Поделиться

МИНИСТЕРСТВО ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО
ОБРАЗОВАНИЯ РЕСПУБЛИКИ УЗБЕКИСТАН
БУХАРСКИЙ ИНЖЕНЕРНО-ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ
САМИЕВА Ш.Х.
КОНСТРУИРОВАНИЕ ШВЕЙНЫХ, ТРИКОТАЖНЫХ ИЗДЕЛИЙ
Учебник
для студентов, обучающихся по направлению
5321600 – «Технология и оборудование легкой промышленности»
2020
Самиева, Ш.Х..
Конструирование швейных, трикотажных изделий. Учебник для студентов направления 5321600 «Технологии и оборудование легкой промышленности»/ Ш.Х.Самиева
Министерство высшего и среднего специального образования Республики Узбекистан, Бухарский инженерно-технологический институт
Рецензенты:
Х.К.Рахмонов -Бухарский инженерно-технологический институт
доктор технических наук, профессор кафедры
«Машины и оборудование лёгкой промышленности» Н.Нурова - директор Бухарского ООО «Oceanlyuks»
Учебник “Конструирование швейных, трикотажных изделий” включает описание перечня тем, характеризующих актуальные современные направления конструкций в швейной промышленности. Содержание каждой темы раскрывает основные понятия, определения, ключевые слова и смысловые тезисы. Структура и содержание глав соответствует требованиям Государственного образовательного стандарта и основным компетенциям бакалавров по направлению 5321600 «Технологии и оборудование легкой промышленности». В главах отражены актуальность рассматриваемых направлений для повышения эффективности конструирования, а также формулируются задачи повышения уровня подготовки специалистов с учетом требований работодателей и потребностей современного производства страны, последних достижений в науке и практике легкой промышленности.
Расширение производства товаров для народа, улучшения их качества, быстрое развитие всех видов услуг рассматриваются как неизменное условие подъема жизненного уровня населения на качественно новую, более высокую ступень.
Производство товаров для населения должно базироваться на использовании научно-технического прогресса, которые позволят не только поднять на новый уровень качество товаров, но и расширить их ассортимент. Перед легкой промышленностью стоят задачи более полного удовлетворения спроса населения на промышленные товары , насыщения рынка нужной продукцией , улучшения качества и расширения ассортимента изделий , повышения культуры их потребления ,
Особое внимание в настоящее время уделяется выпуску и расширению ассортимента межсезонной одежды с применением облегченных утепляющих прокладок, модных и практичных изделий и комплектов. При выполнении поставленных задач значительная роль принадлежит правильной организации художественного проектирования изделий, предназначенных для промышленного производства. Художественное проектирование определяет будущую жизнь изделий.
Результатом правильно организованного процесса художественного проектирования (дизайна) является его продукт – изделие, оптимально решенное с точки зрения технологии, экономии и эстетики. Художественное проектирование изделия для человека и общества находятся в прямой связи , так как общество дает социальный заказ на производство изделий определенного характера и уровня. Социальный заказ зависит от уровня духовного развития общества, поэтому эстетическое воспитание населения нашей страны является неотъемлемой частью всестороннего и
гармонического развития личности.
Наибольшей силы эстетическое воспитание достигнет лишь тогда , когда весь предметный мир , окружающий человека , будет пронизан красотой и гармонией , когда культура в поведении и одежде станет нормой.
Понятие «культура» (облагораживание, улучшение) употребляется для характеристики материального и духовного уровня развития определенных исторических эпох, общественно-экономических формаций, конкретных обществ народностей и наций (например, античная культура, культура эпохи Возрождения и др.), а также специфических сфер деятельности или жизни (культура труда , художественная культура , культура костюма ) .
С точки зрения современности культура понимается как итог всех достижений отдельных лиц и всего человечества во всех областях и по всем аспектам в той мере, в какой эти достижения способствуют духовному совершенствованию личности и общему прогрессу.
Культура производства и культура потребления костюма - взаимосвязанные понятия. Хорошо спроектированное изделие еще не дает основания полагать, что оно непременно будет куплено. Покупатель, или потребитель, выдвигает целый ряд своих требований , которые не всегда возможно учесть при создании вещи . Конечно , художник и конструктор должны постоянно изучать спрос населения , видеть как он меняется. Однако следует помнить, что необходимо развивать потребительскую культуру, т.е. воспитывать в человеке потребность покупать изделия с высоким и эстетическими качествами, отвечающими современному уровню культуры, Потребитель в свою очередь «участвует» в процессе создания изделия, так как в соответствии с его требованиями формируется так называемый социальный заказ, т.е. определяется, какие изделия и какого характера необходимы для различных групп населения.
Культурные запросы потребителей существенным образом сказываются на требованиях, предъявляемым к изделиям различных групп, что в свою очередь обусловливает необходимость группировки потребителей в соответствии со сложившимися местными и национальными традициями ,их отношением к вещам, учетом характерных требований стиля, моды, престижа.
На этом этапе разработки изделий должна быть включена реклама разного рода , например плакаты , информация по телевидению ,радио , специальные рекламные печатные издания , показы моделей и т.д. Реклама должна опираться на культурные ценностные установки, разъяснять эстетический смысл и функциональные особенности подготовленных к продаже изделий.
Современный костюм должен обязательно учитывать все прогрессивные гуманистические тенденции развития культуры. Для этого необходимы: -глубокое изучение и сохранение связи с лучшими традициями и наследием прошлого;
-активное и аналитическое освоение всего передового, прогрессивного в современной легкой промышленности;
-быстрая реализация новых идей, способствующих промышленному прогрессу;
-научный подход к прогнозированию развития форм костюма;
-отражение в костюме связи с архитектурой, искусством, новыми достижениями в области научно-технического прогресса;
-формирование костюма индивидуального образа человека;
-ансамблевое решение костюма;
-соответствие формы костюма его назначению.
I РАЗДЕЛ. КОНСТРУИРОВАНИЕ И МОДЕЛИРОВАНИЕ
1.1. ИЗМЕНЕНИЕ КОНСТРУКЦИИ И КОНСТРУКТИВНОЕ
МОДЕЛИРОВАНИЕ РУКАВА
Целью КМ втачного рукава с использованием его БК является изменение проймы и размеров рукава в соответствии с эскизом модели. Модельные преобразования исходной конструкции необходимо выполнять, сохраняя следующие качественные характеристики БК:
1. Ориентацию рукава в изделии в соответствием с направлением руки, т.е. взаимосвязь монтажных точек проймы и оката рукава в области вершин переднего и локтевого перекатов рукава (т.п3, т.п6). Это обеспечивается приёмом раздельного моделирования верхних и нижних участков оката рукава в соответствии с модельными преобразованиями верхних и нижних участков проймы.
Складываемость конструкции рукава до состояния шаблона с образованием модельных линий сгибов в результате соединения монтажных точек продольных срезов рукава, что гарантирует отсутствие перекосов и закручивания рукава в готовом изделии. Складываемость обеспечивается приёмом раздельного моделирования верха (оката) и низа рукава, при этом уравнивание длин соединяемых продольных модельных срезов выполняют строго снизу вверх. Модельное преобразование оката выполняют, контролируя соотношение длин проймы и оката в целом и по участкам между монтажными точками. В модельной конструкции рукава величину посадки по окату можно оставить базовой или изменить в зависимости от проектируемой формы рукава.
Начальным этапом проектирования модельной конструкции МК рукава является изучение эскиза с целью выявления различий между базовой и модельной формой рукава.
Техническая прорисовка (в масштабе или в натуральных размерах) модельного рукава на фоне базового, а также отдельных сечений проектируемой формы позволяет определить участки и параметры изменения формы БК для преобразования её в МК. Т.е. позволяет разработать программу КМ рукава. Наиболее просто вышесказанное реализуется при проектировании рукавов в моделях, пройма в которых не требует изменений, т.е. остаётся базовой.
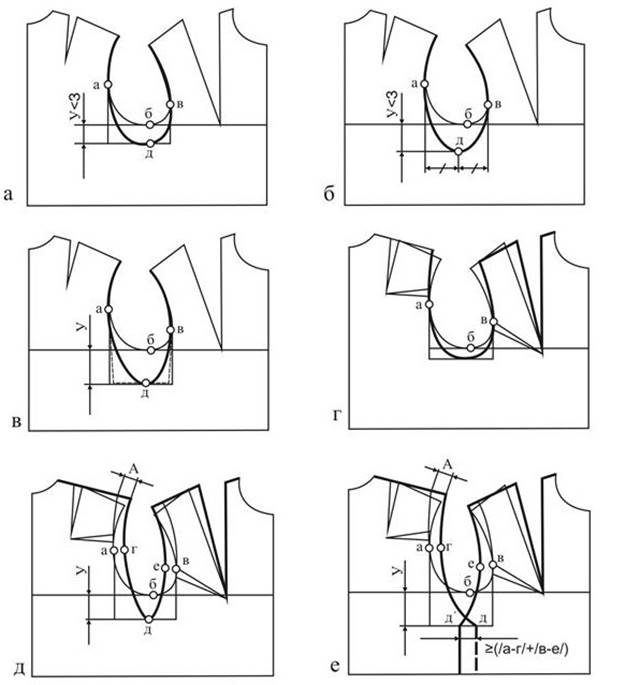
Рисунок 1. Варианты конструктивного моделирования проймы с
углублением
Приёмы моделирования рукавов без изменения проймы.
Проектирование рукавов без изменения проймы, как правило, достигается путём модифицирования формы и объёма БК рукава, использованием приёмов конического и параллельного расширения и заужения исходных деталей.
Процесс преобразования БК рукава включает:
1. Подготовку исходной конструкции, т.е. разделение деталей рукава на части линиями условных членений в местах изменения формы.
2. Коническое или параллельное расширение или заужение за счёт разведения или захлопывания, для перехода от посадки к сборке, для исключения или уменьшения посадки, для получения модельной высоты оката, для получения напуска рукава внизу в соответствии с эскизом модели.
3. Оформление контуров полученных в результате преобразования деталей. Особенностью данных приемов моделирования является то, что с их помощью достигается простота окончательного оформления контуров деталей. Такие способы модельных преобразований удобны как при ручном, так и при компьютерном моделировании.
Моделирование рукава с учётом изменения проймы
Разнообразие модельных пройм влечёт за собой ещё большее разнообразие рукавов, т.к. очевидно, что одна и та же пройма может сочетаться с рукавами различных форм. Перечислим факторы, определяющие характер
преобразования БК втачного рукава в МК.
1. Введение или изменение толщины подплечника.
2. Изменение длины проймы спинки и переда вследствие перевода вытачек в срез проймы.
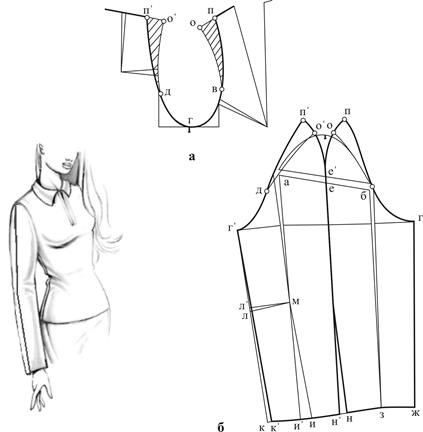
Рисунок 2. Моделирование проймы и рукава
Изделия с втачным рукавом могут иметь разнообразную форму в плечевой области (рисунок 9.1). Она определяется длиной и конфигурацией линий плечевого шва, величиной посадки на данном участке, наличием плечевых накладок, а также сборок, складок, вытачек по окату. Классический втачной рукав характеризуется незаметной в готовом виде посадкой по окату (без сборок). Он может быть одношовным (с нижним швом), двухшовным (с передним и локтевым швами). Нижний шов может иметь различное положение, совмещаясь или не совмещаясь с боковым швом. Иногда по модели шов смещается к локтевому перекату, в этом случае в него переводится раствор локтевой вытачкиФорма рукава — прямая, расширенная, зауженная — определяется шириной рукава на разных уровнях. В зависимости от объема рукав может быть узким, средней ширины, широким, очень широким. Расширение (заужение) может быть равномерным и неравномерным по периметру, создавая различные эффекты на определенных участках рукава, например фалды в области локтевого переката. Различные решения низа рукава — присборивание, манжеты или отвороты разных видов, воланы и др. — существенно влияют на форму
рукава.
Для создания формы рукава может использоваться продольное или поперечное членение, а также вытачки. Так, например, в классическом втачном рукаве выпуклая по локтевому и вогнутая по переднему перекату форма достигается членением на верхнюю и нижнюю части рукава с соответствующим оформлением линий локтевого и переднего швов в деталях. Введение верхнего шва в конструкцию втачного рукава дает возможность создать различные эффекты перехода от плеча к рукаву и силуэтную форму рукава (рисунок 9.2).
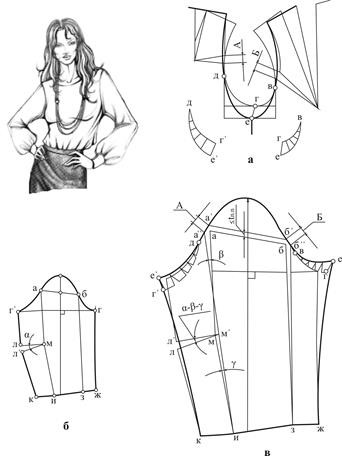
Рисунок 3. Варианты конструктивного моделирования проймы и рукава
Таким образом: Различные сочетания перечисленных выше факторов определяют множество вариантов модельных пройм и ещё большее множество вариантов рукавов. Соблюдение сопряжённости монтируемых срезов и контроль за местоположением монтажных надсечек позволит получать конструкции высокого качества.
1.2. РАЗРАБОТКА КОНСТРУКТИВНОГО И ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА. КОНСТРУИРОВАНИЕ ОДЕЖДЫ С ПРИМЕНЕНИЕМ
ЕДИНОГО МЕТОДА ЕСКД
В настоящее время нормативно-техническая и проектноконструкторская документация на швейные изделия определяется всеми видами стандартов: государственными стандартами (ГОСТ), отраслевыми (ОСТ), республиканскими и стандартами предприятий. Государственные стандарты распространяются на измерения типовых фигур и швейные изделия. В государственных стандартах «Швейные изделия бытового назначения» даны термины и определения на изделия, детали, технологию швейного производства и дефекты. Терминологию, указанную в этих стандартах, следует строго соблюдать при составлении проектноконструкторской документации на новые модели швейных изделий. Для оценки качества продукции в государственных стандартах предусмотрены методы контроля качества, установление сортности, допуски и система показателей качества.
Государственные стандарты утверждаются Государственным
комитетом УзР по стандартам.
Отраслевые стандарты определяют нормативно-техническую документацию на швейные изделия и технические требования к качеству одежды различного ассортимента. Они являются обязательными для всех предприятий отрасли и для организаций – заказчиков продукции данной отрасли. Отраслевые стандарты утверждаются соответствующими министерствами.
Республиканские стандарты устанавливают технические требования к качеству одежды одного или нескольких сходных видов изделий предприятий республиканского и местного подчинения республики. Они утверждаются Советом Министров республики.
Стандарты предприятия предназначены для совершенствования работы предприятий и повышения качества выпускаемой продукции. Они определяют порядок конструкторской и технологической подготовки производства, порядок планирования производственной программы и т.д. Стандарты предприятий конкретизируют технические требования к качеству кроя, выполнению швов, обработке деталей и узлов изделий, изготовляемых на данном предприятии. Они являются обязательными только для этого предприятия. Эти стандарты разрабатываются предприятием с учетом требований государственных, отраслевых и республиканских стандартов.
Конструкторская документация на проектируемое изделие включает лекала-эталоны среднего размеророста, техническое описание модели, комплект лекал на все рекомендуемые размеры и роста.
Технические описания разрабатываются на конкретные модели изделий при наличии государственных, отраслевых и республиканских стандартов, Общих технических требований или Общих технических условий, устанавливающих все основные требования к группе изделий одного ассортимента (технические требования, правила приемки, методы контроля, транспортирование и хранение) и содержащих указания о разработке технических описаний на конкретный вид продукции.
Образцом, по которому разрабатывается техническое описание, служит изделие, изготовленное по эскизу художника на типовую фигуру базового размеророста.
Техническое описание содержит следующие данные: Титульный лист; Зарисовку и описание художественно-технического оформления модели; Таблицу измерений изделия в готовом виде. Оно может разрабатываться на отдельные модели и на серию моделей одежды, выполненных на одной базовой основе, или на одну модель, выполненную в разных полнотных группах. Каждая модель серии должна иметь общий номер серии, дополненный буквами или цифрами.
На титульном листе технического описания, разработанного на серию моделей или на одну модель в разных полнотных группах, перечисляются номера (буквы) всех моделей. Зарисовки даются на каждую модель серии. Остальные формы заполняются на основную модель и дополняются описанием отличительных особенностей каждой модели данной серии.
Обозначение технического описания (ТО) конкретной модели должно включать шифр документа, условное обозначение предприятияразработчика, порядковый регистрационный номер модели и две последние цифры – год утверждения образца модели на художественно-техническом совете министерства (ведомства), (например: ТО М-12-94. Это означает, что технические условия составлены на модель фабрики им. Малика, порядковый номер модели – 12, год разработки – 1994).
Техническая документация в представленном варианте может быть удобной при рассмотрении и утверждении новой модели одежды на художественно-техническом совете. Однако она не отражает всей проектноконструкторской документации, необходимой для предприятияизготовителя. Информацию о проектируемом образце инженеры других отраслей промышленности передают на техническом языке чертежей, формул, расчетов. На чертежах даны основные размеры деталей, указаны чистота обработки, допуски, посадки и другие данные. Все это изображается с помощью условных обозначений, которые приняты в той или иной отрасли. Это способствует взаимопониманию между проектировщиком и изготовителем, дает возможность контролировать качество работы. В технической документации конструкция швейного изделия представлена шаблонами чертежей (лекалами) без должного инженерного задания. Технологическая обработка отражена только шириной швов на лекалах.
Таким образом, в швейной промышленности проект в полном смысле этого слова на швейные изделия не разрабатывается, так как стадии технического предложения, эскизного и технического проекта документально нигде не отражены. Это объясняется частой сменяемостью моделей, сравнительно коротким сроком их освоения и производства. Как правило, конструкторские документы на модель предназначены для разового использования, и экономически нецелесообразно создавать полный комплект документации по ЕСКД на единичные образцы моделей одежды.
Конструкторские документы на швейные изделия в соответствии со стандартами ЕСКД можно разделить на графические и текстовые. В этих документах отображается необходимая информация для разработки, изготовления и контроля проектируемого изделия. Документы в зависимости от стадии разработки подразделяются на проектные, создаваемые при разработке технического предложения, эскизного и технического проектов, и рабочие, предназначенные для использования в производственном процессе. Состав рабочей конструкторской документации на швейные изделия может быть представлен документами, указанными в табл. 20.
Предусмотрена разработка групповых и базовых конструкторских документов. Принадлежность изделий к одной группе определяется общими конструктивными признаками при некоторых различиях между собой. К общим конструктивным признакам относятся единство конструкции при различных параметрах, сходство конструкции при различной конфигурации некоторых составных частей или конструктивных элементов.
В групповом документе приводятся постоянные и переменные данные. Постоянные данные, оформленные одним документом, вносятся в него один раз без указания о том, что они относятся ко всем изделиям. Переменные данные вносятся в документ с указанием о том, к каким конкретно изделиям они относятся. Указывается, что изделия, на которые выполнен один групповой чертеж или одна групповая документация, рассматриваются как группа исполнений, при этом возможно изготовление каждого исполнения в отдельности.
Вместо группового документа на несколько изделий при необходимости может быть разработан один базовый документ и необходимое количество самостоятельных документов исполнения того же вида.
Таблица 1
Состав рабочей конструкторской документации на швейные изделия
|
Шифр документа |
Вид документа
|
Определение |
|
ЧД |
Чертеж детали |
Документ, содержащий изображение детали кроя, ее измерения, данные об особенностях ее обработки при изготовлении изделия |
|
СБ |
Сборочный чертеж |
Документ, содержащий изображение соединения, данные для его изготовления и контроля |
|
|
Спецификация |
Документ, определяющий состав разработанных конструкторских документов, сборочных единиц, деталей кроя, используемых материалов |
|
ВД |
Ведомость ссылочных документов |
Ведомость, содержащая перечень документов, которыми руководствуются при разработке изделия и организации их выпуска в массовом производстве |
|
ВО |
Чертеж общего вида (эскиз модели) |
Документ, определяющий конструкцию изделия и его составных частей |
|
– |
Конфекционная карта |
Документ, содержащий перечень и образцы всех материалов и фурнитуры, которые необходимы для изготовления изделия |
|
– |
Чертеж градации лекал деталей изделия |
Документ, содержащий чертежи деталей изделия во всех заданных размероростах |
|
ТО |
Техническое описание |
Документ, который содержит данные, характеризующие основные показатели образца модели |
Групповой или базовый основной документ можно разрабатывать на изделия, которые имеют одинаковые наименования и относятся к одной классификационной характеристике. В зависимости от различных условий комплект документов может быть разработан разными способами.
Применительно к швейным изделиям могут быть разработаны как групповые, так и базовые документы. Если по заказу предприятий моделирующая организация разрабатывает базовое изделие (базовую основу), а предприятие само проектирует различные варианты моделей по предложенным или своим эскизам, то документация выполняется как базовый документ. В случае разработки серии моделей на одной конструктивной основе целесообразно создавать групповую текстовую документацию и групповые чертежи деталей. На чертеже изображается основное исполнение и варианты отличий. На поле чертежа приводятся технические условия и другие постоянные данные: знаки, буквы, цифры, установленные стандартом. Условные обозначения применяют без
разъяснений на чертеже.
Совершенствование конструкторской документации необходимо проводить с учетом автоматизации и управления трудоемкими конструкторскими разработками с помощью ЭВМ и периферийных устройств.
1. Стадии проектирования одежды.
2. Этапы конструкторской подготовки к запуску новых моделей одежды в производство.
Конструирование - это процесс, в результате которого определяются внешний вид и структура изделия. Результатом конструирования являются чертежи, рисунки, расчеты.
Различают инженерное и художественное конструирование.
Инженерное конструирование творчески предопределяет техническую структуру изделия.
Основные задачи, решаемые на этом этапе, заключаются в получении плоских деталей объемной формы модели, размеры, число и конфигурация которых обеспечат при сборке получение этой же формы. Кроме того, конфигурация и размеры деталей, число слоев и вид материала на том или ином участке изделия, устройство узлов и соединений должны обеспечить хорошую посадку изделия на фигуре человека, удобство и надежность в эксплуатации, комфортные условия для жизнедеятельности организма, экономичность в производстве и т.п.
Художественное конструирование связано с поиском и предметным выражением художественного образа будущего изделия.
Основная задача, решаемая художником, заключается в согласовании внешней, воспринимаемой визуально, формы с внутренней структурой изделия, его функцией и назначением, обликом потребителя и окружающей среды. Форма, цвет, материалы, отделка и другие признаки модели своим эстетическим совершенством должны приносить человеку эмоциональное удовлетворение.
Инженерное и художественное конструирование - единый неразрывный процесс инженерно-художественного конструирования одежды. Опыт, накопленный промышленностью, подсказывает, что всякая попытка художника работать над созданием модели одежды без
конструктора приводит к созданию технически неполноценных изделий. Художественное конструирование в тесном контакте с инженерным является одним из мощных средств дальнейшего улучшения качества промышленных изделий.
2. Стадии и этапы процесса проектирования одежды
Единой системой конструкторской документации (ЕСКД) определены типовые стадии проектирования всех промышленных изделий на основе принципов инженерно-художественного и технического проектирования.
Схема стадийной разработки новых моделей одежды на основе ЕСКД.
1. Разработка технических заданий на оптимальную ассортиментную серию моделей: первичная подготовка технических заданий с определением объема серии; разработка технического задания конструкторской группой; утверждение технического задания.
2. Разработка технических предложений: подбор моделей- аналогов; анализ моделей-аналогов; составление эталонного ряда моделей; подготовка технических предложений; проверка конструкторско-технологического сходства моделей серии.
3. Разработка эскизных проектов: конструкторская проработка моделейпредложений; изготовление и испытание макетов моделей; разработка и обоснование технических решений; оценка моделей.
4. Разработка технических проектов: разработка конструкторскотехнологических решений; изготовление макетов моделей и их конструктивных элементов; конструкторско-технологический анализ моделей серии; оценка моделей.
5. Разработка рабочей документации: изготовление серии контрольных изделий; корректировка конструкторской документации; разработка рабочей документации.
Первая стадия -- разработка технического задания. Согласно определению, данному в ЕСКД, в нем должно быть отражено, не только основное назначение изделия, но и показатели качества, необходимые на стадии разработки конструкторской документации, ее состав, а также специальные требования к изделию.
Вторая стадия -- разработка технического предложения, включающего подготовку возможных вариантов решений новых изделий на основе анализа изделий-аналогов одинакового или сходного назначения. Для обеспечения необходимого качества работ на этом этапе проектирования необходимо создание соответствующих картотек моделей-аналогов.
Третья стадия - разработка эскизного проекта - содержит принципиальное конструктивное решение, дающее общее представление об устройстве изделия и его основных размерных признаках.
Четвертая стадия проектных работ -- разработка технического проекта изделия.
Технический проект - это совокупность конструкторских документов, которые должны содержать полное представление о проектируемом изделии. К ним относятся чертежи конструкции основных деталей (спинки, полочки, рукава, воротника), а также технологические карты основных конструктивных узлов, определяющих устройство проектируемого изделия.
Пятая стадия - разработка рабочей конструкторской документации: оформление технического описания с приложением комплекта лекал из основной ткани, подкладки и приклада.
Эффективная разработка и внедрение в промышленность приведенной схемы возможны только при создании автоматизированной системы
проектирования одежды САПР.
3. Лекала одежды. Разновидности лекал и их назначение. Технические требования к построению и оформлению чертежей лекал. Схема построения чертежей лекал основных и производственных деталей мужского пиджака в масштабе 1:4 изделие одежда лекало проектирование
Различают основные, производные и вспомогательные лекала.
К основным лекалам относят лекала деталей из основного материала: полочки, спинки, верхней и нижней частей рукава, нижнего воротника, переднего и заднего полотнищ юбок, передней и задней половинок брюк т.п. К производным лекалам относят лекала деталей изделия, служащие для обработки краев деталей (подборта, обтачки, верхний воротник, пояс юбки и брюк и др.); лекала функционально-декоративных и декоративных деталей и элементов модели (клапаны, листочки, накладные карманы, хлястики и т.п.); лекала деталей из подкладочных материалов (лекала подкладки спинки и полочки, верхней и нижней частей рукава, юбки, жилета и т.п.); лекала деталей из прокладочного материала (лекала прокладки в воротник, в борта полочек и т.п.) и лекала из дублирующего прокладочного материала ( лекала дублирующей прокладки в полочку пиджака и др.).
Производные лекала строят по основным лекалам.
К вспомогательным лекалам относят лекала для разметки мест расположения карманов, вытачек, складок, петель и пуговиц, для подрезки лацкана и борта, низа изделия, нижнего воротника и др.
В состав технической документации на модель одежды входят лекалаоригиналы и лекала-эталоны.
Лекала-оригиналы - это лекала, полностью соответствующие подлинному образцу модели изделия на базовый размер и предназначенные для выполнения размножения лекал.
Лекала-эталоны - это лекала, полученные по лекалам-оригиналам путем градации на все размеры и роста рекомендованной полнотновозрастной группы и предназначенные для изготовления образцов-эталонов швейных изделий и для проверки точности и качества рабочих лекал.
Рабочие лекала - это лекала, изготовленные по лекалам-эталонам и предназначенные для выполнения раскладок, их зарисовки или изготовления трафаретов и для проверки качества кроя.
Технические требования к изготовлению лекал.
Перед построением лекал на чертежах конструкции деталей изделия все тупые углы вытачек, линий боковых швов, средней линии спинки, линий рукавов скругляют с возможно меньшим отклонением от их вершин. Затем проверяют сопряжение деталей полочек и спинки, верхней и нижней частей рукава в местах их соединения по линиям швов с минимальным отклонением от конструктивных линий.
По чертежам конструкции изделия изготовляют основные и производные лекала-оригиналы, в которых учитывают припуски на швы и подгиб. После технического размножения этих лекал изготавливают основные, производные и вспомогательные (подсобные) лекала-эталоны и рабочие лекала всех размеров и ростов.
При построении лекал для изготовления швейных изделий в условиях массового производства одежды используют нормативно-техническую документацию.
Технические требования к оформлению лекал.
На основных и производных лекалах согласно техническим требованиям на раскрой деталей изделия наносят следующие обозначения:
- линию долевого направления ткани - направление нити основы (н.о.);
- линии допускаемого отклонения от долевого направления;
- линии минимальной и максимальной ширины надставок в местах их расположения согласно отраслевым стандартам на изделия;
- контрольные надсечки для совмещения деталей при их соединении.
На вспомогательных (подсобных) лекалах наносят места расположения карманов, вытачек, складок, петель, пуговиц и т.п.
По линиям срезов всего комплекта основных, производных и вспомогательных лекал-эталонов и рабочих лекал на расстоянии 1мм от края ставят клеймо через каждые 8-10 см или проводят линию для контроля степени износа рабочих лекал.
На лекало каждой детали наносят маркировочные данные: наименование изделия, номер модели, типоразмеророст, наименование детали, шифр (при использовании унифицированных деталей), площадь детали, количество деталей кроя.
Весь комплект основных, производных и вспомогательных рабочих лекал должен быть проверен отделом технического контроля и иметь дату, подпись, штамп ОТК. Проверка рабочих лекал, находящихся в производстве, осуществляется по лекалам-эталонам и табелю мер не реже одного раза в месяц.
Для установления неточностей в размерах вследствие деформации картона лекала-эталоны проверяют по табелю мер не реже одного раза в квартал. После каждой проверки на лекалах ставят дату, подпись и штамп ОТК.
1. Проектирование в современном понимании — это совокупность (комплекс} работ по созданию нового образца изделии, включая исследование, технико-экономические расчеты и обоснования, создание эскизов моделей, расчёты и построение чертежа изделия и деталей, изготовление и испытание опытных образцов [1].
Результатом проектирования является комплект проектно - конструкторской документации (ПКД), который содержит все необходимые сведения для изготовления, контроля и эксплуатации изделия.
Одним из важнейших условий современного проектирования изделий является системный подход. Основной принцип системного подхода заключается в рассмотрении частей явлений или сложной системы с учетом их взаимодействия. Применительно к одежде это значит, что при проектировании необходимо учитывать всю совокупность требований к проектируемому изделию, оптимизировать проектное решение, т. е. выбрать наилучшее решение из возможных вариантов с учетом всех требований и ограничений.
Критерием рациональности разработки новых моделей и конструкций одежды при проектировании является высокое качество конечного продукта, достигнутое при экономии общественного труда и материалов.
Объектами проектирования в швейной промышленности являются как автономные (единичные модели), так и различного вида системы.
Система это целостная структура, составленная из частей, находящихся в определенных отношениях и связанных друг с другом.
Ксистемам в швейной промышленности можно отнести совокупность изделий, разработанных на одной конструктивной основе, с использованием унифицированных деталей или синтезированных из композиционных модулей. Также системы могут разрабатываться в виде комплектов, ансамблей, костюмов или набора изделий, свободно формирующихся в модель. Это могут быть системы моделей для запуска в один поток или запуска рациональных ассортиментных серий. Перечисленные объекты могут разрабатываться для выставок, театральных показов моды, предприятий по изготовлению одежды для массового потребителя или выполняемой по индивидуальному заказу.
Эти различия в назначении объектов проектирования определяют принципы решения проектных задач. Так, при разработке коллекционных моделей, производимых в единичном экземпляре, преобладает дизайнерский подход, учитывающий в основном взаимодействие таких факторов как человек, одежда, среда. При решении задач создания изделий для массового потребителя промышленным способам используется системотехнический подход, учитывающий влияние на проектные решения помимо перечисленных выше факторов, производственный фактор (человек — одежда — среда — производство).
В целях упорядоченья выполнения проектных работ с 1971 г. до сегодняшнего дня в нашей cтранe действует Единая система конструкторской документации (ЕСКУ), представляющая собой комплекс государственных стандартов, устанавливающих единые правила и положения по составлению, оформлению и обращению проектно-конструкторской документации. ЕСКД определяет типовые стадии проектирования всех промышленных изделий.
Стадии проектирования — наиболее крупные части проектирования как процесса, развивающегося во времени. В общем случае выделяют стадии научно-исследовательских работ (НИР), эскизного, технического и рабочего проектирования, испытаний и внедрения.
Стадию НИР можно разделить на стадии предпроектных исследований, технического задания технического предложения.
На стадиях предпроектных исследований, технического задания и технического, предложения на основании изучения потребностей общества в создании новых изделий, научно-технических достижений в данной и смежных отраслях промышленности, имеющихся ресурсов и т. д. определяют назначение, основные принципы построения проектируемого объекта и формируют техническое задание (T3} на его проектирование. Результатом выполнения предварительного проектирования является техническое предложение (ПТ).
На стадии эскизного проектирования, называемого также стадией опытно-конструкторских работ, выполняется всесторонняя проработка основных принципов и положений, определяющих функционирование будущего изделия, и разрабатывается его эскизный проект (ЭП).
На стадиях технического и рабочего проектирования выполняется тщательная проработка всех схемных, конструкторских и технологических решений. Результатом выполнения этих стадий является технический (ТП) и рабочий (РП) проекты.
При массовом или серийном производстве изделий в процесс проектирования входит изготовление опытного образца, по результатам испытания которого вносятся все необходимые изменения в проектную документацию.
Процесс проектирования одежды может быть рассмотрен как система, состоящая из двух подсистем: управляющей и управляемой. Управляющей системой является стадия ТЗ а управляемой — все остальные стадии проектирования. Функционирование системы осуществляются за счет управляющих воздействий, которые формируются на ocновe технических требований к изделию и показателей качества, получаемых в результате разработки ТЗ .
Управление процессом проектирования одежды рассматривается как целевое воздействие, при котором объект из множества возможных состояний переходит в такое, которое соответствует заданной цели.
Под целью проектирования одежды понимается разработка проекта изделия с установленными качественными и количественными
характеристиками.
Постановка целей проектирования одежды связана с формированием качества проектируемого изделия, уровень которого не должен, быть ниже, чем у существующих изделий. К целям и задачам проектирования предъявляются такие требования, которые обеспечивали бы генерирование новых идей и переработку достаточного объема информации, снижающего неопределенность принятия решения.
Снижению неопределённости принятия решений способствует выбор ограничений. Ограничения — это сведения о недопустимых проектных решениях, обусловленных техническим заданием, стандартами, техническими условиями и другой нормативно-технической документацией. Примером служат ограничения в выборе материалов для детской одежды, в выборе оборудования для изготовления одежды из натуральной кожи и т. д.
Ограничения должны обеспечивать высокое качество, надежность и безопасность изделия в эксплуатации, и экономичность в производстве. Каждая из стадий проектирования состоит из этапов, этап — из проектных процедур, проектная процедура – из проектных решений.
Этап проектирования — условно выделенная часть проектирования, сводящаяся к выполнению одной или нескольких проектных процедур, объединенных по принципу принадлежности получаемых проектных решений к одному иерархическому уровню.
Проектная процедура – формализованная совокупность действий, выполнение которых заканчивается получением проектного решения. (Пример проектных процедур применительно к проектированию одежды: построение чертежа конструкции базовой основы, конструктивное
моделирование, градация лекал и т. п.).
Проектное решение— описание объекта или его составной части достаточное для рассмотрения и принятия заключения об окончании проектирования или путях его продолжения.
Более мелкие составные части процесса проектирования, входящие в состав проектных процедур, называют проектными операциями. (Пример
проектных операций: вычерчивание контура лекал отдельных деталей, расчет единичных показателей качества нового изделия и т. д.).
2. Проектирование и конструирование составляют сущность инженерного творчества, результатом которого является создание высококачественного образца изделия.
В зависимости от того, как организован процесс проектирования, отработаны методы анализа и контроля каждого из этапов, определен состав технической документации, можно судить об уровне конструкторской подготовки производства. В таблице 1 отражены основные виды проектноконструкторских работ, выполняемых на каждом этапе конструкторской подготовки к запуску новых моделей одежды.
Оперативность и четкость работы между подразделениями в значительной степени определяется качеством используемой документации, ее информативностью и универсальностью. Основными требованиями, предъявляемыми к документам, является:
- соответствие всех форм документации своему назначению;
- доступность и простота использования;
- удобство хранения;
- универсальность и информативность;
- применение методов унификации и стандартизации при обработке как отдельных форм, так и всего комплекта документации.
УДОБСТВА И ЭКОНОМИЧНОСТЬ ТЕХНОЛОГИЧЕСКОЙ
ОБРАБОТКИ КОНСТРУКЦИИ
Технологичность конструкции одежды
Под технологичностью конструкции одежды понимается такое конструктивное решение деталей, узлов и изделий в целом, которое позволяет при минимальных затратах на конструкторскую (КПП) и технологическую (ТПП) подготовку применить наиболее прогрессивные методы изготовления при рациональных формах организации производственных потоков и обеспечивает в результате высокую производительность труда и минимальную себестоимость продукции при полном соответствии заданным эксплуатационным, эргономическим и эстетическим требованиям.
Таким образом, технологичная конструкция – это та, которая наилучшим образом отвечает требованиям, определяемым – функциональным назначением, и может быть выполнена на современном оборудовании с применением наиболее совершенных технологических методов.
Степень технологичности определяется объемом выпуска и типом производства (единичное, серийное или массовое), обусловливающим техническое оснащение, автоматизацию технологических процессов и специализацию производства. Более высокие показатели технологичности должны устанавливаться для изделий массового производства.
Порядок отработки конструкции на технологичность. Отработку конструкции одежды на технологичность рекомендуется проводить на всех стадиях проектирования; при этом состав показателей и точность оценки возрастают на каждой его стадии. Наибольшее значение придают конструктивным решениям на первых стадиях проектирования (разработка технического предложения и эскизного проекта), когда производится анализ вариантов схем и принципиальных конструктивных решений и определяются основные конструктивно-технологические признаки конструкции, предопределяющие в основном его технологичность.
Членение изделия на составные части (детали, сборочные единицы и комплексы) обеспечивает независимую параллельную сборку, сокращает цикл общей сборки изделия, улучшает условия сборки и контроля по составным частям изделия и дает возможность применения типовых технологических процессов для изготовления сборочных единиц. Отработку составных частей изделий на технологичность рекомендуется производить комплексно: сборочных единиц с учетом технологичности данной сборочной единицы и изделия, в которое она входит как составная часть; детали – с учетом технологичности обработки детали и технологичности сборочной единицы, в которую она входит как составная часть.
Основываясь на требованиях Единой системы технологической подготовки производства (ЕСТПП) и учитывая особенности конструктивного построения чертежей деталей одежды, общие требования к технологичности конструкции сборочных единиц и деталей одежды можно сформулировать следующим образом:
- сборочная единица должна расчленяться на рациональное число составных частей с учетом принципа агрегатирования;
- конструкция сборочной единицы должна обеспечивать ее компоновку из унифицированных составных частей;
- виды используемых соединений, их конструкция и расположение должны обеспечивать возможность механизации и автоматизации сборочных работ;
- конструкция сборочной единицы должна предусматривать базовую составную часть. Например, полочка является базовой деталью, относительно которой ориентируют все остальные детали, входящие в эту сборочную единицу – отрезной бочок, бортовую прокладку, подборта, детали карманов и т. п.;
- конструкция детали должна состоять из унифицированных конструктивных элементов или быть унифицированной в целом (например, в полочке пиджака могут быть унифицированы отдельные конструктивные линии – пройма, плечевые и боковые срезы), в то время как борта и лацканы могут изменяться в зависимости от модели; детали рукава, отрезного бочка, спинка и другие детали могут быть унифицированы в целом);
- методы изготовления должны обеспечивать одновременность (параллельность) обработки нескольких деталей или сборочных единиц;
- форма контурных линий соединяемых деталей должна обеспечивать их полную сопряженность, необходимую для автоматизации операций сборки;
- конструкция деталей и узлов должна обеспечивать получение объемной формы изделия современными методами однопроцессного формования без принудительной влажно-тепловой обработки (сутюживания, оттягивания);
- конструкция деталей и узлов должна обеспечивать применение типовых технологических процессов для их изготовления.
Использование в изделии унифицированных составных частей облегчает обеспечение их взаимозаменяемости. При этом подразумевается использование в проектируемых изделиях составных частей конструкций, отработанных на технологичность и освоенных в производстве. Одновременно с этим при разработке новых моделей и при проведении модернизации необходимо стремиться не только к сокращению количества оригинальных составных частей, но и к уменьшению числа стандартизованных и унифицированных составных частей, так как при прочих равных условиях выше будет качество того изделия, которое будет иметь наименьшее общее количество составных частей.
Оценка степени технологичности конструкции одежды. Количество рассчитываемых единичных и комплексных показателей технологичности должно быть минимальным, но достаточным для отработки конструкции на технологичность на всех стадиях проектирования. При этом основными считают показатели, наиболее полно отражающие суммарные затраты живого и овеществленного труда при изготовлении данной конструкции изделия. Исходя из изложенного выше, для оценки технологичности конструкций одежды могут быть определены комплексные и групповые показатели третьего уровня: производственная технологичность К122 и эксплуатационная технологичность К222.
В свою очередь комплексный показатель производственной
технологичности конструкции одежды К122 определяется тремя групповыми показателями четвертого уровня: прогрессивностью конструкции К1122 трудоемкостью изготовления изделия К2122 и материалоемкостью изделия
К3122.
Групповой показатель прогрессивности конструкции К1122 можно подразделить на следующие единичные показатели пятого уровня: минимальное количество деталей и соединений К11122, коэффициент применяемости новых рациональных материалов К21122; коэффициент применяемости параллельно-последовательных методов обработки и сборки К31122; коэффициент технического оснащения (механизации и автоматизации)
К41122.
Принципы повышения степени технологичности конструкции одежды. Для повышения степени технологичности проектируемых конструкций одежды и модернизации существующих рекомендуется предусматривать:
- сокращение или полное исключение внутрипроцессной принудительной влажно-тепловой обработки (сутюживание, оттягивание);
- применение цельновыкроенных деталей, исключающих лишние швы и позволяющих создать малооперационную технологию их изготовления;
- обеспечение конструктивной и технологической преемственности за счет применения унифицированных деталей и узлов;
- замену ручных способов обработки машинными с ниточным и безниточным (клеевым и сварным) креплением деталей;
- использование унифицированной технологии;
- применение точного кроя, исключающего необходимость в операциях уточнения деталей.
Рассмотрим способы повышения степени технологичности конструкций основных деталей одежды. Для сокращения внутри-процессной принудительной влажно-тепловой обработки предусматривается замена сутюживания и оттягивания деталей по срезам применением различных конструктивных элементов. Так, угол сутюживания, проектируемый для придания выпуклости спинке в области лопаток и полочке в области груди, при отработке конструкции на технологичность переводят в вытачки от линии горловины, в швы кокеток или рельефные швы на полочках и спинках
(рис. 1.116, в).
Сокращение влажно-тепловой обработки рукава достигается уменьшением величины посадки ткани по окату и оттягивания по переднему срезу в верхней одежде или исключением посадки по локтевому срезу, проектируемой в одношовных, зауженных книзу рукавах женского платья для придания выпуклой формы линии локтевого переката.
Так, для уменьшения посадки по окату рукава можно использовать расширение проймы, проектирование вытачки по окату рукава или введение дополнительного продольного шва. Расширение проймы особенно актуально для женского платья, при проектировании которого используются сравнительно небольшие значения композиционных припусков. Для этого большую часть припуска (до 65-70 %) проектируют к ширине проймы. Вытачку по окату рукава предусматривают обычно при проектировании женского платья для фигур больших размеров и полнот. В мужской и женской верхней одежде для этой же цели проектируют двухшовные и трехшовные рукава с верхним швом.
Для исключения оттягивания переднего среза верхней части рукава можно дополнительно увеличивать прогиб переднего среза нижней части рукава на 1 см. Для сохранения заданной ширины рукава по линии локтя к локтевому срезу нижней части рукава проектируют припуски такой же величины .
Для уменьшения посадки по локтевому срезу уменьшают ширину локтевого переката верхней части рукава и расширяют нижнюю часть, приближая положение локтевого шва к линии локтевого сгиба. В узких одношовных и двухшовных рукавах женской одежды посадку по локтевому срезу переводят в локтевую вытачку.
Для уменьшения оттягивания отлета верхнего воротника проектируют разведение по линии отлета. Для уменьшения оттягивания по срезу стойки нижнего воротника наиболее эффективно конструировать его развертку в чебышевской сети по плоским. В этом случае образующийся выступ стойки нижнего воротника полностью или частично компенсирует при заутюживании необходимую величину оттягивания.
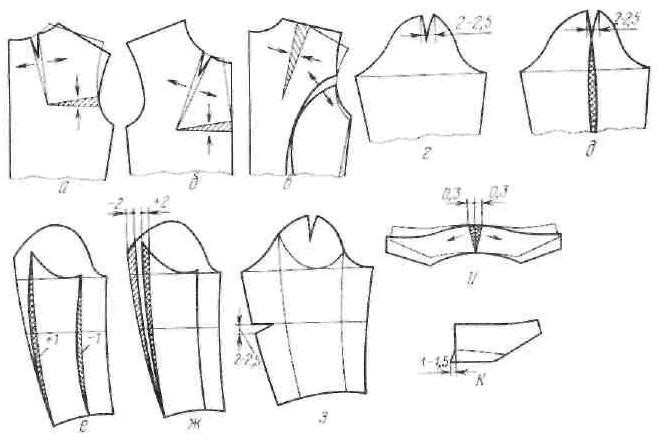
Рисунок 4. Способы уменьшения влажно-тепловой обработки одежды Исключение лишних швов, т.е. использование цельнокроеных деталей в одежде, весьма перспективно. Без ущерба для эстетических и эргономических показателей качества одежды могут быть исключены ряд обтачных швов по краю деталей, а также некоторые стачные швы: шов по краю борта пиджака, жакета, пальто благодаря использованию цельнокроеных подбортов; передний или нижний шов рукава, шов по краю отлета воротника пиджака, жакета при использовании верхнего воротника, цельнокроенного с нижним шов притачивания стойки к отлету и обтачной шов отлета в цельнокроеных воротниках сорочек, боковой шов в брюквах при проектировании брюк без боковых швов, швы притачивания гульфика и откоска путем использования этих деталей, цельнокроенных с основными деталями, боковые швы в детских верхних изделиях, а также в плащах, мужских и детских сорочках и др.
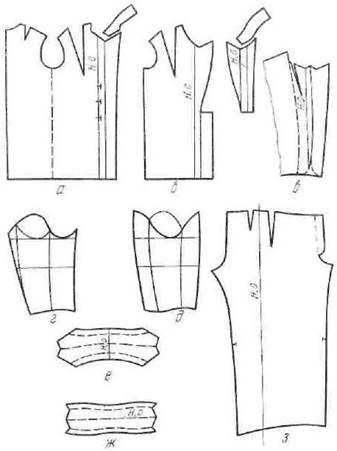
Рисунок 5.Варианты цельнокроенных деталей одежды
При этом подборт может быть полностью цельнокроеным в изделиях с прямой линией борта, а также в двубортных пиджаках при формовании подборта в области лацкана (или с верхней вытачкой). В изделиях с криволинейной формой лацкана и большой выпуклостью подборт лацкана обычно проектируют отрезным. Цельнокроеный подборт в этом случае не должен доходить до уровня верхней петли на 3-4 см. При использовании формовочных свойств тканей для пиджака с центральной застежкой проектируют цельнокроеный подборт только в области лацкана и верхней части подборта (несколько ниже уровня нижней петли). Закругленная нижняя часть борта проектируется отрезной.
1.4. ЭКОНОМИЧНОСТЬ ПРОЕКТИРУЕМЫХ МОДЕЛЕЙ ОДЕЖДЫ
Показатели экономичности отражают экономическую эффективность затрат на разработку, изготовление и эксплуатацию продукции. Понятие «экономичная модель» зависит от того, с какой позиции ведется ее оценка: швейного предприятия, потребителя или общества в целом. Поэтому можно выделить производственную и эксплуатационную экономичность.
Производственная экономичность. Этот показатель зависит прежде всего от экономного расходования материалов. Рациональное использование материалов особенно актуально для материалоемких обрабатывающих отраслей промышленности, к числу которых принадлежит и швейная промышленность, так как доля затрат на основные и вспомогательные материалы в себестоимости швейных изделий составляет 80-85 %, а по меховым изделиям достигает 90 %. Поэтому снижение материалоемкости швейных изделий только на 1 % позволит сэкономить в масштабах швейной отрасли сотни миллионов рублей.
Долгое время основные резервы экономии материалов искали только в раскройном производстве (методы безостаткового раскроя, рациональная комплектность раскладок и т.п.). Сегодня доказано, что большие резервы экономии материалов заложены в модели и конструкции изделия.
Снижение материалоемкости изделий связано прежде всего с повышением уровня конструкторских решений и общетехнического уровня производства. Как известно, основную часть нормы расхода ткани в одежде составляет суммарная площадь лекал деталей.
Рисунок 6. Схемы раскладок деталей мужского костюма существующей
(а) и усовершенствованной (б, в) конструкции
Например, использование усовершенствованной конструкции деталей, разработанной на основе более точных методов конструирования разверток деталей одежды в Чебышевской сети для малооперационной технологии изготовления (исключение лишних швов в одежде, припусков на уточнение деталей и т.д.), позволяет уменьшить расход материала на верхнюю одежду в среднем от 1 до 3 % (рис. 1.118).
Разработка технологичных конструкций одежды, не требующей принудительной влажно-тепловой обработки, открывает возможности использования точного кроя, что в свою очередь повышает требования к форме деталей. Например, легче и точнее могут быть вырезаны плавные линии, чем линии с резкими переходами от одной формы контура к другой. Поэтому в конструкции допускается (в известных пределах, не нарушая внешнего вида изделий) перенос плечевых, боковых, локтевых швов, что приводит к более плотной раскладке и уменьшению расхода материалов.
При конструировании изделия и выборе конфигурации его деталей желательно заранее учитывать необходимость последующей плотной раскладки лекал этих деталей. Иными словами, желательно иметь априорные правила, которые позволяли бы приспосабливать (адаптировать) конфигурацию лекал деталей проектируемого изделия к решению задачи минимизации межлекальных отходов. Эти правила были названы правилами адаптивного конструирования.
Задачу адаптивного конструирования можно сформулировать как оптимизационную задачу: требуется сконструировать изделие из деталей такой конфигурации, чтобы, с одной стороны, удовлетворить все требования, предъявляемые к конструкции изделия в целом, а с другой – минимизировать межлекальные отходы при раскладке лекал деталей изделия.
Рассмотрим общие правила, приводящие к уплотнению раскладок, сформулированные Б. А. Козловым:
тропизация – т.е. выбор оптимального (обеспечивающего наибольшую плотность раскладки) направления (применима для деталей из изотропных материалов); мультипликация (от лат. multiplicatio – умножение) – повторение;
лабилизация – т.е. такое изменение конфигурации фигуры, которое
приближает ее к замещающей фигуре (рис. 1.119); декомпозиция – разбиение детали на более мелкие равные и неравные части (рис. 1.120, а), обеспечивающие, как правило, более плотную раскладку.
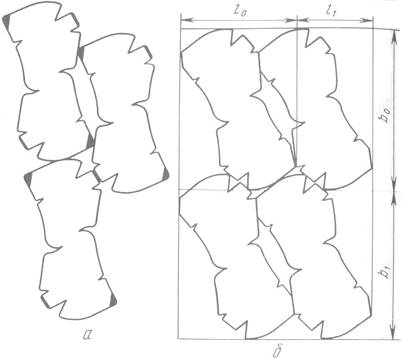
Рисунок 7. Возможная лабилизация деталей (а) и раскладка
лабилизованных деталей (б)
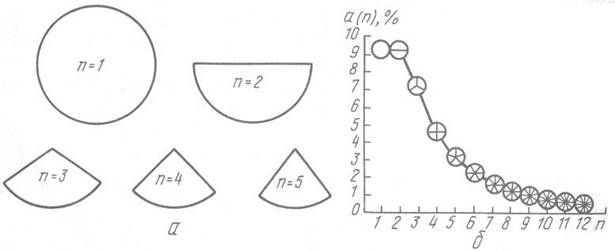
Рисунок 8. Декомпозиция деталей
Для повышения экономичности проектируемых моделей одежды важное значение имеют методы ее оценки на этапах проектирования и освоения. В ЦНИИШП разработан метод ранней диагностики материалоемкости проектируемых изделий по эскизам направляющей базовой и промышленной коллекций моделей одежды, позволяющий выявить неэкономичные модели и предложить способы целенаправленного улучшения их экономических показателей без ухудшения потребительских показателей качества изделий еще на стадии эскизного проектирования, когда коллекция существует только в эскизах.
Эксплуатационная экономичность. Экономичность конструкции одежды в определенной мере зависит и от потребительских расходов на поддержание внешнего вида изделия в процессе эксплуатации (удаление загрязнений посредством химчистки или стирки, глаженье, ремонт и т.д.).
Эксплуатационная экономичность одежды зависит главным образом от качества материалов, из которых она изготовляется, а также от применения
различных отделок и химических пропиток для улучшения (облагораживания) свойств тканей. Например, придание эффекта несминаемости тканям из полушерстяных и хлопчатобумажных волокон пропитками коратрон, формоустойчивости – изделиям из хлопчатобумажных и штапельных тканей отделкой форниз и др. Использование
водонепроницаемых и водоотталкивающих пропиток для пальтовых тканей позволяет сохранить теплозащитные свойства одежды в сырое холодное время года, повысить долговечность изделий и уменьшить эксплуатационные расходы на поддержание внешнего вида изделий.
II РАЗДЕЛ. ПРОЕКТИРОВАНИЕ НОВОЙ МОДЕЛИ ОДЕЖДЫ В
ПРОМЫШЛЕННОСТИ
2.1 ОБЩАЯ СТРУКТУРА ХУДОЖЕСТВЕННО-
КОНСТРУКТОРСКОГО БЮРО ПРЕДПРИЯТИЯ
Четкое планирование и управление производственной деятельностью предприятия во многом определяется конструкторской и технологической подготовкой производства.
В задачу конструкторской подготовки входит отбор и согласование со всеми службами коллекций моделей, принятых к внедрению, планирование последовательности разработки новых моделей, проектирование их конструкций, расчет трудоемкости, рентабельности и плановой себестоимости.
К технологической подготовке относится инженерное обеспечение, комплектование каждой конкретной модели или серии моделей (количественно и качественно) материалами, фурнитурой определенных
артикулов и необходимой цветовой гаммы, планирование последовательности запуска моделей, проектирование технологических процессов с учетом имеющегося оборудования и средств оргоснастки.
Конструкторская подготовка на предприятии осуществляется художественно-конструкторским бюро, в состав которого входят четыре группы специалистов, объединенных в участки (отделы): моделирования, конструирования, технологический и нормирования.
Отдел моделирования определяет художественно-эстетический уровень выпускаемой продукции. В его состав входят художники-модельеры и конфекционеры. Руководит отделом главный художник. Основными задачами отдела являются эскизная проработка промышленной коллекции, а также создание образцов моделей, отвечающих современному уровню моделирования, конструирования и прогрессивной технологии. Художники участвуют в отборе промышленных коллекций моделей к ярмаркам оптовой продажи, осуществляют авторский надзор за выпуском изделий в соответствии с образцами-эталонами, разрабатывают технические задания по созданию новых по структуре и оформлению тканей, фурнитуры и отделочных материалов для предприятий смежных отраслей промышленности, совместно с торгующими организациями участвуют в проведении выставок-продаж и покупательских конференций в целях изучения покупательского спроса на новые виды продукции.
Конструкторский отдел возглавляет главный конструктор. В функции отдела входят разработка конструкций промышленных коллекций новых моделей в соответствии с техническим заданием и подготовка моделей изделий особо модных конструкций для выпуска малыми сериями и конструкций с индексом Н. Конструкторы этого отдела разрабатывают и комплектуют всю техническую документацию, тщательно отрабатывают и подготавливают модели к запуску в поток. Большую работу отдел проводит по совершенствованию процессов моделирования и конструирования в области унификации и стандартизации деталей одежды.
Основная задача группы технологов – разработка наиболее прогрессивной трудосберегающей и энергосберегающей технологии, создание унифицированной групповой технологии ассортиментных серий моделей, проработка новых структур материалов с целью определения их пошивочных свойств и разработка рекомендаций для производства.
Группа нормирования нормирует расход основных, прикладных и отделочных материалов и фурнитуры, проводит анализ расхода материалов и разрабатывает мероприятия, направленные на их экономию.
Большое влияние на качество выпускаемой продукции, ее конкурентоспособность и рентабельность в целом оказывает работа художественно-технического совета предприятия. Основной задачей художественно-технического совета является осуществление единой художественно-технической политики в развитии ассортимента продукции, выпускаемой предприятием в соответствии с решением эстетической комиссии по вопросам моды и культуры одежды научно-технического совета.
В состав художественно-технического совета предприятия входят высококвалифицированные специалисты различных отделов, представители торгующих и других заинтересованных организаций.
Художественно-технический совет предприятия выполняет следующие основные функции:
- утверждает новые модели швейных изделий, предназначенных для внедрения в производство, образцы-эталоны на вновь разработанную продукцию и определяет срок их действия, устанавливает художественный и технический уровень моделей нового ассортимента;
- переутверждает в связи с истечением срока действия образцыэталоны на продукцию текущей выработки и определяет новый срок их действия;
- рекомендует образцы моделей для экспонирования на выставках или для участия в конкурсе;
- оценивает качество промышленных коллекций изделий для подготовки их к ярмаркам оптовой продажи товаров;
- принимает решение о снятии с производства изделий, не соответствующих требованиям моды и конъюнктуре спроса;
- рассматривает организационные вопросы по совершенствованию промышленного моделирования и конструирования, по взаимоотношениям с предприятиями смежных отраслей, осуществляет авторский надзор за изготовлением моделей, оценивает работу специализированных магазинов по реализации продукции.
Этапы конструкторской подготовки к запуску новых моделей одежды в
производство
Проектирование и конструирование составляют сущность инженерного творчества, результатом которого является создание высококачественного образца изделия.
В условиях массового производства промышленное проектирование осуществляет связь между проектом и реальным воплощением его в готовый образец.
В зависимости от того, как организован процесс проектирования, отработаны методы анализа и контроля каждого из этапов и определен состав технической документации, можно судить об уровне конструкторской подготовки производства. В таблице отражены основные виды проектноконструкторских работ, выполняемых на каждом этапе.
Оперативность и четкость работы между подразделениями в значительной степени определяются качеством используемой документации, ее информативностью и универсальностью. Основными требованиями, предъявляемыми к документам, являются соответствие форм документации своему назначению, простота их использования, удобство хранения и быстрый поиск необходимой информации.
Усовершенствование документации должно идти в направлении унификации форм документов, создания систем картотек, кодирования видов одежды, конструкций, деталей, способов соединения, материалов и другой нормативно-справочной информации. Создание и внедрение системы унифицированной документации будет способствовать оперативному управлению производством, дальнейшему укреплению технологической дисциплины и улучшению качества изделий.
Cодержание проектно-конструкторской документации
В процессе изготовления новых промышленных изделий большое влияние на их качество оказывают разработка и оформление проектноконструкторской документации.
Этапы конструкторской подготовки к запуску новых моделей одежды
|
Код работы |
Содержание работы |
Код непосредственн о пред- шествующих работ |
|
1 |
Разработка и утверждение технического задания на изготовление новой модели |
– |
|
2 |
Разработка конструкции модели, включающей измерение модели по основным параметрам, подбор основы, нанесение конструктивных модельных особенностей и подбор унифицированных деталей |
1 |
|
3 |
Построение и изготовление лекал модели среднего размера и роста, построение лекал подкладки, бор- |
2 |
|
|
товой прокладки, вспомогательных лекал, проверка и уточнение сопряжения срезов узлов и деталей по всем линиям |
|
|
4 |
Определение экономичности первичной конструкции с учетом таблицы интервалов площади лекал |
2; 3 |
|
5 |
Внесение изменений в лекала для нахождения оптимальной площади лекал |
4 |
|
6 |
Раскладка, зарисовка лекал и раскрой первичной конструкции |
5 |
|
7 |
Изготовление первичного образца конструкции |
6 |
|
8 |
Примерка готового образца, уточнение внешнего вида, посадки на фигуре, технологии, использования материалов, фурнитуры и т.д. |
7 |
|
9 |
Анализ первичной конструкции, проверка ее параметров по табелю мер, проверка и уточнение лекал деталей из основной ткани, подкладки, вспомогательных лекал. Уточнение технических описаний |
6, 7, 8 |
|
10 |
Определение экономичности конструкции после внесения уточнений |
9 |
|
11 |
Раскрой опытной партии изделий |
10 |
|
12 |
Изготовление опытной партии изделий в потоке |
11 |
|
13 |
Просмотр и утверждение опытной партии |
12 |
|
14 |
Изготовление экспериментальной раскладки |
13 |
|
15 |
Градация лекал |
14 |
|
16 |
Проверка лекал после градации |
15 |
|
17 |
Изготовление лекал-эталонов и рабочих лекал |
16 |
|
18 |
Нормирование сырья |
13, 14 |
|
19 |
Составление технической документации |
17, 18 |
|
20 |
Калькуляция и определение рентабельности изготовления новой модели |
19 |
|
21 |
Согласование с отделом труда и заработной платы |
19, 20 |
|
22 |
Согласование с плановым отделом |
21 |
|
23 |
Утверждение технической документации перед запуском в производство |
19, 20, 21, 22 |
|
24 |
Запуск модели в производство |
23 |
Примечания:1. При необходимости перед изготовлением опытной партии производят вторичную проработку конструкции.
2. При создании моделей одежды ассортиментными сериями перед изготовлением опытной партии строят чертежи всех деталей серии с использованием конструктивных элементов, разработанных на принципах опережающей стандартизации.
В настоящее время нормативно-техническая и проектноконструкторская документация на швейные изделия определяется всеми видами стандартов: государственными стандартами (ГОСТ), отраслевыми (ОСТ), республиканскими и стандартами предприятий. Государственные стандарты распространяются на измерения типовых фигур и швейные изделия. В государственных стандартах «Швейные изделия бытового назначения» даны термины и определения на изделия, детали, технологию швейного производства и дефекты. Терминологию, указанную в этих стандартах, следует строго соблюдать при составлении проектноконструкторской документации на новые модели швейных изделий. Для оценки качества продукции в государственных стандартах предусмотрены методы контроля качества, установление сортности, допуски и система показателей качества.
Государственные стандарты утверждаются Государственным комитетом УзР по стандартам.
Отраслевые стандарты определяют нормативно-техническую документацию на швейные изделия и технические требования к качеству одежды различного ассортимента. Они являются обязательными для всех предприятий отрасли и для организаций – заказчиков продукции данной отрасли. Отраслевые стандарты утверждаются соответствующими министерствами.
Республиканские стандарты устанавливают технические требования к качеству одежды одного или нескольких сходных видов изделий предприятий республиканского и местного подчинения республики. Они утверждаются Советом Министров республики.
Стандарты предприятия предназначены для совершенствования работы предприятий и повышения качества выпускаемой продукции. Они определяют порядок конструкторской и технологической подготовки производства, порядок планирования производственной программы и т.д. Стандарты предприятий конкретизируют технические требования к качеству кроя, выполнению швов, обработке деталей и узлов изделий, изготовляемых на данном предприятии. Они являются обязательными только для этого предприятия. Эти стандарты разрабатываются предприятием с учетом требований государственных, отраслевых и республиканских стандартов.
Конструкторская документация на проектируемое изделие включает лекала-эталоны среднего размеророста, техническое описание модели, комплект лекал на все рекомендуемые размеры и роста.
Технические описания разрабатываются на конкретные модели изделий при наличии государственных, отраслевых и республиканских стандартов, Общих технических требований или Общих технических условий, устанавливающих все основные требования к группе изделий одного ассортимента (технические требования, правила приемки, методы контроля, транспортирование и хранение) и содержащих указания о разработке технических описаний на конкретный вид продукции.
Образцом, по которому разрабатывается техническое описание, служит изделие, изготовленное по эскизу художника на типовую фигуру базового размеророста.
Техническое описание содержит следующие данные: Титульный лист; Зарисовку и описание художественно-технического оформления модели; Таблицу измерений изделия в готовом виде. Оно может разрабатываться на отдельные модели и на серию моделей одежды, выполненных на одной базовой основе, или на одну модель, выполненную в разных полнотных группах. Каждая модель серии должна иметь общий номер серии, дополненный буквами или цифрами.
На титульном листе технического описания, разработанного на серию моделей или на одну модель в разных полнотных группах, перечисляются номера (буквы) всех моделей. Зарисовки даются на каждую модель серии. Остальные формы заполняются на основную модель и дополняются описанием отличительных особенностей каждой модели данной серии.
Обозначение технического описания (ТО) конкретной модели должно включать шифр документа, условное обозначение предприятияразработчика, порядковый регистрационный номер модели и две последние цифры – год утверждения образца модели на художественно-техническом совете министерства (ведомства), (например: ТО М-12-94. Это означает, что технические условия составлены на модель фабрики им. Малика,
порядковый номер модели – 12, год разработки – 1994).
Техническая документация в представленном варианте может быть удобной при рассмотрении и утверждении новой модели одежды на художественно-техническом совете. Однако она не отражает всей проектноконструкторской документации, необходимой для предприятияизготовителя. Информацию о проектируемом образце инженеры других отраслей промышленности передают на техническом языке чертежей, формул, расчетов. На чертежах даны основные размеры деталей, указаны чистота обработки, допуски, посадки и другие данные. Все это изображается с помощью условных обозначений, которые приняты в той или иной отрасли. Это способствует взаимопониманию между проектировщиком и изготовителем, дает возможность контролировать качество работы. В технической документации конструкция швейного изделия представлена шаблонами чертежей (лекалами) без должного инженерного задания.
Технологическая обработка отражена только шириной швов на лекалах.
Таким образом, в швейной промышленности проект в полном смысле этого слова на швейные изделия не разрабатывается, так как стадии технического предложения, эскизного и технического проекта документально нигде не отражены. Это объясняется частой сменяемостью моделей, сравнительно коротким сроком их освоения и производства. Как правило, конструкторские документы на модель предназначены для разового использования, и экономически нецелесообразно создавать полный комплект документации по ЕСКД на единичные образцы моделей одежды.
Конструкторские документы на швейные изделия в соответствии со стандартами ЕСКД можно разделить на графические и текстовые. В этих документах отображается необходимая информация для разработки, изготовления и контроля проектируемого изделия. Документы в зависимости от стадии разработки подразделяются на проектные, создаваемые при разработке технического предложения, эскизного и технического проектов, и рабочие, предназначенные для использования в производственном процессе. Состав рабочей конструкторской документации на швейные изделия может быть представлен документами.
Предусмотрена разработка групповых и базовых конструкторских документов. Принадлежность изделий к одной группе определяется общими конструктивными признаками при некоторых различиях между собой. К общим конструктивным признакам относятся единство конструкции при различных параметрах, сходство конструкции при различной конфигурации некоторых составных частей или конструктивных элементов.
В групповом документе приводятся постоянные и переменные данные. Постоянные данные, оформленные одним документом, вносятся в него один раз без указания о том, что они относятся ко всем изделиям. Переменные данные вносятся в документ с указанием о том, к каким конкретно изделиям они относятся. Указывается, что изделия, на которые выполнен один групповой чертеж или одна групповая документация, рассматриваются как группа исполнений, при этом возможно изготовление каждого исполнения в отдельности.
Вместо группового документа на несколько изделий при необходимости может быть разработан один базовый документ и необходимое количество самостоятельных документов исполнения того же вида.
Состав рабочей конструкторской документации на швейные изделия
|
Шифр документа |
Вид документа
|
Определение |
|
ЧД |
Чертеж детали |
Документ, содержащий изображение детали кроя, ее измерения, данные об особенностях ее обработки при изготовлении изделия |
|
СБ |
Сборочный чертеж |
Документ, содержащий изображение соединения, данные для его изготовления и контроля |
|
|
Спецификация |
Документ, определяющий состав разработанных конструкторских документов, сборочных единиц, деталей кроя, используемых материалов |
|
ВД |
Ведомость ссылочных документов |
Ведомость, содержащая перечень документов, которыми руководствуются при разработке изделия и организации их выпуска в массовом производстве |
|
ВО |
Чертеж общего вида (эскиз модели) |
Документ, определяющий конструкцию изделия и его составных частей |
|
– |
Конфекционная карта |
Документ, содержащий перечень и образцы всех материалов и фурнитуры, которые необходимы для изготовления изделия |
|
– |
Чертеж градации лекал деталей изделия |
Документ, содержащий чертежи деталей изделия во всех заданных размероростах |
|
ТО |
Техническое описание |
Документ, который содержит данные, характеризующие основные показатели образца модели |
Групповой или базовый основной документ можно разрабатывать на изделия, которые имеют одинаковые наименования и относятся к одной классификационной характеристике. В зависимости от различных условий комплект документов может быть разработан разными способами.
Применительно к швейным изделиям могут быть разработаны как групповые, так и базовые документы. Если по заказу предприятий моделирующая организация разрабатывает базовое изделие (базовую основу), а предприятие само проектирует различные варианты моделей по предложенным или своим эскизам, то документация выполняется как базовый документ. В случае разработки серии моделей на одной конструктивной основе целесообразно создавать групповую текстовую документацию и групповые чертежи деталей. На чертеже изображается основное исполнение и варианты отличий. На поле чертежа приводятся технические условия и другие постоянные данные: знаки, буквы, цифры, установленные стандартом. Условные обозначения применяют без
разъяснений на чертеже.
Совершенствование конструкторской документации необходимо проводить с учетом автоматизации и управления трудоемкими конструкторскими разработками с помощью ЭВМ и периферийных устройств.
2.2.ТЕОРЕТИЧЕСКАЯ ОСНОВА ПРОЦЕССА РАЗМНОЖЕНИЯ ЛЕКАЛ (ГРАДАЦИЯ ЛЕКАЛ). ПРИНЦИПЫ РАЗМНОЖЕНИЯ ЛЕКАЛ.
Градация лекал - процесс построения лекал подобной формы и конструктивно-декоративного решения в заданном диапазоне размеров, ростов или полнот за счет перемещения конструктивных точек лекал проектируемой модельной конструкции, разработанной для базового размера-роста. Основу градации составляют правила антропометрического и конструктивного подобия, используемые для изменения размеров конструктивных отрезков исходной модельной конструкции.
Градация лекал является завершающим этапом в процессе проектирования конструкторской документации для массового производства одежды. Технология градация широко используется в массовом производстве и является наиболее рациональным и производительным способом получения чертежей деталей швейных изделий в заданном диапазоне размеров, ростов или полнот и предназначена для тиражирования комплекта лекал базового размера.
Поскольку чертеж конструкции и комплект лекала разрабатывают на один базовый типо- размеророст, то лекала смежных размеров и ростов в каждой полнотпой группе получают путем изменения размеров деталей проектируемой модельной конструкции по определенным техническим правилам, называемой градацией лекал. Основными условиями качественного выполнения градации является соблюдение антропометрического и конструктивно-декоративного подобия при построении градационных чертежей лекал.
Сущность процесса градации лекал состоит изменении размеров конструктивных участков деталей модельной конструкции в результате перемещения характерны* точек и контуров по определенным правилам. В основе правил градации заложены закономерности изменения подчиненных размерных признаков от ведущих параметров фигуры (обхвата груди и роста), по которым ведется нумерация одежды.
При градации деталей одежды по ростам при постоянном обхвате груди изменения линейных размеров деталей производят в основном
в продольном направлении. Зачастую поперечными изменениями конструктивных отрезков пренебрегают в виду малости их значений и унификации размерных параметров.
При градации деталей одежды по размерам при постоянном росте изменения линейных размеров деталей производят одновременно в поперечном и в продольном направлениях. Это объясняется закономерностями изменения между подчиненными и основными размерными признаками фигуры. Особенностью градации по размерам является изменение раствора нагрудной вытачки, которое требует учета дополнительных правил градации, связанных с поворотом участков конструкции.
Таким образом, при градации каждая точка детали перемещается в определенном направлении на заданную величину, зависящую от расположения участка конструкции, модельных особенностей конструкции и изменений разерных признаков фигуры между смежными размерами и ростами. Это определенное изменение положения характерных точек чертежа называют градационным риращением конструктивной точки.
Величины межразмерных и межростовых приращений определяют на основе антропометрических измерений и закономерностей распределения их изменчивости, установленных в размерных типологиях для проектирования одежды.
Влияние модельных особенностей на величины градационных приращений точек чертежа конструкции рассчитывают пропорционально их смещению отточек базовой конструкции и с требований унификации.
Для качественного выполнения градации необходимо сохранение во всех размерно-ростовочного вариантах следующих характеристик конструкции:
- заданных показателей соразмерности и баланса,
- параметров проектируемой объемно-силуэтной формы (ОСФ) модели,
- модельных пропорциональных соотношений между элементами
конструкции,
- заданного значения или нормированного изменения унифицированных параметров одежды.
Величины перемещения конструктивных точек при градации называют градационными приращениями. Традиционно их задают векторами приращений в продольном направлении. Зачастую поперечными изменениями конструктивных отрезков
При массовом производстве одежды первичную конструкцию лекал деталей модели, называемую оригиналом, разрабатывают только на один средний размер и рост в той размерной и полнотной группе, на которую рекомендована данная модель. Лекала деталей остальных размеров и ростов получают путем пропорционального уменьшения или увеличения линейных размеров лекал среднего размеророста. Процесс проектирования комплекта лекал деталей одежды различных размеров и ростов на основе лекал изделия среднего размеророста называется градацией лекал.
По ЕМКО СЭВ градацией называется инженерно-конструкторский процесс получения ряда аналогичных изображений контурных или конструктивных линий деталей одежды на установленные размеры путем увеличения или уменьшения деталей одежды исходного размера согласно установленным правилам. Градацию производят отдельно по размерам и ростам. Градацию лекал модели по полнотным группам не выполняют, так как типовые фигуры одного и того же размера и роста в разных полнотных группах имеют различное телосложение. Процесс градации должен осуществляться с помощью межразмерных и межростовых приращений, которые должны устанавливаться с учетом изменчивости не только размерных признаков, но и разверток объемной формы типовых фигур или манекенов.
Лекала исходного размера отображают, по существу, развертку объемной формы проектируемого образца модели. В связи с этим процесс получения лекал других размеров и ростов следует рассматривать с позиций преобразования плоских разверток объемных фигур.
Градация лекал значительно упрощает и ускоряет процесс разработки лекал других размеров и ростов. Однако при этом возникает опасность искажения конструкций крайних размеров и, следовательно, ухудшения качества посадки изделия на фигурах потребителей.
Преобразование контуров лекал деталей при градации должно обеспечивать выполнение следующих требований, предъявляемых к образцуэталону:
- соответствие внутренних размеров одежды размерам тела человека в статике с учетом размерной типологии населения;
- соответствие верхних плечевых участков одежды форме верхней опорной поверхности тела человека с учетом осанки;
- оптимальные условия взаимодействия одежды с изменяющимися в динамике размерами и формой участков тела;
- соответствие внешнего вида (по силуэту и пропорциям) изделий разных размеров или ростов изделию базового размеророста (эталону).
Преобразование контуров лекал деталей предусматривает смещение основных конструктивных (узловых) точек лекал на величины приращений их координат и соответствующее преобразование контурных линий, соединяющих эти точки. На процесс преобразования лекал деталей при градации оказывает влияние совокупность целого ряда факторов. Установление этих факторов и определение закономерности их
изменчивости является теоретической основой процесса градации лекал.
Наиболее важными факторами, оказывающими влияние на процесс градации лекал, являются: изменчивость размерных признаков, структура расчетных формул, принятая в методиках конструирования, способ расчета величин перемещения конструктивных точек относительно исходных осей, характер разверток объемной формы фигур различных размеров, покрой и внешний вид изделий, свойства материалов.
Закономерности изменчивости антропометрических размерных
признаков
Изменение размеров лекал деталей одежды связано с изменением размерных признаков фигур типового телосложения. Поэтому в основе правил определения размеров деталей одежды при градации должны лежать закономерности изменения подчиненных размерных признаков тела в зависимости от изменения ведущих размерных признаков. Если значения ведущих признаков выбираются произвольно, то значения подчиненных признаков рассчитываются по уравнениям множественной регрессии в зависимости от ведущих признаков. Вследствие регрессионной зависимости подчиненных размерных признаков с изменением обхвата (при одном и том же росте) происходит изменение не только поперечных, но и продольных размерных признаков. И наоборот, с изменением роста (при одном и том же обхвате груди) изменяются не только продольные размерные признаки, но и поперечные.
Учитывая эти закономерности, при градации лекал деталей одежды по размерам (при одном и том же росте) линейные размеры деталей изменяют как в поперечном, так и в продольном направлениях. В результате этого конструктивные точки перемещаются по диагонали прямоугольника, стороны которого определяются величинами поперечных и продольных приращений.
При размножении лекал деталей одежды по ростам (при одном и том же обхвате груди) некоторые линейные размеры деталей изменяют только в продольном направлении, пренебрегая поперечными приращениями вследствие их относительно небольшой величины.
Основные принципы и способы градации
В процессе преобразования контуров лекал в существующих системах градации соблюдаются следующие принципы:
- использование единых правил при градации лекал деталей одежды для мужчин, женщин, мальчиков и девочек;
- единое расположение исходных линий для градации лекал;
- единый способ расчета величин перемещений конструктивных точек;
- постоянство величин перемещений конструктивных точек относительно исходного базового размера в каждой выделенной подгруппе размеров;
- единый вид представления информации и нормативно-технической документации для градации лекал в ручном и автоматизированном режимах.
Теория процесса градации разработана еще недостаточно, поэтому на практике используются различные ее способы.
Известно несколько способов градации лекал: лучевой, пропорционально-расчетный, группировки (рис. 1.125). Величины перемещений конструктивных точек в этих способах определяют расчетным и графическим способами (путем графических построений).
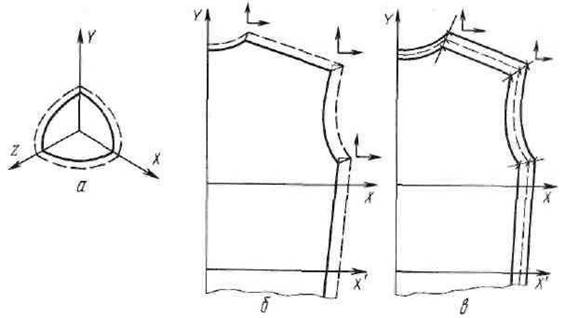
Рисунок 9.Способы градации лекал:
а – лучевой; б – пропорционально-расчетный; в – группировки
Сущность лучевого способа состоит в том, что из определенной точки (центра) через конструктивные точки детали проводят прямые линии (лучи). От контура детали вдоль этих лучей откладывают величины приращений (рис. 1.125, а). Лучевой способ может быть использован при градации лекал отдельных деталей головных уборов и корсетных изделий, приращения размеров которых происходят в радиальном направлении.
Наибольшее распространение в швейной промышленности получил пропорционально-расчетный способ градации.
При этом способе величины приращений рассчитываются на основе изменчивости подчиненных размерных признаков и устанавливаются в соответствии с положением конструктивных точек от исходных линий градации.
При пропорционально-расчетном способе перемещение точек определяют пропорционально расстоянию соответствующей конструктивной точки относительно линий градации, используя при этом величины установленных исходных приращений по основным конструктивным линиям. Пропорционально-расчетный способ применяют и для определения величин перемещения точек деталей, конструкция которых отличается от типовых, т.е. точек линий рельефов, кокеток, отделочных швов.
Способ группировки предусматривает совмещение двух комплектов лекал (среднего и смежного с ним или среднего и крайнего размеров). Одноименные конструктивные точки на совмещенных лекалах соединяют прямыми линиями и делят их на число частей, соответствующее числу промежуточных размеров. Одну часть распределяют на горизонтальное и вертикальное перемещения. Этот способ используют как исходный для нахождения величин приращений в конструктивных точках нетиповых схем градации лекал сложных покроев.
Типовые схемы градации лекал
Для обеспечения принципа идентичности лекал, полученных в процессе градации и построенных по методике конструирования, существующие в промышленности методики градации увязываются с методиками конструирования, расчетные формулы которых также используют изменчивость размерных признаков типовых фигур. По данным ЦНИИШП, максимальные отклонения линий чертежа деталей крайних размеров, полученных приградации и построенных по методике
конструирования, не должны превышать 0,2 см.
Типовые схемы градации лекал разрабатываются для плечевых и поясных изделий применительно к их типовому покрою на основе единых принципов расчета величин перемещений основных конструктивных точек.
Точками градации являются точки пересечения конструктивных линий или точки, находящиеся на контурных линиях деталей одежды, которые при градации изменяют положение по отношению к исходным линиям. Основные точки градации тождественны конструктивным точкам базовой основы, поэтому их обозначение соответствует обозначению конструктивных точек базовой основы.
Величины приращений координат конструктивных точек определяются не только изменчивостью размерных признаков, но и их положением относительно исходных линий градации.
Исходные линии градации – это условные линии, относительно которых происходит преобразование контура лекал базового размера в лекало любого заданного размера или роста.
В зависимости от формы и сложности контуров лекал используют различное положение исходных линий. В деталях изделий типовых конструкций в качестве исходных линий градации обычно принимают конструктивные линии, определяющие базисную сетку чертежа конструкции.
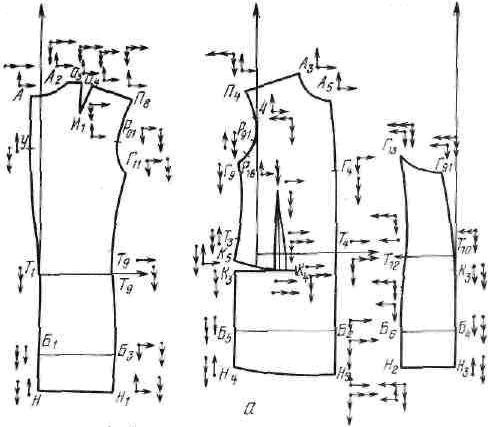
На рисунке 10 показаны примеры типовых схем градации лекал по размерам и ростам, выполненные по методике ЦНИИШП, а на рис. 1.127 и рис. 1.128 – по методике ЕМКО СЭВ.

Рисунок 10. Типовые схемы градации лекал основных деталей
мужского костюма по методике ЦНИИШП:
а – спинки, полочки, отрезной боковой части бочка; б – рукава; в –
нижнего воротника
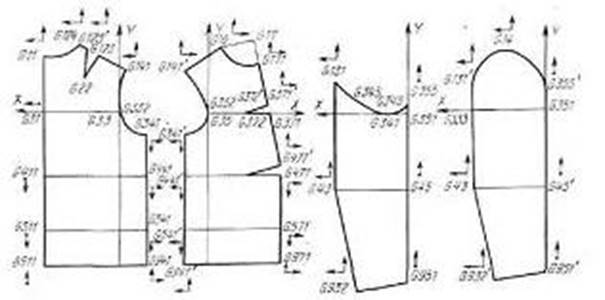
Рисунок 11. Схема градации лекал по ЕМКО СЭВ
В этих методиках принято различное положение исходных линий градации на деталях, поэтому величины и направление перемещений конструктивных точек различно.
На спинке вертикальная линия совпадает с серединой спинки или с линией, касательной к средней линии спинки, горизонтальная – с линией груди (глубина проймы) или линией талии.
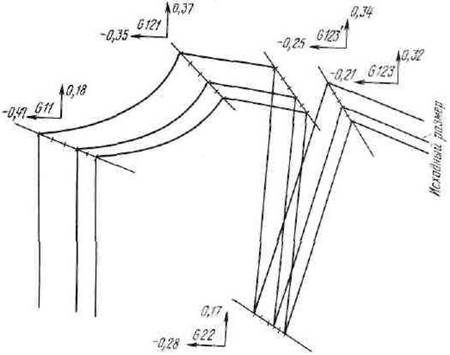
Рисунок 12. Пример перемещения конструктивных точек по ЕМКО СЭВ
На полочке вертикальная линия проходит касательно к линии проймы, горизонтальная совпадает с линией груди (глубины проймы) или линией талии.
На рукаве вертикальная исходная линия соединяет концы линии переднего переката, горизонтальная совпадает с линией глубины оката и соответствует положению линии глубины проймы изделия.
В воротнике изменяется только длина, поэтому выбирается одна исходная линия – вертикальная, чаще всего проходящая через надсечку, соответствующую положению плечевого шва.
Перемещение точек, лежащих на исходных линиях градации, производят только в одном направлении вдоль линии градации – горизонтально или вертикально. Все другие конструктивные точки контура перемещают по диагонали прямоугольника, сторонами которого являются поперечное и продольное приращения к данному размеру детали. В табл. 1.5 даны обозначения направлений перемещения конструктивных точек. На рис. 1.128 одинарной стрелкой показано перемещение точек при градации по размерам, двойной стрелкой – по ростам.
Система обозначений направлений перемещения конструктивных точек
|
Обозна чение |
По горизонтали |
По вертикали |
||
|
При увеличении размера или роста |
При уменьшении размера или роста |
При увеличении размера или роста |
При уменьшении размера или роста |
|
|
+ |
Вправо |
Влево |
Вверх |
Вниз |
|
- |
Влево |
Вправо |
Вниз |
Вверх |
При градации лекал по размерам исходным приращением по горизонтали является приращение к ширине готового образца по линии груди, равное межразмерной разнице 2 см. Распределение межразмерной разницы между шириной основных участков одежды (спинки, проймы и полочки) выполняют пропорционально ширине этих участков и изменчивости размерных признаков ширины спины и ширины груди, определяющих ширину спинки и полочки в изделии.
Горизонтальные приращения в конструктивных точках линий контура горловины спинки и полочки, плечевых и боковых срезов определяют, исходя из изменчивости соответствующих размерных признаков фигур и удаленности точек от исходных линий градации.
Величины вертикальных приращений определяют также в соответствии с изменчивостью размерных признаков фигуры и удаленностью точек от исходной горизонтальной линии. Вертикальные приращения для большинства конструктивных точек независимо от их расположения относительно исходной горизонтали направлены для больших размеров вверх, для меньших – вниз. Направление горизонтальных приращений (влево и вправо) зависит от размера и расположения контурной линии детали относительно исходной вертикали.
При градации по размерам лекал основных деталей мужского пиджака по методике ЦНИИШП среднюю линию спинки и боковые срезы полочки всех размеров при наличии отрезной боковой части строят без горизонтальных приращений. Это позволяет упростить процесс графического построения. Аналогично при градации лекал деталей рукава (рис. 1.126, б) линии передних срезов оставляют всегда без изменения, а ширину рукава увеличивают путем перемещения конструктивных точек только локтевых срезов.
Общую величину горизонтального приращения к ширине рукава в готовом виде обычно проектируют на 0,1-0,15 см больше приращения к ширине проймы. Это делают для сохранения во всех размерах постоянной нормы посадки оката рукава.
Размножение лекал нижнего и верхнего воротника производят одинаково. Ширину воротников всех видов посередине и в концах сохраняют обычно постоянной для всех размеров. Величину приращения к длине воротника устанавливают в соответствии с изменением длины горловины спинки и полочки.
При градации лекал деталей по ростам исходным приращением является приращение к длине готового изделия. В существующих методиках межростовая разница между смежными длинами изделий принята: 3-4 см для платья и пальто, 4 см для брюк, 2-3 см для юбки, 2 см для пиджака (см. рис. 1.126, а), 2 см для длинного рукава (см. рис. 1.126, б). Для упрощения процесса градации лекал деталей спинки и полочки по ростам продольные размеры изменяют на участках деталей, расположенных ниже линии груди, т.е. перемещают по вертикали точки на линии талии и низа изделия. Такой подход не учитывает закономерности изменения поперечных размеров при увеличении роста.
В некоторых методиках предусмотрено изменение не только нижних, но и верхних участков деталей одежды в соответствии с ростовой изменчивостью ширины груди и ширины спины в поперечном направлении и высоты проймы спереди и высоты проймы сзади в продольном направлении.
Величины перемещений конструктивных точек от размера к размеру и от роста к росту в основных деталях швейных изделий в методиках конструирования обычно представляются в двух сводных таблицах: для плечевых и поясных групп изделий. Для каждой точки в таблице указываются абсолютные величины ее перемещения по горизонтали и вертикали на один смежный размер или рост.
Для деталей усовершенствованной конструкции (рис. 1.129) исходные горизонтальные линии аналогичны типовым, а вертикальные перенесены в центр детали при сохранении общих величин приращений.
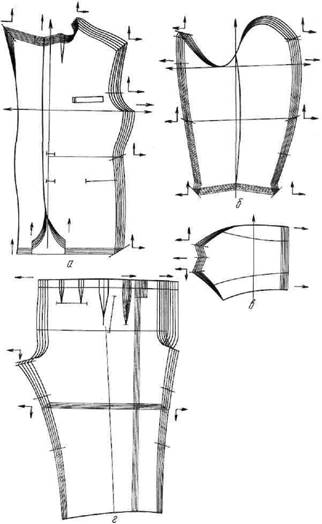
Рисунок 13. Схема градации лекал деталей мужского костюма усовершенствованной конструкции по размерам:
а – полочки с цельнокроеным подбортом; б – одношовного рукава; в –
воротника, цельнокроенного с нижним воротником; г – брюк без
боковых швов
2.3. ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ТРИКОТАЖНЫХ
ИЗДЕЛИЙ
Когда мы думаем о том, как согреться в холодную и промозглую погоду, то среди самых распространенных вариантов непременно будут фигурировать трикотажные вещи. И это кажется вполне естественным. Ведь это удобно, красиво, тепло и очень стильно. Хотя еще совсем недавно трикотажная одежда, как ни странно, была моветоном в приличном обществе. В грубоватых вязаных вещах ходил рабочий люд – всякие там докеры, рыбаки; ну, разве что английские офицеры вдруг оделись в вязаные кардиганы, да и то исключительно в условиях военного времени, когда было не до стиля и хорошего вкуса. Вот они-то в должной мере оценили и комфорт, и удобство. А все клиентки и клиенты мира Высокой моды предпочитали более гламурные вещи, отмеченные ноткой эксклюзивности и роскоши. И лишь великие мастера, обладавшие совершенно нетрадиционным взглядом на самые обычные вещи, смогли изменить отношение всех остальных к вязаным вещам. Среди них была, скажем, Эльза Скиапарелли, которая провела детство в достаточно эксцентричной итальянской семье, что позволило ей непредвзято подходить ко многим вещам. Рассказывают, что у нее однажды гостил приятель из Америки, и Эльза обратила внимание на его очень простой трикотажный свитер. Выяснилось, что подобные вещи изготавливает небогатая армянская семья, которая живет буквально по соседству. Эльза нашла ее, так появились первые блистательные трикотажные вещи из классической коллекции Скиапарелли. Неординарным было не только использование трикотажных вещей в дамском гардеробе (традиционно это была мужская одежда, к тому же спортивного стиля или сугубо рабочего плана), но и их оформление. Оказалось, что такие «грубые» вещи тоже могут быть совершенно гламурными. Именно тогда появился узор – белый бант на черном фоне, который сделал знаменитой Эльзу Скиапарелли. Ее вечная соперница Коко Шанель зато первой стала использовать в изготовлении коллекционных вещей высокого стиля практически немнущийся трикотаж-джерси, из которого в оригинале, вообще-то, делали теплое мужское белье. Знаменитая мадемуазель прекрасно понимала, что современной деловой женщине нужна одежда не только красивая гламурная, но и удобная, практичная, функциональная. Трикотаж для этого подходил идеально. Но если заглянуть еще глубже в историю, то об использовании вязаного полотна джерси при изготовлении модных новинок заговорили еще в семидесятых годах XIX века, когда известная английская светская львица Лили Лэнгри начала носить костюмы из вязаной ткани, носящей имя ее родины – острова Джерси. Это было признано смелым экспериментом, и трикотажным вещам пришлось дожидаться признания еще несколько десятилетий. Теперь обо всем этом современным женщинам даже думать смешно. Без трикотажных вещиц невозможно обойтись ни при каких обстоятельствах. Они с успехом служат нам и в рабочей обстановке, и дома, и на отдыхе за городом, и даже на светских приемах. И в нынешнем сезоне, пожалуй, именно трикотажные вещи отличаются редкостным разнообразием. Именно о них нельзя сказать, что превалирует тот или иной стиль, то или иное направление. Поговорим сегодня о некоторых из них. Тем более что межсезонье просто подталкивает нас к тому, чтобы приобрести одну-две новые вещицы или, по крайней мере, попробовать скомпоновать по-новому уже давно любимые вещи. Тем более, что среди предложенных Высокой модой вариантов, есть достаточно классические вещи. Среди таковых, в частности, традиционные облегающие водолазки из тонкого однотонного трикотажа. Они есть в коллекциях многих Домов моды, которые ориентированы сегодня на тенденции пятидесятых-шестидесятых годов и проповедуют традиционную элегантную женственность. Это идеальный вариант для деловой одежды. Водолазка (как с высоким воротом, так и с обычным) с рукавом три четверти прекрасно носится с английским костюмом из твида, с брючной «двойкой» в мужском стиле, с классическими брюками из денима. Еще один достаточно традиционный вариант, который подойдет как для делового офиса, так и для студенческой аудитории (будучи универсальным средством хорошо выглядеть) – это укороченная трикотажная безрукавка в более позднем стиле (относящемся скорее к семидесятым года). Украшенная довольно сложным цветочным рисунком или геометрическим орнаментом, она тем не менее выглядит вполне по- деловому, поскольку неплохо сочетается с по-прежнему популярной белой блузой (Stella MacCartney) или трогательным шелковым платьицем (Anna Sui). Однако актуальной является и полная противоположность тонкого гладкого трикотажного полотна – объемные вещи ручной крупной вязки (или в стиле крупной ручной вязки). А следовательно, всевозможные косы, ромбы, плетенки, шишечки. Эти модели как раз ведут свои историю от мужских спортивных свитеров и джемперов. Вот только предлагаемые сегодня модели выглядят очень женственно и очень непривычно. Это может быть, скажем, радикально короткий джемпер, который заканчивается фактически сразу же под грудью (Just Cavalli, Dsquared), либо с рукавами экстремальной длины, практически свешивающимися ниже кончиков
пальцев (Malandrino, Calvin Klein). Более того, это могут быть… одни только рукава, которые выполняют роль этаких своеобразных варежек и сочетаются с более тонкими трикотажными вещами.
Кроеные трикотажные изделия получают путем выкраивания деталей соответствующей формы из трикотажных формоустойчивых полотен первой группы растяжимости. По конструктивному решению и членениям они аналогичны изделиям из тканей. Возможно использование различных способов формообразования (швов, вытачек, рельефов, влажно-тепловой обработки).
При конструировании кроеных трикотажных изделий могут быть применены методики, используемые для конструирования изделий из тканей.
Особенностью полурегулярных изделий является то, что на верхних опорных участках изделия приближаются к форме поверхности тела человека, а формирование нижних участков обычно осуществляют за счет некоторого растяжения полотна по нижним опорным участкам (вывязанным в виде ластика). Плечевая вытачка на спинке либо не проектируется, либо заменяется посадкой по плечевому срезу спинки (0,5 – 1,0 см). В изделиях для крупноразмерных фигур проектируется нагрудная вытачка и из бокового шва, при этом ее раствор сокращается на величину папоротки – мягкой складки (1– 1,5 см), длина вытачки сокращается.
Обязательным условием при проектировании
полурегулярных трикотажных изделий является горизонтальное расположение линий низа изделия и рукавов. В связи с указанным, величину нижнего баланса учитывают следующим образом. Переносят вверх, при этом часть нагрудная вытачка размоделируется путем переноса частей ее раствора в горловину переда, пройму и боковой срез. Проектируют нижний баланс с оформлением линии низа по прямой и созданием посадки в области бокового среза (1 – 1,5 см); для крупноразмерных женских фигур, мужских и детских изделий посадка по боковому срезу заменяет вытачку на живот.
В регулярных изделиях форма разверток деталей обусловлена возможностями оборудования. Используются регулярные котонные изделия, в которых нижний и боковые срезы регулярные, а верхние (проймы, плечевые, горловины) – подкраиваются. Линии низа изделия и рукавов оформляют горизонтально.
Общие особенности построения БК трикотажных изделий, характерные для всех групп растяжимости полотна:
- среднюю линию спинки по линии талии не отводят; форма спинного контура обеспечивается в этом случае за счет свойств полотна;
- плечевая вытачка спинки отсутствует, она заменяется посадкой (Ппос = 1,0 – 1,5 см), вытачка строится только для больших размеров;
- с целью обеспечения плотного облегания верхней опорной поверхности спинки за счет свойств трикотажного полотна для нахождения конечной точки плечевого среза спинки используют уменьшение размерного признака «высота плеча косая – Впк» на величину корректирования плечевого среза Пвпк: Т1П = Впк – Пвпк, где Пвпк = 0,6 –1,5 см, чем больше растяжимость полотна, тем больше эта величина;
- наклон плечевых срезов спинки и полочки проектируют одинаковыми;
- БК одежды из трикотажа, так же как и для изделий из ткани, содержит нагрудную вытачку; однако для трикотажных изделий раствор вытачки на уровне обхвата груди первого Г1Г2 уменьшают на величину папоротки П: Г1Г2 = Сг2 – Сг1; прибавку на папоротку принимают в зависимости от вида полотна; для изделий из полотен с плоскофанговых машин всех видов переплетений прибавка П = 1,5 см, для изделий из полотен с круглофанговых машин, машин интерлок и основовязальных – 1,0 см; спуск по линии низа отсутствует. Проектируют его только для больших размеров, он составляет
от 0,5 до 1,5 см.
Свойства трикотажных полотен, учитываемые при
конструировании одежды:
растяжимость, упругость, усадку, толщину, ширину полотна,
закручиваемость краев, распускаемость и др.
Растяжимость – это способность трикотажного полотна деформироваться или изменять свои размеры под действием различного рода нагрузок, а после их снятия частично или полностью восстанавливаться. В зависимости от степени растяжения по ширине под действием одинаковых динамических нагрузок трикотажные полотна разделены на три группы. Для каждой из групп установлены значения прибавок
|
Группа растяжимости полотна |
Растяжимость полотна по ширине, % |
Минимальная прибавка по ширине, см |
|
|
Первая (малая) |
От 0 до 40 |
+2 |
|
|
Вторая (средняя) |
От 40 до 100 |
|
|
|
Третья (высокая) |
Свыше 100 |
-2 |
|
|
|
Прибавки могут принимать как положительные, так и отрицательные |
||
значения. Одежду из малорастяжимых трикотажных полотен конструируют с положительными прибавками к поперечным размерам. Прилегающие изделия из более растяжимых трикотажных полотен (второй и третьей групп) конструируют с нулевыми или отрицательными прибавками к ширине изделия. Например, отрицательные прибавки проектируют при проектировании корсетных изделий, наиболее плотно прилегающих к телу, для корректировки отдельных участков фигуры (живота, талии).
Прибавка, обусловленная выступанием лопаток (Плш), выбирается в зависимости от размерной группы типовой фигуры и степени растяжимости полотна. Прибавки Пвпк, Пгс, Пспр и Пшр дифференцированны в зависимости от размера фигуры и вида рекомендуемого трикотажного полотна. Прибавка на папоротку (П) выбирается в зависимости от вида полотна и силуэтной формы изделия.
Одним из отрицательных свойств является закручиваемость краев трикотажа. Степень закручиваемости зависит от вида переплетения, плотности вязания и вида волокна. Наиболее высокая закручиваемость краев характерна для одинарных полотен второй и третьей групп растяжимости. Поэтому вдоль свободных краев деталей (бортов, отлета воротника и др.) вывязывают несколько рядов другим более стабильным переплетением или притачивают дополнительные планки и тесьму.
Отрицательным свойством является также распускание полотен при обрыве петли или по срезу. Наибольшей распускаемостью обладает переплетение гладь. В изделиях из сильно распускаемых полотен проектируют минимальное количество членений.
Кроеные трикотажные изделия получают путем выкраивания деталей соответствующей формы из трикотажных формоустойчивых полотен первой группы растяжимости. По конструктивному решению и членениям они аналогичны изделиям из тканей. Возможно использование различных способов формообразования (швов, вытачек, рельефов, влажно-тепловой обработки).
2.4. ВЫБОР КОНСТРУКТИВНЫХ ПРИПУСКОВ С УЧЁТОМ
ОСОБЕННОСТИ ТРИКОТАЖА
Для изучения особенностей системы прибавок и припусков для изделий из трикотажа целесообразно рассмотреть уже известную систему для изделий из тканей, детально разработанную в ЕМКО СЭВ .
Так же, как и для одежды из тканей, для трикотажа очень трудно разделить конструктивную прибавку на составные части, т.к. прибавка на свободу ПС, модная ПМ и на пакет ПП тесно взаимосвязаны. Поэтому в трикотаже используют сочетание прибавок ПС и ПМ как общую прибавку Побщ. Прибавка на пакет, в отличие от изделий из ткани, не входит в величину Побщ и используется в расчете конструктивного участка как самостоятельная величина.
Значение общих конструктивных прибавок (так называемых композиционных припусков) в изделиях из тканей устанавливается в зависимости от вида одежды, ее силуэта и моды. Выбор величины аналогичной прибавки в трикотаже наряду с этими факторами главным образом подчиняется учету деформационных свойств полотна
(растяжимости). Величину Побщ г устанавливают по ГОСТ 7474-81 и по ГОСТ 18401-80. Величина Побщ г обычно меньше, чем для изделий из тканей.
При распределении Побщ г по основным участкам конструкции сохраняется общая закономерность, характерная для всей одежды: большая доля прибавки (50-55 %) дается к пройме, 25-30 % – к спинке, 15-20 % – к полочке в зависимости от моды.
Рисунок 14. Система прибавок и припусков для проектирования одежды
из тканей
Динамическая прибавка ПД, входящая в состав общей прибавки, для трикотажа зависит от того, позволяет ли растяжимость полотна с учетом допустимого давления на тело человека получить требуемое расширение детали. Величина ПД принимается равной нулю, если полотно имеет растяжимость не менее 30 % при малых нагрузках. Для недостаточно растяжимых полотен (менее 30 %) значение динамической прибавки ПД больше нуля, но не превышающее прибавки модной (или декоративноконструктивной).
Прибавка на пакет. В методике ВДМТИ прибавка на пакет состоит в основном из прибавки на наружный пакет, то есть прибавки на толщину полотна Птп. Для полотна с кругловязальных машин 1 и 2 групп растяжимости при толщине полотна не более 3 мм прибавка Птп = 0, при толщине полотна более 3 мм Птп = 1,5 см. Распределяют прибавку на толщину полотна следующим образом: на спинку – 0,3 Птп ; на пройму – 0,3 Птп ; на полочку – 0,4 Птп . В соответствии с методикой конструирования трикотажных изделий, разработанной ВДМТИ, прибавка на толщину полотна в состав общей прибавки не входит, а в расчете основных конструктивных участков выделена как самостоятельная величина.
Технологические припуски для трикотажных изделий также имеют некоторые особенности. В связи со спецификой трикотажного полотна объем ВТО и термодублирования значительно меньше по сравнению с производством изделий из ткани. Внутрипроцессная ВТО почти полностью отсутствует. Поэтому припуск на ВТО (ПТвто) и припуск при термодублировании (ПТтд) заменяются припуском на усадку (Пус) при раскрое, шитье, ВТО или по истечении определенного отрезка времени.
Припуск на усадку учитывается при разработке лекал трикотажных изделий (п. 2.2). Величина Пус в процессе раскроя и пошива определяется по формуле:
![]() ,
,
где Р – размер детали, см;
Ку.у. – коэффициент условно-упругой деформации (усадки) полотна.
Припуск на подгонку (ПТпод), входящий в состав технологического припуска на монтаж (ПТм), устанавливается в зависимости от способа получения изделия и формы обслуживания. Для регулярных и
полурегулярных изделий припуск на подгонку отсутствует.
Для трикотажа, как отмечалось при изучении его свойств (п. 2.2), характерна способность накапливать не исчезающие во времени (условноостаточные) деформации. В связи с этим для трикотажных изделий принимается припуск на условно-остаточные деформации (ПТо.д.). Учитывают его так же, как и припуск на усадку при разработке лекал:
![]() ,
,
где Р – размеры деталей, см;
Ко.д. – коэффициент условно-остаточной деформации.
В основном отрицательный припуск, связанный с учетом условноостаточной деформации (ПТо.д.), рассчитывают только для спинки и полочки мужских и женских изделий, т.к. в носке наиболее сильно деформируются именно эти детали.
Изменения широтных размеров рукава не пересчитывают.
Не пересчитывают также координаты и для детских изделий и поясных изделий для взрослых. Здесь, наоборот, увеличивают размеры деталей по ширине. Для детей обужение размеров деталей невыгодно подчеркнет еще не совсем сложившуюся фигуру ребенка. В поясных изделиях нежелательно подчеркивать фигуру ниже линии обхвата ягодиц.
При расчете чертежей конструкции трикотажных изделий важную группу исходных данных образуют величины припусков к размерным признакам фигуры, а также к основным участкам чертежа, задаваемые исходя из вида изделия, его назначения, силуэтной формы, покроя, методов обработки и свойств предлагаемых трикотажных полотен. Общая структура используемых припусков аналогична принятой для конструирования изделий из тканей, однако имеются свои особенности, согласованные с растяжимостью трикотажных полотен. Деформационные свойства трикотажа учитываются при определении общего припуска на свободное облегание по линии груди, величина которого в большинстве случаев меньше, чем для изделий из тканей.
Так, согласно рекомендации ВДМТИ , установлены следующие величины общих припусков на свободу облегания, зависящие от направления моды: для джемперов 1,0 – 4,0 см для жакетов 2,0 – 4,0 см для костюмных жакетов 2,0 – 5,0 см для платьев женских 0 – 4,0 см для курток 4,0 – 6,0 см
Следует отметить, что припуск общий (Побщ), предусматриваемый методикой ВДМТИ и закладываемый в расчеты чертежа конструкции включает минимально необходимый (технический), обеспечивающий свободу движений, дыхания, оптимальную воздушную прослойку, регулирующую воздухообмен, а также декоративно-конструктивный, задающий необходимую силуэтную форму. При распределении Побщ по основным участкам конструкции сохраняется общая закономерность, характерная для всех видов плечевой одежды:
к спинке 25 – 30 % к пройме 50 – 55 % к полочке 15 – 20%
При любом из рекомендуемых вариантов распределения припуска Побщ , согласованном с направлением моды, должно соблюдаться одно из условий минимального изменения размеров деталей изделий в носке, которое обеспечивается тем, что сумма величин распределения припуска общего на спинку и пройму не должна быть меньше 70–80 % от всей величины этого припуска.
При разработке чертежа основы конструкции трикотажных изделий дополнительно учитывают припуски на толщину полотна Пт.п и посадку Ппос., необходимый для обеспечения требуемой объемно-пространственной формы.
Припуск на толщину полотна предусматривают в случае конструировании верхних трикотажных изделий из полотен значительной толщины (более 3 мм). Если его не учитывать, то изделие будет заужено, причем заужение в ряде случаев будет компенсироваться выходящим за допускаемые пределы разряжением структуры полотна.
При толщине трикотажного полотна более 3 мм, припуск
Пт.п принимается равным 1,5 см. Распределение Пт.п по основным участкам чертежа, закладываемое в расчетные формулы при определении положения линий базисной сетки, следующее:
на спинку - 0,3 Пт.п на пройму - 0,3 Пт.п на полочку - 0,4 Пт.п
В трикотажных изделиях Ппос предусматривают на различных участках конструкции. Так, в изделиях из трикотажных полотен большой растяжимости вытачки заменяют посадкой материала по плечевым (на спинке), боковым срезам и пройме (на переде). Величина Ппос устанавливается экспериментально в зависимости от конструкции изделия и вида трикотажного полотна. При этом учитываются припуски на огибание выпуклости в области груди и лопаток.
Припуск, учитывающий выступание лопаток, Плш используется при расчете общей ширины базисной сетки. Его величина, согласно рекомендации методики ВДМТИ, принимается равной 1,0 см.
Нетрадиционным видом припуска является припуск на
папоротку (свободное облегание полочки в области проймы), проектируемый при расчете ширины переда по линии груди, величину которого принимают от 0 до 1 см в зависимости от степени растяжимости полотна и силуэтной формы изделия. На величину этого припуска уменьшают раствор нагрудной вытачки на переде (полочке).
III РАЗДЕЛ. ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ И
ПОСТРОЕНИЕ БАЗОВЫХ КОНСТРУКЦИЙ МУЖСКИХ
ТРИКОТАЖНЫХ ИЗДЕЛИЙ
3.1. КОНСТРУИРОВАНИЯ И ПОСТРОЕНИЕ БАЗОВЫХ
КОНСТРУКЦИЙ МУЖСКИХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ
Трикотажные изделия классифицируются по следующим признакам: назначение, сырье, структура, способ изготовления, отделка. По назначению различают бельевой, верхний, чулочно-носочный, перчаточный, платочношарфовый и другие. Трикотажные Бельевые и верхние изделия в основном шьют из трикотажного полотна, остальные изделия, как правило, получают готовыми на машине. Бельевой трикотаж обладает гигроскопичностью, мягкостью, эластичностью, имеет высокую воздухо- и паропроницаемость и т.п. Для его изготовления в основном используются полотна из хлопко-полиэфирной (хлопко-лавсановой) пряжи, а также так называемые платированные полотна, у которых лицевая сторона выработана из шёлковых нитей, а изнаночная - из хлопка. Трикотажные полотна для верхних изделий имеют, как правило, большую, чем бельевые, толщину, характеризуются формоустойчивостью, хорошими теплозащитными свойствами. По сырью: трикотажные изделия изготовляют из натуральных волокон и из смеси различных волокон. По структуре различают трикотаж поперечновязаный (кулирный) и основовязаный, одинарный - однофонтурный и двойной - двухфонтурный. По сравнению с одинарным двойной трикотаж более плотный и тяжёлый, не закручивается с краев и применяется преимущественно для изготовления верхних (иногда бельевых) изделий.
По способу изготовления изделия подразделяют на регулярные), полурегулярные, кроеные и комбинированные. Регулярным изделиям форму придают в процессе вязания. В полурегулярных изделиях детали формируют в процессе вязания частично, окончательно им форму придают в процессе подкроя. Детали кроеных изделий получают при раскрое полотна, а затем их сшивают. В комбинированных изделиях используют вязаные и кроеные детали. По отделке трикотажные изделия могут быть отбеленными, пестровязаными, гладкокрашеными, набивными, со специальными отделками. Трикотажные изделия различают по
половозрастному признаку: мужские, женские и детские.
Трикотажные изделия – это изделия произведенные путем вязания машинным способом (на вязальных станках) или вручную (на спицах). Так же полотно можно получить на ткацких станках путем ткачества, но это совсем другая технология, к трикотажу не имеющая отношения. Таким образом, для трикотажного изделия, сначала вяжется заготовка, а потом она кроится и сшивается. Швейные же изделия изготавливаются путем раскроя рулонов ткани. Трикотажное изделие характеризует большая растяжимость и пластичность, что дает возможность достижение ощущения легкости и комфорта. Трикотажные изделия могут быть изготовлены следующими способами: Цельнокроеные (практически, по швейной технологии)
Частично кроеные (полурегулярные)
Цельно вывязанные (регулярные)
Цельнокроеные трикотажные изделия – полностью кроеные изделия, сделанные из трикотажного рулонного полотна (типа джерси). Такие
изделия не имеют заработанных краев. Все края (рукава, полочки, спинки) подвернуты и прошиты. Обычно, такая технология применяется для недорогих изделий, в массовых производствах и бельевом трикотаже.
Частично кроеные изделия – сделаны из трикотажных «купонов» заданной ширины и длины. Такие изделия имеют заработанный (не подвернутый) край на рукаве, полочке, спинке и сшиваются в местах спряжений спинки с полочкой и рукавом. У частично кроеных изделий большое преимущество в достижении наилучшего прилегания и посадки изделия. Цельновывязанные изделия – изделия вывязываются целиком без швов или отдельные детали вяжутся по контуру, а потом сшиваются цепным стежком. Это метод достаточно новый и наиболее дорогой.
Две последние технологии наиболее применимы в эксклюзивном мелкосерийном производстве, так как дают возможность достичь высокого качества изделия, максимальный ассортимент изделий и быструю сменяемость моделей. «STOFF», в основном, применяет именно такие технологии.
Обратимся к проблемам конструирования и пошива одежды из трикотажа.
Швейно-трикотажная технология представляет собой совокупность операций по раскрою, пошиву и ВТО готовых изделий из полотна, купонов или деталей. Особое место отводится подготовительному производству трикотажных предприятий в форме художественных мастерских (отделов): работе художников, конструкторов, технологов и других специалистов.В настоящее время известны и используются различные методы конструирования трикотажных изделий. Их можно разделить на приближенные и точные методы. Среди приближенных методов широко известны два: муляжный и расчетно-графический; среди точных — аналитический и графический. Муляжный метод применяется для конструирования изделий сложных форм и учитывает пластическую выразительность материала в соответствии с замыслами художникамодельера. Этот метод используется, как правило, для получения одежды новой формы при создании подиумных изделий и эксклюзивных моделей. Метод целесообразно применять для изделий из полотен, близких по свойствам к тканям, когда не требуется учитывать весь комплекс свойств трикотажных полотен.Наибольшее распространение получили расчетно-графические методы конструирования. Расчетнографическая система характеризуется тем, что по заданной модели на основе измерений фигуры и соответствующих припусков строится чертеж изделия. При этом существует значительное число способов (вариантов) построения чертежей. Существующие способы конструирования отличаются друг от друга, главным образом, структурой расчетных формул, способами графических построений и условиями развертывания. Для характеристики тела человека при построении чертежа используют от 2 до 40 измерений. Опыт использования систем кройки показал, что увеличение числа измерений, которые непосредственно характеризуют размеры искомого отрезка конструкции и повышают точность измерения тела человека, способствуют снижению трудоемкости и сложности расчетов, а также улучшению качества посадки изделия на фигуре человека.Кроме того, при построении чертежа конструкции трикотажных изделий учитывают величину условно-остаточной деформации и усадки. Учитывать величину условно-остаточной деформации можно двумя способами. Во-первых, уменьшая проектируемые размеры изделия по ширине на величину условно-остаточной деформации полотна (тогда в процессе эксплуатации изделие примет проектируемые размеры). Вовторых, проектируя величину припуска на свободу движения в зависимости от условно-остаточной деформации (тогда для полотен, обладающих большими величинами условно-остаточных деформаций, нужно предусмотреть большие припуски, чтобы уменьшить деформацию деталей изделия в процессе эксплуатации). Конструирование верхних трикотажных изделий с учетом условно-остаточной деформации полотна позволяет повысить качество изделий, благодаря сохранению или минимальному изменению их размеров и формы в процессе эксплуатации, и более экономно расходовать сырье. Усадку в конструкции кроеного из полотна изделия учитывают двумя способами. При расчете размеров деталей изделий и их отдельных участков по первому способу предусматривают припуск, величина которого соответствует величине усадки полотна.
При втором способе координаты основных ориентирных точек развертки детали в прямоугольной системе координат увеличивают на величину усадки. Точные методы конструирования разделяются на графические и аналитические. Суть графических методов состоит в том, чтобы разбить сложную незакономерную поверхность одежды на участки и подучастки с регулярной или близкой к ней кривизной, которые могут быть развернуты на плоскости. При построении разверток элементарных подучастков используют приемы и методы, известные в начертательной геометрии и черчении. Развертки элементарных подучастков объединяют в участки и детали. Точность развертки возрастает с уменьшением площадей элементарных подучастков. К графическим методам относятся:
метод секущих плоскостей, геодезических линий, метод триангуляции и др.
В основе аналитических методов лежит решение задачи дифференциальной геометрии об одевании поверхности трикотажем, и его способности изменять угол между петельными рядами и столбиками. Для решения задачи необходимо установить радиус сферы развертываемого участка поверхности, задать положение двух пересекающихся ортогональных геодезических линий и точек на них с небольшими интервалами. Аналитические методы конструирования базируются на методе оболочек П. Л. Чебышева.
На основе анализа методов конструирования изделий из трикотажа, разработанных различными авторами и организациями, выявлено, что наибольшее распространение получили расчетно-графические. Именно расчетно-графические методы заложены в основу современных систем автоматизированного проектирования при работе конструктора и раскладчика. Существующие методы конструирования трикотажных изделий отличаются друг от друга, главным образом, структурой расчетных формул, способами графических построений и условиями развертывания объемной формы деталей изделия на плоскость. В основу используемых методов конструирования изделий заложены размерные признаки фигуры человека с учетом размеров и модели готового изделия, припусков на швы, формы и назначения изделия, а также — деформационных свойств трикотажа с определенными технологическими параметрами.Работа дизайнеров и конструкторов трикотажных изделий должна быть подкреплена технологией пошива. Качество пошива изделий рассматривается как совокупность свойств, обусловливающих их пригодность удовлетворять требованиям потребителей в соответствии с их назначением. Эти свойства зависят от многих факторов, тесно связанных между собой, и определяются эстетическими,
эксплуатационными и экономическими показателями.При пошиве
трикотажных изделий используются различные виды ниточных соединений, выполняемых на швейных машинах. Швейные машины, которые применяются для пошива изделий, в зависимости от их назначения, представлены следующими группами: стачивающие, стачивающе-обметочные, плоскошовные, кеттельные и специальные (петельные, пуговичные, закрепочные и другие). Качество пошива изделий из трикотажа во многом зависит от согласованной работы рабочих органов швейной машины, их исправности, правильности регулировки.
Если в традиционных технологиях изготовления трикотажных изделий проблемы конструирования и пошива решаются с помощью имеющихся
методик и на базе опыта специалистов-конструкторов и технологов, то при использовании новых видов текстильного сырья и изготовлении изделий специального назначения требуется уточнение методик на базе учета давления изделия на тело человека и допустимых напряжений в структуре трикотажа. Однако инструментальные методы оценки давления изделия на тело человека отсутствуют, что связано с определением линейных размеров изделий специального назначения, в частности купальных костюмов, изделий для спортсменов и т. д. Существующие методы расчета давления, которое изделие оказывает на тело человека, основаны на учете условно-упругих деформаций при растяжении. Но они не учитывают жесткость текстильного сырья, в частности льняной и льносодержащей пряжи, и остаточных деформаций, влияющих на линейные размеры изделия в процессе его эксплуатации.Качество пошива изделия должно рассматриваться как совокупность свойств, обусловливающих способность удовлетворять требованиям потребителей, то есть быть конкурентоспособным. Одну из основных положительных оценок изделия составляет его комфортность.
3.2. ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ И ПОСТРОЕНИЕ
БАЗОВЫХ КОНСТРУКЦИЙ ЖЕНСКИХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ.
Отличительная особенность трикотажа - эластичность. Ее необходимо учитывать при раскрое. Для того, чтобы определить степень эластичности трикотажа, необходимо выявить степень растяжимости: отступить на расстояние 7 см от среза и сложить ткань поперек. Отмерьте и отметьте на ткани по линии сгиба отрезок длиной 10 см. Потяните его в ширину. Внешний вид петель должен вас устраивать. Малоэластичными считают полотна, процент растяжимости которых меньше 12% (10 см растянулись на 1.2 см) – I группа растяжимости, умеренно эластичными - примерно 30% (10 см растянулись на 3 см) – II группа растяжимости, очень эластичные - 50% и более (10 см растянулись на 5 см) – III группа растяжимости.
Трикотажные полотна III группы растяжимости обладают эластичностью, благодаря чему изделие способно плотно облегать фигуру, поэтому его можно проектировать без верхних и плечевых вытачек. Объёмная форма изделий из трикотажных полотен II группы растяжимости может быть создана за счёт распределения раствора верхней вытачки с последующей посадкой этих участков.
Трикотажные полотна I группы растяжимости представляют собой формоустойчивые полотна с малорастяжимыми переплетениями, конструктивное решение изделий в большинстве случаев аналогично конструктивному решению изделий из тканей.
При разработке конструкции трикотажных изделий необходимо учитывать и специфику технологии их раскроя и изготовления. При раскрое трикотажных полотен I и II групп растяжимости вразворот можно увеличить количество мелких декоративных деталей. При раскрое трубкой трикотажных полотен II и III групп растяжимости желательно применять модели цилиндрической формы без боковых швов.Степень растяжимости трикотажного полотна является определяющим фактором при выборе прибавок на свободное облегание изделия. Величины прибавок обратно пропорциональны степени растяжимости: чем больше степень растяжимости полотна, тем меньше величины прибавок на свободное облегание.В
процессе носки изделий из трикотажных полотен они подвергаются деформациям вследствие такого свойства трикотажа, как растяжимость, которая проявляется в виде изменения петельной структуры вследствие её высокой подвижности.Деформация – это процесс изменения линейных параметров полотна при растяжении его в поперечном или продольном направлении или одновременно в обоих направлениях. Полная деформация растяжения складывается из трёх компонентов: упругой, высокоэластической и пластической. После снятия нагрузки доля исчезающей части деформации растяжения трикотажного полотна, так называемая условно-упругая деформация, для большинства полотен составляет 60 – 90 % полной деформации. Значительная часть высокоэластической и пластической деформаций представляет собой условно-остаточную деформацию, которая проявляется в процессе носки изделия, искажая его форму (таблица 1).Величины остаточной
деформации, в зависимости от группы растяжимости Группа растяжимости Растяжимость по ширине при нагрузке L, %
Условно-остаточная деформация Д, % I 0 – 40 0 -2 II 40 – 100 2.1 – 5
III Более 100 5,1 и выше Высокие показатели восстановления после снятия эластической деформации имеют трикотажные полотна с эластановыми волокнами (типа спандекс), которые находят в настоящее время широкое применение при изготовлении верхних трикотажных изделий, изделий спортивного ассортимента, корсетных и лечебных эластичных изделий. Из-за возникновения в процессе эксплуатации трикотажных изделий условно-остаточной деформации полотна при установлении размеров изделия и его отдельных деталей необходимо проектировать отрицательную величину прибавки По.д.Уменьшение проектируемых размеров изделия по ширине на величину условноостаточной деформации обеспечивает сохранение проектируемых размеров в процессе эксплуатации изделия.
Величина общей прибавки на свободное облегание по линии груди Пг в изделиях из трикотажных полотен определяется как сумма минимально необходимой прибавки П min, которая обеспечивает свободу дыхания и движения, декоративно -конструктивной прибавки Пд.к., необходимой для обеспечения заданной объёмной формы изделия в соответствии с направлением моды, и прибавки на условно-остаточную деформации. По.д.:Пг = Пmin + Пд.к + По.д Ниже приведены ориентировочные значения минимально необходимых прибавок к полуобхвату груди для женского платья в зависимости от группы растяжимости трикотажного полотна.
Группа растяжимости полотна Величина прибавки П min, см
I 2 – 4 II 0
III Отрицательная Величина прибавки По.д равна величине, на которую изменяется размер изделия или детали в результате возникновения условно-остаточной деформации. Например, если трикотажное полотно отгосится к I группе растяжимости, то отрицательная величина прибавки составит около 2% ширины изделия.
Величину прибавки на условно-остаточную деформацию по линии груди определяют по формуле По.д = - (Сг III + Пд.к) Ко.д
Ко.д – коэффициент остаточной деформации: Ко.д = Д/100, где Д – величина остаточной деформации, % В целом характерной особенностью конструирования трикотажных изделий является то, что величина прибавок на свободное облегание в них меньше, чем в изделиях из ткани. Рекомендуемые величины прибавок на свободное облегание для изделий из трикотажных полотен представлены Прибавки на свободное облегание в изделиях из трикотажных полотен в зависимости от группы растяжимости полотна.
для увеличения объема изделия; определение положения углубленной линии проймы реглана в
соответ-ствии с моделью; выбор на линии проймы положения центров (точки А и В), от которых на спинке и переде расходятся нижние участки линии оката и проймы реглана. Ориентировочное положение центров на уровне совмещаемых передних и задних надсечек с возможным их перемещени-ем по линии проймы реглана в зависимости от проектируемой формы рукава, ее наполненности (свободы) в области переднего и заднего сгибов; оформление линии верхних срезов рукава в соответствии с проектируе-мым силуэтом модели в плечевой области. При этом необходимо контро-лировать углы наклона верхних срезов рукава, длину и конфигурацию верхних и нижних срезов рукава.
проектируют зазор равный удвоенному значению припуска на шов втачи-вания ластовицы (1,0 – 1,5 см). Аналогично проектируют зазор между линиями подрезов на спинке в точке 2. Отсекаемые отрезки на участке рукава пристраи-вают к ластовице .
изделия (изделий), чертежей шаблонов деталей верха, подкладки, прокладок, вспомогательных шаблонов; чертежа раскладки лекал на изделие (изделия), градации шаблонов.
Работа над проектом выполняется в соответствии с методическими указаниями по курсовому проектированию.
Объем пояснительной записки и графической части соответствует положению о курсовом проектировании.
Тело человека. Общие понятия
Фигура человека – внешнее очертание тела человека.
Типовая фигура – фигура, основные размерные характеристики которой устанавливаются стандартом, на которую изготовляется одежда массового производства, пригодная для определенной группы фигур населения.
Размерный признак – размер участка тела между антропометрическими точками.
Размерная типология – унифицированная система типовых фигур мужчин, женщин и детей, обеспечивающая наибольшую удовлетворенность населения одеждой массового производства при заданном числе типов.
Пропорции тела – определенное соотношение отдельных частей тела между собой, в основном конечности и туловища.
Осанка тела – конфигурация тела человека при естественном вертикальном положении, характеризуется, различными изгибами позвоночника в области шеи и талии, положением рук по отношению к телу и высотой плеч.
Антропометрические точки – четко выраженные и легко фиксируемые на теле образования скелета: шероховатости, бугры, отростки костей, границы мягких тканей на теле.
2. Одежда. Общие понятия
Одежда – изделие или совокупность изделий покрывающих (частично или полностью) тело человека для обеспечения его существования и жизнедеятельности, взаимосвязи с окружающей социальной и физической средой.
Одежда массового производства – одежда, изготавливаемая в условиях массового промышленного производства на стандартные типовые фигуры.
Одежда по индивидуальным заказам – одежда, изготовляемая по измерениям фигуры заказчика с индивидуальным раскроем.
Одежда распашная – вид одежды с разрезом переда или спинки сверху донизу, с застежкой или без нее.
Одежда нераспашная – вид одежды надеваемой через голову без разреза переда или спинки сверху донизу.
Плечевая одежда – одежда опирающаяся на плечевой пояс.
Поясная одежда – одежда покрывающая нижнюю часть туловища и ноги частично или полностью, опирающаяся на тазобедренный пояс.
3. Детали одежды. Общие понятия
Деталь швейного изделия – часть швейного изделия, цельная или составная.
Перед – передняя деталь швейного изделия цельновыкроенная или состоящая из частей.
Уступ лацкана – участок борта от точки уступа (начало воротника) до края борта.
Спинка – задняя деталь швейного изделия цельновыкроенная или состоящая из частей.
Пройма – вырез для руки на выкройках полочки и спинки.
Рукав – деталь или узел швейного изделия покрывающая руку.
Примечание: рукав может быть различной длины, однотонный, двухшовный или трехшовный, втачной, цельнокроенный со спинкой, передом, кокеткой, состоящей из верхней, нижней, задней и (или) передней части.
Воротник – деталь или узел швейного изделия для обработки и оформления выреза горловины.
Роскеп – линия шва стачивания воротника с подбортом от плечевого шва до точки уступа.
Точка уступа – точка начала втачивания воротника в горловину.
Примечание: воротник может состоять из верхнего и нижнего воротника.
Половина брюк – деталь швейного изделия, левая и правая, покрывающая нижнюю часть туловища и ногу.
Примечание: половина брюк может состоять из передней и задней частей.
Полотнище юбки – деталь швейного изделия, передняя и (или) задняя, покрывающая часть туловища и ног.
Плечевая накладка – накладка для придания формы плечевой части швейного изделия.
Деталь верха –неделимая или сборная деталь изделия из основного (покровного) материала.
Деталь подкладки – часть изделия (неделимая или сборная из подкладочного материала), прикрепленная к внутренней стороне изделия и предназначенная для оформления изделия с изнаночной стороны (для скрытия швов, срезов, сохранения формы, упрочения, утепления и удобства эксплуатации).
Деталь прокладки – часть изделия (неделимая или сборная) из специального материала, служащая для придания устойчивой формы или утепления, расположенная между деталями верха и подкладки.
Драпировка – это создание нужной формы участка изделия группой мягких складок.
Рельефы – это резные линии, которые делят основную выкройку на части и с помощью которых создается форма изделия, облегающая фигуру.
Хлястик – декоративная деталь, применяющаяся вместо пояса на спинке изделия для придания ему большей приталенности.
Шлевка – деталь в форме узкой полоски, применяется для поддержания пояса, погонов, пат, хлястика.
Борт – отлетная часть полочки, обработанная для застежки.
Вытачка – стачной участок ткани в изделии, служащий для создания объемной формы детали.
Горловина – вырез для шеи на выкройке полочки и спинки.
Клапан – декоративная деталь, оформляющая верхнюю часть разреза кармана.
Кокетка – верхняя, отрезная часть деталей изделия, полочки, спинки, юбки, брюк).
Ластовица – притачная или цельнокроеная с рукавами деталь на низу проймы, обеспечивающая удобство в движении.
Лиф – верхняя часть женской плечевой одежды.
Обтачка – деталь для обработки выреза, разреза, выкроенная по форме обрабатываемого участка.
Окат – верхняя часть рукава, ограниченная лекальной линией.
Отлет – обработанный край детали: воротника, манжеты, волана и т.п. Паты – декоративные детали на рукавах, карманах в виде полосок разной формы.
Погоны – декоративные детали в виде полос, располагаемых на плече или верхней части рукава.
Подборт – деталь изделия из основной ткани, предназначенная для обработки борта и выкроенная по его форме.
4. Проектирование; конструирование одежды. Общие понятия
Проектирование одежды – построение формы модели, разработка проекта конструкции одежды, включает описание, расчеты, чертежи разверток деталей одежды с учетом свойств ткани, технологии и оборудования, построение и градация лекал экспериментального образца и опытной партии.
Конструирование одежды – построение модели, создание конструкции, расчет и построение чертежей разверток деталей одежды, разработка технической документации на изготовление.
Процесс конструирования – последовательный порядок работ в ходе создания конструкции одежды.
Система конструирования одежды – совокупность приемов, подчиненных общему основному принципу, является научной основой конструирования одежды.
Методика конструирования одежды – совокупность методов, приемов практического построения чертежей разверток деталей одежды, разработанных по определенному принципу.
Конструкция одежды – совокупность взаимосвязанных деталей одежды, способы их соединения с целью получения определенной формы одежды.
Основа конструкции одежды – общая, универсальная, исходная база для построения конструкций одежды различного ассортимента, единая для мужчин, женщин и детей, включает систему основных конструктивных отрезков и графическое изображение основных деталей с оформлением горловины, нижней части проймы, вытачек на лопатки, грудь, живот, устанавливает взаимосвязь размерных признаков с конструктивными отрезками, соответствует оболочке с минимальными прибавками.
Базовая конструкция одежды – изображение основных деталей определенного вида и силуэта одежды с учетом прибавок на свободу, толщину пакета материалов и технологических припусков на влажно-тепловую обработку и термодублирование, служит для разработки модельных конструкций с одинаковыми признаками и определения величин градации.
Посадка изделия – положение одежды на фигуре человека, характеризуется взаимным соответствием размеров и форм тела человека и одежды.
Баланс изделия – критерий посадки, характеризуется равновесием передних и задних частей изделия на фигуре (переднезадний баланс) и центральных и боковых частей (боковой баланс).
Баланс плечевых изделий – критерий посадки, характеризуется взаимным положением высших точек горловины переда и спинки в горизонтальном и вертикальном направлениях.
Баланс поясных изделии – критерий посадки, характеризуется разностью между длинами средних линий задней и передней частей поясных изделий от талии до бедер, обеспечивает равновесное положение изделия на фигуре.
Классификация деталей – распределение деталей по группам на основе родства по определенным признакам.
Типизация деталей – сведение большого количества разнообразных деталей к определенному числу типов, которые обеспечивают нужды соответствующей области.
Унификация деталей – приведение размеров, типов, форм деталей одного функционального назначения к оптимальному единообразию.
Конструктивные линии – линии, создающие основную форму деталей, и линии соединяющие составные детали одежды: боковые, передние, талиевые, плечевые швы, швы соединяющие стыки, рукава, вытачки.
Декоративные линии – это линии, существующие исключительно для декоративных целей. К декоративным относятся линии различных отделок: защипы, складки, сборки, вышивки, отделочные швы.
Моделирование – это изменение линий основной конструкции в соответствии с выбранной моделью.
5. Прибавки, припуски
Напуск – это дополнительная прибавка на образование свободного объёма изделия над швом соединения двух деталей.
Прибавка конструктивная – составная часть конструктивного отрезка, которая увеличивает или уменьшает размерный признак с учетом физиологогигиенических требований, толщины пакета, свободы в зависимости от назначения одежды, модного направления, силуэта, влияет на размеры готового изделия,
Прибавка на свободу – величина прибавки, учитывающая физиологогигиенические требования, воздушные прослойки, зависящие от назначения одежды, динамики, моды, силуэта.
Прибавка физиолого-гигиеническая – величина прибавки, учитывающая дыхание, кровообращение, пищеварение, терморегулирование, газообмен И служащая для создания микроклимата и комфортных условий для организма.
Прибавка на динамику – величина прибавки, учитывающая изменения размеров тела при движении.
Прибавка на толщину пакета материала – величина прибавки, учитывающая толщину всех слоев материалов под проектируемой одеждой, которая распределяется на внутренний пакет (находящийся под проектируемой одеждой) и внешний (собственный пакет проектируемой одежды).
Припуск – это прибавка на образование шва.
Припуск технологический – составная часть конструктивного отрезка, учитывающая способ и конструкцию соединения деталей, влажно-тепловую обработку, свойства материалов, не влияет на размеры готового изделия.
Припуск на усадку при влажно-тепловой обработке – величина припуска, учитывающая изменение конструктивных отрезков в зависимости от усадки материала при влажно-тепловой обработке.
Срезы – контуры выкроенных деталей.
6. Конструкторская документация. Общие понятия
Линии конструктивные – линии построения чертежа конструкции одежды.
Техническое задание – документ устанавливает основное назначение и показатели качества изделия, технико-экономические и специальные требования, предъявляемые к разрабатываемому изделию, объему, стадиям разработки и составу конструкторской документации.
Чертеж основы конструкции одежды – изображение совокупности основных деталей одежды для верхней и нижней частей тела, устанавливает взаимосвязь, размерных признаков и необходимых прибавок с конструктивными отрезками, не учитывает влияния динамики, материалов, технологии, моды.
Чертеж базовой конструкции одежды – изображение основных деталей определенного вида и силуэта одежды на установленную типовую фигуру с учетом прибавок на свободу, толщину пакета материалов и технологических припусков на влажно-тепловую обработку и термодублирование, на основе которой разрабатываются модельные конструкции с одинаковыми признаками.
Теоретические основы конструирования одежды 1 Разработка доклада по теме «Стиль в одежде».
2 Подготовка сообщения по теме «Методы конструирования одежды».
3 Измерение тела человека (во внеаудиторное время).
Проектирование базовых конструкций женской одежды 1 Выполнение макетов модельных конструкций юбок.
2 Выполнение макетов плечевых изделий с втачным рукавом.
3 Разработка доклада по теме «Классификация юбок и брюк ». Проектирование базовых конструкций и исходных модельных
конструкций плечевых изделий
1 Подготовка сообщения по теме «Разновидности втачных рукавов».
2 Разработка доклада по теме «Классификация воротников».
Построение шаблонов (лекал) деталей одежды массового производства 1 Разработка доклада по теме «Методы проверки чертежей конструкции» Проектирование исходных модельных конструкций плечевых изделий
разных покроев
1 Подготовка реферата по теме: «Виды и способы построения чертежей конструкций изделий с рукавами покроя реглан».
2 Подготовка реферата по теме: «Виды и способы построения чертежей конструкций изделий с цельнокроеными рукавами».
3 Выполнение макета изделия с рукавами покроя реглан.
4 Выполнение макета изделия с цельнокроеными рукавами.
Техническое моделирование одежды 1 Обзор перспективной моды по журналам мод и каталогам.
2 Изготовление макетов разработанных модельных конструкций. 3 Разработка реферата по теме: " Вытачка - конструктивный элемент одежды".
Изготовление одежды по индивидуальным заказам 1 Разработка доклада по теме «Виды раскладок».
2 Разработка доклада по теме «Классификация дефектов».
Проектирование одежды для детей
1 Разработка доклада по теме «Возрастная классификация и характеристика детской одежды».
2 Изготовление макетов детских изделий.
Проектирование мужской одежды
1 Подготовка реферата по теме: «Мужской пиджак. История развития». 2 Подготовка реферата по теме: «Моделирование мужских изделий различных покроев».
Система градации шаблонов деталей одежды
1 Подготовка реферата по теме: «Оценка качества швейного изделия».
Вопросы к итоговой по дисциплине «Конструирование одежды»
1. Особенности конструкций изделий с рубашечными рукавами.
2. Проектирование исходных модельных конструкций одежды с рукавами реглан с углубленной проймой.
3. Построение конструкции женского платья. Расположение вертикальных, горизонтальных линий, их роль в формообразовании.
4. Построение модельной конструкции изделия с цельнокроеными рукавами.
5. Построение модельной конструкции изделия с рукавом реглан.
6. Построение базовой конструкции жакета с двубортной застёжкой.
Расчет и построение карманов.
7. Расчет и построение чертежей конструкций воротников цельнокроеных разных форм.
8. Расчет и построение боковых линий в изделиях прилегающего и полуприлегающего силуэтов.
9. Расчет и построение чертежей конструкции воротников на углубленную горловину.
10. Построение базовой конструкции жакета. Построение фалд, складок, сборок на деталях одежды.
11. Особенности конструкций изделий с рубашечными рукавами. Построение втачного рубашечного воротника.
12. Построение модельной конструкции женского костюма. Построение конструкций воротников, застёжек, карманов. Построение рукава.
13. Построение модельной конструкции женского костюма. Построение рукава. Построение воротников, застёжек, карманов.
14. Построение конструкций женской блузки. Построение рукава.
Построение конструкций застёжек, карманов.
15. Построение модельной конструкции изделия с рукавом реглан.
16. Построение исходных модельных конструкций одежды с рукавами реглан с углубленной проймой.
17. Построение конструкции женского платья. Расположение вертикальных, горизонтальных линий, их роль в формообразовании.
18. Построение модельной конструкции изделия с рукавом реглан.
19. Особенности конструкций изделий с рубашечными рукавами. Построение застёжек.
20. Расчёт и построение боковых линий в изделиях прямого силуэтов.
Построение карманов.
21. Особенности конструкций изделий с рубашечными рукавами объёмной формы.
22. Построение конструкции женского платья прилегающего силуэта.
23. Особенности проектирования исходных модельных конструкций одежды с рукавами реглан различных вариантов.
24. Построение модельной конструкции изделия с цельнокроеными рукавами и ластовицей.
25. Построение модельной конструкции изделия с цельнокроеными рукавами и ромбовидной ластовицей.
26. Построение конструкции женской блузки. Построение рукава.
Построение конструкций застёжек карманов.
27. Построение модельной конструкции изделия с рукавом реглан- погон.
28. Особенности построения конструкции изделия с цельнокроеными рукавами.
29. Построение чертежа одношовного втачного рукава с локтевой вытачкой.
30. Построение чертежа конструкции втачного двухшовного рукава с передним и локтевым швами для женской плечевой одежды.
31. Построение чертежа конструкции отложного воротника для женского плечевого изделия с лацканами.
32. Построение базовой и модельной конструкции мужского пиджака с бочком. Расчёт и построение карманов.
33. Построение чертежа исходной модельной конструкции мужских брюк.
34. Особенности конструкции мужского пальто прилегающего силуэта.
Расчёт и построение карманов.
35. Построение чертежа исходной модельной конструкции мужских брюк.
Расчёт карманов.
36. Построение чертежей базовой и исходной модельной конструкции жилета. Расчёт и построение карманов.
37. Построение чертежа модельной конструкции мужских брюк.
38. Построение базовой и исходной модельной конструкции мужского пиджака.
39. Построение основных, вспомогательных и производных шаблонов деталей мужских плечевых изделий.
40. Особенности конструкции мужского пальто прямого силуэта. Построение конструкций застёжек, карманов.
41. Построение нижнего воротника мужского пиджака.
42. Построение базовой конструкции мужского пиджака. Построение карманов.
43. Особенности построения чертежа базовой конструкции плечевого изделия с рукавами рубашечного покроя и овальной проймой.
44. Особенности конструкции мужского пальто прилегающего силуэта.
Построение конструкций застежек, карманов.
45. Особенности конструкции мужского пиджака. Построение рукава.
46. Построение базовой и исходной модельной конструкции мужского пиджака. Построение застежек, карманов.
47. Построение модельной конструкции мужского пиджака с отрезным бочком с втачным рукавом.
48. Особенности базовой конструкции мужского пальто прилегающего силуэта.
49.Построение чертежей базовой конструкции и исходной модельной конструкции мужских брюк. Расчет карманов.
50.Построение исходной модельной конструкции жилета.
51.Особенности построения модельной конструкции пальто полуприлегающего силуэта. Расчет и построение вытачек.
52.Особенности построения базовой конструкции мужского пиджака.
Построение и расчет воротника.
53.Особенности конструкции мужского жилета. Построение конструкции застёжек, карманов.
54.Построение чертежа модельной конструкции жилета. Построение карманов.
55. Построение чертежа базовой конструкции мужских брюк. Расчет вытачек, складок.
56. Особенности построения конструкции мужского пиджака полуприлегающего силуэта. Построение отложного воротника.
57. Построение базовой конструкции мужского жилета. Расчет и построение линии борта.
58. Построение чертежа модельной конструкции мужских брюк расширенных к низу.
59. Особенности построения мужской сорочки. Расчет и построение рубашечного рукава.
60. Построение чертежа основы конструкции плечевого изделия с втачным рукавом для мальчиков на примере демисезонного пальто.
61. Построение чертежа основы втачного рукава и его преобразование в двухшовный и трехшовный рукав.
62. Построение чертежей капюшонов.
63. Построение базовой конструкции детских брюк.
64. Построение чертежа исходной модельной конструкции платья для девочки.
65. Построение базовой конструкции сорочки для мальчика.
66. Построение базовой конструкции пальто для девочки.
67. Построение базовой конструкции брюк для мальчиков.
68. Построение базовой конструкции пальто прямого силуэта для девочки.
69. Построение базовой конструкции пальто для мальчика.
70. Построение базовой конструкции пальто для девочки. Расположение вертикальных, горизонтальных линий, их роль в формообразовании.
71. Построение базовой конструкции детских брюк для девочки.
72. Построение базовой конструкции пальто для мальчика. Построение рукава.
73. Построение модельной конструкции детских брюк.
74. Построение модельной конструкции пальто для девочки. Построение рукава.
75. Построение базовой конструкции детских брюк.
76. Построение базовой конструкции сорочки для мальчика.
77. Построение модельной конструкции брюк для мальчика.
78. Построение исходной модельной конструкции пальто для девочки. Расположение вертикальных, горизонтальных линий, их роль в формообразовании.
79. Построение базовой конструкции платья для девочки.
80. Построение модельной конструкции детских брюк, расширенных к низу.
81. Построение модельной конструкции сорочки для мальчика. Построение рукава.
82. Построение исходной модельной конструкции пальто для девочки прямого силуэта.
83. Построение базовой конструкции пальто для девочки. Построение застежек, карманов.
84. Построение базовой конструкции детских брюк для девочки расширенных к низу.
85. Построение модельной конструкции платья для девочки. Расположение вертикальных, горизонтальных линий, их роль в формообразовании.
Построение рукава.
86. Построение базовой конструкции пальто для девочки. Построение кокеток.
87. Построение исходной модельной конструкции куртки для мальчика.
Построение капюшонов.
88. Построение базовой конструкции платья для девочки ясельной группы.
89. Построение модельной конструкции спортивного костюма для мальчика.
90. Построение модельной конструкции пальто для девочки трапециевидного силуэта.
1. Бланк А.Ф., Фомина З.М. Моделирование и конструирование женской одежды. – М.: Легпромбыт-издат, 1995.
2. Братчик И.М. Конструирование женской верхней одежды сложных форм и покроев. – М.: Легкая индустрия, 1980.
3. Ерзенкова Н.В. Искусство красиво одеваться. – Рига: ИМПАКТ, 1992.
4. Назарова А.И., Куликова И.А., Савостицкий А.В. Технология швейных изделий по индивидуальным заказам. – М.: Легпромбытиздат, 1986.
5. Рослякова Т.А. Крою и шью. – СПб.: Питер, 2005.
6. Типовые фигуры женщин. Размерные признаки для проектирования одежды. ГОСТ 17522-72.
7. Типовые фигуры мужчин. Размерные признаки для проектирования одежды. ГОСТ 17521-72.
8. Фигуры девочек типовые. Размерные признаки для проектирования одежды. ГОСТ 17916-86.
9 . Фигуры мальчиков типовые. Размерные признаки для проектирования одежды. ГОСТ 17917-86.
10. Амирова Э.К., Сакулина О.Б., Сакулин Б.С., Труханова А.Т. Конструирование одежды. М.,2001
11. Куренова С.В., Савельева Н.Ю. Конструирование одежды. Ростов - на Дону, 2003
12. Мартынова А.И. Андреева Е.Г. Конструктивное моделирование одежды. М., 1999
13. Сакулин Б.С,Амирова Э.К., Сакулина О.Б., Труханова А.Т. Конструирование Мужской и женской одежды. М., 1999
14. Сунцова Т.А. Легкая женская одежда. Конструирование и
моделирование одежды Ростов – на - Дону, 2001
15. Единая методика конструирования одежды СЭВ (ЕМКО СЭВ).
Теоретические основы. Т. 1. — М.: ЦНИИТЭИлегпром, 1988.- 226 с.
16. Единая методика конструирования одежды СЭВ (ЕМКО СЭВ). Базовые конструкции мужской одежды. Т. 3. — М.: ЦНИИТЭИлегпром, 1988. — 133 с.
17. Бескоровайная Г.П. Конструирование одежды для индивидуального потребителя [Текст] /Г.П. Бескоровайная. — М.: Академия, 2004. — 120 с.
18. Ермилова В.В. Моделирование и художественное оформление одежды [Текст] / В. В. Ермилова, Д.Ю. Ермилова. — М.: Академия, 2001. — 184 с.
19. Коблякова Е.Б. Основы проектирования рациональных размеров и формы одежды [Текст] / Е.Б. Коблякова. — М.: Легкая и пищевая промышленность, 1984. — 208 с.
20. Конструирование одежды с элементами САПР [Текст]: учебник для вузов / Е.Б. Коблякова [и др.]. — М.: Легпромбыти-здат, 1988. — 464 с.
21. Куренова С.В. Конструирование одежды [Текст]: учеб, пособие / С.В.
Куренова, Н.Ю. Савельева. — Ростов н/Д: Феникс, 2003. - 480 с.
22. Конструирование изделий из кожи [Текст] / Ю.П. Зыбин [и др.]. — М.: Легкая и пищевая промышленность, 1982. — 264 с.
23. Ключникова В.М. Практикум по конструированию изделий из кожи [Текст] / В.М. Ключникова, Т.С. Кочеткова, А.Н. Калита. — М.: Легпромбытиздат, 1985. — 336 с.
24. Козлова В.Л. Справочник обувщика [Текст] / В.А. Козлова. — Ростов н/Д: Феникс, 2003. — 254 с.
25. Лиокумович В.Х. Конструирование обуви [Текст]: учебник /
В.Х. Лиокумович. — М.: Легкая и пищевая промышленность, 1981. - 176 с.
26. Медведева Т.В. Художественное конструирование одежды [Текст]: учеб, пособие /Т.В. Медведева. — М.: ИНФРА-М, 2005. — 480 с.
27. Новое в конструировании обуви [Текст]: учеб, пособие / B. А. Фукин [и др.]. — М.: МГУДТ, 2003. — 31 с.
28. Основы конструирования одежды [Текст]: учебник/Е.Б. Ко-блякова [и др.]. — М.: Легкая индустрия, 1980. — 448 с.
29. Основы теории проектирования костюма [Текст]: учебник для вузов / под ред. Т.В. Козловой. — М.: Легпромбытиздат, 1988. - 352 с.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
I РАЗДЕЛ. КОНСТРУИРОВАНИЕ И МОДЕЛИРОВАНИЕ
1.1. Изменение конструкции и конструктивное моделирование рукава
1.2. Разработка конструктивного и технологического процесса.
конструирование одежды с применением единого метода ЕСКД
1.3. Удобства и экономичность технологической обработки конструкции 1.4. Экономичность проектируемых моделей одежды
II РАЗДЕЛ. ПРОЕКТИРОВАНИЕ НОВОЙ МОДЕЛИ ОДЕЖДЫ В
ПРОМЫШЛЕННОСТИ
2.1. Общая структура художественно-конструкторского бюро предприятия 2.2. Теоретическая основа процесса размножения лекал (градация лекал), принципы размножения лекал
2.3. Особенности конструирования трикотажных изделий
2.4. Выбор конструктивных припусков с учётом
III РАЗДЕЛ. ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ И ПОСТРОЕНИЕ БАЗОВЫХ КОНСТРУКЦИЙ МУЖСКИХ ИЗДЕЛИЙ
3.1. Конструирования и построение базовых конструкций мужских трикотажных изделий
3.2. Особенности конструирования и построение базовых конструкций женских трикотажных изделий
Глоссарий
Список литературы
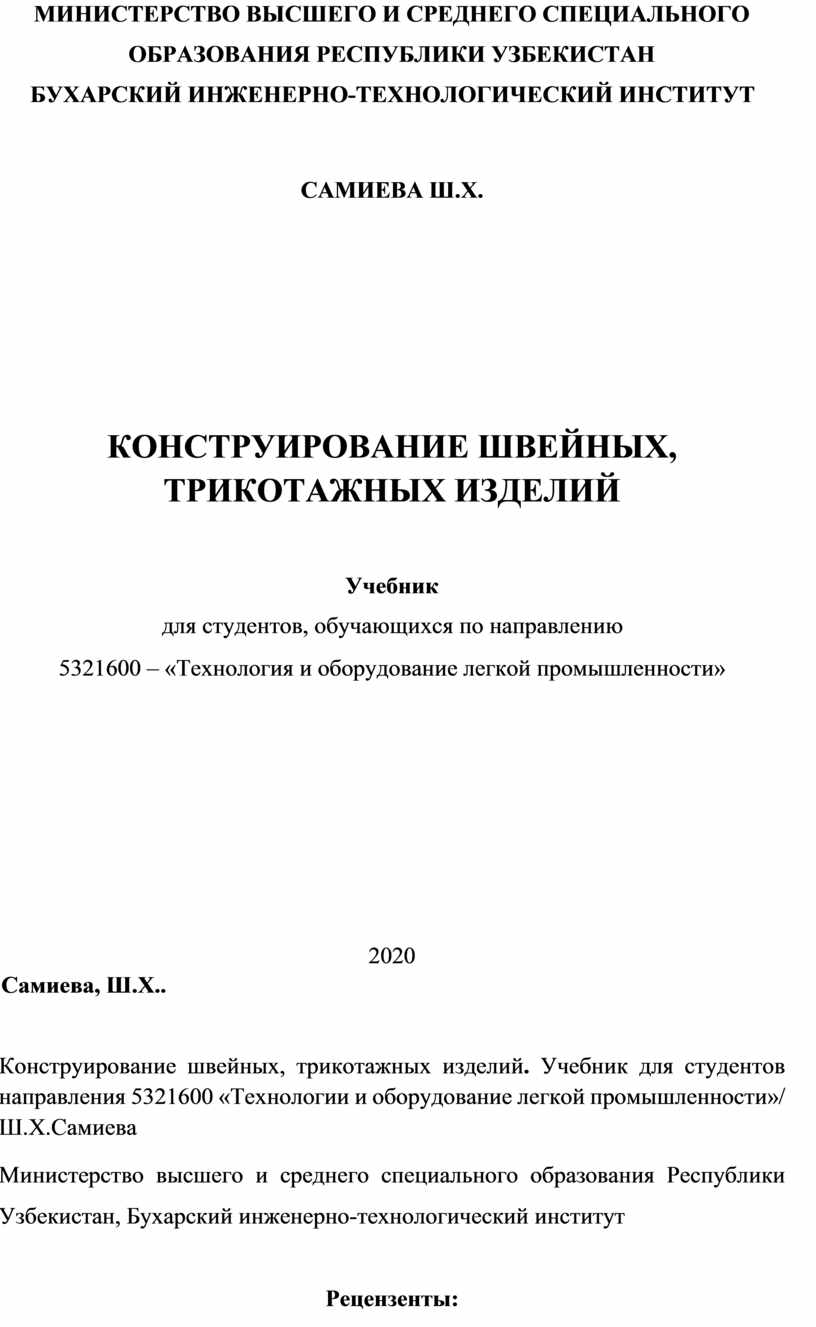
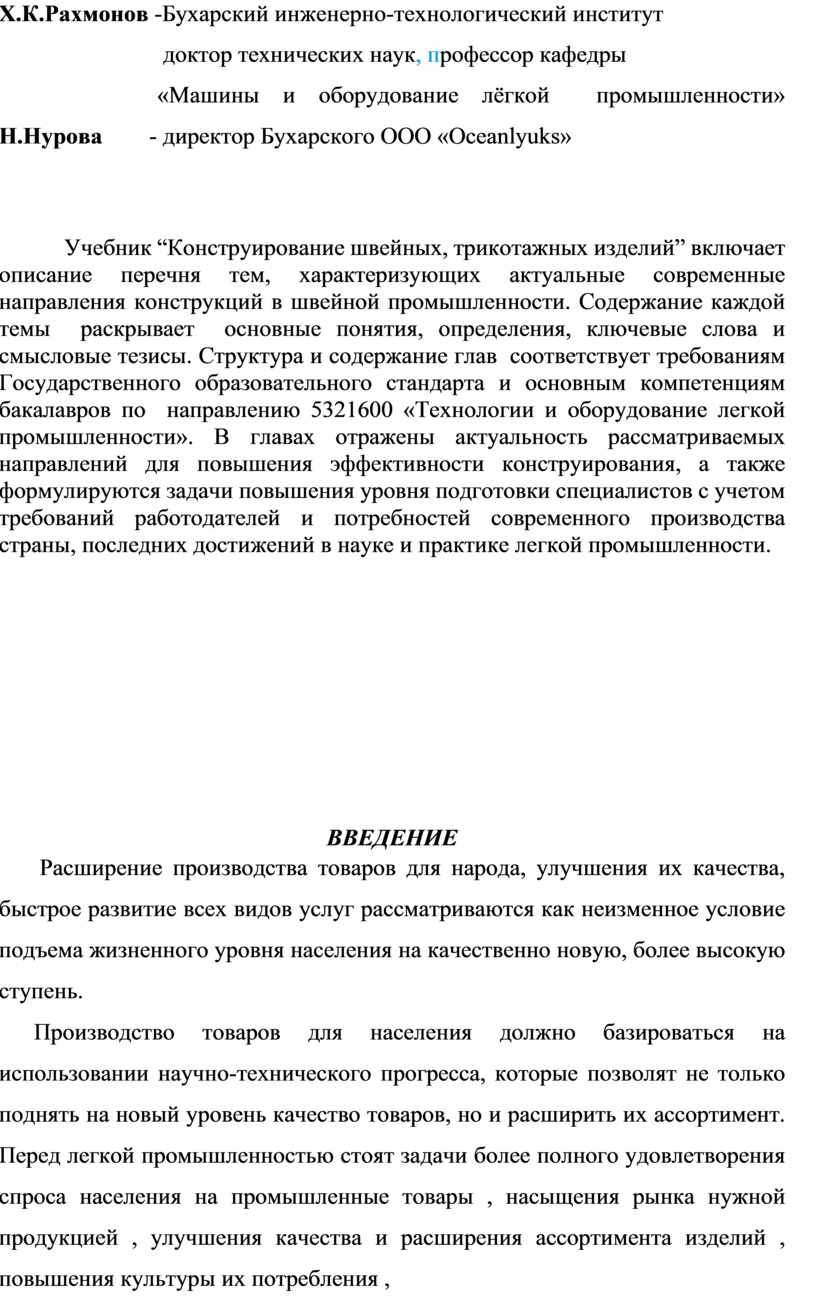
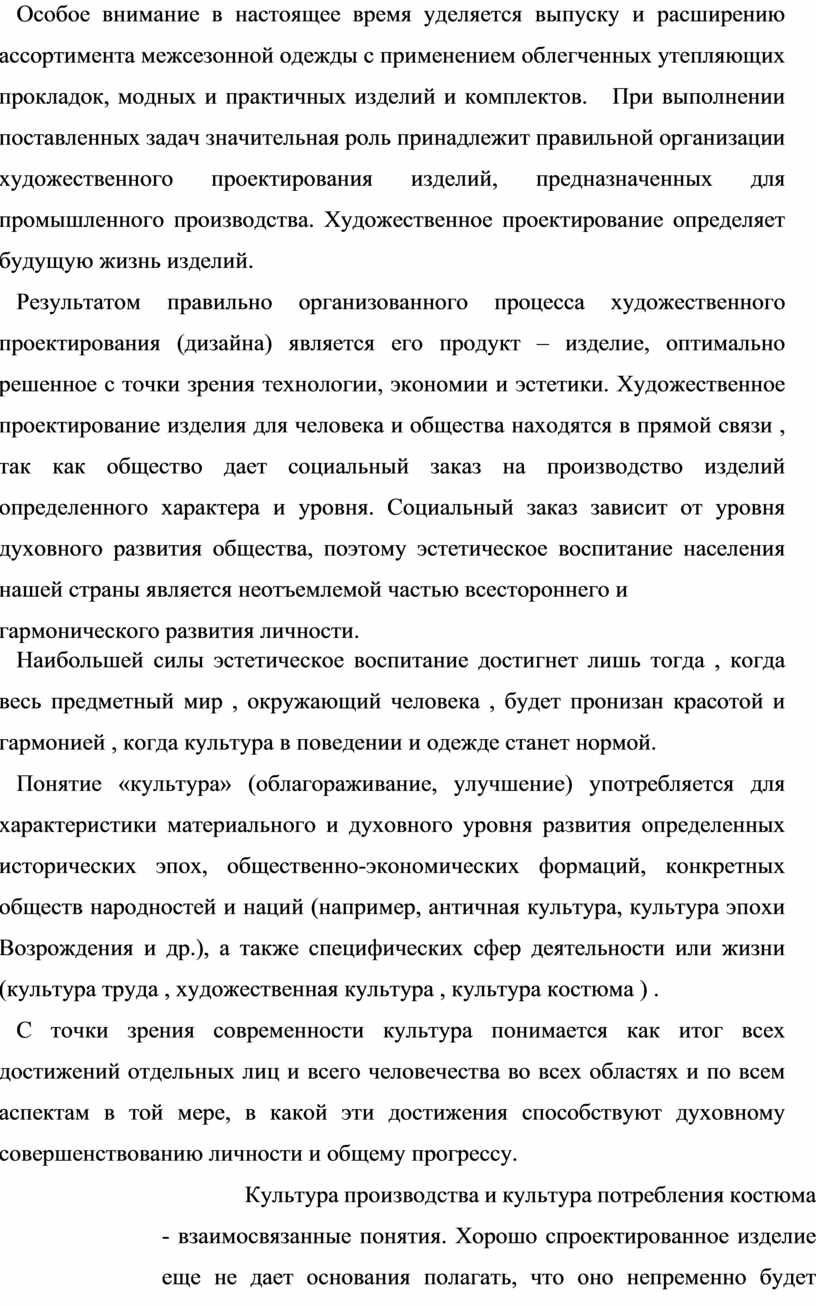
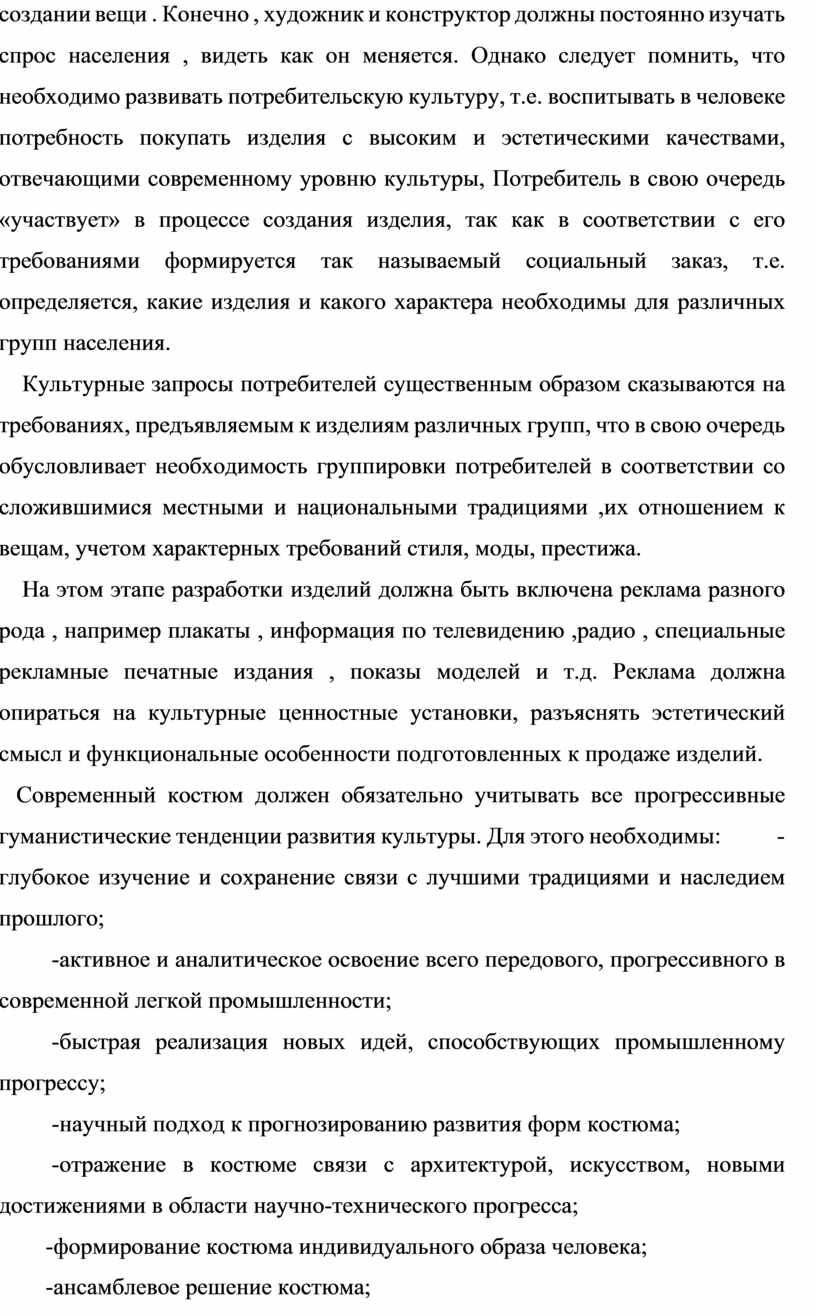
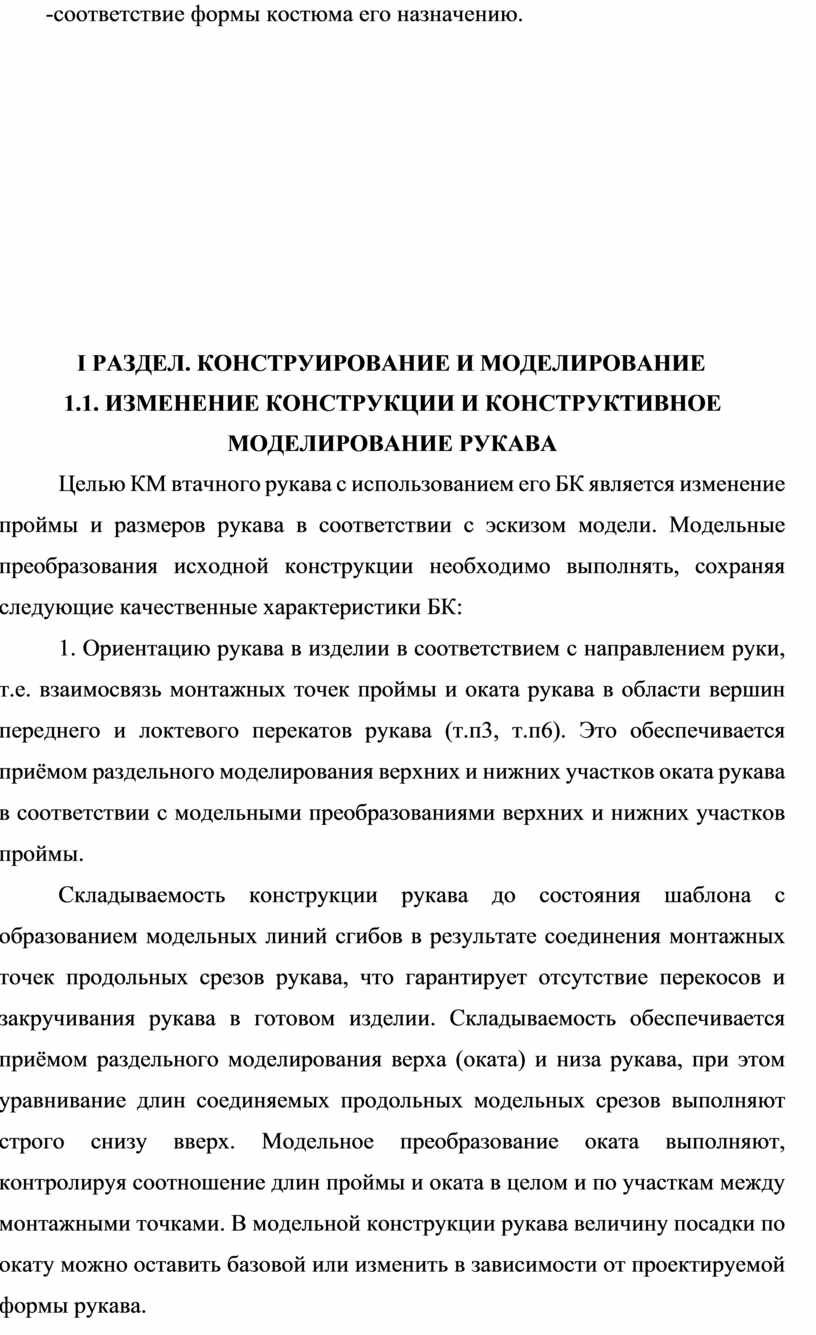
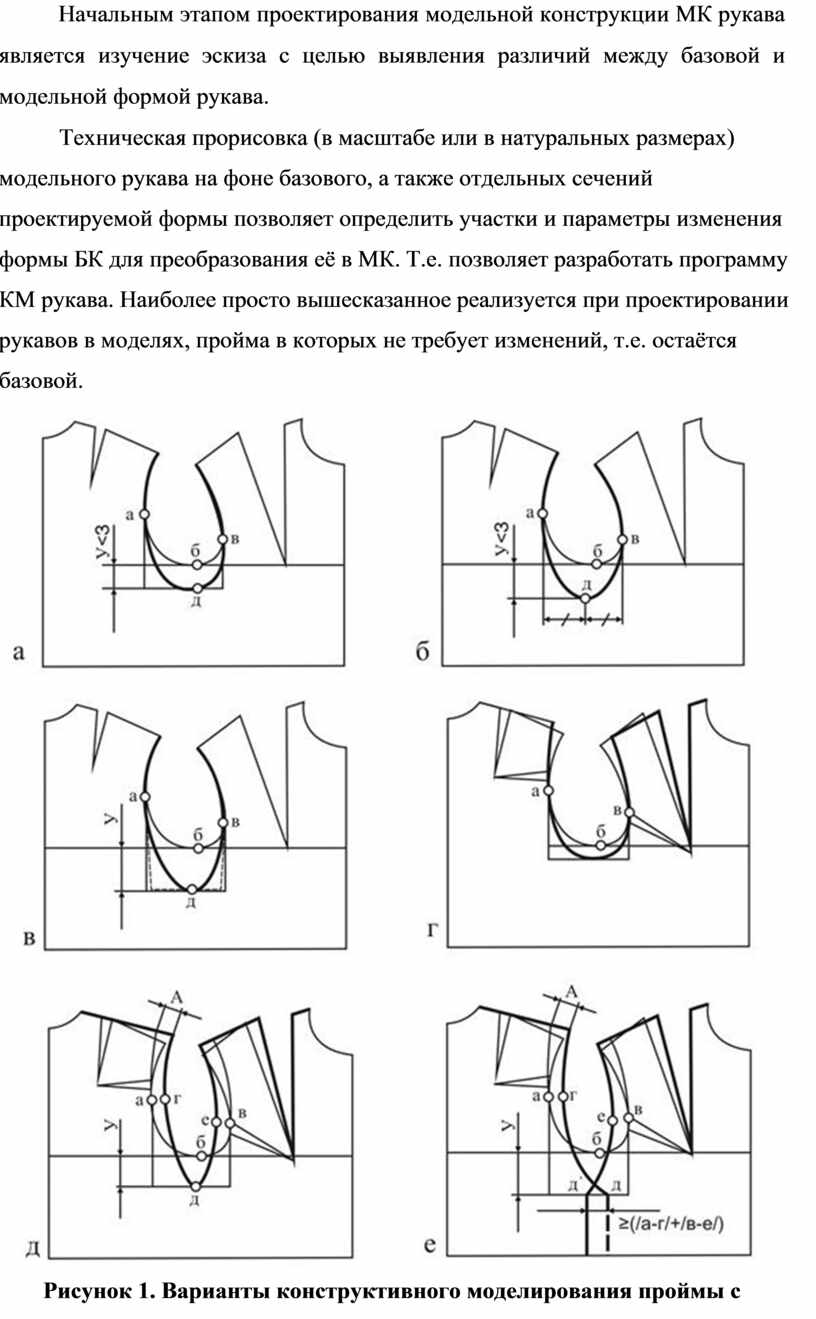
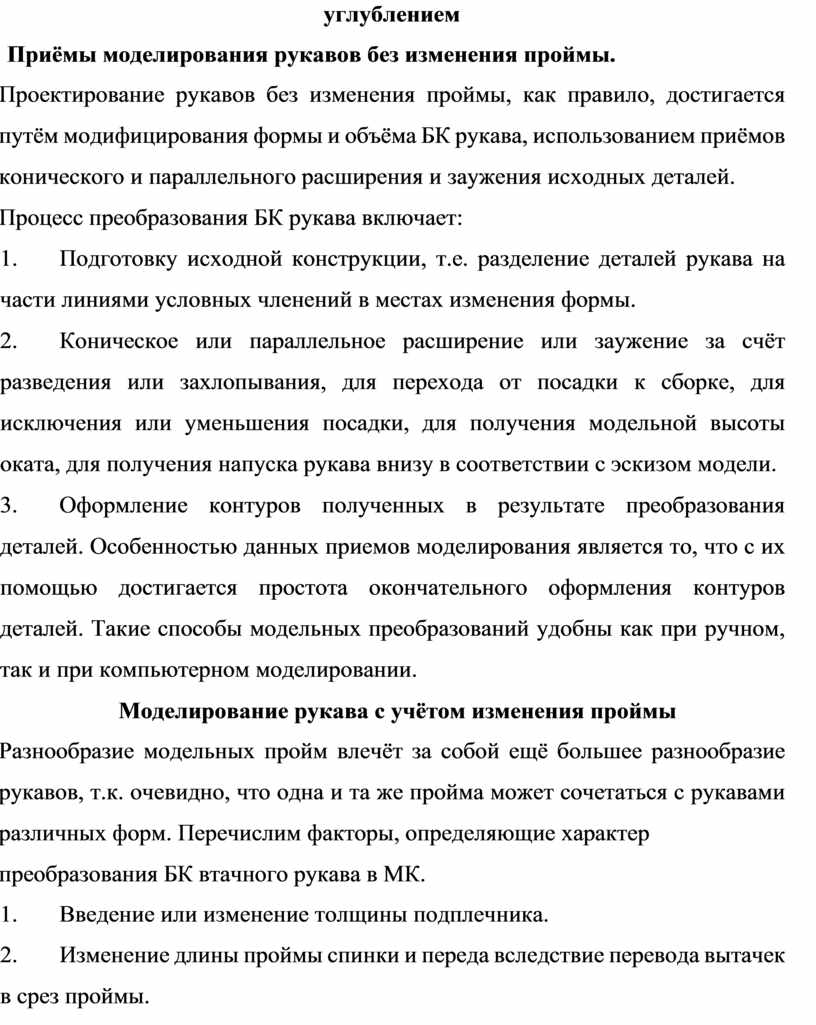

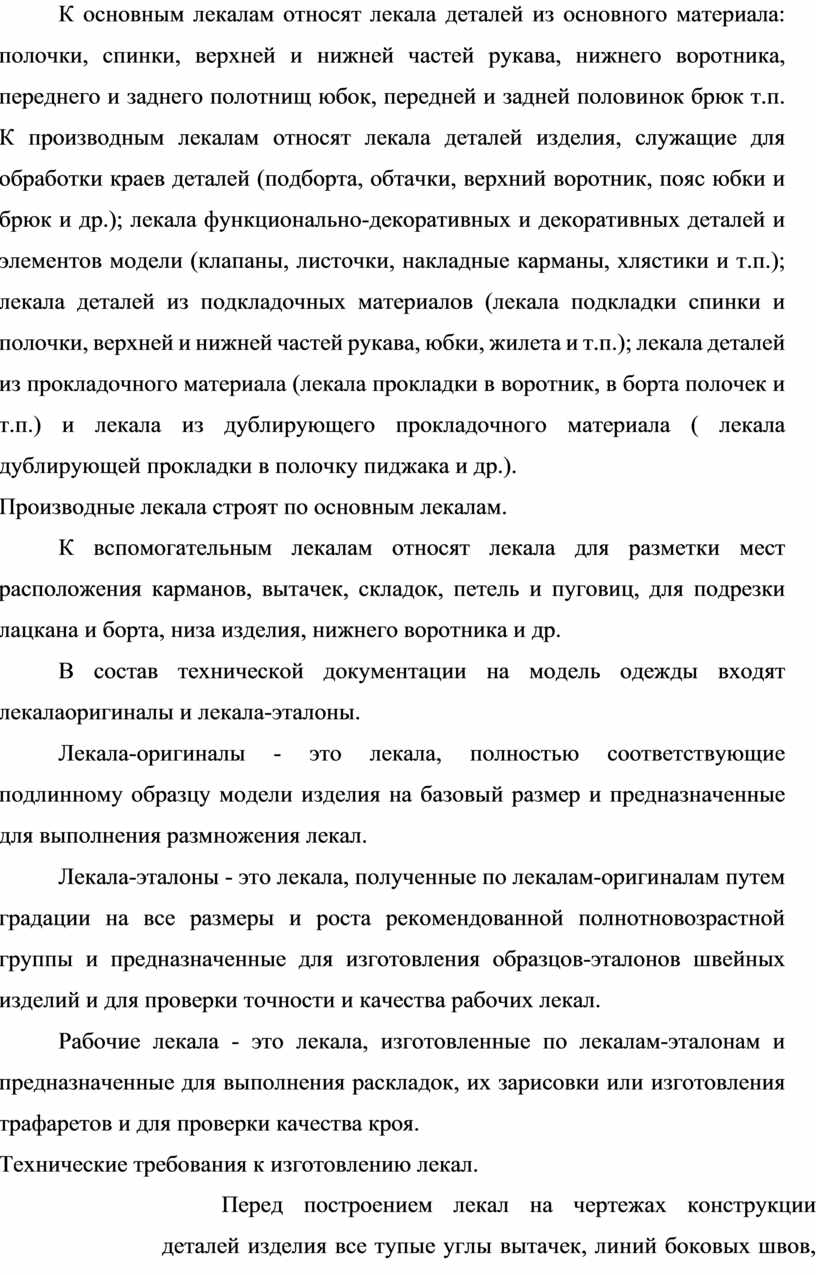
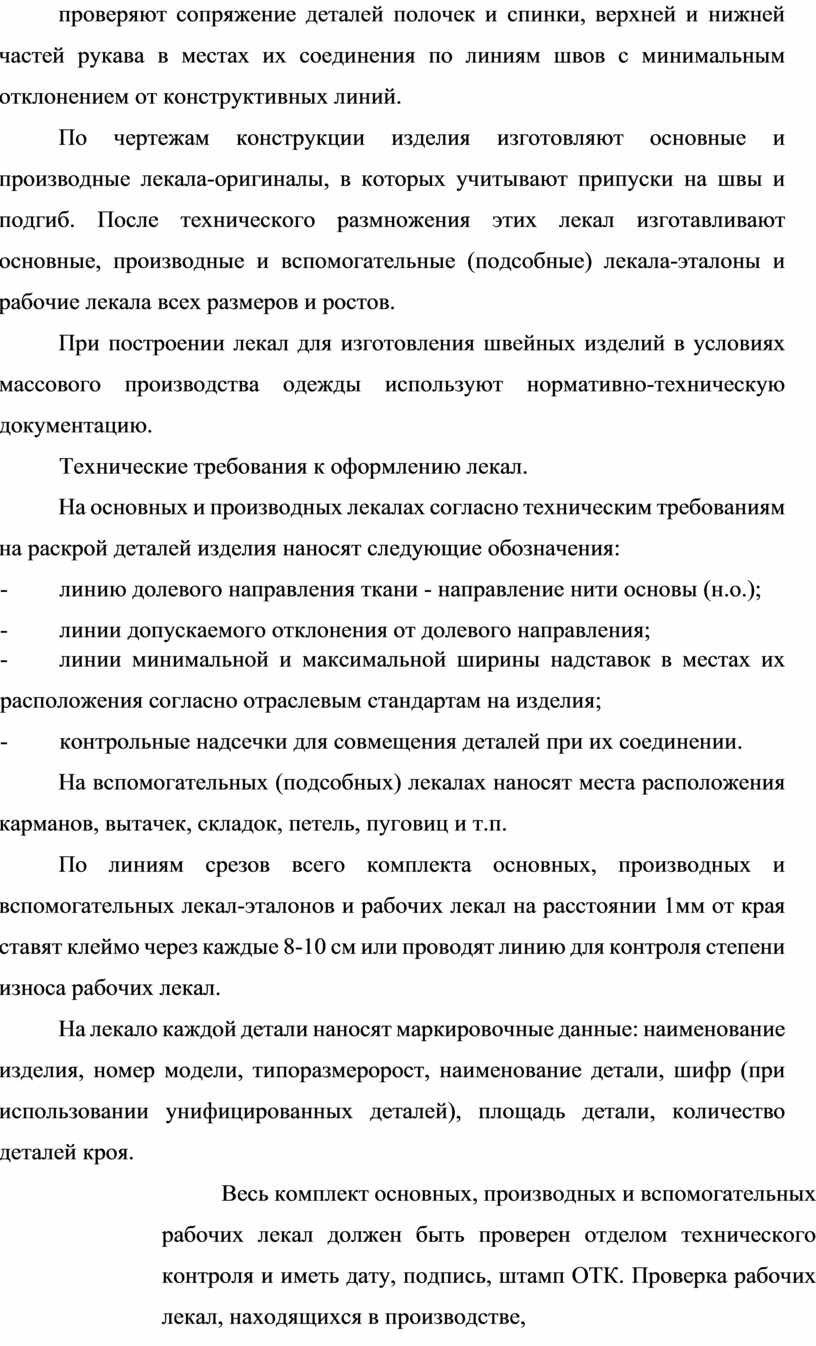
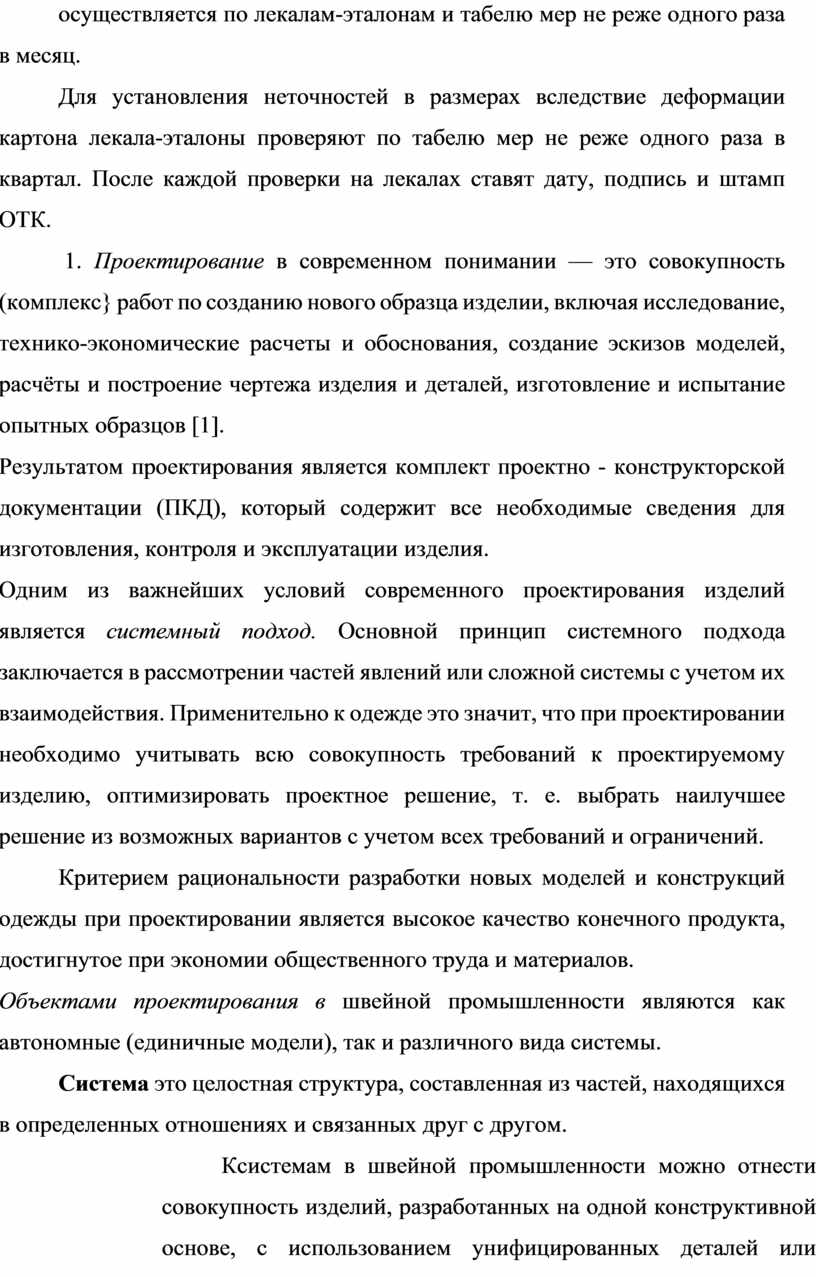
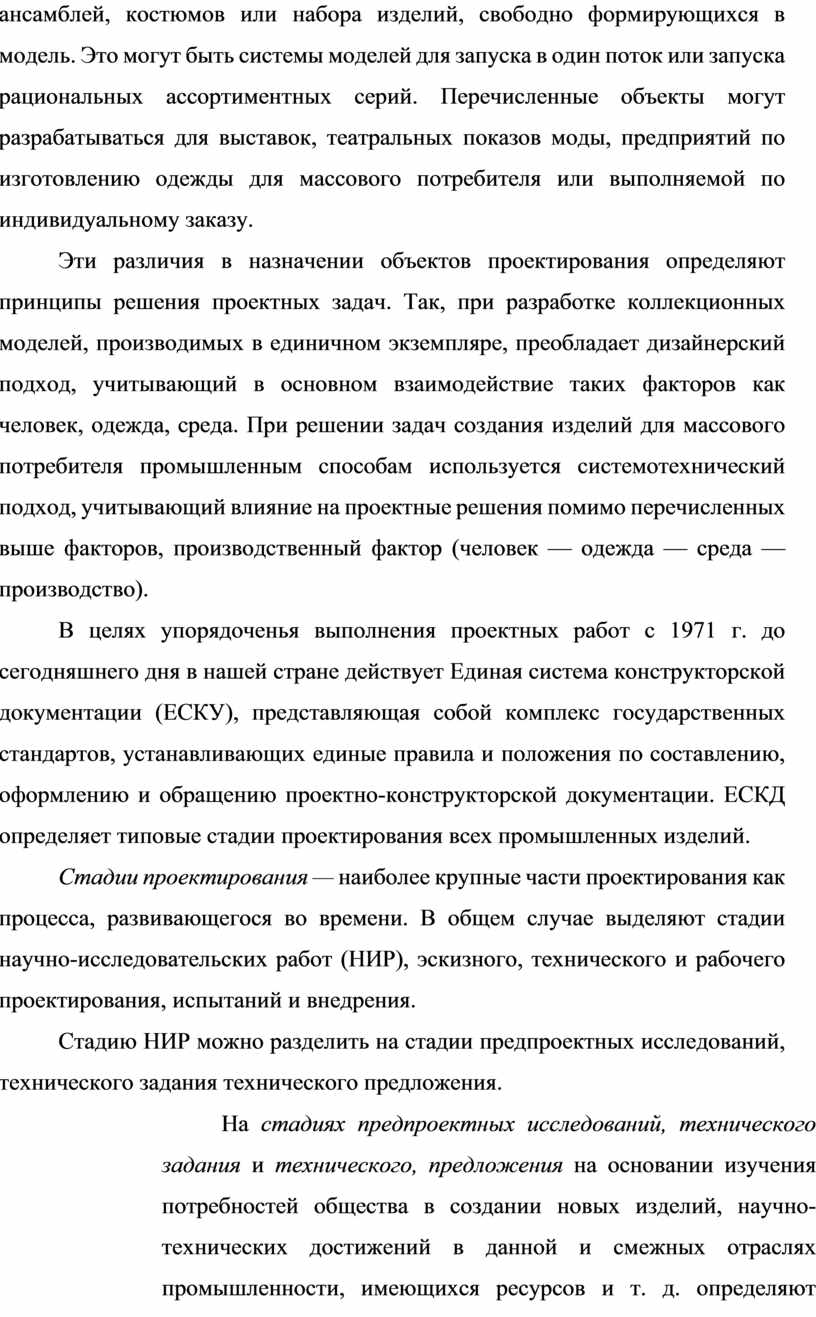
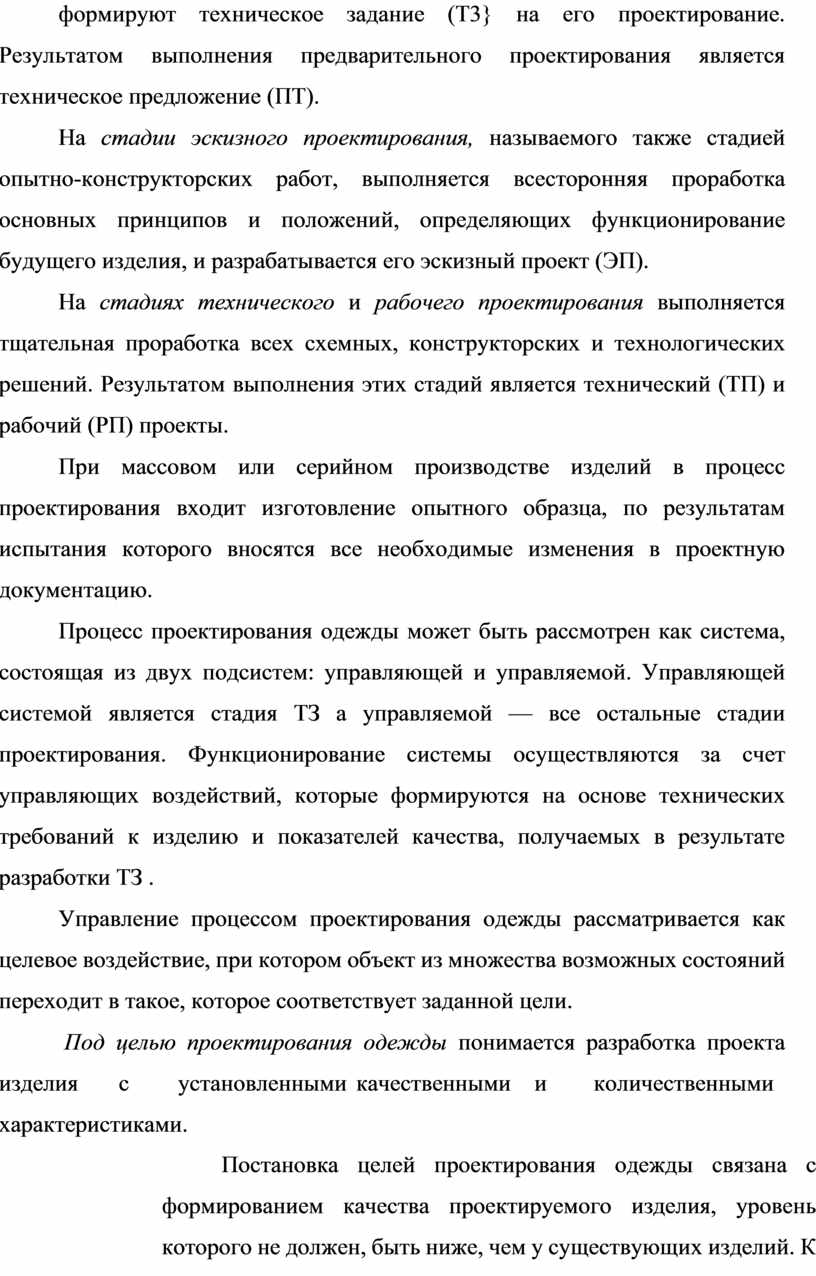

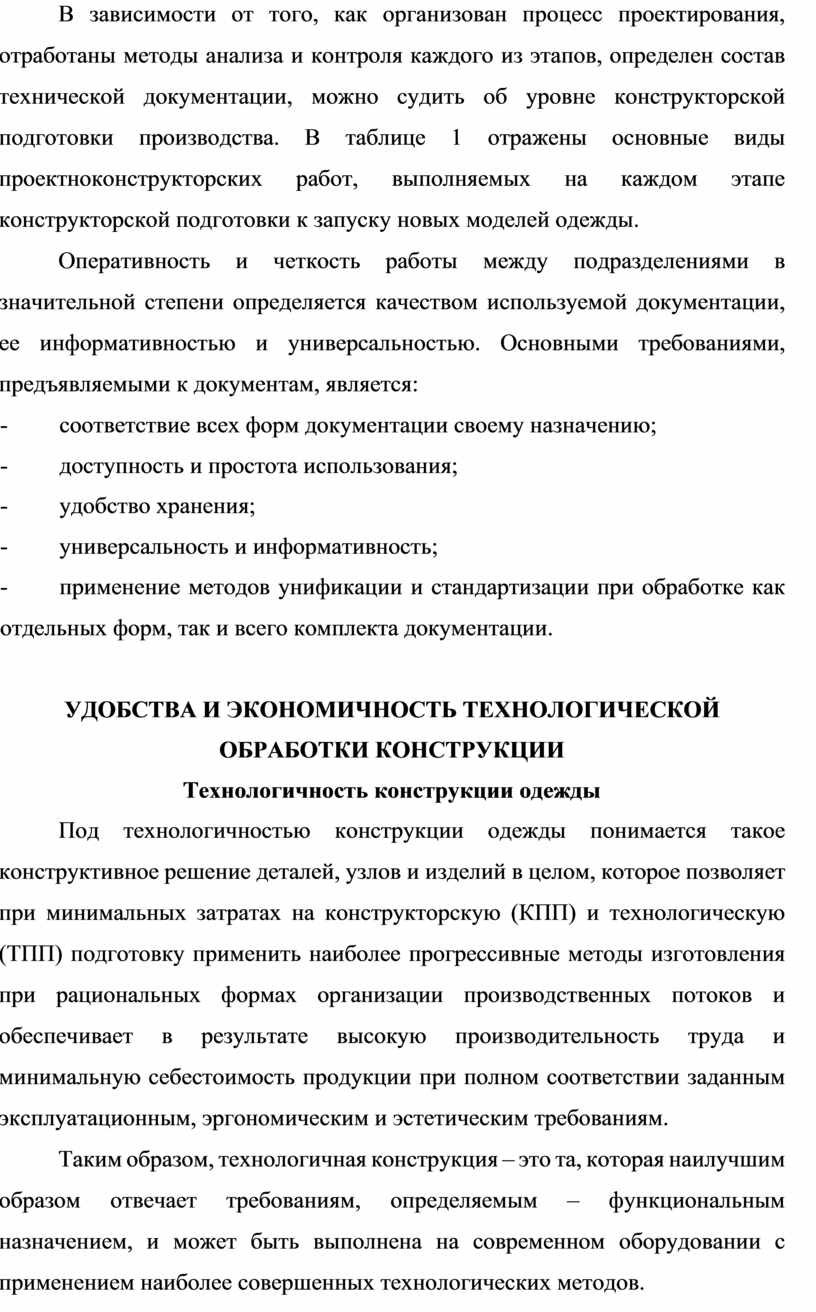
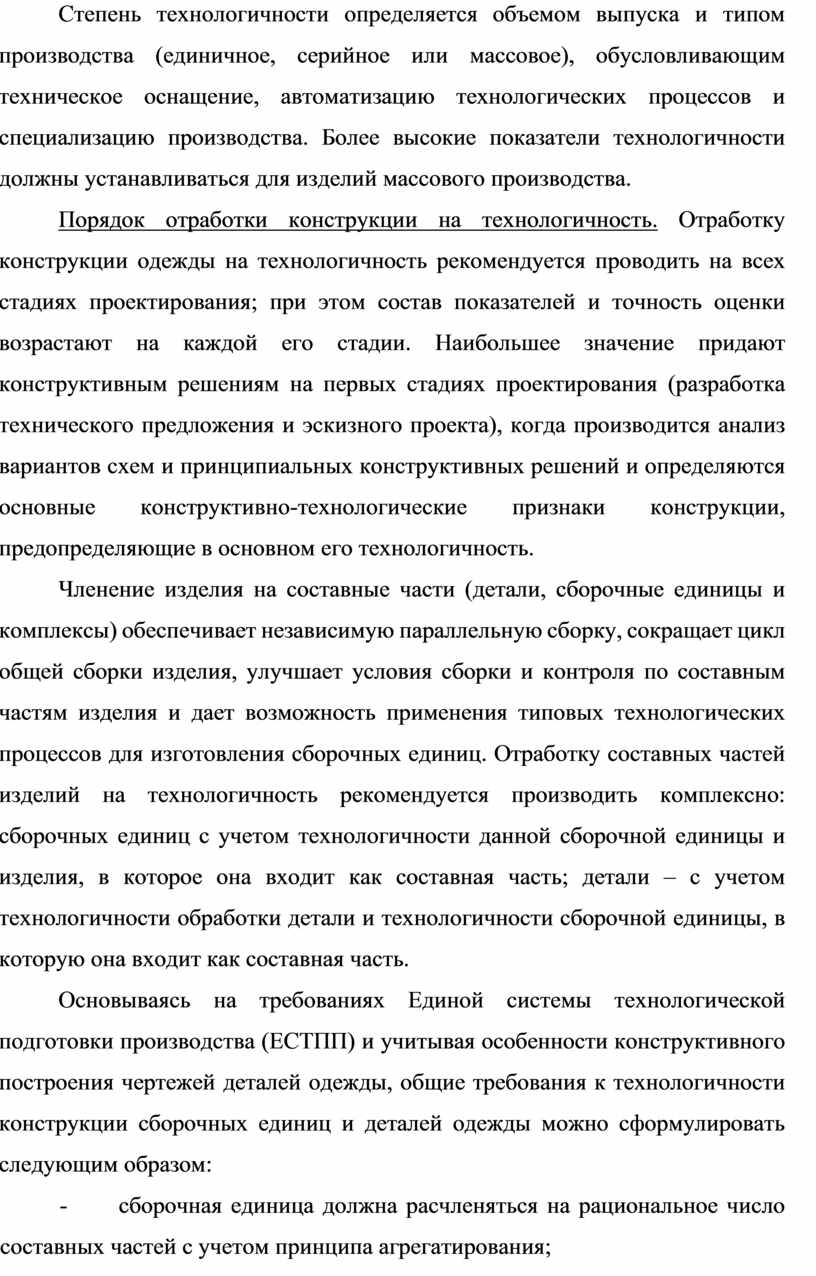
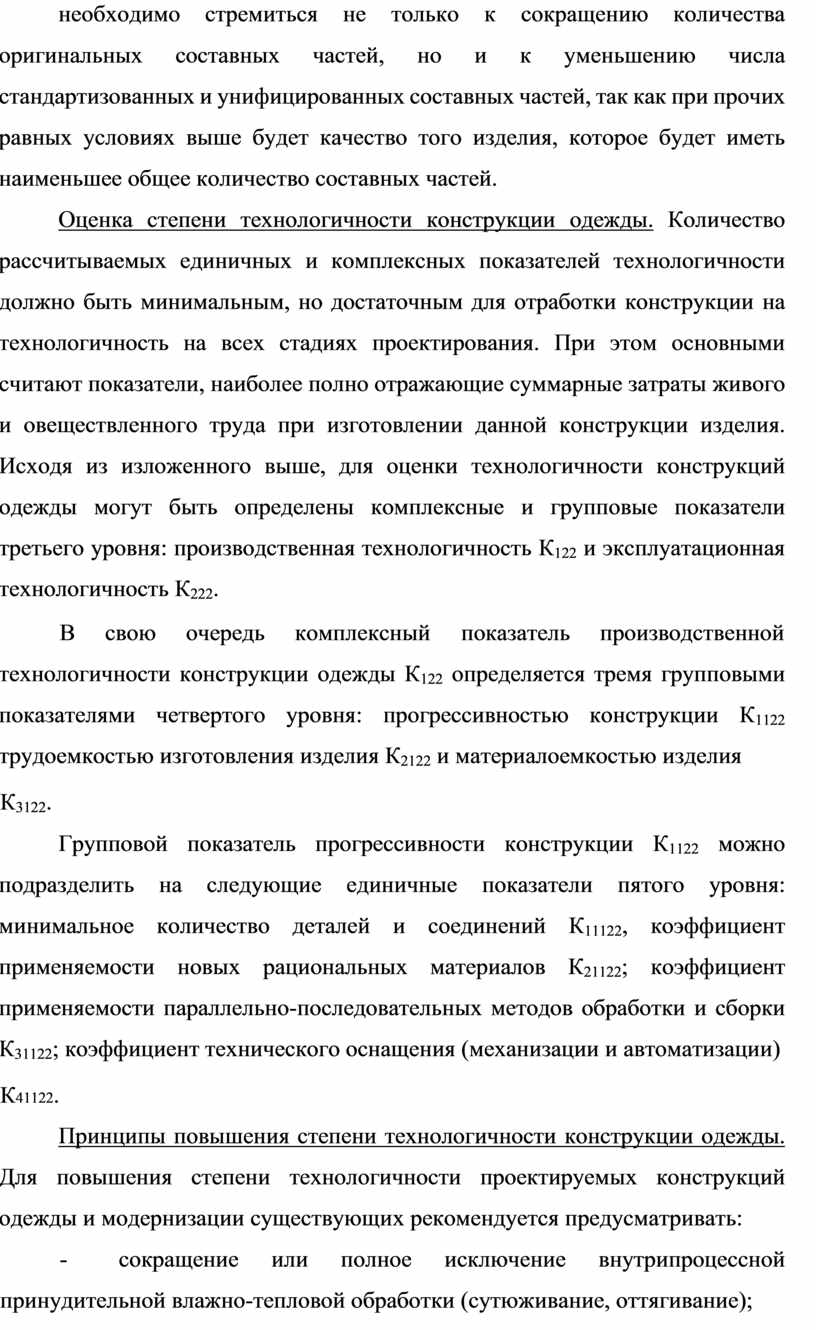
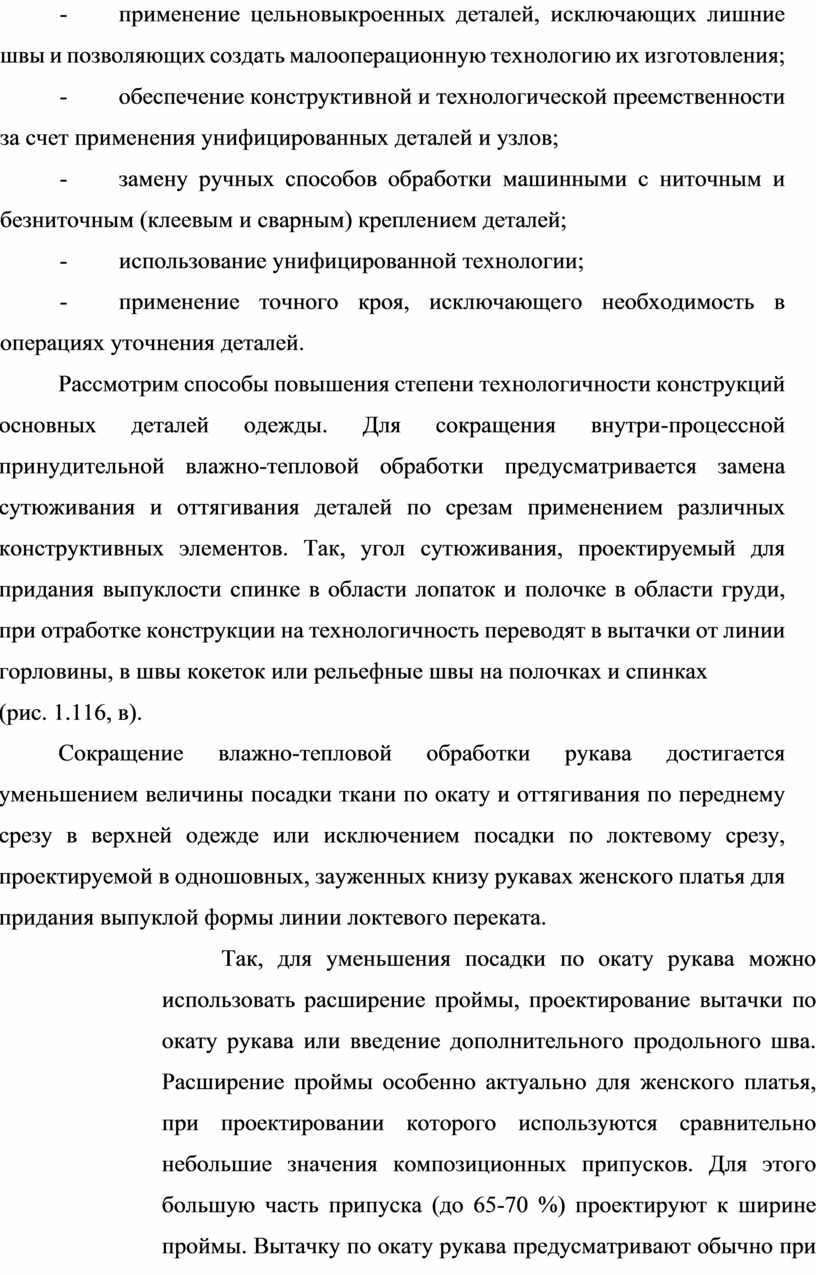
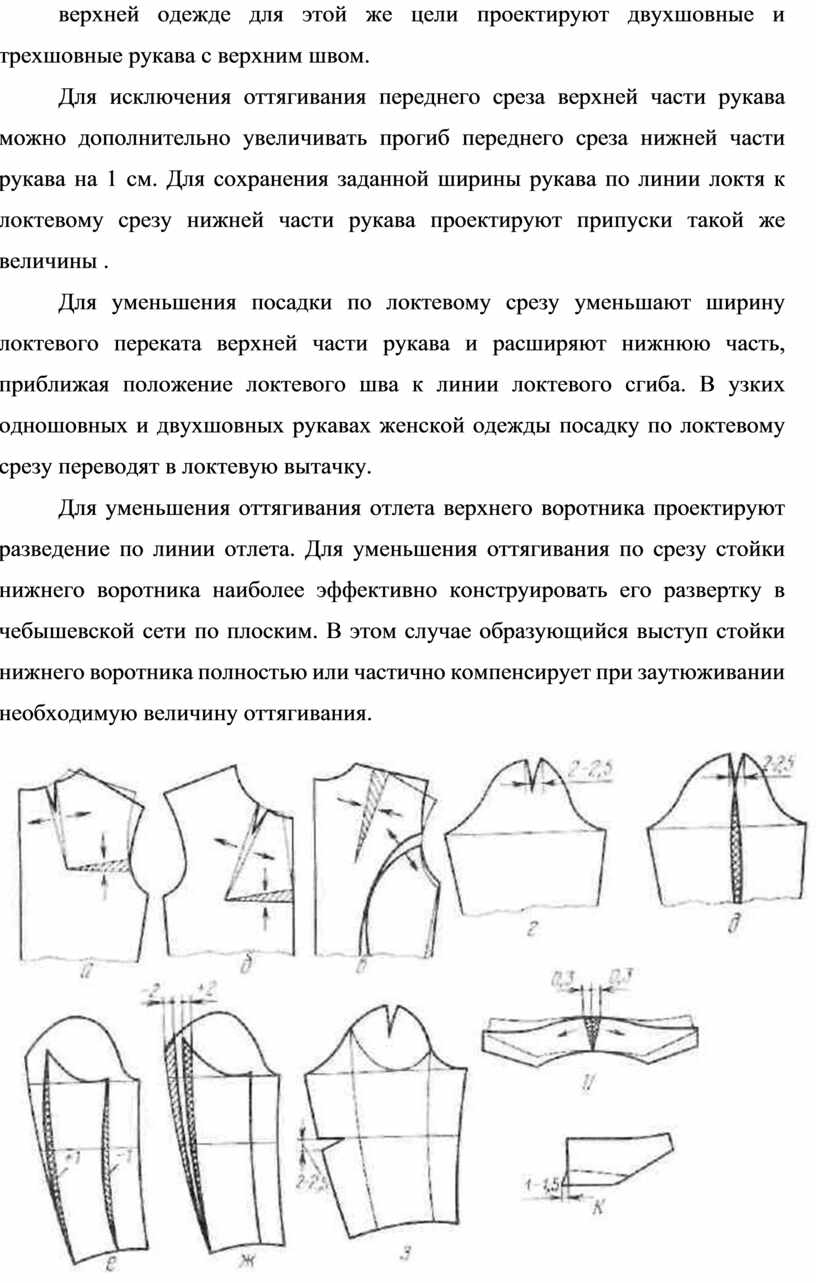
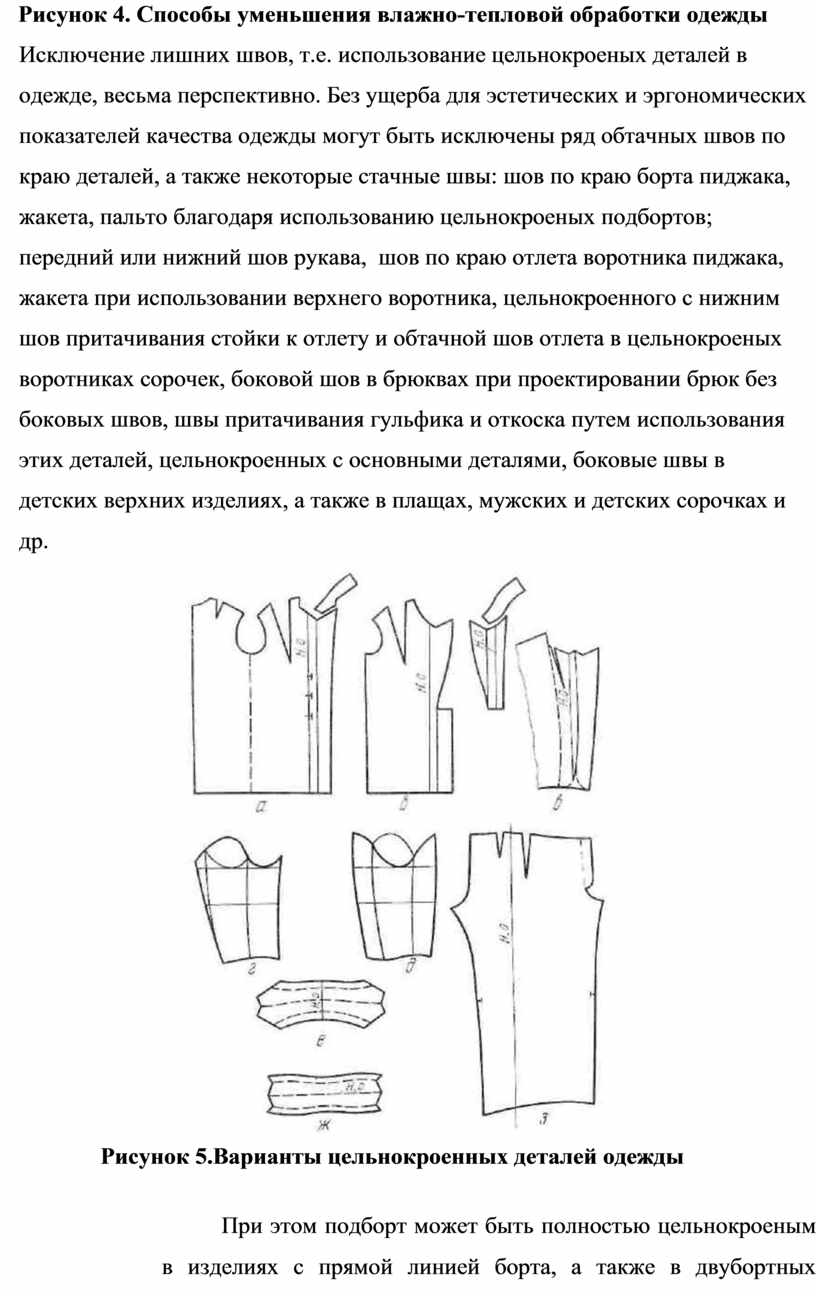
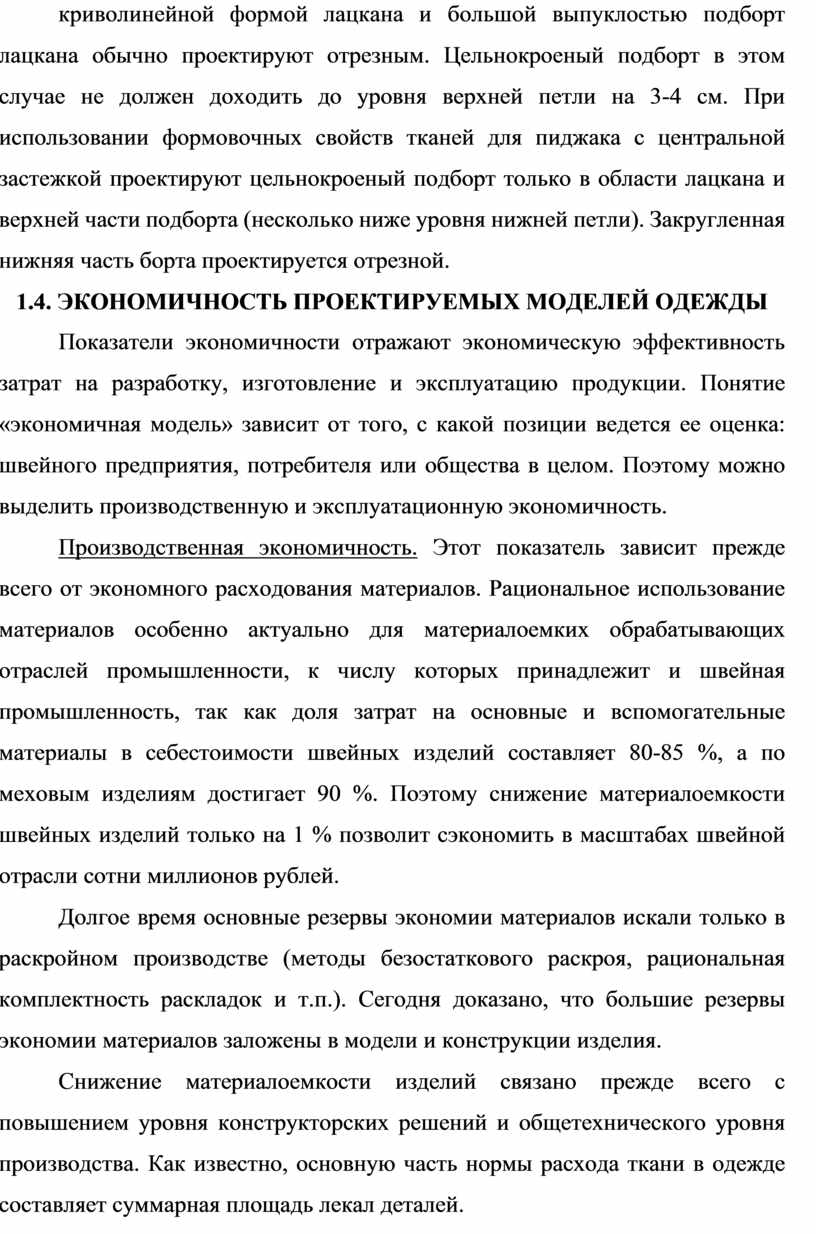
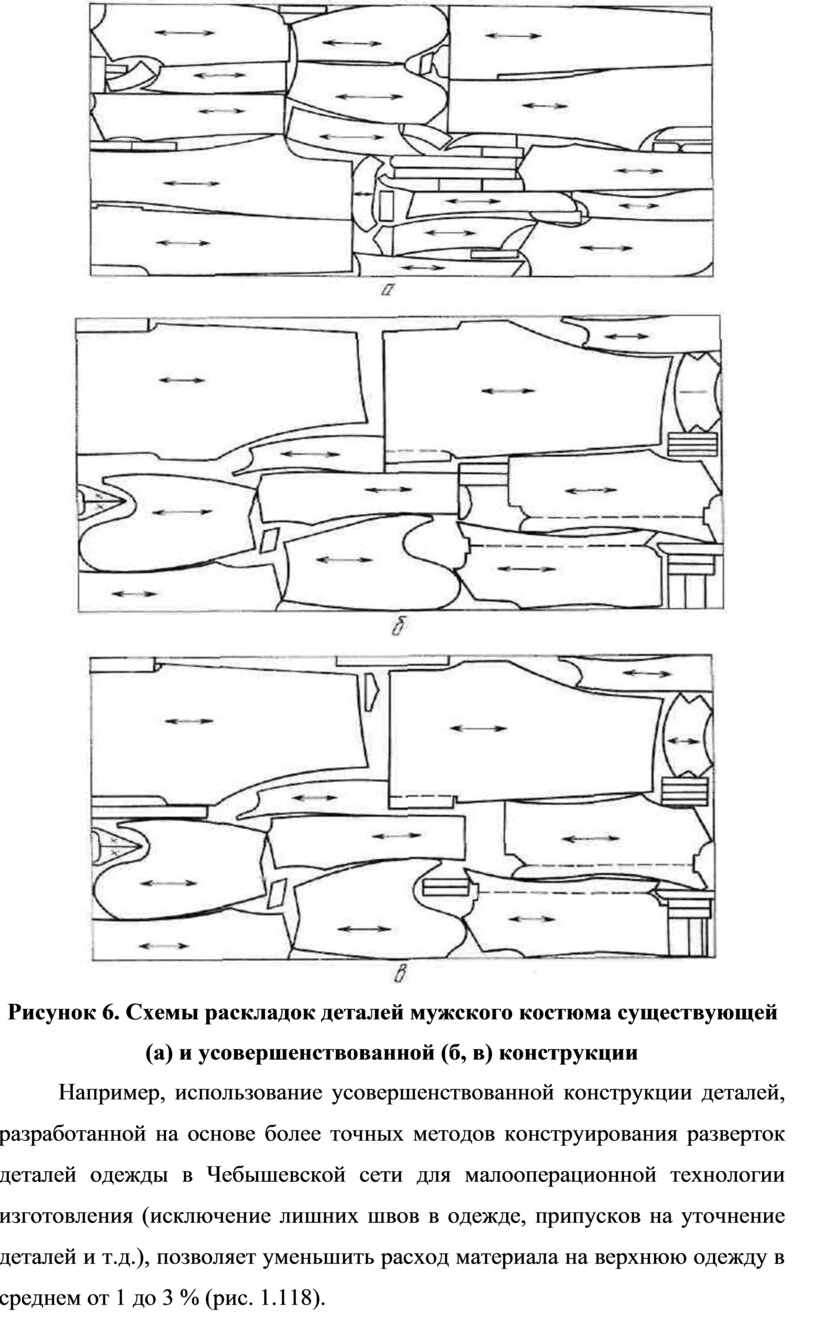
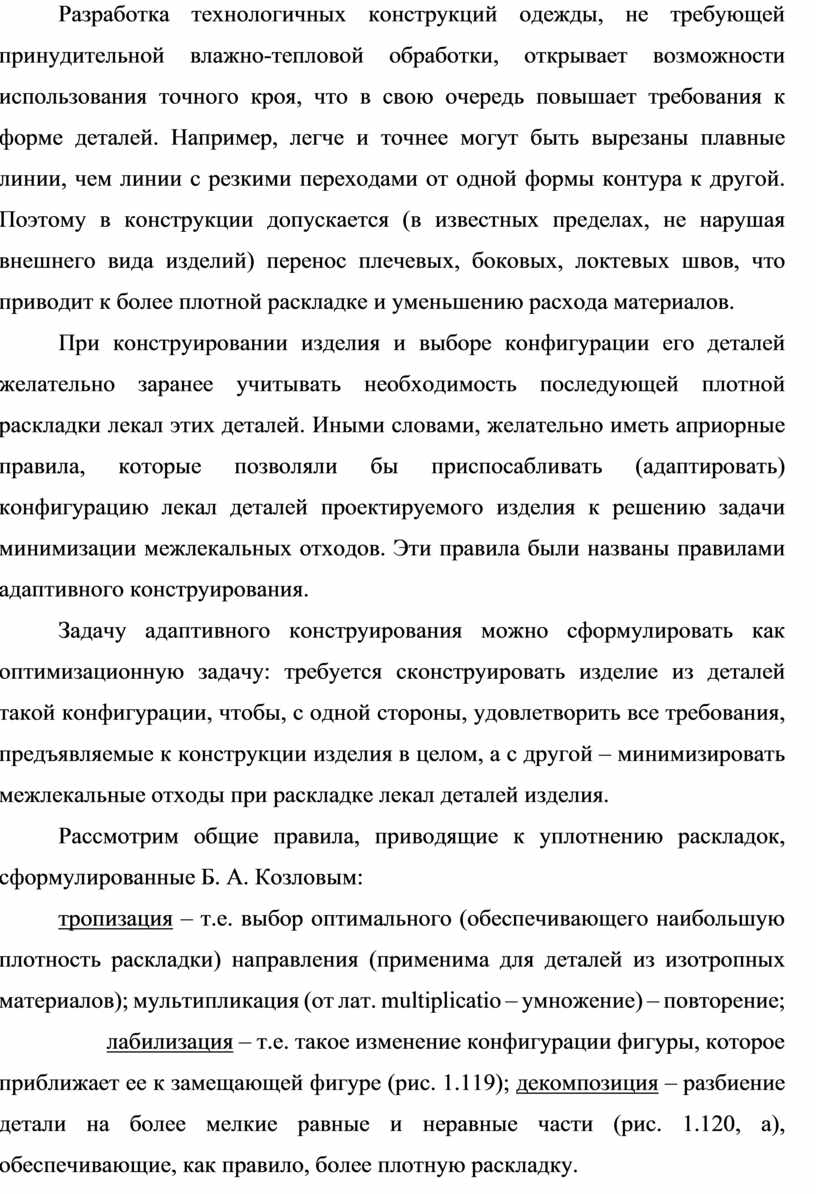
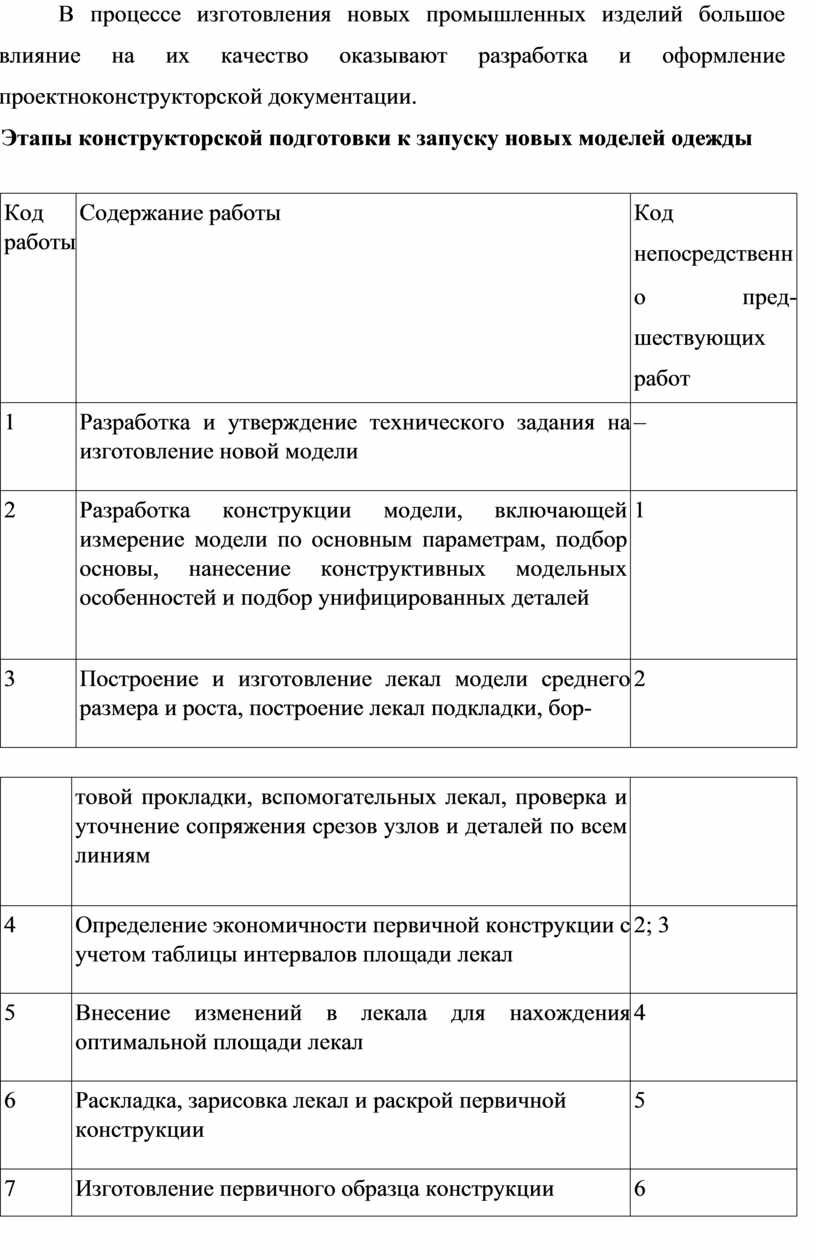
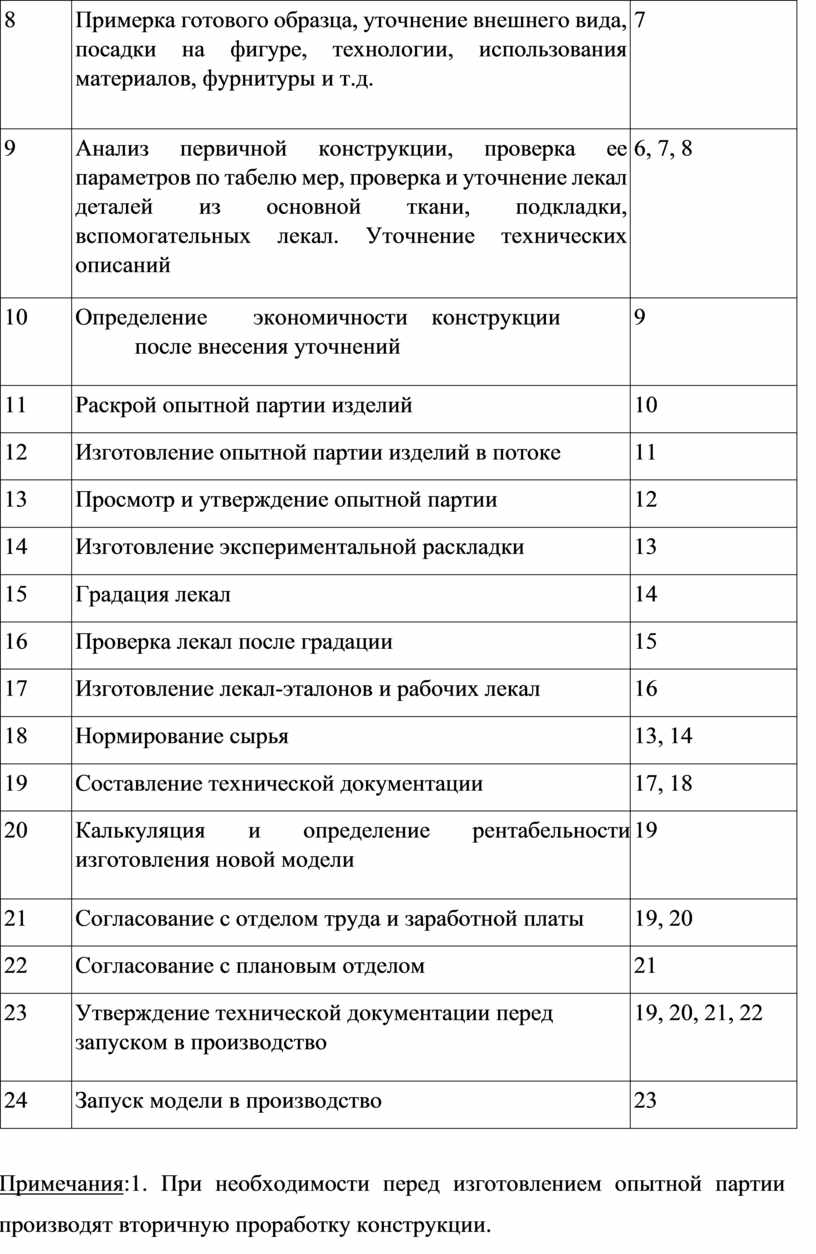
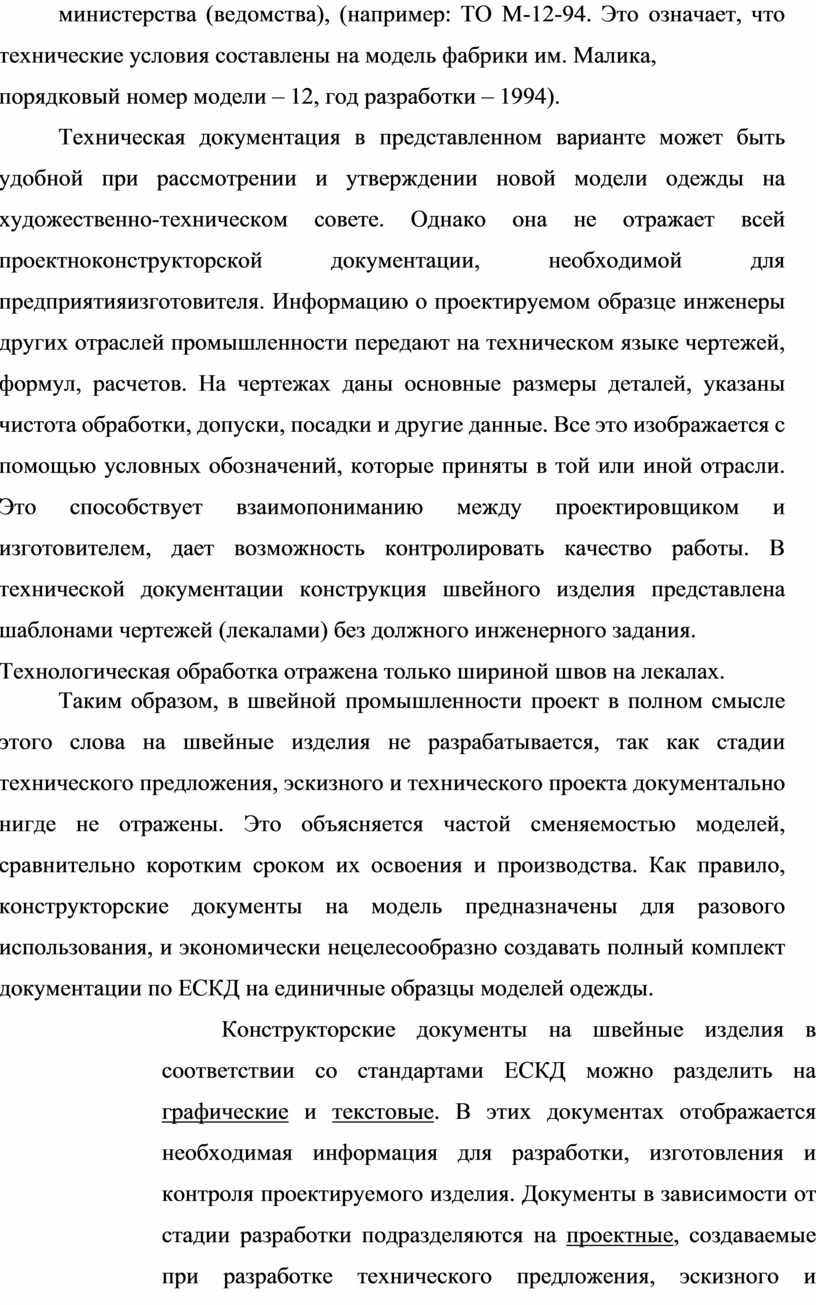
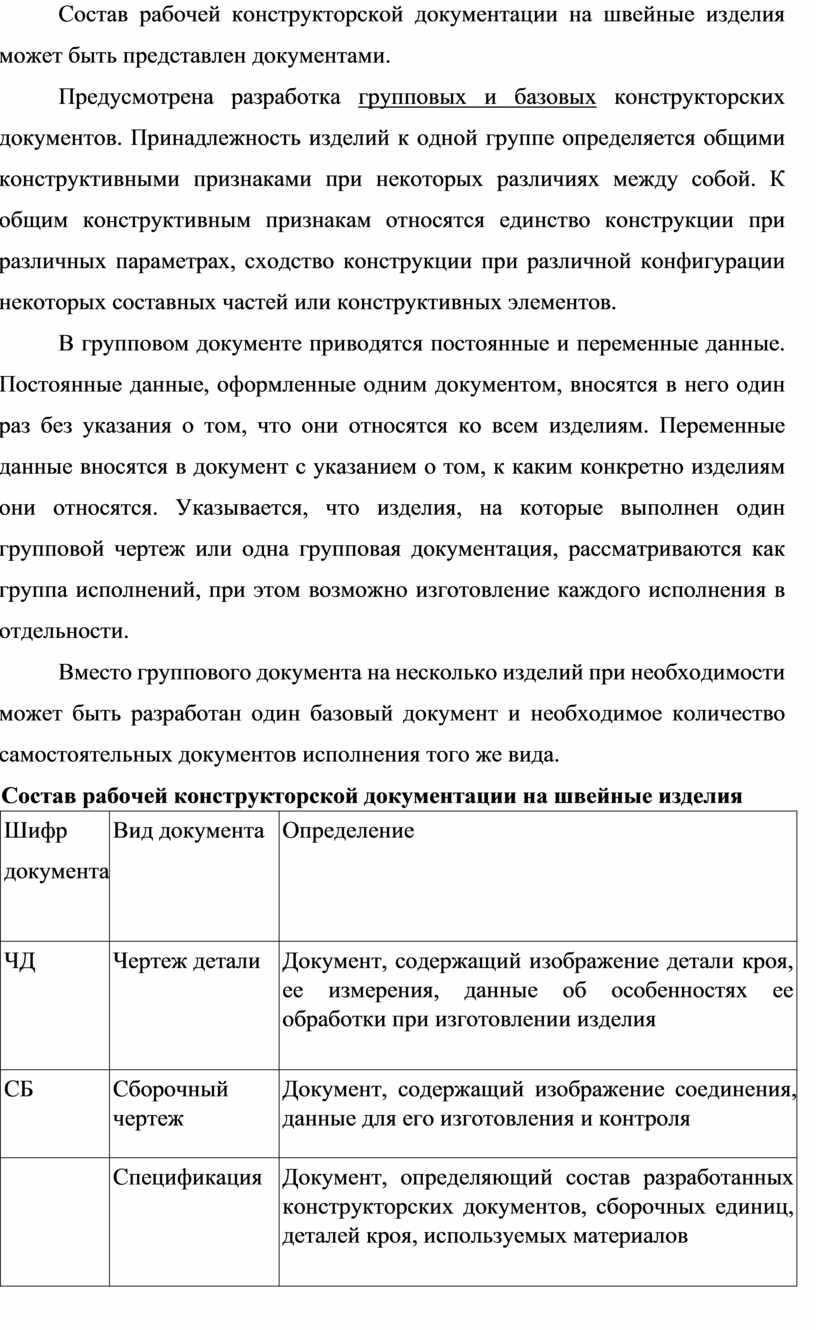
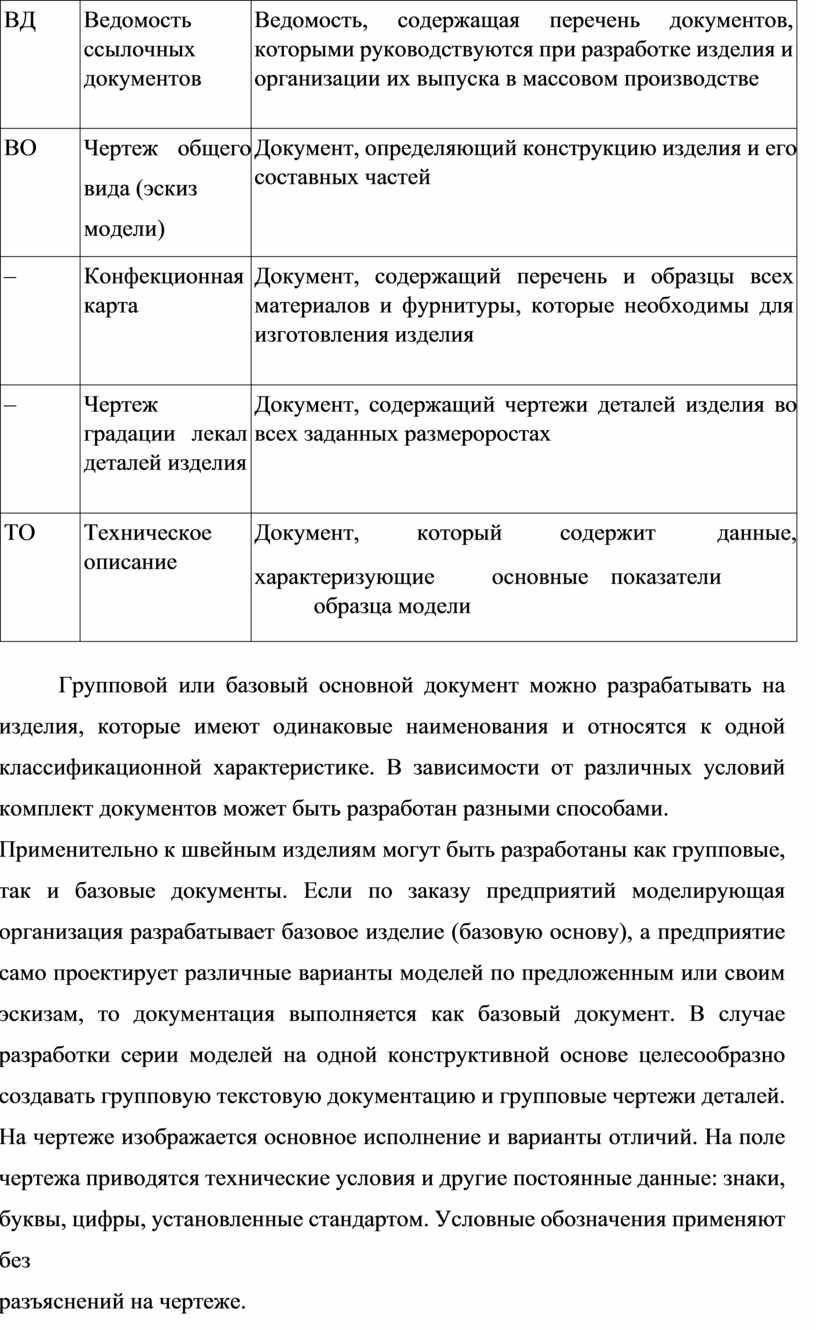

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.