Поделиться

MINISTRY OF HIGHER AND SECONDARY SPECIAL
EDUCATION OF THE REPUBLIC OF UZBEKISTAN
Bukhara engineering technical institute
SH.KH.SAMIEVA , K.I. MUSTAFOEV
INNOVATION TECHNOLOGIES IN THE SEWING
INDUSTRY

2020
MINISTRY OF HIGHER AND SECONDARY SPECIAL EDUCATION OF THE REPUBLIC OF UZBEKISTAN
Bukhara engineering technical institute
SH.KH.SAMIEVA, K.I. MUSTAFOEV
THE SEWING INDUSTRY
for students studying in the direction
5321600 - “Technology and equipment for light industry”
2020
Samieva, Sh.Kh. , Mustafoev, K.I.
Innovation technologies in the clothing industry. Textbook for students of the direction 5321600 "Technologies and equipment of light industry" / Sh.Kh. Samieva, K.I. Mustafoev
Ministry of Higher and Secondary Special Education of the Republic of
Uzbekistan. Bukhara engineering technical institute
Reviewers:
Kh.K. Rakhmonov- Bukhara Engineering and Technology Institute
Doctor of Technical Sciences , Professor of the Department
"Machinery and equipment for light industry"
N. Nurova - Director of Bukhara Oceanlyuks LLC
The textbook “Innovation technologies in the clothing industry” includes a description of a list of topics that characterize current contemporary areas of innovation in the clothing industry. The content of each topic reveals the basic concepts, definitions, keywords and semantic points. The structure and content of the chapters comply with the requirements of the State educational standard and the basic competencies of bachelors in the direction 5321600 "Technologies and equipment of light industry". The chapters reflect the relevance of these areas to improve the efficiency of production processes, as well as formulate the tasks of increasing the level of training of specialists taking into account the requirements of employers and the needs of modern production of the country, the latest achievements in science and practice of light industry.
The processes of training qualified personnel in the field of higher education
are developed on the basis of modern pedagogical
technologies, innovation educational projects and a radical improvement in the quality of training of competitive specialists based on the adaptation of national qualification requirements of countries to international standards. The experience of foreign prestigious educational institutions such as the University of the West of England (England), Curtin University (Australia), Emily Carr University of Art and Design (Canada), Art Center Colleje of Design (USA ) can serve as examples of the formation of professional competencies. ) engaged in priority pedagogical research aimed at developing a creative, aesthetic worldview of students by creating design and applied works of art based on the modernization of the content of professional education.
The training of highly qualified specialists in accordance with international standards is largely associated with the sustainable development of higher education and the systematic training of national personnel. This, in turn, requires constant improvement of the content of the educational process, its implementation through the creation and implementation of advanced pedagogical and teaching technologies based on the achievements of information and communication technologies, analytical studies of the requirements of a market economy and the consideration of national cultural and historical traditions. Such a task is relevant for the development of an innovation worldview, which is an important part of educating a harmoniously developed personality in the process of preparing future specialists, studying its pedagogical aspects and bringing education to a new qualitative level.
In our country, to implement this direction, much attention is paid in all areas: science, art, literature and education . The Development Strategy of the Republic of Uzbekistan in 2017-2021 provides for the priority task formulated in the Decree of the President of the Republic of Uzbekistan . It consists of “continuing the policy of improving the continuing education system, improving the quality of educational services and continuing to train highly qualified personnel in accordance with modern requirements of the labor market ”[1] [] . This will allow our country to successfully develop in the future and become a roadmap for reform over the next five years. Improving the innovation worldview is an important problem for the implementation of tasks in the study of special subjects in the direction of “Technology and equipment of light industry” in higher education institutions.
This textbook , to a certain extent , contribute to the implementation of the tasks set out in the Decree ah President of the Republic of Uzbekistan : number UP-4947ot February 7, 2017 "On the strategy of further development of the Republic of Uzbekistan», № P P - 2909 "On measures for further development of the higher education system ”Dated April 20, 2017, No. PP-3160“ On increasing the effectiveness of spiritual and educational work and increasing the development of the industry to a new level ”dated July 28, 2017, No. UP-5264“ On the establishment of the Ministry of innovation Development of the Republic of Uzbekistan ”dated November 29, 2017 year and, number UP-5313 "On measures on radical improvement of the system of general secondary and secondary special education" on 25 January 2018, number P P- 3775 on June 5, 2018 "On additional measures for the radical improvement of the quality of education in higher education and their active participation in comprehensive reforms of the country ”, as well as other regulatory documents related to this area.
The terms "innovation", "innovation", "high technology", "high technology products" and others today have taken a strong place both in the vocabulary of scientists, specialists, and among business people, entrepreneurs and have recently gained some halo of popularity. In fairness, it should be noted that “innovation” is not a phenomenon of perestroika or reform. This type of activity has existed since the inception of civilization, and it was he who determined the actual progress in the development of mankind, since it led not only to an increase in the standard of living, but to an improvement in its quality. The first innovation managers also appeared at the dawn of civilization, only they were called differently . Innovation activity is characterized by continuous qualitative improvement of manufactured goods and services, promotion (or, as they say by tradition, implementation) of new technologies, new types of products and services in production and on the market. Innovators are the most active part of society. These are scientists, specialists and inventors creating new designs, machines, devices, materials, etc. The development of new technologies, the introduction of new ideas, inventions, and the so-called "know-how", in a word , the creation of innovations is a special type of business that has its own characteristics, features and problems, regardless of which particular industry it is in going on. Innovation activity is the process of creating a new product, new technology or service based on the results of scientific research in order to obtain competitive advantages in the sale of products, works and services in the markets.
The transition to a new stage of scientific and technological development required the strengthening of innovation activity and a new approach to innovation. In modern conditions, the enterprise requires the ability to develop and implement an effective innovation policy based on its own capabilities and internal potential, as an essential condition for survival and successful functioning in a constantly changing competitive environment. The current stage of development of the economic situation in the country is characterized by processes requiring the adoption of a large number of investment decisions. innovation processes, their implementation in new products and technologies is the basis of economic development. The innovation process is the preparation and implementation of innovation changes and consists of interconnected phases that form a single whole. The theory of innovation processes is quite well developed by both domestic and foreign researchers. The publications of such authors as Drucker P., Martino J., Santo B., Porter M., Twiss B., Schumpeter I. Anchishkina A. I., Arkhangelsky V. N., Blyakhman L. S., Vasiliev G A., Volkova I.M., Glazyeva S. Yu., Dagaeva A.A., Duzhenkova V.I., Oleinikova E.A. and others. The educational publication “innovation Technologies in the Garment Industry” meets the modern requirements of training specialists in the field of innovation development. As a result has mastered eniya educational material of the textbook the student must acquire new knowledge about the basic concepts , related to innovation in the apparel industry; systemic understanding of innovation design methods and evaluating the effectiveness of innovations; as well as working skills as part of an innovation design team.
I SECTION. TRENDS AND INNOVATIONS IN THE FIELD OF SEWING
Innovation distinguishes leader from catching up
Steve Jobs Introductory phrase - an integrated approach, innovation at every stage of the
1.1. Innovations in the preparatory - cutting processes of sewing production A little about the preparatory production - digitalization, material databases, configuration, automation of storage processes, transportation of materials.
1.1.1. Description of cutting methods
When cutting fabrics, the material can be cut in various ways. Distinguish between mechanical , thermophysical and thermomechanical methods of cutting sewing materials . By mechanical methods are simple, complex, double and combined . The most common in the clothing industry are sawing, cutting with scissors and a combined method.
A simple mechanical cutting method is mainly used when cutting hard materials, for example, leather products, using one of the following methods: cutting, a knife, and also roller or rotary.
With the rink method, one sheet is cut. The contour of the parts is repeated by cutters (knives) mounted on the surface of the table. The roller, pressing material to the knives, cuts out the details.
In the case of rotary cutting, the material passes between two rollers, on one of which cutters are mounted.
When cutting by stamping, the cutting of parts is performed on the press: the cutters are fixed on the punch or matrix of the press. This method is expensive in conditions of frequent model interchangeability, since when switching to other sizes or design solutions, a complex alteration of the torch design is required.
A simple mechanical cutting method , performed by drilling, milling, stamping, is not widely used in the clothing industry.
Special methods for cutting sewing materials include electrospark, ultrasound, laser beam, microplasma arc, and jet monitor.
When cutting with ultrasound, a special apparatus is used, which carries out the cutting of the material with a vibrating tool operating in the range of sound or ultrasonic frequencies, interacting with the support.
The cutting of the material by the electrospark method is carried out along the line deposited by graphite on the upper flooring sheet; Electrodes are connected to its beginning and end and a high voltage current is supplied, under the influence of which the material is destroyed along the contour of the graphite line.
Laser beam cutting is based on the thermal action of the beam on the tissue, in which tissue is burned along the line of the beam. The principle of operation of lasers (converters of one type of energy into monochromatic coherent radiation of electromagnetic waves) is based on the emission of coherent light fluxes from some substances that have previously been exposed to light and have accumulated part of the light energy absorbed by them. For cutting material, the radiation can be CO2 gas. An optical cutter moving along the deck cuts the material with a concentrated light beam.
When cutting material with a microplasma arc, the executive tool is a plasma torch focusing the plasma torch in a very small diameter, less than 1 mm. The plasma generator is a plasmatron. In contact with plasma, the tissue is burned along the line of passage of the plasma torch. To protect against ignition of the fabric, a protective gas is supplied to the cutting zone.
In the hydraulic monitoring method, the material is cut by a thin stream of water emerging from the torch nozzle at high speed.
Each specific innovation appears as a result of the scientific-production cycle (STC) and goes through certain stages of development - creation , development and dissemination. The process of creating, mastering and disseminating innovation is called the innovation process.
1.1.2. H astilo Meth and cutting machines of the new generation.
Modern automated machines and complexes allow performing operations of laying materials, controlling their quality and subsequent cutting in accordance with effective layouts of patterns. The manufacturer of innovation automatic equipment Bullmer offers a range of modular flooring machines E100 - E400 for the clothing industry . On the basis of the material rolls guided by the rods in the form of a simple inexpensive construction , models with automatic installation of an air cushion and a rotating stand for unwinding the rolls and performing pairwise flooring are offered . Using the universally applicable fast (120 m / s) decking machine Compact E 600, which is equipped with a grooved tape for unwinding rolls of material, you can conveniently adjust the side guides of the rolls of materials, designed for a weight of 100 kg and a diameter of 500 mm from the serving side. The entire flooring process, including edge adjustment and material layout, is automatically controlled. This machine can be used for laying technical textile materials in a stack. Special equipment can be installed for rolls weighing up to 500 kg and a diameter of up to 1200 mm. Supporting rods without a conical bobbin are used for easy lifting of heavy rolls of materials . For cutting technical textile materials of all kinds, the Premiumcut II device has been developed , designed for individual layers and a small number of layers. Due to the variety and combinations of various tool tips, it meets the requirements of cutting a wide range of fabrics and flat materials. The main module of the cutting head with a tool holder for lifting, vibration with high frequency and rotation can be further expanded with round and band knives and punch, as well as a drill. It comes with a working width of 160–320 cm and a length of up to 12 m. Thanks to the integrated conveyor, continuous and overlapping flows of materials are possible (feeding, cutting, sorting). For continuous individual cutting, special feeding devices have been developed, for example, an automatic rolling device with a tray, including for heavy rolls, and an automatic unwinding device guided by rods, which delivers the material to the conveyor knife uniformly and without tension. Turbo.cut S cutting device with a stabbing knife, designed for cutting layers of materials of medium thickness (25 mm ). It is a productive and compact machine with a linear cutting speed of up to 90 m / min. and can be used in the clothing industry and for cutting leather.
Based on the proven design of the measuring machine, GerberTexnology has created small-series cutting machines equipped with a GTxL knife, which are designed for cutting layers of small thickness and can be used for cutting lines of various configurations and for all types of textile materials. The knife, operating at a speed of 46 m / min., Can be equipped with an automatic brush cleaning system, an InfoMark labeling system and an InVision system for matching patterns by cuts .
Company KurisSpecialmaschinenGmbH (Germany) presented its advanced flooring and cutting machines. Thus, the PionierSuperElectronic decking machine , thanks to the TFS device, provides the flooring without tension, both heavy and wrinkle-sensitive materials. Thanks to the constantly rotating rolls of materials and the contact area, a uniform flow of materials is ensured. Cutting occurs with the help of a patented unit for 0, 4sec. with a neat cut even on sensitive materials. Based on the existing series of equipment , improvements are proposed for TexCut cutting machines designed for different floor heights. For example, for the manufacture of garments in small batches, in the clothing industry and for cutting technical textile and special materials (aramid and glass fibers, combined materials, films), the TexCut 3001 was developed , which is used for cutting layers of small thickness thanks to a new design concept. In accordance with this concept, the replacement of knives is carried out within a few seconds due to the simple withdrawal of the cutting head in the service position.
1.1.3. Cutting equipment Bullmer (Germany).
Bullmer cutting machines are designed for single and multi-
layer cutting. For each type of material, taking into account its features, and for a variety of technical tasks, special cutting tools have been developed. Some cutting machines are designed to optimize speed if high throughput is required.
The standard equipment for all BULLMER cutting machines includes:
• Reversible pile conveyor
• Motion with linear modules along the X and Y axes
• Permanent magnet brushless drives for all axes
• Infinitely variable vacuum depending on parameters
• Vacuum Turbine Filter
• Built-in sound absorber for hoods
• Integrated pile cleaning
• Self-adjusting diamond blade sharpener
• Automatic dosing of oil supply depending on the frequency of operation of the knife
• Right side of the working side
• Industrial PC with real display, flat screen Built-in high-performance vacuum turbine, 15 kW Standard working width: 1600/1800/2000/2200 mm
• Standard cleaning zone length: 1850/2300 mm
Software:
• Windows operating system
• Operator Guide with Likelihood Check and Failure Diagnostics
• Automatic adaptation of the inclined position of the layers relative to the marker
• Automatic start point optimization for single pieces
• Exception of ordinary (general) cuts
• Automatic creation of a chain of markers (job queue)
• Test run - simulation of the cut path
• Resetting several markers in a job queue
• Optimize the cutting and cutting path of small pieces first
• Registration of operational data (data management)
• Remote Service Application
Figure 1.2 shows a high-performance cutting plotter. firm BULLMER.

Figure 1.2 . High Performance Cutting Plotter
BULLMER TURBOCUT
Its field of application is the manufacture of clothing and upholstery.
Serves small production series when high productivity is needed.
The material used is woven and non-woven materials for clothing and home textiles.
The special features of this innovative equipment are that thanks to the light beam and the aluminum profile construction combined with the TURBOCUT high-frequency knife, it has the fastest cutter in its category. Lightweight head allows you to develop acceleration of 1.3 g. The vertical high-frequency knife in TURBOCUT works with a cutting depth of up to 25 mm.
Additional benefits of the basic design:
• Cut window length about 1800 mm
• Screening conveyor with cleaning zone, approx. 1850 mm Optional equipment:
A camera can be mounted on the cutting head to support:
- matching jobs
- determining the reference point of the layers
Table 1.1 Technical Data in High Performance Cutting Plotter
BULLMER TURBOCUT
|
Working width: |
1600, 1800, 2000, 2200 mm |
|
Cut Window Length: |
about 1800 mm |
|
Length of sorting conveyor |
about 1850 mm |
|
Maximum positioning speed: |
100 m / min |
|
Max acceleration: |
1.3 g |
|
Positioning accuracy: |
0.1 mm |
|
Maximum cutting height (depending on material): |
Max. 25 mm |
|
Connections: |
|
PREMIUMCUT is a high-performance cutting plotter, which includes all the advantages that Bullmer equipment is characterized by - an excellent engineering solution, reliability and the highest versatility combined with low operating costs.
Range of application: Processing of technical fabrics and composite materials for the automotive industry, aircraft manufacturing and similar industries.
Bullmer
PREMIUMCUT ULS ultrasonic cutting plotter

Figure 1.1.4.
Materials used: Woven and non-woven technical materials, composite materials, sheet material, rubber, floor coverings and a wide range of synthetic materials. PREMIUMCUT cuts parts directly from a roll in any desired quantity. The material may be dense or wide; cut-out parts may have an irregular contour, may be small or large. PREMIUMCUT copes with all these difficulties. A large percentage of materials can be cut without using foil. PREMIUMCUT comes standard with a tool head equipped with one interchangeable cutting tool and pen. Depending on the type of head, up to 4 cutting tools and a pen can be controlled (in alternating order). Special tool combinations are available on request.
Working width: 1600 - 5000 mm; pitch 200 mm.
Standard Version :
• Linear modules and belt drives for X and Y axes
• Needle felt "endless" belt conveyor
• Transport system with clamps. The belt is fixed with clamps and guides to ensure alignment during feeding. Additional guide pulleys stabilize belt movement.
• Software with various functions
• Real-world industrial computer, flat screen TFT
• 7.5 kW vacuum pump
• Built-in hood sound absorber
• Built-in sort area
• Adjusting the tools with the spindle on the vernier (scale).
Optional delivery:
• Special belt conveyor for controlling an ultrasonic knife
• 15 kW double vacuum pump (2 x 7.5 kW)
• Pen for marking stitches and typing
• Sprayer for marking seams and printing
• Inkjet printer for annotating parts (before and after cutting)
• Projector (laser) for “cut part identification system”
• Monitor (TFT) for “cut part identification system”
• Foil unwinder
• Conveyor Cleaning Device
• Various software options
Consumer area: Manufacturers of lightweight and load-bearing structural components, for example, for aircraft construction, the automotive and railway industries, and their suppliers.
Materials used: Ultrasonic tools are used to process various materials:
- CFRP (carbon fiber)
- GRP (fiberglass)
- prefabricated fiber products
- composite plastics (prepregs)
- composite materials such as PVC (PVC), PES (polyester), PC (polycarbonate), PP (polypropylene).
Special Features: The ULS ultrasonic module is modular in design and is suitable for placement under the table, and when choosing additional tools. This means that the cutting system can be operated using ultrasonic technology and, in parallel, can be equipped with other cutting and processing tools.
Ultrasonic cutting is the technology of the future. The use of water jet and laser technology is not suitable for cutting CFRP, GRP and semi-finished fibrous products due to unwanted moisture or heat on the material being cut. This problem is solved by cutting tools with vibration caused by ultrasound. By this method, not only single-layer materials are cut in half, but also multilayer materials (up to 10 layers) into individual parts. Different blade geometries optimize the cutting result. Working width: 1600 - 5000 mm; pitch 200 mm. There are knives with different geometries.
1.1.4. Universal cutting systems (cutting plotters) iECHO.
IECHO universal cutting machines (cutting plotters) are an industrial digital automatic high-speed cutting system for use in various industrial sectors. This equipment can carry out through cutting, notching, milling, punching, marking and plotting with the highest accuracy. To provide maximum versatility for iECHO cutters, a wide range of tools is provided, including tangential knives, oscillating tools, rotary knives, creasing tools and milling cutters. IECHO cutting plotters, having made a real revolutionary breakthrough in digital cutting technology for a wide range of materials, occupy a leading position in the global market, pushing to the background brands that have been undeniable authorities for users for many years. IECHO demonstrates the most active sales dynamics and provides the market with the widest range of devices - from small format machines to industrial multi-layer plotters. High quality and reliability of iECHO plotters are provided by components of European and Japanese production. In China, the following is being carried out: development of the supporting structure, taking into account European trends in ergonomics and design, integrated assembly and technological verification of equipment. By guaranteeing consumers the high reliability of its products, iECHO provides a full 12-month warranty on all devices, unlike competitors, in which individual components are provided with a significantly shorter warranty period. An important advantage of iECHO cutting plotters is their unconditional maintainability. They can be repaired in detail - bearings, sensors, motors, etc. can be repaired without changing the entire assembly, unlike competitors' machines, in which, when one part fails, the entire module must be changed, which requires significant and completely unjustified users costs. Hardware and software demonstrate optimal consistency, which is a significant advantage of iECHO plotters.

Figure 1.1.5.
The iECHO universal cutting machines are represented by three series - BK, BK3 and TK3S.
• Indoor and outdoor advertising
Pattern cutting iECHO are the ideal solution for advertising and production companies. With their help, it is possible to carry out cutting of almost any materials used in the production of outdoor and interior advertising - cardboard, corrugated cardboard, foam board, films, banners, acrylic glass, PVC sheet, composite panels, corrugated and cellular plastics. These highly efficient machines significantly increase productivity and guarantee high quality finished products.
• Printing and packaging
Conventional punching machines used in the packaging industry make it possible to produce products in large batches with a minimum cost, but when producing “short” circulations, as well as in the manufacture of pilot samples of packaging products, the use of die-cutting machines becomes economically unjustified, since it requires manufacturing at the initial stage of production punching stamp and implementation of adjustment work. The iECHO complex makes it possible to simply and cost-effectively produce samples, single products and small batches of products and process not only ordinary cardboard, but also any other packaging materials - corrugated cardboard, monolithic and cellular polypropylene, PVC, etc. Packing lodges made of foam polyethylene can also be manufactured using iECHO equipment. The iECHO cutting system is characterized by high performance, allows you to execute orders on-line and in combination with specialized CAD systems is an indispensable solution for packaging factories. Machines for selective varnishing, as a rule, are much more expensive than machines for continuous coating. But it is possible to carry out selective varnishing with the help of continuous varnishing machines, if preliminary processing of the varnishing rubber is carried out on the iECHO cutter.
• Automotive and aircraft manufacturing, production of automotive accessories
IECHO cutting plotters can be successfully used for the production of car mats, seat covers, sun blinds, products for noise and heat insulation.
• Engineering and instrumentation
IECHO equipment is widely used in the production of high-precision gaskets and o-rings, in the manufacture of various machine parts, mechanisms, and devices. The iECHO complex is capable of cutting rubber, paronite, graphite, asbestos, oil-resistant fibrous paper, cable paper, asbestos paper, fluorinecontaining materials such as polytetrafluoroethylene (Teflon), synthetic and composite materials, and much more.
• Cut complex synthetic fabrics for a variety of tasks
The iECHO cutter allows you to replace traditional methods of cutting complex synthetic fabrics that require high labor costs and increase processing efficiency by at least 20 times. Using this device, it is possible to cut materials from carbon, aramid and fiberglass, as well as ultra-high molecular weight polyethylene with high accuracy. These features are widely used for the production of special professional equipment.
• Sporting goods
With the help of iECHO cutters, it is possible to cut non-metallic materials used in the manufacture of sports equipment - polyethylene for snowboards, materials based on carbon and fiberglass. iECHO is an optimal technological solution that will increase the speed of production of sports products and ensure consistent quality from batch to batch.
• Haberdashery and leather goods
IECHO cutting systems are an ideal tool for the haberdashery industry. It allows you to make patterns from materials such as genuine leather, PE, PP and EVA without the use of paper patterns. The cutter is successfully used in the manufacture of shoes, bags and suitcases, covers for documents and books, covers for mobile devices, folders, wallets and eyeglasses, etc.
• Clothing and textile products
The iECHO BK cutters are the perfect solution for the garment industry. It allows you to quickly draw any patterns when designing products, apply the necessary marking and carry out cutting fabrics, knitwear, leather and leather substitutes for sewing clothes, accessories, furniture upholstery. Management and control of all operations are carried out in real time using a special ERP system. The iECHO BK cutting plotter can also become an excellent assistant in training students of industrial educational institutions, who will be able to immediately learn how to use modern digital technologies in the process of mastering the profession.
Sawmakers iECHO BK
The sizes of the tables of the iECHO cutters of the BK series are 1300 x 1100 mm, 1700 x 1300 mm and 2500 x 1600 mm. This series of complexes is basic; All models of the series are equipped with a single-zone vacuum table with an acrylic worktop.
IECHO BK Series Saws are available with either one or two tool stations. The maximum cutting speed is 1 m / s, which is 2-4 times faster than manual cutting.
Sawmakers iECHO BK3 and TK3S
The sizes of tables of cutters iECHO of the BK3 series -
1700 x 1300 mm, 2500 x 1300 mm and 2500 x 1700 mm; TK3S series - 2500 x 1600 mm, 2500 x 2100 mm, 2500 x 3200 mm and 3500 x 2100 mm. Custom-made models with arbitrary table sizes can be made.
Unlike the VK series, these complexes are equipped with a multi-zone vacuum table with a top made of durable aircraft aluminum. The aluminum alloy on the surface of the honeycomb desktop, which is also used in the aerospace industry, guarantees geometric stability of the structure without dimensional changes due to thermal expansion / compression and minimal internal stresses. Mutually insulated dense cells of the honeycomb panel compensate for the load on the desktop, thereby ensuring the absolute flatness of the working surface even with its large size.
The iECHO Saws BK3 and TK3S Series come with two or three tool stations.
Servomotors Yaskawa (Japan) installed on the iECHO cutters of the BK3 and TK3S series allow cutting at speeds up to 1.5 m / s, which is 4-6 times faster than manual cutting and one and a half times in comparison with BK series machines . machines included a tool depth detection system (AKI). Complexes of the TK3S series, unlike BK and BK3, have a folding table design, which greatly simplifies their transportation.
On the ultra-wide portal of the TK3S series complexes, two engines with a balancing function are installed, which provide more stable and accurate portal movement. Complexes of the TK3S series, unlike the complexes of the BK and BK3 series, have a rack-and-pinion gear as a portal drive, which provides high speed, durability and excellent dynamics when cutting dense materials with extreme workload.
All models of cutting plotters can be equipped with an intelligent function of continuous cutting on the conveyor, which allows you to load materials continuously, efficiently perform extended tasks, process not only sheet but also rolled materials, reduce labor costs and increase productivity.
Operator Safety System (Safety Device)
All models are equipped with an effective protection system that ensures operator safety and eliminates the likelihood of injury during operation of the complex. In addition, four emergency stop buttons are installed on the iECHO cutters, when clicked, the machine stops working urgently.
Tool Depth Measurement System (AKI)
The AKI system automates the process of setting the immersion depth of a tool. With the help of this system, the immersion depth of the tool blades is quickly, easily and with high accuracy - a tangential knife, a Kiss cut knife, a circular knife. This ensures that the material is cut through without damaging the static substrate or conveyor belt. The AKI system is standard on the BK3 and TK3S systems.
All iECHO cutters are equipped with a high-precision automatic positioning system. Using the built-in CCD-camera provides the exact position of the tool and the possibility of contour cutting by reference marks. Due to this, you can avoid the errors that usually accompany manual operations, and take into account all the features of the cut out image.
When cutting fabrics, knitwear, non-woven materials, etc. with images printed on them, using reference marks to combine with cutting contours, due to the properties of these materials, is useless, since errors are inevitable. The Vision Cut system copes with this task perfectly.
When cutting materials such as genuine leather, it is important to place the contours of the cut so as to maximize the use of the material and minimize waste. In such cases, the HD projection system is used - a system that projects the contours of the cut on the surface of the workpiece, which helps the operator to accurately determine the position of the cut contours relative to the material.
The standard clearance of the cutter allows you to process materials up to 50 mm thick. Optionally increasing the clearance, you can cut materials up to 110 mm thick.
• Passive system. Roll materials are fed to the conveyor directly from the feed device, which is equipped with a material feed shaft, an additional shaft and a material tension mechanism.
• Active system. The system is synchronized with the conveyor system of the complex. It has a loop sensor and material edge control.
This system significantly saves working time and allows you to reduce the cost of products.
Installing a second portal
Complexes of the TK3S series with large desktop sizes can be equipped with two portals on request, which allows you to double productivity.
Cutting plotter (flatbed cutter) for automatic cutting of flooring iECHO GLS
![]() The iECHO GLS flatbed cutting
plotter is an excellent solution for automating the cutting area of a sewing
enterprise. Equipped with a high-speed electronic oscillating instrument and
intelligent control systems, the GLS plotter cuts any textile and soft materials
with high quality, precision and productivity. The iECHO cloud management
server has a powerful data conversion module that allows you to use the main
CAD software packages that exist on the market. The users are provided with
comprehensive professional technical support so that they can easily and
successfully switch from traditional methods of cutting materials to automatic
digital ones.
The iECHO GLS flatbed cutting
plotter is an excellent solution for automating the cutting area of a sewing
enterprise. Equipped with a high-speed electronic oscillating instrument and
intelligent control systems, the GLS plotter cuts any textile and soft materials
with high quality, precision and productivity. The iECHO cloud management
server has a powerful data conversion module that allows you to use the main
CAD software packages that exist on the market. The users are provided with
comprehensive professional technical support so that they can easily and
successfully switch from traditional methods of cutting materials to automatic
digital ones.
Features of the iECHO GLS plotter :
• The system of control and correction of tool movement to ensure the optimal cutting mode in accordance with the characteristics of the processed material.

Figure 1.1.6.
• Self-developed management server to simplify operation and achieve the best cutting quality.
• Modular solutions for individual user requirements.
• System of an automatic computer layout of a cut on a working surface.
• The function of automatic compensation of the sharpening of the blade in accordance with its wear to ensure constant accuracy of the cut.
• Tool cooling system that prevents overheating of the material and its adhesion.
• System of intellectual correction of material loading.
• Vacuum clip material with the ability to adjust the suction force.
• Automatic film-coating device to increase the efficiency of the vacuum clip and additional energy savings.
• Ease of management and maintenance.
• A table for collecting finished products.
• Long service life.
It is optionally possible to install:
• Guides under the cutter for installing 2 to 3 unwinding systems in order to increase productivity.
• Guides under the cutter for installation from 2 to 3 wide devices.
• Automatic decking device.
• Device for smoothing material from a cent to the edges.
Advantages of digital cutting technology relative to traditional cutting methods
• Significant increase in productivity.
• Improving the working environment.
• Optimization of production management.
• Rational use of materials.
• Higher quality material handling.
• Improving the credibility of the manufacturer.
Specifications for the iECHO GLK Plotter
Table 3
|
Maximum cutting depth |
75 mm (with active vacuum system) |
|
Maximum cutting speed |
200 mm / s |
|
Maximum acceleration |
0.3 g |
|
Width of the working table |
1.6 m / 2.0 m / 2.2 m (optional) |
|
Desktop Length |
1.8 m / 2.5 m (optional) |
|
Power supply |
Plotter - 1 phase: 220 V, 50 Hz Vacuum pump - 3 phases: 380 V, 50 Hz |
|
Power consumption |
Plotter - 4 kW Vacuum pump - 20 kW Average power consumption - 15 kW |
|
Interface |
Serial port |
|
terms of Use |
Temperature: 0 - 40 ° С, rel. humidity: 20 - 80% |
Help about iECHO.
Company Smart-T is an official partner iECHO - known manufacturer of CNC cutting equipment for small-scale and high-volume production, as well as a leading developer of specialized software systems and visual design.
Company Hangzhou iECHO Science Technology Co ,. Ltd. was founded in China in 1994. The company's solutions iECHO are very popular in the advertising, printing, packaging, textile and construction industries, as well as wind energy and aviation and automotive industries. For over 20 years, iECHO has been developing manufacturing solutions for world-renowned suppliers from general design, development of technologies for introducing several operations on one machine to the complete debugging of the automatic cutting process.
Company iECHO - a high-tech enterprise of state planning, located in
Zhejiang Province. The headquarters of the company is located in the National High-Tech Development Zone. The company has its own building with an area of about 4000 square meters, which houses marketing and service centers. The research and development center is located in the USA, in the state of Utah. For nearly 20 years of research and development, iECHO has received more than 20 national patents and registered 30 software copyrights, has taken part in many important programs of the National Ministry of Science and Technology.
Among iECHO operates a close-knit team of highly qualified specialists in the field of software, IT-technologies, management of electrical components, the development of the mechanical part. The work of all divisions of the company — production and technical departments, marketing and sales departments — is aimed at market requirements and user wishes. Thanks to a well developed strategy and an attentive approach to current production tasks, iECHO today can offer the best digital solutions in the field of cutting materials. A long period of research and practice has enabled iECHO to create a group of professional experts who, thanks to their knowledge and experience, are able to effectively influence decisions made aimed at improving product quality and production efficiency . All this enables iECHO to maintain a strong position in fierce competition.
Improving product quality is the main way enterprises compete in the modern world. Company iECHO certified ISO9001 quality system certification, and compliance with EU standards of equipment (CE). The production and assembly of iECHO equipment is carried out in Hangzhou. The company imports the main components; all mechanical components and parts are of its own production. IECHO factory has high-precision CNC machining complexes, precision CNC milling machines, high-speed lathes, drilling and grinding equipment that ensure accuracy and stable reproduction of parts. For the most effective quality control of products, all products are manufactured on a modular basis.
IECHO products have successfully entered the markets of East Asia, Europe, Africa and America and other regions of the world. In China, there are four marketing centers and service support services in the eastern, central and southern provinces, as well as in northern China.
Test questions:
1. What cutting methods are used in the clothing industry?
2. What types of cutting systems are Bullmer currently used in?
3. What year Hangzhoui ECHOScience Technology Co. , was founded . Ltd. ?
4. What is PREMIUMCUT ULS ?
5. Describe the technical specifications of the iECHO GLK plotter.
1.2. Innovations in the technological process and their application in practice
1.2.1. Methods of connecting parts of the product.
Clothing is a complex structure, assembled from several pre-prepared and individual parts. The basis for the assembly of clothes are compounds made in various ways. Their choice depends on the requirements for assembly operations and on the properties of the material used for clothing.
Currently, various methods of connecting parts of the product are used: thread, glue, welded, rivet, injection and combined . New methods are also being developed and existing methods are being modified.
Thread seams in the manufacture of clothing are used for joining and processing the edges of parts, as well as for finishing products. In appearance and design, filament seams are diverse. Their design is determined by the location of parts and lines in the seam and the size of the allowance. Depending on the design and purpose, filament seams are divided into connecting, edge and finishing.
The quality of the appearance of the thread stitches is determined by the correct arrangement of the knots of the weave of the threads in the stitches, observing the specified size of the stitches, the snug fit of the threads in the stitches to the material.
The use of adhesive materials is one of the significant reserves for improving the quality of garments, as they allow you to create and maintain stable forms of parts and assemblies of various clothes.
Bonding of clothing parts in comparison with a universal thread connection has a narrower area of distribution and is used in the manufacture of clothing from a limited range of materials.
A significant range of materials is unsuitable for bonding due to a possible deterioration in their appearance or due to insufficient reliability and strength of the obtained adhesive joints.
Also, adhesive seams are unstable to boiling in water and an alkaline soda solution and therefore they are recommended for the manufacture of clothes that are not subjected to washing.
Along with the currently prevailing method of thread joining clothing parts, a new joining method, welding, is of great importance . The use of welding in the apparel industry provides an increase in labor productivity, partial or complete exclusion of sewing threads from the technological process, provides an improvement in the quality of garments, creates conditions for the automation of technological processes for assembling parts and assemblies of garments.
Welded joints of two or more parts are performed on thermoplastic synthetic materials under the influence of heat and pressure, as a result of which a melt of these materials is obtained, which, after heat removal and pressure reduction, hardens and forms an integral connection.
The strength of welded joints is 30-60% of the strength of filament seams.
However, the welded method uses only for synthetic fabrics.
The combined method is a combination of two connection methods: thread and glue, thread and weld or glue and weld.
The combined method is considered complex and time-consuming, therefore, it finds very limited application. This method is used where other connection methods cannot provide adequate protection (for example, in the manufacture of protective and special clothing).
In the clothing industry, a number of metal and plastic parts (buttons, buttons, eyelets, hooks, loops, etc.) are fixed to the corresponding parts of the clothing with riveted joints . When fastening these parts, rods (riveting elements) are inserted into the corresponding hole in the fabric structure, and then they are riveted. The disadvantages of this method include through holes and the inability in this regard to disassemble the fastened garment unit.
Injection molding is one of the main polymer processing methods.
1.2.2. Bonding and welding of clothing parts.
The world's leading manufacturers are actively using welded joints in the manufacture of products from various materials.
Replacing filament welds with welded has a number of advantages :
- the absence of punctures - there is no violation of the waterproofness of the material and the absence of migration of insulation through the seam;
- higher productivity due to the combination of several operations;
- thermal and / or glue treatment of the edge, which is important for loose and knitted fabrics;
- cost reduction - no threads, needles, spools, etc .;
- a modern, attractive, competitive appearance of the product;
Widespread use of the following non-threading technologies:
· Hot glue welding (TKS);
· Ultrasonic welding (USS);
· High frequency welding (HDTV);
· Hot air welding;
· Welding with a hot wedge.
The last three technologies are mainly used for welding PVC fabrics in the manufacture of waterproof work clothes, inflatable boats, summer gazebos, inflatable structures.
Its essence is in gluing two materials together using hot-melt adhesive and Hot-film films . The technology is simple, it can be mastered by any sewing industry from a sewing workshop to large enterprises.
To manufacture products from thin elastic knitwear for sportswear, underwe ar and thermal underwear , a modern type of equipment is used - hot - melt machines that resemble an overlock with a program control unit. Machines produce welding at low temperatures, at which the knitwear is not deformed. The seam is flat without loss of elasticity in all directions, which is impossible to achieve with a thread seam. Some machines are used for lap welding, while others are used for hemming and edging. As a consumable - a special elastic hot-melt adhesive tape is used.
But the most popular at the moment in the world of threadless technologies is hot-melt welding of cut elements and decorative trim on thermal presses. They are in almost every production, they are very versatile and significantly expand the possibilities of production. Moreover, their cost is not very high. Thermal presses are simple and unpretentious in operation, do not require global study and training. The only thing necessary is that the press be either with a moving table or an increased lifting height of the working heating plate, sufficient for comfortable and safe operation. And also for this technology “book” manual thermal presses are not suitable, because when using them, significant displacements of the workpieces among themselves are possible in the process of lowering the working plate. Welding and decorative finishing of welded (set-in) and patch pockets, welding of lightnings, application of shoulder, elbow and other reinforcements, welding (bonding) between different fabrics and materials, welding of labels, logos and reflective elements are performed on thermal presses using Film hot-melt films . , increasing the stiffness of the windbreaks of the zippers and visors of the hoods.
Bonding technology is a seamless connection of pieces of fabric under the influence of heat treatment. A similar bonding technology is offered by Framisitalia. Gluing takes place on industrial equipment using special tapes. At the moment, this technology is difficult to apply for mass production because of the high cost, but it has prospects and a huge market in the future.
One of the first designers to use this technology was Issei Miyake, famous for his innovations. The designer showed the SS17 ready-to-wear collection, in which he didn’t just replace sewing technology with gluing, the idea was to combine fabrics of different densities - soft flowing knit fabric and stiff fabric that creates a stiff but flexible texture. The effect was comparable to a spring falling on the stairs - the elements of the dress spring on the models to the rhythm of music and movements.

Figure 1.2.1.
Almost all the world's leading manufacturers, to one degree or another, apply hot-melt adhesive technologies in their products: the production of various kinds of clothes (from underwear to down jackets, from casual, sportswear to special clothes), shoes, equipment and accessories.
Why glue it? A filament seam has a number of significant drawbacks and limitations in the modern production of fashionable and functional clothing, which at the same time tends to a minimum cost. First of all, needle punctures violate the integrity and tightness of the material, which is important for manufacturers of top waterproof and windproof clothing, tents, equipment and other products. Secondly, sewing on elements of complex shapes often requires sophisticated equipment and highly qualified seamstresses. Thirdly, the price of the operator’s error is high: if he “leads away” the seam, the product will be damaged. Fourth, thread seams are not elastic in several directions. And on bulk fabrics, they require shear processing, which increases the thickness of the seam, all of which is fundamentally important for modern elastic and knitted fabrics, where they tend to flat elastic seams. And fifthly, it is not always possible to sew any element on the finished product, for example, an identifier for special clothes or a uniform (chevron with a logo or name), external reinforcement, add pockets to the insulated jacket, this can only be done by stitching through and through the entire product, which will lead to the loss of its water resistance and thermal insulation properties, not to mention the aesthetic component of the product.
Hot glue technologies are devoid of all these disadvantages, since the films are glued with their entire surface area in one operation, without violating the integrity of the material and are additionally sealed and reinforced from abrasive effects.
What exactly is the essence of this non-filament hot-melt welding, and the essence is extremely simple and understandable and consists in gluing two materials together (bonding), the principle of joining, as we all know, double-sided adhesive tape.
To connect the details of the cut, accessories, hot-melt welding of accessories and accessories (zippers, stoppers, labels, hangers, transparent windows), patch and set-in pockets, bonding the collar area with soft and tactilefriendly materials, film adhesive films are used .

Fig. 1.2.2.
Using these materials, it is possible to produce a hot-glue stitch of down products, thereby departing from the additional package and completely eliminating the migration of down through the seams. This stitch is now widely used for light down jackets, down sweaters, down liners and down sleeping bags.

Figure 1.2.3.
There are also adhesive films with an internal court to increase the rigidity of the material to be glued, such films are used to form hoods, windbreaks for zippers, cuffs, pocket flaps, etc.
The second type of decorative film . They carry not only a decorative and design function, but also functionality, for example, external sealing, reinforcement, to create retroreflective elements or in the form of reinforcing antislip pads.

Fig. 1.2.4.
The third - hot-melt films for special purposes . Most of these hot-melt adhesives go on a textile or knitted basis and are designed to externally strengthen problem areas (shoulders, elbows, knees, etc.). Or for internal reinforcements, sealing joints of seams, zippers, embroideries, joining internal parts with accessories, a hanger, and a clamp for tightening sewn on them.

Fig. 1.2.5.
Ultrasonic welding
Initially, this technology was used for a narrow circle of non-woven materials in the production of filters, disposable clothing, packaging and home textiles. It was practically not used in the manufacture of products from woven materials due to the insufficient strength of the seam and the piercing sound that the machine makes during operation. But technology does not stand still, and these shortcomings were eliminated, silent machines appeared that weld a wide range of different materials, almost all synthetic, mixed, knitted fabrics.
Ultrasonic welding does not require consumables (threads, needles, spools, sealing tapes). On ultrasonic machines, it is possible to simultaneously trim the edges, cut, decoratively cut the pattern, heat-treat the cut edge, emboss, including the logo (including on the skin) at the same time as connecting the parts. In addition, butt welds can be made on such equipment, resulting in a flat seam. This allows you to work with a fairly complex geometry cut. But this seam is not strong enough due to the small area of the connection and it must be additionally glued with a special tape on a textile basis. Ultrasonic machines for the most part are made in the housing of standard industrial-class sewing machines, which greatly simplifies and reduces the time for retraining seamstresses, and the transition to new non-threading technologies.
All these advantages of modern equipment greatly expand production capabilities, increase its productivity, reduce the cost of products, increase profitability and competitiveness, which is strategically important in our difficult time for Russian production.
Welding is a technological process of the formation of an integral connection by bringing the joined surfaces in the tissue contact zone to a viscous state with subsequent fixation. Welding is a process of self-adhesion of thermoplastic materials under the influence of heat and pressure. The use of thread compounds for such materials is irrational, since the sewing process is difficult, products with thread seams do not have sufficient strength and water resistance. Glue joints are also unsuitable here, since the material itself is thermoplastic, and therefore hot pressing is not possible. In the manufacture of products from thermoplastic film materials (plasticized polyvinyl chloride, polyethylene, polyamide), welded joints are used. Three types of welding are used in sewing production: thermal contact (continuous and thermal pulse), highfrequency and ultrasonic. To date, the most practical applications in the clothing industry have been thermocontact welding using electric heating by the method of sequential processing of semi-finished products and thermal pulses by the method of parallel processing. The essence of the thermal contact welding method is that the material isheated by a special tool and in direct contact with the material. Heater Temperature 300-350 on S. To avoid sticking of use gaskets made of teflon, tracing paper. The heating of the tool can be gas, induction, electric.
Fig. 1.2.6.
a, b - plastic packaging; c - application; g, d, e - quilting fabric with insulation
In sewing production, the sequential welding method is mainly used. Sequential welding with electric heating is carried out using heating elements in the form of a wedge-shaped soldering iron, roller, tape. For welding thermoplastic films with a thickness of 0.25–1 mm, as well as textile materials with a thermoplastic polymer coating, it is advisable to use a wedge-shaped soldering iron, which, as a result of heating the internal surfaces of the parts to be welded, provides a weld in the contact zone with its subsequent fixation by pressure rollers . In this case, the processing methods are parallel-sequential, the material advancement speed is 150 cm / min. In thermocontact welding, heating of the film material is carried out almost instantly due to the transmission of a large current pulse through the heating elements. In the pauses between pulses, the weld is cooled under pressure. The cooled surfaces of the weld do not stick to the heating tool, therefore, thermo-pulse welding can be done without release linings. The simplicity and cost-effectiveness of the thermal contact method allow it to be used for welding thin films and textile materials with a thermoplastic film coating in the manufacture of special and some other types of clothing. Significant disadvantages of the method are: the possibility of overheating of the surface layer of the material, direct contact of the heater with the material and its pressure on the material, which leads to extrusion of the molten material in the heat-affected zone and a decrease in the strength of the joints. In high-frequency welding, materials are placed between the electrodes, to which an alternating current of high frequency is supplied. Heat generated by the electrodes for 2–3 s welds materials. The electrodes remain cold, so there is no need to isolate them. Apparatuses for high-frequency welding are equipped with a set of electrodes of various shapes, therefore, there are two methods of high-frequency welding: parallel and serial. Of greatest interest to the clothing industry as the most productive one is parallel, usually performed on presses. The disadvantage of highfrequency welding is the complexity and high cost of the plants, as well as the need for local or general screening. This welding method is used to make loops, embossed seams in faux leather clothing, collars, cuffs, pockets of men's shirts made of synthetic fabrics, for attaching emblems and appliqués to details of clothing.
Ultrasonic welding is carried out due to the influence of ultrasonic vibrations and pressure. Ultrasonic welding is used to join textile materials from thermoplastic fibers. This heat softens the material, and when pressed, the heated surfaces join in the contact zone. There is no consensus on the mechanism of ultrasonic welding of thermoplastic polymers, including textile synthetic materials. The ultrasonic welding process is considered as the pure action of mechanical vibrations, as a result of which the heat necessary for welding arises from the friction of the surface layers in molecular chains. When welding plastics that do not conduct ultrasonic vibrations well, the energy of ultrasonic vibrations is converted into heat as a result of microshocks or as a result of absorption of ultrasonic vibrations at the welded boundaries. At the initial moment of welding, directly under the waveguide, due to the fact that the highest temperatures arise here, a viscous-flowing layer is formed. Under the influence of welding pressure, it is pressed into the inner layers of the material. With a low surface density of the material, the viscous mass penetrates to its opposite side, providing a warming effect over the entire thickness. Which significantly reduces the duration of welding.
Ultrasonic welding has a number of features:
- heat is generated only in the weld zone, which contributes to a high welding speed and minor changes in the properties of the material;
- it is possible to weld contaminated surfaces, since all foreign particles are removed from the weld zone due to shear vibrations;
- energy can be supplied at a considerable distance from the place of welding, which allows you to weld parts in hard to reach places;
- you can weld various thermoplastics;
- there is a possibility of mechanization and automation of welding processes; –Production processes are characterized by efficiency and purity. Ultrasonic welding is carried out in a sequential way on machines of the continuous type and along the entire contour of the seam in a parallel way on the press equipment. The scope of ultrasonic welding is wider in comparison with high-frequency and thermal contact welding. This method is applicable for joining textile materials from all types of thermoplastic fibers. Ultrasonic welding is used to connect parts of clothing made of fabrics and knitted fabrics, basic lining materials and insulation. By welding, you can get stitch, seam, finish and other seams, make loops, fasteners, attach buttons, etc., perform stitches of different configurations and sizes, performed in sequential and parallel ways. Of greatest interest is the use of the ultrasonic method for threadless buttons fastening to clothing made of fabrics (the so-called “combi-tex” method). Special buttons on the legs of thermoplastic material are mounted on the fabric and pressed on top with a metal plate, and below - with a metal emitter of ultrasonic vibrations. With simultaneous exposure to the button of ultrasonic vibrations and pressure, the material of its leg is heated to a viscous flow state and penetrates the tissue structure, and then is formed on its other side. Using this method on the assortment of shirts allows you to combine the operations of attaching buttons to the front of the shirt and fastening the shirt, since the buttons can be installed through the loops. It is also possible to simultaneously attach buttons to the front, collar and cuffs. Buttons are attached on a specially developed “Combi-tex” installation. Using it, you can attach buttons to individual parts as well as to the finished product. When welding, the need for bonding materials (threads, glue and solvents) required for thread and glue joints is eliminated.
Thus, welding in the sewing industry opens up enormous opportunities for mechanization and automation. In welds, it is not allowed to pull, stretch, fit the material, burn through, unconnected places, punching, distortions, displacements, pollution. The ends of the welded joints are not additionally fixed. Based on this, it can be concluded that welded joints of garments are the most labor-saving and high-performance technology in the garment industry. Using this technology, one can achieve great results in the development of production of cost-effective, aesthetic, competitive and affordable products for the population.
1.2.3. Modern equipment for threadless processing of clothing parts by gluing.
Bonding is one of the common methods for threadless joining of clothing parts with various cushioning materials.
Adhesive technology operations are carried out using the following types of special equipment: irons, batch presses of general and special purpose, specialized continuous presses.
Steam-air mannequins are used for the parallel execution of two operations - wet-heat treatment and gluing.
The main manufacturers of equipment for the gluing of clothing parts in Europe are German companies. Italy also supplies its equipment, although in much smaller quantities.
Table 4 shows information on the assortment of products of the main equipment manufacturers in Germany, Italy and Russia.
Table
4
|
Name of manufacturer |
Types of equipment |
|
The company "Kannegisser" (Germany). Year of foundation - 1948 |
Continuous presses for bonding collar and cuff details for men's shirts. Continuous pneumatic presses of the Multi Star type for duplication of details of clothes. |
|
Firm "Herbert Mayer GmbH" (Germany) |
Presses of periodic and continuous action (floor, table) for duplication of parts of different types of clothing. Robots for feeding and stacking glued parts. Duplicate presses for fur, shoes and leather. |
|
Firm "Fight" (Germany) Year of foundation - 1961. |
Ironing jobs. Steam generators. |
|
4. The company "Legmash" N.Novgorod |
Ironing jobs. Steam generators. Hydraulic batch presses. Press duplicating continuous action PD. |
|
Leased enterprise plant "Agat" Rostov-on-Don |
Industrial irons. |
|
6. Firm "MacPie" (Italy) |
Presses of periodic action. Continuous presses |
|
7. Firm "Malawasi" (Italy) |
Ironing jobs. Steam irons. |
|
8. The company "Schrobel" (Germany) |
Ironing jobs. Steam irons. |
1.2.4. Modern equipment for threadless processing of clothing parts by
welding.
The connection of clothing parts by welding is based on the use of the thermoplastic properties of synthetic materials, which are heated to a viscous state by the energy of high-frequency currents and ultrasound and form a strong joint after a certain pressure after cooling.
Ultrasonic welding.
Ultrasonic beadless machine BShM-1 CJSC Zavod Promshveimash (Podolsk), UZB-600 and UVD-1 Czechoslovakia, roller machine IM-300 firm Branzon Sonic Power (USA), roller machine IM-22 firm Omega (Great Britain), installation portable welding GK-4 firm "Branzon Sonic Power" (USA).
High frequency electric welding.
Installation “Fallipress-800” of the national enterprise “German Schlimme” Germany, installations UZP-2-2,5E and UZP-2500A of the factory “Industrial Electronics” Bulgaria.
Thermal contact welding.
The UTS GZ installation of OJSC “Orsha” designed for temporary spot welding before gluing parts.
PFAFF 8303 Classic machine for sealing joints with thermoplastic tapes using hot
air
Figure 1.2.7.
Name: PFAFF 8303 Classical machine for sealing joints with thermoplastic tapes using hot air Type: Welding machines Productivity:
• Patented two-chamber nozzle, uniform welding temperature and optimal welding along the edges of the tape
• Microprocessor control with error diagnosis.
• Automatic cutting of the tape (saving tape)
• Time-adjustable nozzle rotation (excluding burning of the membrane at the end of the seam)
• For a better view, the machine head is tilted 18 degrees from the operator.
• Various columns for clothes and shoes
• Rollers and nozzles of various widths for tapes 22 and 25 mm wide.
•Max. welding temperature 650 gr.
• Welding speed up to 10 m / min.
• Power of a heating element is 3 kW.
• Mains voltage 230 V., 1 phase.
• Working pressure of compressed air is 6 bars. Air consumption is up to 120 l / min.
PFAFF 8303-040
• Column tilt from the operator
• For clothes
• Belt width 22 mm.
• Width of rollers is 25 mm.
PFAFF 8303-041
• Tilt column from the operator
• For clothing
• Band width 25 mm.
• Width of rollers 28 mm.
PFAFF 8303-042
• Column tilt per operator
• For shoes
• Belt width 22 mm.
• Width of rollers is 25 mm.
PFAFF 8310 Ultrasonic Synthetic Fabric Welding Machine

Figure 1.2.8.
Name: PFAFF 8310 Ultrasonic welding machine for synthetic fabrics Type: Welding machines Productivity Sewing speed: 10 m / min.
Programmed welding with PFAFF 8310. Seamsonic type ultrasonic welding machine combines all the physical advantages of ultrasonic welding with the experience of sewing technology in a way that is still unique. On the PFAFF 8310, the welding material is fixed between the impulse and pressure wheel and is subsequently welded under pressure. With this method of ultrasonic welding, the welding material is “whipped” by means of sharply changing pressure fluctuations. Due to molecular vibrations, heat is generated in the lower surface of the welding material, on thin materials it is in the immediate vicinity of the weld joint, which ensures a good connection of materials. Applications PFAFF 8310
Technical field: Filter pockets, personal care products, medical mattresses and covers, felt, surgical dressings, film, body armor, sun protection, filters, insulation, shower curtains, etc.
Manufacture of wearing apparel:
Leisure clothing, protective clothing, bodice, underwear, operating clothing, etc. Automotive industry : Awnings for trucks, curtains, awnings and much more.
Accessories:
■ Digital SPS control
■ Maintenance using the Touchscreen control panel
■ Functions: manual and automatic operation with stepless speed adjustment using the foot pedal, amplitude adjustment from 50 to 100%, delayed start for oscillations and drive, idle and reverse adjustment.
■ The machine is delivered optionally with a free sleeve, a reverse sleeve platform for lap seams and tubular products, a core sleeve (sleeves can be interchanged), and also with a flat platform.
Ultrasonic Generator:
■ new: power stabilizer
■ silent 35 kHz
■ automatic tracking of amplitude depending on frequency and speed
■ automatic adjustment of the impulse wheel before welding and during welding Accessories (options):
■ Possibility of milling or engraving of clamping wheels according to the customer’s model, overlap guides, seams and hemmers
■ puller left and right and with separate disconnection.
New: Cut & Seal PFAFF 8310 Cut & Seal combines physical cutting processes with ultrasonic welding. Based on the 8310-003 machine that has been successfully used on the market, new generation ultrasonic welding machines have been developed. Advantages:
■ Two operations in one run (Cut & Seal)
■ Minimum seam allowances (microsheaths) for high strength ■ High comfort of welded materials
■ Flat seams after subsequent processing The latest trend in joining textile seams. Ultrasonic welding machine for simultaneous welding and edge trimming. Sequential processing of flexible thermoplastic and non-woven
materials.

Figure 1.2.9.
Name: PFAFF 8320 Direct welding with hot wedge or hot air Type: Welding machines Productivity
Differences between hot wedge welding and hot air welding.
Hot wedge welding:
-The welding seam is always neat.
- The energy consumption is up to 80% less than when welding with hot air. -Air consumption is significantly lower than when welding with a hot wedge. A small compressor is enough.
- When welding with hot wedge, 95% less harmful vapors are formed than when welding with hot air.
-Due to direct contact, the hot wedge should be resurfaced regularly. In this regard, there are additional costs for restoring the wedge. Hot air welding: - The welding seam is slightly wavy, the edge is partially noticeable.
-The energy consumption is 5-6 times higher than when welding with a hot wedge.
-Significant air consumption. A large compressor is needed.
- When welding with hot air, 20 times more harmful vapors are formed than when welding with hot wedges.
-When welding non-woven materials, such as filter materials, the seam is more elastic due to the penetration of hot air into the material.
- Due to the lack of direct contact, there is no need to polish the wedge. There are no additional costs.
PFAFF 8320 Stationary machine for welding flexible thermoplastic materials using HOT WEDGE or HOT AIR.
• Completely freely programmable machine
• All parameters are entered using the interactive control panel
• Drive of transporting rollers from individual stepper motors with the possibility of differential material supply
• High column with variable geometry. Possibility of turning 180 g.
• Height-adjustable bed
• Fast transition from hot-wedge welding to hot-air welding for various applications • Length 1100 mm.
• Width 620 mm.
• Height 1400 mm.
• Departure of a sleeve of 480 mm.
• Weight 140 kg.
• The passage between the rollers is 25 mm.
• Welding speed up to 10 m / min. Optional up to 30 m / min.
PFAFF 8320-010 Hot Wedge
• Max. welding temperature 500 gr.
•Max. seam width 30 mm. (depends on the width of the wedge). Standard wedge options: 7, 9, 12, 15, 20, 30 mm. • Mains voltage 230 V., 1 phase.
•Max. power consumption 1.5 kW.
• Operating pressure of compressed air 6 bar.
• Air consumption up to 30 l / min.
PFAFF 8320-020 Hot air
• Max. welding temperature 650 gr.
•Max. seam width 30 mm. (depends on nozzle width). Standard nozzle options: 15, 20, 30 mm.
• Mains voltage 230 V., 1 phase.
•Max. power consumption 3,5 kW.
• Operating pressure of compressed air 6 bar.
• Air consumption up to 150 l / min.
PFAFF 8320-020-061 Hot air Special equipment for welding continuous filter bags
• Equipped with a nozzle 15 mm wide as standard.
• Equipped with 30 mm wide casters as standard.
• It is standardly equipped with an overlapping seam apparatus with adjustable seam widths from 10 to 30 mm.
• Standardly equipped with a hose former with diameter adjustment from 60 to 300 mm.

Figure 1.2.10.
Name: PFAFF 8330 Fully programmable machine for sealing seams with thermoplastic tapes using hot air Type: Welding machines Productivity
Fully freely programmable machine
• All parameters are entered using the interactive control panel
• Drive of transporting rollers from individual stepper motors with the possibility of differential material feed
• Dynamic welding (change in the power of the heating element depending on the welding speed) • Automatic cutting of the tape at the end of the material according to the signal from photosensor
• Quick-change speaker system for various applications
• Rollers and nozzles of different widths for tapes 22, 25 and 30 mm wide.
•Max. welding temperature 650 gr.
• Welding speed up to 10 m / min. Optionally up to 20 m / min.
• The power of the heating element is 3.3 kW.
• Mains voltage 230 V., 1 phase.
• Operating pressure of compressed air 6 bar
• Air consumption up to 150 l / min.
WELDING MACHINE: ELMRT

Figure 1.2.11.
Name: ELMRT Type: Welding machines Productivity Standard ultrasonic machine 40 kHz 1500 W Titanium rotating sonotrode Wheel with standard knurling (15 types to choose from) Integrated PLC controller controlling speed / delay and frequency
Figure 1.2.12.
Name: SC40 Type: Welding machines Productivity: Standard ultrasonic machine 40 kHz 600 W Hardened steel sonotrode Wheel with standard knurling
(15 types to choose) Integrated PLC controller controlling speed / delay and
frequency Stainless steel worktable 500 x 500 mm
WELDING MACHINE: SC20

Figure 1.2.13.
Name: SC20 Type: Welding machines Performance: Standard ultrasonic machine 40 kHz 1500 W Hardened steel sonotrode Standard knurled wheel (15 types to choose from) Integrated PLC controller controlling speed / delay and frequency Stainless steel worktable 500 x 500 mm
Test questions:
1. What is a non-filamentous tissue connection?
2. What methods are used for non-thread compound tissue?
3. Bonding technology - is it?
4. Can materials be joined by welding?
5. Types of machines used for threadless connection of parts?
1.3. Innovations in the work of molding and finishing products, the choice of
Intermediate and final ironing are obligatory operations in the clothing industry, which are, first of all, essential for recognition of the product by the end user. Equipment for wet-heat processing of garments is one of the main types of machines and apparatuses used in the manufacture of clothing. It includes universal press equipment, special press equipment, ironing tables, irons, auxiliary equipment and others (steam generators, vacuum plants, etc.).
Most installations, presses and ironing tables are a complex consisting of presses of basic structures, tables and component pillows, irons.
The basic designs of presses and duplicating plants differ in a number of basic ways. These signs include the pressing force, the type of drive, the degree of automation (type of control), the degree of energy supply.
The SILTER brand is a leader in the production and sales of compact steam generators for domestic and professional use in many countries of the world. SILTER has been producing electric steam irons and steam generators since 1983 in accordance with modern technologies and the latest technological developments. As a result, the SILTER brand quickly gained a good reputation among customers and firmly took a leading position in the class of professional WTO equipment for sewing production. SILTER irons and steam generators are much cheaper, but at the same time they are not inferior in appearance or quality to their Italian "brothers". And their reliability is evidenced by full compliance with European standards, as well as TSE and PCT certificates. SILTER equipment is specially designed for medium and small sewing production, curtain salons and clothing salons, shops, service companies, homemakers and private entrepreneurs who sew in large batches. For professional use, SILTER has developed the SILTER PROFESSIONAL series, which has several advantages: the casing and boiler of steam generators are made of stainless steel; steam generators have a 4level protection system:
a) An integrated steam regulator prevents the generation of excess steam.
b) Bimetal disc thermostat prevents overheating.
c) The fuse is triggered in the event of any breakdown of the bimetallic thermostat (in such cases, the fuse stops supplying voltage to the boiler and the NO WATER alarm indicator lights up).
d) In case of failure of any of the above mechanisms, steam is automatically released through the safety valve of the boiler cover.
Steam generators operate on plain tap water, so there is no need to buy an additional distiller;
SILTER PROFESSIONAL steam generators economically consume electricity, the required power is 1000–2000 W / h, depending on the volume of the boiler; a professional iron is connected to the steam generators with a silicone heatresistant hose; steam generators are suitable for both horizontal and vertical steaming; steam generators are equipped with a heat-resistant iron stand; SILTER PROFESSIONAL series steam generators are made in various modifications. The SM / PSA 2101A, SM / PSA 2135A boards have a built-in steam generator with an iron that creates continuous dry steam, which is supplied using the foot pedal. Moreover, the surface of the ironing board has a heating element with a temperature regulator, which allows you to iron any materials without fear. One of the most important advantages of SILTER HARMONY boards is the presence of a fan, which provides a reliable vacuum aspiration system. SILTER has its own know-how, confirmed by a patent - height adjustment to the nearest centimeter. The convenience of SILTER HARMONY boards is also confirmed by the presence of wheels and handles, with the help of which the board easily folds and moves. The entire range of SILTER products is represented not only by ironing boards and steam generators for professional use, but also by irons, steam generators for semi-industrial applications and specialized equipment such as steam generators with a steam brush, a steam gun and a steam generator with a set of TRIO MINI nozzles

Fig. 1.3.1.
SILTER Super mini 2005E
Figure 1.3.2.
Ironing tables are one of the most common and simple in design types of equipment used at sewing enterprises for wet-heat treatment of products.
Ironing tables have basic designs and differ from each other in design, equipment (various types of irons), type of heating of the ironing surface, the presence of vacuum suction. The possibility of installing additional pillows.
There are two types of table designs: the first involves the installation of an ironing plate on four supports, the second on one support; in this case, the ironing plate is located console.
In some cases, individual suction can be installed on the ironing tables.
In order to process parts of complex shapes on tables, additional auxiliary pillows are installed.
Ironing tables are equipped with irons of various types. The main distinguishing characteristics of irons are the type of heating, the presence or absence of a steamer, the weight of the iron, the shape of its sole.
Ironing table LGS-103.34

Fig. 1.3.3.
Table 5
|
Name of indicator, unit of measure |
LGS-103.34 |
|
Ironing surface size, mm |
1410x410x450 |
|
Type of heating |
electro |
|
Steam generator power, kW |
3,5 |
|
Steam generator capacity, l |
7 |
|
Total power kW |
5.33 |
|
Water supply to the heater capacity, mm |
9 |
|
Water discharge from the heater tank, mm |
12 |
|
Compressed air supply, mm |
6 |
|
Overall dimensions (in package), mm |
1635x440x1700 (1820x840x1900) |
|
Weight (in package), kg |
120 (214) |
|
Voltage |
380 |
|
Equipment |
movable lever for ironing sleeves, vacuum fan, blowing, steam generator, electric iron |
An important aspect of innovation is to ensure product quality by creating more responsive installations through electronic control to obtain optimal molding and finishing results. For technical textile materials, Maschinenfabrik Herbert Meyer GmbH (Germany) offers the RPS-E2 installation for leather lamination, which is especially suitable for use in the manufacture of automobiles. The optimum heating zone allows, thanks to the "intelligent" heat direction, to obtain a compound that is stable for a long time without damaging the surface of natural leather. To absorb steam and moisture to protect the user and the environment, the unit is equipped with a VacuTherm device. The Kannegiesser Garment & Textile Technologies GmbH GmbH (Germany), owned by the Veit group, offers a new small passage fixing machine AX 450 for a wide range of gaskets and materials for the top. It allows you to unilaterally openly partially fix large details of the cut.
The new Fuse Master BX series straight through locking machines have a working width of 600 and 1000 mm. They are primarily intended for mixed production. The control with the DX MultiStar touch screen, which allows the development and accumulation of fixing programs, also makes it possible to quickly establish and control the fixing parameters. Veit GmbH (Germany) introduced a new generation of VEIT 8741 trim fittings, which are both simple options and powerful solutions with tensile control function (VEIT-0STRECH). These settings allow you to process even sensitive elastic knitted products. The VEIT 8381 finishing multiformer, which allows you to choose mannequins, also has a function for controlling the edge extensibility during sensitive movements, which creates advantages for certain types of men's and women's clothing.
The Brisay Maschinen GmbH (Germany), also owned by the Veit group, offers a number of new and optimized ironing solutions. The front pre-ironing machine with the special shoulder accentuation device BRI-600 has a new molding system that allows, along with molding, the entire front parts to carry out additional preliminary molding in the shoulder area. The BRI-1200 finishing and ironing machine, designed for the front of garments, has a new camera system for molding Niya provides optimum ironing results for all collar and lapel models. Moreover, the ironing area is adjusted depending on the model and size of clothes. The new device for ironing sleeves with an air cushion in the BRI-810 machine, designed to fit sleeve sleeves and trim - ironing, makes it possible to "roll" the upper part of the sleeve for trimming and to avoid the unwanted shear effect. The movement of various movements for the roller is freely programmed back and forth, including for high- set sleeves. MACPI Palazzolo (Italy) demonstrated a new automatic device for finishing jeans and trousers for leisure - an automatic unit of four rotating stations for blowing steam with an automatic unloading system. Its productivity is 2500–3500 trousers per shift when serviced by one person.
The operation of the device can be adapted to all materials, including tensile ones. Contributing to the molding elements provide a comprehensive finish without any additional processing. Due to the almost complex movement of manufacturing clothing abroad, the preparation of imported products for sale today remains the last component of intensive processing in the textile chain in Europe. Indupress GmbH & Co. KG (Germany) has an advanced tunnel installation for the final finishing of various textile materials. Its significant innovations are steam chambers, in which, along with regulating the amount of steam, regardless of the pre-pressure, a pre-atomization unit is integrated. Between the devices for circulating air and steam is a hopper, passing through which the products are processed with a mixture of air and steam.
The reuse of excess steam sucked into the steam chamber guarantees efficient and economical use of energy. A powerful air supply creates an elevated temperature for optimal finishing results. Management based on an industrial personal computer and touch screen guarantees simple and intuitive maintenance and contributes to the reliability of programs and their replacement.
Figure 1.3.4.
Mannequin for shirts VEIT 8326 PREMIUM
Fig. 1.3.5.
High performance blowing mannequin for laundries and textile mills.
A powerful fan, combined with a heating battery, provides quick and effective drying. The low construction height and pressure relief panels guarantee comfortable use. With the VEITouch control system, all functions are under control. Several shirts of various sizes, shapes and materials can be stretched efficiently with the highest quality standards.
Machine BRI 1200/101
Fig. 1.3.6.
Benefits:
• Vertical closure of the box heads: even distribution of pressure / prevents pressure clothing from moving / improves quality
• Pressure tanks with separate chambers for steam and suction: individual processing of the upper and lower areas of the front parts / flexible solution for various types of fabric
• 2-step lower suction boxes
• Convenient 5.7-inch color touch screen
• Separate program selection switch: allows you to quickly change programs
• Intermediate device for suspending a shirt: during cooling of a press product, a software step device is activated / quality is improved / productivity is increased
• Automatic program step: automatic program transfer from one side of the machine to the other / increases productivity
• Digital remote control:
• Hanging device for fitting shirts onto a hanger: without loading and unloading from / to the hanger
• Vertically located boxes
Test questions:
1. What is wet heat treatment?
2. What equipment is used for molding and finishing products?
3. What are steam and air mannequins for?
4. What firms produce equipment for the WTO?
5. The BRI 1200/101 is ...
How much must die
to make a new one!
Jacob Burkhardt 1.4.1. CAD system
One of the complex and urgent tasks in organizing the production of garments is the automation of design preparation of production. The level of solution to these problems largely determines the breadth of the range and quality of products. Of great importance is the creation of an environment for the creative interaction of a designer, constructor and technologist.
Computer-aided design (CAD) system is a complex set of tools designed to automate design.
According to the standards adopted in the 1980s, CAD is not just a certain program installed on a computer, it is an information complex consisting of hardware (computer), software, a description of the ways and methods of working with the system, data storage rules, and much more . The abbreviations CAD (Computer Aided Design) , which can be translated as computer-aided design, and CAD-system , which can be translated as a system for computer-aided design, are widely used .
Currently, among CAD specialists, many terms have lost their original meaning, and the term CAD now refers to a program for computer-aided design. In other words, what used to be called CAD software or a CAD system is now commonly referred to as computer-aided design (CAD) system. You can also find the names of a CAD system, CAD system, CAD system, and many others, but they all mean one thing - a kind of program for computer aided design.
In today's market there are a large number of CAD systems that solve different problems.
1.4.2. The main systems of computer-aided design in the field of
engineering.
Basic and lightweight CAD
Lightweight CAD systems are designed for 2D-design and drawing, as well as for creating separate three-dimensional models without the ability to work with assembly units.
The undisputed leader among the basic CAD systems is AutoCAD.
AutoCAD
AutoCAD is a basic CAD system developed and supplied by Autodesk. AutoCAD is the most common CAD system in the world, allowing you to design in both two-dimensional and three-dimensional environments. Using AutoCAD, you can build 3D models, create and draw drawings, and much more. AutoCAD is a platform CAD, i.e. this system does not have a clear focus on a specific project area, in it you can carry out at least construction, at least engineering projects, work with surveys, electrics and much more.
AutoCAD CAD system has the following distinctive features:
• The de facto standard in the CAD world
• Extensive customization and adaptation options
• Tools for creating applications in embedded languages (AutoLISP, etc.) and using the API
• The abundance of third-party programs.
In addition, Autodesk is developing vertical versions of AutoCAD - AutoCAD Mechanical, AutoCAD Electrical and others, which are designed for specialists in this area.
Bricscad
Currently, a number of systems have appeared on the market that are positioned as an alternative to AutoCAD. Among them, Bricscad can be separately noted from the company Bricsys, which is very actively developing, directly supports the DWG format and has a number of differences, including direct variational modeling tools, support for BIM technologies.
Mid-Range CAD
Mid-range CAD systems are programs for 3D-modeling of products, calculations, automation of design of electrical, hydraulic and other auxiliary systems. Data in such systems can be stored both in a regular file system and in a single environment of electronic document management and data management (PDM and PLM systems). Often in middle-class systems there are programs for preparing control programs for CNC machines (CAMsystems) and other programs for technological design.
Mid-range CAD systems are the most popular systems on the market. They successfully combine the “price / functionality” ratio, are able to solve the overwhelming number of design tasks and satisfy the needs of most customers.
Autodesk Inventor
Professional complex for three-dimensional design of industrial products and documentation. Developer - Autodesk.
Among the features of Inventor are worth noting:
• Advanced 3D modeling tools including freeforms and direct editing technology
• Support for direct import of geometry from other CAD systems with the preservation of associative communication (AnyCAD technology)
Close integration with Autodesk programs - AutoCAD, 3ds Max, Alias, Revit, Navisworks and others, which allows you to use Inventor to solve problems in various fields, including design, architectural and construction design, etc.
• Support for domestic standards in the calculation, modeling and documentation
• Extensive libraries of standard and commonly used items
• The abundance of masters of design of typical units and structures (bolted joints, gear and belt drives, design of shafts and wheels, and much more)
• Extensive parameterization options for parts and assemblies, including product composition management
• Built-in environment for creating design rules iLogic.
To effectively manage product development, manage engineering data and organize teamwork on projects, Autodesk Inventor can be integrated with the Autodesk Vault PLM system and similar systems from other developers.
Solidworks
Three-dimensional software package for automation of design work of an industrial enterprise. Developer - Dassault Systemes.
Features of the system that distinguish it from other CAD systems:
• A well-thought-out user interface that has become a role model
• An abundance of add-ins for solving highly specialized tasks
• Orientation to both design and technological preparation of production
• Standard Element Libraries
• Recognition and parameterization of imported geometry SolidWorks PDM Integration
Solidedge
A three-dimensional modeling system for engineering products developed by Siemens PLM Software.
Among the advantages of the system are:
• A combination of parametric modeling technologies based on structural elements and a construction tree with direct modeling technology within the framework of one model
• Settlement environments, including generative design technology
• ESKD support in the preparation of documentation
• Advanced design capabilities of cast parts and accessories for their manufacture
• Built-in module for automated creation of diagrams and diagrams
Close integration with Microsoft SharePoint and Teamcenter
PLM for collaboration and data management
Compass 3D
Compass-3D is a system of parametric modeling of parts and assemblies used in the fields of engineering, instrument making and construction. Developer - Ascon company (Russia).
Advantages of the Compass-3D system:
• Simple and intuitive interface
• Using a custom three-dimensional core (C3D)
• Full support for GOST and ESKD in the design and execution of documentation
• A large set of add-ins for designing individual sections of the project
• A flexible approach to equipping designer jobs, which saves on purchase
• Possibility of integration with VERTICAL and other systems of a single complex.
T-flex
Mid-range CAD, built on the basis of the licensed three-dimensional core Parasolid. The system developer is TopSystems company (Russia).
Distinctive features of the system:
• Powerful tools for parameterizing parts and assemblies
• Advanced Modeling Tools
• A simple mechanism for creating applications without programming
• Integration with other T-FLEX PLM software
• Tools for calculating and optimizing structures.
Heavy CAD
Heavy CAD systems are designed to work with complex products (large assemblies in aircraft, shipbuilding, etc.) Functionally they do everything the same as medium-sized systems, but they have a completely different architecture and work algorithms.
PTC Creo
2D and 3D parametric design system for complex products from PTC. PTC Creo CAD software is widely used in a wide variety of design areas.
Advantageous differences of the system from competing solutions:
• Effective work with large and very large assemblies
• History-based modeling and direct modeling tools
Work with complex surfaces
• The ability to scale the functionality of the system depending on the needs of the user
• Different representations of a single, centralized model developed in the system
• Close integration with the PTC Windchill PLM system.
NX is the flagship CAD system manufactured by Siemens PLM Software, which is used to develop complex products that include elements with a complex shape and tight layout of a large number of components.
Key Features of NX:
• Support for various operating systems, including UNIX, Linux,
Mac OS X and Windows
• Simultaneous work of a large number of users in one project
• Full-featured simulation solution
• Advanced industrial design tools (free forms, parametric surfaces, dynamic rendering)
• Mechatronic systems modeling tools
• Deep integration with Teamcenter PLM system.
CATIA
The computer-aided design system from Dassault Systemes, focused on the design of complex integrated products, primarily in the field of aircraft and shipbuilding.
Distinctive features:
• The de facto standard in the aircraft industry
• Orientation to work with models of complex shapes
• Deep integration with settlement and technological systems Opportunities for teamwork of thousands of users on one project Support for interdisciplinary system design.
Cloud CAD
Recently, cloud-based CAD systems that work in a virtual computing environment, rather than on a local computer, have begun to actively develop. Access to these CAD systems is carried out either through a special application or through a regular browser. The indisputable advantage of such systems is the possibility of their use on weak computers, since all work takes place in the “cloud”.
Cloud-based CAD systems are actively developing, and if several years ago they could be attributed to light CAD systems, now they are firmly established in the category of medium-sized CAD systems.
Fusion 360
CAD Fusion 360 is focused on solving a wide range of tasks, ranging from simple modeling to complex calculations. The system developer is Autodesk.
Features of Fusion 360:
• Advanced user interface
• The combination of different modeling methods
• Advanced build tools
• Ability to work in online and offline modes (in the presence and absence of a permanent Internet connection)
• Affordable acquisition and maintenance costs
• Calculations, optimization, visualization of models
• Integrated CAM System
• Possibilities of direct output of models to 3D printing.
Onshape
Fully cloud-based Onshape CAD software is being developed by Onshape.
Things to look for when choosing Onshape:
• Access to the program through a browser or mobile applications
• Online only
• Narrow focus on engineering design
• A complete set of functions for modeling engineering products
• Version control of created projects
• FeatureScript language support for creating your own Onshapebased applications.
Computer technologies have long been used in many areas of production. Clothing manufacturing is no exception. Computer and microprocessor technology is being introduced into the clothing industry quite intensively.
Many stages of creating clothes are automated - from designing, performing technological operations to finishing products. Computer technology is used as specialized microprocessors embedded in equipment, and personal or industrial computers. Computers help to control technological processes and are used in design systems. The built-in microprocessor allows you to perform only a set of programmed operations, which limits the possibility of more flexible changes in the set of operations and their properties. Sewing machines with integrated microprocessors, and sometimes computer-controlled, have multifunctional capabilities. With the help of such machines, the speed and accuracy of operations is increased, the quality of the product is increased. For example, a well-known machine is an automatic machine, which quickly and efficiently processes one of the complex units - a pocket in a frame. Computer technology in the clothing industry automates not only technological operations, but also the design of product designs. For the creation of clothing models, preparation of drawings and patterns, there are various systems for the automated design of clothing (CAD). They usually consist of a computer, printer, digitizer, plotter, which in combination with software can automate the design phase and significantly reduce the time for model development. Cutting machines are widely used to automate cutting in industry. Such settings are controlled by a computer, in the memory of which there is information about the layout of the parts of the root on the fabric and other information about the features of the fabric. Cutting machines can be equipped with a vacuum device that holds the fabric. A thick layer of fabric is cut with a knife or a laser beam, in some cases a water stream is used when cutting. Such machines are controlled by a computer. At the present stage of development of computer hardware and software, it is possible to use them at home or in small workshops. In these conditions, both modern household sewing machines equipped with microprocessors or connected to a personal computer, and the personal computer itself can be used. At the same time, many domestic and foreign companies produce sewing machines equipped with electronic starters, automatic needle threaders, sewing devices with frills. Blocks for automatic embroidery, etc. Machines of this type can accelerate the implementation of various technological operations, significantly improve the quality of work. In the market of modern software there are various computer directories of clothing models, fashion encyclopedias and catalogs of drawings for embroidery. Electronic directories presented on CD-ROMs contain significantly more information than a magazine or book. The use of electronic directories accelerates the search for the necessary information. Recently, such software tools have appeared that help not only find the right model of clothes in a few minutes, but also get a finished pattern in appropriate sizes, for example, by LEKO. In the catalog of drawings it is proposed to choose your favorite model, enter four dimensional signs (height, chest, waist and hips). After a few minutes, the pattern details will be printed on the printer. A computer can be used to learn how to sew beautiful and high-quality clothes. The multimedia learning system “Learning to sew” developed in Samara is a computer textbook. The textbook is presented to study theoretical material, perform practical tasks and test the knowledge gained. On its pages there is information about fabrics, materials, various methods of processing parts and components of products. In addition, on the monitor screens you can watch video clips with an explanation of an experienced wizard. The video recording can be viewed frame by frame, slowing down the demonstration, and viewed many times until the processing becomes clear.
A computer is a good helper for needlework, in particular embroidery. With it, you can create and edit drawings, select the color scheme. Using a graphical editor, it becomes possible to simulate future embroidery. In addition to the graphical editor, various computer catalogs with drawings for embroidery are widely used. Known software tools, including the creation of drawings, their editing and selection of colors, for example, "Catalog for embroidery", developed by Vyatka authors for use in schools in technology lessons. Having looked through the catalog, you can choose a suitable picture and, using a graphic editor, colorize the patterns, choosing the right color palette. Using a printer, you can easily print the desired pattern, and then transfer it to the fabric. The pages of the catalog also contain an explanation of how to make embroidery threads. Using the catalog reduces the time needed to search for a pattern and transfer it to the fabric. Embroidery is much faster with the help of household machines from the German company PFAFF and the Swedish company Husgvarna. Such machines are equipped with embroidery blocks for automatic embroidery. In their memory many pictures are stored.
Having completed simple programming by choice and, if necessary, changing the pattern (proportional increase, visual display, etc.), you can rely entirely on a smart machine - the embroidery will be done in high quality.
Test questions:
1. What is CAD?
2. What tasks does the Fusion 360 program perform?
3. Why is CAD used in the clothing industry?
4. List the types of computer-aided design systems?
5. What is cloud CAD?
1.5.1. Composition and structure of CAD.
The main ones are:
-an automated design - design is carried out by a person;
-automated design, in which individual stages or tasks are carried out by the interaction of a person and a computer;
-automatic design, in which all stages and tasks are carried out by a computer without human intervention.
The components of CAD are subsystems. In each subsystem, a functionally complete sequence of tasks is solved. Any CAD system consists of design and maintenance subsystems:
Design subsystems perform procedures and operations for obtaining new data. They have an object orientation and implement a certain design stage or a group of interrelated design tasks. Examples:
-subsystems for designing typical TP;
-subsystems for designing technological processes of assembly;
- machining;
- calculation of cutting conditions;
-automatic operations;
-special technological equipment;
- a complex and shaped cutting tool;
-preparation of control programs for CNC machines;
-information search; etc.
The serving subsystems have a system-wide application and serve to ensure the functioning of the design subsystems, as well as to design, transmit and output design results.
Examples:
- database management system;
-subsystems of information retrieval; -subsystems of input - output of data; -documentation.
Invariant subsystems perform unified design procedures and operations. These include subsystems for documenting design decisions, entering and adjusting source data.
The main components that perform a specific function in the subsystem are: -technical - computing and organizational equipment devices, data transmission media, measuring and other devices, or combinations thereof;
-mathematical - methods, models, algorithms;
-programme - documents with the texts of programs, programs on computer media and operational documents;
-information - documents containing descriptions of standard design procedures, standard design solutions, standard elements, components, materials and other data, as well as files and data blocks on machine media with the recording of these documents;
-methodical - documents that reflect the composition, rules for the selection and operation of design automation; linguistic - design languages, terminology;
-organizational - regulations, instructions, orders, staffing tables, qualification requirements and other documents governing the organizational structure of units and their interaction with a set of design automation tools.
To combine the subsystems into system-related complexes of computeraided design (AP), methods of their hardware, software, information and linguistic coordination are used. When performing such a negotiation, an interface is used.
The main methods of computer-aided design:
Typical solutions are the basis of technological design when using computers. According to the level of tasks to be solved, typical solutions are divided into two groups: local and complete.
Local standard solutions relate to private technological tasks that determine only a certain part (element) of the designed technological process, for example, the purpose of the machine to perform an operation. Typical solutions in this case (machine models) are local.
A complete standard solution covers the whole range of tasks.
Typical solutions are also distinguished by their structure. MTP1, MTP2 are standard solutions with the simplest structure (singleton). Each typical solution here is a design unit, a single invariable element that may or may not be accepted as a whole. No conversion of these standard solutions is provided. MTRZ standard solutions have a more complex structure. These solutions are multi-element, i.e. each consists of a set of elements that can be considered separately during the design process. Elements of these standard solutions (route technologies) are technological operations. For each operation, it is necessary to assign a machine, to normalize, i.e. to consider further the individual elements of this standard solution. Depending on the structure of a typical solution, the procedures for working on them are distinguished . For singleton standard solutions, an algorithm for their selection is organized, which we examined earlier.
A typical technological process as an object of the theory of computer-aided technological design is an ordered (according to the sequence of execution) set of descriptions of technological operations sufficient to produce a group of parts with common structural and technological features. To form the technological process of manufacturing a specific part from it, it is necessary to organize a second algorithm, as a result of which only those operations will remain that are necessary for the manufacture of this part. This design method, based on complete multielement standard solutions, is called the analysis or addressing method.
An alternative approach to the automation of technological design is the synthesis method. The basis of this method is local standard solutions. The solution of a general problem, for example, the design of a technological process, in this case is formed (synthesized) from the solutions of particular problems that determine the elements of the technological process. For technological processes developed using a computer-aided design system based on the synthesis method, the name unit is applicable.
Currently, systems also use various compromise methods, including elements of analysis and synthesis.
The increasing complexity of the designs of engineering products, the increasing requirements for their quality, the increasing complexity of their operating conditions, the need to reduce the duration of PTCs require complex and effective decisions to be made in the shortest possible time. This is possible only by automating the decision-making (support) process.
Today, more and more enterprise managers are seeking funds for the acquisition of modern CAD systems. This can be explained by the fact that the use of computer technology in the field of automation of labor of designers and technologists has proved the effectiveness and viability of these solutions.
The use of CAD allows you to increase the productivity of the designer and technologist by 2-3 times, to increase the efficiency of interaction between different departments, the level and quality of design and technological work. In addition, with the help of CAD, it is possible to reduce the time for technical preparation of production, free designers from unproductive work, expand the design and manufacturing capabilities of complex equipment, and create a unified design and technology database for the enterprise. And all this in turn has a positive effect on the financial situation of the enterprise.
In order to identify the readiness of a particular enterprise for the implementation of CAD, a survey is carried out mainly by interviewing experienced designers and constructors.
The survey determines the need and cost-effectiveness of using an automated system. At the same time, the scope of design and development work, their frequency, the total cost of engineering work, the ability to create an adequate mathematical description and optimization procedures, the need to improve the quality indicators of the designed product, and reduce the design time are taken into account.
Test questions:
1. What is a computer?
2. What kind of CNC works?
3. What is CNC used for?
4. What subsystems are available in CAD?
5. How to implement CAD?
Computer technological design systems are widely used in the clothing industry. Using CAD, they solve almost all the problems associated with the artistic and technical design of clothing models and preparing them for launch in production. A wide variety of computer-aided design systems is presented in the software market: Gerber (USA), Investronica (Spain), Lectra (France), Gaibrid (England), “Assol”, “Grace”, “Leko”, “Relic”, “Komment” , “Eliander”, “Staprim”, “CAD Legprom” and others. Computer technologies for designing clothes are intensively developing not only in the direction of expanding the geography of implemented CAD, but also in terms of deepening them in various areas of the complex process of designing and manufacturing clothes. Now not only has the suitability of computer technology been identified for formal plan tasks based on iterative repetition of procedures, but also the possibility of their use in the field of human intellectual activity has been shown. Systems can help the designer, warning him of wrong decisions, directing towards the achievement of the optimum, determined on the basis of mathematical modeling and calculation of possible consequences.
The specifics of sewing production, due to the rapid change and updating of the range of products, presents special requirements for CAD, the main of which is the openness of the system. Open systems are capable of self-development, adaptation to 4 changing technological tasks of production. CAD “Grace”, developed by the specialists of the company “Infocom”, the principles of construction and functioning of which allow solving problems not only of a technical, but also of an intellectual plan. The latter is achieved due to the possibility of organizing branching processes implemented according to the laws of mathematical logic, which is characteristic of artificial intelligence systems (SRI). A user-friendly interface, a developed network of supporting (hedging and prompting) functions, the implementation of the principles of inheritance and self-regulation, as well as the presence of a wide database of initial data, including dimensional attributes of typical figures, turn the designer’s work into an exciting creative process, eliminating its routine procedures. When working at Grazia, there is no need for a complex and difficult technological stage - gradation of patterns.
The system automatically generates patterns for all recommended sizes and growths, without requiring setting inter-dimensional and intergrowth increments at structural points. Based on changes in the initial data (constructive gains, shaping parameters, dimensional attributes) using the same algorithm, it is possible to obtain the design of not one model, but a family of models, in each of which the specified requirements for manufacturability and quality will be fulfilled.

Fig. 1.6.1.
CAD “Grace” is a system of complex automation of the processes of design and technological preparation of models for production.
It allows you to automatically:
-performance by the artist of the sketch and technical drawing of the model, the formation of the color scheme of the model;
-building basic product designs according to the selected design methodology; development of model structures;
- formation of patterns;
-automatic generation of patterns in size, height and completeness;
-automatic formation of the sheet of technical measurements of the product and patterns, preparation and printing of a set of design documentation; design layouts in automatic and semi-automatic modes;
- sketch layouts in full size and scale;
-creation of cutting control programs on automated cutting units of domestic and foreign production.
The intellectual capabilities of the system are based on the results of fundamental research in the field of mathematical methods of geometric design, which ensure the automatic execution and control of geometric and technological operations. The main features of CAD “Grace”, which distinguishes it from other systems, are: versatility, openness, high functionality, which allow it to be used to solve almost any design problems without restrictions on the types of products, materials and specific features of technological processes.
Application of CAD “Grace” guarantees the quality of development, reduces the duration of the design process, saves the designer from routine types of work. Using CAD “Grace”, the intensive design process turns into a 6 fascinating creative search conducted jointly by the designer and the computer.

Fig. 1.6.2.
To run the CAD system "GRACE", you must:
• turn on the computer;
• find the “Grace” shortcut on the desktop and double-click on it with the left mouse button;
• at the request of the system Enter the access code, type the password and press Enter. The main menu of the system will appear on the screen. To enter any subsystem, you need to select the desired subroutine with the arrows on the keyboard or with the mouse, and the line with its name will change color to red. After that, press the ENTER key or the left mouse button.
Test questions:
1. CAD "GRACIA" - what program is this?
2. What needs to be done to launch the CAD system "GRACIA"?
3. Which company developed the CAD system "GRACIA"?
4. List the types of CAD, except "GRACE".
5. What appears after pressing Enter?
The technological process, as an object of design, can be represented in the form of a hierarchical structure, divided into several interconnected levels is presented in the figure.
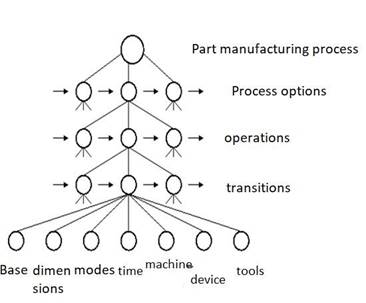
Fig. 1.7.1.
The technological process as an object of design
As a result of this decomposition, the process of designing a technological process is reduced to solving problems of various degrees of detail at interconnected levels: from the formation of the composition and structure of the processing route to the development of control programs and the calculation of cutting modes for processing individual surfaces.
The process formation process in the general case - a set of structural and parametric synthesis procedures with subsequent analysis of design decisions is presented in Figure 27.
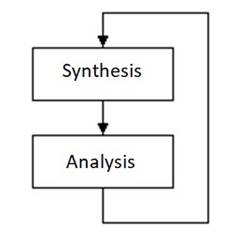
Fig. 1.7.2.
The general principle of the formation of the technological process Structural synthesis is implemented at the levels of formation of operations and transitions, and parametric - at the level of base selection, determination of transition sizes, calculation of cutting conditions.
Depending on the degree of completeness of the implementation of synthesis (mainly structural) and analysis, three main methods of computer-aided design of the technological process can be distinguished:
- direct design method (documented); -analysis method (addressing, analog); synthesis method.
In real CAD of technological processes, one method or any combination of these methods can be implemented.
The direct design method assumes that the preparation of the design document (routing) is assigned to the user himself, who chooses typical solutions of various levels from the database in an interactive mode.
A technological database is created and filled in advance, which includes information on the workpieces, machines, devices, tools, etc. available at the enterprise. The database is structured, i.e. clearly divided into sections, subsections, pages, individual fields (phrases).
The user is presented with menus at different levels of design for the selection of workpieces, operations, machines, devices, transitions, tools, etc. The information selected by the user from the database is automatically entered in the columns and lines of the routing template. After that, in the editing mode, the information can be edited if necessary, and then printed in the form provided by the relevant GOST.
The analysis method is based on complete standard solutions. This method proceeds from the fact that the structure of an individual technological process is not created anew. It is determined in accordance with the composition and structure of one of the unified technological processes, i.e. appropriate type or group process. This is done by analyzing the need for each operation and the transition, followed by clarification of all decisions at the levels of decomposition "from top to bottom." This method embodies the idea of “from the general to the particular”.
In general, this method implements the following design scheme: entering the description of the part drawing - determining the structural and technological code of the part - searching the code in the database for an acceptable unified (typical or group) process - analyzing its structure - finalizing it in accordance with the description of the part drawing design of an individual technological process.
The use of this method at the stage of development and adaptation of CAD CAD to the conditions of a particular enterprise involves a lot of preparatory work. Of the many parts of the factory nomenclature, groups are formed that have common structural and technological features, processing methods. Two approaches are possible below:
in each group a detail is selected - a representative, and a standard technological process is developed for it. All typical technological processes for all groups of parts are entered in the computer. When developing an individual technological process, unnecessary operations and transitions are usually excluded from a typical technological process. Sometimes, much more rarely, missing operations and transitions can be added in the manual process editing mode. Further, equipment, technological equipment is specified, cutting modes are selected or calculated, time norms are calculated . For each group, a generalized model of all parts is formed - a complex part. It includes the entire variety of surfaces of the group under consideration. For a complex part, a unified (group) technological process is being developed. It is obviously redundant, i.e. contains operations and transitions for processing all the details of the group. The development of an individual technological process consists in analyzing the need to include operations and transitions from the corresponding group technological process. Or, in other words, unnecessary operations and transitions are excluded from the group technological process. Then, as in the first case, the so-called parametric adjustment is performed: refinement of equipment, technological equipment, selection or calculation of cutting conditions.
So, for example, in TekhnoPro CAD (distributed by Top Systems JSC, Moscow), a part classification method is used, similar to the method of group technological processes and opposite to the method of typical technological processes. When using standard technological processes, details are divided into as many groups as possible, for each of which a standard technological process is developed. In TechnoPro, on the contrary, as many details as possible are combined into one group. As the group expands, the guarantee increases that the technological processes for manufacturing new parts will be automatically designed by TechnoPro.
For the automatic design of technological processes based on the principle of analysis in TechnoPro, you need to create a database. To do this, you need to group the parts, mainly by the similarity of the technology of their manufacture. At the same time, a common technological process is created for each group, which contains the entire list of manufacturing operations for all parts of the group. To create a common technological process, technological processes already mastered in production are used. You can use "paper" versions of technological processes with their subsequent "transformation" into an electronic version or specific technological processes created in the course of working with TechnoPro in an interactive mode.
The creation of a common technological process is carried out in the following sequence. One of the group’s technological processes is taken as the basic one and is introduced as a general technological process (you can copy one of the specific technological processes created in the course of work in TechnoPro in the dialogue mode). Then the missing operations and transitions from other technological processes (specific technological processes) are added to it.
When adding, signs are detected, depending on which it is necessary to choose one or another operation, transition or route. Checking each of the signs is entered in the form of conditions in the TechnoPro database. Examples of such conditions are checks: the type of workpiece, the grade or hardness of the material of the part, the dimensions of the part, the presence of certain structural elements (surfaces), their sizes, etc.
After creating a common technological process, you can proceed to the automatic design of individual technological processes.
To do this, it is enough to create a description of the design of the part, for which it is necessary to design the technological process of its processing. The description can be taken (read automatically) from the electronic version of the parametric drawing of the part created by the T - FLEX geometric modeling system (developed by the Top Systems company already mentioned). A description of a drawing of a part can also be created without using graphical means by entering the necessary data from the keyboard. To speed up, you can copy a similar part from the specific technological processes already available in the system database or copy the layout of the general technological process.
The description of the drawing of the part consists in filling out general information about the part (data from the stamp and technical requirements of the drawing) and the parameters of the structural elements (surfaces) available on the drawing of the part.
After creating a part description, she is assigned the general technological process of the corresponding group of parts. Then the process of automatic formation of the technological process is started. During this process, TechnoPro selects from the assigned general technological process the operations and transitions necessary for the manufacture of each structural element of the part and transfers them to a specific technological process. Then, from the selected list, the system discards operations and transitions that provide better workmanship of the surfaces of the part compared to the specified requirements in the drawing.
After that, the system discards operations and transitions from a specific technological process in which the conditions for their selection are not fulfilled. Further, TechnoPro performs the calculations available in the conditions of the remaining operations and transitions.
Then the system calculates the technological dimensional chains taking into account the values of the allowances indicated in the transitions of the overall technological process.
Further, the system fulfills the conditions for the selection of technological equipment for operations and transitions and performs the calculations of processing modes and manufacturing standards available under these conditions.
At the end of the design process, the system generates transition texts, replacing the parameters contained in them with specific values. The values of the parameters are selected depending on the type of processing performed - preliminary or final.
Creating common technological processes and conditions, the technologist “teaches” TechnoPro how to design the technology of a specific (own) production. Once having trained the system, the technologist can be sure that TechnoPro will never forget the production nuances of the design of technological processes.
The analysis method is the main method of designing technological processes in the operation of flexible production systems. Its application gives the greatest effect in the introduction of group and standard technological processes in production. This is explained by the fact that this method does not violate the existing specialization and traditions of production units, simplifies the design process, and does not require difficult-formulated procedures for the synthesis of new technological processes.
1.7.1. Synthesis method in CAD of technological processes
The synthesis method is based on local standard solutions. Algorithms for constructing CAD systems based on the synthesis method are significantly different from each other. The reasons for this are as follows:
procedures for the development (synthesis) of technological processes belong to the category of hard-to-form a number of CAD systems constructed by the synthesis method, focused on the design of technological processes for the manufacture of parts of a certain class (for example, “bodies of revolution”) . In order to exclude cycles in the development of technology and provide a linear design strategy, some CAD developers have moved away from the classical design of technological processes such as “route - operation - transition”, etc .;
Implementation of a linear design strategy in CAD processes:
• entering a description of the drawing of the part;
• synthesis of processing routes (plans) for all surfaces of the part;
• synthesis of the process flow diagram;
• synthesis of the processing route of the part;
• synthesis of the composition and structure of operations of the technological process;
• refinement of the technological process (calculation of cutting conditions, rationing);
• paperwork.
Entering the description of the drawing details and the design of documentation are common steps for all methods of designing technological processes in CAD. They are included for completeness in the design of the process.
For enlarged operations of the stages, the maximum concentration of transitions is characteristic, which is equivalent to the simultaneous processing of all surfaces. Under production conditions, such an operation cannot always be performed. It requires disaggregation (differentiation) into several simple operations. The basis for the formation of simple operations is the streamlining of surface treatment by choosing a reasonable sequence of settings.
The presence of several enlarged operations of different processing methods, in addition to differentiation, sets the task of determining the sequence of their execution.
Thus, when forming the processing route for a part, the following tasks are solved:
- the composition of operations is determined; - enlarged operations are differentiated into simple; - a sequence of operations is formed at each stage.
Other synthesis approaches and methods are possible and exist during the automated design of technological processes.
Test questions:
1. List the main methods of computer-aided design of the process?
2. What is the basis of the analysis method?
3. Describe the synthesis method.
4. Write a sequence of implementation of a linear design strategy in CAD of technological processes?
5. Why is the description of the part drawing included in the sequence of linear strategy implementation?
If you want to take the path of innovation, then you must be capable of intuitive judgment
Fred smith 2.1. Smart fabrics
In experimental design, smart fabrics are beginning to be used. They are more comfortable than skin - they warm in the cold, cool in the heat and even change their size depending on the temperature. In the history of the costume, which has as many centuries as the history of mankind, it is almost impossible to come up with something fundamentally new. However, Mauro Taliani, the Italian house designer for Corpo Nove, pointed out that if the weather changes throughout the day, the person becomes a hostage of his own clothes. Multilayer structures - “trousers turn” - do not save the situation. And then Taliani began to develop “smart” fabric and build “living” designs that could change depending on humidity and temperature. The pinnacle of Taliani's skill is a shirt for the lazy. The composition of the fabric includes nickel, titanium, nylon. This composition has a specific characteristic - the so-called "shape memory". When the ambient temperature rises, the sleeves of the shirt can rise in a matter of seconds from the wrist to the elbow. Once the thermometer goes down a few lines, the length of the sleeve is restored.
The designer claims that clothing responds not only to ambient temperature, but also to body surface temperature. That is, if a person sweats, clothes also change their shape. The shirt for the lazy does not wrinkle, even if crumpled and pushed into a suitcase for a long time. Under any circumstances, she regains her form after 30 seconds. So far, only 200 such shirts are known to exist, and all of them are gray metallic. The cost of each is $ 3750. Now Taliani is developing a jacket that begins to more closely fit the body if it starts to get colder. Corpo Nove relies on those types of fabrics that are commonly used for extreme applications. It is difficult to say whether this is a design style designed for success in the hi-tech world, or whether it is a pessimistic view of the extreme future. One of the developments is a self-cooling vest, which is a miniature air cooling system. A 50-meter plastic tube containing coolant is sewn into the jacket. “The model was“ borrowed ”from workwear designs for workers at nuclear plants where temperatures exceed 70 degrees,” says Filippo Pagliai, a technologist at Corpo Nove. Another development is a jacket, which continues to warm a person, regardless of the surrounding cold, called “The Absolute Zero”. His model uses a unique substance, airgel. Representatives of Corpo Nove claim that this 99.8% air-based material is the lightest in the world. Clothing made of this substance can warm up in frosts of -80 degrees. The principle is quite simple - the air gap serves as an optimal insulator, and this property was used in Central Asian cotton bathrobes, in North Siberian fur coats, and in so-called “down jackets” even in past centuries. Another interesting model of Corpo Nove is a heating jacket for a motorcyclist or cyclist, which is connected to a motorcycle or bicycle, and the generated energy is transmitted through wires to clothes. The maximum degree of heating is + 43. If there is no transport nearby, next to which you can "refuel", a special belt with batteries has been developed.
A minicomputer is built into the improved model of the jacket, which allows you to program the heating of different parts of the body. The developers say that their consumers are not exalted collectors of extravagant clothes, but ordinary drivers, truckers and workers who need clothes that are comfortable and protected from temperature extremes. Although, it is obvious that the "ordinary driver" can hardly afford a vest, the price of which is equal to the cost of the car. In the modern design of clothes, fiber, milk protein, polymers are already used, the pattern on artificial or natural skin in clothes is applied digitally.
The most extraordinary - such as Paco Rabanne - do not hesitate to “sew” from aluminum and glass. Clothing has become not only practical and convenient, it has begun to reflect the sphere of activity of its owner and become a “tool of production”: bulletproof suits have already been created that are not afraid of cold steel weapons or radioactive radiation. Moreover, the weight of such a suit is slightly more than usual. There are exclusive models equipped with telephones, MP3 players, headphones that can be hidden in the shoulder pads, and a microphone built into the collar. The cost of such models varies from $ 600 to $ 2500 and above. They are commercially available. Among the most exotic hi-tech models “for professionals”, a TV jacket can be noted, which can compete with the shape of telepuziks.
Stephan Fitch, a developer at MIT Media Lab, came up with a leather jacket with a monitor mounted on its back. According to Fitch, the design will be successful among salespeople and advertising agents working on the streets and will make tangible competition to any other "street advertising". It is curious that the more modernized fabrics and designs of clothes, the greater the demand for natural and “natural” ones - for example, linen, cotton, wool. Also, natural wood furniture will be preferable and more expensive than furniture made from the lightest and most durable metal or polymer.
T- shirt FuelWear. FuelWear has heaters, a temperature sensor and a battery that supplies the entire system with energy.
FuelWear itself is not very thick, so you can’t do without heating here. Indeed, on the front there are two heating elements (flexible, very thin, not felt when worn), and on the lumbar part there is also a heating element.
For heating, energy is needed, which is stored in a small battery (so far the capacity has not been voiced). The temperature sensor, as well as the control system, are located in one housing with a battery. The device is small in size, it has a small pocket in front of it. This module is connected by wire (the connection process is shown in the video).
It is worth noting that FuelWear can be machine washed like any other clothes. Only the battery must first be removed. The system is configured to automatically adjust the heating temperature of the elements. The colder - the higher the temperature (up to a certain limit), the warmer - the lower the heating temperature. If you go into a warm room, the system automatically turns off.
As for battery life, when heated at 10 degrees (above body temperature), the battery lasts for 3 hours. With a temperature increase of 5 degrees (above body temperature), the battery lasts for 6 hours. And finally, when heated at 2.5 degrees, the charge lasts for 12 hours.
There is a charge indicator on the control module, so you can always see how low the battery is. FuelWear is being developed by the University of Toronto team and Hatchery (the latter are involved in project promotion).

Fig. 2.1.1.
Test questions:
1. What is smart tissue?
2. What did the Italian scientist Mauro Taliani invent?
3. Who invented the “Absolute Zero” jacket?
4. Are there any jackets with a built-in monitor?
5. Can I wash my FuelWear sweatshirt?
In recent years, the pace of scientific and technological progress began to depend on the use of artificially created objects of nanometer sizes (the Greek term “nanosan” means “gnome”; 1 nanometer (nm) is equal to one billionth of a meter or one millionth of a millimeter). Substances and objects created on their basis from 1 to 100 nm in size are called nanomaterials, and the methods of their production and use are called nanotechnologies. With the naked eye, a person is able to see an object with a diameter of about 10 thousand nanometers.
The properties of materials at the nanoscale differ from large-scale due to the fact that at the nanoscale the surface area per unit volume is extremely large. In the broadest sense, nanotechnology is research and development at the atomic, molecular and macromolecular levels in a scale of sizes from one to one hundred nanometers; creation and use of artificial structures, devices and systems, which, due to their ultra-small sizes, have new properties and functions; manipulation of matter on the atomic distance scale. The father of nanotechnology can be considered the Greek philosopher Democritus. Around 400 BC he first used the word "atom", which in Greek means "indivisible", to describe the smallest particle of matter. Probably, for the first time in modern history, a nanotechnological breakthrough was achieved by the American inventor George Eastman (subsequently founded the famous company Kodak), which produced the film (1883). 1931 year. German physicists Max Knoll and Ernst Ruska created an electron microscope, which for the first time allowed the study of nano-objects.
1939 year. Siemens, in which Ruska worked, released the first commercial electron microscope with a resolution of 10 nm. The birthday of nanotechnology is considered to be December 29, 1959. Professor of the California Institute of Technology R. Feynman (Nobel Laureate in 1965) in his lecture “There's plenty of room at the bottom”, read before the American Physical society, noted the possibility of using atoms as building particles.
Fig. 2.2.1.
1968 year. Alfred Cho and John Arthur, employees of the scientific division of the American company Bell, developed the theoretical foundations of nanotechnology in surface treatment. 1974 year. The Japanese physicist Norio Taniguchi introduced the terms “nanotechnology and nanotechnology” into scientific circulation, which he proposed to name mechanisms smaller than one micron in size and how to create them. 1981 year. German physicists Gerd Binnig and Heinrich Rohrer created a microscope capable of showing individual atoms. 1982 year. A raster tunnel microscope has been developed. 1985 year. American physicists Robert Curl, Harold Kroto and Richard Smaley have created a technology that allows you to accurately measure objects with a diameter of one nanometer. They also discovered the existence of a spherical carbon molecule - fullerene. 1986 year. An atomic force microscope was
created, which became a tool for assembling nano-
objects. 1986 year. Nanotechnology has become known to the general public. American futurologist Eric Drexler published a book in which he predicted that nanotechnology would soon begin to develop rapidly. 1989 year. Donald Eigler, an employee of IBM, laid out the name of his company with xenon atoms. 1991 year. Japanese researchers have discovered carbon nanotubes. 1998 year. Dutch physicist Seez Dekker created a nanotechnologybased transistor. 1999 year. American physicists James Tour and Mark Reed have determined that a single molecule can behave like molecular chains . 2000 year. The US Administration has supported the creation of the National Nanotechnology Initiative. Nanotechnology research received government funding.
This served as an impetus for the creation of national nanotechnology programs in many industrialized countries. 2001 year. Mark Ratner, author of Nanotechnology: An Introduction to the New Big Idea, believes that nanotechnology became part of human life in 2001 . Then two significant events took place: the influential scientific journal Science called nanotechnology “a breakthrough of the year”, and the influential business magazine Forbes “a new promising idea”. Nowadays, the term “new industrial revolution” is periodically used in relation to nanotechnology. 2004-2006 year. Russian researcher and inventor V.I. Using a gas-phase method of metal purification and isotope separation, Petrik developed the nanostructures of a number of metals: platinum, iron, nickel, etc.
Since nanotechnology, as an interdisciplinary field of knowledge and practice, can only be developed with bio-, info- and cognitive technologies, a scientific and technological cluster of NBIC technologies has emerged that determines the level of development of the world and countries in the 21st century.
Expectations from the introduction of NBIC technologies in science, technology, everyday life of a person at the end of the last century were grandiose. Hundreds of monographs, textbooks, tens of thousands of articles were written, special institutes were created, departments and faculties were opened in various countries. General successes, of course, are actually present, but still more on a quantitative than a qualitative level. The world under the influence of NBIC technologies, of course, has changed significantly, but not beyond recognition, as the founding fathers of nanotechnology (Feynman, Drexler, etc.) represented.
By the type of application of nanotechnology in the manufacture of textiles, products can be divided into two large groups:
1. Textiles produced by nanotechnology, as it is given a scientific definition in many sources. This means produced according to two principles: “from top to bottom” or “from bottom to top,” that is, crushing the substrate (in the broad sense) to nanoscale and forming a bulk nanoproduct from nanoparticles or its self-assembly from nanoparticles. In both cases, the definition implies, of course, the structure of the nanoproduct strictly organized from nanoparticles and the appearance of new ones or a significant improvement in the properties of the material. Under such refined requirements a very small part of textile materials falls. The same situation is in many areas of science and technology. The exception, perhaps, is the field of electronics, i.e. , nanoelectronics, which is where the origin of nanotechnology comes from.
2. Textiles manufactured using finished nanoparticles previously obtained by nanotechnology. There are a lot of such textile technologies and nanoproducts. In the future, when setting out the role of nanotechnology in the production of textiles, we will indicate which type of two these products belong to. For the consumer, the principles of obtaining a product do not matter - its qualities, new functions, and safety are important.
2.2.1. Types of nanotextiles and areas of its use
Consider the use of NBIC-technologies in the production of textiles for its main types, phases of production and areas of use.
Fiber production
1. Nanoscale fibers in diameter can be produced both from the bottom-up (self-assembly) and top-down technologies by splitting a stream of polymer (fiberforming) in an electric field. The latter technology is implemented under the entrenched name "electrospinning" (Eng. Electrospinning) and is carried out on equipment of various designs and firms. The technology is universal in the possibility of using fiber-forming polymers (natural, artificial, synthetic). There is only one requirement - the possibility of dissolving and melting the polymer without its destruction. Actually , these are the same requirements that apply to polymers in the production of chemical fibers by traditional spinneret methods. These technologies have not yet reached the level of large-tonnage production due to the high cost, but they are gaining momentum. The main area of use of such nanofibers made of polymers of various nature is medicine, protective clothing elements, filter materials and other areas of technical textiles.
2. Fibers filled with nanoparticles of various chemical nature, size and shape. This is the second type of nanoproducts. These fibers are produced by traditional technology by introducing nanoparticles into a solution or molten polymer for molding. Depending on the nature of the nanoparticles introduced into the fiber, they acquire new (electrical conductivity, photoactivity, bioactivity, etc.) or improved initial properties (mechanical strength). Such fibers are essentially composite, the properties of which depend on the properties of the matrix and nanofiller. These technologies are still far from the volume of production of fibers produced by traditional technologies. Their production is expensive and involves problems of compatibility of nanoparticles with the polymer matrix. There are problems of the rheology of solutions and melts during spinning, the aggregate stability of spinning solutions, etc. These technologies are at the stage of improvement, cheapening, and increasing manufacturability. The fields of application for nanoparticle-filled composite fibers are vast - a new generation of ultra-light, heavy-duty structural composites for all types of vehicles, protective multifunctional clothing, sports textiles, medical textiles.
Biotechnology in the production of a new generation of fibers
1. Gene modification of natural fibers . In the USA, Monsanto has developed a technology for growing genetically modified cotton, which has 30– 40% higher mechanical strength than natural high-quality cotton . This genetically modified cotton has not yet been widely distributed. Genetically modified cotton is used in textile products, which are subject to increased requirements (mechanical strength). For example, to outerwear made of cotton, which is given a low crease by means of cross-linking preparations. In this case, up to 20% of the tensile and abrasion resistance of the product is lost. Genetically modified high-strength cotton compensates for this loss.
2. Genetically modified spider silk , superior in strength to all natural and chemical fibers (strength is higher than that of steel wire of the same thickness), produced according to the following scheme.
It is known that spider silk is very durable, as nature intended and created for capturing, capturing spider victims, whose weight exceeds the weight of the web. Silk of a silkworm does not differ in such high strength, since nature predetermined another function for it (building material for a cocoon - a house for a caterpillar). In terms of chemical composition, silkworm and spider silk fibroin are close proteins that have different primary (a set of amino acids), secondary (geometry of the protein macromolecules) and tertiary (the nature of the interaction of protein macromolecules) structures, which determines the mechanical strength.
Biologists studied the structure of the genome of spider silk, and built a mulberry silkworm, goats, yeast, and microorganisms of a certain type into the apparatus of heredity for the production of protein identical to spider silk .
The best results were achieved in the latter case and settled on it. This microbiological gene-modified protein has been used to produce spider silk-type protein fiber. Such a fiber, superior in strength to all natural and chemical fibers, begins to be used in areas where lightweight and very durable materials are required : the production of body armor, special ropes, and implants in medicine. Since the cost of such a fiber is very high, while it finds application in a very limited amount.
3. Polylactic acid - based fibers - polylactide - are obtained by a complex technology consisting of their biotechnological phase and subsequent traditional chemical technology. From natural materials containing polysaccharides (corn, potatoes), glucose and lactic acid are obtained by fermented milk. Lactide and polylactide are obtained from it. Polylactide fiber is obtained from the latter by traditional chemical technology. By chemical structure it is polyester.
Of all the listed types of fibers obtained by nano- and biotechnologies, polylactide fiber took a small (at the level of several percent) place among the fibers of the new generation and is used primarily in medicine (implants). If we talk about all these fibers and technologies, their common property is that hydrocarbons (oil, gas) are not raw materials, which, of course, makes them very promising. But it is necessary to further improve the technology in order to reduce costs and increase their competitiveness with natural and chemical fibers based on hydrocarbons.
After completing the part on nanofibers, we consider the main types of fiber products.
Composites
Without fibers, it is impossible to produce any type of textile (fabric, knitwear, non-woven materials). But traditional and nanofibers are also widely used in many types of composite materials, where the polymer matrix is filled with various types of materials in powdered form (from micro to nanoscale). The latter provide greater strength of the composites due to a significant increase in the external surface and, as a consequence, a greater possibility of manifestation of intermolecular adhesion forces between the filler particles and matrix macromolecules.
The production of composites in the world is one of the most dynamically developing types of materials in which various nano- and larger particles are located. The development of this area of practical material science entails the development of chemistry and physics of polymers, nanotechnologies for the production of fillers for composites, including nanoparticles of various forms of carbon (carbon fibers, carbon tubes, etc.).
The growing role of composites in the aerospace fields is most clearly manifested. A new generation of ultralight and durable composites can significantly reduce the weight of a modern aircraft and rockets. Materials of modern vehicles include a large proportion of composites based on textiles and polymers. So, a modern passenger plane consists of 50% of composites, a military fighter of 60%, and composites of about 10-15 kg are used in a car. The improvement of composites follows the path of using textiles made of new highstrength fibers (including nanofibers).
2.2.2. Protective textiles and clothing
This type of product is very widely used in industry (protective clothing for workers of dangerous and harmful enterprises, law enforcement agencies, lifeguards, firefighters, medical workers, athletes; clothing for recreation, tourism).
In these areas, the greatest successes have been achieved largely through the use of NBIC technologies, but only in conjunction with traditional mechanical (spinning, weaving) and chemical technologies. Moreover, many consumer properties of protective textiles can be communicated using traditional chemical technology methods, without NBIC technology.
Depending on the field of application of protective textiles and clothing, the set of properties (functions) that they should have may differ, but quite often certain properties are common for materials and protective clothing for various purposes.
The main properties that need to be given to most types of protective clothing: water and oil repellent; fire resistance (fire protection); antimicrobiality. Among the additional ones, protection against harmful toxic substances in solid, liquid and gas-containing forms can be noted; protection against various types of radiation (γ, α, β, UV); protection against bullets, shell splinters, blast waves; protection against the detection of people and equipment in the daytime and at night (masking); wireless communication (communication) with the outside world.
For army, sports, medical textiles, an additional property is the diagnosis of the state of the body and first aid, including remotely.
Giving all these properties to protective textiles and clothing is achieved by a combination of NBIC and traditional chemical technologies. Let's analyze some principles.
Water- (hydro) and oil- (oleo) repellent properties . These properties are achieved by traditional chemical-technological methods of applying and fixing hydro- and oleophobic substances on textiles.
With the development of nano- and biotechnologies, and especially bionics (biomimetics), new technologies have come into the production of textiles and other materials. They are based on how nature solves this problem.
A study of the issue by biologists, botanists, chemists, materials scientists, nanotechnologists showed that in nature the properties are reported by the presence on the surface of a thin layer of a hydrophobic substance (mainly fatty higher acids - stearic, palmitic). But this is not only a hydrophobic film. It, which is extremely important, has a nano-rough surface. Therefore, drops of water can not stay on it and easily slide off with a slight tilt or shaking.
The ideal hydro- and oleophobic surface has the surface of lotus petals. Lotus in ancient Egyptian mythology is considered the ideal of purity . With it, along with drops of water, all impurities, even fatty ones, are washed off. Researchers called this super-hydrophobic effect “lotus effect”, and the name is attached to technologies that use the principle. It combines the special hydrophobic chemical structure of the surface film substance and its nano-rough surface. It should be said that the surface of almost all plants and many animals with a hair covering to a greater or lesser extent has hydrophobic properties (including the surface of cotton fiber).
After discovering and studying the mechanism of the “lotus” effect, scientists literally rushed to reproduce this biotechnology on various materials, including textiles . Various hydro- and olefobizators were used using methods of forming a hydrophobizator film on the surface of a nano-rough film. Due to this , a high level of hydrophobicity is achieved - higher than with the simple use of water repellents according to classical technology.
Textile materials obtained by this technology are produced by many foreign companies. The words “ superhydrophobic ” and “ effectlotosa ” appear in the names .
So far, the lotus technology has not completely replaced the classical chemical technology, since the price / quality ratio is not in favor of the new technology. In addition to hydrophobicity and oleophobicity, textiles can be given the ability to self-clean from dirt. For this, titanium dioxide nanoparticles of TiO 2 are used . The latter, in the form of nanoparticles, have high photoactivity. Absorbing UV rays, TiO 2 molecules , passing into a highly energetic photoexcited state, transfer their energy to neighboring molecules and generate high-energy singlet oxygen and radicals. The latter destroy surface pollution. This technology combines both the nano effect and the principles of photonics.
Fire resistance (fire protection) . The vast majority of textiles are made from fibers based on organic polymers, so they are all capable of burning at different speeds, burning completely immediately or first melting.
The thermophysical combustion mechanism of textile materials is common with other types of combustible materials to varying degrees. This mechanism includes the supply to the material of the combustion source and the presence of oxygen, heating to the ignition temperature (typical for this material and combustion conditions), pyrolysis (thermal decomposition) of the material with the release of gaseous products of combustion. Sustainable combustion is maintained if the heat of combustion is higher than the entrainment of heat. The general chemistry of the combustion process of organic materials is radical chain reactions that occur at high temperature (thermal oxidative degradation). Each fiber-forming polymer and fiber based on it have the specificity of combustion chemistry.
Based on the thermophysics and chemistry of combustion, combustion inhibitors (flame retardants) should exert a inhibitory effect on the pyrolysis stage, break off radical chain reactions, and bind combustible combustion products.
Inorganic in combination with nitrogen-containing substances are used as flame retardants. There are many commercially available flame retardants with greater or lesser inhibitory ability. The application and fixation on the textiles of these preparations is carried out according to the classical technology: impregnation, drying, heat treatment.
A stable effect of fire protection of textiles is achieved if the flame retardant enters into a chemical bond with the polymer fiber or is fixed with the help of polymer binder compositions.
Antimicrobial properties . Antimicrobial properties must be reported to textiles used in a very large number of areas: clothing of medical staff and patients; hospital bedding; protective clothing of the army contingent; protective clothing of workers in hot shops and other professions of heavy physical labor; sports textiles; textiles used in the adoption of water procedures; wound coverings; implants.
The general approach for imparting antimicrobial properties to textiles is based on the suspension of the growth of pathogenic microorganisms harmful to humans or their complete destruction. This principle is implemented through the use of biocidal preparations. In this case, it is desirable that the biocides have a selective effect.
The traditional technology of imparting antimicrobial properties to textiles and textile products consists in impregnating, drying and fixing the biocide with a chemical bond or using a binder (polymer composition).
In recent years, the use of colloidal solutions of biocides, primarily silver nanoparticles, has been actively introduced by fixing them on textiles by traditional methods.
Silver has long been known as a substance that prevents the flowering of water (inhibits the growth of microorganisms). The use of silver in the form of nanoparticles enhances its antimicrobial activity. The exact mechanism of the antimicrobial action of silver is not fully understood. In general terms, it can be formulated as follows: silver cations interact with a negatively charged surface of an organism’s cell, penetrate through the membrane into the cell, where they exhibit redox properties, destroying the basic elements of a microorganism’s cell. A valuable property of silver as a biocide is its ability to inhibit the growth of microorganisms, acting at the cellular level and not interact with animal cells.
An interesting way to use nanotechnology to achieve an antimicrobial effect is to enclose biocides in nanoscale containers (cyclodextrin, liposomes - vesicles). In the case of vesicles, pathogenic bacteria that have affinity for the vesicles attack them, the membrane of the vesicles is leaked and molecules or nanoparticles of the biocide are released from it .
And as in all previous technologies of imparting protective properties to textiles, mainly traditional chemical technologies are used here. However, the use of silver nanoparticles, and in some cases other metals of variable valency (zinc, titanium, copper), is gaining momentum.
The use of silver as a biocide is determined not only by scientific and technological factors, but also by advertising promotion: it has become fashionable to use materials containing silver.
Protection against harmful toxic chemical biological substances . The dangers associated with the effects of harmful chemicals on humans are the most complex and varied of all the dangers from the environment (excluding the dangers posed by the person himself). More than 100 thousand original chemicals are used in the world , the vast majority of which are the work of man, and their number is only increasing.
A person comes into contact with chemicals during their synthesis, study, production and use (professional activity). In ordinary life, a person comes into contact with harmful substances only in an emergency situation (technological disaster, war, terrorism, natural disaster).
Dangerous, harmful substances for humans, as a rule, are synthesized by humans themselves, while natural substances, on the contrary, are “friendly” (with rare exceptions) to humans.
When creating protective clothing against harmful substances, the following factors must be considered:
1. Risk level, substance concentration, exposure time, toxicity, state of aggregation (gas, liquid, solid particles). Depending on these factors and the area of use of protective clothing (army, industry, firefighters, rescuers), requirements for it are formed. The dangers and risks of the harmful effects of toxic chemical and biological substances on humans and wildlife have increased significantly recently due to the intensification of human activities (chemical and microbiological industries), the threat of chemical terrorism, the growth of technical and natural disasters, possible and real wars and conflicts. One of the many methods of protecting a person from chemical and biological harmful substances is special protective clothing with a complex structure, where special textiles play a major role. Therefore, in order to select and produce effective protective textiles, it is necessary to understand how harmful chemicals can interact with textiles (there is a special discussion about biological ones ).
2. Chemical destruction of polymer fibers.
3. Penetration (liquid, gas) into the structure of textiles due to wetting or pressure, and therefore dangerous contact with human skin.
4. Molecular diffusion through polymer fibers.
5. Chemical reaction with polymer fiber.
Most often, these phenomena occur in combination with each other, and the molecular diffusion of toxic substances through the polymer fiber is considered as the limiting stage and phenomenon. Consequently, effective protection with the help of textiles can be achieved with other possibilities due to the inhibition of molecular diffusion.
The main factors affecting the protective properties of textiles from harmful substances: the chemical structure of the fiber-forming polymer, the physical structure of the fibers, the type of textile (fabric, knitwear, non-woven fabric), the density of the yarn, the density of the weave and the type of finishing and coating, the nature of the size, its density, porosity (film, foam, laminate, etc.).
There are two types of protective clothing against harmful substances:
1. Textile-based clothing impervious to toxic substances in any aggregate form (gas, liquid, solid). This impermeability is achieved by coating, lamination - the formation of an impermeable polymer layer: natural and synthetic rubber, PVC. Such protective clothing "does not breathe" and cannot be in it for a long time.
2. Clothing made of selectively permeable textiles, which “filters” large molecules, since its nanopores are smaller than these molecules, but allow air and water vapor (sweat) to pass through, that is , it is “breathable” clothing. Molecules of harmful gas that can penetrate into the textile structure are sorbed (immobilized) by a fiber polymer, for which a fiber-forming polymer of a certain chemical structure is used. In addition, nanosized particles sorbing toxic gas and liquid are introduced into the textile structure.
Protection against biologically harmful substances (bacteriological attack, infection) is achieved using workwear with water-repellent and antimicrobial (special drugs) properties.
American scientists are successfully working on the creation of a soldier’s combat outfit that protects against toxic chemical and biological substances (chemical and biological attack). At the same time, they comply with the requirements of the low weight of the kit, protection against overheating, stability of the effect, ability to self-clean (deactivate). The architecture of this set is multilayer: the outer (front) layer is made of special textiles, the inner one is a reactive membrane, the absorption and last layer to the body provides comfortable conditions.
The outer textile layer (fabric) is made from special fibers with high capillary ability and with the inclusion of catalysts for the neutralization of toxic toxic substances with a wide spectrum of action. As a catalyst, a special set of enzymes is used. The inner membrane is filled with metal oxide nanoparticles. Biological poisonous organisms get stuck in nano- and micropores of the membrane. Activated carbon, carbon in the form of nanoparticles are included in the structure of this protective clothing.
Protection against various types of radiation (α-, β-, γ-, UV) . Protection of a person from α-, β-, γ- radiation is necessary for employees of nuclear power plants, liquidators of accidents at these stations, and in the event of a nuclear war, to everyone falling into the zone of a nuclear explosion. This situation really existed during the accident at the Chernobyl nuclear power plant and at Fakusima. Suits from dense multilayer fabric with lamination of the outer layer protect well from α-, β- radiation. It is completely impossible to protect oneself from gamma radiation having a high penetrating power, but protective clothing with a multilayer fabric protects against radioactive dust. The use of multilayer textiles made of nanofibers increases the effect of protection against α-, β-, γ- radiation.
The astronaut's suit (NASA) for spacewalk consists of 14 layers, the last 13th and 14th layers are a combination of membrane (nanopores) layers of aramid fibers. Such a suit, according to NASA, protects against all types of radiation that has in outer space. The figure shows the suit of an astronaut for spacewalk. This suit is, of course, one of the highest engineering achievements in protecting a person in extreme conditions.
NASA, together with other structures working in the field of space research, have created a new type of polymer material resistant to α-, β-, and γ-radiation.
UV protection - the problem of the prevention of cancer (skin cancer) in regions of high doses of UV rays in the solar spectrum (Africa, the southern US states, Southeast Asia, Australia). Protection is achieved using textiles made from fibers of a certain chemical structure, yarn and high-density fabric with dyeing of a certain intensity.
Protection of a person from bullets, fragments, blast waves, piercing and cutting objects . Protecting the body (in whole and in parts) of a person from mechanical objects moving at a relatively high speed is a very difficult task, which needs to be solved, first of all, by the army contingent, police, athletes, etc.
This risk group includes motorcyclists, pilots of racing cars. The solution to the problem lies in the plane of effective repayment (dissipation) of energy attributable to certain parts of the body. Such protection can be more or less provided with special protective clothing. But the most urgent problem is the protection against all of the above impacts for army personnel during hostilities.
According to the army classification, protecting the body from dangerous objects (bullets, fragments, knives, etc.) is divided into soft and hard. Usually this type of protection is called a bulletproof vest, although it is able to protect not only from bullets. There are no absolutely impenetrable vests. It is more correct to talk about their greater or lesser permeability.
The bulletproof vest should not only protect, but also be light enough, flexible, comfortable to wear, fit into the overall combat kit.
The main part of the soft protective vest is textiles made of high-strength fibers of the new generation (aromatic polyamides, high molecular weight polyethylene). In the case of a hard vest, ceramic nanostructure plates are mounted in its structure.
Disguise (camouflage) at any time of the day and in any area . The task has been and is being set by the military at all times. Currently, this problem should be divided into two areas: daytime masking and nighttime masking. Ways to solve these two problems are fundamentally different.
Masking in the daytime was relevant from a long time ago, when hunters for wild animals tried to be invisible to them, used the techniques of natural mimicry, tried to merge with the color and pattern of wildlife. To do this, use body color or disguise materials at hand. This method of camouflage was used and, if necessary, to hide from two-legged enemies. Now this primitive camouflage method is embedded in army camouflage.
However, the modern army of the USA and NATO went further and adopted the “chameleon” principle, that is, they use a modified mechanism of the natural mimicry of the chameleon, which, if necessary, can change color and pattern, completely merging with the surrounding nature. To do this, use special chrome dyes that change color under the influence of temperature, electric and magnetic fields, pH, UV rays and other pulses.
Textile material dyed with chrome dyes and in which the color management system of chrome dyes is integrated will change its color and pattern in accordance with the environment ( forest, meadow, desert, etc.).
The task solved to protect the soldiers was transferred to peaceful conditions (dual technologies): fashionable clothes, curtains, curtains, wallpaper with the effect of a "chameleon".
Masking at night arose relatively recently, in the middle of the 20th century, as a response to the emerging methods of identifying (night vision devices) people and equipment at night using devices based on the detection of infrared (thermal imagers) and microwave rays (radars) from people and technicians.
In each case, the task is solved by their own means.
Protection against detection by night vision devices based on the detection of infrared radiation of the observation object is solved using the special geometry of the pattern obtained by dyes and changing a certain absorption and emission spectrum in the infrared region.
In the case of detection using thermal imagers, they use the technology of forming an ultrathin metal (aluminum) film on the textile surface that reflects and scatters thermal rays.
Masking against detection using radars (microwave) is solved using special megamaterials that make the object completely invisible, as in the case of textiles with the stealth system. For textiles, such a technology is still in development.
Medical textiles . Medicine is one of the most successful areas of using NBIC technologies, including in the production of medical textiles, and these are the following areas.
Diagnostic textiles and clothing with built-in sensors, receivers and analyzers of the state of the body (sick patient, fighter, lifeguard, etc.). To do this, miniature sensors are used that contact through the underwear with the human body and determine its basic physiological parameters and their deviation from the norm. More advanced solutions (army combat kit) - first aid (clothing): transdermal dropper, formation of a crib, etc.
One of the areas of diagnostic and medical clothing is telemedicine. In this case, the patient is controlled remotely. This is not only a problem of medicine, but also an important social task of remote diagnostics, recovery, healthy lifestyle.
The same solutions using NBIC technologies are used in high-performance sports, extreme sports, and leisure wear. Medical textiles are also new generation wound healing coatings, implants and various organs and tissues.
Smart fashionable clothes . Many solutions of NBIC technologies, obtained primarily for law enforcement agencies, medicine and sports, received a commercial solution in fashionable clothes:
• clothes with built-in miniature micro- and nanoelectronic systems: flexible mobile phone, TV screen, processor, antennas, GPS (GLONASS);
• clothes with programmed changes in color, pattern and even silhouette;
• color-responsive clothing;
• hazard warning clothing;
• clothes that shine at night when illuminated by the headlights of vehicles;
• clothes for sports and recreation, providing protection against hypothermia and overheating and comfort in the clothing area in all weather conditions.
NBIC on t English. Nano-Bio-Info-Cogno - nano, bio, information and cognitive
technologies
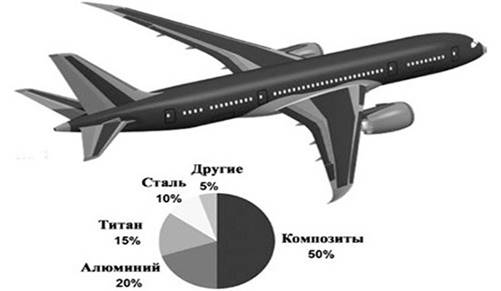
Fig. 2.2.2.
The proportion of composites in aircraft construction
Fig. 2.2.3.
Scheme of formation of a drop of water on a hydrophobic surface and the
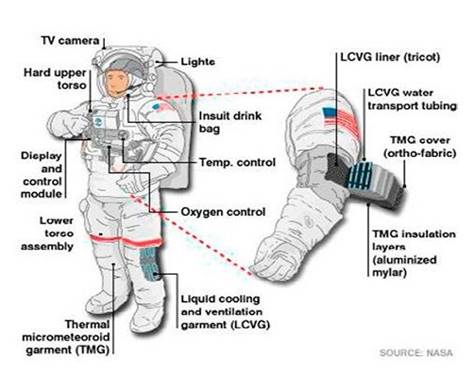
Fig. 2.2.4.
Astronaut Spacewalk Costume (NASA)
Test questions:
1. What does the acronym NBIC mean ?
2. Tell us about the second type of nanofibers.
3. Are composites?
4. How many percent of the composites is on the plane?
5. How many layers in an astronaut costume?
Invista is developing innovative DuPont textile programs. Innovation is the most significant and capital-intensive direction of the company, the implementation of the Body Care project (microencapsulation of threads) for linen and corsetry. In essence, anything can be microencapsulated in a thread — extracts of aloe vera or Chitosan algae, menthol, antibacterial substances, silver elements — while achieving desired consumer properties. It is not only about comfort and hygiene, but also about treatment - medications, for example, insulin, can also become microencapsulation agents. The effect is significant, because about a million microcapsules are placed on a square centimeter of a cloth or fabric; up to five billion on medium-sized items. At the same time, traditional textile technologies do not undergo significant changes: processing in the process of dyeing, fixing with stabilizers, sizing using wide machines with a plus. A program based on nanotechnology is being developed - thermoregulated fibers have been developed, mastered in production and are currently at the stage of marketing developments. Tactel Estrela i Tactel Hyperbright yarn is being marketed for unique textile effects. There are other projects. At the same time, scientists and specialists of the company did not disregard sewing technology. In particular, the Garment Engineering innovation is based on the idea of a body scanner, that is, scanning the body of a client or customer with the subsequent transfer of the constructed three-dimensional clothing model (3D) to two-dimensional layouts of patterns. The essence of the innovation is that this idea was realized not in a static mode, but in a dynamic one - in the course of real body movement under environmental conditions. As a result, the operator receives a finished model - with allowances and gaps. At least the fact that during the working day it allows you to get ready-made layouts with 1000 people testifies to the marketing capabilities of this method. Of course, this uses a number of know-how and heavy-duty software. In addition to the revolution expected in the field of individual tailoring, finishing and planting of finished clothes, Garment Engineering opens up fundamentally new opportunities for anthropometric measurements and improving the databases of standard patterns for mass-produced products. Thus, Invista specialists said a new word in the practice of three-dimensional design of clothes, the priority of which is assigned to DuPont.
Scientists have recently created a new method for obtaining medical material. The resulting tissue is made from the smallest biological components that contribute to the repair of damaged epithelium and human organs.
An example of an initial sample for creating nanomaterials is real biological tissues, which are a connecting substance in a living organism. They determine the structure of future cells, contribute to the building of muscles and organs in the body. It is this material that gives elasticity and firmness to muscles and epithelium.
2.3.1. What is medical nanotissue made of?
The structure of these tissues is very complex. They consist of various biologically active molecules interconnected by protein fibers. For the manufacture of these fabrics, scientists spent several years developing and experimenting. Finally, they developed a completely new unique technology for applying liquid with components of various protein compounds, such as laminitis, fibronectin, fibrinogen and collagen, onto the surface of a dry polydimethylsiloxane polymer. On this surface, protein particles begin their work by interacting with each other. Then, using screen printing, a layer of proteins having a nanoscale microscopic thickness is fixed in a grid with many different cells and applied to the wet surface of polyisopropyl acrylamine. This surface is very susceptible to temperature changes and begins active self-dissolution with increasing temperature. Also, heating helps to connect the particles of fibronectin and, as a result, allows you to develop elastic and strong biological tissue, which is used in medical operations.
Using these nanotissues, you can easily control protein fibers, creating a variety of shapes, sizes and scaffolds. This allows you to cope with medical operations of varying degrees of complexity.
No less interesting and promising is the manufacturer - a synthesis of the textile and pharmaceutical industries. One of the current and successful inventions is Lycra Body Care fabric, created jointly by Lycra and International Flavors & Fragrances. Thanks to special microcapsules, this material, when in contact with the skin, is capable of secreting a lot of useful substances - from aromatic compositions and anti-cellulite creams to vitamin E and aloe extract.
You can also give another positive example from domestic practice of production and the successful use of nanotextiles in medicine - oncology. It turned out that on a textile basis, as a biporous superabsorbent using textile technology (printing) and polymer nanocomposites - gels with a wide range of drugs included in them, it is possible to create a wide range of Coletex composite therapeutic textiles, including to help treat cancer sick. Such textile-based nanocomposites allow directing the necessary drugs to the cancerous tumor. They are universal therapeutic injections, which can include any medication of today and tomorrow. All this allows to improve the quality of life of cancer patients and increase their lifespan without relapse.
Thus, we can conclude that the development of nanotechnology by the textile industry requires the creation of new equipment and new final forms of finishing materials, solving the problems of stabilization of nanoemulsions and quality control of textile materials with new types of finishes and effects. Naturally, this requires large material costs, but in industrialized countries they understand that the priority in textiles is the introduction of high-tech technologies that allow the production of new- generation materials , therefore, significant efforts are made to invest in smart textiles.
Test questions:
1. What is a manufacturer?
2. What is medical nanotissue made of?
3. Which company invented body scanner?
4. What tissues are used in oncology?
5. Which companies invented Lycra Body Care?
Smartfiber AG (Germany) designs, manufactures and markets functional Smartcel fibers with various special properties and for various segments of the industry. Functional fibers provide excellent temperature control, high antibacterial and odor-reducing effects, have electrical conductivity and unique ceramic applications in medicine and other demanding high-tech products. Some highquality products that have already appeared on the market with Smartcel fibers were presented at the Techtextil 2007 in Frankfurt. Smartcel clima fiber is a microaccumulator of heat up to 60 joules / g of fiber. It is a microcomposite with thermoregulating properties, characterized by very good textile processing and uniform ability to dye. Even with a high degree of filling, the surface of the fibers remains smooth. This ensures the production of fibers with the density necessary for body-covering textile materials, and makes the fiber insensitive to mechanical and chemical influences. All these factors contribute to the permanence of functions and allow you to wash textile materials. The manufacturers of bed linen use this fiber in their products for air conditioning, because it absorbs excess heat and moisture in the bedrooms and softens the unpleasant peak temperatures up and down, contributing to a quiet sleep. Products manufactured using proprietary technology include Bluemagic-Ball and Bluewish.
Small Bluemagic-Balls are antibacterial in any machine and hand wash. In addition, laundry washed in this way remains odorless for a very long time. This hygienic effect persists even after 160 washing cycles. Changing the color of the indicator in the balls indicates when to replace the Bluemagic-Ball. The “killer" of bacteria in the washing process is placed only in a washing machine or basin. Upon contact with water, silver ions are released from the balls and are distributed in the textile material during washing. For up to 10 weeks, textile materials washed in this way remain impregnated with silver ions. The ProDerm dermatological test confirmed excellent compatibility with skin and tissues, while also fulfilling the parameters of EN ISO 10993. In addition, Smartel Bioactive fiber is included in the list of the environmental standard Öko-Tex as a bioactive substance.
Polygiene is a modern technology of antibacterial protection of clothes, by treating fabrics with silver to prevent the appearance of bacteria that cause an unpleasant odor, as well as various microbes, viruses and fungi. Polygiene technology is primarily recognized as a safe and effective bacteriostatic agent. It is based on the processing of a wide variety of materials (mainly textiles) with natural silver salts (silver chloride) - a highly effective antimicrobial agent. Human sweat serves as a breeding ground for bacteria. Propagating, they cause an unpleasant odor and threaten the health of the skin. It has long been proven that natural salts of recycled silver can inhibit the development of microorganisms that cause odor. As a result, clothes or shoes treated with them remain fresh for as long as possible.

Fig. 2.4.1.
Constant odor control, which is so necessary in long trips. Polygiene neutralizes odor, stops the growth of odor causing bacteria and fungi. Polygiene meets the highest standards of skin safety and hygiene. It does not interfere with the natural bacterial flora of the skin. Polygiene makes the life of clothing, shoes and equipment longer because bacteria and excessive washing do not destroy fibers as quickly as they do on unprocessed material.
Polygiene technology was created in 1999 by a group of Swedish scientists for Polygiene AB, a chemical supply company. In 2006, the company entered the large holding company Perstorp AB and now the new brand is developing rapidly due to the fact that new solutions for a wide variety of materials are constantly being developed.

Fig. 2.4.2.
However, the properties of Polygiene are even broader. It not only kills bacteria, but also prevents the multiplication of various fungi. Moreover, this effect persists throughout the entire time during which the product is used. The technology does not change the color of the material and does not affect its functional properties, and exposure to the human body can only benefit the skin. Therefore, Polygiene can even be used in medical practice to treat dressings that come into direct contact with open wounds.
The Polygiene effect lasts throughout the typical time of use of the product, as evidenced by both clothing manufacturers and independent research laboratories. Polygiene does not affect the basic functional properties of textile materials and does not change their color.
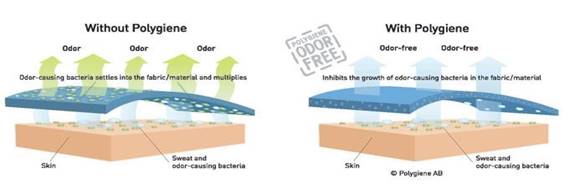
Fig. 2.4.3.
The service life of a product treated with silver salts increases because it is less likely to wear out and is not damaged by bacteria. In addition, such clothes can not be washed in very hot water, which also extends its service life.
Independent laboratory studies of several testing institutes tested materials processed by Polygiene for the presence of bacteria dangerous to humans. The test results showed a lasting effect on a wide range of bacteria, viruses, fungi and mold and fungus, including MRSA (a type of staphylococcus), acute respiratory syndrome (SARS) of the Corona virus and bird flu. Moreover, the effect is fully preserved throughout the life of clothes, shoes or equipment. Technology fights not with smell, as a result, but with its cause - pathogens. Therefore, the clothes remain not only fresh, but also safe for the skin of the body. It does not change the natural bacterial flora of the skin.
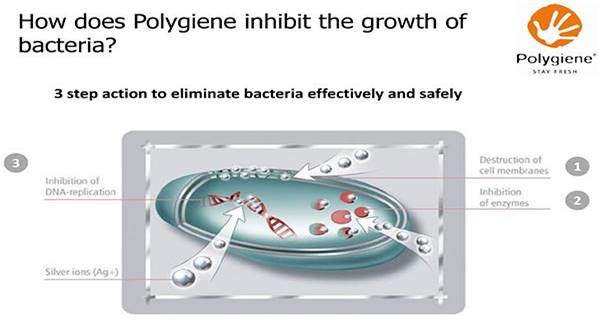
Figure 2.4.4.
Polygiene is used for the manufacture of clothing, shoes and equipment. The properties of such materials allow you to wash them much less often, which means you can pack less baggage on a camping trip . Actual for tourists, as it facilitates the weight of the backpack. This convinced a number of partners of the company, such as manufacturers Buff , Arc'teryx , La Sportiva , Patagonia , Haglöfs , Lowe Alpine and many others.
Polygiene technology meets the highest standards of safety and hygiene. Processing does not affect the natural microflora on the surface of human skin and can be used even in modern clinical practice in the form of processing dressings.
Polygiene treatment increases product life by preventing damage to the material by bacteria and frequent washing. The technology allows you to wash things less often and at lower temperatures, as well as do without a spare kit in travel and offline sports events.
Polygiene technology , based on the processing of textile materials with salts derived from recycled silver, meets all modern environmental standards, which is confirmed by the presence of the bluesign label and is included in the list of approved products of the international textile association Oeko-Tex.
Created in 1999 by a group of Swedish scientists, the technology quickly gained recognition as an effective and safe basteriostatic drug. Currently, all rights to the technology belong to Polygiene AB, which was established in 2006 as a subsidiary of Perstorp AB.
Test questions:
1. What fibers does Smartfiber AG (Germany) produce?
2. What properties does Polygiene have?
3. Are Polygiene clothes harmful?
4. What year was Polygiene technology created in?
5. What indicates the need to replace Bluemagic-Ball?
What science is today is technology tomorrow. Edward teller
3.1. Technology for the preparation of high-quality installations for tailoring The modern sewing industry is developing in conjunction with high technology and progress. Currently, to increase production efficiency and labor productivity in the sewing industry, they use the latest computerized equipment and computer-aided design systems. Computer technology is relatively recently used in the clothing industry. Recently, microprocessor and computer technology began to be introduced into the manufacture of clothing manufacturing even more intensively. Today, many stages of sewing and manufacturing clothes are automated, from design to the execution of finishing and decorative technological operations. Using innovation technologies, world leaders in the production of sewing equipment offer consumers domestic and industrial sewing machines.
Computer controlled machines are the most advanced product. Ease of handling is a distinctive feature of this type of sewing machine. The presence of an electronic board allows you to memorize sewing operations and control the sewing process, and specialized sewing and embroidery machines allow you to create real works of art on the fabric.
The range of modern sewing equipment is extremely wide. Professionally selected sewing equipment for an atelier or sewing workshop successfully solves the complex task of establishing an uninterrupted and highly economical production process with the optimal number of seamstresses, cutters, WTO specialists and other workforce. The main characteristic of sewing equipment is modernity. This will allow you to surpass competitors and win the hearts of customers. When choosing equipment you need to pay attention to technical specifications, as well as:
- for ease of use;
- arrangement of knobs for thread tension regulators;
- display sizes;
- how the presser foot rises;
- ergonomics;
- the difficulty of threading;
- How comfortable is the seamstress when working on the machine;
- the ability to quickly and easily reconfigure;
- availability of automation;
- The optimal ratio between price and consumer properties of machines.
Modern sewing production can be large-scale or small, it can be several sewing workshops or a small workshop at once: the specifics and scope of equipment are determined depending on the goals and objectives, specialization, and capabilities of the company at the current stage. However, in any case, costeffective and profitable production must be flexible, mobile, quickly solve new problems, launching new technological processes. Professional sewing equipment opens in front of the owners of enterprises for modeling and sewing clothes and accessories. The advantages of machines include their durability and reliability, which are laid down in them by designers. They allow you to improve the quality of products, make it original and bright. Modern high-precision sewing equipment is an investment in business development, an investment in tomorrow. Modern sewing equipment allows you to identify the main trends in the development of the industry: maximum automation, high productivity, multi-operation, wide technological capabilities, reliability.
3.1.1. The best manufacturers of industrial sewing equipment
Currently, industrial sewing equipment is represented by such companies from Asian and European countries as “JUKI”, “SHUNFA”, “GOLDEN”, “WHEEL”, “JACK”, “SIPUBA”, “TYPICAL”, “GEMSY”.
One of the most popular manufacturing companies is the Japanese brand "JUKI". This company produces overlocks, one-needle straight-line, two-needle straight-line , buttonhole, button machines, as well as a machine designed for sewing straight and oblique pockets - “JUKI APW-896”.
Another popular brand of industrial sewing machines is SHUNFA. This company produces equipment for cutting workshops, as well as straight-line and quilting machines of high quality and at affordable prices.
Direct-line, button, and core machines are produced by the GOLDEN-HEEL trademark.
In addition to industrial machines, wet-heat treatment (WTO) machines are used in production. The WTO includes steam generators, ironing boards, ironing presses.
Among industrial equipment, manufacturers of cutting equipment are also popular. These include tape, disk machines, as well as automatic cutting systems from manufacturers "JUKI", "TYPICAL", "SHUNFA".
3.1.2. Rating of popular models of industrial sewing machines in 2019: Sewing machine "PFAFF 1050 SRP"

Fig . 3.1.1.
This is a high-speed, reliable machine with high-quality stitches and without planting fabric. Adjustable elevation of the foot, there are connectors for connecting a computer, equipped with recognition of the remaining thread in the bobbin. The Servo built - in drive, reliable in operation, requires virtually no repair.

Fig. 3.1.2.
Designed for mass tailoring of products, mainly for light and medium fabrics (cotton, synthetic, knitted). High-speed machine - up to 4000 stitches per minute, with a stitch length of up to 5 mm. Centralized lubrication. Raising the foot 6 mm. Advancement: bottom conveyor and friction motor.
Sewing machine "Juki DDL-8100 E"

Fig. 3.1.3.
Single-needle machine with rack and pinion promotion. Designed to work with materials of medium density. The speed of the machine is 4,500 stitches per minute, with a stitch length of 5 mm. Quiet mode of operation.
3.1.3. Criteria for choosing industrial sewing machines
When choosing an industrial sewing machine, one should take into account, firstly, that these machines basically perform one function, and secondly, with what fabric you will work. There are machines for sewing leather goods, for sewing covers for cars, bags, as well as upholstery for upholstered furniture. For this, there are machines manufactured by Zoje - models ZJ 5300, ZJ 8500-H, ZJ 9800-A-D3B.
There are furrier machines for sewing fur products, as well as bag sewing machines for sewing bags from very dense fabric. When choosing a machine, the price should be considered. One of the best such machines are Siruba, Brother, Yamata, Typical, Pfaff. They are very reliable in operation and do not require frequent repairs.
Fig. 3.1.4.
Logos of companies manufacturing sewing equipment
Prices for industrial sewing machines
Prices for cars vary depending on the destination, design features and manufacturer. Such equipment requires high energy costs, while at the same time they are cost-effective, fast and slow-moving in operation. Compared to cheap cars, expensive models are better because of the materials from which they are made.
Test questions:
1. What should I look for when buying sewing machines?
2. Which companies produce modern sewing machines?
3. What is a Servo?
4. What machines does GOLDEN-HEEL produce?
5. Which company is one of the most popular?
3.2. The principle of operation of manual and pneumatic presses In a rapidly developing economy, light industry enterprises need reequipment of production capacities in order to be competitive in the domestic and foreign markets. Each production engaged in the manufacture of leather goods, sewing clothes, overalls and shoes, the manufacture of tent shelters, tents, covers for mobile phones, sports bags and equipment, is faced with the problem of installing metal fittings, cutting holes, molded blanks, and installing rivets. For this, various types of means are used, from manual ones (hammer blow) to mechanical devices. This often leads to injuries in production and a decrease in the quality of products. Today, a wide range of equipment for performing these operations is presented on the market. These are hand, foot, electromechanical, hydraulic, pneumatic presses .
Hand presses. Advantages: easy to operate, low cost. Disadvantages: a person’s hand cannot with equal and equal effort perform work throughout the entire working day, which affects the quality of the products.
Electromechanical presses . Advantages: the ability to work with 220V power supply. Samples of single-, four-position table-type presses are presented on the market. The biggest drawback of this type of press is the lack of adjustment of the force with which this or that hardware is installed, only the shaft travel is regulated. If your hand enters the lowering zone of the piston, an instant stop of the press is impossible. In the design of the press there are many units subject to increased wear, which reduces the service life and leads to additional costs. Pneumatic presses . The pneumatic presses are structurally provided with an adjustment of the shaft stroke. The pressing force is regulated by the built-in pressure regulator. A wide range of adjustments allows you to adjust the operation of the press for your production in the optimal mode, because for the installation of various types of fittings, different pressures are also necessary. Using adjustable pressing pressure from 50 kg / cm2 to 1200 kg / cm2. Presses of this type can be used to install grommets, cuffs, holnitenes, buttons, making and tightening buttons, making holes with a punch, cutting leather, cardboard, fabric, and many other operations. Silent operation of such a press is achieved due to the built-in muffler, which is also important. On the market there are samples of one-, three-, fourposition desktop type, as well as floor on carts for installing eyelets on tent coverings. For work in production, the most productive, versatile and safe are pneumatic presses.

Fig. 3.2.1.
Punching press with rotary hammer.
Model S 120 C with adjustable cutting force. Quick readjustment to different torch sizes.
This rotary hammer die cutter can be used to cut synthetic leather / hide, fabric, cardboard, etc. Metallic materials or materials with internal metal parts, as well as materials that could be harmful to the health of the operator (i.e. asbestos materials) should not be cut.
Test questions:
1. What is a press?
2. What types of presses do you know?
3. Tell us about the cutting press?
4. Describe a hand press?
5. How does a pneumatic press work?
According to the principle of stitching, modern sewing machines can be divided into mechanical and computer-controlled machines . Mechanical sewing machines. In mechanical sewing machines, gears of a special shape and all kinds of levers, wheels and other mechanics are responsible for moving the needle and moving the fabric conveyor. Machines with mechanical control, due to technological features, cannot execute stitches of complex shape and have a limited number of stitches. Here is a list of the most complex and functional representatives of this type of machine: Husqvarna Prelude 360, Janome 6125QS, Pfaff 1546.
Computer controlled machines . In computer-controlled machines, the microprocessor controls the movement of the needle relative to the fabric. This control principle removes restrictions on the complexity of lines and their number. Everything is determined by the amount of memory and the program that the manufacturer laid in one or another model. However, whatever the principle of constructing the stitch, its width is limited by the design of the shuttle and the limits of movement of the needle. In the best machines, the line width reaches 7 mm. To obtain wider lines, a mechanism for moving the fabric is required not only back and forth, but also left and right. If there is such a mechanism, the fabric can move in several directions and, despite the absence of an embroidery unit, these machines can be called sewing machines with embroidery capabilities. You can evaluate these opportunities when embroidering, for example, borders from decorative stitches. You can embroider a flower, make a few stitches obliquely, embroider a little star, make a few stitches in the other direction, and so on. Thus, you can get the most intricate patterns of arbitrary size. So far, only Brother and Bernina have been using this technology in some expensive models. An example is the Brother NX 600.
Lines. The number of lines of a modern machine varies from about 10 in younger models to several hundred in complex computerized machines. The sewing machine lines are usually divided into workers and decorative.
Working lines . Work stitches include, in addition to the traditional straight stitch and zigzag, also overlock stitches, stitches for stretch fabrics, countersunk stitches, quilting stitches, and others.
Hinges. Almost all electromechanical machines can make a welded linen loop. Some machines make such a loop in semi-automatic mode in four steps without turning the fabric - sweeping the left side of the loop, sweeping the far edge, sweeping the right side, sweeping the near edge. Many machines of this class allow you to automatically loop according to the size of the button. Other types of loops for electromechanical machines are not available. Computer-controlled machines loop automatically. Machines of Japanese companies usually make loops according to the size of the button - for this, the button is inserted into a special measuring device. European machines usually do not have a device for measuring buttons - in such machines you can set the desired loop size in millimeters. In order to keep the loop sizes accurate, Pfaff and Husqvarna provide their machines with a device that measures the loop itself during the sweeping process. Computerized machines are capable of performing up to 10 types of loops. In addition to the traditional linen, these can be costume loops with an eye, knit loops, rounded loops, and others. In addition, you can make a loop once and store its parameters in memory - then the machine will make any number of absolutely identical loops. Many computerized machines do not even use the usual linen loop in the same way as electromechanical ones. First, a straight stitch is laid on the left side (the line imitates a cord - as in the best loops made on professional equipment), then this side is zigzag, then the edge of the loop is swept, then again a straight stitch on the other side, the other edge of the loop, is zigzag the right side and, finally, several locking stitches. Total - 7 receptions.
Decorative stitches . The range of decorative stitches for mechanical machines is limited. The largest set of stitches among machines of this class can be found at Pfaff Select 1546. All computer-controlled machines can carry out a variety of decorative stitches. These are various ornaments, scalloped hem, stitches made by satin cover, elements of the simplest embroidery - cross stitches, hemstitches, openwork stitches and so on. For complex models, one or more alphabets are stored in memory. Some models (for example, Husqvarna Platinum 770) have in their arsenal not only Latin, but also Russian alphabets. Usually, any stitch can be modified by changing the length and width of the stitch. Many machines have the function of mirror image stitches horizontally and vertically, as well as rotation of the sample. Some computerized machines have a memory in which you can enter certain combinations of letters (for example, the names of family members) or sequences of decorative elements to embroider them in the desired order.
Type of shuttle device . The shuttle of a modern household sewing machine either vibrates or rotates horizontally or vertically when sewing. Respectively, shuttles are called “swinging”, “horizontal” and “vertical doublewrapping”. The swing shuttle is the easiest. He is familiar to many by sewing machines "The Seagull". The disadvantages of this type of shuttle are increased vibration during operation, low sewing speed, limiting the width of the stitch (not more than 5 mm) and not the highest quality stitches. Double-loop horizontal shuttle is the most common shuttle type. This shuttle is the most convenient for refueling the bobbin. The bobbin of such a shuttle is visible through a transparent window on the needle plate. This is convenient because it makes it easy to estimate the amount of remaining thread on the bobbin. Machines equipped with such a shuttle vibrate less because the shuttle rotates, not sways. It should be noted that in machines with such a shuttle, the lower thread is much less often tangled. Horizontal shuttle does not require lubrication. The disadvantages of such a shuttle are not convenient adjustment of the tension of the lower thread - in order to get to the adjusting screw you need to remove the needle plate. The double-hull vertical shuttle is used in the construction of expensive Pfaff and Bernina sewing machines (in the Artista series). Shuttles of a similar design are used in professional sewing machines. The main advantage is high reliability. Machines equipped with such a shuttle are also less vibrating compared to low-cost designs and the likelihood of entanglement of the lower thread is also reduced. An important advantage of this design over the horizontal shuttle is the convenience of adjusting the tension of the lower thread.
Thread tension. To obtain a high-quality seam, it is necessary that the upper and lower threads are interwoven in the thickness of the material, and not on its surface. Ensuring proper weaving is achieved by adjusting the thread tension. The upper thread tension is usually changed using a special adjuster located on the sleeve of the machine. The middle position of the regulator is sometimes referred to as “auto” and corresponds to the most commonly used tension. Some manufacturers (for example, Brother in the NX 600) declare a function to automatically adjust the thread tension depending on changes in fabric thickness. To adjust the tension of the lower thread is a special trimmer screw on the hook.
Foot pressure on fabric. For a serious sewing machine, it is desirable to have an adjustment of the pressure of the foot on the material. To obtain a highquality stitch and a given stitch length on ordinary fabrics, it may be necessary to provide high pressure, and for knitwear, the pressure must be reduced to avoid stretching the material. In electromechanical machines, pressure is provided by a special spring. In some machines, a special regulator of the spring force and, accordingly, the pressure of the foot on the fabric is provided. In complex machines with computer control, automatic pressure control and special control over its constancy are sometimes provided. In machines equipped with a top fabric conveyor, a pressure regulator is not necessary. High quality stitches provide the top conveyor. The designers of the machines also took care of the ability to flash extra thick material - the maximum foot rise can reach 12 mm. Drive, power and puncture force, speed control and sewing control.
The mechanism of the sewing machine is driven by an electric motor. In electromechanical machines, an AC electric motor with a voltage of 220V is usually used. More expensive cars are equipped with low voltage DC motors. The most complex machines can contain up to 10 electric motors. In machines with an AC electric motor, the puncture force depends on the sewing speed, which is certainly not convenient. In order for the machine to easily cope with fabrics of any density and thickness, electronics must provide the maximum force with which the needle must pierce the fabric, regardless of engine speed. To do this, the design of the machine includes an automatic regulator of the force of puncture of the needle. Thanks to this device, a modern sewing machine can carefully sew thin fabrics and can easily cope with thick and rough multilayer seams, for example, on denim. Often, when choosing a machine, customers are guided by the power value indicated on the machine body, believing that the higher the value is indicated, the more dense and thick fabric the machine will be able to flash. This is partly true for the simplest machines, and for more complex machines it is much more important to have an automatic adjustment of the puncture force. In addition, the value of the total power consumption, of which a little more than half of the mechanical power, is indicated on the case.
Be that as it may, machines manufactured by European companies, Pfaff, Husqvarna and Bernina, traditionally have maximum mechanical power. Sewing speed is an important characteristic of a sewing machine. It is regulated by pressing the pedal. Many sewing machines have infinitely adjustable maximum sewing speeds. Brother machines of the NX series, as well as some Husqvarna models, can be sewn without using the pedal - to start sewing, press the special button; to stop the machine, press again. Some machines are equipped with a special key to raise and lower the needle. Another very convenient function is to stop the needle in the upper position. Sometimes the position of the needle at the moment of stop can be programmed, and the machine will stop the needle in the lower position, which is convenient for quilting or when processing, for example, lapels.
What is included in the kit . A lot of various accessories are usually supplied with the machine - a set of needles of different thicknesses, a needle with a rounded point for knitting, a double needle, screwdrivers, a brush and other tools for servicing the machine, and of course a variety of paws. Often in the kit you can find a foot for straight stitching, a foot for decorative stitches, a foot for sewing buttonholes, for invisible hem and overlock stitches, for sewing buttons and sewing on zippers. But there are so many paws for sewing and special devices that it is impossible to provide all of them complete with the machine, and even to nothing. There are special paws for making stitches, folds, assemblies, for sewing various zippers, for hemming, for coarse fabrics, for loops and buttons, for hidden stitches and sewing with cropping at the same time, for sewing a cord or even several, for quilting and patchwork, and many others. Husqvarna and Pfaff put a special catalog of accessories that can be purchased for this sewing machine into the machine box. For machines from other manufacturers, accessories catalogs can be found on the Internet. In Moscow stores, the most widely represented are feet and accessories for Husqvarna and Pfaff. For the rest of the cars, the choice is not so rich, but the most popular paws are on sale. Sewing Advisor Many modern computer-controlled machines have a system of help and tips for sewing - the socalled "sewing adviser". In simple machines, a special display shows the current settings of the machine - the selected line, its width and stitch length, thread tension and the like. More complex ones can tell what settings are recommended for a particular type of fabric and which foot and needle should be used to perform a particular sewing operation. Many machines monitor the correctness of the sewing process, for example, they don’t allow you to select an excessive stitch width when sewing with a double needle, they don’t start sewing when the foot is raised, or they signal the end of the thread on the bobbin. The most complex machines can tell you in detail, with pictures and even with short clips, how to perform this or that sewing operation, for example, the invisible hem of the edge of a skirt.
Needle threader. This useful tool is designed to make it easier to thread the needle. This is especially true when you often have to change the thread color or if you do not see very well. In order to thread the needle with the help of such a device, simply pass the thread through the hooks of the needle threader and release (or press, depending on the design) a small lever. The thread is pushed into the eye of the needle and it remains only to finally pull out the loop formed.
Top fabric conveyor. Fabric conveyor is an integral mechanism of any, even the most ancient sewing machine. It is the conveyor that provides the necessary stitch length, advancing the fabric between two needle punctures. When working on machines equipped with a conventional fabric conveyor, problems can arise when sewing thin materials, such as silk, chiffon, rayon, thin synthetic fabrics - the layers of fabric can move relative to each other. In addition, when stitching, for example, checkered or striped fabrics, it can be difficult to achieve perfect pattern matching due to the same displacement. In order to solve this problem, an upper fabric conveyor is used. Usually it is a device that is fixed instead of the presser foot and helps to advance the fabric from above. In this case, both layers of material are simultaneously fed, as in industrial sewing machines, and the parts do not move. Pfaff is the only company that equips its machines with an integrated upper fabric conveyor, the so-called IDT (Integrated Dual Transporter) system. The built-in conveyor is good in that it allows you to work with any foot, while removable only with a universal foot, which is often not convenient. Thanks to the integrated overhead conveyor, Pfaff machines have gained popularity among home tailors.
Test questions:
1. What are automatic machines?
2. What types of automatic machines do you know?
3. Tell us about accessories for sewing machines?
4. Describe Pfaff machines ?
5. What company produces cars with the IDT system ?
TESTS FOR SELF-CONTROL.
1. Specify cutting methods.
A) physical, chemical, mechanical
B) mechanical, thermophysical, thermochemical
C) thermomechanical, thermophysical, chemical
D) mechanical, thermophysical, thermomechanical
2. What types of cutting methods relate to mechanical methods?
A) electrothermal, paired, complex, radiation
B) simple, complex, paired, combined
C) ultrasonic, combined, plasma, simple
D) paired, plasma, electric discharge, radiation
3. What types of cutting methods belong to thermophysical methods?
A) electrothermal, paired, complex, radiation
B) complex, doubles, combined
C) ultrasonic, combined, plasma, simple
D) plasma, electric discharge, radiation
4. What types of cutting methods relate to thermomechanical methods?
A) electrothermal, ultrasonic
B) complex, doubles, combined
C) ultrasonic, plasma, simple
D) plasma, electric discharge, radiation
5. What types of cutting methods relate to simple mechanical methods?
A) scissors, stamping, roller, drilling
B) knife, cutting, roller, rotary
C) sawing, waterjet, drilling, milling
D) scissors, stamping, roller + drilling
6. What types of cutting methods relate to complex mechanical methods?
A) scissors, stamping, roller, drilling
B) knife, cutting, roller, rotary
C) sawing, waterjet, drilling, milling
D) scissors, stamping, roller + drilling
7. What types of cutting methods relate to mechanical paired methods?
A) roller, drilling
B) with a knife, cutting, rink,
C) sawing, milling
D) scissors, stamping
8. What types of cutting methods relate to mechanical combined methods?
A) roller, drilling
B) with a knife, cutting + roller,
B) sawing + scissors
D) scissors, stamping
9. The process of creating, mastering and disseminating innovation is called ...
A) innovation
B) the innovation process
C) innovationtechnology
Dinnovation value
10. What company offers modular flooring machines E100 - E400 for the clothing industry?
A) PFAFF
B) VEIT
C ) YAMATA
D) BULLMER
11. What BULLMER device is designed for cutting technical textile materials of all kinds, designed for separate layers and a small number of layers?
A ) Premiumcut II
B ) Procut
B ) Turbo.cut S
D) iECHO
12. Which cutting device with a stabbing knife is designed for cutting layers of materials of medium thickness (25 mm) and is a productive and compact machine with a linear cutting speed of up to 90 m / min?
A ) Premiumcut II
B ) Procut
B ) Turbo.cut S
D) iECHO
13. Indicate with the standard working width of the laying and cutting complexes of the company BULLMER .
A) 1200/1440/1600/1860 mm
B) 1600/1800/2000/2200 mm
C) 2000/2200/2600/2800 mm
D) 1802/2002/2200/2400 mm
14. What cutting complex does BULLMER not produce ?
A ) Premiumcut II
B ) Procut
B ) Turbo.cut S
D) iECHO
15. What series are presented at niversalnye Cutting complexes iECHO
A ) BK, BK3 and TK3S
B ) BK3, TK3S and Turbo.cut S
B ) Turbo.cut S, Premiumcut II , Procut,
D) Premiumcut II, Procut , VK
16. The maximum cutting speed of the iECHO GLK plotter?
A) 100 mm / s
B) 150 mm / s
C) 200 mm / sec.
D) 220 mm / s
17. When the Hangzhou iECHO Science Technology Co, was founded. Ltd . ?
A) 2000 g
B) 1994 g
C) 2015
D) 1998
18. Where HangzhouiECHOScience Technology Co. , was founded . Ltd . ?
A) in Japan
B) in Russia
C) in Korea
D) in China
19. Which answer correctly indicates how to connect the parts of the product?
A) thread, glue, welded, rivet, injection and combined
B) thread, glue, welded, thermophysical, mechanical, combined
C) physical, chemical, welded, riveted, injection and combined
D) simple, complex, paired, combined
20. Indicate the most common method of joining product parts.
A) adhesive
B) thread
C) welded
G) rivet
21. ... clothing parts in comparison with the universal thread connection has a narrower area of distribution and is used in the manufacture of clothing from a limited range of materials.
Add a missing word.
A) stitching
B) riveting
B) bonding
D) drilling
22. Using what method of joining product parts in the garment industry provides for increased labor productivity, partial or complete exclusion of sewing threads from the technological process, provides improved quality of garments, creates conditions for the automation of technological processes of assembly of parts and assemblies of garments?
A) stitching
B) riveting
B) bonding
D) welding
23. What is bondingtechnology ?
A) sewing technology
B) cutting technology
C) bonding technology
D) teaching technology
24. What is used to connect parts of the product with an innovation method of connection? A) threads
B) plasma
C) glue
D) Film Film
25. What connects the product parts to the PFAFF 8320?
A) wedge and hot air
B) needle and thread
C) glue and water
D) buttons and threads
26. An information complex consisting of hardware (computer), software, a description of the ways and methods of working with the system, data storage rules and much more - ...
A) AutoCad
B) CAD
B) Compass 3
D) CAD-system
27. What types of CAD can be attributed to the basic and light?
A ) Autodesk Inventor
B ) Bricscad and AutoCad
B) Compass 3
D) CAD-system
28. What types of CAD can be attributed to mid-range CAD ?
A ) Autodesk Inventor and AutoCad
B ) Bricscad and AutoCad
C) Compass 3 and T-FLEX
D) Bricscad and SolidWorks
29. What types of CAD can be attributed to heavy CAD ?
A ) Autodesk Inventor and AutoCad
B ) Bricscad and AutoCad
C) Compass 3 and T-FLEX
D) PTC Creo and NX
30. What types of CAD can be attributed to the cloud ?
A ) Autodesk Inventor
B ) Fusion 360 and Onshape
B) Compass 3
D) CAD-system
31. What type of basic CAD is positioned as an alternative to AutoCad ?
A ) Autodesk Inventor
B ) Bricscad
C ) T-flex
D) SolidWorks
32. ... are the most popular systems on the market. Do they successfully combine the “price / functionality” ratio, are able to solve the overwhelming number of design tasks and satisfy the needs of most customers?
A) intermediate level
B) basic and lightweight CAD
C) heavy level D) cloud CAD
33. What type of CAD system did Dassault Systemes develop?
A ) Compass -3D
B ) SolidEdge
In ) the Autodesk Inventor
D) SolidWorks
34. Which company is the developer of the Compass-3D system?
A) Siemens PLM Software
B) Ascon (Russia)
C ) DassaultSystemes .
D) Autodesk
35. What program is the flagship CAD system manufactured by Siemens PLM Software, which is used to develop complex products that include elements with a complex shape and tight layout of a large number of components? A ) CATIA
B ) Fusion 360
In ) Onshape
D) NX
36. The system of complex automation of the processes of design and technological preparation of models for production is ...
A) CATIA
B) Fusion 360
C) “Grace”
D) NX
37. What needs to be done first of all for launching CAD system “GRACIA”?
A) at the request of the system Enter the access code, type the password and press Enter
B) turn on the computer
C) turn off the computer
D) find the shortcut “Grace” on the desktop and double-click on it with the left mouse button
38. Depending on the degree of completeness of the synthesis (mainly structural) and analysis, it is possible to distinguish ... the main methods of computer-aided design of the technological process?
A) 2
B) 4
AT 5
D) 3
39. What solutions are the basis of the synthesis method?
A) local standard solutions
B) global standard solutions
C) local universal solutions
D) global maximum solutions
40. What solutions underlie the analysis method?
A) local standard solutions
B) global standard solutions
C) local universal solutions
D) complete standard solutions
41. What needs to be done in the second place to launch the CAD system
"GRACE"?
A) at the request of the system Enter the access code, type the password and press Enter
B) turn on the computer
C) turn off the computer
D) find the shortcut “Grace” on the desktop and double-click on it with the left mouse button
42. What should be done in the last turn to launch the CAD system “GRACIA”?
A) at the request of the system Enter the access code, type the password and press Enter
B) turn on the computer
C) turn off the computer
D) find the shortcut “Grace” on the desktop and double-click on it with the left mouse button
43. Which state produces PFAFF machines ?
A) Japan
B) China
C) Germany
D) Switzerland
44. Which state manufactures Husgvarna machines?
A) Japan
B) China
C) Germany
D) Switzerland
45. Support for various operating systems, including UNIX, Linux, Mac OS X and Windows, the property of which program?
A) CATIA
B) Fusion 360
C) “Grace”
D) NX
46. What vertical versions of AutoCAD is Autodesk developing?
A ) Compass -3D
B ) Mechanical and Electrical
In ) the Autodesk Inventor
D ) SolidWorks and SolidEdge
47. In which years, according to accepted standards, CAD is not just a certain program installed on a computer, it is an information complex consisting of hardware (computer), software, a description of the ways and methods of working with the system, data storage rules.
A) 1990s
B) 2000s
C) 1980s
D) 1970s
48. The de facto standard in the CAD world for which program?
A ) Autodesk Inventor
B ) AutoCad
B ) Compass 3
D) SolidWorks
49. Using a proprietary three-dimensional kernel (C3D) is available in which program? A ) Autodesk Inventor
B ) AutoCad
B ) Compass 3
D) SolidWorks
50. The indisputable advantage of such systems is the possibility of their use on weak computers, since all work takes place in the “cloud”.
A ) Autodesk Inventor
B ) Fusion 360 and Onshape
B) Compass 3
D) CAD-system
51. Who is Mauro Taliani?
A) the designer of the Italian house Corpo Nove
B) Technologist at Corpo Nove
C) a developer from MIT Media Lab
D) Hatchery Lecturer
52. What is included in the fabric of the “shirt for the lazy” from Mauro Taliani?
A) cotton, viscose, wool
B) polyamide, polyvinyl chloride, flax
C) fluff, asbestos, cotton
D) Nickel, titanium, nylon
53. After what time does the “shirt for the lazy” from Mauro Taliani regain their shape? A) after 30 minutes
B) after 30 seconds
C) after 3 hours
D) after 30 hours
54. What color is the “shirt for the lazy” by Mauro Taliani?
A) red
B) blackish-gray
C) gray metallic color
D) whitish
55. What is sewn into the cooling jacket from Mauro Taliani?
A) 50 meter plastic tube
B) 50 meter metal pipe
C) liquid crystal tube
D) hydraulic tube
56. Who is Filippo Pagliai?
A) the designer of the Italian house Corpo Nove
B) Technologist at Corpo Nove
C) a developer from MIT Media Lab
D) Hatchery Lecturer
57. What is the name of the jacket that continues to warm a person, regardless of the surrounding cold? A) Bonding ( bondingtechnology )
B) "Winter-Summer"
C) “Absolute Zero” (The Absolute Zero)
D) Film
58. What is used in a jacket that warms?
A) water
B) the handset
B) airgel
G) batting
59. What is the percentage of air in a Corporation Nove warming jacket?
A) 95%
B) 92%
C) 90%
D) 99.8%
60. In what frost can a corpo Nove jacket warm up?
A) 80 degrees
B) 90 degrees
C) 100 degrees
D) 70 degrees
61. What did Stephan Fitch come up with?
A) a warming jacket
B) a leather jacket, in the back of which a monitor is mounted
C) Absolute Zero Jacket
D) cotton jacket "chapan"
62. Who is Stephan Fitch?
A) the designer of the Italian house Corpo Nove
B) Technologist at Corpo Nove
C) a developer from MIT Media Lab
D) Hatchery Lecturer
63. What is a FuelWear sweatshirt ?
A) engine, monitor and sensor
B) a thermometer, a computer and a TV
C) pipes, counters and calculator
D) heaters, temperature sensor and battery
64. Where are the heater elements in the FuelWear hoodie?
A) on the front of two, and one on the lumbar
B) on the front of three, and one on the lumbar
B) on the front of two, and two on the lumbar D) on the front of five, and one on the lumbar
65. What is the Greek term "sediment"?
A) innovation
B) development
C) gnome
D) raccoon
66. What is 1 nanometer (nm) equal to ?
A) one meter or one millionth of a millimeter
B) one billionth of a meter or one decimeter
C ) one fraction of a meter or 10 millimeters
D) one billionth of a meter or, one millionth of a millimeter
67. What is the name of substances and objects with a size of 1 - 100 nm?
A) nanometers
B) nanomaterials
C) nanotechnology
D) nanoscale
68. What is the name for the production and use of substances and objects with a size of 1 - 100 nm?
A) nanometers
B) nanomaterials
C) nanotechnology
D) nanoscale
69. Which philosopher can be considered the father of nanotechnology?
A) Democritus
B) Hippocrates
C) Aristotle
D) Heraclitus
70. Around 400 BC this philosopher first used the word atom.
A) Aristotle
B) Hippocrates
C) Democritus
D) Heraclitus
Innovation life cycle - a consistent set of stages of transformation of innovation along the chain from research to consumption and service support.
The cost of creating an innovation is the socially necessary cost of creating an innovation production.
The invention is a new, having industrial applicability, solution of a technical problem, is embodied in the form of a method, device, new substance, strain of microorganisms.
Investments - long-term investments in various sectors of the economy with a view to profit.
Initiation of innovations is an activity consisting in choosing the goal of innovation, setting goals, searching for an innovation idea, its feasibility study and materializing the idea, that is, turning an idea into a thing or product (property, document of property law).
Innovation - a science that studies the general principles of innovation, the creation of innovations, their distribution, the form of innovation organizations; development of innovation solutions, etc.
An innovator is an entrepreneur-enthusiast, captured by a new idea and ready to make every effort to bring it to life, and a leader-entrepreneur who, taking risks, took on a project, found investments, organized production, promoted a new product to the market and thereby realized his commercial interest.
Innovation activity is a comprehensive characteristic of a firm's innovation activity, including the degree of intensity of the actions taken and their timeliness, the ability to mobilize the potential of the required quantity and quality, including its hidden sides, the ability to ensure the validity of methods, the level of technology of the innovation process in terms of composition and sequence of operations.
Innovation activity - a process aimed at developing and implementing the results of scientific research and development or other scientific and technical achievements into a new or improved product sold on the market, into a new or improved technological process used in practical activities, as well as additional research and development.
An innovation idea - there are two types: 1) aimed at creating innovation; 2) aimed at their implementation. The first type is an idea that allows you to create something new (scientific, scientific, technical, engineering, organizational and production ideas). Such ideas are the hypotheses of an alternative way to solve the problem (scientific, technical, industrial, marketing). The second type is the idea of using innovation. They serve as a hypothesis for choosing an alternative development strategy: what to use, where, how and when, with what resource, with what consequences (ideas of switching to the release of a new product, providing a new service, switching to this new technology, priority use of this resource and others )
Innovation infrastructure is a complex of organizational and economic institutions (organizations, institutions) that are subordinate and auxiliary in nature and directly provide normal conditions for the implementation of innovative processes by business entities. The infrastructure includes innovation and technology centers, technology incubators, technology parks, training and business centers and other specialized organizations.
The innovative policy of the organization is the main direction of strategic planning carried out at the highest management level of the organization. The main thing in the organization’s innovation policy is the formulation of the main goal, determining the time frame and assessing the results in the form of specific goals.
An innovative program is a complex of innovative projects and activities, coordinated by resources, executors and terms of their implementation and providing an effective solution to the problems of mastering and disseminating fundamentally new types of products (technologies).
Innovative products - the result of the introduction of product innovations, new or improved products, as well as products whose production is based on new or significantly improved methods (technologies).
Innovation strategy - a set of measures in the medium and long term for the development and implementation of innovations that are reproduced in production and demanded by the market, as well as a method or means of achieving the goal of innovative development of the organization, which determines the organization’s participation in the innovation process and the implementation of the innovation life cycle, innovative organization behavior, its innovative activity.
Innovation sphere is a system of interaction between innovators, investors, producers of competitive products (services), government and regulatory entities, and a developed infrastructure to support innovation.
An innovative goal is the desired result of innovative activity, that is, the implementation of an innovative strategy, expressed qualitatively and quantitatively, having a responsible executor, a deadline for achievement and a resource limit.
Innovation management is a special type of professional activity aimed at achieving specific innovative goals of a firm operating in market conditions. IM - a set of systematized knowledge on the theory of innovation and modern management about the methods of creating innovations and evaluating them effectiveness.
Innovation potential - an integrated assessment of the state of the elements of the innovation system. The resource base mobilized to implement the innovation strategy and to achieve its goals includes: (1) proposals for the formation of a portfolio of products and services; (2) the state of the functional-production (business) block with its life cycles of products and services, life cycles of innovations, innovative systems (mechanisms, multipliers and levers); (3) material and technical resource base; (4) setting up organizational support; (5) management system capabilities. IP - a set of different types of resources, including material, financial, intellectual, informational, scientific, technical and other resources necessary for the implementation of innovative activities.
An innovative project is a part of the innovation process, framed in the form of a reasonable set of measures and actions aimed at achieving a goal, developing and implementing an innovative strategy at any stage of the innovation life cycle.
The innovation process is the process of converting scientific knowledge into innovation, which can be represented as a sequential chain of events during which the innovation matures from an idea to a specific product, technology or service and is distributed in practical use. IP is a process of successive transformation of an idea into a product, passing through the stages of fundamental, applied research, design development, marketing, production, and finally marketing, is the process of commercialization of technologies.
Innovation risk - the risk associated with the implementation of innovative activities, innovative entrepreneurship. Innovative activity is more risky than other types of activity, since there is practically no complete guarantee of a successful result.
Innovation fund - a fund of financial resources created to finance the latest scientific and technical developments and "risky" projects. Source - sponsorship fees of firms, banks. It is distributed between applicants applying for investments, usually on a competitive basis, often in the form of a tender.
Intellectual property - products of spiritual creativity, intellectual values, ideas whose belonging to one or another author is legally fixed.
Sources of innovative entrepreneurship are various sources of innovative opportunities. Among them, the most often distinguished are: 1) an unexpected event that can give unexpected success, unexpected failure; 2) the mismatch between reality, such as it is, and its reflection in the opinions and assessments of people; 3) changing the needs of the production process; 4) changes in the structure of an industry or market; 5) demographic changes; 6) changes in perception and in value attitudes; 7) new knowledge.
Competition is the rivalry of business entities in which the independent action of each of them excludes or limits the ability of each of them to unilaterally influence the general conditions for the circulation of goods in the relevant product market. From an economic point of view, competition is considered in 3 main aspects: as a degree of competition on the market; as a self-regulatory element of the market mechanism; as a criterion by which the type of industry market is determined.
Technology commercialization is an element of transfer in which the consumer (buyer) pays a fee to the owner (who may or may not be a developer) of the technology in one form or another and in the amounts determined by the contract.
Commercialization of innovation is the attraction of investors to finance activities for the implementation of innovations (part of the innovation process) based on participation in future profits if successful.
Competency is a degree of understanding based on existing knowledge. This is knowledge about knowledge, or an understanding of what is needed to do the job.
A critical technology is technology that meets strategic national goals and can enhance the state’s competitiveness and defense.
Leasing - long-term lease (at least 6 months) of equipment, transport, industrial buildings and structures with possible subsequent purchase by the tenant of the leased property.
License - permission to use an invention or other technical achievement, granted on the basis of a license agreement. A patent license is issued for an invention for which a patent application has been filed or this document has been received. A patent-free license is issued for technical achievements that, according to the laws of a given country, cannot be protected by a patent, or for inventions for which an application for a title of protection has not been filed.
License agreement - an agreement under which one party (licensor) grants the right (license) to use an invention or other object of intellectual property (including copyright and know-how), and the other party (licensee) pays for this corresponding remuneration.
Localization of an innovation project is one of the reasons and one of the ways to reduce innovation risks. The risk of innovation is higher, the more localized the innovation project.
Innovation marketing is one of the types of innovation related to the launch of new products on the market, including preliminary market research, product adaptation to various markets, advertising campaigns and product promotion.
Innovation process management is an ongoing management process when innovative ideas that are transformed into production plans and programs stimulate penetration into all new areas of production and product markets.
Management of the innovation process is an independent object of management.
Scientific (research) activity - obtaining, disseminating and applying new knowledge.
Scientific and technical activity (NTD) is the basis of innovative activity. It is closely connected with the creation, development, dissemination and application of scientific and technical knowledge in all areas of science and technology. In accordance with the recommendations of UNESCO, scientific and technological activity as an object of statistics covers three of its types: a) research and development;
b) scientific and technical education and training;
c) scientific and technical services. In the implementation of scientific and technical documentation, the concept of the scale of scientific work is important.
Scientific and technological progress is a process that combines science, technology, economics, entrepreneurship and management. It consists in obtaining innovation and extends from the inception of an idea to its commercial (noncommercial) implementation.
R&D is a creative activity that is systematically carried out in order to increase the volume of knowledge, including knowledge about a person, nature and society, as well as to search for new areas of application of this knowledge. R&D acts as the most important type of scientific and technical documentation and the main object of observation in the statistics of science, and the concepts and definitions related to them occupy a central place in the recommendations of international statistical organizations. Research and development covers three types of work (activities): FI, PI and OCD.
An innovator - created an innovation as a result of the creative process (in the form of a new product, new service, new material, new technology, new solution, etc.) and transmitted this innovation to society through the market or some other mechanism. An author should give certain signs of novelty to an innovation.
Innovation - the final result of innovation, which has been implemented in the form of a new or improved product sold on the market, a new or improved technological process used in practice.
Innovation is the result of intellectual activity, completed research and development, which has novelty and demand for inclusion in the economic turnover.
New knowledge is one of the sources of innovative entrepreneurship. Innovations, which are based on new knowledge, become an object of attention and bring large revenues. Knowledge does not have to be scientific or technical.
Know-how - the combination of knowledge and skills related to the application of an industrial technology or process, is associated with the secrets of production, is confidential, is an economic asset suitable for operation.
Development work (R&D) is the application of the results of applied research to create (or modernize, improve) samples of new equipment, material, technology. OCD is the final stage of scientific research, the transition from laboratory conditions and experimental production to industrial production. Design and development work includes: the development of a specific design of an engineering facility or technical system (design work); development of ideas and options for a new facility; development of technological processes, i.e. ways of combining physical, chemical, technological and other processes with labor into an integrated system. The goal of the R&D is the creation (modernization) of samples of new products that can be transferred after appropriate tests to serial production or directly to the consumer. At this stage, a final check of the results of theoretical studies is carried out, the corresponding technical documentation is developed, samples of new products are manufactured and tested.
Pilot production - manufacturing and testing of the production technology of prototypes of new products and technological processes. A structure with varying degrees of economic independence - a plant, a workshop, a workshop, an experimental experimental unit, an experimental station, may be on the balance sheet of a scientific organization or be a legal entity, etc.
Organizational and managerial innovations are a variety of innovations that are associated, first of all, with the processes of optimal organization of production, transport, marketing and supply.
Mastering the industrial production of new products is the final stage of the field of science, which includes scientific and industrial development: testing of new (improved) products, as well as technical and technological preparation of production. At the development stage, experimental, experimental work is carried out on the experimental basis of science.
Branch - a type of economic activity, a set of enterprises and organizations that are characterized by a common field of activity, manufactured products, production technology, the use of raw materials, fixed assets and professional skills of workers.
Assessment of innovation - a set of assessments of property rights and assets that provide future income.
Evaluation of the results of innovation - is carried out according to two main parameters: the price of new products; the volume of investments (investments) in practical implementation.
Patent law is a branch of law, the rules of which establish a system for protecting the rights to technical solutions of an invention by granting a patent.
Patent - a certificate for an invention issued by a competent authority of the state, certifying the recognition of a proposal by an invention, priority of an invention, authorship and exclusive right to an invention. A patent is valid only within the territory of the state whose office granted it.
Lump-sum payment - a fixed payment for the use of the right to intellectual property, made at a time or in installments.
Transfer of licenses is one of the types of transfer of objects of innovative activity.
It is the most common method of commercial technology transfer and is carried out in cases where the income from the sale of a license exceeds the costs of controlling the use of the license and the loss of profit when refusing a monopoly on the transferred technology in this market.
Know-how transfer is one of the types of transfer of objects of innovative activity, which consists in granting a patent-free license. Key features of the transfer of know-how: a great risk associated with the disclosure of the confidential essence of know-how before the conclusion of the contract and the leak of knowhow from the recipient to third parties after the conclusion of the contract; the irreversible nature of the transfer of know-how; the uncertainty of the confidentiality period of know-how.
Preparation and organization of production is one of the varieties of the main types of innovative activity, covering the acquisition of production equipment and tools, changes in them, as well as in the procedures, methods and standards of production and quality control ”necessary to create a new technological process.
Exploratory research is research whose task is to discover new principles for creating products and technologies; previously unknown properties of materials and their compounds; methods of analysis and synthesis. In research studies, the purpose of the intended work is usually known, the theoretical foundations are more or less clear, but by no means specific directions. In the course of such studies, theoretical assumptions and ideas are confirmed.
Applied research is research that is aimed at exploring the ways of practical application of previously discovered phenomena and processes. Include research work; information work; organizational and economic work; scientific and educational work; development work (R&D), etc. Applied research is the second stage of the process of creating and mastering new equipment (technologies). In addition, applied research can be independent scientific work.
Priority high-tech technology - a technology created on the basis of the achievements of fundamental and applied scientific research, leading to the saving of all types of resources (resource-saving), capable of eliminating the threat to human life and technological disasters (safe) and used to solve the most important large-scale and long-term tasks of economic development.
The reasons for the occurrence of innovative risk - the risk arises from the introduction of a cheaper method of producing goods or providing services compared to those already used when the level of quality of the goods or services does not match due to the use of equipment that does not allow ensuring the required quality; when producing a new product or providing a service using new equipment and technology.
The sale (transfer) of innovation is the act of diffusion in various forms, in different ways and through different channels. It can be transmitted on a commercial or non-commercial basis, be intraorganizational, intraregional, domestic and international.
Promotion of innovation - a set of measures aimed at implementing innovations and including the production and use of an information product, advertising events, organization of work of outlets (points of sale of innovation, customer consultation, promotion of sales of innovation, etc.).
Product innovation - a change in products due to changes in technology or changes in relative prices, which, in turn, is the result of changes in consumer preferences. PI - the introduction of new or improved products.
Industrial production is the stage of the innovation process, the next after the stage of development of new equipment (technologies). In production, knowledge materializes, and research finds its logical conclusion.
The process of creating and mastering new equipment (technologies) is the basis of the innovation process. The process of creating and mastering new equipment (technologies) includes the stages of basic research; applied research; mastering the industrial production of new products and the industrial production process.
Process innovation is a form of technological innovation. They cover the development of new or significantly improved products, organization of production. The release of such products is not possible with the use of existing, equipment or applied production methods.
An innovative project is a complex system consisting of many different works (based on the network), groups (based on the structure of the organization), specialists (based on various functions) and the relationships between these people and groups.
Risk - the real possibility of the onset of any adverse event; the amount of risk is determined by a combination of the probability and consequences of an adverse event. A risky situation is a situation with an uncertainty of outcome, with the obligatory presence of adverse consequences.
Royalty - compensation for the use of a patent, copyright, and other types of intellectual property, paid as a percentage of the cost of goods and services sold, in the production of which patents, copyrights, know-how, etc. were used.
The routine of technology is the level of technology adoption at which it becomes prevailing in the industry.
Certification of high technology products - an element of the
infrastructure of scientific technical and innovative activities that ensure the provision, developing and producing new competitive high-tech products and high technologies, services in the field of metrology, standardization and quality control.
Ways to reduce innovative risks are management measures that reduce the likelihood or negative consequences of risks. Currently, the following most common ways to reduce innovation risks have been developed: localization of the innovation project; diversification of innovation; transfer (transfer) of risk through the conclusion of contracts.
Strategic management is such an organization’s management that relies on human potential as the foundation of the organization, directs its activities to consumer demands, carries out flexible regulation and timely innovations in organizations that respond to the external environment and allow to achieve competitive advantages, which ultimately allows the organization survive and achieve your goal in the long run.
The subjects of innovative activity are legal entities regardless of the legal form of ownership and ownership, individuals, foreign organizations and citizens, as well as stateless persons participating in innovative activities.
The feasibility study of an idea is a confirmation of the economic feasibility, necessity and technical feasibility of materializing the found innovative idea in a real form (that is, in a product).
Technological innovations - encompass new products and processes, as well as their significant technological changes. There are two types of technological innovations: product and process.
Technology - a set of techniques and methods for the manufacture and use of technology and the conversion of natural substances into products of industrial and domestic use.
Technopark is a group of enterprises united organizationally and territorially and engaged in the development of advanced technologies.
Technology transfer is the most important element of the innovation process in market conditions, the process of transfer (sale, exchange) of properly structured, with sufficient knowledge, aimed at organizing the production of competitive products that meet market needs.
Improving innovations are innovations that typically implement small and medium-sized inventions. Improving innovations affect an existing product whose quality or cost characteristics have been significantly improved through the use of more efficient components and materials. These innovations serve the dissemination and improvement of the mastered generations of equipment (technology), the creation of new models of machines and varieties of materials, the improvement of the parameters of manufactured goods (services) and their production technologies. Improving innovations are driven by the need to lower product prices and improve their quality.
Innovation management is a process of constant updating of various aspects of a firm. It includes not only technical or technological developments, but also any changes for the better in all areas of the enterprise, as well as in managing the process of new knowledge.
Innovation management is a change with the aim of introducing and using new types of equipment, processes, updating various aspects of an enterprise’s innovative activity.
Financial innovations - methods used to conduct transactions with new types of financial assets or in the form of new operations with existing assets, which allows more efficient use of financial resources of companies.
Franchising is a flexible form of technology transfer, in which franchisees receive from the holder of the rights to a new technology for a fee a right to use the new technology, to release and sell new products for some time.
Fundamental scientific research - experimental and theoretical activity, focused on obtaining new knowledge about the basic laws of the development of nature and society; The first stage of the process of creating and mastering new equipment (technologies).
The target program is a planned complex of scientific, technological, production and organizational measures, united by one general goal, covering a number of stages of the research - production process, interlinked by resources, terms and contractors, and carried out under a single management.
Price of innovation - its essence can be defined as the value in money of the effect created using the innovation.
Innovation cycle - the period of creation, distribution and use of innovations.
The cyclical nature of the innovation process is manifested in the fact that one generation of products (equipment) is replaced by another. This happens when using radical innovations, the number of which does not exceed about 15% of the total number of innovations. The most effective innovations that require significant investment are based on them. The cyclical nature of the innovation process is associated not only with the general nature of the process of economic development, but with the duration of the economic turnover (life) of innovation.
The economic value of innovation - is determined by the growth of profitability, the expansion of the scale of business and the possibilities of accumulation for subsequent reinvestment of capital.
The economic efficiency of innovation - in general terms, is determined by comparing economic results with the costs that caused the result.
Experimental work is a type of scientific work aimed at the manufacture, repair and maintenance of special (non-standard) equipment, apparatus, instruments, installations, stands, mock-ups, etc., necessary for carrying out scientific research and development.
Examination of projects, proposals and applications is an element of the infrastructure of scientific, technical and innovative activity, providing highly professional and high-quality implementation of various types of their independent assessment (scientific, financial, economic, environmental and other types of expertise).
The effect of innovations is manifested in the social sphere, where by increasing incomes, social needs are more fully satisfied and life safety is improved.
1. Decree of the President of the Republic of Uzbekistan No. UP-4947 dated 02/07/2017 “On the Strategy of Action for the Five Priority Directions for the Development of the Republic of Uzbekistan in 2017 - 2021”. - T .: Uzbekistan, 2017.
2. Fundamentals of innovative design: a training manual / V. A. Sergeev, E. V. Kipcharskaya, D. K. Podymalo; edited by Dr. V.A. Sergeev. - Ulyanovsk: UlSTU - 246 p.
3. A course of lectures for masters of the direction of preparation 04.29.05. “Designing products of light industry” in the discipline “Innovations in light industry” / E.A. Bustard - Stavropol: LLC Publishing House TESERA, 2013.
- 50 pp.
4. Industrial technology of knot processing of special clothing / Chubarova 3.S., Roshchupkina A.V., Repina Z.D. et al. - 2nd ed., revised. And additional - M:
Light and food industry, 1983. -120 s.
5. Surikova G.I. Development of clothing designs in CAD "Grace": Textbook / G.I. Surikova, O.V. Surikova, N.I. Akhmedulova, A.V. Gnidenko. - Ivanovo: IGTA, 2004 .-- 124s.
6. Volkov, I. M. Project analysis: Advanced course: textbook. allowance / I. M. Volkov, I. M. Gracheva ("Textbooks of the Faculty of Economics, Moscow State University named after MV Lomonosov") - M.: INFRA-M, 2009. - 495 p.
7. Drucker, P. F. Business and Innovation / P. F. Drucker. - M.: Williams, 2009 .-- 432 p.
8. Kolotynyuk, B. A. Investment projects: a textbook / B. A. Kolotynyuk. - SPb. : Publishing house of Mikhailov V.A., 2000 .-- 422 p.
9. Korobeinikov, O. P. The role of innovation in the process of forming an enterprise strategy / O. P. Korobeinikov, A. A. Trifilova, I. A. Korshunov // World Economy and International Relations. - 2001. - No. 4. - C. 32–44.
10. Medynsky, V. G. Innovative Entrepreneurship / V. G. Medynsky. - M.: UNITY, 2002.
11. Guidelines for assessing the effectiveness of investment projects: Second edition. Official publication of June 21, 1999 - M .: Economics, 2000.
12. The world of project management / ed. H. Reshke, H.
Schelle; trans. from English - M.: Alans, 1993 .-- 304 p.
13. Porter, M. E. Competitive strategy: Methodology for the analysis of industries and competitors / M. E. Porter; trans. from English - 2nd ed. - M.:
Alpina Business Books, 2006 .-- 454 p.
14. Prigozhin, A. I. Methods of development of organizations / A. I. Prigozhin - M.: ICFER, 2003. - 863 p.
15. Risks in the economy: textbook for universities / ed. prof. V.A.Shvandara. - M.: UNITY-DANA, 2002 .-- 380 p.
16. Guide to the measurement of scientific and technological activity (The Measurement Of Scientific And Technological Activities - Oslo Manual, 166 pages), 117 pages, OECD, 2005.
17. Standartotchetnostiponauchnymissledovaniyamirazrabotkam (Proposed Standard Practice for Surveys of Research and Experimental Development - the Frascati Manual, 193 pp .), 150 p ,. OECD , 2002.
18. Sergeev, V. A. Fundamentals of innovative entrepreneurship: a training manual / V. A. Sergeev. - Ulyanovsk: UlSTU, 1998 .-- 128 s.
19. Twiss, B. Management of scientific and technological innovations / B. Twiss: trans. from English - M.: Economics, 1989 .-- 271 p.
20. Topchiev, E. L. Financing innovative projects using investment bank lending in Russia E. L. Topchiev / Materials of a practical conference. Corporate finance management: modern technologies for financing Russian business . M .:
Publishing House Grebennikova, 2006.
21. Management of innovative projects: a training manual / ed. prof. V. L. Popova. - M.: INFRA-M, 2007 .-- 336 p.
22. Innovation management. Prince 1-3: study guide / ed. Yu.V. Shlenova. -
M.: High School, 2003.
23. Innovation management. Success factors for new firms / comp. and commonly. ed. N. M. Fonshtein; trans. from English - M.: Delo Ltd., 1995. - 227 p.
24. Management of intellectual property and exclusive rights of industrial enterprises / A. Yu. Shatrakov, A. A. Mersiyanov, V. M. Aldoshin, S. K. Kolganov. - M.: Economics, 2007 .-- 191 p.
25. Management of research and innovation / ed. A. Forti - Moscow: Nauka, 1994 .-- 144 p.
26. Fathutdinov, R. A. Innovation management: a textbook for high schools /
R. A. Fathutdinov. - 5th ed. - SPb. : Peter, 2006 .-- 448 p.
27. Khotasheva, O. M. Innovation management: a training manual / O. M. Khotasheva. - 2nd ed. - SPb. : Peter, 2006 .-- 384 p.
28. Chernova, G.V. Risk management / G.V. Chernova, A.A. Kudryavtsev - M .: Prospect, 2003.
www.cniishp.ru www.lapka.ru www.roslegprom.ru www.leginfo.ru www.membrana.ru CONTENT
INTRODUCTION ……………………………………………………… 4
I SECTION. INNOVATIONS AND TRENDS IN THE FIELD OF SEWING
1.1. Innovations in the cutting process ……………………………………… ..8
1.2. Innovations in the technological process and their application in practice. 33 1.3. Innovations in the work of molding and finishing products, the choice of raw
materials for them ………………………………………………………..…… .60
1.4. The use of computer technology in the clothing industry .............................. 70
1.5. The peculiarity of the design and automation processes ................................ 82
1.6. CAD evolution. Etc. ogramma "Grace" ....................................... .87
1.7. Simple CAD techniques in the manufacture of clothing
………………………………………………… 91
2.1. “Smart” fabrics ………………………………………………………… 100
2.2. Nanotechnology in textiles ………………………………………… ....... 105
2.3. Medical tissues, their types ……………………………………………… 126 2.4.Technology for the use of antibacterial tissues in the light industry ……………………………………………………………… 130
3.1. Technology for the preparation of quality installations for sewing ……… ..136
3.2. The principle of operation of manual and pneumatic presses ………… ..142
3.3. Automatic sewing machines, the principle of their work ..................... 144
Tests for self- control ……………………………………………………… 153
Glossary ……………………………………………………………………… 168
The list of literature …………………………………………………………… 185
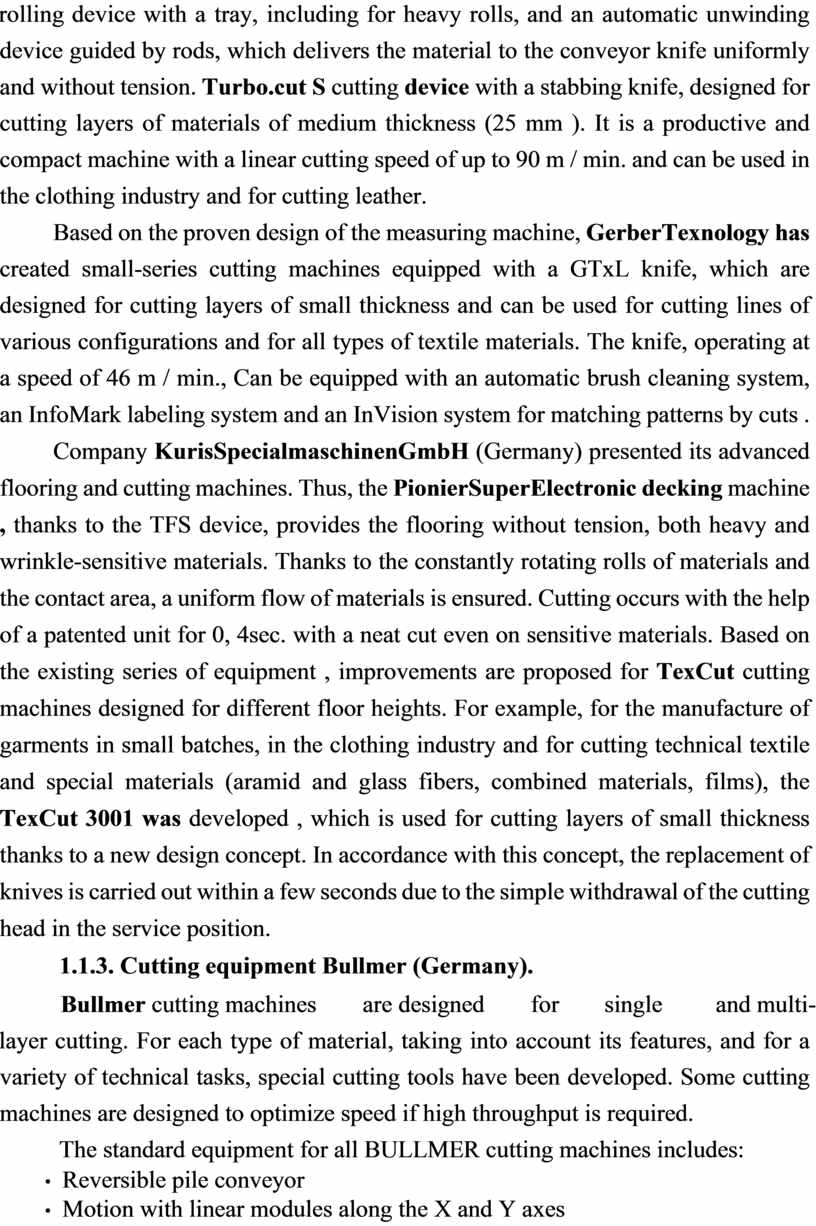
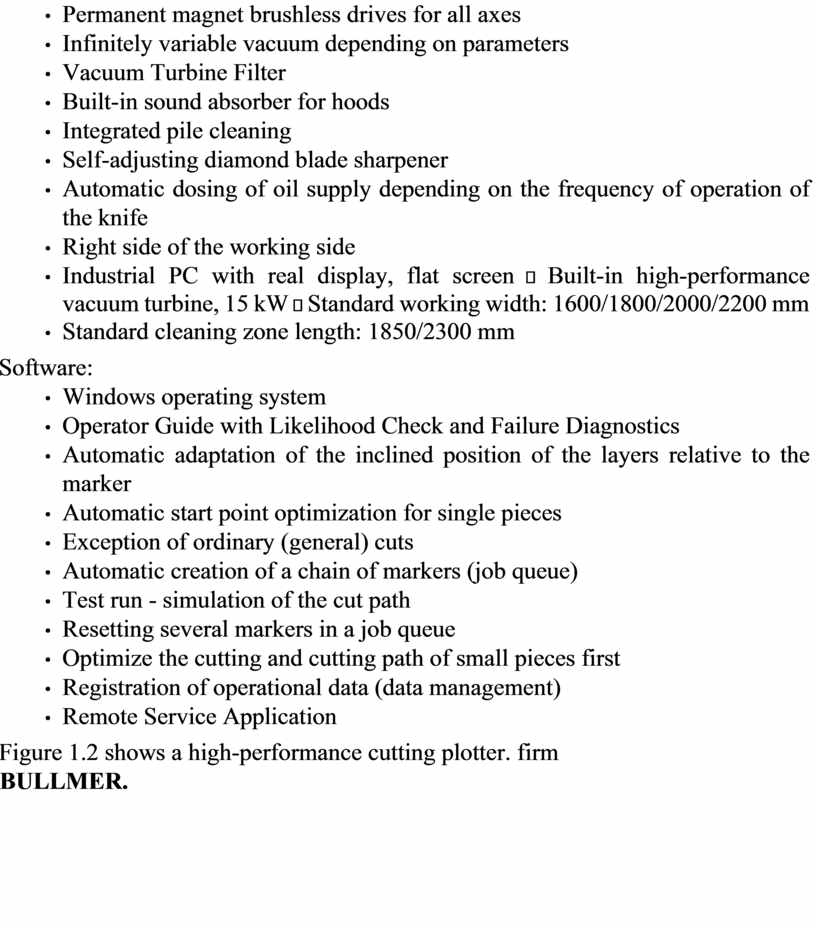
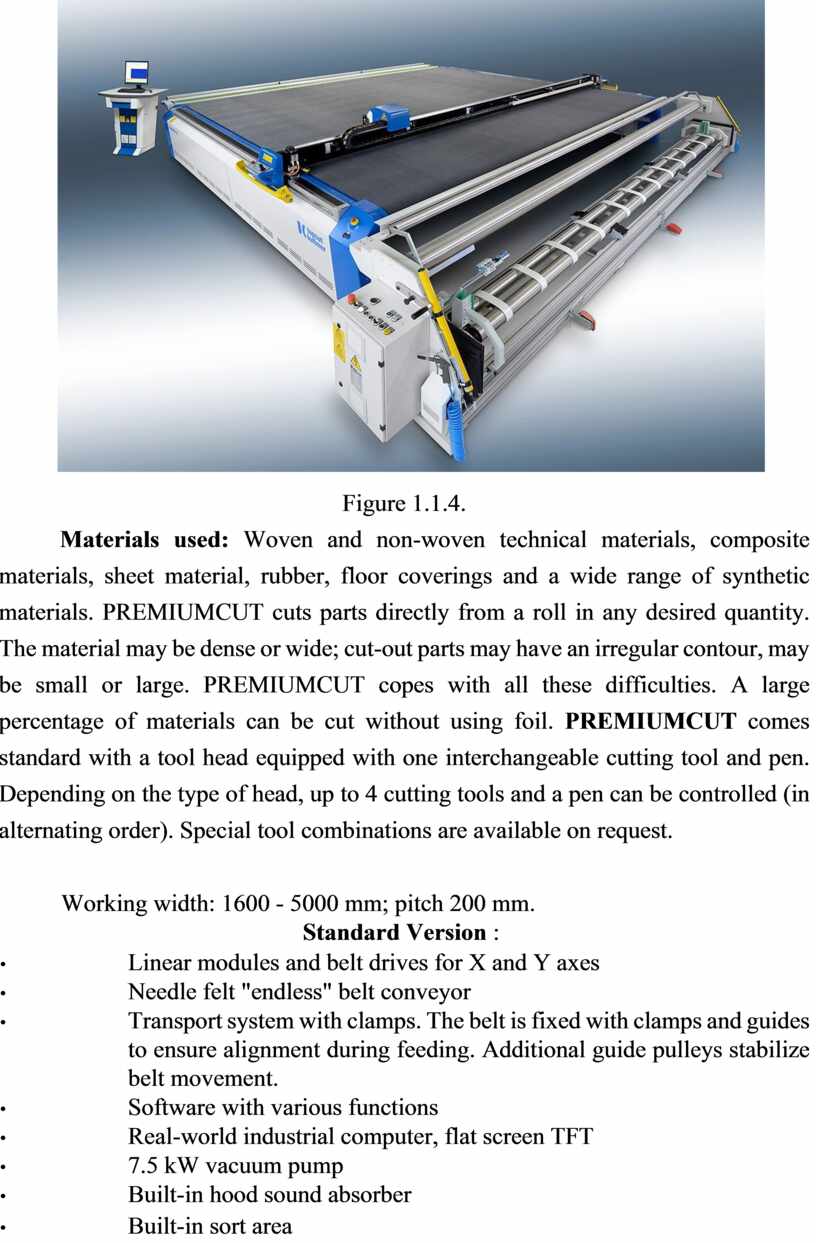
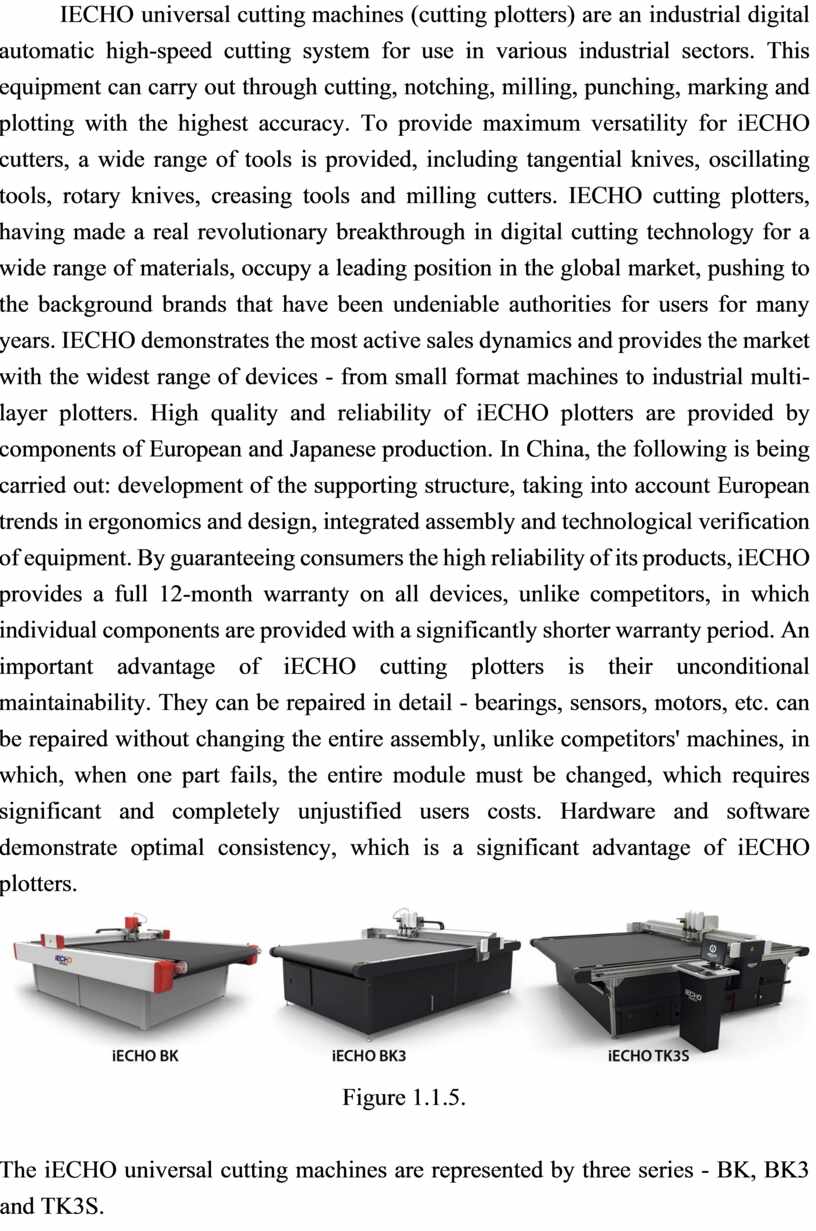
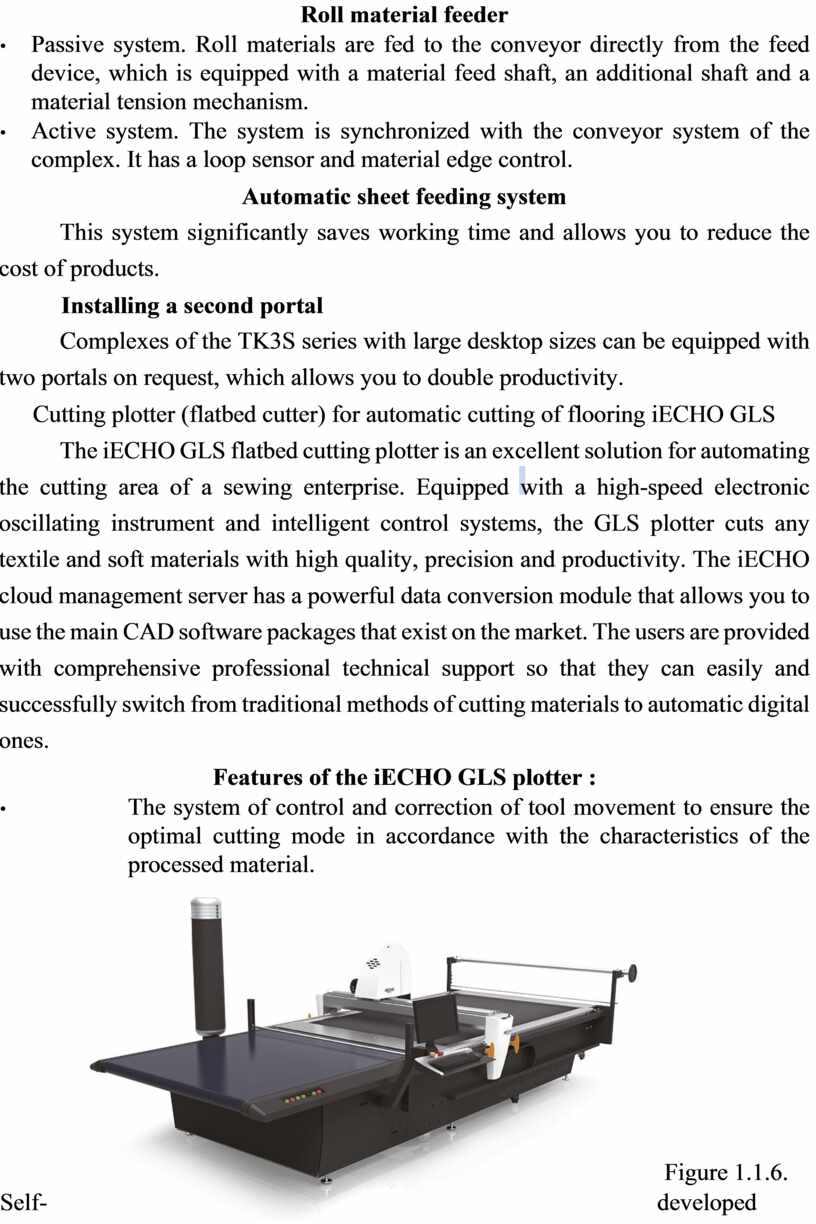
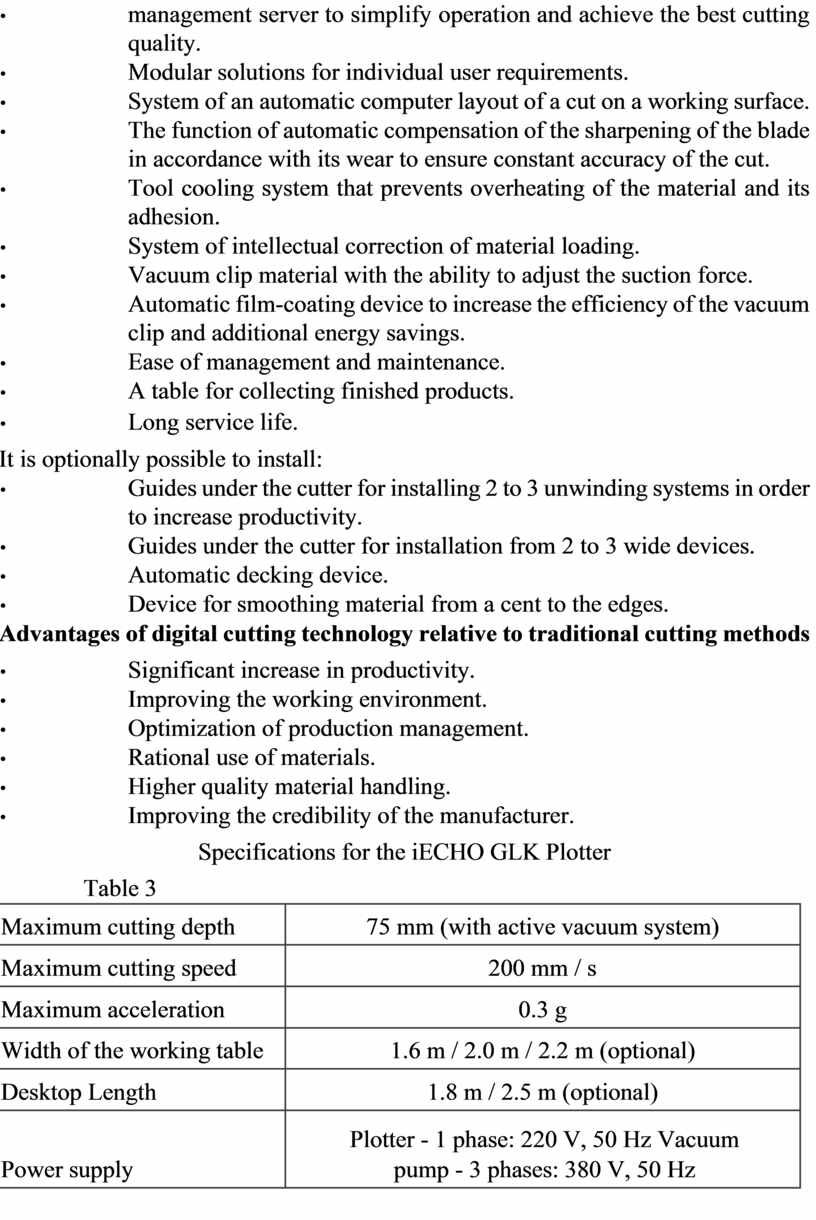
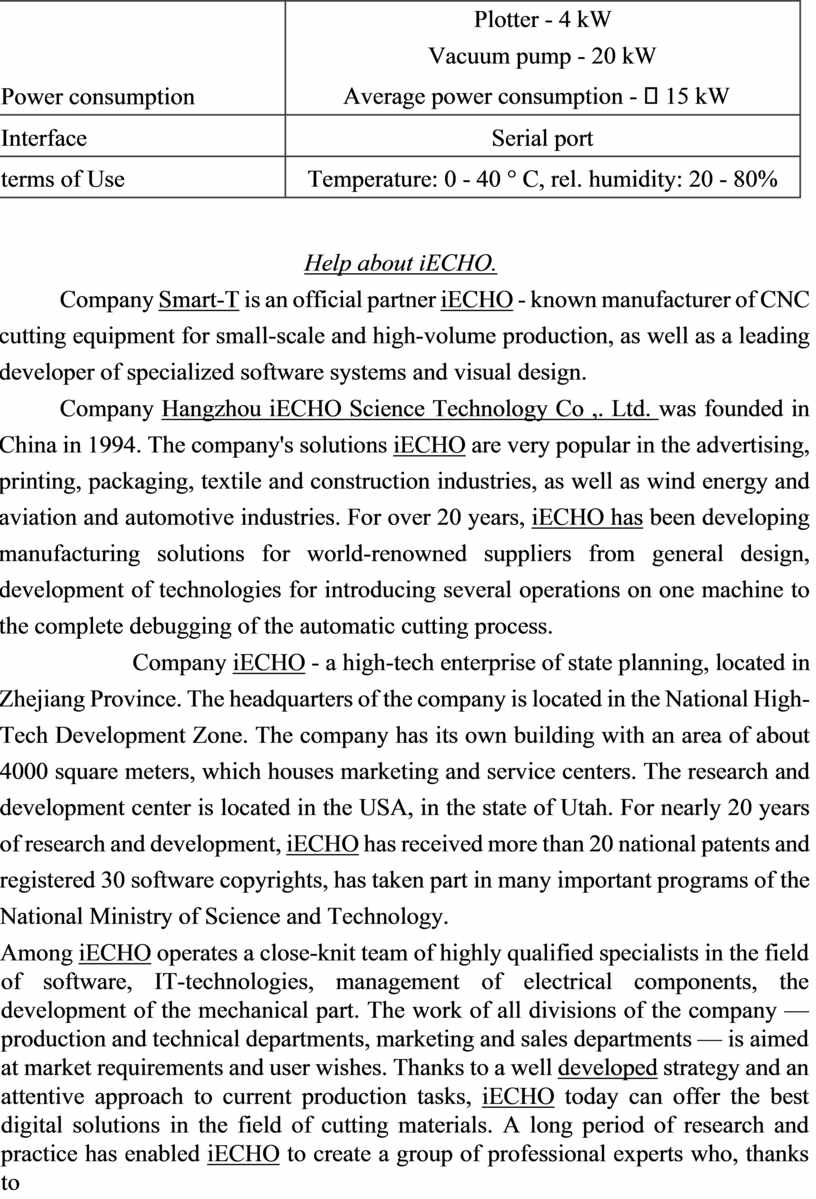
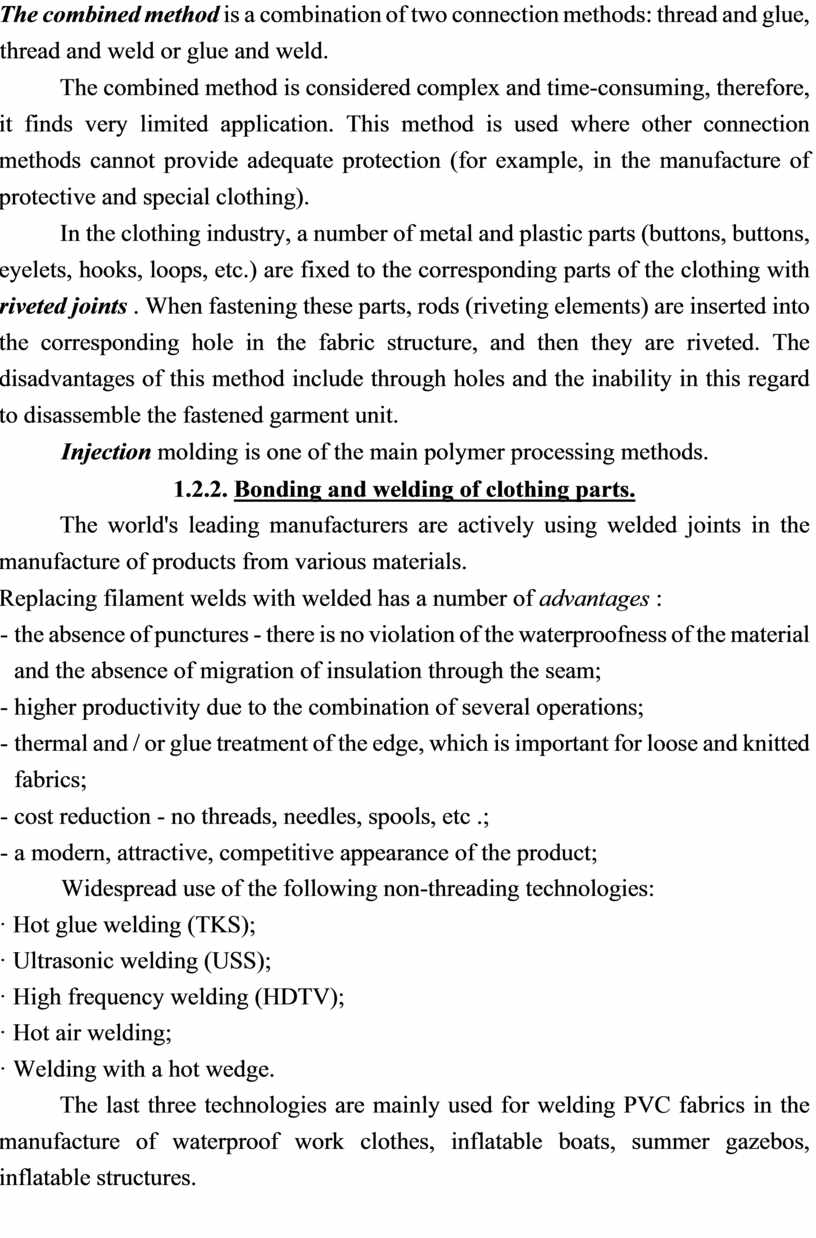
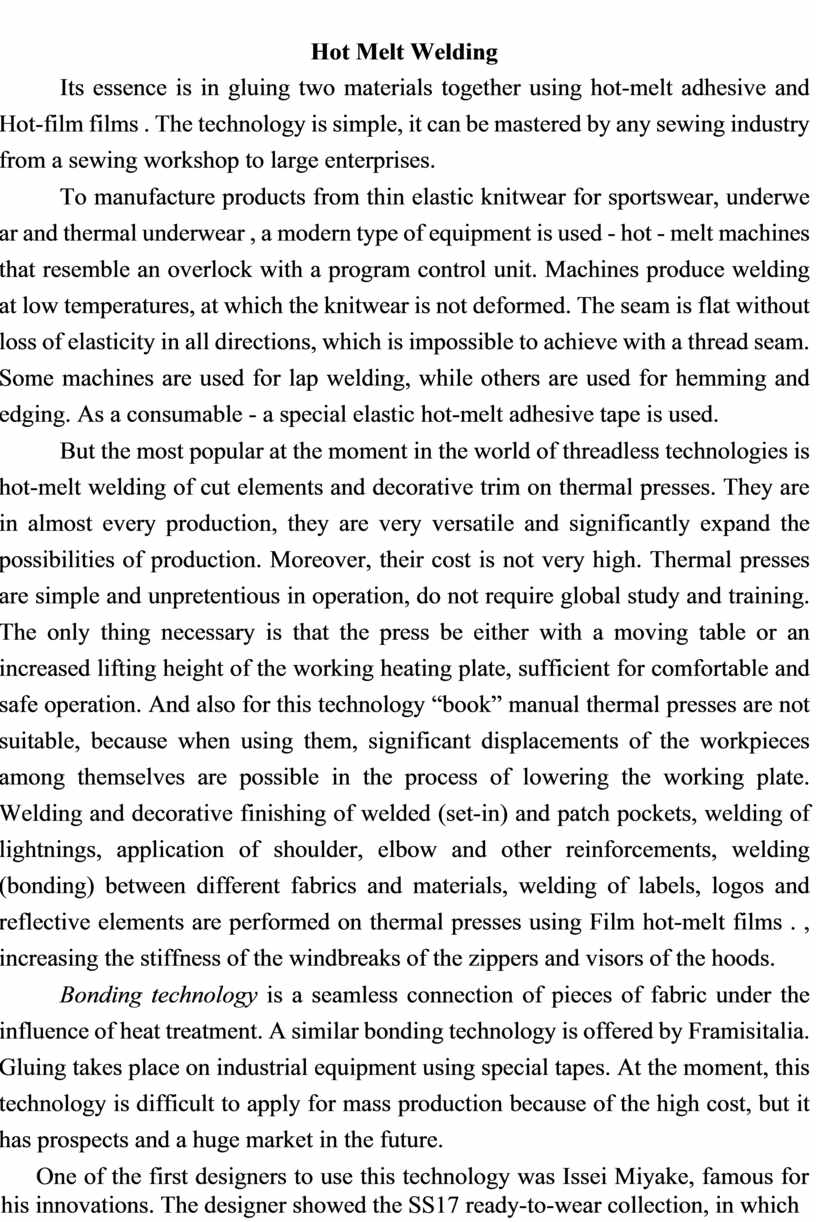
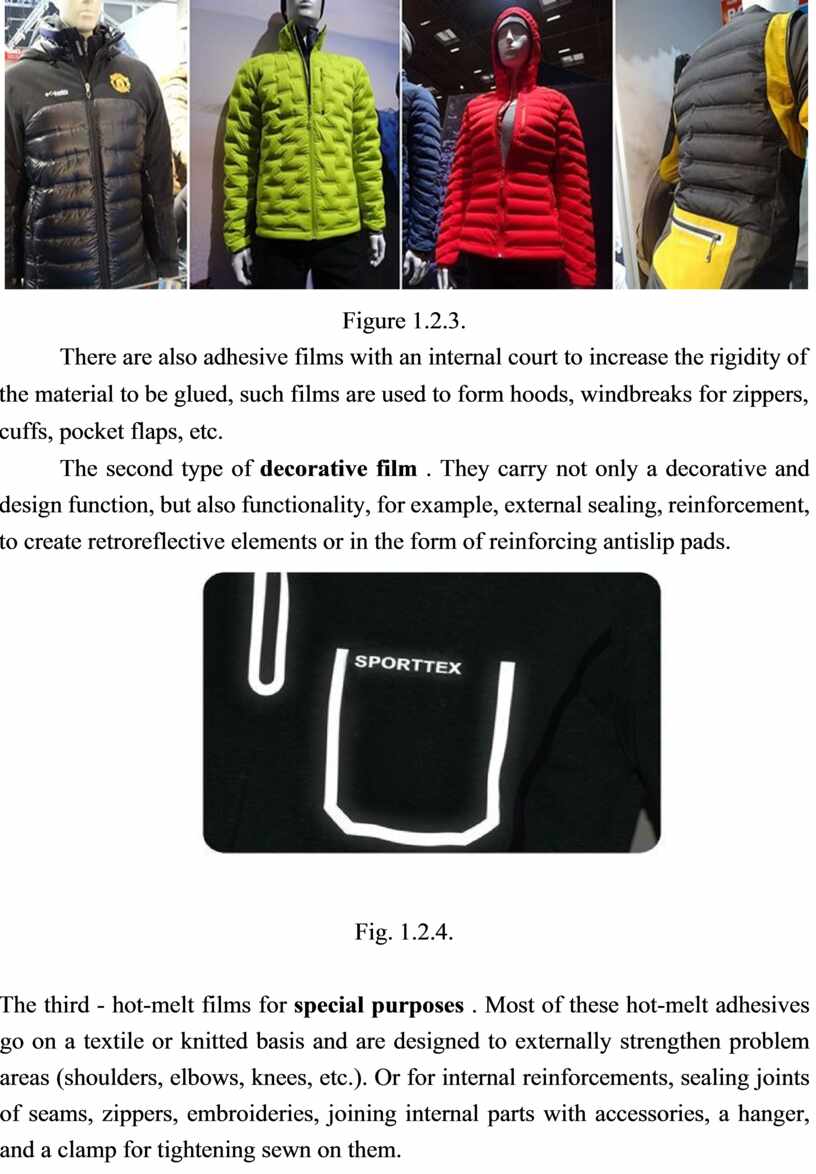
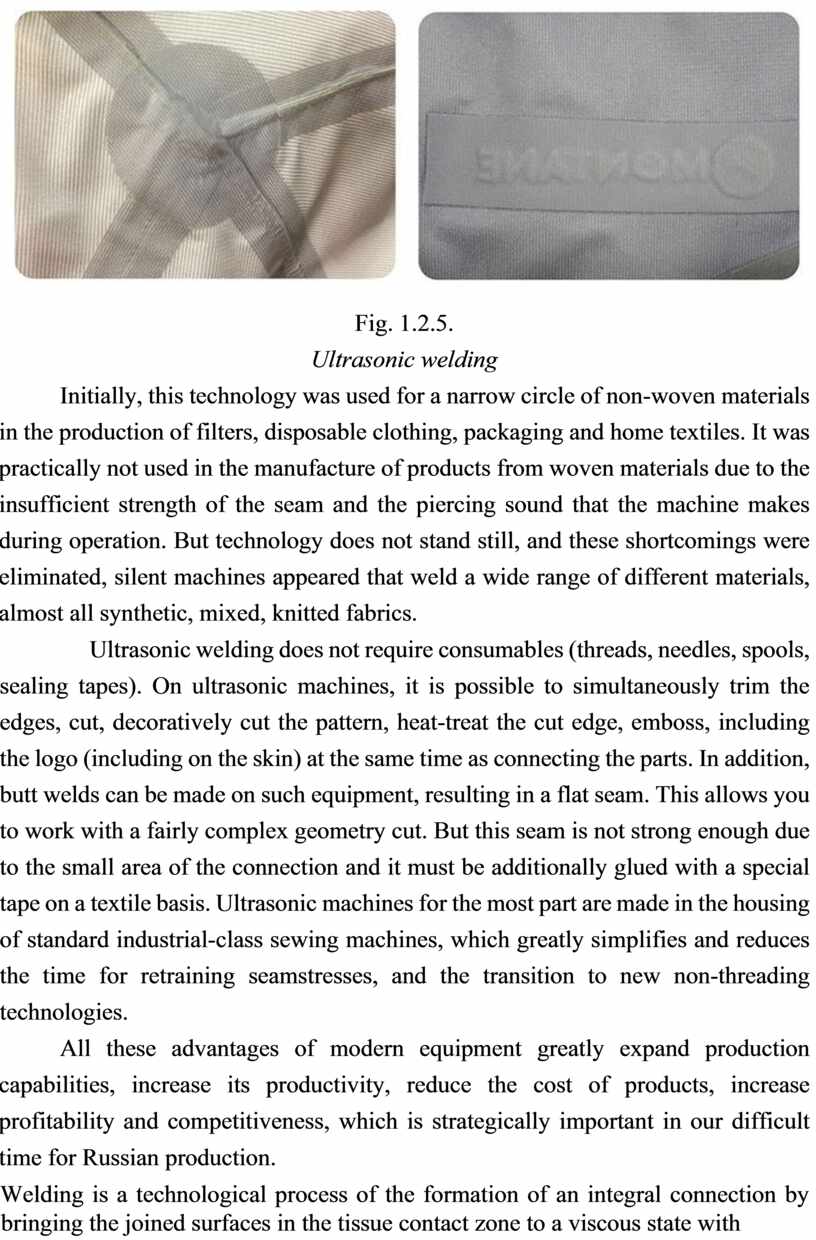
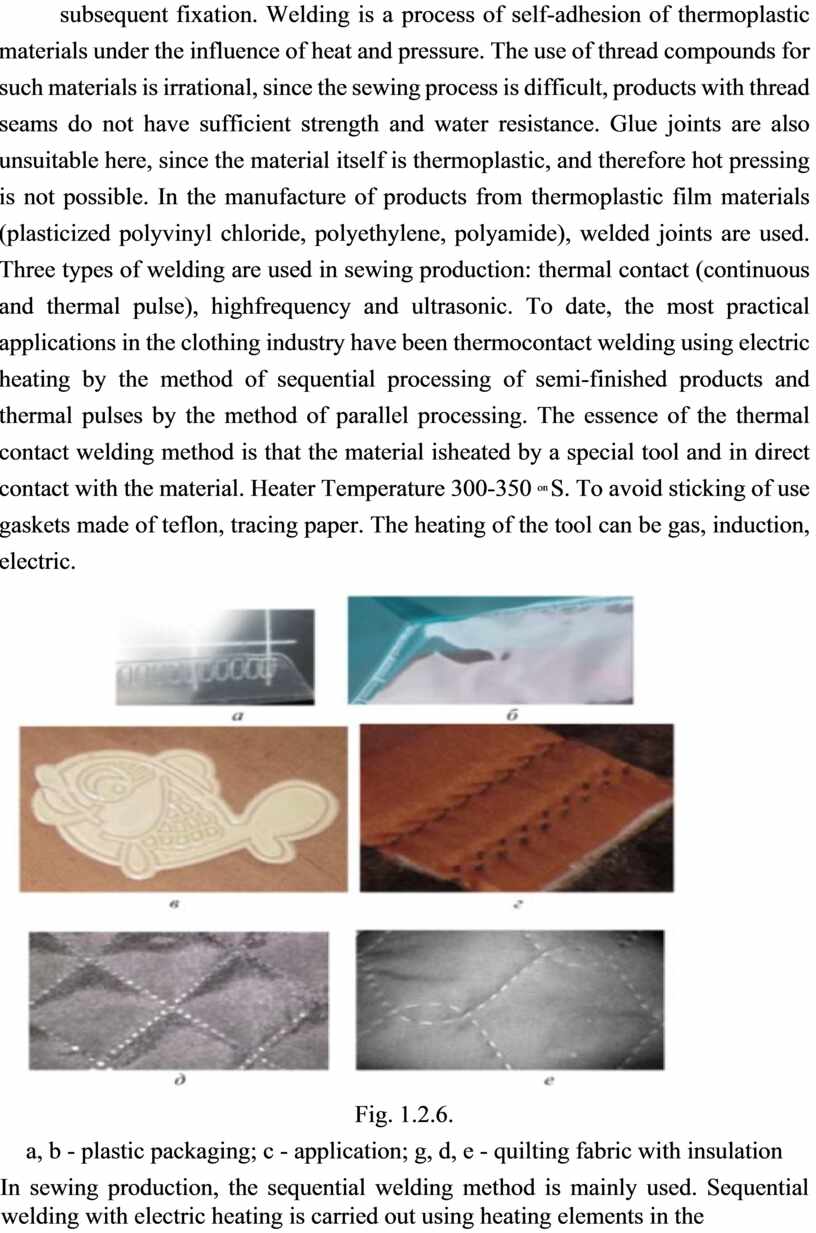
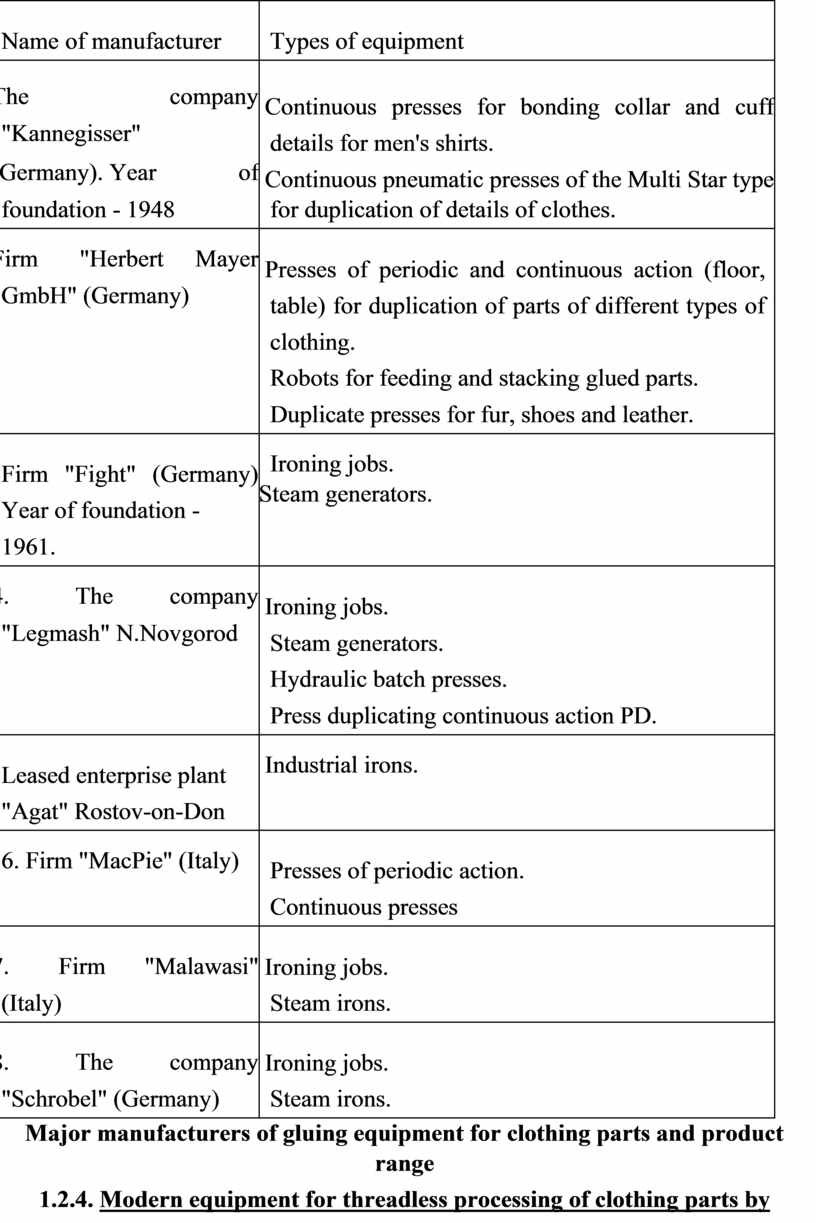
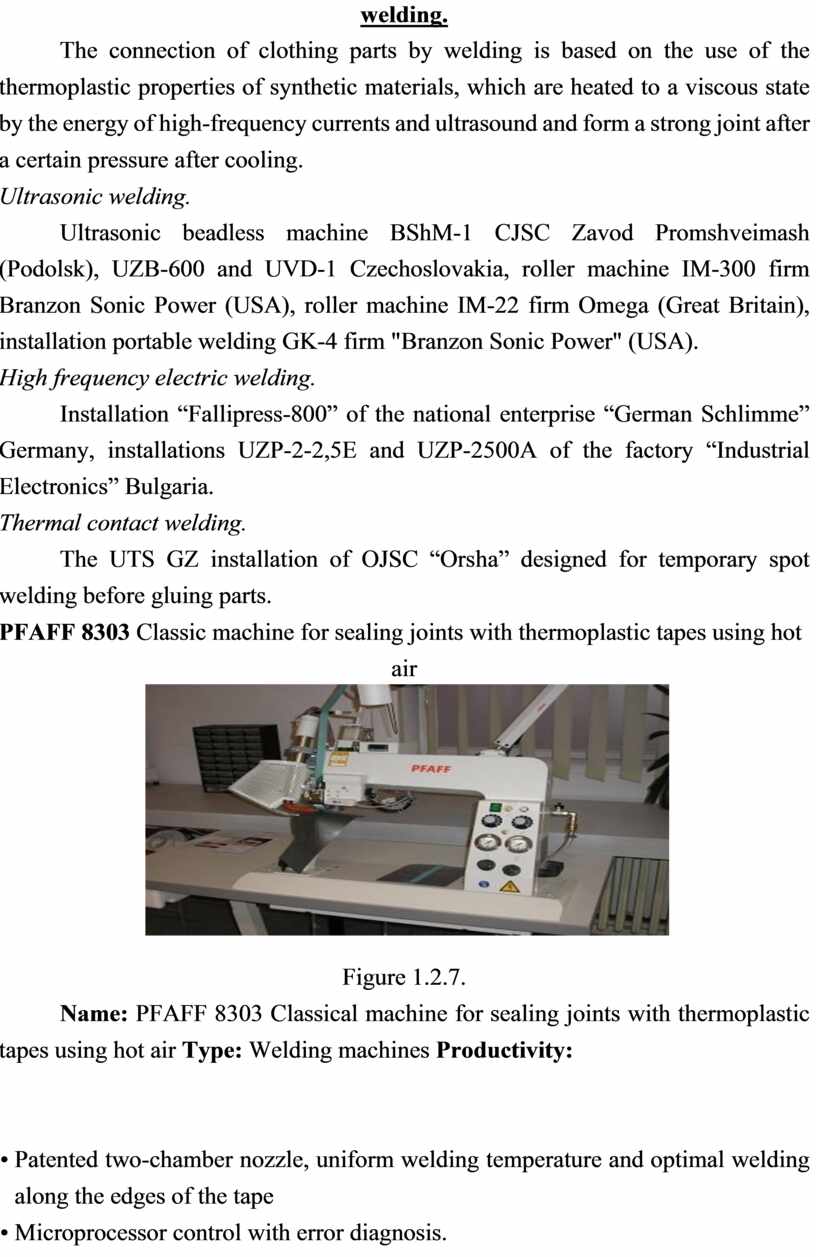
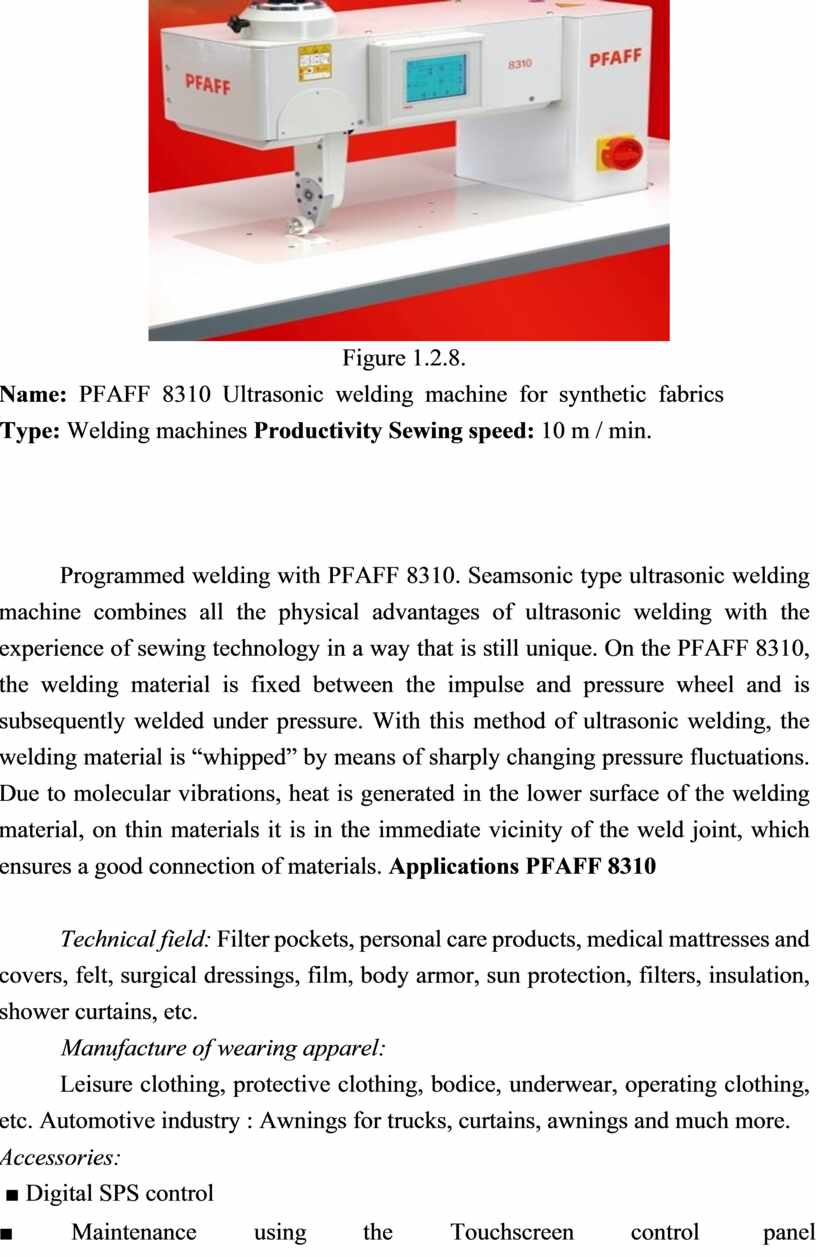
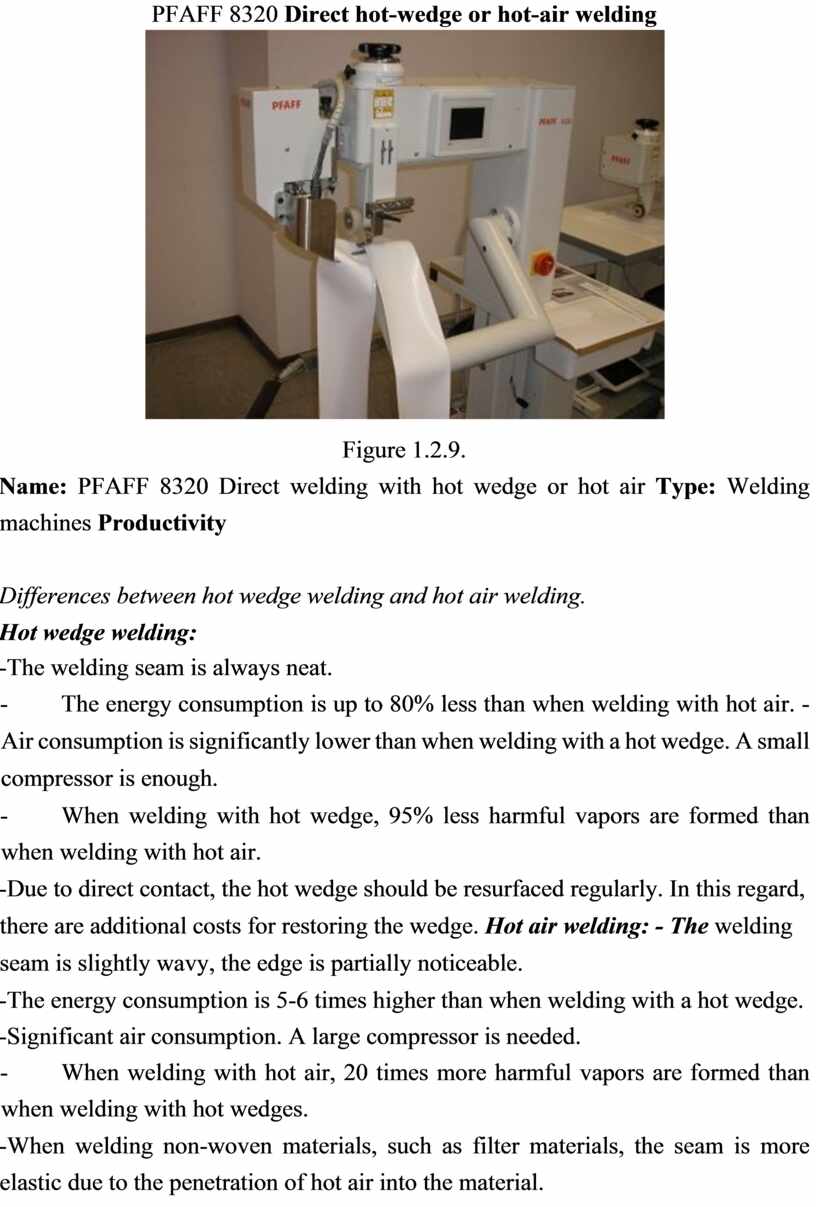

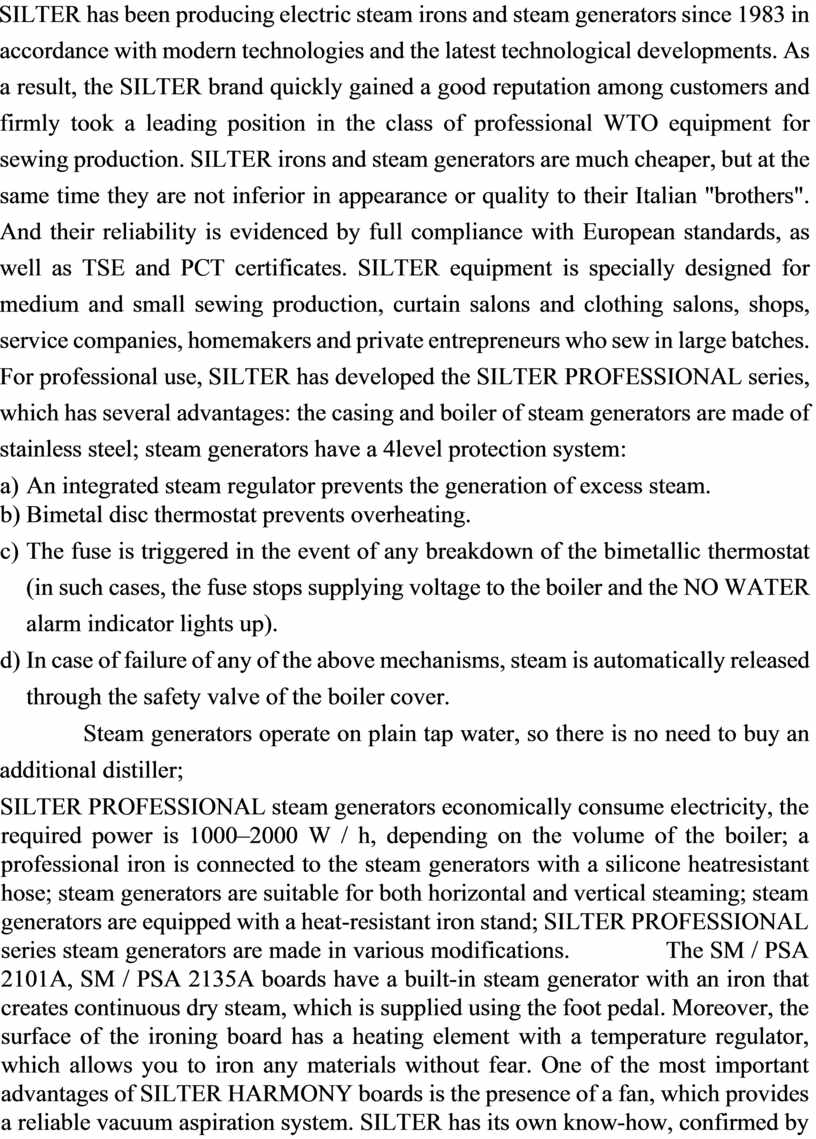
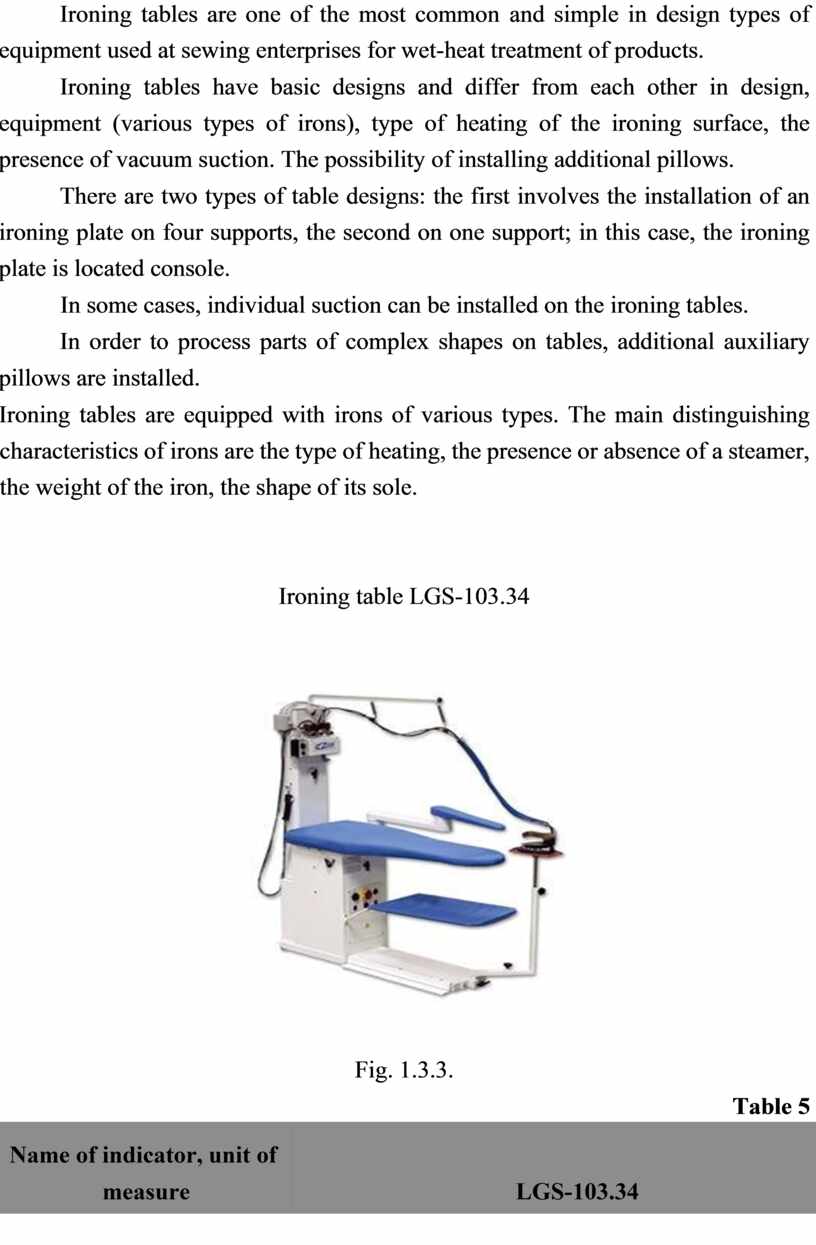
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.