Поделиться

УТВЕРЖДАЮ:
Зам. Директора по УПП
__________О.Н. Голам
«___»______________20__г.
План урока учебной практики № 7
Учебная группа № 15 3 курс количество обучающихся 13человек
Код и наименование профессионального модуля: ПМ 02 «Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях»
Код и наименование осваиваемых на уроке профессиональных компетенций: ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
Тема раздела: «Технология производства сварочных конструкций».
Тема урока: «Изготовление конструкций согласно профиля работы предприятия».
Цель урока: Формирование и усвоение приемов сварки пластин встык, в угол.
Задачи:
Образовательная: научить студентов качественно выполнять сварку пластин в угол, встык однослойным швом.
Развивающая: Развитие познавательной активности обучающихся в процессе обучения, самоконтроля; Совершенствование умений аргументировать свой выбор методов работы.
Воспитательная: Формирование и развитие толерантной личности; Совершенствование умений работы в коллективе; Воспитание бережного отношения к оборудованию, инструментам, сырью, бдительность соблюдения требований безопасности труда
Когнитивные цели:
1. уметь организовать рабочее место;
2. знать правила техники безопасности при выполнении сварочных работ;
3. уметь самостоятельно работать по инструкционной карте;
4. знать технологический процесс сварки пластин встык, в угол однослойным швом;
5. уметь выявлять дефекты и объяснять их.
Тип урока: Урок формирования и совершенствования умений и навыков.
Форма обучения: групповая.
Место проведения: учебные электросварочные мастерские
Метод проведения: наглядно – демонстрационный, словесный, практический.
Материально-техническое оснащение:
· Плакат «Классификация швов», технологическая карта выполнения углового
шва, слайды-фото типичных дефектов;
· Образцы сварных соединений (стыковое, угловое, тавровое);
· Мультимедийный проектор, персональные компьютеры, интернет-поддержка – Электронный ресурс «Сварка», форма доступа: websvarka.ru; программа тестирования, созданная на основе программы «My Test X»; программа расчета режимов сварки.
· Сварочные посты с источником питания ВКСМ-1001, балластный реостат для регулирования сварочного тока,
· Материалы: электроды УОНИИ 13/55, Ø 3 мм, металл ВСт3сп, хромоникелевый сплав 12Х18Н10Т, электроды ЦЛ-11 ГОСТ 9466-75.
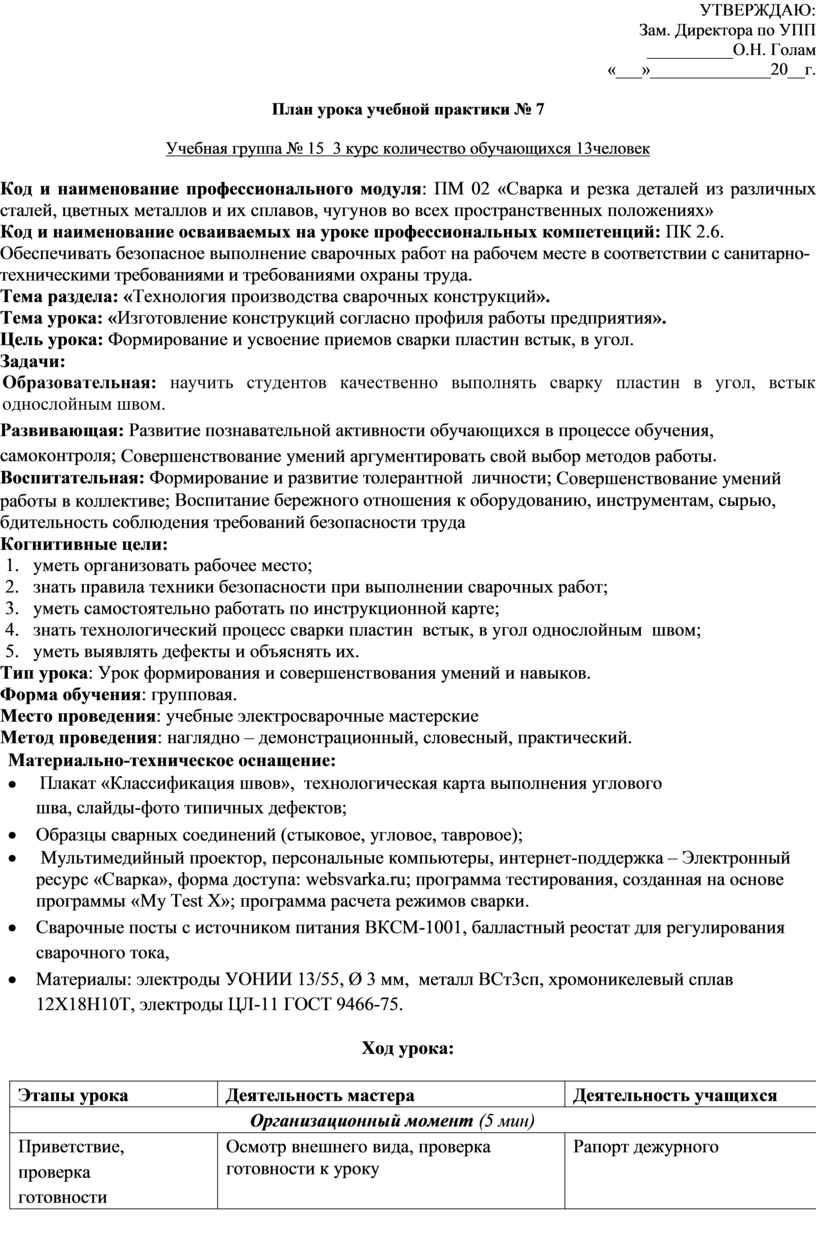
Ход урока:
|
Этапы урока |
Деятельность мастера |
Деятельность учащихся |
|
Организационный момент (5 мин) |
||
|
Приветствие, проверка готовности |
Осмотр внешнего вида, проверка готовности к уроку |
Рапорт дежурного |
|
Сообщение темы и цели урока. Мотивация учебной деятельности через осознание учащимися практической значимости применяемых знаний и умений |
Сообщение темы и формы занятия, формулирует производственную ситуацию, нацеливает на задачу |
Распределение по бригадам и выбор бригадира. |
|
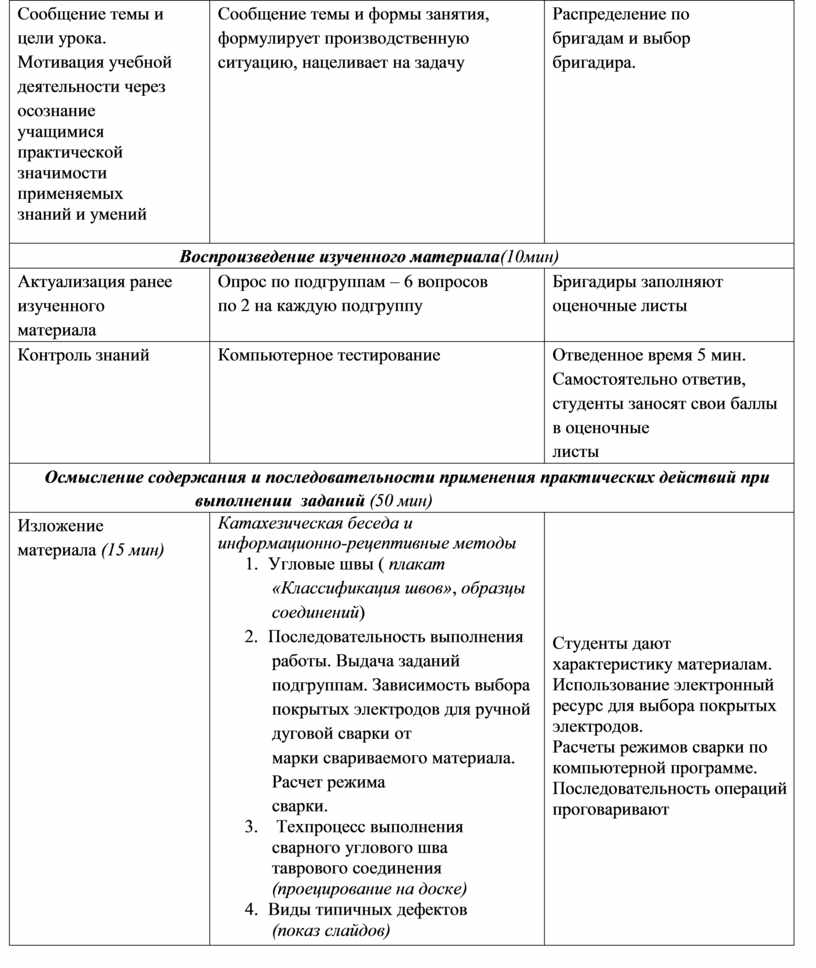
Воспроизведение изученного материала(10мин) |
||
|
Актуализация ранее изученного материала |
Опрос по подгруппам – 6 вопросов по 2 на каждую подгруппу |
Бригадиры заполняют оценочные листы |
|
Контроль знаний |
Компьютерное тестирование |
Отведенное время 5 мин. Самостоятельно ответив, студенты заносят свои баллы в оценочные листы |
|
Осмысление содержания и последовательности применения практических действий при выполнении заданий (50 мин) |
||
|
Изложение материала (15 мин) |
Катахезическая беседа и информационно-рецептивные методы 1. Угловые швы ( плакат «Классификация швов», образцы соединений) 2. Последовательность выполнения работы. Выдача заданий подгруппам. Зависимость выбора покрытых электродов для ручной дуговой сварки от марки свариваемого материала. Расчет режима сварки. 3. Техпроцесс выполнения сварного углового шва таврового соединения (проецирование на доске) 4. Виды типичных дефектов (показ слайдов) |
Студенты дают характеристику материалам. Использование электронный ресурс для выбора покрытых электродов. Расчеты режимов сварки по компьютерной программе. Последовательность операций проговаривают |
|
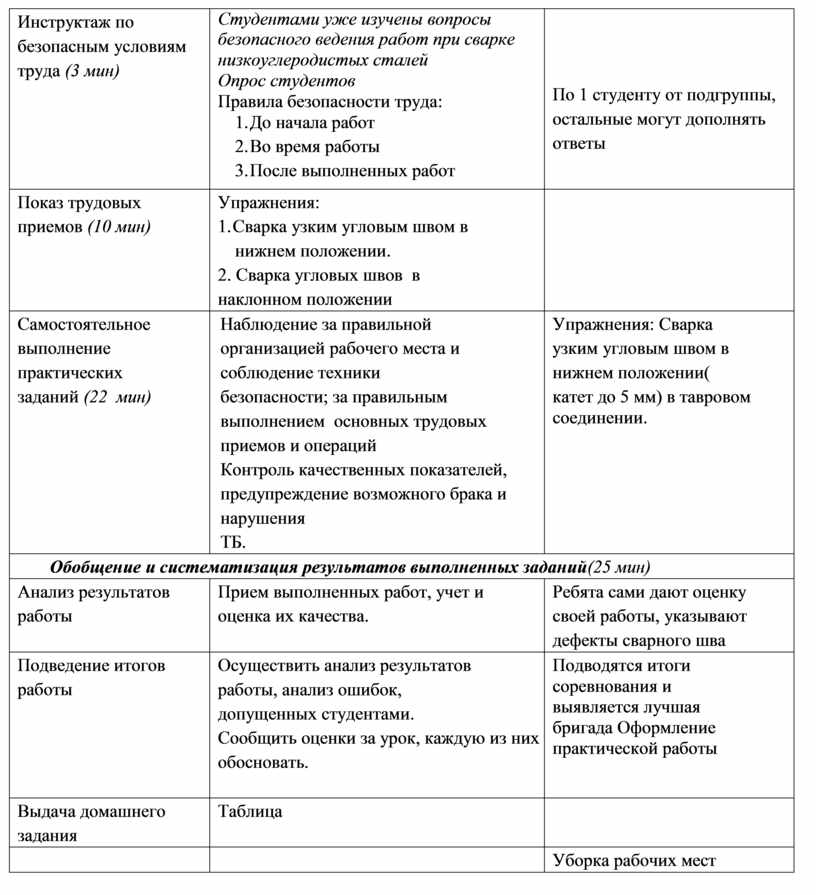
Инструктаж по безопасным условиям труда (3 мин) |
Студентами уже изучены вопросы безопасного ведения работ при сварке низкоуглеродистых сталей Опрос студентов Правила безопасности труда: 1. До начала работ 2. Во время работы 3. После выполненных работ |
По 1 студенту от подгруппы, остальные могут дополнять ответы |
|
Показ трудовых приемов (10 мин) |
Упражнения: 1.Сварка узким угловым швом в нижнем положении. 2. Сварка угловых швов в наклонном положении |
|
|
Самостоятельное выполнение практических заданий (22 мин) |
Наблюдение за правильной организацией рабочего места и соблюдение техники безопасности; за правильным выполнением основных трудовых приемов и операций Контроль качественных показателей, предупреждение возможного брака и нарушения ТБ. |
Упражнения: Сварка узким угловым швом в нижнем положении( катет до 5 мм) в тавровом соединении. |
|
Обобщение и систематизация результатов выполненных заданий(25 мин) |
||
|
Анализ результатов работы |
Прием выполненных работ, учет и оценка их качества. |
Ребята сами дают оценку своей работы, указывают дефекты сварного шва |
|
Подведение итогов работы |
Осуществить анализ результатов работы, анализ ошибок, допущенных студентами. Сообщить оценки за урок, каждую из них обосновать. |
Подводятся итоги соревнования и выявляется лучшая бригада Оформление практической работы |
|
Выдача домашнего задания |
Таблица |
|
|
|
|
Уборка рабочих мест |
План – Конспект урока
Перед началом урока, во время подготовки учащихся к уроку (переодевание в спецодежду) в мастерской играет инструментальная музыка - Мотивация и стимулирование к познанию
1. Здравствуйте ребята. / Преподаватель в беседе с учащимися: выясняет готовность к уроку, как должна быть одета спец.одежда(студенты одеты в спецодежду для сварщика )
2. /Мотивация/Сегодня у нас необычный урок. Проведем его в режиме соревнования. Разделимся на три бригады, определим бригадира. Благодаря такому разделению, мы с вами будем совершенствовать умение работать в коллективе. Потому что в жизни каждого из нас присутствует какой-либо коллектив. Выходя на практику, вы будете работать в бригадах, от вашей работы будет зависеть не только ваш личный план, но и план цеха. Когда вы ходили на экскурсию в учебные мастерские, вам показывали стенды соревнований. Сегодня мы тоже постараемся оценить работу бригад и заполнить
бланки оценочных листов.
Задача на урок: игровая оболочка
«Нашим заказчиком на рабочие кадры является ОАО «Труболитейный завод», они в этом году увеличивают план заказов и соответственно хотят иметь высококвалифицированных специалистов по электродуговой сварке при высокой зарплате и выгодных условиях труда.
Следовательно, вам необходимо стремиться к лучшим результатам. По итогам урока будет выбрана лучшая бригада».
/Сообщение целей урока/
3. Для того, чтобы мы привели мозг в действие, вспомним некоторые понятия. А для лучшей наглядности, я воспользуюсь доской и проектором.
/Преподаватель проводит этапы урока: актуализация и контроль знаний.
Вопросы для актуализации поочередно крупно выводятся на экран. Для контроля знаний каждый студент отвечает на вопросы по компьютеру, результат виден
на мониторе/
4. Итак, сегодня мы с вами усвоим приемы сварки угловых швов. Первоначально необходимо вспомнить, сколько видов швов существует? Ответ
дают учащиеся: стыковые, угловые.
Рассмотрим по плакату, в каких соединениях применяются угловые швы.
/Преподаватель показывает на плакате виды соединений и швы, а учащиеся называют их./
При ручной дуговой сварке угловыми швами выполняются угловые, тавровые и нахлесточные сварные соединения.
Тавровое соединение удобнее сваривать при положении свариваемых
элементов, называемом в «лодочку». В этом случае наплавленный металл будет накладываться в желоб, образуемый двумя свариваемыми поверхностями.
При выполнении таврового соединения необходимо следить за тем, чтобы было равномерное проплавление корня шва, расплавленный шлак не затекал перед сварочной ванной (это может вызвать непровар корня шва), не допускать подреза на вертикальной плоскости и наплыва расплавленного металла на горизонтальную плоскость. Удаление расплавленного шлака выполняется уменьшением длины дуги и небольшим изменением угла наклона электрода.
![]()
![]()
![]() 5.
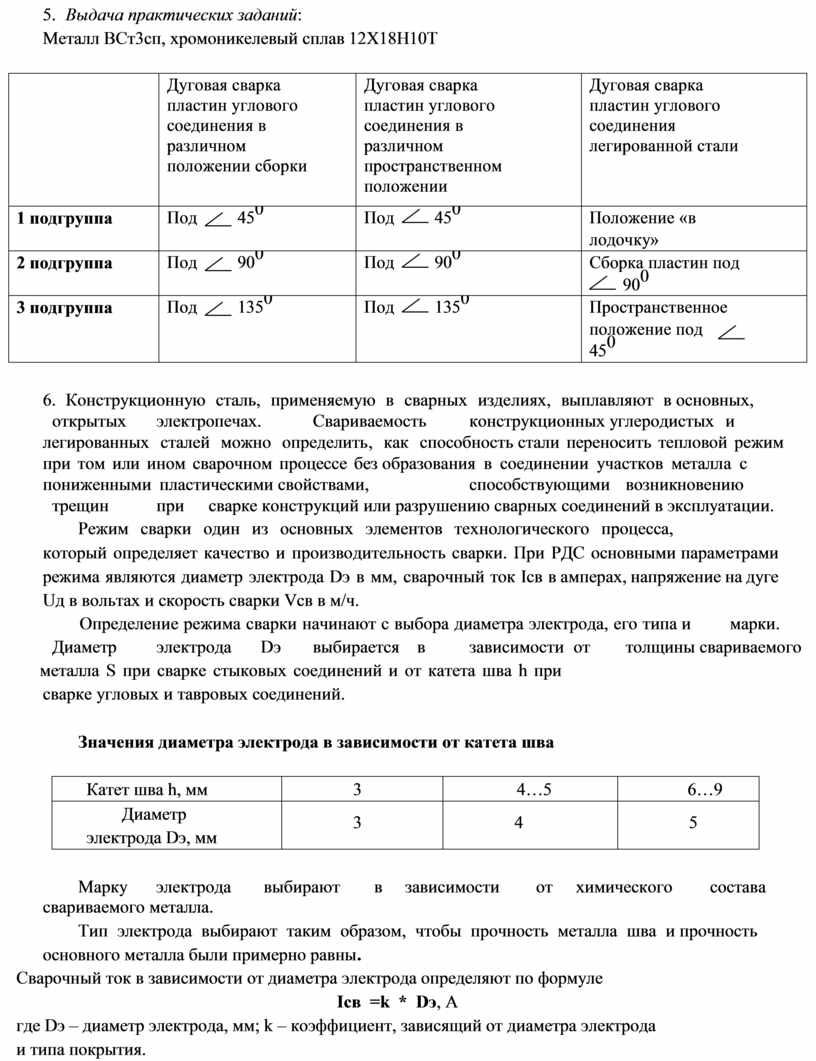
Выдача практических
заданий:
5.
Выдача практических
заданий:
![]()
![]()
![]()
![]()
![]() Металл ВСт3сп, хромоникелевый сплав 12Х18Н10Т
Металл ВСт3сп, хромоникелевый сплав 12Х18Н10Т
|
|
Дуговая сварка пластин углового соединения в различном положении сборки |
Дуговая сварка пластин углового соединения в различном пространственном положении |
Дуговая сварка пластин углового соединения легированной стали |
|
1 подгруппа |
Под 450 |
Под 450 |
Положение «в лодочку» |
|
2 подгруппа |
Под 900 |
Под 900 |
Сборка пластин под 900 |
|
3 подгруппа |
Под 1350 |
Под 1350 |
Пространственное положение под 450 |
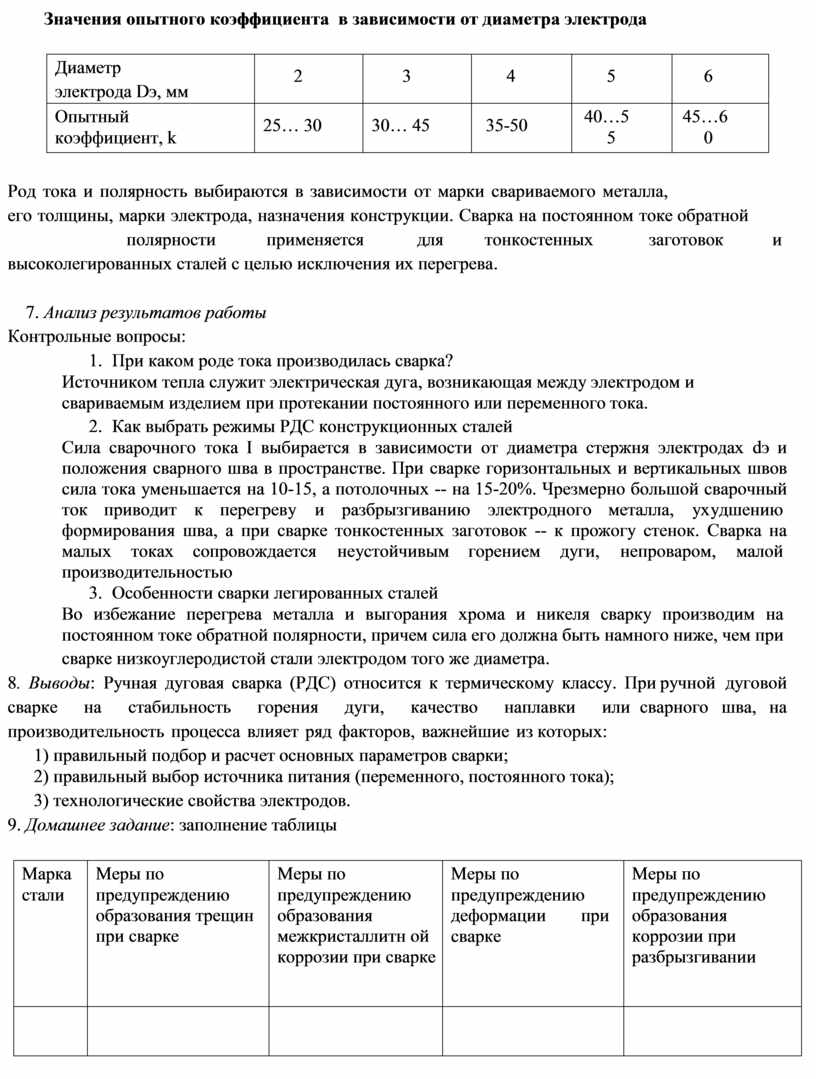
6. Конструкционную сталь, применяемую в сварных изделиях, выплавляют в основных, открытых электропечах. Свариваемость конструкционных углеродистых и легированных сталей можно определить, как способность стали переносить тепловой режим при том или ином сварочном процессе без образования в соединении участков металла с пониженными пластическими свойствами, способствующими возникновению трещин при сварке конструкций или разрушению сварных соединений в эксплуатации.
Режим сварки один из основных элементов технологического процесса,
который определяет качество и производительность сварки. При РДС основными параметрами режима являются диаметр электрода Dэ в мм, сварочный ток Iсв в амперах, напряжение на дуге Uд в вольтах и скорость сварки Vсв в м/ч.
Определение режима сварки начинают с выбора диаметра электрода, его типа и марки. Диаметр электрода Dэ выбирается в зависимости от толщины свариваемого металла S при сварке стыковых соединений и от катета шва h при
сварке угловых и тавровых соединений.
Значения диаметра электрода в зависимости от катета шва
|
Катет шва h, мм |
3 |
4…5 |
6…9 |
|
Диаметр электрода Dэ, мм |
3 |
4 |
5 |
Марку электрода выбирают в зависимости от химического состава
свариваемого металла.
Тип электрода выбирают таким образом, чтобы прочность металла шва и прочность основного металла были примерно равны.
Сварочный ток в зависимости от диаметра электрода определяют по формуле
Iсв =k * Dэ, А
где Dэ – диаметр электрода, мм; k – коэффициент, зависящий от диаметра электрода
и типа покрытия.
Значения опытного коэффициента в зависимости от диаметра электрода
|
Диаметр электрода Dэ, мм |
2 |
3 |
4 |
5 |
6 |
|
Опытный коэффициент, k |
25… 30 |
30… 45 |
35-50 |
40…5 5 |
45…6 0 |
Род тока и полярность выбираются в зависимости от марки свариваемого металла,
его толщины, марки электрода, назначения конструкции. Сварка на постоянном токе обратной полярности применяется для тонкостенных заготовок и
высоколегированных сталей с целью исключения их перегрева.
7. Анализ результатов работы
Контрольные вопросы:
1. При каком роде тока производилась сварка?
Источником тепла служит электрическая дуга, возникающая между электродом и свариваемым изделием при протекании постоянного или переменного тока.
2. Как выбрать режимы РДС конструкционных сталей
Сила сварочного тока I выбирается в зависимости от диаметра стержня электродах dэ и положения сварного шва в пространстве. При сварке горизонтальных и вертикальных швов сила тока уменьшается на 10-15, а потолочных -- на 15-20%. Чрезмерно большой сварочный ток приводит к перегреву и разбрызгиванию электродного металла, ухудшению формирования шва, а при сварке тонкостенных заготовок -- к прожогу стенок. Сварка на малых токах сопровождается неустойчивым горением дуги, непроваром, малой производительностью
3. Особенности сварки легированных сталей
Во избежание перегрева металла и выгорания хрома и никеля сварку производим на постоянном токе обратной полярности, причем сила его должна быть намного ниже, чем при
сварке низкоуглеродистой стали электродом того же диаметра.
8. Выводы: Ручная дуговая сварка (РДС) относится к термическому классу. При ручной дуговой сварке на стабильность горения дуги, качество наплавки или сварного шва, на производительность процесса влияет ряд факторов, важнейшие из которых:
1) правильный подбор и расчет основных параметров сварки;
2) правильный выбор источника питания (переменного, постоянного тока);
3) технологические свойства электродов.
9. Домашнее задание: заполнение таблицы
|
Марка стали |
Меры по предупреждению образования трещин при сварке |
Меры по предупреждению образования межкристаллитн ой коррозии при сварке |
Меры по предупреждению деформации при сварке |
Меры по предупреждению образования коррозии при разбрызгивании |
|
|
|
|
|
|
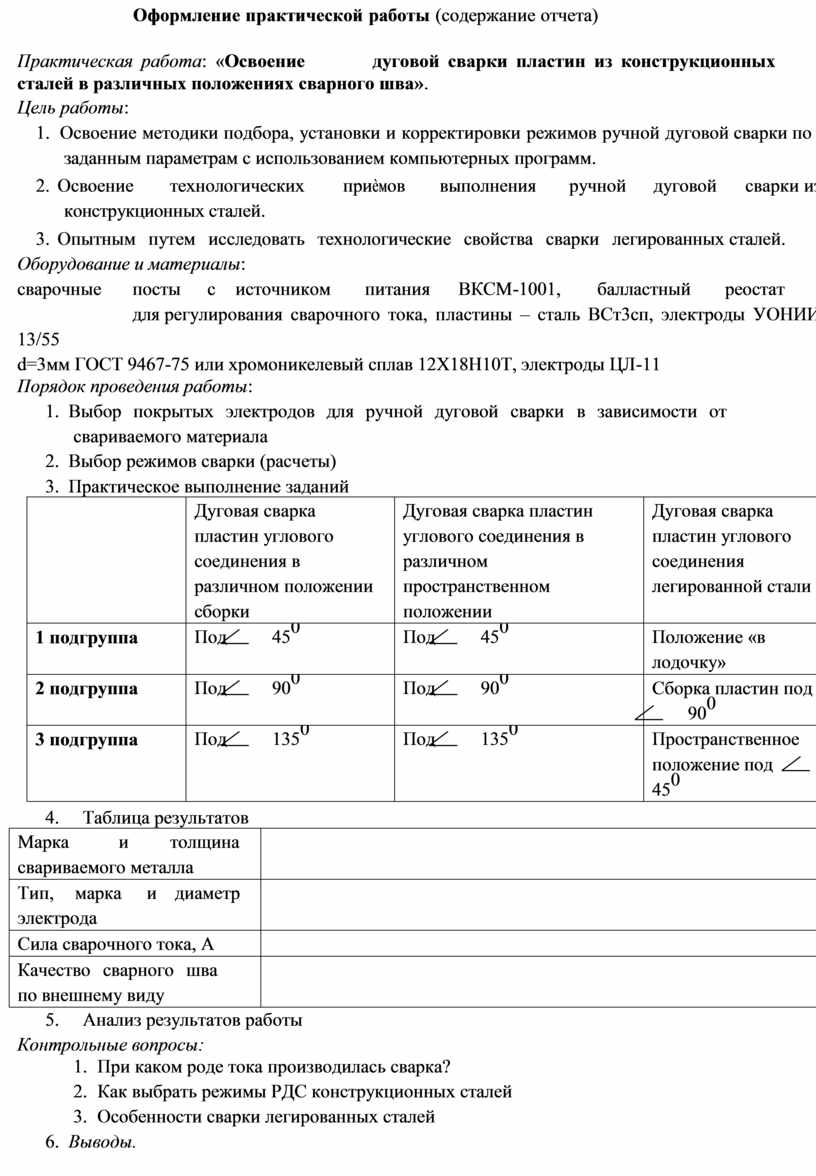
Оформление практической работы (содержание отчета)
Практическая работа: «Освоение дуговой сварки пластин из конструкционных сталей в различных положениях сварного шва».
Цель работы:
1. Освоение методики подбора, установки и корректировки режимов ручной дуговой сварки по заданным параметрам с использованием компьютерных программ.
2. Освоение технологических приѐмов выполнения ручной дуговой сварки из конструкционных сталей.
3. Опытным путем исследовать технологические свойства сварки легированных сталей.
Оборудование и материалы:
сварочные посты с источником питания ВКСМ-1001, балластный реостат для регулирования сварочного тока, пластины – сталь ВСт3сп, электроды УОНИИ 13/55
d=3мм ГОСТ 9467-75 или хромоникелевый сплав 12Х18Н10Т, электроды ЦЛ-11
Порядок проведения работы:
![]()
![]() 1.
Выбор покрытых электродов для
ручной дуговой
сварки в зависимости
от
свариваемого материала
1.
Выбор покрытых электродов для
ручной дуговой
сварки в зависимости
от
свариваемого материала
2. Выбор режимов сварки (расчеты)
![]()
![]()
![]()
![]()
![]()
![]() 3. Практическое
выполнение заданий
3. Практическое
выполнение заданий
|
|
Дуговая сварка пластин углового соединения в различном положении сборки |
Дуговая сварка пластин углового соединения в различном пространственном положении |
Дуговая сварка пластин углового соединения легированной стали |
|
1 подгруппа |
Под 450 |
Под 450 |
Положение «в лодочку» |
|
2 подгруппа |
Под 900 |
Под 900 |
Сборка пластин под 900 |
|
3 подгруппа |
Под 1350 |
Под 1350 |
Пространственное положение под 450 |
4. Таблица результатов
|
Марка и толщина свариваемого металла |
|
|
Тип, марка и диаметр электрода |
|
|
Сила сварочного тока, А |
|
|
Качество сварного шва по внешнему виду |
|
5. Анализ результатов работы
Контрольные вопросы:
1. При каком роде тока производилась сварка?
2. Как выбрать режимы РДС конструкционных сталей
3. Особенности сварки легированных сталей
6. Выводы.
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.