Поделиться


презентация
На тему свёрла

Перовые сверла

Перовые сверла имеют плоскую режущую часть с двумя режущими кромками, расположенными симметрично относительно оси сверла и образующими угол резания в 45°, 50°, 75°, 90°.
Диаметр сверла измеряется по ширине лопатки. Толщина пера у режущих ребер зависит от диаметра сверла и составляет:
у сверл диаметром 5...10 мм от 1,5 до 2 мм;
диаметром 10...20 мм от 2 до 4 мм;
диаметром свыше 20 мм от 6 до 8 мм.
Режущие ребра при своем пересечении образуют прямую линию, которая называется поперечной кромкой, или перемычкой.
Недостаток перовых сверл заключается в отсутствии автоматического отвода стружки при сверлении, что портит режущие кромки и вынуждает часто вынимать сверло из просверливаемого отверстия. Кроме того, перовые сверла в процессе работы теряют направление и уменьшаются в размерах диаметра при переточке
Спиральные сверла
Спиральные сверла имеют самое широкое применение. Спиральное сверло (рис. 3) представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов. Наклон канавок к оси сверла составляет 10...45°
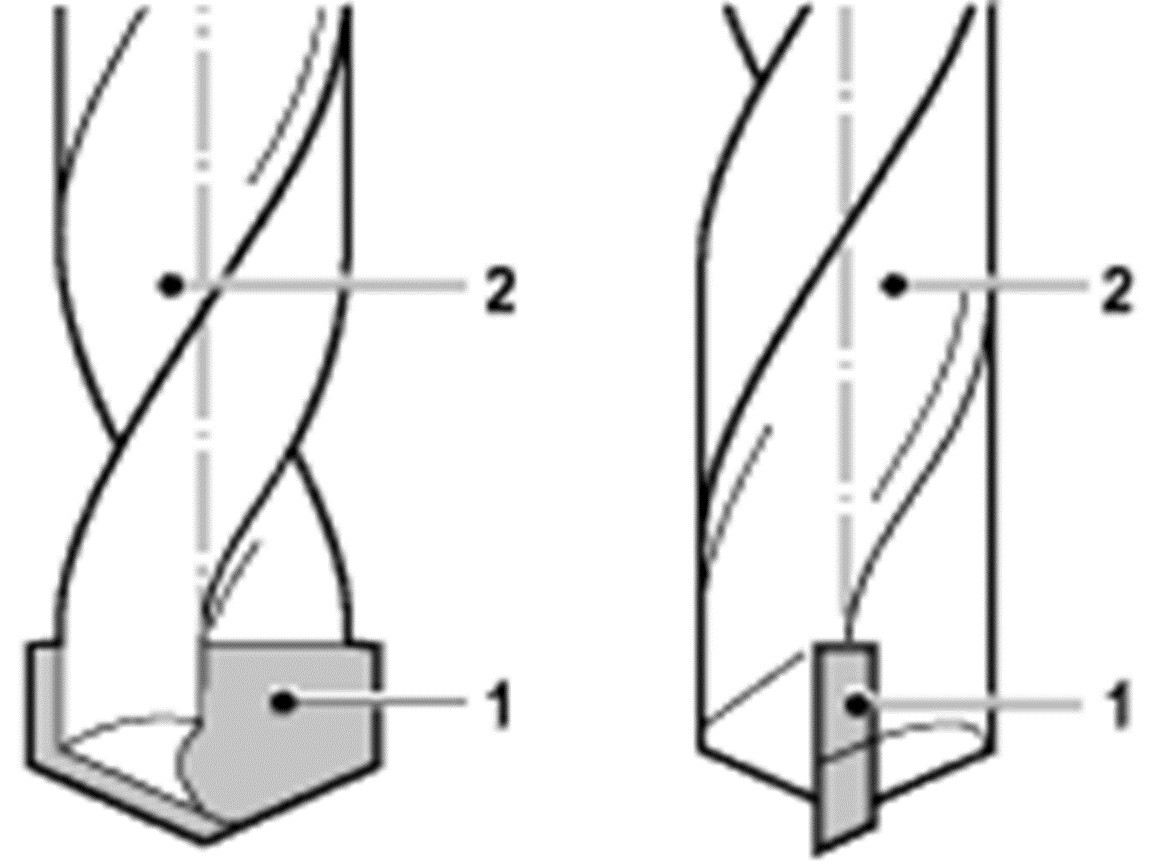
Рабочий конец сверла имеет конусообразную форму. На образующих этого конуса лежат две, симметрично расположенные относительно оси сверла режущие кромки.
Хвостовик предназначается для закрепления сверла.
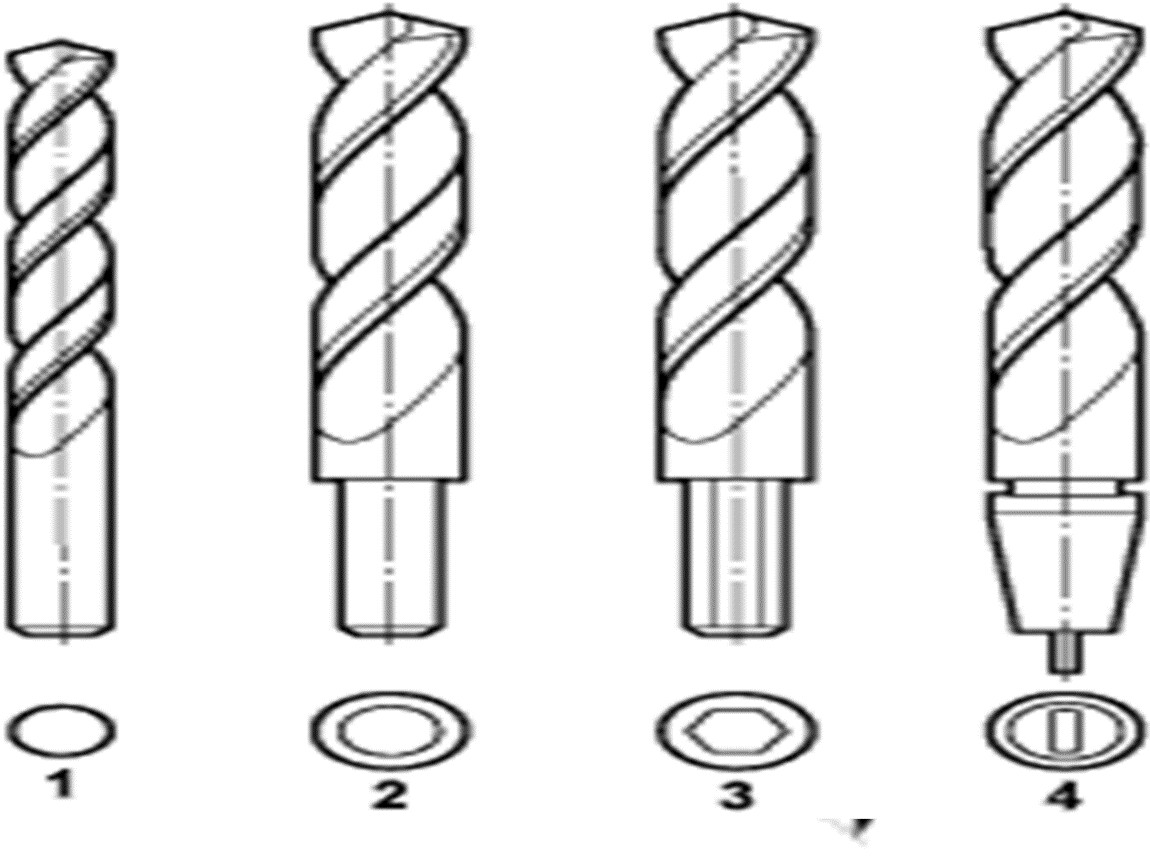
Спиральные сверла изготовляют с цилиндрическим, коническим шестигранным... хвостовиками Сверла с цилиндрическим хвостовиком изготовляют диаметром до 12 мм, с коническим – от 6 до 60 мм.
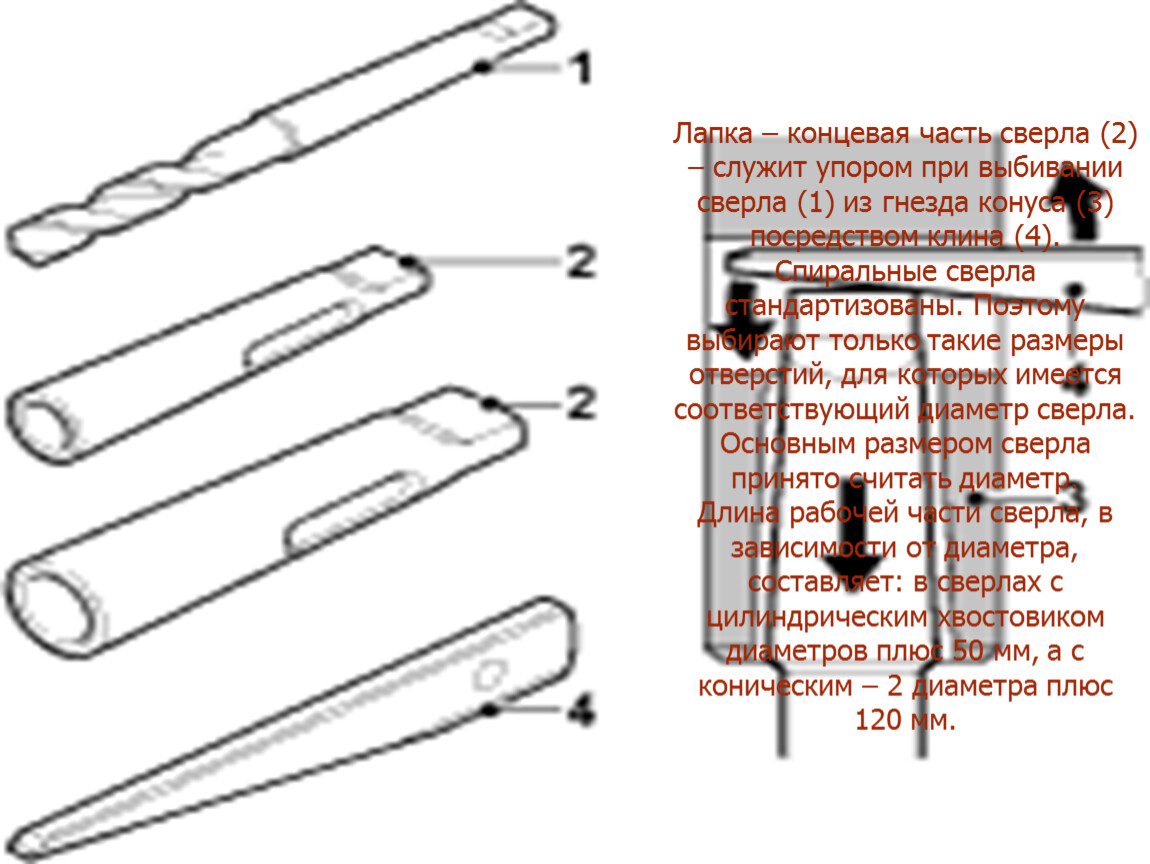
Лапка – концевая часть сверла (2) – служит упором при выбивании сверла (1) из гнезда конуса (3) посредством клина (4).
Спиральные сверла стандартизованы. Поэтому выбирают только такие размеры отверстий, для которых имеется соответствующий диаметр сверла. Основным размером сверла принято считать диаметр.
Длина рабочей части сверла, в зависимости от диаметра, составляет: в сверлах с цилиндрическим хвостовиком диаметров плюс 50 мм, а с коническим – 2 диаметра плюс 120 мм.

Кольцевые сверла
Кольцевое сверло представляет собой полый цилиндр с режущей кромкой на торце. В результате сверления получают кольцевую канавку
Твердосплавные сверла
Режущая часть любого из вышеперечисленных типов сверел может оснащаться твердосплавными пластинами (рис. 7). Такие сверла не составляют отдельную группу по конструкции и характеру выполняемой работы.
Выбор диаметра сверла
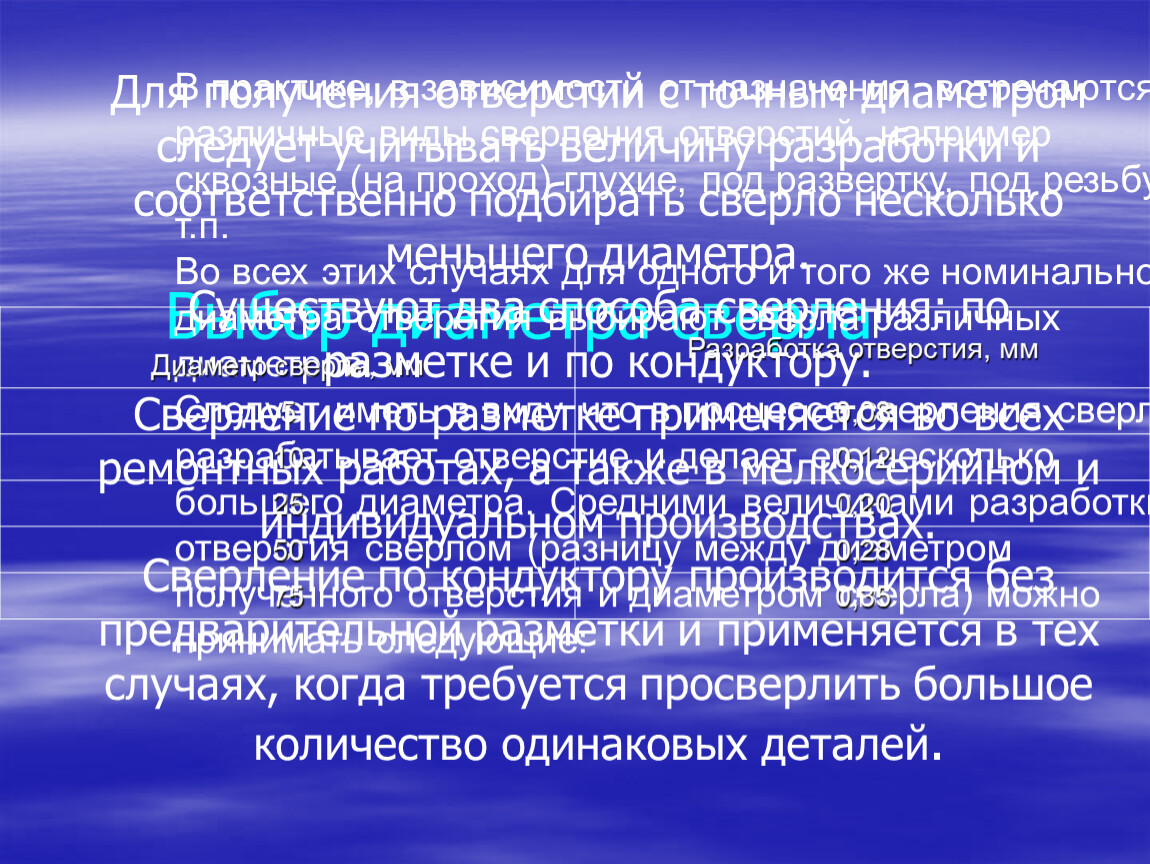
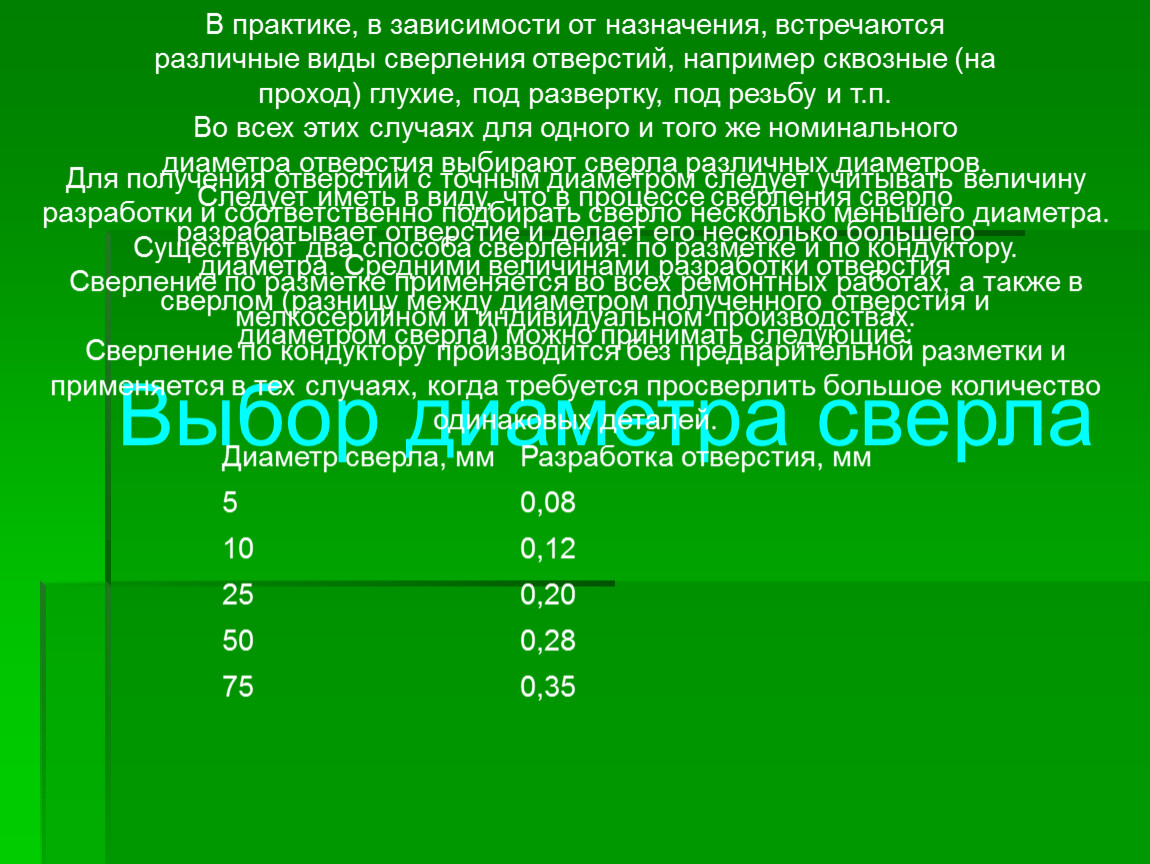
В практике, в зависимости от назначения, встречаются различные виды сверления отверстий, например сквозные (на проход) глухие, под развертку, под резьбу и т.п.
Во всех этих случаях для одного и того же номинального диаметра отверстия выбирают сверла различных диаметров.
Следует иметь в виду, что в процессе сверления сверло разрабатывает отверстие и делает его несколько большего диаметра. Средними величинами разработки отверстия сверлом (разницу между диаметром полученного отверстия и диаметром сверла) можно принимать следующие:
| Разработка отверстия, мм |
5 | 0,08 |
10 | 0,12 |
25 | 0,20 |
50 | 0,28 |
75 | 0,35 |
Для получения отверстий с точным диаметром следует учитывать величину разработки и соответственно подбирать сверло несколько меньшего диаметра.
Существуют два способа сверления: по разметке и по кондуктору.
Сверление по разметке применяется во всех ремонтных работах, а также в мелкосерийном и индивидуальном производствах.
Сверление по кондуктору производится без предварительной разметки и применяется в тех случаях, когда требуется просверлить большое количество одинаковых деталей.
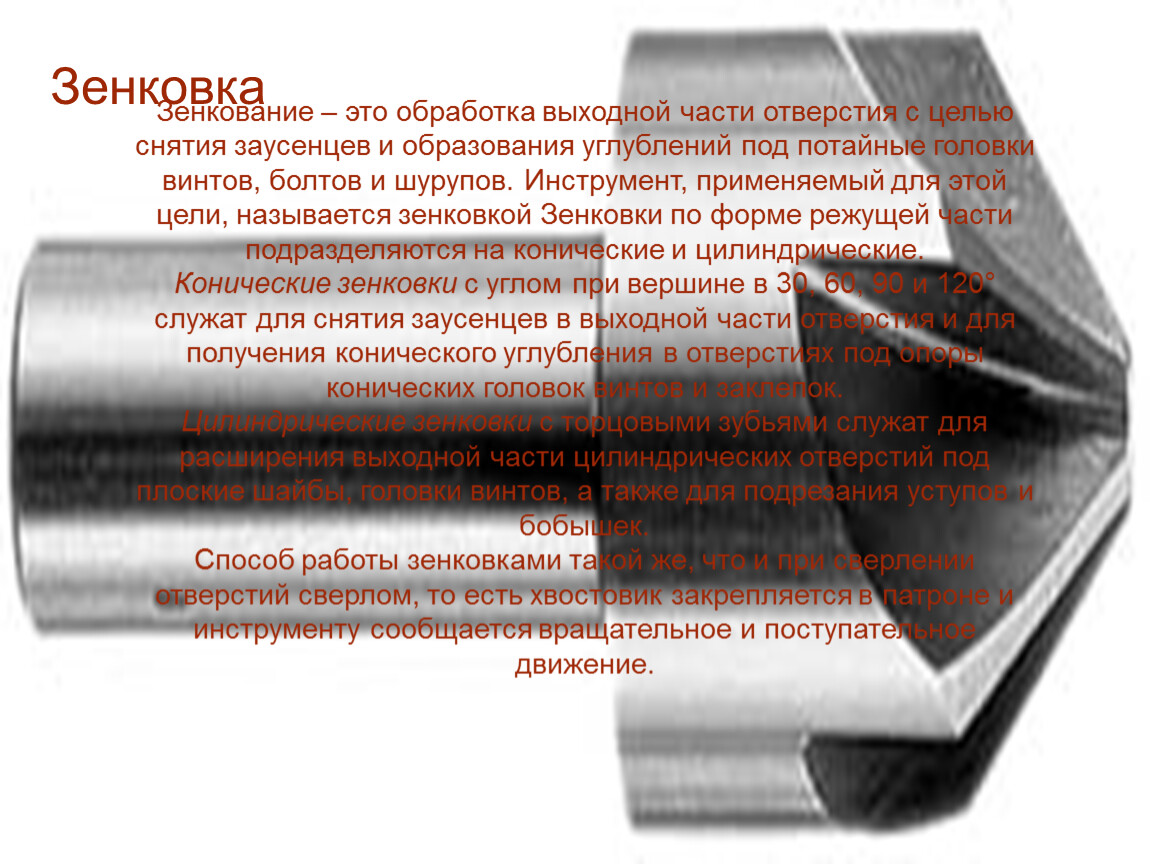
Зенкование
Зенковка
Зенкование – это обработка выходной части отверстия с целью снятия заусенцев и образования углублений под потайные головки винтов, болтов и шурупов. Инструмент, применяемый для этой цели, называется зенковкой Зенковки по форме режущей части подразделяются на конические и цилиндрические.
Конические зенковки с углом при вершине в 30, 60, 90 и 120° служат для снятия заусенцев в выходной части отверстия и для получения конического углубления в отверстиях под опоры конических головок винтов и заклепок.
Цилиндрические зенковки с торцовыми зубьями служат для расширения выходной части цилиндрических отверстий под плоские шайбы, головки винтов, а также для подрезания уступов и бобышек.
Способ работы зенковками такой же, что и при сверлении отверстий сверлом, то есть хвостовик закрепляется в патроне и инструменту сообщается вращательное и поступательное движение.

Причина поломки сверла
Практикой установлены следующие основные причины поломки сверл:
1) встречая на своем пути раковину, сверло сильно отклоняется в сторону и ломается;
2) если нижняя часть отверстия в изделии ограничена не горизонтальной, а наклонной плоскостью, сверло выходит из изделия неравномерно, застревает в отверстии и ломается;
3) при сверлении глубоких отверстий, когда глубина сверления больше режущей части сверла, канавки, погружаясь в изделия, закупориваются стружкой, при этом сверло сильно нагревается, притупляется и ломается;
4) во время выхода сверла из изделия, то есть в конце сверления, если подача не уменьшилась, а осталась прежней, сверло часто ломается;
5) поломка также происходит при работе тупым сверлом.
Выбор диаметра сверла
В практике, в зависимости от назначения, встречаются различные виды сверления отверстий, например сквозные (на проход) глухие, под развертку, под резьбу и т.п.
Во всех этих случаях для одного и того же номинального диаметра отверстия выбирают сверла различных диаметров.
Следует иметь в виду, что в процессе сверления сверло разрабатывает отверстие и делает его несколько большего диаметра. Средними величинами разработки отверстия сверлом (разницу между диаметром полученного отверстия и диаметром сверла) можно принимать следующие:
Диаметр сверла, мм | Разработка отверстия, мм |
5 | 0,08 |
10 | 0,12 |
25 | 0,20 |
50 | 0,28 |
75 | 0,35 |
Для получения отверстий с точным диаметром следует учитывать величину разработки и соответственно подбирать сверло несколько меньшего диаметра.
Существуют два способа сверления: по разметке и по кондуктору.
Сверление по разметке применяется во всех ремонтных работах, а также в мелкосерийном и индивидуальном производствах.
Сверление по кондуктору производится без предварительной разметки и применяется в тех случаях, когда требуется просверлить большое количество одинаковых деталей.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.