

Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств предназначен для проверки
результатов освоения учебной дисциплины слесарное дело по профессии СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
КОС включают контрольные материалы для проведения текущего контроля и промежуточной аттестации. Итоговая аттестация в форме дифференцированного зачета.
В результате освоения учебной дисциплины слесарное дело обучающийся должен обладать предусмотренными ФГОС СПО по профессии 15.02.01 следующими умениями, знаниями, которые формируют профессиональную компетенцию:
уметь:
У1 - применять приёмы и способы основных видов слесарных работ;
У2 - применять наиболее распространенные приспособления и инструменты.
знать:
З1 - основные виды слесарных работ, инструменты;
32 - методы практической обработки материалов.
КОС М-21 Слесарка.docx
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«СЕБРЯКОВСКИЙ ТЕХНОЛОГИЧЕСКИЙ ТЕХНИКУМ»
Комплект контрольнооценочных средств
по учебной практике
основной профессиональной образовательной программы
по специальности СПО
15.02.01 Монтаж и техническая эксплуатация промышленного оборудования
(по отраслям)
Михайловка
2017 г Составитель:
Шутеев А.Л. мастер производственного обучения ГБПОУ «Себряковский
технологический техникум»
Рецензенты: _________________________________
_________________________________
_________________________________
_________________________________
_________________________________
_________________________________
Аннотация
Комплект оценочных средств содержит :
результаты обучения: умения, знания и общие компетенции
показатели оценки результата
форма контроля и оценивания
тестовые задания для текущего контроля и промежуточной аттестации
критерии оценивания тестов РАССМОТРЕНО:
на заседании кафедры
механических специальностей
Протокол № ___ от «__» _________ 2017 г.
Заведующий кафедрой
_________________ Столбов Ю.В.
УТВЕРЖДАЮ
Зам. директора по учебной работе
_______________ Т.Ю.Фролова
«____» ___________ 2017 г.
СОГЛАСОВАНО
____________________________
______________________________
«______»_______________20____г. СОДЕРЖАНИЕ
1. Паспорт комплекта контрольнооценочных средств.
2. Результаты освоения учебной дисциплины, подлежащие проверке.
3. Оценка освоения учебной дисциплины.
3.1. Формы и методы оценивания
3.2. Типовые задания для оценки освоения учебной дисциплины
3.2.1. Карточки для контрольных работ
3.2.2. Устные вопросы
3.2.3. Кроссворды.
3.2.4. Тесты для проведения зачёта.
4. Основная учебная, справочная и методическая литература,
используемая при выполнении графических работ 1. Паспорт комплекта контрольнооценочных средств.
Комплект контрольнооценочных средств предназначен для проверки
результатов освоения учебной дисциплины слесарное дело по профессии СПО
15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по
отраслям)
КОС включают контрольные материалы для проведения текущего контроля и
промежуточной аттестации. Итоговая аттестация в форме дифференцированного
зачета.
В результате освоения учебной дисциплины слесарное дело обучающийся должен
обладать предусмотренными ФГОС СПО по профессии 15.02.01 следующими
умениями, знаниями, которые формируют профессиональную компетенцию:
уметь:
У1 применять приёмы и способы основных видов слесарных работ;
У2 применять наиболее распространенные приспособления и инструменты.
знать:
З1 основные виды слесарных работ, инструменты;
32 методы практической обработки материалов.
2. Результаты освоения учебной дисциплины, подлежащие проверке.
2.1. В результате аттестации по учебной дисциплине осуществляется
комплексная проверка следующих умений и знаний.
Таблица 1.
Результаты обучения
(освоенные умения, усвоенные
знания)
Уметь:
применять приёмы и
способы основных видов
слесарных работ;
применять наиболее
распространенные
приспособления и
Показатели оценки
результата
Умение применять
приёмы и способы
основных видов
слесарных работ,
умение правильно
использовать
приспособления и
Формы и методы контроля и
оценки результатов обучения
Практические задания
Самостоятельные работы
Карточки с заданиями инструменты.
Знать:
основные виды слесарных
работ, инструменты;
методы практической
обработки материалов.
инструменты.
Знание основных видов
слесарных работ и
методов практической
обработки металлов
(опиливание, сверление,
зенкование, шабрение и
т.д.)
Тестовые задания
Кроссворды
Сообщения, доклады,
рефераты
3. Оценка освоения учебной дисциплины:
3.1. Формы и методы оценивания
Предметом оценки служат умения и знания, предусмотренные ФГОС СПО по
дисциплине «Слесарное дело». Оценка знаний и умений обучающихся производится
на основании индивидуальных достижений.
Итоговой аттестацией по учебной дисциплине является зачет проводимой в
форме письменных ответов на вопросы в карточках.
Элемент учебной дисциплины
Раздел 1. Введение.
Тема 1.1. Введение.
Раздел 2. Подготовка металла.
Тема 2.1. Разметка плоскостная.
Тема 2.2. Рубка металла.
Тема 2.3. Правка и гибка металла.
Тема 2.4. Резка металла.
Раздел 3. Обработка металла.
Тема 3.1. Опиливание.
Формы и методы контроля
Текущий контроль
Форма контроля
Проверяемые У, З
Фронтальный устный опрос.
Индивидуальный устный опрос,
фронтальный устный опрос,
комбинированный опрос,
письменный опрос, работа с
карточками.
Индивидуальный устный опрос,
комбинированный опрос,
практическая проверка, работа с
карточками.
Индивидуальный устный опрос,
фронтальный устный опрос,
терминологический диктант,
тестовый контроль.
Комбинированный устный
опрос, фронтальный устный
опрос, блиц опрос, письменный
опрос, работа с карточками.
З1, У1, У2
З1, У1, У2
З1, У1, У2
З1, У1, У2
Фронтальный устный опрос,
самостоятельная работа,
З1, З2, У1, У2 Тема 3.2. Сверление, зенкование,
зенкерование и развёртывание отверстий.
Тема 3.3. Нарезание резьбы.
Тема 3.4. Клепка.
Тема 3.5. Шабрение.
Тема 3.6. Притирка и доводка.
Тема 3.7. Паяние, лужение, склеивание.
работа с карточками.
Индивидуальный устный опрос,
фронтальный устный опрос,
защита практической работы,
работа с карточками.
Индивидуальный устный опрос,
фронтальный устный опрос,
письменная проверка, работа с
карточками.
Индивидуальный устный опрос,
фронтальный устный опрос,
защита практической работы,
работа с карточками.
Фронтальный устный опрос,
защита практической работы,
работа с карточками.
Фронтальный устный опрос,
комбинированный опрос, защита
практической работы, работа с
карточками.
Фронтальный устный опрос,
комбинированный опрос,
письменный опрос, защита
практической работы, работа с
карточками.
З1, З2, У1, У2
З1, З2, У1, У2
З1, З2, У1, У2
З1, З2, У1, У2
З1, З2, У1, У2
З1, З2, У1, У2
Итоговая аттестация – зачёт У 1, У2, З 1, З 2.
3.2 Типовые задания для оценки освоения учебной дисциплины.
3.2.1. Карточки для контрольных работ.
Контрольная работа №1 «Основы резки металла»
по дисциплине «Слесарное дело»
1. Разметка, её виды и назначение.
2. Процесс плоскостной разметки, определение порядка разметки, способа
Карточка №1.
выполнения, проверка разметки и кернение деталей.
3. Техника безопасности при разметке.
Карточка №2.
1. Рубка металла, инструмент для рубки.
2. Конструкция, размеры и углы заточки зубила и клейцмейселя.
3. Техника безопасности при рубке металлов.
Карточка №3.
1. Правка и гибка металлов.
2. Инструменты и приспособления для правки/гибки металла. Гибка труб.
3. Техника безопасности при правке и гибке металлов. Эталон ответов
по контрольной №1 «Основы резки металла»
Карточка №1.
1. Разметка, её виды и назначение.
Разметкой называется операция нанесения линий и точек на заготовку,
предназначенную для обработки. Линии и точки обозначают границы обработки.
Существуют два вида разметки: плоская и пространственная. Разметка
называется плоской, когда линии и точки наносятся на плоскость, пространственной
– когда разметочные линии и точки наносятся на геометрическое тело любой
конфигурации.
Пространственная разметка может быть выполнена на разметочной плите с
помощью разметочного ящика, призм и угольников. При пространственной разметке
для поворота размечаемой заготовки используются призмы.
2. Процесс плоскостной разметки, определение порядка разметки, способа
выполнения, проверка разметки и кернение деталей.
Плоскую или пространственную разметку детали проводят на основании
чертежа.
До разметки заготовка должна пройти обязательную подготовку, которая
включает в себя следующие операции: очистка детали от грязи и коррозии (не
производить на разметочной плите); обезжиривание детали (не производить на
разметочной плите); осмотр детали с целью обнаружения дефектов (трещин, раковин,
искривлений); проверка габаритных размеров, а также припусков на обработку;
определение разметочной базы; покрытие белой краской поверхностей, подлежащих
разметке и нанесению на них линий и точек; определение оси симметрии.
Если за разметочную базу принято отверстие, то в него следует вставить
деревянную пробку. Разметочная база – это конкретная точка, ось симметрии или
плоскость, от которой отмеряются, как правило, все размеры на детали.
Накерниванием называется операция нанесения мелких точекуглублений на
поверхности детали. Они определяют осевые линии и центры отверстий,
необходимые для обработки, определенные прямые или кривые линии на изделии.
Накернивание делают с целью обозначения на детали стойких и заметных знаков,
определяющих базу, границы обработки или место сверления. Операция
накернивания выполняется с использованием чертилки, кернера и молотка.
3. Техника безопасности при разметке.
.
Карточка №2
1. Рубка металла, инструмент для рубки.
Разрезаемый материал (жесть, полосовое железо, стальная лента, профиль,
пруток) следует положить на стальную плиту или на наковальню так, чтоб он
прилегал всей своей поверхностью к поверхности плиты или наковальни. Материал,
от которого нужно отрубить заготовку, может быть закреплен в тисках. Если металл
имеет длину больше плиты или наковальни, его свешивающийся конец должен
опираться на соответствующие подпорки. Лист или кусок жести с размеченным на нем контуром элемента кладут на
стальную плиту для разрезания жести. Острие зубила ставят на расстояние 1–2 мм от
размеченной линии. Ударяя молотком по зубилу, разрезают жесть. Передвигая
зубило вдоль контура и, одновременно ударяя по нему молотком, вырубают
фасонный элемент по контуру и отделяют его от листа жести.
Вырезание элемента из толстого листового материала выполняют сначала с
одной стороны листа, затем его переворачивают на другую сторону и вырезают
окончательно (продвигая зубило по полученному следу от острия зубила).
Вырезанный элемент по контуру обрабатывают ручным напильником.
Искривленную или помятую жесть перед разметкой следует отрихтовать на
плите резиновым или деревянным молотком. Перед укладкой листа на плиту при
рихтовке, разметке и рубке следует тщательно очистить и протереть плиту. Жесть
должна прилегать к плите всей своей поверхностью. Нельзя пользоваться тупым или
выщербленным зубилом и выщербленным или расклепанным молотком.
При разрезании вязких материалов (толстая жесть или полосовое железо) с
целью предохранения зубила от заклинивания режущую часть зубила следует
смазывать маслом или водой с мылом, что уменьшает трение и дает возможность
получать гладкую поверхность разреза.
Зубило используют для разрезания материала в случаях, когда трудно или
невозможно использовать ножницы либо пилу изза сложности требуемой
конфигурации детали, когда отсутствуют (вообще или в данный момент)
необходимые ножницы, когда разрезаемый материал слишком твердый.
Для разрезания используют зубило, для вырезания – крейцмейсель.
2. Конструкция, размеры и углы заточки зубила и клейцмейселя.
Слесарное зубило – это инструмент из инструментальной углеродистой стали
У7А или У8А прямоугольного или скругленного профиля, один конец которого
имеет форму клина. Размеры зубила: длина 100–200 мм, толщина 8—20 мм, ширина
12–30 мм. Слесарное зубило служит для рубки или снятия слоя металла, когда не
требуется точность обработки. Им можно производить также разрезание, обрезание и
вырезание материала.
В зависимости от вида разрезаемого или обрезаемого материала угол
заострения зубила составляет: 60° – для стали, 70° – для чугуна и бронзы, 45° – для
меди и латуни, 35° – для цинка и алюминия.
Крейцмейсель – это слесарный инструмент, похожий на зубило, но имеющий
узкую или фасонную (канавочник) режущую часть. Он служит для вырезания
прямоугольных или фасонных канавок. Изготовляется из инструментальной
углеродистой стали У7А или У8А. Размеры крейцмейселя: длина 150–200 мм,
ширина 12–25 мм, толщина 8—16 мм; размеры канавочника: длина 80—350 мм,
ширина 6—25 мм, толщина 6—16 мм.
Существует несколько видов крейцмейселей: прямоугольные, полукруглые и
специальные
Вырезание – это выполнение с помощью крейцмейселя канавок, углублений, а
также вспомогательных бороздок при разрезании большой поверхности.
3. Техника безопасности при рубке металлов. Карточка №3.
1. Правка и гибка металлов.
Правкой называют операцию возвращения кривым или погнутым
металлическим изделиям первоначальной прямолинейной или другой формы. Правку
производят горячим или холодным способом вручную, а также с использованием
приспособлений или машин.
Чаще всего подвергают правке проволоку, горячекатаный или холоднотянутый
пруток, полосовой и листовой металл. Реже правке подвергается сортовой металл
(угольники, швеллеры, тавры, двутавры и рельсы).
Материал или изделие из цветных металлов следует править с учетом его
физикомеханических свойств молотком, изготовленным из соответствующего
металла. Используют молотки из следующих цветных металлов: меди, свинца,
алюминия или латуни, а также деревянные и резиновые молотки.
Гибкой называют операцию придания металлу определенной конфигурации без
изменения его сечения и обработки металла резанием. Гибку производят холодным
или горячим способом вручную либо с использованием приспособлений и машин.
Гибку можно осуществлять в тисках или на наковальне. Гибку металла и придание
ему определенной формы может облегчить использование шаблонов, стержневых
форм, гибочных штампов и приспособлений. Гибка большого количества
металлических прутков для придания им определенной формы возможна только в
специально сконструированных и изготовленных для этой цели штампах и гибочном
оборудовании
2. Инструменты и приспособления для правки/гибки металла. Гибка труб.
Для правки фасонного, листового и полосового металла используют разного
рода молотки, плиты, наковальни, валки (для правки жести), ручные винтовые
прессы, гидравлические прессы, валковые приспособления и вороты.
Гибка металла в зависимости от его толщины, конфигурации или диаметра
выполняется с помощью молотка с использованием слесарных щипцов или кузнечных
клещей на плите для правки, в тисках или в формах или на наковальне. Можно также
гнуть металл в различных гибочных приспособлениях, гибочных машинах, в штампах
на гибочных прессах и на другом оборудовании.
Гибку труб можно производить горячим или холодным способом с
использованием специальных шаблонов или роликов при помощи гибочных
приспособлений.
Толстостенные трубы диаметром не более 25 мм и радиусом гибки свыше 30
мм можно гнуть в холодном состоянии без заполнения их сухим мелким песком,
свинцом, канифолью и не вставляя в них винтовую пружину. Трубы больших
диаметров (в зависимости от толщины стенки и марки металла, из которого
изготовлена данная труба) гнутся, как правило, с подогревом места гиба и
наполнением трубы соответствующим материалом. При этом концы трубы заглушают
пробками, что уменьшает возможность ее поломки или сплющивания при гибке.
Трубы со швом следует гнуть в таком положении, чтобы действующее гибочное
усилие прилагалось в плоскости, перпендикулярной шву.
3. Техника безопасности при правке и гибке металлов. Контрольная работа №2 «Технологии обработки металла»
по дисциплине «Слесарное дело»
Карточка №1.
1. Опиливание металла, припуск на опиливание.
2. Опиливание различных поверхностей деталей.
3. Техника безопасности при опиливании.
Карточка №2.
1. Сверление, зенкерование, развертывание отверстий
2. Инструменты и приспособления, применяемые при сверлении
3. Техника безопасности при сверлении.
Карточка №3.
1. Зенкерование отверстий и конструкция зенкеров.
2. Охлаждение и смазка при зенкеровании
3. Техника безопасности при зенкеровании.
Карточка №4.
1. Нарезание резьбы.
2. Инструменты для нарезания внутренней резьбы, конструкция
3. Техника безопасности при нарезании резьбы.
Карточка №5.
1. Шабрение.
2. Основные виды шабрения, приемы и способы.
3. Техника безопасности при шабрении.
Карточка №6.
1. Притирка.
2. Материалы для притирок.
3. Техника безопасности при притирке.
Карточка №7.
1. Клепка. Назначение и применение клепки.
2. Типы заклепок.
3. Техника безопасности при клепке.
по контрольной №2 «Технологии обработки металла»
Эталон ответов
Карточка №1.
1. Опиливание металла, припуск на опиливание.
Опиливание – это процесс снятия припуска напильниками, надфилями или
рашпилями. Оно основано на ручном или механическом снятии с обрабатываемой
поверхности тонкого слоя материала. Опиливание относится к основным и наиболее
распространенным операциям. Оно дает возможность получить окончательные
размеры и необходимую шероховатость поверхности изделия. Опиливание может производиться напильниками, надфилями или рашпилями.
Напильники подразделяются на следующие виды: слесарные общего назначения,
слесарные для специальных работ, машинные, для затачивания инструмента и для
контроля твердости.
2. Опиливание различных поверхностей деталей.
Различают следующие виды опиливания: плоских и криволинейных
поверхностей; угловых поверхностей; параллельных поверхностей; сложных и
фасонных поверхностей.
Выбор напильника зависит от вида материала, вида опиливания, величины
снимаемого слоя и величины обрабатываемой детали. Например, при окончательной
обработке куба, выполненного из стали с длиной грани 30 мм, нужно использовать
напильник с двойной насечкой №5 (бархатный) длиной 160 мм.
Форму напильников выбирают в зависимости от конфигурации
обрабатываемого места. Плоские напильники используют для опиливания плоских,
криволинейных выпуклых и наружных сферических поверхностей; квадратные
напильники – для опиливания квадратных и прямоугольных отверстий; трехгранные
– для обработки трехгранных поверхностей, для заточки пил, а также для
опиливания плоских поверхностей, расположенных под острым углом; ножовочные –
для опиливания кромок острых углов, а также для выполнения узких канавок;
ромбические – для обработки очень сложных контуров изделий; круглые – для
выполнения полукруглых и круглых отверстий; овальные – для опиливания овальных
отверстий; полукруглые и линзовые – для обработки криволинейных и вогнутых
поверхностей.
3.Техника безопасности при опиливании.
Карточка №2.
1. Сверление, зенкерование, развертывание отверстий.
Сверлением называется выполнение в изделии или материале круглого
отверстия с использованием специального режущего инструмента – сверла, которое в
процессе сверления одновременно имеет вращательное и поступательное движение
вдоль оси просверливаемого отверстия. Сверление применяется в первую очередь
при выполнении отверстий в деталях, соединяемых при сборке.
Зенкерование – это увеличение диаметра ранее просверленного отверстия или
создание дополнительных поверхностей. Для этой операции служат зенкеры,
режущая часть которых имеет цилиндрическую, конусную, торцевую или фасонную
поверхности.
Цель зенкерования – создать соответствующие посадочные места в отверстиях
для головок заклепок, винтов или болтов или выравнивание торцевых поверхностей.
Развертывание дает окончательный размер отверстия, требуемый по чертежу.
Диаметр отверстия под развертывание должен быть меньше окончательного на
величину припуска на развертывание
2. Инструменты и приспособления, применяемые при сверлении.
К сверлильным станкам с механическим приводом относятся вертикально
сверлильные, радиальносверлильные, горизонтальнорасточные и специальные сверлильные станки. Вертикальносверлильные станки могут иметь устройства для
применения многошпиндельных головок. Специальные сверлильные станки могут
быть агрегатными, многопозиционными и многошпиндельными. На сверлильных
станках можно выполнять следующие операции: сверление, рассверливание на
больший диаметр ранее просверленного отверстия, зенкерование, развертывание,
торцевание, цекование, зенкование, нарезание резьб.
Для выполнения операции сверления используются сверла с коническим или
цилиндрическим хвостовиком, конусные переходные втулки, клинья для выбивания
сверла, сверлильные самоцентрирующие патроны двух– и трехщековые, рукоятки
для крепления сверл в патронах, быстрозажимные патроны, патроны пружинные с
автоматическим отключением сверла, машинные тиски, коробки, призмы, прихваты,
угольники, ручные тиски, наклонные столы, а также разного вида приспособления,
ручные и механические сверлильные станки и дрели.
3. Техника безопасности при сверлении.
Карточка №3.
1. Зенкерование отверстий и конструкция зенкеров.
Зенкерование – это увеличение диаметра ранее просверленного отверстия или
создание дополнительных поверхностей. Для этой операции служат зенкеры,
режущая часть которых имеет цилиндрическую, конусную, торцевую или фасонную
поверхности.
Цель зенкерования – создать соответствующие посадочные места в отверстиях
для головок заклепок, винтов или болтов или выравнивание торцевых поверхностей.
Зенкеры выполняются из углеродистой инструментальной стали У10А, У12А,
легированной стали 9ХС или быстрорежущей стали Р9, Р12. Они могут иметь
напаянные режущие пластинки из твердых сплавов. Хвостовики зенкеров и корпуса
наборных зенкеров делаются из стали 45 или 40Х.
Зенкеры могут быть сплошными цилиндрическими, коническими, фасонными,
сварными с приваренным хвостовиком, насадными сплошными, насадными сборными.
Зенкеры малых диаметров делаются обычно сплошными, а больших диаметров –
сварными или насадными. Конусные зенкеры имеют углы при вершине 60, 75, 90 и
120°.
2. Охлаждение и смазка при зенкеровании
СОЖ применяются при всех видах обработки металла резанием. Хорошая
СОЖ не вызывает корродирования инструмента, приспособления и детали, не
оказывает вредного влияния на кожу человека, не имеет неприятного запаха и
хорошо отводит тепло. При сверлении отверстий в стали используется водный
раствор мыла, 5 %ный раствор эмульсии Э2 или ЭТ2; при сверлении в алюминии –
5 %ный раствор эмульсии Э2, ЭТ2 или жидкость следующего состава: масло
«Индустриальное» – 50%, керосин – 50 %. При сверлении мелких отверстий в чугуне
СОЖ не используют. При сверлении в чугуне глубоких отверстий используется
сжатый воздух или 1,5%ный раствор эмульсии Э2 или ЭТ2. При сверлении меди и
сплавов на ее основе применяется 5%ный раствор эмульсии Э2, ЭТ2 или масло
«Индустриальное».
3. Техника безопасности при зенкеровании. Карточка №4.
1. Нарезание резьбы.
Нарезание резьбы – это образование винтовой поверхности на наружной или
внутренней цилиндрической или конической поверхностях детали.
Нарезание винтовой поверхности на болтах, валиках и других наружных
поверхностях деталей можно выполнять вручную или машинным способом. К
ручным инструментам относятся: круглые разрезные и неразрезные плашки, а также
четырех– и шестигранные пластинчатые плашки, клуппы для нарезания резьбы на
трубах. Для крепления плашек используются плашкодержатели и клуппы. Круглая
плашка используется также для машинного нарезания резьбы. Нарезание наружной
резьбы машинным способом может производиться на токарных станках резьбовыми
резцами, гребенками, резьбонарезными головками с радиальными, тангенциальными и
круглыми гребенками, вихревыми головками, а также на сверлильных станках
резьбонарезными головками, на фрезерных станках резьбонарезными фрезами и на
резьбошлифовальных станках однониточными и многониточными кругами.
Получение наружной резьбовой поверхности может быть обеспечено ее
накатыванием плоскими плашками, круглыми роликами на резьбонакатных станках.
Применение резьбонакатных головок с осевой подачей позволяет накатывать
наружные резьбы на сверлильном и токарном оборудовании.
2. Инструменты для нарезания внутренней резьбы, конструкция.
Нарезание резьбы в отверстиях выполняют метчиками вручную и машинным
способом. Различают цилиндрические и конические метчики. Ручные метчики
бывают одинарные, двухкомплектные и трехкомплектные. Обычно используют
комплект, состоящий из трех метчиков: чернового, обозначенного одной черточкой
или цифрой 1; среднего, обозначенного двумя черточками или цифрой 2; и
чистового, обозначенного тремя черточками или цифрой 3
Имеются специальные метчики: для плашек (плашечные метчики с длинной
режущей частью), для гаек, для труб, для легких сплавов, а также с конической
рабочей частью. Метчиками можно нарезать резьбу в сквозных и глухих отверстиях
или калибровать маточными метчиками ранее нарезанную резьбу.
На хвостовик ручного метчика, заканчивающийся квадратной головкой,
надевается вороток с постоянным или регулируемым квадратным отверстием.
В ряде случаев применяются комбинированные метчики, которыми можно
производить сверление и нарезание резьбы.
Машинные метчики применяются для нарезания внутренней резьбы на
сверлильных и токарных станках всех типов. Ими можно нарезать резьбы за один или
несколько проходов. За один проход нарезают резьбу с шагом до 3 мм, а за 2–3
прохода – резьбы с более крупным шагом, особо длинные резьбы, а также гладкие
резьбы в труднообрабатываемых материалах независимо от шага.
Для нарезания резьбы в гайках на станках применяются гаечные метчики. Они
работают без реверсирования и при нарезании гайки нанизываются на хвостовик.
Различают гаечные метчики с прямым и изогнутым хвостовиком.
Для нарезания внутренней резьбы большого диаметра применяются
резьбонарезные головки с регулируемыми гребенками или сходящимися плашками. Элементы метчика: рабочая часть, состоящая из режущей и калибрующей
частей, и хвостовик. На рабочей части нанесены спиральная нарезка и продольные
канавки для удаления стружки. Режущие кромки получаются на пересечении
спиральной нарезки и продольных канавок для удаления стружки. Хвостовая часть
заканчивается квадратной головкой для установки в патрон. Метчики изготавливают
из углеродистой инструментальной стали У12 и У12А, быстрорежущей стали Р12 и
Р18, легированной стали Х06, ХВ, ИХ. Винтовая поверхность – это поверхность,
описываемая кривойобразующей, равномерно вращающейся вокруг оси и
одновременно совершающей равномерное поступательное движение вдоль этой оси.
Применительно к резьбовой поверхности образующей является треугольник (для
метрических и дюймовых резьб), трапеция (для трапецеидальных резьб) и
прямоугольник (для прямоугольных резьб, например, в ходовых винтах домкратов).
3. Техника безопасности при нарезании резьбы.
Карточка №5.
1. Шабрение.
Шабрение – это процесс получения требуемой по условиям работы точности
форм, размеров и относительного положения поверхностей для обеспечения их
плотного прилегания или герметичности соединения.
При шабрении производится срезание тонких стружек с неровных
поверхностей, предварительно уже обработанных напильником или другим режущим
инструментом.
Инструменты для шабрения называются шаберами. Для изготовления шаберов
используют инструментальные углеродистые стали У10, У10А, У12, У12А,
легированную сталь Х05, а также твердосплавные пластины, вставляемые в стальные
державки. Бывшие в употреблении и вышедшие из строя трехгранные или плоские
напильники после соответствующего шлифования также могут использоваться в
качестве шаберов.
Различают ручные и механические шаберы. Они могут быть плоские
односторонние и двухсторонние, цельные и со вставленными пластинками,
трехгранные цельные и трехгранные односторонние, полукруглые односторонние и
двухсторонние, ложкообразные и универсальные
2. Основные виды шабрения, приемы и способы.
Шабрение особенно часто применяется при обработке деталей пар трения.
Перед шабренем следует проверить степень неровности поверхности и места
неровностей, подлежащие шабрению. Для обнаружения неровностей поверхности
служат плиты, линейки, призмы, валики, щупы. При шабрении на краску
используется шабровочная краска. В ряде случаев шабрение ведется на блеск.
Для шабрения деталей на краску используют плиту или линейку, а также
краску.
В качестве краски для шабрения используют смесь машинного масла с
парижской лазурью или ультрамарином, имеющую консистенцию легкой пасты.
Иногда используется смесь машинного масла с сажей.
Краска наносится тонким слоем на плиту или линейку кисточкой или чистой
ветошью, после чего плита или линейка накладывается на предназначенную для шабрения поверхность детали. После нескольких кругообразных движений плиты
или возвратнопоступательных движений линейки по детали или детали на плите
деталь осторожно снимают с плиты. Появившиеся окрашенные пятна на детали
свидетельствуют о неровностях, выступающих на поверхности детали; неровности
удаляются шабрением.
Во время притирки детали к плите на краску на поверхности детали
появляются большего или меньшего размера окрашенные пятна, между которыми
имеются светлые промежутки. Окрашенные пятна появляются вследствие
неровностей на этой поверхности.
Наиболее высокие неровности на поверхности имеют более светлую по
сравнению с краской окраску в связи с некоторым стиранием краски при движениях
притирки. Основные выпуклости характеризуются хорошим покрытием краской и
поэтому имеют густую окраску. Светлые и блестящие пятнышки на поверхности
детали свидетельствуют об углублениях на поверхности, которые краской не
покрыты.
Последовательность удаления пятен с поверхности определяет их цвет.
Шабрение начинают с самых выступающих мест, обозначенных светлым цветом
краски. Затем следуют пятна с густой окраской. Светлые пятна не шабрятся.
Степень точности и шероховатости поверхности определяется по числу пятен
краски в квадрате со стороной 25 мм (около 16 – хорошее шабрение, 25 – очень
точное шабрение).
3. Техника безопасности при шабрении.
Карточка №6.
1. Притирка.
Притирка – это снятие тончайших слоев металла посредством мелкозернистых
абразивных порошков в среде смазки или алмазных паст, нанесенных на поверхность
инструмента (притира). В качестве инструмента используются притиры,
изготовленные из серого чугуна перлитной структуры или другого мягкого металла.
Это один из самых точных способов обработки поверхности металлических
деталей. В результате такой обработки с поверхности обрабатываемой детали
удаляются все неровности, а также неровности, появившиеся в результате
предыдущей обработки, при одновременном достижении очень высокой степени
точности плоскостей (1 мкм). Целью притирки является получение точных посадок
соприкасающихся поверхностей деталей машин, а также точное выполнение других
поверхностей, например, в эталонных плитках.
2. Материалы для притирок.
Материалы для притирки делятся на пасты, притирочные порошки и полотно.
Притирочная паста – это смесь окиси хрома, кремния, стеариновой кислоты, а также
небольшого количества жира и машинного масла; изготавливается нескольких
сортов. В качестве шаржирующихся порошков используют алмаз, электрокорунд
белый и нормальный, карбид бора, стекло, полировочный крокус, абразивный
минерал, негашеную известь. Изделия из цветных металлов и сплавов притираются
нешаржирующимися абразивами. Зернистость абразивных порошков выбирается в зависимости от назначения операции: для грубой притирки – крупнозернистые, для
окончательной – мелкозернистые.
Смазочной средой для свободной подачи абразива служит керосин, а при особо
тонкой притирке – бензин; в случае предварительного шаржирования притиров –
керосин, машинное масло. Добавкой к керосину стеариновой кислоты достигается
ускорение процесса.
Для притирки нешаржирующимся абразивом используются сравнительно
мягкие абразивные материалы. При этом твердость притира должна быть выше
твердости притираемой поверхности детали. Применяемые абразивы – окись хрома,
крокус (окись железа). Смазочная среда – керосин, машинное масло для стали и
смесь животного сала с машинным маслом для меди и ее сплавов. Абразивный
минерал, обычно называемый наждаком, – это мелкозернистый естественный корунд
темной окраски. Абразивный минерал в виде свободных зерен или зерен, наклеенных
на эластичную подложку (полотно, бумагу), используется для полирования и
притирки. Размер зерен определяется так же, как и в других абразивных материалах.
Чем грубее зерно, тем выше номер, которым обозначается абразивный минерал.
Притиры изготавливают из серого чугуна перлитного класса твердостью в
пределах HB 180–200, мягкой стали, латуни, меди, свинца и твердой древесины.
Перед тем, как начать работу, притир следует заправить, т. е. втереть в его рабочую
поверхность абразивный порошок с помощью стального стерженька или валика (если
притиры из мягкого материала) или с помощью притираемой детали (если притир из
чугуна).
3. Техника безопасности при притирке.
Карточка №7.
1. Клепка. Назначение и применение клепки.
Клепка – это операция получения неразъемного соединения материалов с
использованием стержней, называемых заклепками. Заклепка, заканчивающаяся
головкой, устанавливается в отверстие соединяемых материалов. Выступающая из
отверстия часть заклепки расклепывается в холодном или горячем состоянии,
образуя вторую головку.
Заклепочные соединения применяются:
в конструкциях, работающих под действием вибрационной и ударной
нагрузки, при высоких требованиях к надежности соединения, когда сварка этих
соединений технологически затруднена или невозможна;
когда нагревание мест соединения при сварке недопустимо вследствие
возможности коробления, термических изменений в металлах и появляющихся
значительных внутренних напряжениях;
в случаях соединения различных металлов и материалов, для которых сварка
неприменима.
2. Типы заклепок.
Для выполнения заклепочных соединений применяются следующие виды
заклепок: с полукруглой головкой, с потайной головкой, с полупотайной головкой,
трубчатая, взрывная, разрезная. Кроме того, применяются заклепки с плоскоконической головкой, с плоской головкой, с конической головкой, с
конической головкой и подголовкой, с овальной головкой.
Заклепки изготавливаются из углеродистой стали, меди, латуни или алюминия.
При соединении металлов подбирают заклепку из того же материала, что и
соединяемые элементы.
Заклепка состоит из головки и цилиндрического стержня, называемого телом
заклепки. Часть заклепки, выступающая с другой стороны соединяемого материала и
предназначенная для формирования замыкающей головки, называется ножкой. Длина
заклепки с полукруглой головкой измеряется до основания головки (длина тела),
длина заклепки с потайной головкой измеряется вместе с головкой, длина заклепки с
полупотайной головкой измеряется от грани перехода сферы к конусу до торца тела
заклепки.
Диаметр заклепки определяется диаметром тела и измеряется на расстоянии 6
мм от основания головки. Диаметр отверстия под заклепку при горячей клепке
должен быть на 1 мм больше диаметра заклепки.
Стальную заклепку диаметром до 14 мм можно расклепывать в холодном
состоянии. Заклепки диаметром более 14 мм клепаются в горячем состоянии.
Диаметры заклепок от 10 до 37 мм увеличиваются через 3 мм.
3. Техника безопасности при клепке.
3.2.2. Устные вопросы.
Контрольные вопросы по дисциплине «Слесарное дело»
1. Поясните назначение плоскостной разметки, перечислите и охарактеризуйте
используемый инструмент.
2. Изложите технологию выполнения плоскостной разметки.
3. Поясните назначение и сущность операции «рубка металла», укажите виды
рубки, охарактеризуйте особенности выбора инструмента для выполнения рубки.
4. Поясните назначение и сущность операции «опиливания металла».
Перечислите используемый инструмент.
5. Перечислите виды напильников, кратко охарактеризуйте каждый тип
напильников, поясните их назначение.
6. Поясните назначение и сущность операций «притирка» и «доводка».
Перечислите используемый инструмент.
7. Изложите технологию выполнения притирки поверхностей.
8. Перечислите и охарактеризуйте приемы рубки металла. Перечислите
используемый инструмент.
9. Поясните назначение и сущность операции «резка металла». Перечислите
используемый инструмент.
10.Ручная слесарная ножовка. Назначение, виды, устройство.
11.Ручные слесарные ножницы. Назначение, виды, устройство.
12.Поясните назначение и сущность операции «правка метала», укажите
используемый инструмент.
13.Виды молотков и их назначение. 14.Поясните назначение и сущность операции «шабрение»; перечислите и
охарактеризуйте используемый инструмент и приспособления.
15.Поясните назначение и сущность операции «сверление»; перечислите и
охарактеризуйте используемый инструмент, приспособления, оборудование.
16.Перечислите и охарактеризуйте углы заточки сверл в зависимости от
твердости материала, укажите инструмент для контроля заточки сверл.
17.Поясните назначение и сущность операции «клепка металла», перечислите и
охарактеризуйте используемый инструмент, укажите виды заклепочных швов.
18.Поясните назначение и сущность операций «распиливание» и «припасовка»;
перечислите и охарактеризуйте используемый инструмент.
19.Поясните назначение и сущность операций «притирка» и «доводка».
20.Перечислите и охарактеризуйте притирочные материалы, применяемые при
выполнении притирки и доводки деталей, охарактеризуйте используемые притиры.
21.Поясните назначение и сущность операции «развертывание» отверстий;
перечислите и охарактеризуйте используемый инструмент, поясните его
конструкцию.
22.Поясните назначение и сущность операции «зенкерование» отверстий;
перечислите и охарактеризуйте используемый инструмент, поясните его
конструкцию.
23.Классифицируйте резьбы, применяемые в машиностроении, по различным
признакам. Укажите элементы метрической резьбы.
24.Поясните назначение и сущность операции «пайка», перечислите и
охарактеризуйте инструмент, используемый для выполнения пайки.
25.Укажите виды заклепочных соединений, охарактеризуйте их особенности,
назовите материалы, из которых изготавливают заклепки.
26.Виды тисков и их назначение.
27.Требования, предъявляемые к ручному инструменту
28.Дать определение техническому измерению и перечислить используемые
инструменты.
29.Измерительная линейка: дать характеристику.
30.Штангенинструмент: виды и порядок замера.
31.Микрометрический инструмент: виды и порядок замера.
32.Индикаторный инструмент: виды и порядок замера. 3.2.3. Кроссворды.
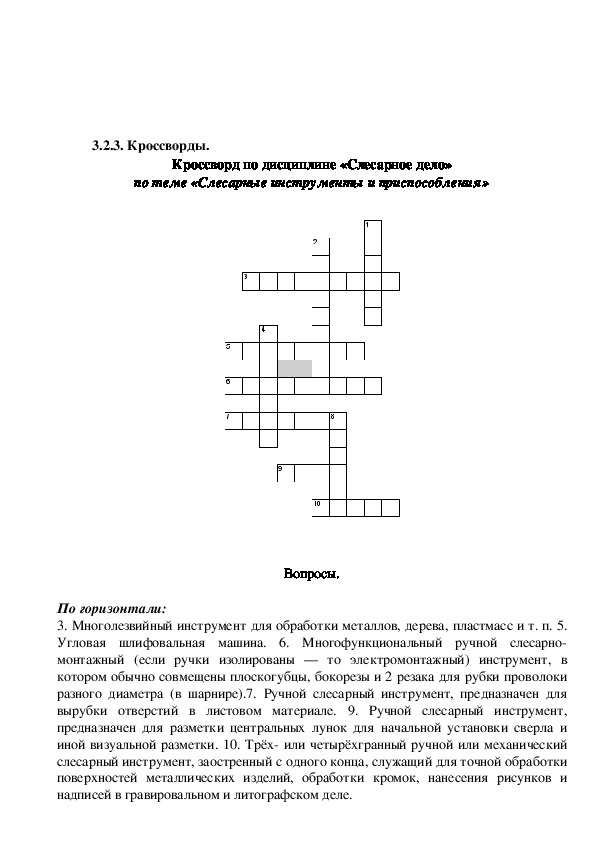
Кроссворд по дисциплине «Слесарное дело»
по теме «Слесарные инструменты и приспособления»
Вопросы.
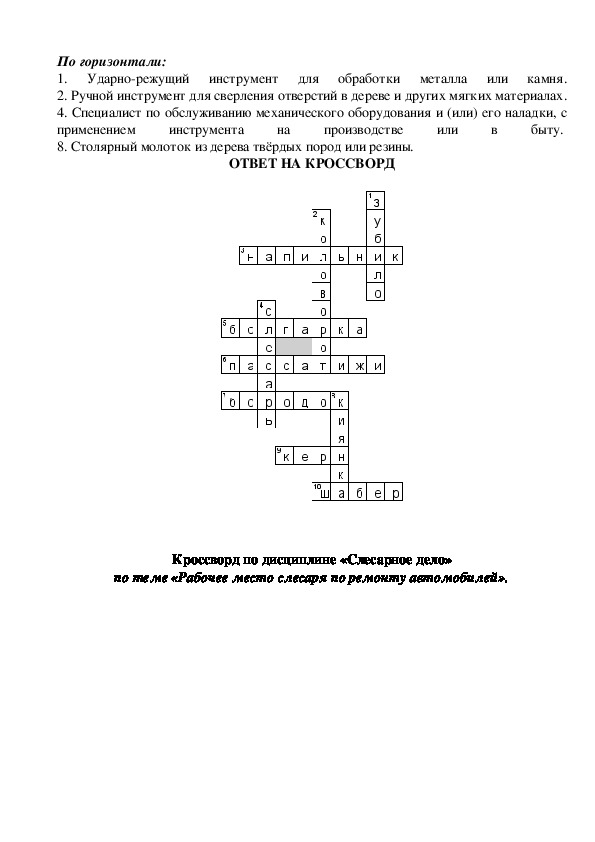
По горизонтали:
3. Многолезвийный инструмент для обработки металлов, дерева, пластмасс и т. п. 5.
Угловая шлифовальная машина. 6. Многофункциональный ручной слесарно
монтажный (если ручки изолированы — то электромонтажный) инструмент, в
котором обычно совмещены плоскогубцы, бокорезы и 2 резака для рубки проволоки
разного диаметра (в шарнире).7. Ручной слесарный инструмент, предназначен для
вырубки отверстий в листовом материале. 9. Ручной слесарный инструмент,
предназначен для разметки центральных лунок для начальной установки сверла и
иной визуальной разметки. 10. Трёх или четырёхгранный ручной или механический
слесарный инструмент, заостренный с одного конца, служащий для точной обработки
поверхностей металлических изделий, обработки кромок, нанесения рисунков и
надписей в гравировальном и литографском деле. По горизонтали:
1.
Ударнорежущий инструмент для обработки металла или камня.
2. Ручной инструмент для сверления отверстий в дереве и других мягких материалах.
4. Специалист по обслуживанию механического оборудования и (или) его наладки, с
применением
быту.
8. Столярный молоток из дерева твёрдых пород или резины.
производстве
инструмента
в
или
на
ОТВЕТ НА КРОССВОРД
Кроссворд по дисциплине «Слесарное дело»
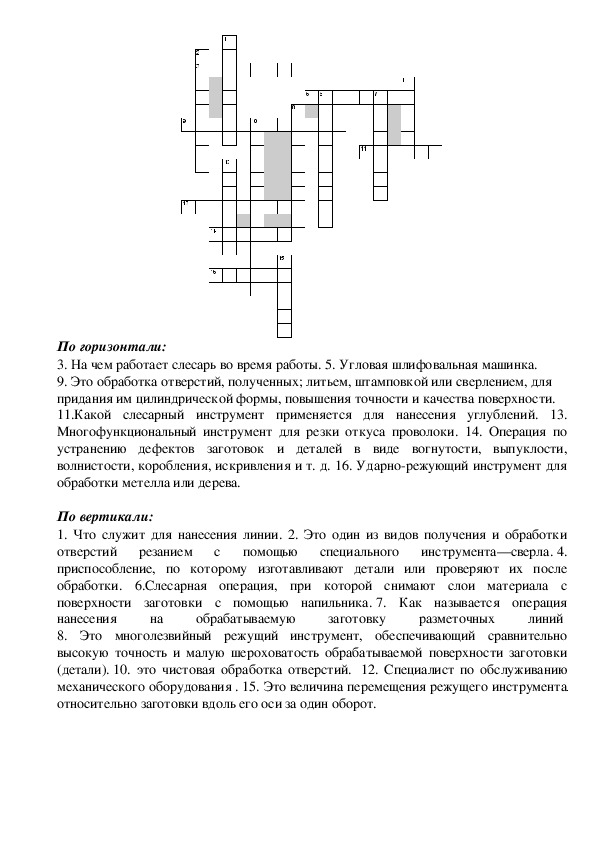
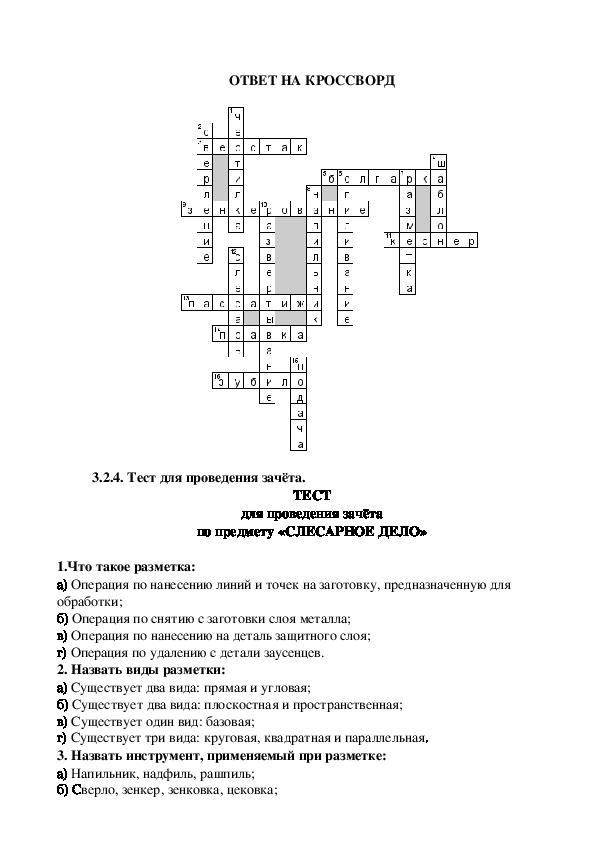
по теме «Рабочее место слесаря по ремонту автомобилей». По горизонтали:
3. На чем работает слесарь во время работы. 5. Угловая шлифовальная машинка.
9. Это обработка отверстий, полученных; литьем, штамповкой или сверлением, для
придания им цилиндрической формы, повышения точности и качества поверхности.
11.Какой слесарный инструмент применяется для нанесения углублений. 13.
Многофункциональный инструмент для резки откуса проволоки. 14. Операция по
устранению дефектов заготовок и деталей в виде вогнутости, выпуклости,
волнистости, коробления, искривления и т. д. 16. Ударнорежующий инструмент для
обработки метелла или дерева.
По вертикали:
1. Что служит для нанесения линии. 2. Это один из видов получения и обработки
отверстий резанием с помощью специального инструмента—сверла. 4.
приспособление, по которому изготавливают детали или проверяют их после
обработки.
6.Слесарная операция, при которой снимают слои материала с
поверхности заготовки с помощью напильника. 7. Как называется операция
нанесения
линий
8. Это многолезвийный режущий инструмент, обеспечивающий сравнительно
высокую точность и малую шероховатость обрабатываемой поверхности заготовки
(детали). 10. это чистовая обработка отверстий. 12. Специалист по обслуживанию
механического оборудования . 15. Это величина перемещения режущего инструмента
относительно заготовки вдоль его оси за один оборот.
обрабатываемую
разметочных
заготовку
на ОТВЕТ НА КРОССВОРД
3.2.4. Тест для проведения зачёта.
ТЕСТ
для проведения зачёта
по предмету «СЛЕСАРНОЕ ДЕЛО»
1.Что такое разметка:
а) Операция по нанесению линий и точек на заготовку, предназначенную для
обработки;
б) Операция по снятию с заготовки слоя металла;
в) Операция по нанесению на деталь защитного слоя;
г) Операция по удалению с детали заусенцев.
2. Назвать виды разметки:
а) Существует два вида: прямая и угловая;
б) Существует два вида: плоскостная и пространственная;
в) Существует один вид: базовая;
г) Существует три вида: круговая, квадратная и параллельная.
3. Назвать инструмент, применяемый при разметке:
а) Напильник, надфиль, рашпиль;
б) Сверло, зенкер, зенковка, цековка; в) Труборез, слесарная ножовка, ножницы;
г) Чертилка, молоток, прямоугольник, кернер, разметочный циркуль.
4. Выбрать правильный ответ. Что такое накернивание:
а) Это операция по нанесению точекуглублений на поверхности детали;
б) Это операция по удалению заусенцев с поверхности детали;
в) Это операция по распиливанию квадратного отверстия;
г) Это операция по выпрямлению покоробленного металла.
5. Инструмент, применяемый при рубке металла:
а) Применяется: метчик, плашка, клупп;
б) Применяется: кернер, шабер, зенкер, киянка, гладилка;
в) Применяется: слесарная ножовка, труборез, ножницы по металлу;
г) Применяется: слесарное зубило, крейцмейсель, канавочник, молоток.
6. Что такое правка металла:
а) Операция по выправлению изогнутого или покоробленного металла, подвергаются
только пластичные материалы;
б) Операция по образованию цилиндрического отверстия в сплошном материале;
в) Операция по образованию резьбовой поверхности на стержне;
г) Операция по удалению слоя металла с заготовки с целью придания нужной формы
и размеров.
7. Выбрать правильный ответ. Назовите инструменты и приспособления,
применяемые при правке металла:
а) Применяется: параллельные тиски, стуловые тиски, струбцины;
б) Применяется: натяжка, обжимка, поддержка, чекан;
в) Применяется: правильная плита, рихтовальная бабка, киянка, молоток, гладилка;
г) Применяется: кернер, шабер, зенкер, киянка, гладилка.
8. Что такое резка металла:
а) Это операция, связанная с разделением материалов на части с помощью режущего
инструмента;
б) Это операция, нанесению разметочных линий на поверхность заготовки;
в) Это операция, по образованию резьбовой поверхности внутри отверстия;
г) Это операция, по образованию резьбы на поверхности металлического стержня.
9. Назовите ручной инструмент для резке металла:
а) Зубило, крейцмейсель, канавочник;
б) Слесарная ножовка, ручные ножницы, труборез;
в) Гладилка, киянка, кувалда;
г) Развертка, цековка, зенковка.
10. Что такое опиливание:
а) Операция по удалению сломанной пилы из места разреза на поверхности
заготовки;
б) Операция по распиливанию заготовки или детали на части;
в) Операция по удалению с поверхности заготовки слоя металла при помощи
режущего инструмента – напильника;
г) Операция по удалению металлических опилок с поверхности заготовки или детали.
11. Выбрать правильный ответ. Какие инструменты применяются при опиливании:
а) Применяются: плоскогубцы, круглогубцы, кусачки;
б) Применяются: молоток с круглым бойком, молоток с квадратным бойком;
в) Применяются: шабер плоский, зубило, киянка;
г) Применяются: напильники, надфили, рашпили.
12. Что такое сверление:
а) Это операция по образованию сквозных или глухих квадратных отверстий в
сплошном материале, при помощи режущего инструмента – сверла;
б) Это операция по образованию сквозных или глухих овальных отверстий в
сплошном материале, при помощи режущего инструмента – сверла;
в) Это операция по образованию сквозных или глухих треугольных отверстий в
сплошном материале, при помощи режущего инструмента – сверла;
г) Это операция по образованию сквозных или глухих цилиндрических отверстий в
сплошном материале, при помощи режущего инструмента – сверла.
13. Назовите виды свёрел:
а) Треугольные, квадратные, прямые, угловые;
б) Ножовочные, ручные, машинные, машинноручные;
в) Спиральные, перовые, центровочные, кольцевые, ружейные;
г) Самозатачивающиеся, базовые, трапецеидальные, упорные.
14. Назовите ручной сверлильный инструмент:
а) Сверло, развёртка, зенковка, цековка;
б) Настольный сверлильный станок, вертикальный сверлильный станок, радиальный
сверлильный станок;
в) Ручная дрель, коловорот, трещотка, электрические и пневматические дрели;
г) Притир, шабер, рамка, державка;
15. Что такое зенкерование:
а) Это операция, связанная с обработкой раннее просверленного, штампованного,
литого и другого отверстия с целью придания ему более правильной квадратной
формы, более высокой точности и более низкой шероховатости;
б) Это операция, связанная с обработкой раннее просверленного, штампованного,
литого и другого отверстия с целью придания ему более правильной треугольной
формы, более высокой точности и более высокой шероховатости;
в) Это операция, связанная с обработкой раннее просверленного, штампованного,
литого и другого отверстия с целью придания ему более правильной овальной
формы, более низкой точности и более низкой шероховатости;
г) Это операция, связанная с обработкой раннее просверленного, штампованного,
литого и другого отверстия с целью придания ему более правильной геометрической
формы, более высокой точности и более низкой шероховатости.
16. Назовите виды зенкеров:
а) Остроносые и тупоносые;
б) Машинные и ручные;
в) По камню и по бетону;
г) Цельные и насадные.
17. Что такое развёртывание:
а) Это операция по обработке резьбового отверстия; б) Это операция по обработке раннее просверленного отверстия с высокой
степенью точности;
в) Это операция по обработке квадратного отверстия с высокой степенью точности;
г) Это операция по обработке конического отверстия с высокой степенью точности.
18. Назовите профили резьбы:
а) Треугольная, прямоугольная, трапецеидальная, упорная, круглая;
б) Овальная, параболическая, трёхмерная, в нахлестку, зубчатая;
в) Полукруглая, врезная, сверхпрочная, антифрикционная;
г) Модульная, сегментная, трубчатая, потайная.
19. Назовите системы резьб:
а) Сантиметровая, футовая, батарейная;
б) Газовая, дециметровая, калиброванная;
в) Метрическая, дюймовая, трубная;
г) Миллиметровая, водопроводная, газовая.
20. Назовите элементы резьбы:
а) Профиль зуба, наружный угол, средний угол, внутренний угол;
б) Угол профиля, шаг резьбы, наружный диаметр, диаметр, внутренний диаметр;
в) Зуб, модуль, наружный радиус, средний радиус, внутренний радиус;
г) Шаг зуба, угол модуля, наружный профиль, средний профиль, внутренний
профиль.
21. Назовите виды плашек:
а) Круглая, квадратная (раздвижная), резьбонакатная;
б) Шестигранная, сферическая, торцевая;
в) Упорная, легированная, закаленная;
г) Модульная, сегментная, профильная.
22. Что такое распиливание:
а) Разновидность опиливания;
б) Разновидность притирки;
в) Разновидность шабрения;
г) Разновидность припасовки.
23. Что такое припасовка:
а) Это слесарная операция по взаимной пригонке способам рубки двух сопряжённых
деталей;
б) Это слесарная операция по взаимной пригонке способами шабрения двух
сопряжённых деталей;
в) Это слесарная операция по взаимной пригонке способами притирки двух
сопряжённых деталей;
г) Это слесарная операция по взаимной пригонке способами опиливания двух
сопряжённых деталей.
24. Что такое шабрение:
а) Это окончательная слесарная операция, заключающаяся в соскабливании очень
тонких слоёв металла с поверхности заготовки с помощью режущего инструмента –
притира;
б) Это окончательная слесарная операция, заключающаяся в соскабливании очень
тонких слоёв металла с поверхности заготовки с помощью режущего инструмента – шабера;
в) Это окончательная слесарная операция, заключающаяся в соскабливании очень
тонких слоёв металла с поверхности заготовки с помощью режущего инструмента –
надфиля;
г) Это окончательная слесарная операция, заключающаяся в соскабливании очень
тонких слоёв металла с поверхности заготовки с помощью режущего инструмента –
рашпиля.
25. Назовите виды шаберов по конструкции:
а) Клёпанные и сварные;
б) Штифтовые и клиновые;
в) Цельные и составные;
г) Шпоночные и шплинтованные.
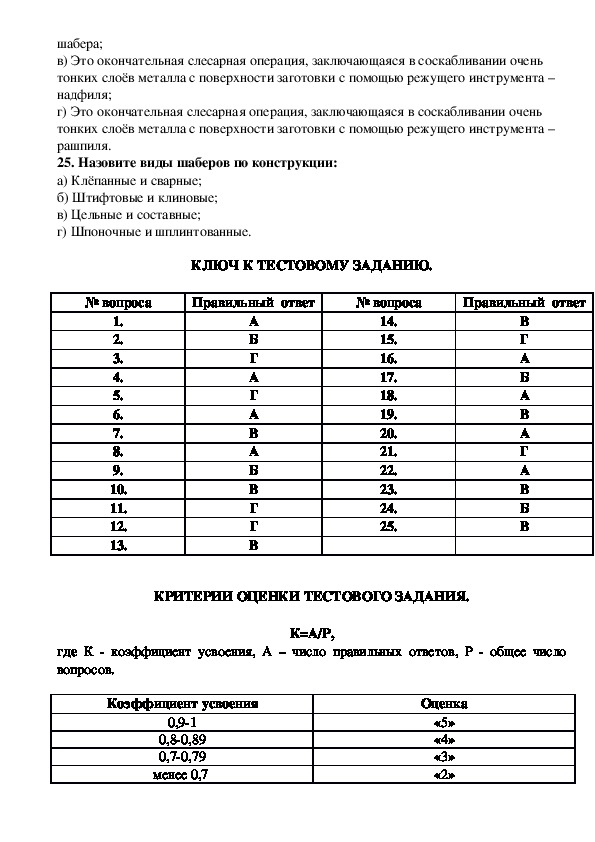
КЛЮЧ К ТЕСТОВОМУ ЗАДАНИЮ.
№ вопроса
Правильный ответ
№ вопроса
Правильный ответ
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
А
Б
Г
А
Г
А
В
А
Б
В
Г
Г
В
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
В
Г
А
Б
А
В
А
Г
А
В
Б
В
КРИТЕРИИ ОЦЕНКИ ТЕСТОВОГО ЗАДАНИЯ.
где К коэффициент усвоения, А – число правильных ответов, Р общее число
вопросов.
К=А/Р,
Коэффициент усвоения
0,91
0,80,89
0,70,79
менее 0,7
Оценка
«5»
«4»
«3»
«2» 4.
Основная учебная,
используемая при выполнении графических работ.
справочная и методическая литература,
Основные источники:
1. Долгих А.И., Фокин С.В., Шпротько О.Н. Слесарные работы: АльфаМ, ИнфраМ.
– М. Москва, 2011.
2. Долматов Г.Г., Загоскин Н.Л., Костенко П.И., Ткачева Г.В. Слесарное дело.
Практические основы профессиональной деятельности, Феникс Москва, 2009.
3. Костенко Е.М. Слесарное дело: Практическое пособие для слесаря, 2006.
4. Покровский Б.С. Общий курс слесарного дела: Учеб. пособие. – М.: ОИЦ
«Академия», 2007 – 80 с.
5. Покровский Б.С. Основы слесарного дела. Рабочая тетрадь. – М.: ОИЦ
«Академия», 2008.
6. Покровский Б.С. Основы слесарного дела: Учебник для нач. проф. образования. –
М.: ОИЦ «Академия», 2007. – 272 с.
Дополнительные источники:
1. Электронные ресурс «Слесарные работы». Форма доступа: http://metalhandling.ru.
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Комплект контрольно-оценочных средств по учебной практике основной профессиональной образовательной программы по специальности СПО 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Материалы на данной страницы взяты из открытых истончиков либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
07.02.2019
Посмотрите также:
- 📁 Комплект контрольно-оценочных средств по учебной дисциплине Материаловедение основной профессиона...
- 📁 РАБОЧАЯ ПРОГРАММА УЧЕБНОЙ (СЛЕСАРНОЙ ) ПРАКТИКИ УП01.01. Для специальности среднего профессиона...
- 📁 РАБОЧАЯ ПРОГРАММА УЧЕБНОЙ СЛЕСАРНОЙ ПРАКТИКИ УП.01.01 (ДЛЯ ПМ.01.) для специальности среднего п...
© ООО «Знанио»
С вами с 2009 года.
![]()
О портале