Поделиться

ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ
«ПЕРВОМАЙСКИЙ КОЛЛЕДЖ»
РАБОЧАЯ ПРОГРАММА ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
ПМ.01: Подготовительно-сварочные работы контроль качества сварных швов после сварки
ПМ.02: Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом
ПМ.03: Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе
ПМ.04: Частично механизированная сварка (наплавка) плавлением
ПМ.05: Газовая сварка (наплавка)
профессионального цикла
основной профессиональной образовательной программы
по профессии: 15.01.05 Сварщик (ручной и частично механизированной сварки
(наплавки))
Уровень подготовки - базовый
2018г.
Содержание:
Паспорт программы производственной практики стр.
4
Результаты освоения программы производственной
практики стр. 4
Содержание производственной практики
стр. 8
Условия реализации программы производственной практики стр. 14
Контроль и оценка результатов освоения производственной
практики
стр.
15
1. ПАСПОРТ
РАБОЧЕЙ ПРОГРАММЫ
ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
1.1. Область применения программы:
Рабочая программа производственной практики является частью основной профессиональной образовательной программы в соответствии с ГОС СПО ЛНР по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)) в части освоения квалификаций:
· Сварщик ручной дуговой сварки плавящимся покрытым электродом
· Сварщик частично механизированной сварки плавлением
· Сварщик ручной дуговой сварки неплавящимся электродом в защитном газе
· Газосварщик
и основных видов профессиональной деятельности (ВПД):
· Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки;
· Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом;
· Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе;
· Частично механизированная сварка (наплавка) плавлением;
· Газовая сварка (наплавка);
Рабочая программа производственной практики может быть использована при профессиональной подготовке рабочих по профессии сварщик, газосварщик, повышение квалификации по профессии сварщик.
1.2. Цели и задачи производственной практики:
закрепление и совершенствование приобретенных в процессе обучения профессиональных умений обучающихся по изучаемой профессии, развитие общих и профессиональных компетенций, освоение современных производственных процессов, адаптация обучающихся к конкретным условиям деятельности организаций различных организационно-правовых форм.
Требования к результатам освоения учебной практики.
В результате прохождения производственной практики в рамках профессионального модуля обучающихся должен приобрести практический опыт работы:
|
ВПД |
Требования к умениям |
|
Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки |
· Читать чертежи средней сложности и сложных сварных металлоконструкций. · Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке. · Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки. · Подготавливать и проверять сварочные материалы для различных способов сварки. · Выполнять сборку и подготовку элементов конструкции под сварку. · Проводить контроль подготовки и сборки элементов конструкции под сварку. · Выполнять предварительный, сопутствующий (межслойный) подогрева металла. · Зачищать и удалять поверхностные дефекты сварных швов после сварки. · Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке. |
|
Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом |
· Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. · Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. · Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. · Выполнять дуговую резку различных деталей |
|
Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе |
· Выполнять ручную дуговую сварка (наплавку) неплавящимся электродом в защитном газе различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. · Выполнять ручную дуговую сварка (наплавку) неплавящимся электродом в защитном газе различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. · Выполнять ручную дуговую наплавку неплавящимся электродом в защитном газе различных деталей. |
|
Частично механизированная сварка (наплавка) плавлением различных деталей |
· Выполнять частично механизированную сварку плавлением различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. · Выполнять частично механизированную сварку плавлением различных деталей и конструкций из цветных металлов и сплавов во всех пространственных положениях сварного шва. · Выполнять частично механизированную наплавку различных деталей. |
|
Газовая сварка (наплавка). |
· Выполнять газовую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. · Выполнять газовую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. · Выполнять газовую наплавку. |
1.3. Количество часов на освоение рабочей программы производственной
практики:
всего 492 часов, в том числе:
- в рамках освоения ПМ.01 Подготовительно-сварочные работы и контроль качества
сварных швов после сварки – 72 часов
- в рамках освоения ПМ 02. Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом – 60 часов;
- в рамках освоения ПМ. 03 Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе – 60 часа;
- в рамках освоения ПМ.04 Частично механизированная сварка (наплавка) плавлением различных деталей – 60 часов
- в рамках освоения ПМ.05 Газовая сварка (наплавка) – 240 часов.
2. РЕЗУЛЬТАТЫ ОСВОЕНИЯ РАБОЧЕЙ ПРОГРАММЫ УЧЕБНОЙ ПРАКТИКИ
Результатом освоения программы производственной практики является освоение обучающимися профессиональных и общих компетенций в рамках модулей ОПОП CПО по основным видам профессиональной деятельности (ВПД) и общих (ОК) компетенций по избранной профессии:
|
Код |
Наименование результата освоения практики |
||
|
|
Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки |
||
|
ПК 1.1 |
Читать чертежи средней сложности и сложных сварных металлоконструкций |
||
|
ПК 1.2 |
Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке |
||
|
ПК 1.3 |
Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки |
||
|
ПК 1.4 |
Подготавливать и проверять сварочные материалы для различных способов сварки |
||
|
ПК 1.5 |
Выполнять сборку и подготовку элементов конструкции под сварку |
||
|
ПК 1.6 |
Проводить контроль подготовки и сборки элементов конструкции под сварку |
||
|
ПК 1.7 |
Выполнять предварительный, сопутствующий (межслойный) подогрева металла |
||
|
ПК 1.8 |
Зачищать и удалять поверхностные дефекты сварных швов после сварки |
||
|
ПК 1.9 |
Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке. |
||
|
|
Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом |
||
|
ПК 2.1 |
Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. |
||
|
ПК 2.2 |
Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. |
||
|
ПК 2.3 |
Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. |
||
|
ПК 2.4 |
Выполнять дуговую резку различных деталей. |
||
|
|
Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе |
||
|
ПК 3.1 |
Выполнять ручную дуговую сварка (наплавку) неплавящимся электродом в защитном газе различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. |
||
|
ПК 3.2 |
Выполнять ручную дуговую сварка (наплавку) неплавящимся электродом в защитном газе различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. |
||
|
ПК 3.3 |
Выполнять ручную дуговую наплавку неплавящимся электродом в защитном газе различных деталей. |
||
|
|
Частично механизированная сварка (наплавка) плавлением |
||
|
ПК 4.1 |
Выполнять частично механизированную сварку плавлением различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. |
||
|
ПК 4.2 |
Выполнять частично механизированную сварку плавлением различных деталей и конструкций из цветных металлов и сплавов во всех пространственных положениях сварного шва. |
||
|
ПК 4.3 |
Выполнять частично механизированную наплавку различных деталей. |
||
|
|
Газовая сварка (наплавка) |
||
|
ПК 5.1 |
Выполнять газовую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. |
||
|
ПК 5.2 |
Выполнять газовую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. |
||
|
ПК 5.3 |
Выполнять газовую наплавку. |
||
|
ОК 1. |
Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. |
|
|
ОК 2. |
Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем. |
|
|
ОК 3. |
Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. |
|
|
|
||
|
ОК 4. |
Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. |
|
|
ОК 5. |
Использоватьинформационно-коммуникационныетехнологиив профессиональной деятельности. |
|
|
ОК 6. |
Работать в команде, эффективно общаться с коллегами, руководством, клиентами. |
|
3. СОДЕРЖАНИЕ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
|
Код професс иональ ных компет енций |
Наименования профессиональных модулей |
Количеств о часов на производственную практик у по ПМ, по соответств ующему МДК |
Виды работ |
|||||
|
1 |
2 |
3 |
6 |
|||||
|
ПМ.01. ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ
|
||||||||
|
ПК.1.1, ПК.1.2, ПК.1.3, ПК.1.4, ПК1.5, ПК.1.6, ПК1.7,П К1.8,ПК .1.9, ОК1-6 |
ПМ.01. Подготовительно- сварочные работы и контроль качества сварных швов после сварки |
72 |
1.Сварка корпуса паровой установки. Инструктаж по ТБ. Сварка корпуса паровой установки из теплоустойчивой стали 35ХМ ГОСТ 4543-71. Проверка качества шва – 6 часов |
|||||
|
2.Сварка стыков труб. Инструктаж по ТБ. Сварка стыков труб диаметром от 23х1,5мм и 32х1,5 мм сталь СТ.2пс ГОСТ 10704-91 для воды. Проверка качества шва – 6 часов |
||||||||
|
3.Сварка труб. Инструктаж по ТБ. Сварка труб диаметром 60,3х3,6мм сталь СТ.2пс ГОСТ 10704-91нижнем поворотном положении шва. Проверка качества шва – 6 часов |
||||||||
|
4.Сварка труб. Инструктаж по ТБ. Сварка труб диаметром 60,3х3,6мм сталь СТ.2пс ГОСТ 10704-91 нижнем и горизонтальном неповоротном положении шва. Проверка качества шва – 6 часов |
||||||||
|
5. Сварка металла. Инструктаж по ТБ. Ремонт транспортера ( косынки на траверсу): резка металла на заготовки и сварка заготовок с трех сторон размером катета 350*4,5мм листовой стали х/к толщиной 4,5мм сталь 08ЮА в различных положениях (емкости для жидкости). Проверка качества шва - 6 часов |
||||||||
|
6. Технология сборки и дуговая сварка простых деталей. Инструктаж по ТБ. Резка арматуры по заданным размерам. Изготовление подставок для цветов из арматуры квадратного сечения 10х10мм высотой 1500мм сталь Ст3пс ГОСТ 2591-88. Проверка качества. ИТК.3 - 6 часов |
||||||||
|
7. Технология сборки и сварки трубных конструкций различного диаметра. Инструктаж по ТБ. Дуговая резка профильных труб по размерам 250мм . Газовая сварка квадратных труб 25х25х1,5мм сталь 2пс ГОСТ 8639 стыковое и тавровое соединение в нижнем положении в один слой и в одном направлении при помощи ацелилено-кислородной сварки. ИТК 11 - 6 часов |
||||||||
|
|
|
|
8-9. Дуговая резка квадратных труб по размерам 250мм. Газовая сварка профильных труб 25х25х1,5 мм сталь 2пс ГОСТ 8639 стыковое и тавровое соединение в нижнем положении в один слой и в одном направлении при помощи ацетилено-кислородной сварки. ИТК11 – 12 часов |
|||||
|
|
|
|
10. Дуговая резка квадратных труб по размерам 250мм. Газовая сварка квадратных труб 25х25х1,5 мм сталь 2пс ГОСТ 8639 стыковое и тавровое соединение в нижнем положении в один слой и в одном направлении при помощи ацелилено-кислородной сварки. ИТК 11- 6 часов |
|||||
|
|
|
|
11. Инструктаж по ТБ. Сварка заготовок 500х375х375х4,5мм из листовой стали х/к сталь 08ЮА в различных положениях (емкость). Проверка качества шва - 6 часов |
|||||
|
|
|
|
12. Дифференцированный зачет - 6 часов |
|||||
|
Всего часов |
72 |
|
||||||
|
ПМ.02 РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА, РЕЗКА) ПЛАВЯЩИМСЯ ПОКРЫТЫМ ЭЛЕКТРОДОМ (РД)
|
||||||||
|
ПК.2.1, ПК.2.2, ПК2.3, ПК2.4, ПК2.5, ОК1-6 |
ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (РД) |
60 |
1.Инструктаж по ТБ на объекте, рабочем месте Ознакомление учащихся с правилами ТБ на предприятии, рабочем месте. Ознакомление учащихся с характером работ на объекте, рабочем месте.. 6 часов |
|
||||
|
2.Сварка арматуры. Сварка решетчатых конструкций из арматуры диаметром от 6 -12мм сталь 35ГС ГОСТ 5781-82. Проверка качества шва..- 6 часов |
|
|||||||
|
3.Сварка арматуры. Изготовление арматурной решетки для опалубки из арматуры сталь 35ГС ГОСТ 5781-82 Ø18мм размер секции 6000х500мм с ячейкой 200х200мм. Проверка качества соединения шва - 6 часов |
|
|||||||
|
4.Сварка труб. Сварка и опрессовка труб диаметром 76,1х3,6мм сталь СТ 2пс ГОСТ 10704- 91теплотрассы под давлением. Проверка качества шва* - 12 часов |
|
|||||||
|
5.Сварка труб. Инструктаж по ТБ. Опрессовка труб диаметром 76,1х3,6мм сталь СТ 2пс ГОСТ 10704-91теплотрассы под давлением. Проверка качества шва* - 12часов |
|
|||||||
|
6.Сварка опор. Инструктаж по ТБ. Сварка опор из стали 15х1,5мм 15ГС ГОСТ 19281-89. Проверка качества шва..- 12 часов |
|
|||||||
|
Дифференцированный зачет - 6 часов |
|
|||||||
|
|
Всего часов |
60 |
|
|
||||
|
ПМ.03: РУЧНАЯ ДУГОВАЯ СВАРКА (НАПЛАВКА) НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНОМ ГАЗЕ
|
|
|||||||
|
ПК.3.1, ПК.3.2, ПК3.3, ПК3.4, ОК1-6 |
ПМ.03: Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе |
60 |
1.Инструктаж по Технике безопасности и пожарной безопасности. Инструктаж при работе с газосварочным оборудование. Выполнение РАД кольцевых швов труб диаметром 25х1,6мм из углеродистой и конструкционной стали в различных положениях сварного шва. - 6 часов |
|
||||
|
2. Сборка деталей из легированной стали с применением приспособлений и на прихватках. Аргонодуговая сварка вольфрамовыми электродами ЭВЛ или ЭВИ ГОСТ 23949-80 диаметром 2мм заготовок из конструкционной стали марки ст 10 ГОСТ 1050-88, толщиной 2мм- 12 часов |
|
|||||||
|
3.Выполнение РАД угловых швов пластин из углеродистой и конструкционной стали в различных положениях сварного шва. -12 часов |
|
|||||||
|
4.Выполнение РАД стыковых и угловых швов пластин толщиной 1,5-10 мм из легированной нержавеющей стали, алюминия и его сплавов в горизонтальном. вертикальном и потолочном положениях. – 12 часов |
|
|||||||
|
5.Проверочная работа: Выполнение РАД кольцевых швов труб диаметром 25 – 250 мм, с толщиной стенок 1,6 – 6 мм из алюминия и его сплавов в наклонном положении под углом 45°. – 12 часов |
|
|||||||
|
|
|
|
Дифференцированный зачет – 6 часов |
|
||||
|
Всего часов |
60 |
|
|
|||||
|
ПМ.04: ЧАСТИЧНО МЕХАНИЗИРОВАННАЯ СВАРКА (НАПЛАВКА) ПЛАВЛЕНИЕМ
|
|
|||||||
|
ПК.4.1, ПК.4.2, ПК.4.3 ОК1-6 |
ПМ.04: Частично механизированная сварка (наплавка) плавлением |
60 |
1. Организация рабочего места и правила безопасности труда при частично механизированной сварке (наплавке) плавлением в защитных газах. Чтение чертежей, схем, маршрутных и технологических карт. Выполнение подготовки деталей из углеродистых и конструкционных сталей под сварку. – 6 часов |
|
||||
|
2. Выполнение сборки деталей из углеродистых и конструкционных сталей под сварку на прихватках и с применением сборочных приспособлений. – 6 часов |
|
|||||||
|
3. Выполнение частично механизированной сварки стыковых швов пластин из углеродистой и конструкционной стали в различных положениях сварного шва. – 6 часов |
|
|||||||
|
4. Выполнение частично механизированной сварки угловых швов пластин из углеродистой и конструкционной стали в различных положениях сварного шва. – 6 часов |
|
|||||||
|
5. Выполнение частично механизированной сварки кольцевых швов труб из углеродистых сталей в различных положениях сварного шва. – 6 часов |
|
|||||||
|
6. Выполнение частично механизированной сварки кольцевых швов труб из конструкционных сталей в различных положениях сварного шва. – 6 часов |
|
|||||||
|
7. Выполнение частично механизированной сварки плавлением проволокой сплошного сечения в среде активных газов и их смесях полностью замкнутой трубной конструкции из низкоуглеродистой стали в соответствии с ISO 10038 с толщиной стенок трубы от 3 до 10 мм, диаметром 25-250 мм и весом не более 35 кг в заваренном состоянии. Испытательное давление не менее 69 бар – 6 часов |
|
|||||||
|
8. Выполнение частично механизированной сварки плавлением порошковой проволокой в среде активных газов и их смесях полностью замкнутой трубной конструкции из низкоуглеродистой стали в соответствии с ISO 10038 с толщиной стенок трубы от 3 до 10 мм, диаметром 25-250 мм и весом не более 35 кг в заваренном состоянии. Испытательное давление не менее 69 бар– 6 часов |
|
|||||||
|
9. Выполнение частично механизированной наплавки валиков на плоскую и цилиндрическую поверхность деталей в различных пространственных положениях сварного шва. |
|
|||||||
|
Дифференцированный зачет – 6 часов |
|
|||||||
|
Всего часов |
60 |
|
|
|||||
|
ПМ.05: ГАЗОВАЯ СВАРКА (НАПЛАВКА)
|
|
|||||||
![]()
![]()
![]()
|
ПК.5.1. ПК.5.2, ПК5.3, ОК1-6 |
ПМ.05: Газовая сварка (наплавка) |
240 |
Тема 1.Инструктаж по технике безопасности, пожарной безопасности на производстве, знакомство с рабочим местом и газосварочным оборудованием. Правилами поведения на территории предприятия.- 6 часов |
|
Тема 2. Наплавка валиков на пластины в различных пространственных положениях.-150 часов |
|||
|
2.1-4 Наплавка швов на валы механизмов. Наплавка швов на валы механизмов сталь 15Х ГОСТ 4543-71. Диаметром 100мм с последующей проточкой и фрейзеровкой. Проверка качества.-24 часа |
|||
|
2.5-8.Наплавка швов на валы механизмов. Наплавка швов на валы механизмов сталь 15Х ГОСТ 4543-71. Диаметром 120мм с последующей проточкой и фрейзеровкой. Проверка качества.-24 часа |
|||
|
2.9-12.Наплавка швов на валы механизмов. Инструктаж по ТБ. Наплавка швов на валы механизмов сталь 15Х ГОСТ 4543-71. диаметром 60мм с последующей проточкой и фрейзеровкой. Проверка качества.-24 часа |
|||
|
2.13-16. Газовая наплавка валов. Наплавка швов на валы механизмов электрических машин сталь 15Х ГОСТ 4543-71. диаметром 170мм с последующей проточкой и фрейзеровкой. Проверка качества.-24 часа |
|||
|
2.17 Газовая наплавка трещин и раковин.Газовая наплавка вала привода механизма передвижения рельсовой грузоподъемной машины Ø110мм сталь 15Х ГОСТ 4543-71. Проверка качества.-18 часов |
|||
|
2.18 Газовая наплавка трещин и раковин. Газовая наплавка трещин и раковин для конструкций из профильного металла швеллера10 П сталь С255 ГОСТ 8240-83 . Проверка качества.-18 часов |
|||
|
2.19 Наплавка трещин и раковин. Инструктаж по ТБ. Наплавка трещин и раковин в ступенчатого полого вала сталь 15Х ГОСТ 4543-71. Проверка качества.- 18 часов |
|||
|
Тема 3.Оборудование и технология газовой наплавки деталей.- 78 часа |
|||
|
3.1 Подготовка газовой аппаратуры к работе. Инструктаж по ТБ и организации рабочего места. Приемы подготовки генератора к работе, установка редуктора, подсоединение шлангов при организации рабочего места для выполнения газовой наплавки.-18 часов |
|||
|
3.2. Газовая наплавка на пластины в нижнем, горизонтальном и вертикальном положениях Электродуговая резка листового металла сталь Ст 08кп ГОСТ 16523-97 на пластины размером 300х125 х3мм . Газовая наплавка валиков слева на право и снизу вверх проволокой Марки Св08Г2С-О ГОСТ 2246. ИТК- 24 часа |
|||
|
3.3 Многослойная газовая наплавка на пластины Электродуговая резка листового металла сталь Ст 08кп ГОСТ 16523-97 на пластины размером 300х125 х3мм . Газовая многослойная наплавка валиков сварочной проволокой марки Св08Г2С-О ГОСТ 2246. ИТК- 18 часов |
|||
|
3.4. Газовая наплавка твердыми сплавами. Инструктаж по ТБ. Электродуговая резка листового металла на пластины 250х250х3 мм. Сталь Ст08кп ГОСТ 16523-97 Выполнение упражнений по наплавке твердыми сплавами Со рмайт № 1 ГОСТ 11545-65 толщина наплавленного слоя 1,5— 2,5мм Проверка качества. ИТК-18 часов |
|||
|
Дифференцированный зачет - 6часов |
|||
|
Всего часов |
240 |
|
|
|
Итого часов |
492 |
|
|
4. УСЛОВИЯ РЕАЛИЗАЦИИ РАБОЧЕЙПРОГРАММЫ ПРОИЗВОДСТВЕННОЙПРАКТИКИ
4.1. Требования к условиям проведения производственной практики.
Рабочая программа производственной практики реализуется через проведение производственной практики на предприятиях/организациях на основе прямых договоров, заключаемых между образовательным учреждением и каждым предприятием/организацией, куда направляются обучающиеся.
Оснащение сварочной мастерской
1.Оборудование:
2. Инструменты и приспособления:
Набор слесарного инструмента:
- молотки – шлакоотделители;
- зубило:
- стальные щетки;
- набор шаблонов для проверки размеров швов;
- стальное клеймо для клеймения швов;
- метр;
- стальные линейки, угольники, чертилки;
- ящик для переноски инструмента,
- струбцины;
- набор иголок для чистки мундштуков;
- керн
4.2. Общие требования к организации образовательного процесса.
Производственная практика проводится концентрированно по окончанию профессионального модуля. Условием допуска обучающихся к производственной практике является освоенная учебная практика.
5. КОНТРОЛЬ И ОЦЕНКА РЕЗУЛЬТАТОВ ОСВОЕНИЯ ПРОГРАММЫ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
Контроль и оценка результатов освоения производственной практики осуществляются мастером в форме дифференцированного зачета.
Результаты освоения общих и профессиональных компетенций по каждому профессиональному модулю зафиксированы в рабочей программе учебной и производственной практики.
|
Результаты (освоенные профессиональные компетенции) |
Основные показатели оценки результата |
Формы и методы контроля и оценки |
|
|||||||||||||||||||||||||||||||||||||||
|
ПК 1.1. Читать чертежи Средней сложности и Сложных сварных металлоконструкций |
Чтение чертежей средней Сложности и сложных сварных металлоконструкций в соответствии с правилами строительных чертежей |
Тестирование |
|
|||||||||||||||||||||||||||||||||||||||
|
ПК 1.2. Использовать конструкторскую, нормативно-техническую и производственно- технологическую документацию по сварке. |
Выполнение подключения рабочего поста для газовой сварки и резки металла согласно ГОСТ 12.3.036-84 «Газопламенная обработка металлов. Требования безопасности» |
Экспертная оценка презентации инструкций по технике безопасности организации рабочего места при выполнении газосварочных работ; по правилам подключения аппаратуры газосварочного поста. |
|
|||||||||||||||||||||||||||||||||||||||
|
|
Соблюдение последовательности обслуживания и эксплуатации аппаратуры для газовой сварки и резки металлов согласно типовой инструкции по охране труда для газосварщиков (газорезчиков) РД 153-34.0-03.2888-00 |
Экспертная оценка презентации рефератов по темам: «Подготовка аппаратуры для газовой сварки и резки металлов», «Обслуживание аппаратуры для газовой сварки и резки металлов», «Эксплуатация баллонов, редукторов, рукавов (шлангов), ацетиленовых генераторов для газовой сварки и резки металлов» |
|
|||||||||||||||||||||||||||||||||||||||
|
ПК 1.3. Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки. |
Обоснование изложения устройства сборочно- сварочных приспособлений. Обоснование выбора видов Разделки кромок при изготовлении сварных металлических конструкций по следующим критериям: по способу сварки; виду конструкции; толщины металла. |
Экспертная оценка Презентации по теме: «Виды сборочно- Сварочных приспособлений» Экспертное наблюдение и оценка практических занятий, выполнения работ в учебной мастерской и на производственной практике. |
|
|||||||||||||||||||||||||||||||||||||||
|
ПК 1.4. |
Подготавливать и |
Соблюдение |
|
|
|
|
|
Экспертное |
заключение |
|
||||||||||||||||||||||||||||||||
|
проверять |
|
сварочные |
последовательности |
|
|
выполнения |
тестовых |
|
||||||||||||||||||||||||||||||||||
|
материалы |
для |
различных |
выполнения |
сборки |
согласно |
заданий |
|
эталону |
|
|||||||||||||||||||||||||||||||||
|
способов сварки. |
|
ГОСТ |
5264-80 |
«Правила |
правильных ответов. |
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
подготовки |
|
кромок |
|
перед |
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
сваркой |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
Соблюдение |
|
|
|
|
|
Экспертное наблюдение и |
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
технологического |
процесса |
оценка выполнения работ |
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
сборки конструкций с учетом |
в учебной мастерской |
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
выполнения |
|
|
элементов |
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
разделки кромок |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||
|
ПК 1.5. Выполнять сборку и |
Контроль |
и |
|
оценка |
качества |
Экспертное наблюдение и |
|
|||||||||||||||||||||||||||||||||||
|
подготовку |
|
элементов |
выполняемых |
|
работ |
при |
оценка выполнения работ |
|
||||||||||||||||||||||||||||||||||
|
конструкции под сварку. |
помощи |
|
|
|
специальных |
в учебной мастерской |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
инструментов и оборудования |
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
ПК 1.6. Проводить контроль |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
подготовки |
и |
сборки |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
элементов |
конструкции под |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
сварку |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||
|
ПК |
1.7. |
Выполнять |
Выполнение |
|
горячей правки |
Экспертное наблюдение и |
|
|||||||||||||||||||||||||||||||||||
|
предварительный, |
|
сложных |
|
|
|
конструкций |
оценка |
инструкции |
в |
|
||||||||||||||||||||||||||||||||
|
сопутствующий |
|
согласно техническим нормам |
форме |
презентации |
по |
|
||||||||||||||||||||||||||||||||||||
|
(межслойный) |
подогрева |
и чертежам проектов |
|
|
технике |
|
безопасности |
|
||||||||||||||||||||||||||||||||||
|
металла |
|
|
|
|
|
|
|
|
|
|
организации |
рабочего |
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
места |
при |
выполнении |
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
горячей |
правки сложных |
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
конструкций. |
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Экспертное наблюдение и |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
оценка выполнения работ |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
в учебной мастерской |
и |
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
на |
производственной |
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
практике. |
|
|
|
||||||||||||||||||||||||||||
|
ПК 1.8. Зачищать и удалять |
Устранение |
различных |
видов |
Экспертное наблюдение и |
|
|||||||||||||||||||||||||||||||||||||
|
поверхностные |
дефекты |
дефектов |
|
|
|
|
согласно |
оценка |
|
практических |
|
|||||||||||||||||||||||||||||||
|
сварных швов после сварки |
техническим |
|
условиям |
и |
занятий, |
выполнения |
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
требованиям |
|
эксплуатации |
работ |
в |
учебной |
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
определенного |
|
|
вида |
мастерской |
и |
на |
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
конструкции |
|
|
|
|
|
производственной |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
практике. |
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Экспертная |
оценка |
|
|||||||||||||||||||||||||||||
|
ПК |
2.1. |
Выполнять |
ручную |
Организация рабочего места. |
|
Контроль |
|
|
||||||||||||||||||||||||||||||||||
|
дуговую |
сварку |
различных |
Соблюдение |
|
|
|
требований |
качества |
|
|
||||||||||||||||||||||||||||||||
|
деталей |
из углеродистых |
и |
безопасности труда при проведении |
сваренных |
|
|
||||||||||||||||||||||||||||||||||||
|
конструкционных |
сталей |
во |
ручной дуговой сварки. |
|
|
|
образцов. |
|
|
|||||||||||||||||||||||||||||||||
|
всех |
|
пространственных |
Подбор инструмента и оборудования. |
Тестирование |
|
|
||||||||||||||||||||||||||||||||||||
|
положениях сварного шва. |
|
Подбор |
сварочных |
материалов |
для |
Экспертное |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
ручной дуговой сварки углеродистых |
наблюдение |
за |
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
и конструкционных сталей. |
|
|
демонстрацией |
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Проверка |
работоспособности |
и |
практических |
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
исправности |
|
|
|
сварочного |
умений |
при |
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
оборудования |
для |
ручной |
дуговой |
газовой сварке на |
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
сварки. |
|
|
|
|
|
|
|
образцах |
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
Выбор |
режимов |
ручной |
дуговой |
Экспертное |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
сварки |
и |
настройка |
сварочного |
наблюдение |
за |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
оборудования |
в |
соответствие |
с |
демонстрацией |
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
конкретной задачей. |
|
|
|
практических |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Выполнение ручной дуговой сварки |
умений |
при |
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
различных деталей из углеродистых |
газовой сварке на |
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
и конструкционных сталей во всех |
образцах |
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
пространственных |
положениях |
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
сварного шва. |
|
|
|
|
|
Экспертная |
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Контроль |
выполнения |
|
процесса |
оценка |
на |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
ручной |
дуговой сварки |
различных |
практических |
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
деталей |
из |
углеродистых |
и |
занятиях |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
конструкционных сталей. |
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Исправление |
|
дефектов |
|
сварных |
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
соединений деталей из углеродистых |
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
и конструкционных сталей. |
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
ПК |
2.2. |
Выполнять |
ручную |
Организация рабочего места. |
|
Экспертное |
|
|
||||||||||||||||||||||||||||||||||
|
дуговую |
сварку |
различных |
Соблюдение |
|
|
|
требований |
наблюдение |
за |
|
||||||||||||||||||||||||||||||||
|
деталей из цветных металлов |
безопасности труда при проведении |
демонстрацией |
|
|||||||||||||||||||||||||||||||||||||||
|
и |
сплавов |
во |
всех |
ручной дуговой сварки. |
|
|
|
практических |
|
|
||||||||||||||||||||||||||||||||
|
пространственных |
|
|
|
Подбор инструмента и оборудования. |
умений |
при |
|
|||||||||||||||||||||||||||||||||||
|
положениях сварного шва. |
|
Подбор |
сварочных |
материалов |
для |
ручной дуговой и |
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
ручной |
дуговой |
сварки |
цветных |
плазменной |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
металлов и сплавов. |
|
|
|
|
сварке |
на |
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
Проверка |
работоспособности |
и |
образцах |
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
исправности |
|
|
|
сварочного |
Тестирование |
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
оборудования |
для |
ручной |
дуговой |
Контроль |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
сварки. |
|
|
|
|
|
|
|
качества |
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
Выбор |
режимов |
ручной |
дуговой |
Сваренных |
|
|
||||||||||||||||||||||||||||||
|
|
|
сварки |
и |
настройка |
сварочного |
образцов. |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
оборудования |
в |
соответствие |
с |
Экспертное |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
конкретной задачей. |
|
|
|
наблюдение |
за |
|
||||||||||||||||||||||||||||||||||
|
|
|
Выполнение |
|
ручной |
|
дуговой |
демонстрацией |
|
||||||||||||||||||||||||||||||||||
|
|
|
сваркиразличных деталей из цветных |
практических |
|
|
|||||||||||||||||||||||||||||||||||||
|
|
|
металлов и сплавов во всех |
умений |
при |
|
|||||||||||||||||||||||||||||||||||||
|
|
|
пространственных |
положениях |
ручной дуговой и |
|
|||||||||||||||||||||||||||||||||||||
|
|
|
сварного шва. |
|
|
|
|
|
плазменной |
|
|
||||||||||||||||||||||||||||||||
|
|
|
Контроль |
выполнения |
процесса |
сварке |
на |
|
|||||||||||||||||||||||||||||||||||
|
|
|
ручной |
дуговой сварки |
различных |
образцах |
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
деталей из цветных металлов и |
Тестирование |
|
|
|||||||||||||||||||||||||||||||||||||
|
|
|
сплавов. |
|
|
|
|
|
|
|
Контроль |
|
|
||||||||||||||||||||||||||||||
|
|
|
Исправление |
|
дефектов |
|
сварных |
качества |
|
|
|||||||||||||||||||||||||||||||||
|
|
|
соединений |
|
деталей из |
цветных |
сваренных |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
металлов и сплавов. |
|
|
|
|
образцов |
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
Экспертное |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
наблюдение |
за |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
демонстрацией |
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
практических |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
умений |
при |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
ручной дуговой и |
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
плазменной |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
сварке |
на |
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
образцах |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
Тестирование |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
Контроль |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
качества |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
сваренных |
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
образцов |
|
|
||||||||||||||||||||||||||||||
|
ПК 2.3. Выполнять ручную |
Организация рабочего места. |
|
|
Тестирование |
|
|
||||||||||||||||||||||||||||||||||||
|
дуговую наплавку покрытыми |
Соблюдение |
|
|
требований |
Экспертное |
|
|
|||||||||||||||||||||||||||||||||||
|
электродами |
различных |
безопасности труда при проведении |
наблюдение |
за |
|
|||||||||||||||||||||||||||||||||||||
|
деталей. |
|
ручной дуговой наплавки. |
|
|
|
демонстрацией |
|
|||||||||||||||||||||||||||||||||||
|
|
|
Подбор инструмента и оборудования. |
практических |
|
|
|||||||||||||||||||||||||||||||||||||
|
|
|
Подбор |
сварочных |
материалов |
для |
умений |
при |
|
||||||||||||||||||||||||||||||||||
|
|
|
наплавки различных деталей. |
|
|
автоматической и |
|
||||||||||||||||||||||||||||||||||||
|
|
|
Проверка |
работоспособности |
и |
механизированно |
|
||||||||||||||||||||||||||||||||||||
|
|
|
исправности |
|
|
|
сварочного |
й |
сварке |
на |
|
||||||||||||||||||||||||||||||||
|
|
|
оборудования |
для |
ручной |
дуговой |
образцах |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
наплавки. |
|
|
|
|
|
|
Контроль |
|
|
|||||||||||||||||||||||||||||||
|
|
|
Выбор |
режимов |
ручной |
дуговой |
качества |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
наплавки и |
|
настройка |
сварочного |
изготовленных |
|
|||||||||||||||||||||||||||||||||||
|
|
|
оборудования |
в |
соответствие |
с |
образцов |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
конкретной задачей. |
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
Выполнение |
|
ручной |
|
дуговой |
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
наплавки различных деталей. |
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
Контроль |
выполнения |
процесса |
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
ручной дуговой наплавки различных |
|
|
|
|
||||||||||||||||||||||||||||||||||||
|
|
|
деталей. |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
Исправление |
|
дефектов |
|
ручной |
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
дуговой |
наплавки |
различных |
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
деталей. |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
ПК 2.4. |
Выполнять дуговую |
Организация рабочего места. |
|
Тестирование |
|
|
||||||||||||||||||||||||||||||||||||
|
резку различных деталей. |
Соблюдение |
|
|
требований |
Экспертное |
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
безопасности труда при проведении |
наблюдение |
за |
|
||||||||||||||||||||||||||||||||||||
|
|
|
|
дуговой резки. |
|
|
|
|
демонстрацией |
|
|||||||||||||||||||||||||||||||||
|
|
|
|
Подбор инструмента и оборудования. |
практических |
|
|
||||||||||||||||||||||||||||||||||||
|
|
|
|
Подбор |
сварочных материалов |
для |
умений |
при |
|
||||||||||||||||||||||||||||||||||
|
|
|
|
дуговой резки различных деталей. |
кислородной, |
|
|
||||||||||||||||||||||||||||||||||||
|
|
|
|
Проверка |
работоспособности |
и |
воздушно- |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
исправности |
оборудования |
для |
плазменной резке |
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
дуговой резки. |
|
|
|
|
металлов |
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
Выбор режимов дуговой резки и |
прямолинейной и |
|
|||||||||||||||||||||||||||||||||||||
|
|
|
|
настройка |
оборудования |
в |
сложной |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
соответствие с конкретной задачей. |
конфигурации |
на |
|
||||||||||||||||||||||||||||||||||||
|
|
|
|
Выполнение |
|
дуговой |
резки |
образцах |
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
различных деталей. |
|
|
|
Контроль |
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
Контроль |
выполнения |
процесса |
качества |
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
дуговой резки различных деталей. |
изготовленных |
|
|||||||||||||||||||||||||||||||||||||
|
|
|
|
Исправление дефектов дуговой резки |
образцов |
|
|
||||||||||||||||||||||||||||||||||||
|
|
|
|
различных деталей. |
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
Дополнительная компетенция: |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||
|
ПК 2.5. |
Выполнять ручную |
Организация рабочего места. * |
|
Тестирование |
|
|
||||||||||||||||||||||||||||||||||||
|
дуговую |
сварку покрытыми |
Соблюдение |
|
|
требований |
|
|
|
||||||||||||||||||||||||||||||||||
|
электродами |
конструкций |
безопасности труда при проведении |
|
|
|
|||||||||||||||||||||||||||||||||||||
|
(оборудования, |
изделий, |
при проведении |
ручной |
дуговой |
|
|
|
|||||||||||||||||||||||||||||||||||
|
узлов, |
трубопроводов, |
сварки. * |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
деталей) |
из |
углеродистых |
Подбор инструмента и оборудования. |
|
|
|
||||||||||||||||||||||||||||||||||||
|
сталей, предназначенных для |
* |
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
работы под давлением, в |
Подбор |
сварочных материалов |
для |
|
|
|
||||||||||||||||||||||||||||||||||||
|
различных пространственных |
ручной дуговой сварки конструкций |
|
|
|
||||||||||||||||||||||||||||||||||||||
|
положениях сварного шва.* |
(оборудования, |
изделий, |
узлов, |
|
|
|
||||||||||||||||||||||||||||||||||||
|
|
|
|
трубопроводов, |
деталей) |
из |
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
углеродистых |
|
|
сталей, |
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
предназначенных |
для |
работы |
под |
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
давлением. * |
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
Проверка |
работоспособности |
и |
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
исправности |
|
|
сварочного |
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
оборудования. * |
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
Выбор |
режимов |
ручной |
дуговой |
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
сварки |
и |
настройка |
сварочного |
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
оборудования в |
соответствие |
с |
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
конкретной задачей. * |
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
Выполнение |
ручной |
|
дуговой |
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
сваркипокрытыми |
|
электродами |
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
конструкций |
|
(оборудования, |
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
изделий, |
узлов, |
трубопроводов, |
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
деталей) из углеродистых сталей, |
|
|
|
||||||||||||||||||||||||||||||||||||
|
|
|
|
предназначенных |
для |
работы |
под |
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
давлением, |
|
в |
различных |
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|
пространственных |
|
положениях |
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
сварного шва. * |
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
Контроль |
выполнения |
процесса |
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
ручной дуговой сварки конструкций |
|
|
|
||||||||||||||||||||||||||||||||||||
|
ПК3.1. Выполнять ручную дуговую сварка (наплавку) неплавящимся электродом в защитном газе различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
|
Организация рабочего места. Соблюдение требований безопасности труда при выполнении РАД. Подбор инструмента и оборудования. Подбор сварочных материалов для РАД углеродистых и конструкционных сталей. Проверка работоспособности и исправности сварочного оборудования для РАД. Выбор ежимов РАД и настройка сварочного оборудования всоответствие с конкретной задачей. Выполнение РАД различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. Контроль выполнения процесса РАДразличных деталей из углеродистых и конструкционных сталей. Исправление дефектов сварных соединений деталей из углеродистых и конструкционных сталей. |
Контроль качества сваренных образцов. Тестирование Экспертное Наблюдение за демонстрацией практических умений при газовой сварке на образца |
||||||||||||||||||||||||||||||||||||||||
|
ПК 3.2. Выполнять ручную дуговую сварка (наплавку) неплавящимся электродом в защитном газе различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. |
Организация рабочего места. Соблюдение требований безопасности труда при выполнении РАД. Подбор инструмента и оборудования. Подбор сварочных материалов для РАД цветных металлов и сплавов. Проверка работоспособности и исправности сварочного оборудования для РАД. Выбор режимов РАД и настройка Сварочного оборудования в соответствие с конкретной задачей. Выполнение РАД различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. Контроль выполнения процесса РАД различных деталей из цветных металлов и сплавов. Исправление дефектов сварных соединений деталей из цветных металлов и сплавов. |
Экспертное наблюдение за демонстрацией практических умений при ручной дуговой и плазменной сварке на образцах Тестирование Контроль качества Сваренных образцов |
||||||||||||||||||||||||||||||||||||||||
|
ПК 3.3. Выполнять ручную дуговую наплавку неплавящимся электродом в защитном газе различных деталей. |
Организация рабочего места. Соблюдение требований безопасности Труда при выполнении ручной дуговой наплавки неплавящимся электродом в защитном газе. Подбор инструмента и оборудования. Подбор сварочных материалов для Ручной дуговой наплавки неплавящимся электродом в защитном газе различных деталей. Проверка работоспособности и исправности сварочного оборудования для ручной дуговой Наплавки неплавящимся электродом в защитном газе. Выбор режимов ручной дуговой наплавки неплавящимся электродом В защитном газе и настройка сварочного оборудования в Соответствие с конкретной задачей. Выполнение ручной дуговой наплавки неплавящимся электродом в защитном газе различных деталей. Контроль выполнения процесса ручной дуговой наплавки неплавящимся электродом в защитном газе различных деталей. Исправление дефектов ручной дуговой наплавки неплавящимся Электродом в защитном газе различных деталей. |
Тестирование Экспертное наблюдение за демонстрацией практических умений при автоматической и механизированной сварке на образцах Контроль качества изготовленных образцов |
||||||||||||||||||||||||||||||||||||||||
|
ПК 3.4. Выполнять РАД Конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из углеродистых сталей, сталей, и их положениях сварного шва. |
Организация рабочего места. Соблюдение требований безопасности труда при проведении при проведении ручной дуговой сварки. Подбор инструмента и оборудования. Подбор сварочных материалов для РАД конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из углеродистых, легированных сталей, цветных металлов и их сплавов, предназначенных для работы под давлением. Проверка работоспособности и исправности сварочного оборудования. Выбор режимов РАД и настройка сварочного оборудования в соответствие с конкретной задачей. Выполнение РАД конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из углеродистых, легированных сталей, цветных металлов и их сплавов, предназначенных для работы под давлением, в различных пространственных положениях сварного шва. Контроль выполнения процесса РАД конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из углеродистых, легированных сталей, цветных металлов и их сплавов, предназначенных для работы под давлением. Исправление дефектов сварных Соединений конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из углеродистых, легированных сталей, цветных металлов и их сплавов, предназначенных для работы под давлением |
|
||||||||||||||||||||||||||||||||||||||||
![]()
![]()
|
ПК 4.1. Выполнять частично |
Организация рабочего места. |
|
|
Тестирование |
|
|||||||||||||
|
механизированную сварку |
Соблюдение |
|
|
требований |
Экспертное |
|
||||||||||||
|
плавлением различных |
безопасности труда. |
|
|
|
наблюдение |
за |
||||||||||||
|
деталей из углеродистых и |
Подбор инструмента и оборудования. |
демонстрацией |
||||||||||||||||
|
конструкционных сталей во |
Подбор сварочных материалов. |
|
|
практических |
|
|||||||||||||
|
всех пространственных |
Сварка |
плавлением |
стыковых |
и |
умений |
при |
||||||||||||
|
положениях сварного шва. |
угловых |
|
швов |
|
пластин |
|
из |
автоматической и |
||||||||||
|
|
углеродистых и |
конструкционных |
частично |
|
||||||||||||||
|
|
сталей |
во |
всех |
пространственных |
механизированно |
|||||||||||||
|
|
положениях сварного шва. |
|
|
й |
сварке |
на |
||||||||||||
|
|
Контроль |
качества |
выполнения |
образцах |
|
|||||||||||||
|
|
процесса наплавки. |
|
|
|
Контроль |
|
||||||||||||
|
ПК 4.2. Выполнять частично |
Организация рабочего места. |
|
|
качества |
|
|||||||||||||
|
механизированную сварку |
Соблюдение |
|
|
требований |
изготовленных |
|||||||||||||
|
плавлением различных |
безопасности труда. |
|
|
|
образцов |
|
||||||||||||
|
деталей и конструкций из |
Подбор инструмента и оборудования. |
|
|
|
||||||||||||||
|
цветных металлов и сплавов |
Подбор сварочных материалов. |
|
|
|
|
|
||||||||||||
|
во всех пространственных |
Сварка |
плавлением |
стыковых |
и |
|
|
|
|||||||||||
|
положениях сварного шва. |
угловых швов пластин из цветных |
|
|
|
||||||||||||||
|
|
металлов и сплавов во всех |
|
|
|
||||||||||||||
|
|
пространственных |
|
положениях |
|
|
|
||||||||||||
|
|
сварного шва. |
|
|
|
|
|
|
|
||||||||||
|
|
Контроль |
качества |
выполнения |
|
|
|
||||||||||||
|
|
процесса наплавки. |
|
|
|
|
|
|
|||||||||||
|
ПК 4.3. Выполнять частично |
Организация рабочего места. |
|
|
Тестирование |
|
|||||||||||||
|
механизированную наплавку |
Охрана труда при наплавке. |
|
|
Экспертное |
|
|||||||||||||
|
различных деталей. |
Выбор способа наплавки. |
|
|
наблюдение |
за |
|||||||||||||
|
|
Выбор оборудования, инструмента и |
демонстрацией |
||||||||||||||||
|
|
параметров режима наплавки |
|
|
практических |
|
|||||||||||||
|
|
Выбор наплавочных материалов. |
|
умений |
при |
||||||||||||||
|
|
Подготовка поверхности к наплавке. |
автоматической и |
||||||||||||||||
|
|
Техника выполнения наплавки. |
|
|
частично |
|
|||||||||||||
|
|
Обработка |
поверхности |
после |
механизированно |
||||||||||||||
|
|
наплавки. |
|
|
|
|
|
й |
сварке |
на |
|||||||||
|
|
Контроль |
качества |
выполнения |
образцах |
|
|||||||||||||
|
|
процесса наплавки. |
|
|
|
Контроль |
|
||||||||||||
|
|
|
|
|
|
|
|
|
качества |
|
|||||||||
|
|
|
|
|
|
|
|
|
изготовленных |
||||||||||
|
|
|
|
|
|
|
|
|
образцов |
|
|||||||||
|
ПК.5.1. |
Выполнять |
газовую |
- |
обоснование |
выбора |
режимов |
Визуальное |
|
||||||||||
|
сварку различных деталей из |
газовой сварки; - правильность |
наблюдение |
за |
|||||||||||||||
|
углеродистых |
|
и |
подбора видов сварочного пламени; - |
выполнением |
|
|||||||||||||
|
конструкционных |
сталей во |
четкость |
колебательных |
движений |
техники |
и |
||||||||||||
|
всех |
пространственных |
мундштуком горелки и присадочной |
технологии |
|
||||||||||||||
|
положениях сварного шва. |
проволоки при левом и правом |
газовой сварки. |
|
|||||||||||||||
|
|
|
|
|
способах сварки |
|
|
|
|
||||||||||
|
ПК. 5.2 . Выполнять газовую |
- |
обоснование |
выбора |
режимов |
|
|
||||||||||||
|
сварку различных деталей из |
газовой сварки деталей из цветных |
|
|
|||||||||||||||
|
цветных |
металлов |
и |
сплавов |
металлов и сплавов; - правильность |
|
|
||||||||||||
|
во всех пространственных |
подбора видов сварочного пламени; - |
|
|
|||||||||||||||
|
положениях сварного шва. |
четкость |
колебательных |
движений |
|
|
|||||||||||||
|
|
|
|
|
мундштуком горелки и присадочной |
|
|
||||||||||||
|
|
|
|
|
проволоки при левом и правом |
|
|
||||||||||||
|
|
|
|
|
способах сварки |
|
|
|
|
||||||||||
|
ПК.5.3. |
Выполнять газовую |
- |
обоснованность |
|
выбора |
Проверочные |
|
|||||||||||
|
наплавку |
|
|
наплавочных материалов и режимов |
работы по |
|
|||||||||||||
|
|
|
|
|
наплавки с учетом свойств и |
производственно |
|||||||||||||
|
|
|
|
|
особенностей наплавки |
|
й практике |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
профессионально |
|||||||||
|
|
|
|
|
|
|
|
|
|
г о модуля. |
|
||||||||
Формы и методы контроля и оценки результатов обучения должны позволять проверять у обучающихся не только сформированность профессиональных компетенций, но и развитие общих компетенций и обеспечивающих их умений.
|
Результаты |
|
|
|
|
|
Формы и |
|
||||||||||||||||||
|
|
Основные показатели оценки |
методы |
|
||||||||||||||||||||||
|
(освоенные общие |
|
|
|||||||||||||||||||||||
|
|
|
результата |
|
контроля и |
|
||||||||||||||||||||
|
компетенции) |
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|
оценки |
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
ОК 1. Понимать сущность и |
- |
объяснение значимости |
сварки и |
Экспертное |
|
||||||||||||||||||||
|
социальную |
значимость |
резки для |
качества выпускаемого |
наблюдение |
и |
||||||||||||||||||||
|
своей будущей |
профессии, |
изделия; |
|
|
|
оценка |
на |
||||||||||||||||||
|
проявлять к ней устойчивый |
- |
участие |
в |
работе |
кружка |
практических |
|
||||||||||||||||||
|
интерес. |
|
технического творчества; |
|
занятиях, |
|
||||||||||||||||||||
|
|
|
- наличие положительных отзывов по |
конкурсах и |
во |
|||||||||||||||||||||
|
|
|
итогам производственной практики; |
внеучебной |
|
|||||||||||||||||||||
|
|
|
-. |
участие |
в |
конкурсах |
деятельности. |
|
||||||||||||||||||
|
|
|
профессионального мастерства и т.п. |
|
|
|||||||||||||||||||||
|
ОК |
2. |
Организовывать |
правильная |
|
последовательность |
Экспертное |
|
|
|||||||||||||||||
|
собственную |
деятельность, |
выполнения |
|
действий |
на |
наблюдение |
|
|
|||||||||||||||||
|
исходя из цели и способов ее |
лабораторных и практических работах |
выполнения |
|
|
|||||||||||||||||||||
|
достижения, |
определенных |
и |
|
во |
время |
учебной, |
практических |
|
|||||||||||||||||
|
руководителем. |
|
производственной |
практики |
в |
работ |
|
|
|
|||||||||||||||||
|
|
|
|
|
|
соответствии |
|
с |
инструкциями, |
Экспертное |
|
|
||||||||||||||
|
|
|
|
|
|
технологическими картами и т.д.; |
|
наблюдение |
|
и |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
оценка |
|
|
на |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
практических |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
занятиях, |
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
характеристика |
с |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
производственно |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
й практики |
|
|
||||||||||
|
ОК |
3. |
|
Анализировать |
демонстрация |
последовательности |
Экспертное |
|
|
|||||||||||||||||
|
рабочую |
ситуацию, |
действий |
при принятии правильного |
наблюдение |
|
и |
|||||||||||||||||||
|
осуществлять |
текущий |
и |
решения |
в |
условиях обязательного |
оценка |
|
|
|
||||||||||||||||
|
итоговый контроль, оценку и |
соблюдения норм времени |
|
выполнения |
|
|
||||||||||||||||||||
|
коррекцию |
собственной |
|
|
|
|
|
|
|
|
операционных |
|
||||||||||||||
|
деятельности, |
нести |
|
|
|
|
|
|
|
|
работ |
|
|
|
||||||||||||
|
ответственность |
за |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
результаты своей работы. |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
ОК 4. |
Осуществлять поиск |
- |
оперативность поиска необходимой |
Экспертное |
|
|
|||||||||||||||||||
|
информации, |
необходимой |
информации, |
|
|
обеспечивающей |
наблюдение |
|
|
|||||||||||||||||
|
для |
|
|
эффективного |
наиболее |
|
быстрое, |
полное |
и |
оценка |
|
|
на |
|||||||||||||
|
выполнения |
|
|
эффективное |
|
|
|
выполнение |
практических |
|
||||||||||||||||
|
профессиональных задач. |
|
профессиональных задач; |
|
|
занятиях, |
|
|
|
|||||||||||||||||
|
|
|
|
|
|
- |
владение |
различными |
способами |
характеристика |
с |
|||||||||||||||
|
|
|
|
|
|
поиска информации; |
|
|
|
производственно |
||||||||||||||||
|
|
|
|
|
|
- |
адекватность |
оценки |
полезности |
й практики |
|
|
||||||||||||||
|
|
|
|
|
|
информации; |
|
|
|
|
|
|
|
|
|
|||||||||||
|
ОК |
5 |
|
Использовать |
- отбор и использование необходимой |
Наблюдение |
|
и |
||||||||||||||||||
|
информационно- |
|
информации |
|
для |
эффективного |
экспертная |
|
|
|||||||||||||||||
|
коммуникационные |
|
выполнения профессиональных задач, |
оценка |
|
|
|
|||||||||||||||||||
|
технологии |
|
в |
профессионального |
и |
личностного |
эффективности |
и |
||||||||||||||||||
|
профессиональной |
|
развития |
|
|
|
|
|
|
правильности |
|
|||||||||||||||
|
деятельности |
|
|
|
|
|
|
|
|
|
|
выбора |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
информации |
для |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
выполнения |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
профессиональны |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
х задач в области |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сварки и |
резки |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
деталей |
|
|
из |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
различных |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сталей, |
цветных |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
металлов |
и |
их |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сплавов, |
чугунов |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
во |
|
всех |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пространственны |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
х положениях |
|
|||||||||||
|
ОК 6 Работать в команде, |
- |
взаимодействие |
с участниками |
Наблюдение |
и |
||||||||||||||||||||
|
эффективно |
общатьсяс |
производственного |
процесса: |
экспертная |
|
||||||||||||||||||||
|
коллегами, |
руководством, |
обучающимися, преподавателями и |
оценка |
|
|||||||||||||||||||||
|
клиентами. |
|
мастерами |
производственного |
коммуникабельно |
|||||||||||||||||||||
|
|
|
обучения, рабочими и руководством |
сти. |
|
|||||||||||||||||||||
|
|
|
при |
прохождении |
производственной |
|
|
|||||||||||||||||||
|
|
|
практики. |
|
|
|
||||||||||||||||||||
Скачано с www.znanio.ru


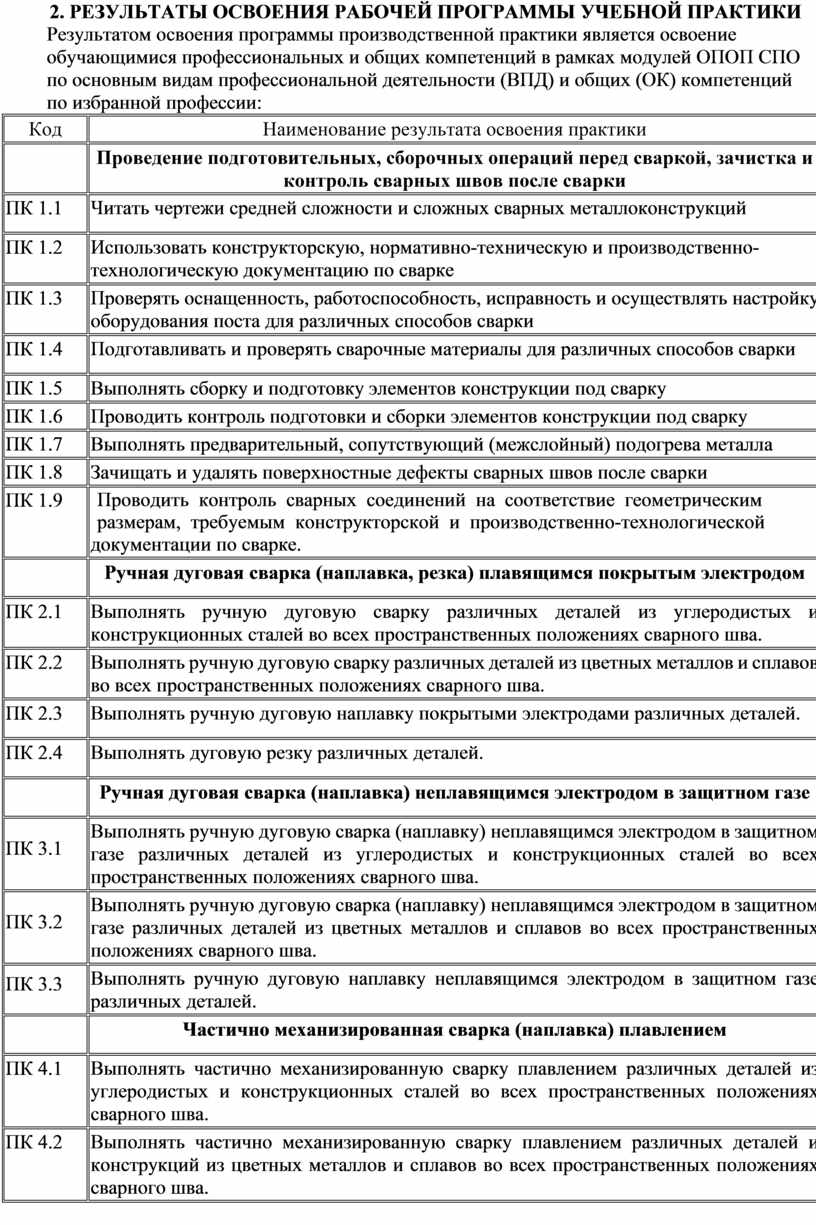
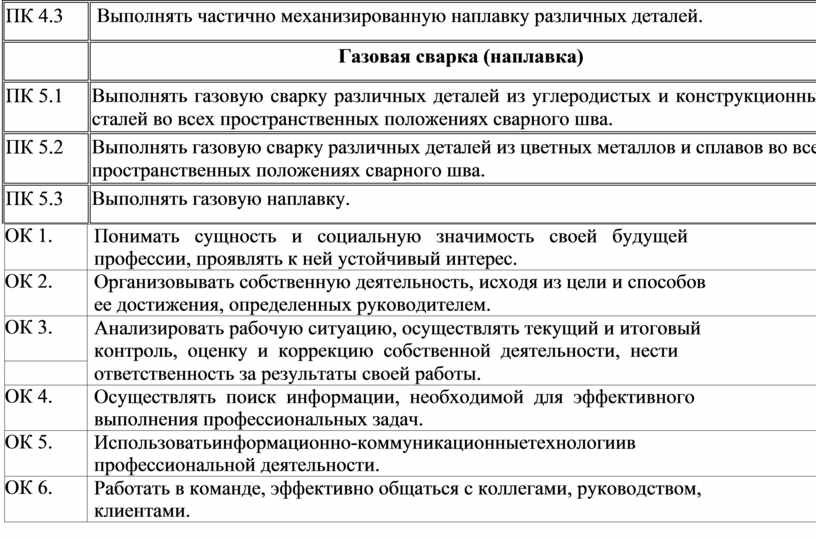
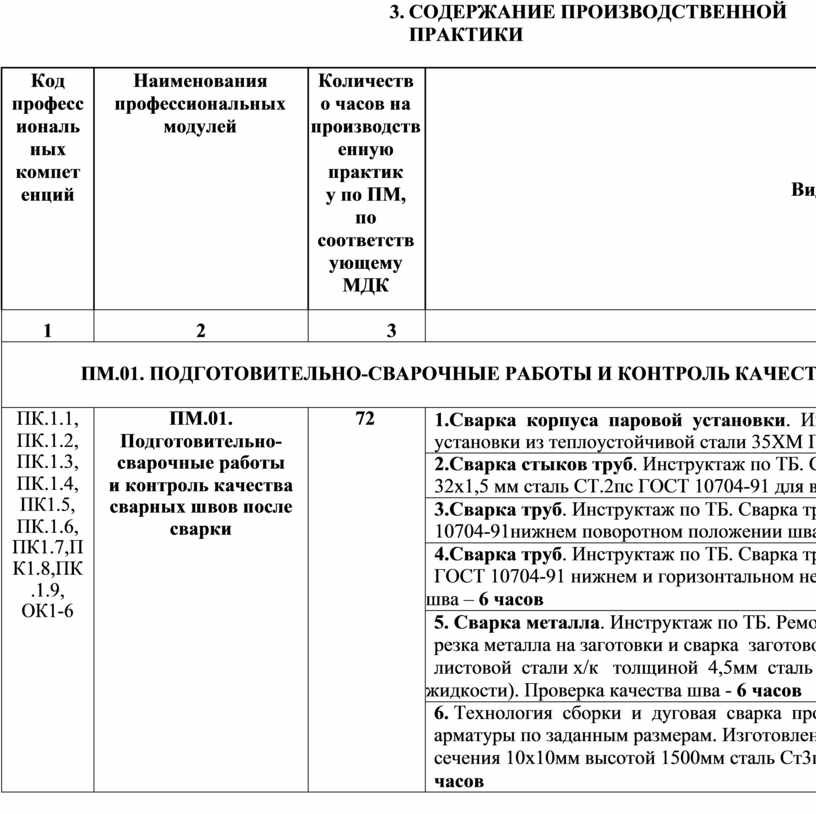



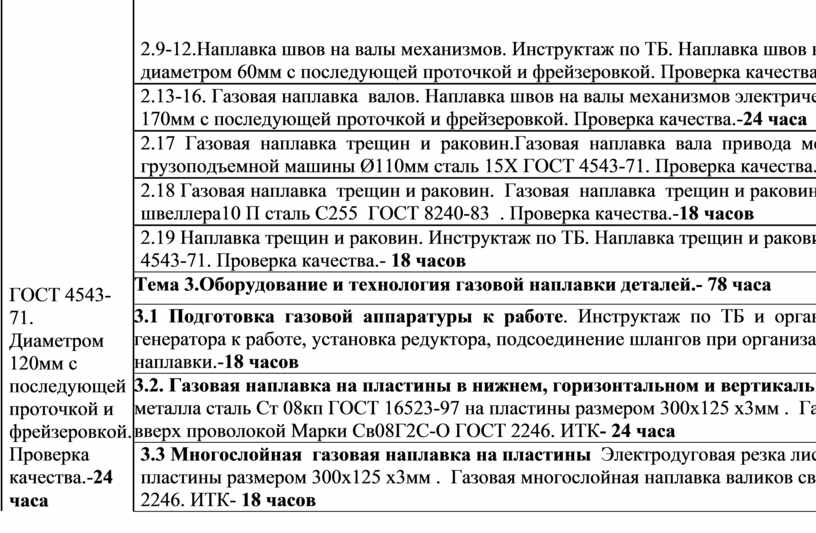




Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
