Поделиться

ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ЦЕПИ
КЛАССИФИКАЦИЯ

Источник питания сварочной дуги - электротехническая машина для получения электрического тока, по величине и напряжению необходимого для сварки.
ПОНЯТИЕ ОБ ИСТОЧНИКАХ ПИТАНИЯ
Источник питания преобразует высокое напряжение сети в низкое напряжение сварочной цепи.
Технические показатели источников питания:
Внешняя характеристика
Пределы регулирования сварочного тока
Напряжение холостого хода
Номинальный сварочный ток и напряжение
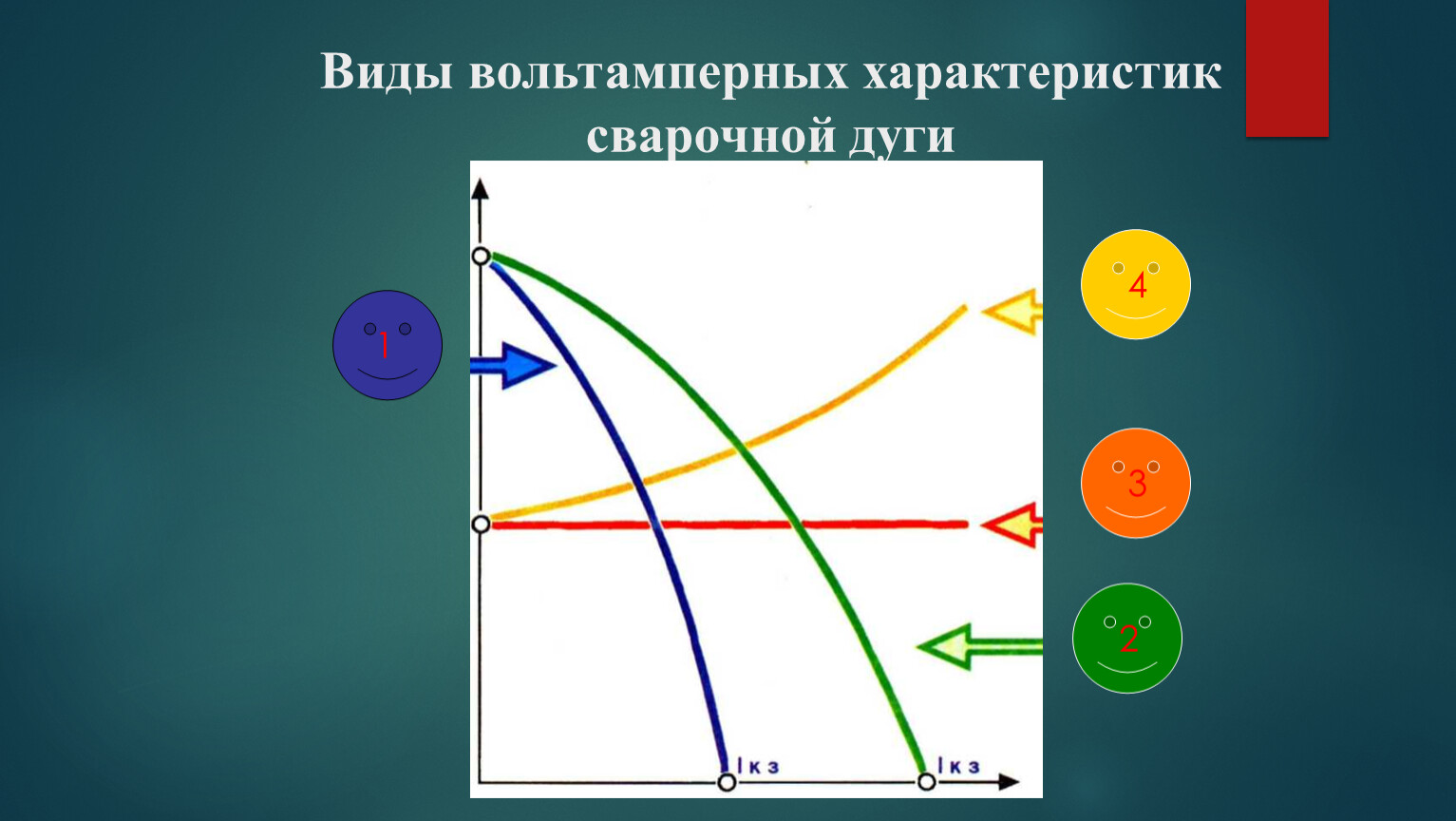
Виды вольтамперных характеристик сварочной дуги
1
4
3
2
В зависимости от конструкции и электрической схемы источников питания их внешняя характеристика может быть (рис. 138, а): 1 — крутопадающая, 2 — пологопадающая, 3— жесткая и 4 — пологовозрастающая.
При ручной дуговой сварке наиболее приемлемыми являются источники питания с крутопадающей характеристикой типа 1, так как они обеспечивают устойчивое горение при различной длине дуги.
При автоматической и полуавтоматической сварке плавящимся электродом под флюсом более приемлемы источники питания с пологопадающими характеристиками типа 2
при сварке на постоянном токе в защитных газах, то более подходит жесткая (типа 3) или пологовозрастающая (типа 4) характеристика источника питания.
Напряжение холостого хода UХ.Х. – напряжение на выходных клеммах при разомкнутой сварочной цепи (не более 80-90 В).
Номинальный сварочный ток и напряжение IНОМ. UНОМ – ток и напряжение, на которые рассчитан нормально работающий источник питания.
Рабочий цикл (период включения ПВ) сварочного источника это отношение времени работы (горения) дуги к общему врени роботы, измеряемое за 10 минут и выраженное в процентах.
Например Iсв 200А при 60% ПВ указывает, что сварку на 200А следует выполнять с периодом включения раним 60%
Классификация источников питания сварочной дуги
Источники питания сварочной дуги, выпускаемые нашей промышленностью, классифицируют по следующим признакам :
1. роду тока - источники переменного (сварочные трансформаторы) и постоянного тока (преобразователи, агрегаты и выпрямители);
2. внешней характеристике - источники с крутоподающими, жесткими, возрастающими и смешанными вольт-амперными характеристиками;
3. количеству одновременно питаемых постов - источники однопостовые и многопостовые;
4. характеру привода - источники с электрическим приводом и с независимым приводом (от двигателя внутреннего сгорания);
5. По особенности горения дуги - источники для сварки свободно горящей дугой и сжатой;
6. По способу установки и монтажа - стационарные и передвижные;
7. назначению - источники питания для:
1. ручной дуговой сварки;
2. автоматической и полуавтоматической сварки под флюсом;
3. сварки в защитных газах;
4. плазменной резки и сварки;
5. электрошлаковой сварки;
6. источники питания током специального назначения (для трехфазной сварки, многодуговая).
принципу действия и конструктивному оформлению:
Единая структура обозначения электросварочного оборудования. Обозначение электросварочного оборудования состоит из буквенной и цифровой части.
Первая буква - тип изделия (В - выпрямитель, Т - трансформатор, Г - генератор, У - установка),
вторая буква - вид сварки (Д - дуговая, П - плазменная),
третья - способ сварки (Г - в защитных газах, Ф - под флюсом, У - универсальные источники),
отсутствие третьей буквы обозначает ручную дуговую сварку штучными электродами,
4. четвертая буква - назначение источника (М - для многопостовой сварки, И - импульсной сварки).
5. Две или одна цифра после букв - номинальный сварочный ток в сотнях ампер,
6. две последующие цифры - регистрационный номер изделия,
7. следующие буквы - климатическое исполнение (Т - для эксплуатации в странах с тропическим климатом, У - в районах с умеренным климатом, ХЛ - холодным климатом),
8. следующая цифра - категория размещения (1 - на открытой площадке, 2 - прицепы, кузова автомобилей, 3 - помещения с естественной вентиляцией, 4 - с отоплением и принудительной вентиляцией, 5 - повышенной влажностью).
Сварочные трансформаторы - служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60 - 75 В. При сварке на малых токах (60 - 100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70-80 В.
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Сварочные трансформаторы по фазности электрического тока подразделяются на:
1. однофазные
2. трехфазные,
по количеству постов — на
1. однопостовые
2. многопостовые.
Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику.
Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включает дроссель.
Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
1. трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
2. трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
Сварочные выпрямители.
Сварочные выпрямители - это устройства, преобразующие переменный ток в постоянный с помощью полупроводниковых диодов-вентилей. Сварочный выпрямитель состоит из трансформатора с устройством для регулирования сварочного тока и выпрямительного блока. Сварочные выпрямители по сравнению со сварочными генераторами имеют следующие преимущества:
отсутствие вращающихся частей и большую долговечность;
высокий к.п.д. и меньшие потери холостого хода;
меньшую массу и большую маневренность;
бесшумность в работе.
Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа:
с крутопадающими характеристиками
с жесткими (или пологопадающими) характеристиками
универсальные, обеспечивающие получение падающих, жестких и пологопадающих характеристик
Сварочные генераторы постоянного тока подразделяются:
по количеству питаемых постов — на однопостовые и многопостовые;
по способу установки — на стационарные и передвижны;
по роду привода — генераторы с электрическим приводом и на генераторы с двигателями внутреннего сгорания;
по конструктивному выполнению — однокорпусные и двух- корпусные.
По форме внешних характеристик сварочные генераторы могут быть:
с падающими внешними характеристиками;
с жесткими и пологопадаюшими характеристиками;
комбинированного типа (универсальные генераторы, при переключении обмоток или регулирующих устройств которых можно получить падающие, жесткие или полого падающие характеристики).
Инвертор – это устройство с двойным преобразованием:
1. преобразование переменного напряжения промышленной частоты в постоянное;
2. преобразование постоянного напряжения в высокочастотное переменное.
Работа инверторного выпрямителя проходит следующим образом: сетевое переменное напряжение выпрямляется и фильтруется, затем преобразуется в высокочастотное, которое понижается через высокочастотный трансформатор до уровня необходимого для проведения сварочных работ. После этого высокочастотное напряжение вновь выпрямляется, фильтруется и подается на сварочную дугу. В зависимости от применяемых силовых полупроводниковых приборов инверторные выпрямители делятся на транзисторные и тиристорные.

Марка | Сварочный ток, А | Напряжение холостого хода, В | Масса, кг | Габариты, мм | Вид статической характеристики | |
номинальный | пределы регулирования | |||||
ТРАНСФОРМАТОРЫ |
| |||||
ТД -102 У2 | 160 | 60-175 | 80 | 38 | 570 х 325 х 530 | КП |
ТД - 306 У2 | 250 | 180 - 300 | 67 | 630 х 370 х 585 | ||
ТДМ-317У2 | 315 | 60 - 360 | 130 | 555 х 585x818 | ||
ТДМ - 403 | 400 | 80 - 420 | 65 | 150 | 620 х 520 х 770 | |
ТДМ - 505 | 500 | 40 - 530 | 75 | 180 | 640 х 530 х 830 | |
ТДФЖ -1002УЗ | 1000 | 300-1200 | 100 | 550 | 1370 x760 x 1220 | ПП |
ТДФЖ - 2002 УЗ | 2000 | 600 - 2200 | 850 | 1370x760 x 1220 | ||

ИНВЕРТОРНЫЕ ИСТОЧНИКИ ПИТАНИЯ |
| |||||
«Адонис»-3 | 160 | 35-160 | 86 | 17 | 155x 330 x 520 | кп/ш |
«Форсаж»-250 Пр | 250 | 70 - 250 | 100 | 12 | 410x 180x290 | КП |
ДС 200 А.З | 200 | 5-200 | 60 | 25 | 500 х 220 х 430 | |
ВДУЧ-16 | 160 | 30-160 | 86 | 23 | 270 х 600 х 365 | |
ВДУЧ - 200 | 200 | 30 - 200 | 27 | 280 х 600 х 365 | ||
ФЕБ - 200 Н | 40 - 200 | 55 | 23 | 215x 350 x 500 | ||
ФЕБ - 350 Н | 350 | 40 - 350 | 60 | 45 | 300 х 440 х 690 | |

Сварочные выпрямители
Марка | Сварочный ток, А | Напряжение холостого хода, В | Масса, кг | Габариты, мм | Вид статической характеристики |
СВАРОЧНЫЕ ВЫПРЯМИТЕЛИ |
| |||||
ВД-306 УЗ | 315 | 45-315 | 70 | 164 | 785 х 780 х 795 | КП |
ВД - 401 УЗ | 400 | 50 - 450 | 80 | 200 | 772 х 770 х 785 | |
ВДГ-303 УЗ | 315 | 50-315 | 40 | 220 | 723 х 593 х 938 | ж |
ВДГ-601 УЗ | 630 | 100 -700 | 90 | 230 | 975 х 634 х 760 | |
ВДУ - 506 УЗ | 500 | 60-500; 50-500 | 80 | 300 | 820x620 x 1100 | ж/кп |
ТИР -315 | 315 | 20-315 | 65 | 320 | 1230 x620 x 1000 | ш |
ВСВУ-315 | 8-350 | 100 | 360 | 520x700x 1135 | КП | |
ВСВУ - 630 | 630 | 10-700 | 480 | 520 х 850 х 1250 | ||
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.