Поделиться

Государственное бюджетное профессиональное образовательное учреждение
Московской области «Колледж «Коломна»
Методическая разработка практического кейса
по теме «Выявление причин возникновения дефектов при TIG сварке»
по профессии
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Выполнила мастер производственного
обучения Ткаченко Татьяна Васильевна
2022 год
Практический кейс
Тема: Выявление причин возникновения дефектов при TIG сварке
1. Первый этап – знакомство с текстом кейса
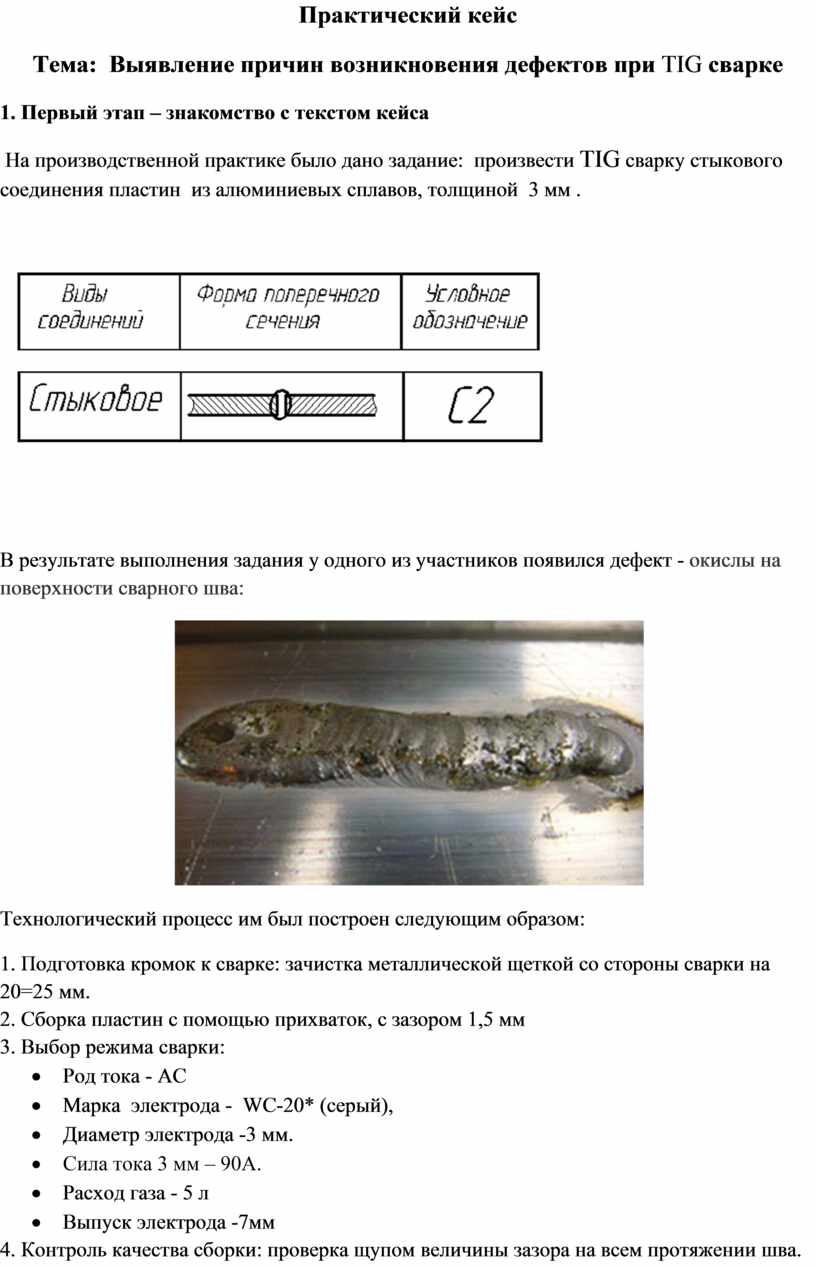
На производственной практике было дано задание: произвести TIG сварку стыкового соединения пластин из алюминиевых сплавов, толщиной 3 мм .


В результате выполнения задания у одного из участников появился дефект - окислы на поверхности сварного шва:

Технологический процесс им был построен следующим образом:
1. Подготовка кромок к сварке: зачистка металлической щеткой со стороны сварки на 20=25 мм.
2. Сборка пластин с помощью прихваток, с зазором 1,5 мм
3. Выбор режима сварки:
· Род тока - АС
· Марка электрода - WC-20* (серый),
· Диаметр электрода -3 мм.
· Сила тока 3 мм – 90А.
· Расход газа - 5 л
· Выпуск электрода -7мм
4. Контроль качества сборки: проверка щупом величины зазора на всем протяжении шва.
5. TIG сварка стыкового соединения С2 в НП.
6. Контроль качества сварного шва.
2. Второй этап – выявление фактов, указывающих на проблему.
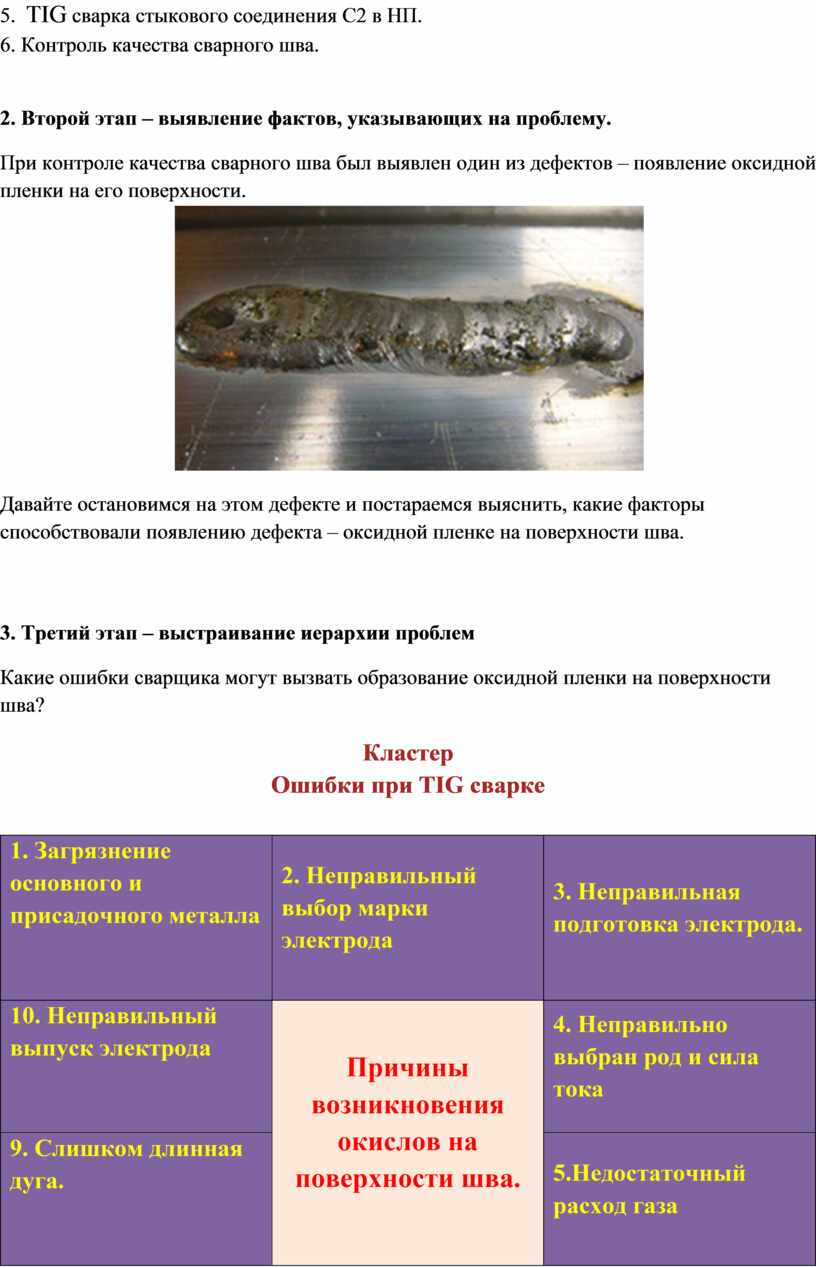
При контроле качества сварного шва был выявлен один из дефектов – появление оксидной пленки на его поверхности.

Давайте остановимся на этом дефекте и постараемся выяснить, какие факторы способствовали появлению дефекта – оксидной пленке на поверхности шва.
3. Третий этап – выстраивание иерархии проблем
Какие ошибки сварщика могут вызвать образование оксидной пленки на поверхности шва?
|
1. Загрязнение основного и присадочного металла
|
2. Неправильный выбор марки электрода |
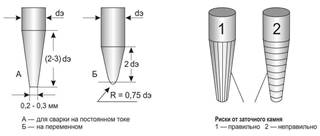
3. Неправильная подготовка электрода. |
|
10. Неправильный выпуск электрода
|
Причины возникновения окислов на поверхности шва. |
4. Неправильно выбран род и сила тока |
|
9. Слишком длинная дуга.
|
5.Недостаточный расход газа |
|
|
8.Неправильный угол наклона электрода при сварке.
|
7. Электрод загрязнен |
6. Слишком рано отключается газ после гашения дуги. |
Теперь я вам предлагаю заполнить таблицу и указать в ней, как технологически грамотно производить действия, позволяющие избежать возникновения перечисленных ошибок.
Самостоятельная работа с учебной литературой.
Заполнить таблицу, воспользовавшись рекомендуемой литературой, интернетом.
|
Возможная причина дефекта |
Правильное выполнение (как должно быть) |
|||
|
1. Загрязнение основного и присадочного металла |
Перед тем, как приступить к сварочным работам, необходимо зачистить свариваемые кромки на 20 -25 мм с 2- х сторон и торцов до металлического блеска. Обработать свариваемые кромки при помощи растворителя (уайт-спирита, бензина или ацетона). |
|||
|
2. Неправильный выбор марки электрода |
|
|||
|
3. Неправильная подготовка электрода. |
Большое значение имеет заточка электрода, причем со временем электроды деформируются и заточку нужно обновлять. При сварке переменным токе делается округлый кончик.
|
|
||
|
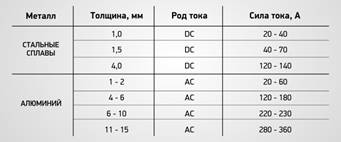
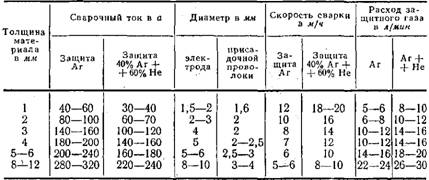
4. Неправильно выбран род и сила тока |
Алюминий и его сплавы свариваются ТИГ сваркой в среде аргона на переменном токе (АС) Сварочный ток выбирается в соответствии с диаметром электрода. |
|
||
|
5.Недостаточный расход газа |
|
|||
|
6. Слишком рано отключается газ после гашения дуги. |
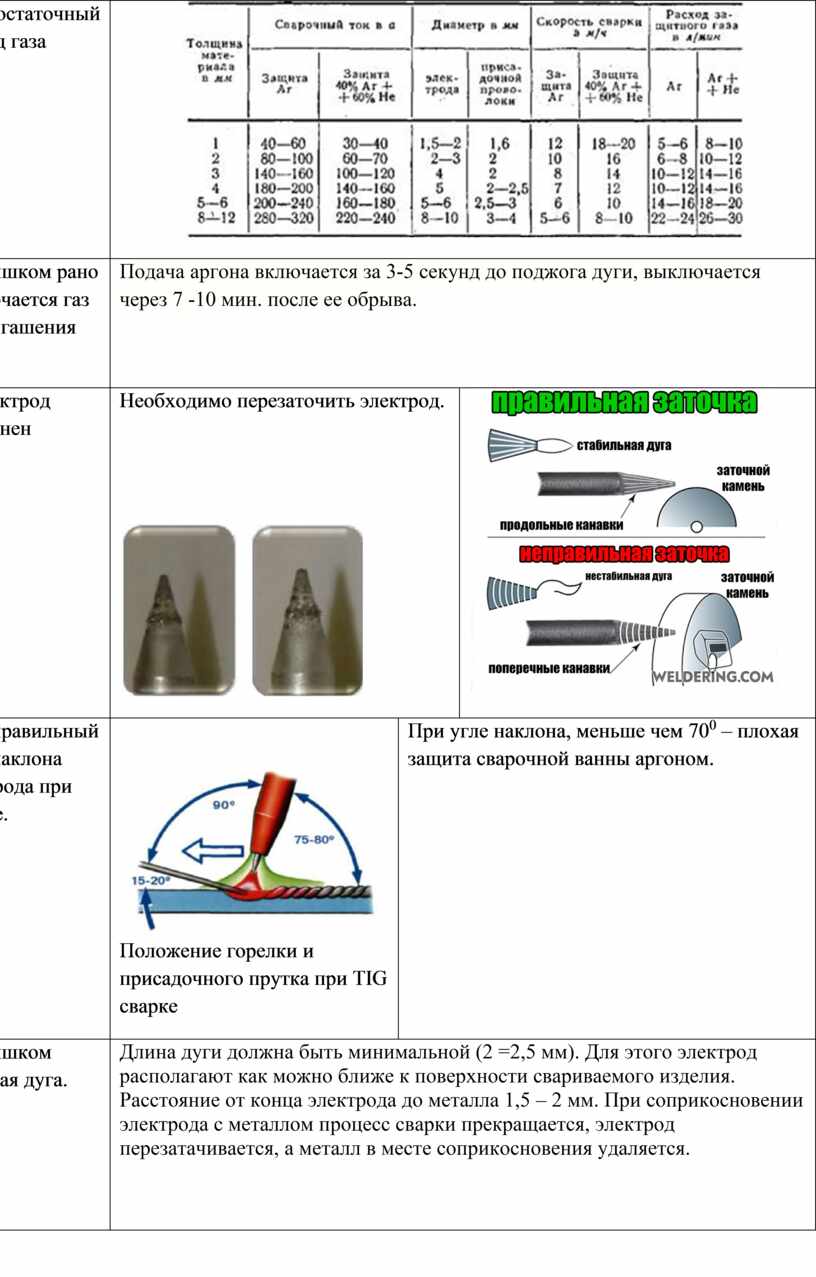
Подача аргона включается за 3-5 секунд до поджога дуги, выключается через 7 -10 мин. после ее обрыва. |
|||
|
7. Электрод загрязнен |
Необходимо перезаточить электрод.
|
|
||
|
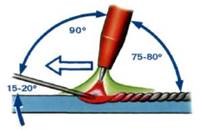
8. Неправильный угол наклона электрода при сварке. |
|
При угле наклона, меньше чем 700 – плохая защита сварочной ванны аргоном. |
||
|
9. Слишком длинная дуга. |
1. Длина дуги должна быть минимальной (2 =2,5 мм). Для этого электрод располагают как можно ближе к поверхности свариваемого изделия. 2. Расстояние от конца электрода до металла 1,5 – 2 мм. При соприкосновении электрода с металлом процесс сварки прекращается, электрод перезатачивается, а металл в месте соприкосновения удаляется.
|
|||
|
10. Неправильный выпуск электрода |
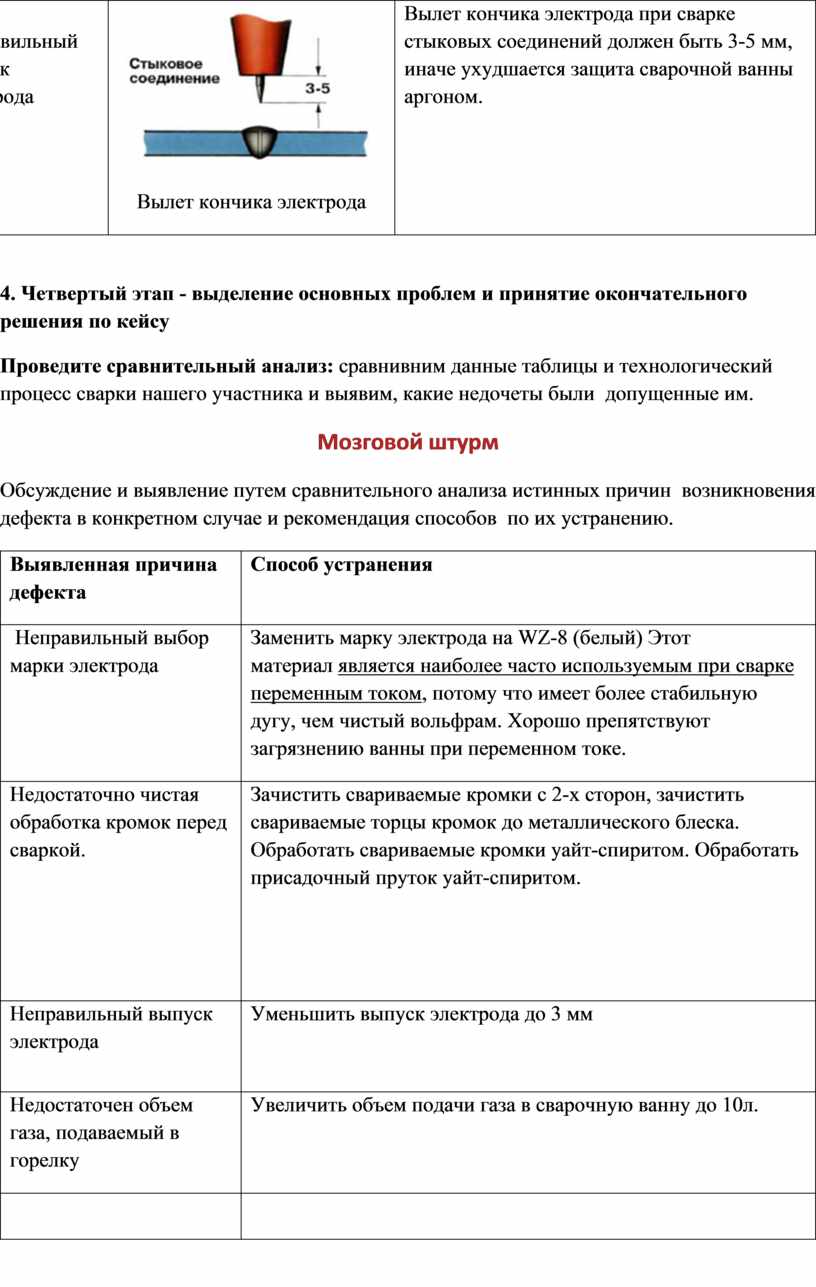
Вылет кончика электрода |
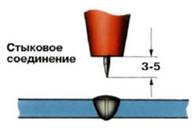
Вылет кончика электрода при сварке стыковых соединений должен быть 3-5 мм, иначе ухудшается защита сварочной ванны аргоном. |
||
4. Четвертый этап - выделение основных проблем и принятие окончательного решения по кейсу
Проведите сравнительный анализ: сравнивним данные таблицы и технологический процесс сварки нашего участника и выявим, какие недочеты были допущенные им.
Мозговой штурм
Обсуждение и выявление путем сравнительного анализа истинных причин возникновения дефекта в конкретном случае и рекомендация способов по их устранению.
|
Выявленная причина дефекта |
Способ устранения |
|
Неправильный выбор марки электрода |
Заменить марку электрода на WZ-8 (белый) Этот материал является наиболее часто используемым при сварке переменным током, потому что имеет более стабильную дугу, чем чистый вольфрам. Хорошо препятствуют загрязнению ванны при переменном токе. |
|
Недостаточно чистая обработка кромок перед сваркой. |
Зачистить свариваемые кромки с 2-х сторон, зачистить свариваемые торцы кромок до металлического блеска. Обработать свариваемые кромки уайт-спиритом. Обработать присадочный пруток уайт-спиритом.
|
|
Неправильный выпуск электрода |
Уменьшить выпуск электрода до 3 мм
|
|
Недостаточен объем газа, подаваемый в горелку |
Увеличить объем подачи газа в сварочную ванну до 10л.
|
|
|
|
5. Пятый этап – практическая проверка групповых решений и общее обсуждение.
Проверка правильности рекомендаций.
Выполнение задания после принятых рекомендаций.
Результат: отсутствие оксидной пленки на шве.

Вывод: недостаточная подготовка кромок перед сваркой, недостаточно точно выбранный режим сварки всегда будут приводить к возникновению дефектов в сварных швах.


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.