемого шва в пространстве, покрытия электрода и его рабочей длины.
2.3. Дать краткую характеристику основным режимам сварки: выбор силы сварочного тока, выбор диаметра электродов?
Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают: положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, температуру окружающей среды. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, типа сварного соединения, положения шва в пространстве, размеров детали, состава свариваемого металла.
2.4. Назвать источник питания сварочной связи, расположенный в сварочной мастерской?
В сварочной мастерской применяется многопостовой выпрямитель ВКСМ – 1001.
3. Решение карточек – заданий (12 мин) (Приложение №1)
4. Мотивация учащихся (5мин.)
4.1. Пробуждение эмоционального интереса к выполнению работы (сборка и сварка стыкового соединения пластин без скоса кромок)
4.2. Показ практической значимости, выбора режимов сварки, постановки прихваток.
5. Формирование практических знаний и способов действий (25 мин.)
Изложение нового материала:
5.1. Правила безопасности при ведении электросварочных работ. (Приложение №2)
5.2. Подготовка стыкового соединения без разделки кромок к сварке (Приложение №3)
5.3.Сборка и сварка простых конструкций без разделки кромок. (Приложение №3)
6. Закрепление материала вводного инструктажа (5 мин.):
6.1. Опрос обучающихся, с последующим закреплением материала в процессе учебной практики с личным показом мастера;
6.2. Организация самостоятельной работы обучающихся с применением метода «динамических пар»:
- выдать задания обучающимся для работы на текущем инструктаже (Приложение №4);
- разделить обучающихся на пары таким образом, чтобы один из обучающихся в паре хорошо выполнял подготовку и сборку пластин к сварке , а другой – сварку. Тогда обучающиеся смогут обмениваться знаниями и решениями задачи, т.е. учить друг друга
III. Текущий инструктаж (4 ч. 30 мин.)
Самостоятельная работа обучающихся по закреплению и совершенствованию знаний и умений, формированию навыков выполнения процесса сварки.
Целевые обходы:
- Проверка организации рабочего места.
- Проверка соблюдения правил техники безопасности.
- Индивидуальная демонстрация приемов сварки простых листовых конструкций
- Проверка правильности выполнения процесса сварки и уяснение вводного инстуктажа
- Обход рабочих мест с целью оказания помощи слабоуспевающим парам обучающихся.
- Проверка правильности использования инструмента и оборудования.
- Проверка выполнения нормы времени.
- Проверка качества конечного результата труда.
IV. Заключительный инструктаж (10-15 мин.)
- Сообщение о достижении целей урока;
- Анализ умения выполнять производственные работы самостоятельно с использованием технологической карты;
- Разбор типичных ошибок при выполнении учебно-производственных работ;
демонстрация лучших работ;
- Оценка работы обучающихся, комментарии;
- Рефлексия обучающихся по осмыслению своей деятельности в парах, взаимодействия с мастером п/о и одногруппниками; (Приложение №4)
- Сообщение темы следующего урока;
- Выдача домашнего задания: Повторить тему “Выполнение сварки простых листовых конструкций»
- Уборка обучающимися рабочих мест.
Приложение №1
Карточка № 1
|
1. Какие условия повышают опасность поражения электрическим током? а) влага на оборудовании и одежде электросварщика б) использование при работе резиновых перчаток в) работа на заземленном сварочном аппарате |
а |
|
2. Какой инструмент предназначен для удаления шлаковой корки? а) молоток и зубило б) молоток в) шлифовальный круг, закрепленный на пневмомашине |
б |
|
3. Как называется дефект, представляющий собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва? а) непровары б) прожоги в) подрезы |
в |
Карточка № 2
|
1. Кабина сварочного поста должна иметь высоту: а) не менее 1,50 м б) не менее 2 м в) не менее 4 м
|
б |
|
2. Цель подготовки (зачистки) кромок под сварку: а) получение характерного металлического блеска б) получение качественного сварного шва в) получение заданных геометрических размеров кромки |
б |
|
3. К каким дефектам относятся трещины, поры? а) к наружным б) к внутренним в) к наружным и внутренним |
в |
Карточка № 3
|
1. При какой величине электрический ток считается смертельным? а) 0,005 А б) 0,1 А в) 0,025 А |
б |
|
2. Какой инструмент используется для проверки величины зазора при сварке стыкового соединения? а) штангенциркуль б) угольник в) набор щупов г) линейка |
в |
|
3. Заварка кратера производится следующим образом: а) резким обрывом дуги б) плавным обрывом дуги |
б |
Карточка № 4
|
1. Выбор силы сварочного тока зависит от: а) марки стали и положения сварки в пространстве б) толщины металла, диаметра электрода, марки стали и положения в пространстве в) диаметра электрода, марки стали детали и положения сварки в пространстве |
в |
|
2. Сварочный выпрямитель относится к: а) оборудованию для сварки б) сварочной оснастке в) приспособлениям для сварки |
а |
|
3. Выбрать правильный ответ: а) при недостаточном токе дуга горит более устойчиво, электрод плавится быстро б) при недостаточном токе дуга горит не устойчиво, электрод плавится медленнее |
б |
Карточка № 5
|
1. Какие условия повышают опасность поражения электрическим током? а) влага на оборудовании и одежде электросварщика б) использование при работе резиновых перчаток в) работа на заземленном сварочном аппарате |
а |
|
2. Какой инструмент используется для проверки величины зазора при сварке стыкового соединения? а) штангенциркуль б) угольник в) набор щупов г) линейка |
в |
|
3. К каким дефектам относятся трещины, поры? а) к наружным б) к внутренним в) к наружным и внутренним |
в |
Приложение № 2
Требования техники безопасности перед началом работы
1.Надеть рабочую одежду, застегнуть куртку, штанины брюк напустить на обувь.
2.Рукавицы должны плотно прикрывать рукава куртки.
3.Убрать волосы под головной убор.
4.Убрать все лишние предметы со стола сварщика.
5.Проверить исправность вращающего стула, обратить внимание на высоту стула.
6.Проверить исправность инструмента, приспособлений, наличие электродов.
7.Проверить целостность кабелей, надежность крепления кабелей к источнику
питания и электрододержателю. Проверить защитное заземление.
8.Проверить надежность всех контактов в местах соединения проводов в сварочной цепи.
9.Установить силу сварочного тока.
10.Осмотреть электрододержатель и убедиться в надежности изоляции рукоятки от токоведущего кабеля, включить пусковой выключатель.
Требования техники безопасности во время работы
1.Не
класть электроды на загрязненные и влажные поверхности стола.
2.Отбрасывать огарки электродов на заранее подготовленное место.
3.Предохранять себя и работающих рядом
лиц от воздействия излучения сварочной дуги: подавать сигнал
- предупреждение о зажигании дуги.
4.Сначала нужно закрыть лицо щитком или маской, только после того
сварщик замыкает сварочную
цепь, коснувшись концом электрода поверхности изделия.
5.Складывать сваренные детали в определенное место.
Требования техники безопасности по окончании работы
1.Произвести уборку рабочего места от производственного мусора, убрать
огарки электродов.
2.Прибрать вспомогательный инструмент.
3.Убедиться в отсутствии очагов возгорания.
4.Обо всех замеченных неисправностях сообщить мастеру производственного обучения.
Приложение №3
Технологическая карта для обучающихся
«Выполнение сборки и сварки простых конструкций»
Односторонние стыковые швы без скоса кромок выполняют покрытыми электродами диаметром, равным толщине свариваемых листов, если она не превышает 4 мм.
Подготовка материалов.
1.Выбираем заготовки для сварки простых листовых конструкций, размером 3,0 х 100,0 х 250,0 мм. без разделки кромок.
2.Проволочной щеткой зачищаем кромки пластин от ржавчины и окалины до металлического блеска, сметаем опилки и пыль волосяной щеткой и ветошью.
3.Определяем диаметр электрода и силу сварочного тока по таблице. Вначале определяют диаметр электрода, в зависимости от которого назначают силу сварочного тока. Диаметр электрода выбирают в зависимости от толщины свариваемых элементов, типа сварного соединения. (см. табл. «Режимы ручной дуговой сварки стыковых соединений без скоса кромок»).
Выбор диаметра электрод (dэл)-зависит от толщины свариваемого металла и положения шва в пространстве
|
Толщина металла(δ,мм) |
0,5-1,5 |
1,5-3 |
3-5 |
6-8 |
9-12 |
13-20 |
|
Диаметр электрода (dэл,мм) |
1,5-2 |
2-3 |
3-4 |
4-5 |
4-6 |
5-6 |
Величина сварочного тока выбирается по опытной (эмпирической) формуле
|
Iсв=К *dэл
|
Где, К- коэффициент, зависящий от диаметра электрода и вида покрытия.
|
dэл, мм |
1-2 |
3-4 |
5-6 |
|
К, А/мм |
25-30 |
30-45 |
45-60 |
4.Устанавливаем выбранное значение сварочного тока.
5.Закрепляем электрод в зажиме электрододержателя.
Сборка пластин простых сварочных конструкций.
При сварке пластин встык без подготовки кромок односторонним швом основная трудность заключается в получении провара металла на всю толщину листа. Хороший провар во многом зависит от качества сборки, величины зазора, правильности постановки прихваток, а также соответствия диаметра электрода и силы сварочного тока.
1.Возьмем подготовленные пластины и разместим их на ровной поверхности рабочего стола.
2.Собираем подготовленные под сварку пластины с определенным зазором, (в нашем случае зазор будет 1 мм). Величина зазора зависит от толщины металла и обычно составляет 1-2 мм. Наличие зазора необходимо для провара корня шва.

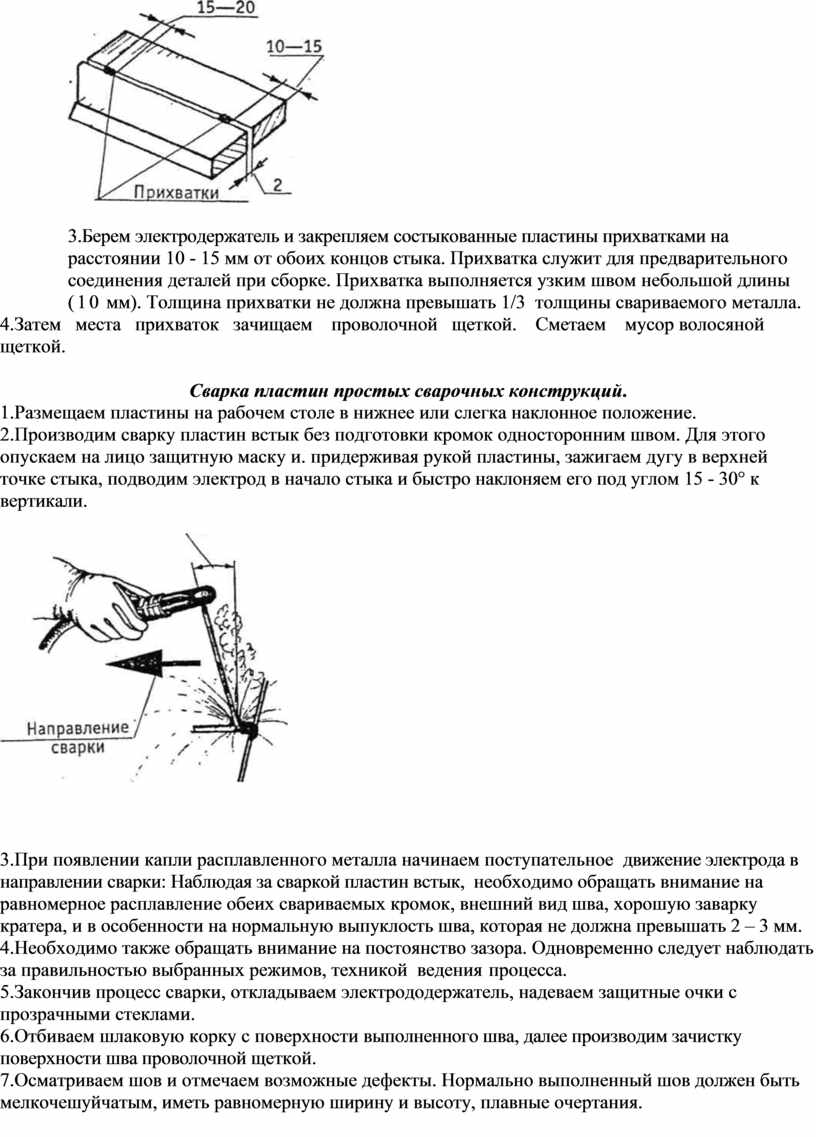
3.Берем электродержатель и закрепляем состыкованные пластины прихватками на расстоянии 10 - 15 мм от обоих концов стыка. Прихватка служит для предварительного соединения деталей при сборке. Прихватка выполняется узким швом небольшой длины (10 мм). Толщина прихватки не должна превышать 1/3 толщины свариваемого металла.
4.Затем места прихваток зачищаем проволочной щеткой. Сметаем мусор волосяной щеткой.
Сварка пластин простых сварочных конструкций.
1.Размещаем пластины на рабочем столе в нижнее или слегка наклонное положение.
2.Производим сварку пластин встык без подготовки кромок односторонним швом. Для этого опускаем на лицо защитную маску и. придерживая рукой пластины, зажигаем дугу в верхней точке стыка, подводим электрод в начало стыка и быстро наклоняем его под углом 15 - 30° к вертикали.

3.При появлении капли расплавленного металла начинаем поступательное движение электрода в направлении сварки: Наблюдая за сваркой пластин встык, необходимо обращать внимание на равномерное расплавление обеих свариваемых кромок, внешний вид шва, хорошую заварку кратера, и в особенности на нормальную выпуклость шва, которая не должна превышать 2 – 3 мм. 4.Необходимо также обращать внимание на постоянство зазора. Одновременно следует наблюдать за правильностью выбранных режимов, техникой ведения процесса.
5.Закончив процесс сварки, откладываем электрододержатель, надеваем защитные очки с прозрачными стеклами.
6.Отбиваем шлаковую корку с поверхности выполненного шва, далее производим зачистку поверхности шва проволочной щеткой.
7.Осматриваем шов и отмечаем возможные дефекты. Нормально выполненный шов должен быть мелкочешуйчатым, иметь равномерную ширину и высоту, плавные очертания.
Приложение № 4
Задание динамическим парам
|
№ |
Ф.И.О. |
Наименование производственных работ |
Самоанализ работы |
Анализ работы напарника |
Оценка |
|
|
1
|
|
Подготовка и сборка пластин S=3 мм, 100,0 х 250,0 под сварку в нижнем положении сварного шва, без зазора, без скоса кромок.
|
|
|
|
|
|
2 |
|
Стыковое соединение пластин S=3 мм, 100,0 х 250,0 в нижнем положении сварного шва, без зазора, без скоса кромок |
|
|
|
|
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.