Поделиться

ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ № 262
ФЕДЕРАЛЬНОЙ СЛУЖБЫ ИСПОЛНЕНИЯ НАКАЗАНИЙ
Курс лекций
по междисциплинарному курсу
|
Технология обработки текстильных изделий Раздел "Оборудование швейного производства" |
||
|
Профессия |
29.01.08 Оператор швейного оборудования |
|

Юрга, 202
Аннотация
Курс лекций разработан в соответствии с рабочей программой профессионального модуля Выполнение работ по обработке текстильных изделий из различных материалов междисциплинарного курса Технология обработки текстильных изделий для обучающихся профессии 29.01.08 "Оператор швейного оборудования".
Включает в себя темы, связанные с оборудованием швейного производства.
Оборудование швейного производства является базовыми знаниями для овладения данной профессией. Согласно Федеральному государственному стандарту среднего профессионального образования по профессии 19.01.08 Оператор швейного оборудования, профессиональная компетенция 2.1. Выполнять операции вручную или на машинах, автоматическом или полуавтоматическом оборудовании по пошиву деталей, узлов, изделий из текстильных материалов включает в себя знания об устройстве и наладке оборудования для конкретных операций и материалов.
Представленный курс лекций охватывает базовые знания для овладения данной компетенцией.
.
СОДЕРЖАНИЕ
1. Стежки, строчки, швы ..................................................................................4
2. Общее устройство машины 1022 М класса.............................................6
3. Общее устройство машины 51 А класса.....................................................6
4. Характеристика челночного стежка............................................................7
5. Характеристика цепного стежка..................................................................7
6. Рабочие органы и их назначение в машине 1022 М класса.....................8
7. Рабочие органы и их назначение в машине 51 А класса..........................8
8. Машинная игла..............................................................................................9
9. Характеристика нумерации игл................................................................10
10. Челнок. Петлитель.......................................................................................10
11. Нитеподающее устройство.........................................................................11
12. Образование петли-напуска.......................................................................12
13. Затягивание ниток стежка..........................................................................14
14. Устройство для продвижения материалов...............................................14
15. Процессы образования машинных стежков и строчек...........................15
16. Прокалывание материалов иглой..............................................................16
17. Машины общего назначения......................................................................17
18. Специализированные машины...................................................................17
19. Швейные машины-полуавтоматы.............................................................18
20. Правила смены шпуль................................................................................18
21. Заправка и регулировка натяжения верхней нитки в машине 1022 М класса............................................................................................................18
22. Заправка и регулировка натяжения нижней нитки в машине 1022 М класса............................................................................................................19
23. Причины и способы устранения петляния строчки................................20
24. Правила регулирования частоты строчки и давления лапки.................20
25. Установка иглы............................................................................................21
26. Характеристика работ, выполняемых на швейных машинах................21
27. Правила эксплуатации машины 1022 М класса.......................................22
28. Правила эксплуатации краеобмёточных машин......................................22
29. Технические условия на выполнение машинных работ..........................23
30. Виды и назначение различных приспособлений малой механизации..24
31. Используемая литература...........................................................................25
1. Стежки, строчки, швы
Межгосударственный стандарт ГОСТ 12807-2003 «Изделия швейные. Классификация стежков, строчек и швов» дает следующие определения терминов:
Стежок – один элемент структуры, полученный при ниточном способе между двумя последующими проколами материала иглой, при безниточном – между контактами инструмента с соединяемыми деталями.
Строчка – последовательный ряд стежков.
Шов – последовательный ряд стежков на материале толщиной в один или несколько слоев.
Швейное соединение – соединение двух и более слоев материала посредством одного или нескольких швов.
Для соединения деталей одежды и обработки их срезов используют швы ниточные, клеевые, сварные, заклепочные или комбинированные (ниточные швы с последующим проклеиванием, ниточные швы с заклепочным соединением в углах). В клеевых швах материалы скрепляются клеем. В сварных швах используются термопластические свойства синтетических материалов.
В зависимости от способа выполнения стежки и строчки бывают ручные и машинные. В зависимости от вида переплетения машинные стежки разделяют на челночные и цепные.
Технологические параметры строчки содержат следующие данные: количество ниток (верхних и нижних), образующих строчку; длина стежка в миллиметрах (или количество стежков на 10 мм строчки); номер иглы и ниток. Стежки, образуемые под углом к линии строчки, измеряются и по ширине.
Параметры швов: ширина шва; количество строчек и расстояние между ними; частота стежков и плотность затягивания их в строчке; номера ниток и игл.
Частота строчки зависит от вида материала, назначения и вида выполняемого шва. Наибольшую частоту имеют строчки соединительных швов, подвергающихся растягивающим нагрузкам в процессе эксплуатации одежды (плечевые, боковые швы, швы втачивания рукавов в проймы, средний шов спинки, шаговые и средние швы брюк).
Ширина шва зависит от вида изделия, материала и выполняемой операции. Так, ширина шва при стачивании средних срезов спинки, боковых срезов пальто, пиджака, при втачивании рукавов в проймы изделия, соединении боковых, шаговых, средних срезов и надставок брюк равна 10÷15 мм. При притачивании манжет и надставок деталей из основного материала, втачивании воротников, стачивании вытачек ширина стачного шва равна 7÷10 мм; при выполнении операций обтачивания воротников, манжет, бортов, клапанов и т.д. – 5 мм. Соединение деталей подкладки, надставок к ней и утепляющей прокладки выполняется стачным швом шириной 10÷12 мм.
Кроме соблюдения параметров швов, необходимо соблюдать правила выполнения швов на машине, определяющие порядок укладывания деталей под иглу и последовательность выполнения шва, знать, по какой детали следует стачивать, с какого конца начинать соединение и др.
В соответствии с ГОСТ 12807-2003 «Изделия швейные. Классификация стежков, строчек и швов» выделены следующие классы стежков:
- класс 100 – цепные стежки, образованные одной и более верхними нитками;
- 200 – ручные (машинные) стежки, образованные одной верхней ниткой;
- 300 – челночные стачивающие стежки, образованные двумя и более верхними и нижними нитками;
- 400 – цепные стачивающие стежки, образованные двумя и более верхними и нижними нитками;
- 500 – цепные обметочные и стачивающе-обметочные стежки, образованные одной верхней или двумя и более верхними и нижними нитками;
- 600 – цепные плоские (с покровной нитью) стежки, образованные двумя и более верхними и нижними нитками;
- 700 – сварные стежки.
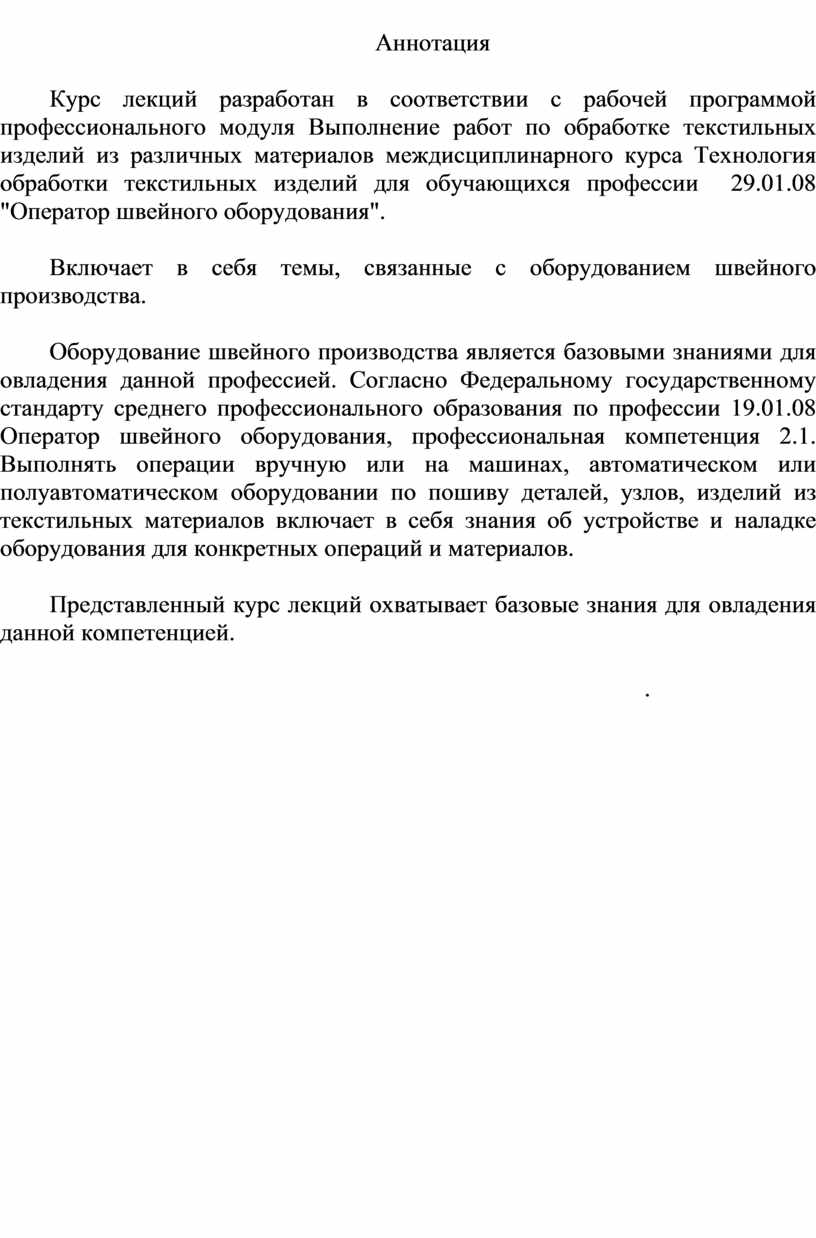
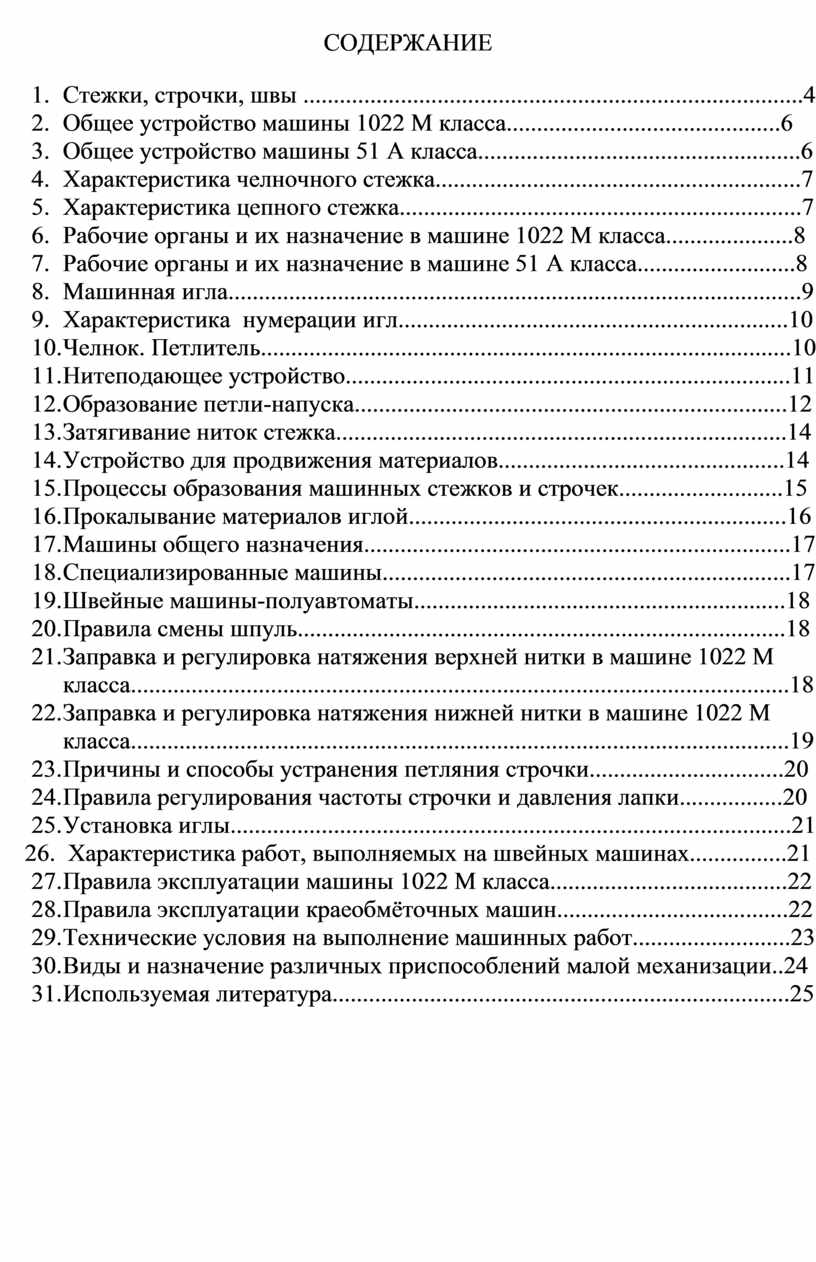
Стежки и строчки, состоящие из одного ряда стежков одного вида, обозначают кодом, состоящим из трёх знаков. Первая цифра – класс стежка, вторая и третья – его вид. На рисунке представлены некоторые виды стежков.
![]()
![]()
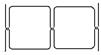
а б в г
Виды стежков:
а) однониточный однолинейный прямой цепной (код 101);
б) ручной прямой (код 209); в) двухниточный однолинейный челночный (код 301);
г) двухниточный однолинейный зигзагообразный челночный (код 304)
Строчки, образованные различными стежками или стежками одного вида, но расположенными в два и более рядов, обозначаются кодами стежков, разделенными точкой. Например: 401.502 – двухниточный однолинейный прямой цепной + двухниточный стачивающе-обметочный цепной. Если строчки выполняются одновременно, то обозначение строчки заключается в скобки, например (401.502).
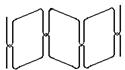
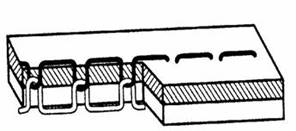
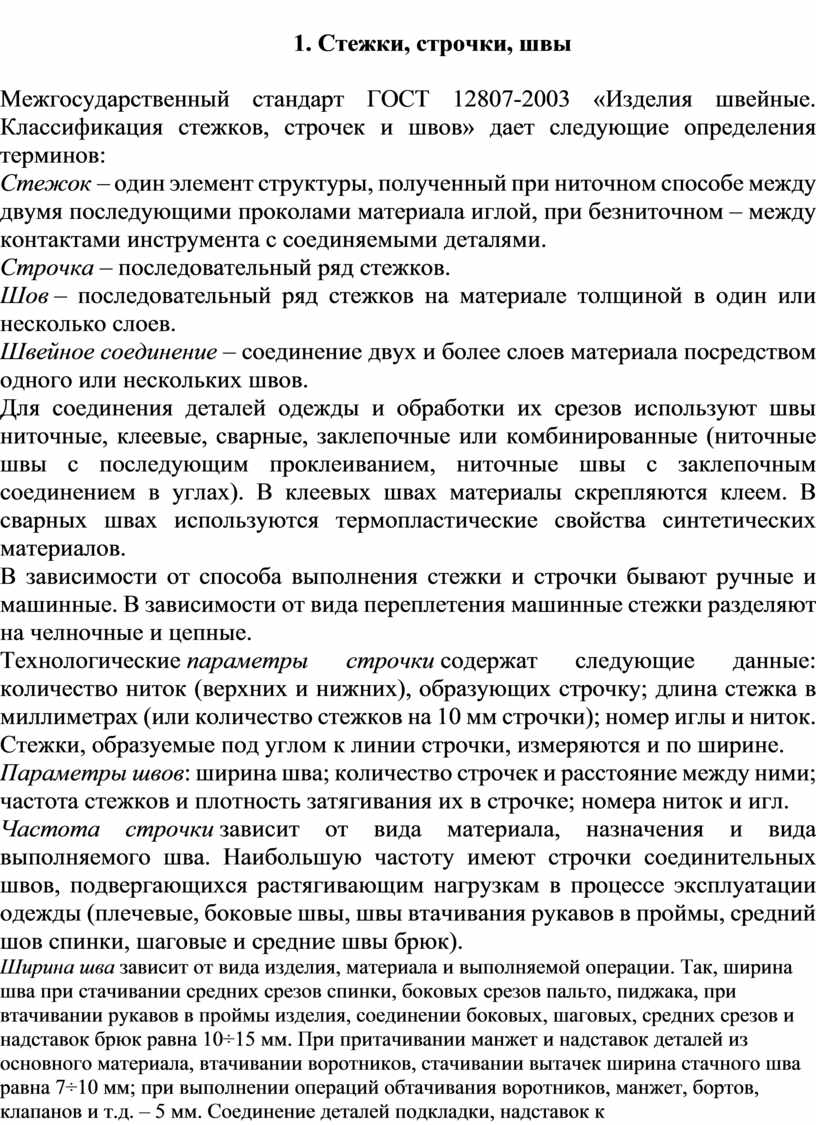
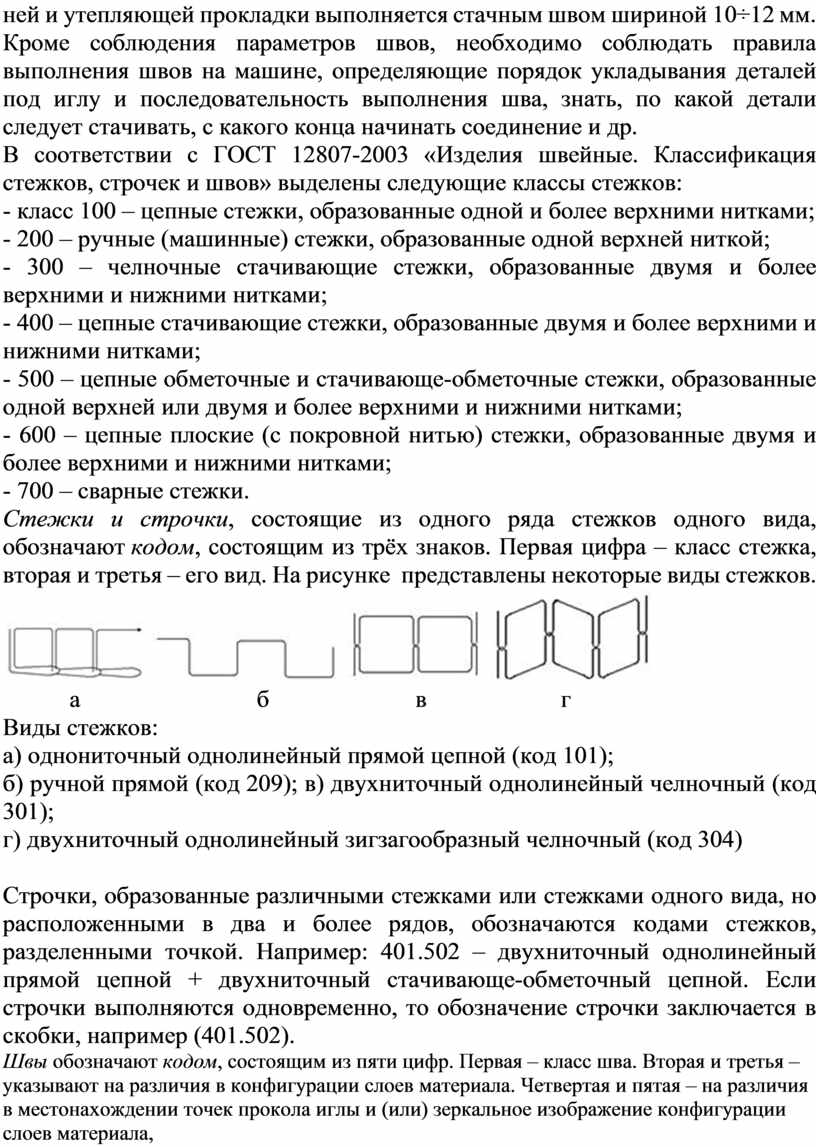
Швы обозначают кодом, состоящим из пяти цифр. Первая – класс шва. Вторая и третья – указывают на различия в конфигурации слоев материала. Четвертая и пятая – на различия в местонахождении точек прокола иглы и (или) зеркальное изображение конфигурации слоев материала, представленной второй и третьей цифрами. На рисунке представлены условные обозначения, принятые при изображении швов.
![]()
![]()
![]()
а б в
Условные обозначения, принятые при изображении швов:
а) сквозной прокол; б) несквозной прокол; в) обметанный срез материала
В таблице 1 приведены примеры некоторых видов швов.
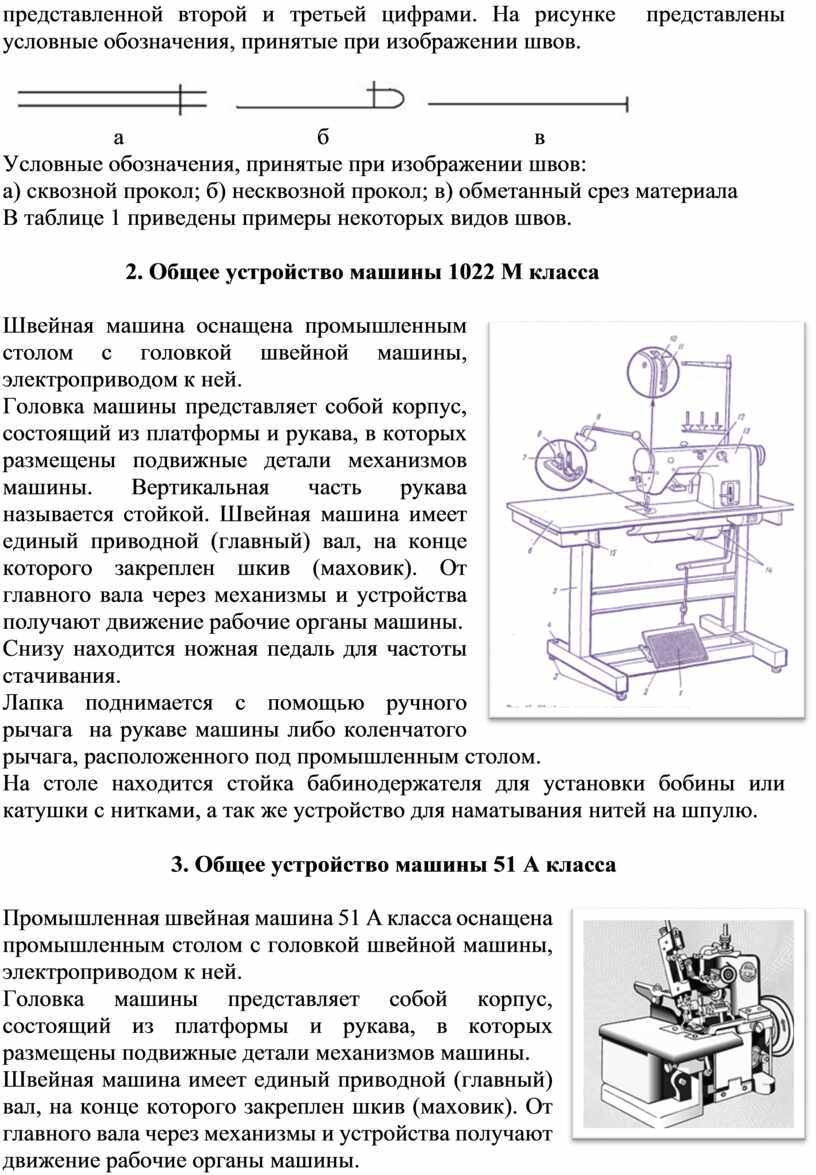
2. Общее устройство машины 1022 М класса
 Швейная
машина оснащена промышленным столом с головкой швейной машины, электроприводом
к ней.
Швейная
машина оснащена промышленным столом с головкой швейной машины, электроприводом
к ней.
Головка машины представляет собой корпус, состоящий из платформы и рукава, в которых размещены подвижные детали механизмов машины. Вертикальная часть рукава называется стойкой. Швейная машина имеет единый приводной (главный) вал, на конце которого закреплен шкив (маховик). От главного вала через механизмы и устройства получают движение рабочие органы машины.
Снизу находится ножная педаль для частоты стачивания.
Лапка поднимается с помощью ручного рычага на рукаве машины либо коленчатого рычага, расположенного под промышленным столом.
На столе находится стойка бабинодержателя для установки бобины или катушки с нитками, а так же устройство для наматывания нитей на шпулю.
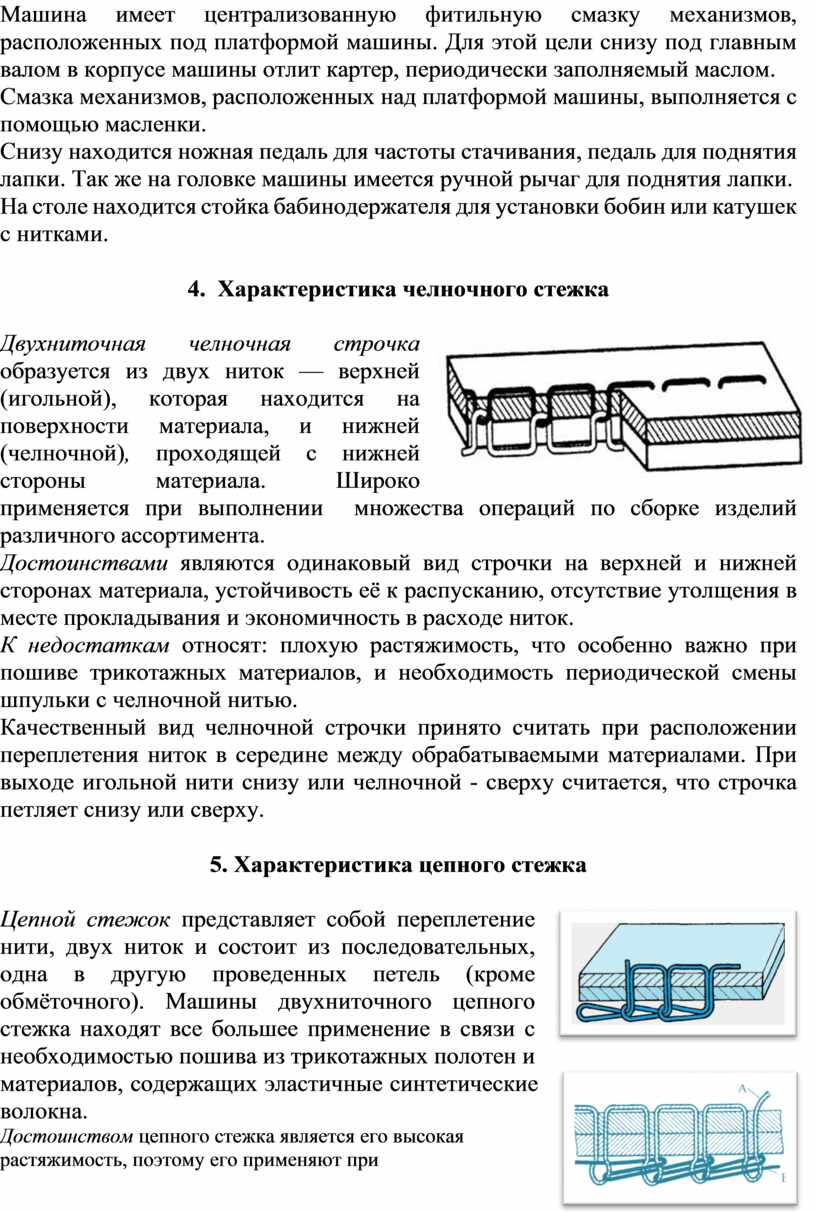
3. Общее устройство машины 51 А класса
 Промышленная
швейная машина 51 А класса оснащена промышленным столом с головкой швейной
машины, электроприводом к ней.
Промышленная
швейная машина 51 А класса оснащена промышленным столом с головкой швейной
машины, электроприводом к ней.
Головка машины представляет собой корпус, состоящий из платформы и рукава, в которых размещены подвижные детали механизмов машины.
Швейная машина имеет единый приводной (главный) вал, на конце которого закреплен шкив (маховик). От главного вала через механизмы и устройства получают движение рабочие органы машины.
Машина имеет централизованную фитильную смазку механизмов, расположенных под платформой машины. Для этой цели снизу под главным валом в корпусе машины отлит картер, периодически заполняемый маслом.
Смазка механизмов, расположенных над платформой машины, выполняется с помощью масленки.
Снизу находится ножная педаль для частоты стачивания, педаль для поднятия лапки. Так же на головке машины имеется ручной рычаг для поднятия лапки.
На столе находится стойка бабинодержателя для установки бобин или катушек с нитками.
4. Характеристика челночного стежка
Двухниточная челночная строчка образуется из двух ниток — верхней (игольной), которая находится на поверхности материала, и нижней (челночной), проходящей с нижней стороны материала. Широко применяется при выполнении множества операций по сборке изделий различного ассортимента.
Достоинствами являются одинаковый вид строчки на верхней и нижней сторонах материала, устойчивость её к распусканию, отсутствие утолщения в месте прокладывания и экономичность в расходе ниток.
К недостаткам относят: плохую растяжимость, что особенно важно при пошиве трикотажных материалов, и необходимость периодической смены шпульки с челночной нитью.
Качественный вид челночной строчки принято считать при расположении переплетения ниток в середине между обрабатываемыми материалами. При выходе игольной нити снизу или челночной - сверху считается, что строчка петляет снизу или сверху.
5. Характеристика цепного стежка
 Цепной
стежок представляет собой переплетение нити, двух ниток и состоит из
последовательных, одна в другую проведенных петель (кроме обмёточного). Машины
двухниточного цепного стежка находят все большее применение в связи с
необходимостью пошива из трикотажных полотен и материалов, содержащих
эластичные синтетические волокна.
Цепной
стежок представляет собой переплетение нити, двух ниток и состоит из
последовательных, одна в другую проведенных петель (кроме обмёточного). Машины
двухниточного цепного стежка находят все большее применение в связи с
необходимостью пошива из трикотажных полотен и материалов, содержащих
эластичные синтетические волокна.
Достоинством цепного стежка является его высокая растяжимость, поэтому его применяют при обработке эластичных тканей, трикотажа, а так же для получения эластичного шва, как например средний шов мужских брюк; распускаемость снижается с увеличением числа ниток в стежке.
Недостатки: больший, по сравнению с челночной строчкой, расход ниток (примерно на 60%); строчка цепного стежка легко распускается, создаёт уплотнение в месте прокладывания (кроме обмёточного).
6. Рабочие органы и их назначение в машине 1022 М класса
 Рабочими
органами машины называют детали, непосредственно участвующие в образовании
стежка. Они взаимодействуют с материалами и нитками, из которых формируется
строчка.
Рабочими
органами машины называют детали, непосредственно участвующие в образовании
стежка. Они взаимодействуют с материалами и нитками, из которых формируется
строчка.
Машина имеет следующие рабочие органы:
1. Машинная игла - предназначена для прокола материала и подведения верхней нити носику челнока.
2. Челнок (челночное устройство) - осуществляет переплетение верхней и нижней нити.
3. Нитепритягиватель служит для уменьшения натяжения игольной нити при её перетягивании иглой и челноком под игольную пластину, а так же для затягивания стежка.
4. Рейка — механизм передвижения материала, служащий для перемещения его на величину стежка.
5. Лапка прижимает материал к игольной пластине и рейке, способствую тем самым передвижению слоёв материала.
7. Рабочие органы и их назначение в машине 51 А класса
Рабочими органами машины называют детали, непосредственно участвующие в образовании стежка. Они взаимодействуют с материалами и нитками, из которых формируется строчка.
Машина имеет следующие рабочие органы:
1. Машинная игла - предназначена для прокола материала и подведения верхней нити петлителям.
2. Петлители - левый и правый, которые осуществляют переплетение нитей.
3. Механизм ножей - выполняет обрезку срезов деталей изделий перед обметыванием.
4. Рейка — механизм передвижения материала, служащий для перемещения его на величину стежка.
5. Лапка прижимает материал к игольной пластине и рейке, способствую тем самым передвижению слоёв материала.
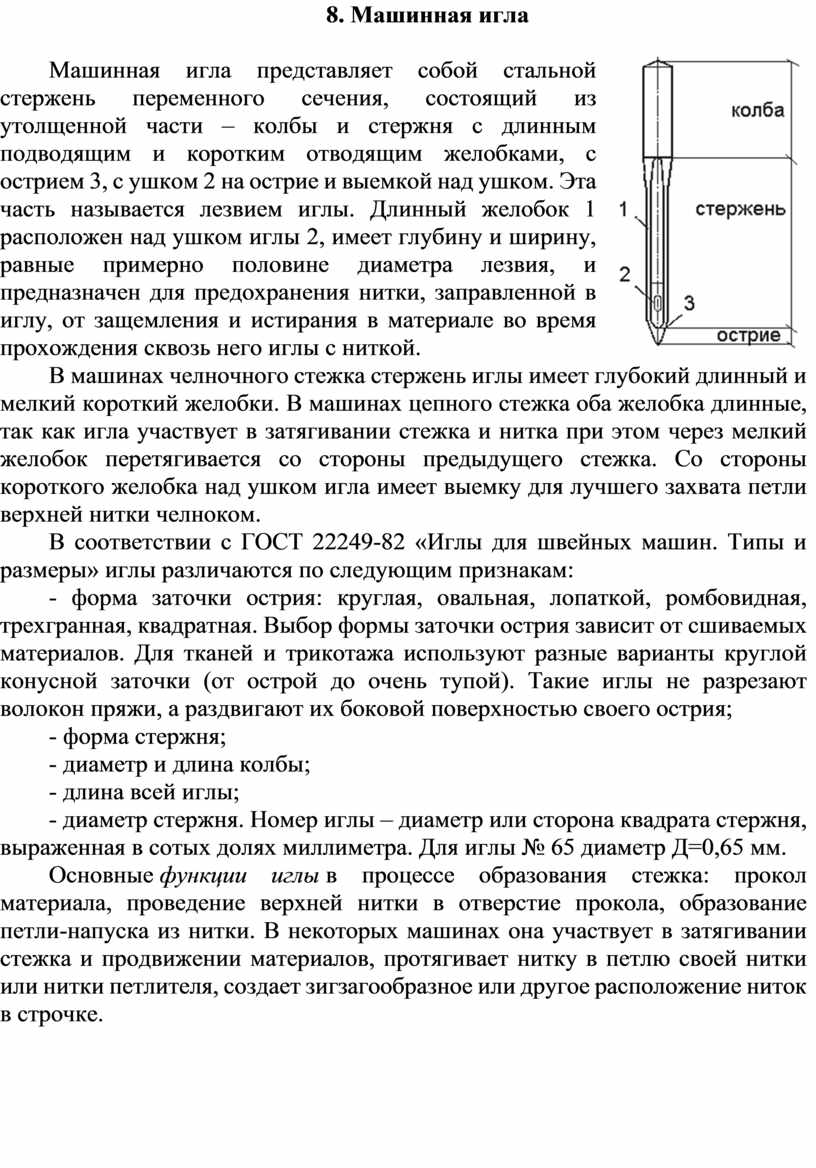
8. Машинная игла

Машинная игла представляет собой стальной стержень переменного сечения, состоящий из утолщенной части – колбы и стержня с длинным подводящим и коротким отводящим желобками, с острием 3, с ушком 2 на острие и выемкой над ушком. Эта часть называется лезвием иглы. Длинный желобок 1 расположен над ушком иглы 2, имеет глубину и ширину, равные примерно половине диаметра лезвия, и предназначен для предохранения нитки, заправленной в иглу, от защемления и истирания в материале во время прохождения сквозь него иглы с ниткой.
В машинах челночного стежка стержень иглы имеет глубокий длинный и мелкий короткий желобки. В машинах цепного стежка оба желобка длинные, так как игла участвует в затягивании стежка и нитка при этом через мелкий желобок перетягивается со стороны предыдущего стежка. Со стороны короткого желобка над ушком игла имеет выемку для лучшего захвата петли верхней нитки челноком.
В соответствии с ГОСТ 22249-82 «Иглы для швейных машин. Типы и размеры» иглы различаются по следующим признакам:
- форма заточки острия: круглая, овальная, лопаткой, ромбовидная, трехгранная, квадратная. Выбор формы заточки острия зависит от сшиваемых материалов. Для тканей и трикотажа используют разные варианты круглой конусной заточки (от острой до очень тупой). Такие иглы не разрезают волокон пряжи, а раздвигают их боковой поверхностью своего острия;
- форма стержня;
- диаметр и длина колбы;
- длина всей иглы;
- диаметр стержня. Номер иглы – диаметр или сторона квадрата стержня, выраженная в сотых долях миллиметра. Для иглы № 65 диаметр Д=0,65 мм.
Основные функции иглы в процессе образования стежка: прокол материала, проведение верхней нитки в отверстие прокола, образование петли-напуска из нитки. В некоторых машинах она участвует в затягивании стежка и продвижении материалов, протягивает нитку в петлю своей нитки или нитки петлителя, создает зигзагообразное или другое расположение ниток в строчке.
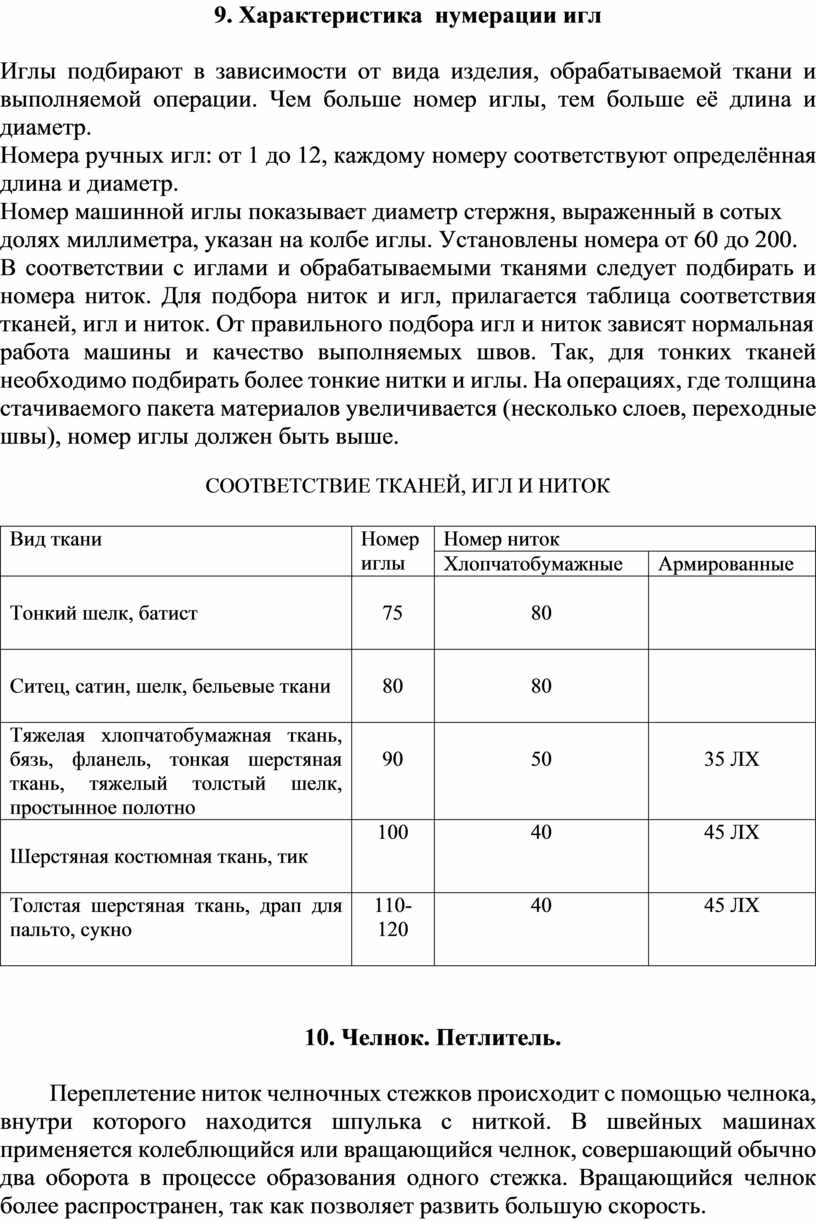
9. Характеристика нумерации игл
Иглы подбирают в зависимости от вида изделия, обрабатываемой ткани и выполняемой операции. Чем больше номер иглы, тем больше её длина и диаметр.
Номера ручных игл: от 1 до 12, каждому номеру соответствуют определённая длина и диаметр.
Номер машинной иглы показывает диаметр стержня, выраженный в сотых
долях миллиметра, указан на колбе иглы. Установлены номера от 60 до 200.
В соответствии с иглами и обрабатываемыми тканями следует подбирать и номера ниток. Для подбора ниток и игл, прилагается таблица соответствия тканей, игл и ниток. От правильного подбора игл и ниток зависят нормальная
работа машины и качество выполняемых швов. Так, для тонких тканей необходимо подбирать более тонкие нитки и иглы. На операциях, где толщина стачиваемого пакета материалов увеличивается (несколько слоев, переходные швы), номер иглы должен быть выше.
СООТВЕТСТВИЕ ТКАНЕЙ, ИГЛ И НИТОК
|
Вид ткани |
Номер иглы |
Номер ниток |
|
|
Хлопчатобумажные |
Армированные |
||
|
Тонкий шелк, батист
|
75 |
80 |
|
|
Ситец, сатин, шелк, бельевые ткани
|
80 |
80 |
|
|
Тяжелая хлопчатобумажная ткань, бязь, фланель, тонкая шерстяная ткань, тяжелый толстый шелк, простынное полотно |
90 |
50 |
35 ЛХ |
|
Шерстяная костюмная ткань, тик
|
100 |
40 |
45 ЛХ |
|
Толстая шерстяная ткань, драп для пальто, сукно
|
110-120 |
40 |
45 ЛХ |
10. Челнок. Петлитель.
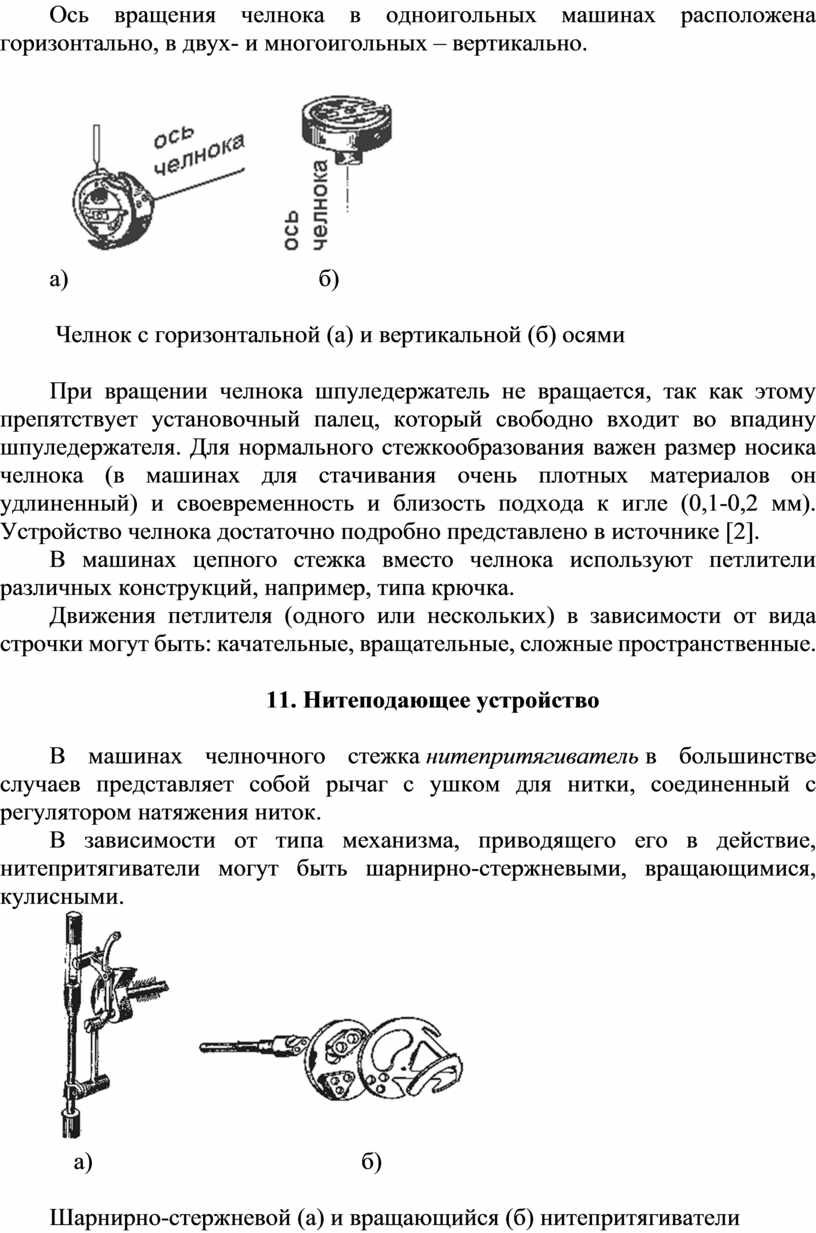
Переплетение ниток челночных стежков происходит с помощью челнока, внутри которого находится шпулька с ниткой. В швейных машинах применяется колеблющийся или вращающийся челнок, совершающий обычно два оборота в процессе образования одного стежка. Вращающийся челнок более распространен, так как позволяет развить большую скорость.
Ось вращения челнока в одноигольных машинах расположена горизонтально, в двух- и многоигольных – вертикально.
а) б)
Челнок с горизонтальной (а) и вертикальной (б) осями
При вращении челнока шпуледержатель не вращается, так как этому препятствует установочный палец, который свободно входит во впадину шпуледержателя. Для нормального стежкообразования важен размер носика челнока (в машинах для стачивания очень плотных материалов он удлиненный) и своевременность и близость подхода к игле (0,1-0,2 мм). Устройство челнока достаточно подробно представлено в источнике [2].
В машинах цепного стежка вместо челнока используют петлители различных конструкций, например, типа крючка.
Движения петлителя (одного или нескольких) в зависимости от вида строчки могут быть: качательные, вращательные, сложные пространственные.
11. Нитеподающее устройство
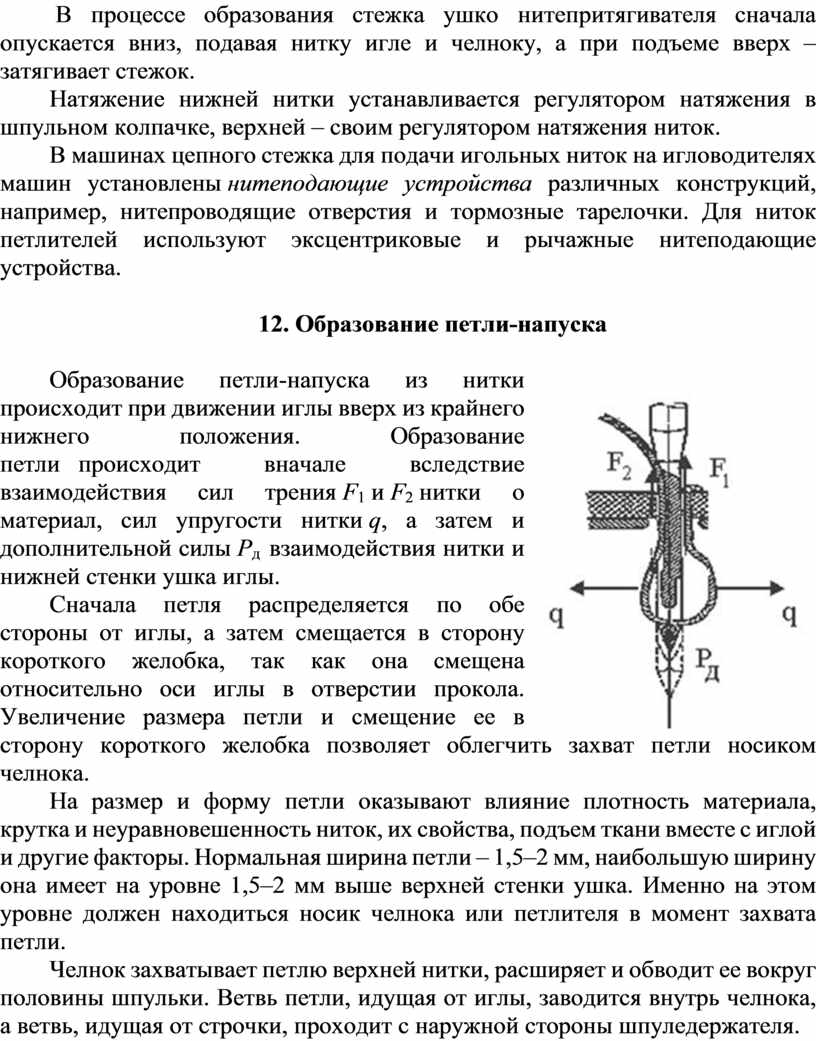
В машинах челночного стежка нитепритягиватель в большинстве случаев представляет собой рычаг с ушком для нитки, соединенный с регулятором натяжения ниток.
В зависимости от типа механизма, приводящего его в действие, нитепритягиватели могут быть шарнирно-стержневыми, вращающимися, кулисными.

а) б)
Шарнирно-стержневой (а) и вращающийся (б) нитепритягиватели
В процессе образования стежка ушко нитепритягивателя сначала опускается вниз, подавая нитку игле и челноку, а при подъеме вверх – затягивает стежок.
Натяжение нижней нитки устанавливается регулятором натяжения в шпульном колпачке, верхней – своим регулятором натяжения ниток.
В машинах цепного стежка для подачи игольных ниток на игловодителях машин установлены нитеподающие устройства различных конструкций, например, нитепроводящие отверстия и тормозные тарелочки. Для ниток петлителей используют эксцентриковые и рычажные нитеподающие устройства.
12. Образование петли-напуска
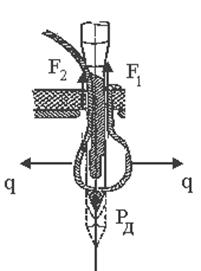 Образование
петли-напуска из нитки происходит при движении иглы вверх из крайнего нижнего
положения. Образование петли происходит вначале вследствие взаимодействия
сил трения F1 и F2 нитки
о материал, сил упругости нитки q, а затем и дополнительной
силы Рд взаимодействия нитки и нижней стенки ушка иглы.
Образование
петли-напуска из нитки происходит при движении иглы вверх из крайнего нижнего
положения. Образование петли происходит вначале вследствие взаимодействия
сил трения F1 и F2 нитки
о материал, сил упругости нитки q, а затем и дополнительной
силы Рд взаимодействия нитки и нижней стенки ушка иглы.
Сначала петля распределяется по обе стороны от иглы, а затем смещается в сторону короткого желобка, так как она смещена относительно оси иглы в отверстии прокола. Увеличение размера петли и смещение ее в сторону короткого желобка позволяет облегчить захват петли носиком челнока.
На размер и форму петли оказывают влияние плотность материала, крутка и неуравновешенность ниток, их свойства, подъем ткани вместе с иглой и другие факторы. Нормальная ширина петли – 1,5–2 мм, наибольшую ширину она имеет на уровне 1,5–2 мм выше верхней стенки ушка. Именно на этом уровне должен находиться носик челнока или петлителя в момент захвата петли.
Челнок захватывает петлю верхней нитки, расширяет и обводит ее вокруг половины шпульки. Ветвь петли, идущая от иглы, заводится внутрь челнока, а ветвь, идущая от строчки, проходит с наружной стороны шпуледержателя.
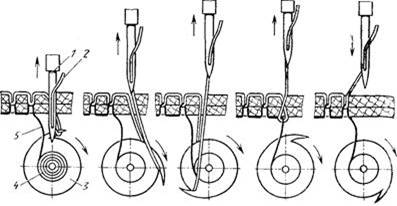
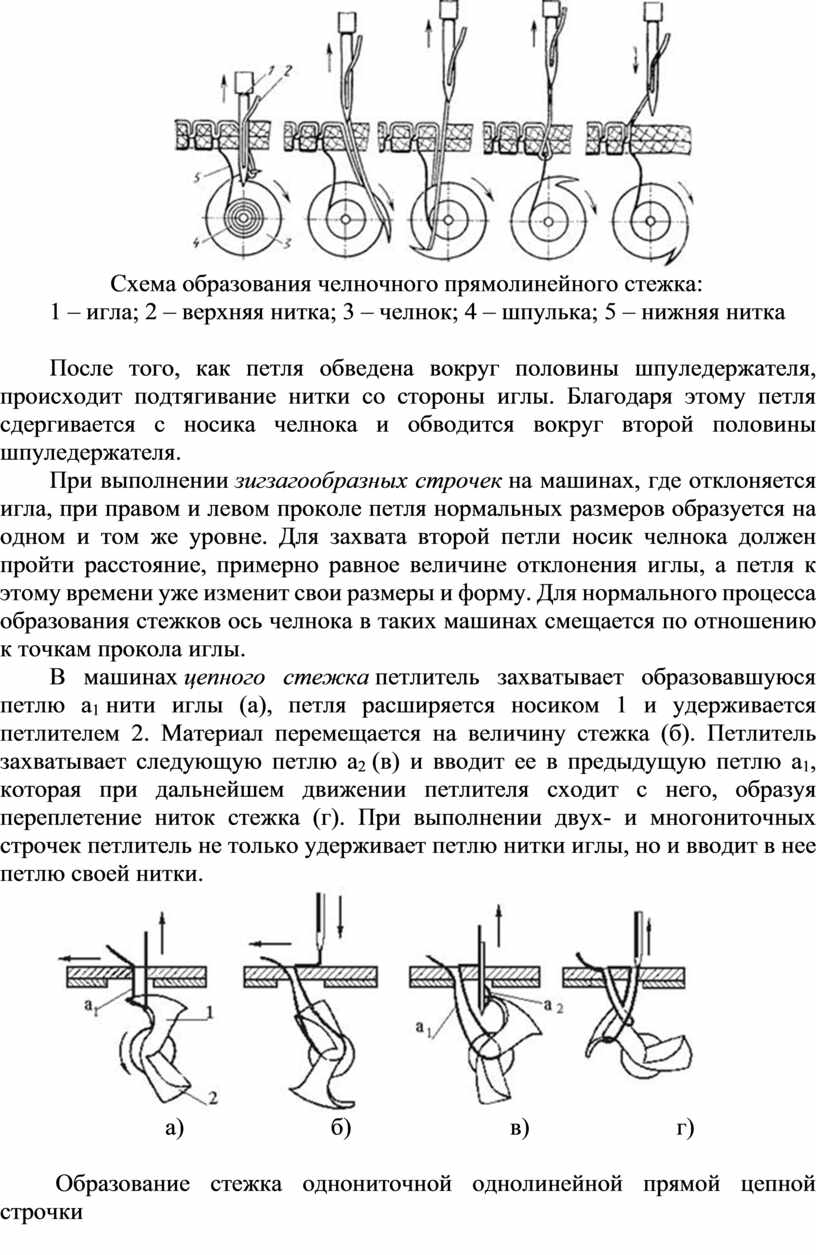
Схема образования челночного прямолинейного стежка:
1 – игла; 2 – верхняя нитка; 3 – челнок; 4 – шпулька; 5 – нижняя нитка
После того, как петля обведена вокруг половины шпуледержателя, происходит подтягивание нитки со стороны иглы. Благодаря этому петля сдергивается с носика челнока и обводится вокруг второй половины шпуледержателя.
При выполнении зигзагообразных строчек на машинах, где отклоняется игла, при правом и левом проколе петля нормальных размеров образуется на одном и том же уровне. Для захвата второй петли носик челнока должен пройти расстояние, примерно равное величине отклонения иглы, а петля к этому времени уже изменит свои размеры и форму. Для нормального процесса образования стежков ось челнока в таких машинах смещается по отношению к точкам прокола иглы.
В машинах цепного стежка петлитель захватывает образовавшуюся петлю а1 нити иглы (а), петля расширяется носиком 1 и удерживается петлителем 2. Материал перемещается на величину стежка (б). Петлитель захватывает следующую петлю а2 (в) и вводит ее в предыдущую петлю а1, которая при дальнейшем движении петлителя сходит с него, образуя переплетение ниток стежка (г). При выполнении двух- и многониточных строчек петлитель не только удерживает петлю нитки иглы, но и вводит в нее петлю своей нитки.
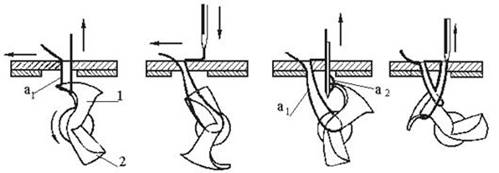
а) б) в) г)
Образование стежка однониточной однолинейной прямой цепной строчки
13. Затягивание ниток стежка
Затягивание ниток челночного стежка начинается в тот момент, когда нитепритягиватель, двигаясь вверх, подтягивает игольную петлю и сдергивает ее с челночного комплекта. Окончательное затягивание стежка происходит при подъеме ушка нитепритягивателя в крайнее верхнее положение. Качество затягивания стежков зависит от соотношения натяжения игольной и челночной ниток, а также свойств материалов.
Натяжение нитки иглы зависит от натяжения нитки челнока, коэффициента трения нитки о нитку и силы трения узла переплетения в отверстии прокола. Натяжение нитки иглы при затягивании челночных стежков в 2–4 раза больше натяжения нижней нитки.
Затягивание цепных стежков отличается от затягивания челночных тем, что нитка иглы в этот момент перемещается между двумя отверстиями прокола. После того как игла войдет в петлю предыдущего стежка, подача нитки уменьшается. Благодаря этому происходит предварительное затягивание стежка иглой, которая перетягивает нитку со стороны стежка из своей предыдущей петли. Окончательное затягивание цепных стежков происходит с помощью нитепритягивателя и петлителя, движущихся в противоположных направлениях.
14. Устройство для продвижения материалов
В большинстве швейных машин перемещение материалов осуществляется зубчатой рейкой, движущейся по траектории эллипса. Основным недостатком реечных механизмов продвижения материалов является необходимость направлять движение материалов. Устранению этого недостатка способствует применение приспособлений малой механизации, использование автоматизированных функций в швейных машинах.
В зависимости от стачиваемых материалов в швейных машинах меняется тип рейки. Для тонких материалов используются рейки с мелкими и частыми зубьями, а для толстых – с редкими и высокими. Предусмотрены регулировки:
- давления лапки, чтобы не было проскальзывания рейки, но и не повреждался материал ее зубцами;
- высоты подъема рейки;
- длины стежка.
Для улучшения процесса транспортировки материалов используют разные виды лапок:
|
|
а) б) в) |
|
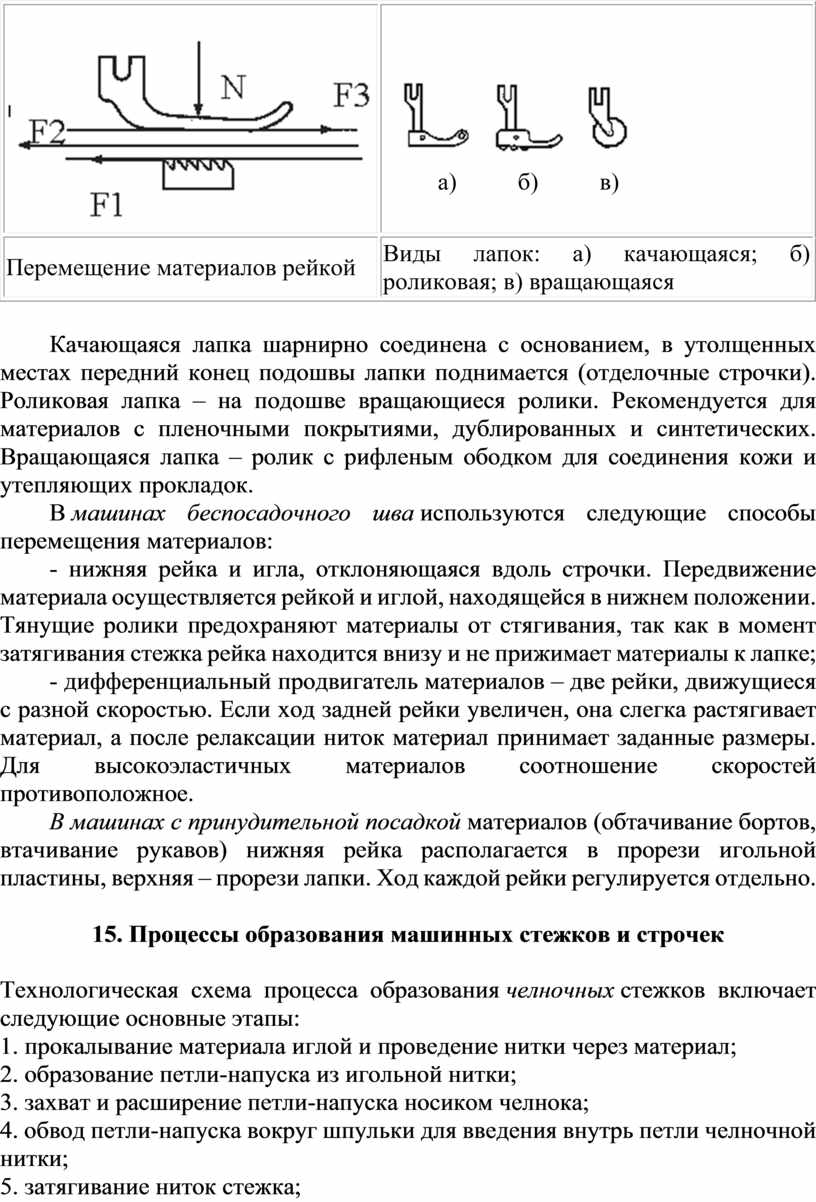
Перемещение материалов рейкой |
Виды лапок: а) качающаяся; б) роликовая; в) вращающаяся |
Качающаяся лапка шарнирно соединена с основанием, в утолщенных местах передний конец подошвы лапки поднимается (отделочные строчки). Роликовая лапка – на подошве вращающиеся ролики. Рекомендуется для материалов с пленочными покрытиями, дублированных и синтетических. Вращающаяся лапка – ролик с рифленым ободком для соединения кожи и утепляющих прокладок.
В машинах беспосадочного шва используются следующие способы перемещения материалов:
- нижняя рейка и игла, отклоняющаяся вдоль строчки. Передвижение материала осуществляется рейкой и иглой, находящейся в нижнем положении. Тянущие ролики предохраняют материалы от стягивания, так как в момент затягивания стежка рейка находится внизу и не прижимает материалы к лапке;
- дифференциальный продвигатель материалов – две рейки, движущиеся с разной скоростью. Если ход задней рейки увеличен, она слегка растягивает материал, а после релаксации ниток материал принимает заданные размеры. Для высокоэластичных материалов соотношение скоростей противоположное.
В машинах с принудительной посадкой материалов (обтачивание бортов, втачивание рукавов) нижняя рейка располагается в прорези игольной пластины, верхняя – прорези лапки. Ход каждой рейки регулируется отдельно.
15. Процессы образования машинных стежков и строчек
Технологическая схема процесса образования челночных стежков включает следующие основные этапы:
1. прокалывание материала иглой и проведение нитки через материал;
2. образование петли-напуска из игольной нитки;
3. захват и расширение петли-напуска носиком челнока;
4. обвод петли-напуска вокруг шпульки для введения внутрь петли челночной нитки;
5. затягивание ниток стежка;
6. продвижение материала на длину стежка.
При образовании цепных стежков меняется состав и порядок выполнения этапов. Например, для однониточной цепной прямолинейной строчки:
1. прокалывание материала иглой и проведение игольной нитки;
2. образование петли-напуска над ушком иглы;
3. проникание в игольную петлю носика крючка или петлителя;
4. выход иглы из материала;
5. продвижение материала;
6. образование последующей петли стежка и вывод ее на линию движения иглы;
7. вход иглы в последнюю петлю предыдущего стежка;
8. повторное прокалывание материалов иглой;
9. сбрасывание петель предыдущего стежка (с крючка, петлителя);
10. затягивание петель предыдущего стежка.
16. Прокалывание материалов иглой
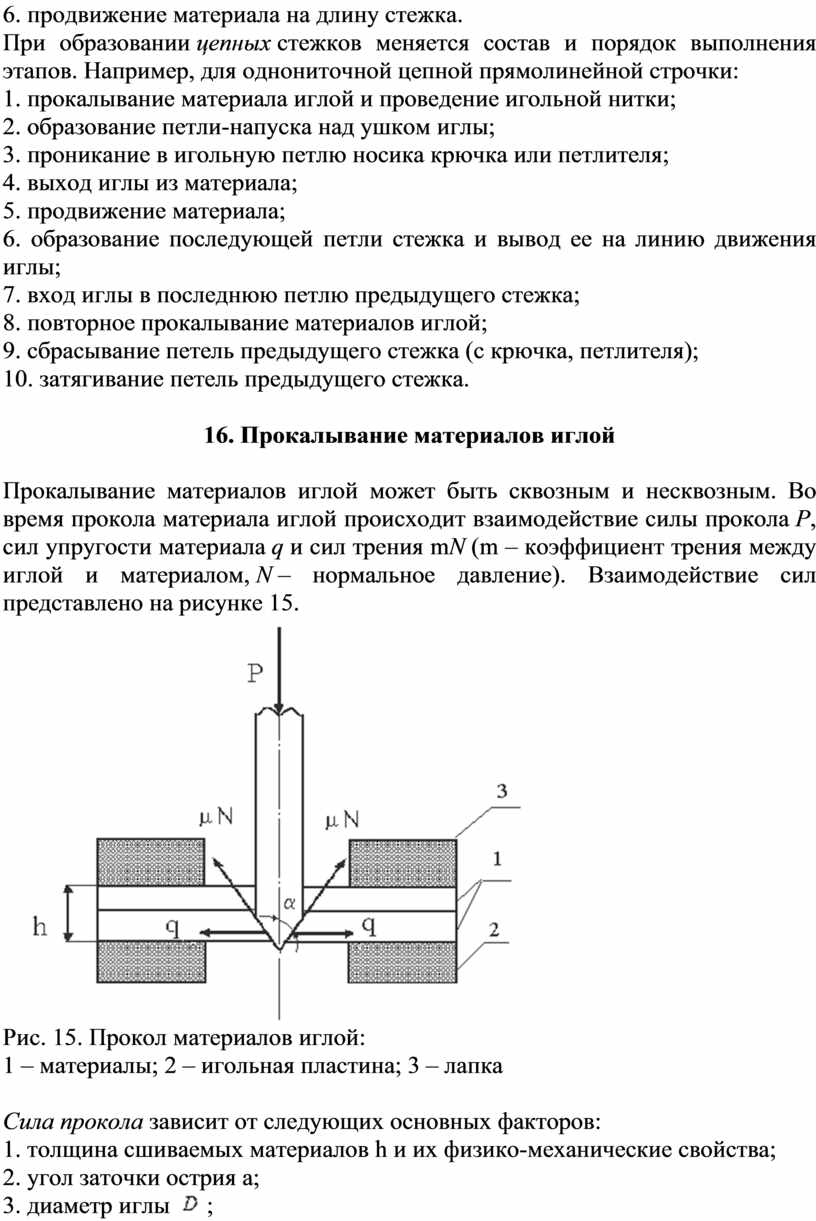
Прокалывание материалов иглой может быть сквозным и несквозным. Во время прокола материала иглой происходит взаимодействие силы прокола Р, сил упругости материала q и сил трения mN (m – коэффициент трения между иглой и материалом, N – нормальное давление). Взаимодействие сил представлено на рисунке 15.
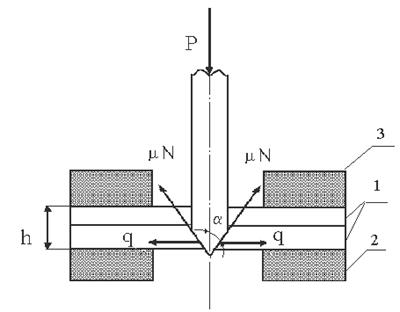
Рис. 15. Прокол материалов иглой:
1 – материалы; 2 – игольная пластина; 3 – лапка
Сила прокола зависит от следующих основных факторов:
1. толщина сшиваемых материалов h и их физико-механические свойства;
2. угол заточки острия a;
3. диаметр иглы ![]() ;
;
4. коэффициент трения m между иглой и материалом, который во многом зависит от чистоты обработки поверхности острия и стержня иглы.
Повреждаемость материалов зависит от их плотности, структуры, волокнистого состава, диаметра иглы, чистоты обработки ее поверхности, угла заточки острия, давления прижимной лапки машины, количества слоев материала и т.д. Потеря прочности материала достигает 15 %, снижение удлинения – 20 %.
Для обеспечения качества строчки большое значение имеет правильный подбор для конкретного материала номеров игл и ниток.
При стачивании материалов из синтетических волокон их повреждение происходит и из-за нагрева иглы до 280–330 оС. Для снижения нагрева используют иглы с более тонкой или двойной заточкой, специальные устройства для воздушного охлаждения иглы и силиконовую смазку синтетических ниток.
Проведение нитки в отверстие прокола сначала осуществляется при неподвижной нитке в ушке иглы (пока не израсходуется ее напуск со стороны предыдущего стежка). Затем нитка перемещается в челночных строчках – в сторону стежка, в цепных – в сторону нитепритягивателя. Условия проведения нитки через материал во многом зависят от радиуса закругления (затупления) граней ушка и кромки желобка, т.е. качества изготовления игл.
17. Машины общего назначения
1022 М АО «Орша» (Беларусь) (новейшая модификация 1022 Н – для средних и среднетяжелых тканей) h = 5 мм, l = 5 мм, n= 4000 об./мин.
0 – 1022 МС АО «Орша» (Беларусь) – для средних и среднетяжелых тканей с автоматизацией части вспомогательных приемов.
Машины конструктивно-унифицированных рядов 31, 131 АО «Орша» Беларусь для различных материалов.
862 кл. ЗАО ЗПШМ (г. Подольск) – машина для стачивания пальтовых, костюмных и других трудно транспортируемых материалов. h=6 мм. Продвижение материалов – нижняя и верхняя зубчатые рейки и игла, отклоняющаяся вдоль строчки.
1276-6 ЗАО ЗПШМ (г. Подольск) – машина для стачивания деталей двухниточной цепной строчкой.
18. Специализированные машины
3076-1 ЗАО ЗПШМ (г. Подольск) – двухигольная машина трехниточного цепного плоского стежка для изготовления шлевок.
302 кл ЗАО ЗПШМ (г. Подольск) – для втачивания рукавов в проймы (302-1 – для пиджака, 302-2 – для пальто).
1297 кл «Пфафф» (Германия) – для втачивания рукавов в проймы в пиджаках, жакетах, пальто. Микропроцессорное управление, 50 программ для обоих рукавов (отдельно для левого и правого).
19. Швейные машины-полуавтоматы
1025 АО «Орша» (Беларусь) – для изготовления прямых петель на сорочечных, плательных, костюмных материалах.
1925 АО «Орша» (Беларусь) – двухигольный полуавтомат для изготовления прямых петель на манжетах сорочек.
62761 Р3Z «Минерва» (Чехия) – для изготовления фигурных петель с глазком.
1820 (модификации -2; -3; … -54) АО «Орша» (Беларусь) – короткошовные полуавтоматы для выполнения закрепок разной формы и длины: 3 – Г-образная закрепка в детской одежде; 4 – прямострочная; 30 – прямоугольная закрепка для брюк.
20. Правила смены шпуль
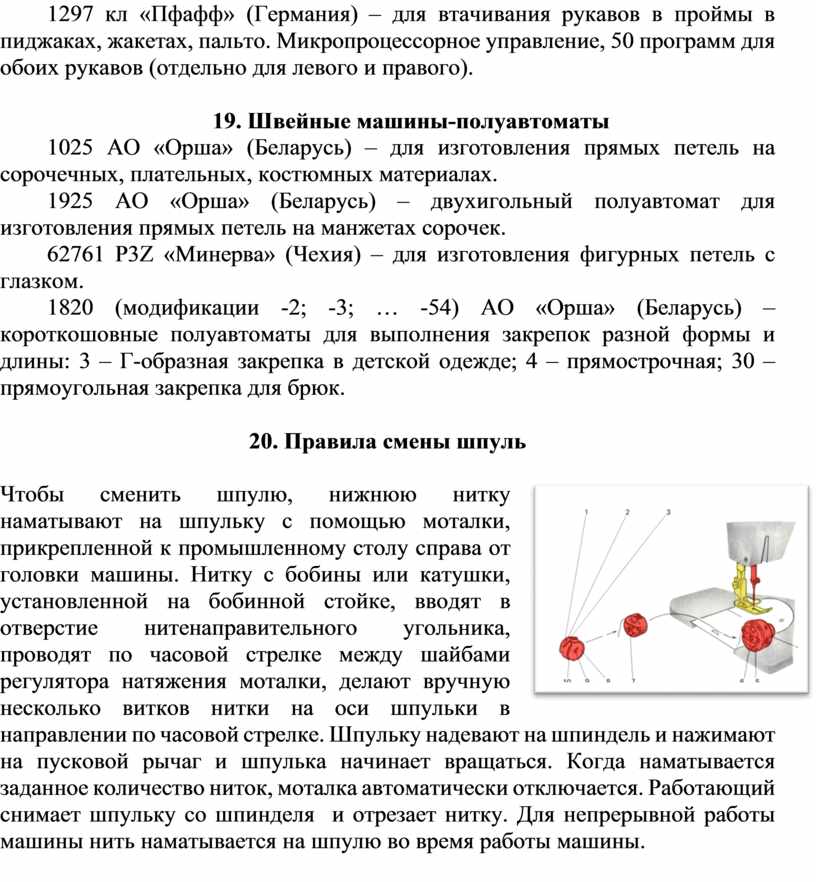
 Чтобы
сменить шпулю, нижнюю нитку наматывают на шпульку с помощью моталки,
прикрепленной к промышленному столу справа от головки машины. Нитку с бобины
или катушки, установленной на бобинной стойке, вводят в отверстие
нитенаправительного угольника, проводят по часовой стрелке между шайбами
регулятора натяжения моталки, делают вручную несколько витков нитки на оси
шпульки в направлении по часовой стрелке. Шпульку надевают на шпиндель и
нажимают на пусковой рычаг и шпулька начинает вращаться. Когда наматывается
заданное количество ниток, моталка автоматически отключается. Работающий
снимает шпульку со шпинделя и отрезает нитку. Для непрерывной работы
машины нить наматывается на шпулю во время работы машины.
Чтобы
сменить шпулю, нижнюю нитку наматывают на шпульку с помощью моталки,
прикрепленной к промышленному столу справа от головки машины. Нитку с бобины
или катушки, установленной на бобинной стойке, вводят в отверстие
нитенаправительного угольника, проводят по часовой стрелке между шайбами
регулятора натяжения моталки, делают вручную несколько витков нитки на оси
шпульки в направлении по часовой стрелке. Шпульку надевают на шпиндель и
нажимают на пусковой рычаг и шпулька начинает вращаться. Когда наматывается
заданное количество ниток, моталка автоматически отключается. Работающий
снимает шпульку со шпинделя и отрезает нитку. Для непрерывной работы
машины нить наматывается на шпулю во время работы машины.
21. Заправка и
регулировка натяжения верхней нитки в машине 1022 М  класса
класса
Верхнюю нитку во всех
стачивающих машинах заправляют почти одинаково. От катушки или бобины,
расположенной на рукаве машины или на бобинодержателе, нитку проводят через
систему нитенаправителей. Направители изменяют положение нитки из
горизонтального в вертикальное и подают ее в регулятор натяжения между
спиральной пружиной и двумя металлическими дисками. Далее нитку заводят за
пружину, компенсирующую излишнюю подачу нитки, и за нитенаправляющий
угольничек, затем ее вводят справа налево в ушко нитепритягивателя. После этого
нитку заводят за два направителя на фронтовой доске, которые препятствуют
раскачиванию нитки и предохраняют ее от обрывности, затем в направитель под
игловодителем и в ушко иглы справа налево, т. е. со стороны длинной канавки.
Правильная заправка и хорошее качество ниток обеспечивают бесперебойную работу
машины.
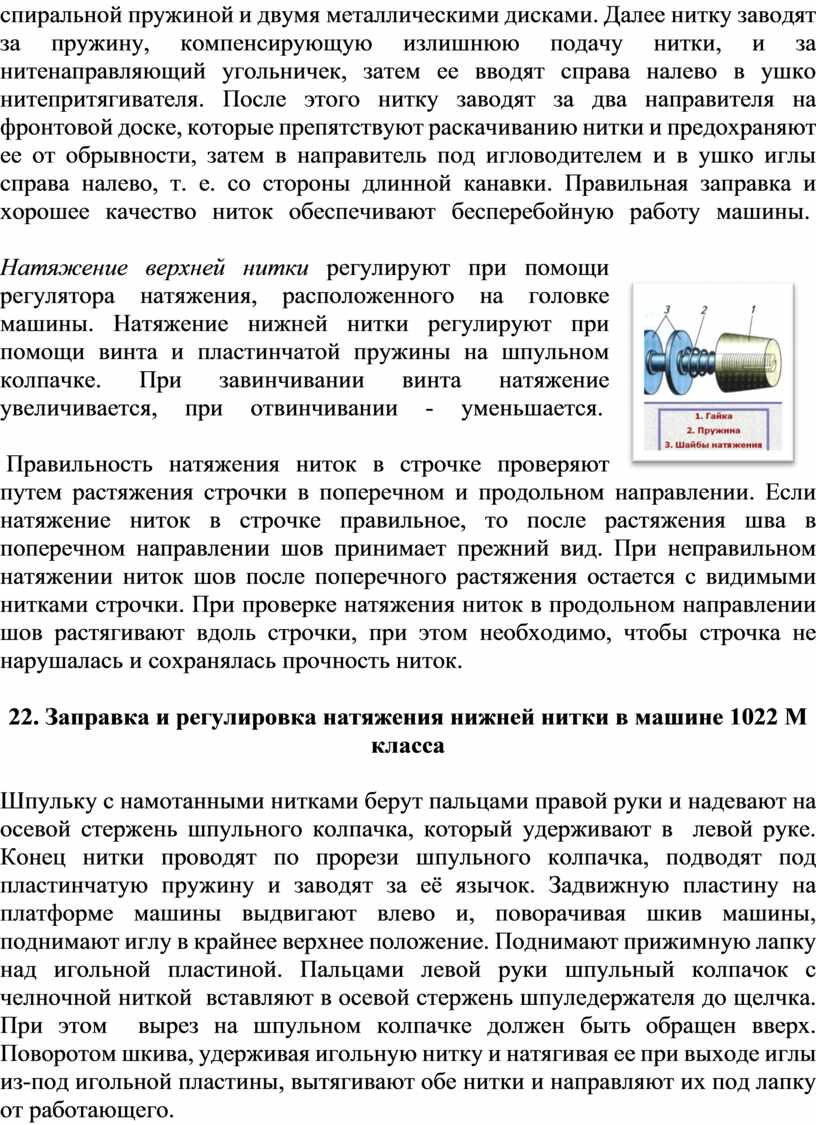
 Натяжение верхней
нитки регулируют при помощи регулятора натяжения, расположенного на головке
машины. Натяжение нижней нитки регулируют при помощи винта и пластинчатой
пружины на шпульном колпачке. При завинчивании винта натяжение увеличивается,
при отвинчивании - уменьшается.
Натяжение верхней
нитки регулируют при помощи регулятора натяжения, расположенного на головке
машины. Натяжение нижней нитки регулируют при помощи винта и пластинчатой
пружины на шпульном колпачке. При завинчивании винта натяжение увеличивается,
при отвинчивании - уменьшается.
Правильность натяжения ниток в строчке проверяют путем растяжения строчки в поперечном и продольном направлении. Если натяжение ниток в строчке правильное, то после растяжения шва в поперечном направлении шов принимает прежний вид. При неправильном натяжении ниток шов после поперечного растяжения остается с видимыми нитками строчки. При проверке натяжения ниток в продольном направлении шов растягивают вдоль строчки, при этом необходимо, чтобы строчка не нарушалась и сохранялась прочность ниток.
22. Заправка и регулировка натяжения нижней нитки в машине 1022 М класса
Шпульку с намотанными нитками берут пальцами правой руки и надевают на осевой стержень шпульного колпачка, который удерживают в левой руке. Конец нитки проводят по прорези шпульного колпачка, подводят под пластинчатую пружину и заводят за её язычок. Задвижную пластину на платформе машины выдвигают влево и, поворачивая шкив машины, поднимают иглу в крайнее верхнее положение. Поднимают прижимную лапку над игольной пластиной. Пальцами левой руки шпульный колпачок с челночной ниткой вставляют в осевой стержень шпуледержателя до щелчка. При этом вырез на шпульном колпачке должен быть обращен вверх. Поворотом шкива, удерживая игольную нитку и натягивая ее при выходе иглы из-под игольной пластины, вытягивают обе нитки и направляют их под лапку от работающего.
Натяжение челночной нити регулируют поворотом винта прижатия пластинчатой пружины. Затягивая винт малой отверткой по часовой, стрелке натяжение нити увеличивается, а против часовой стрелки, ослабляется.
23. Причины и способы устранения петляния строчки
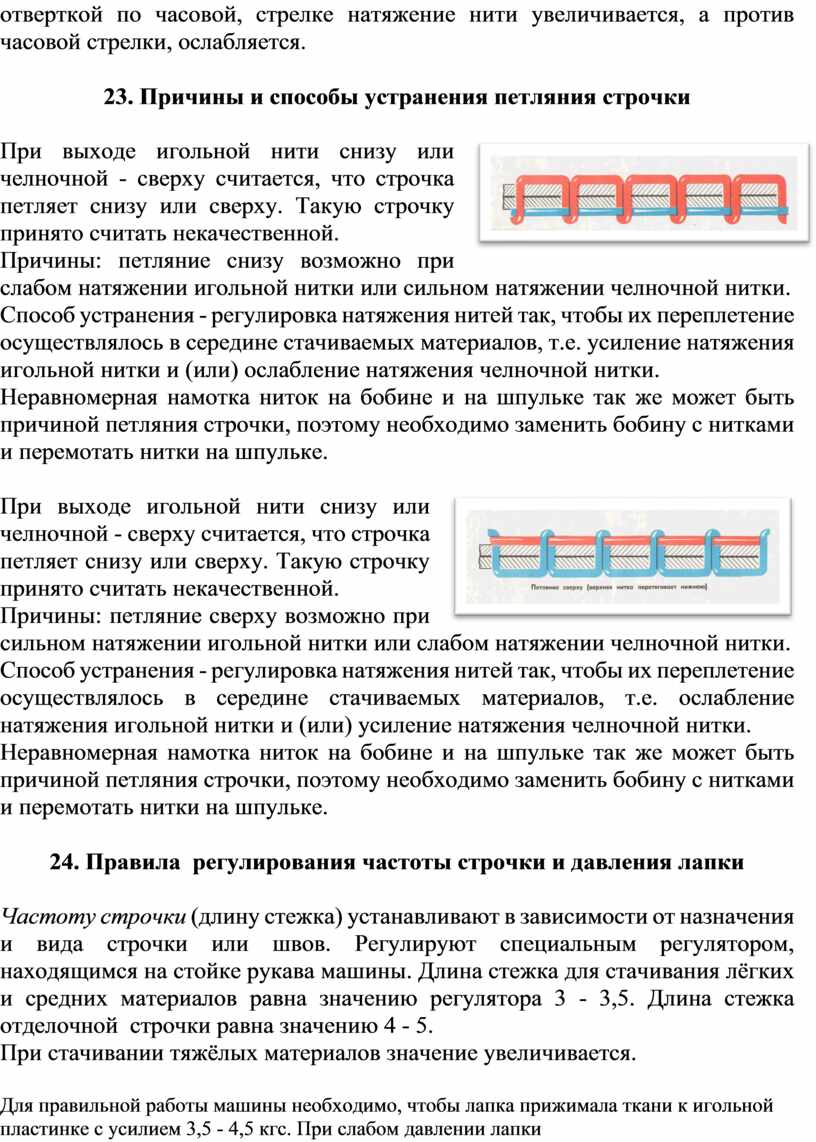
 При
выходе игольной нити снизу или челночной - сверху считается, что строчка
петляет снизу или сверху. Такую строчку принято считать некачественной.
При
выходе игольной нити снизу или челночной - сверху считается, что строчка
петляет снизу или сверху. Такую строчку принято считать некачественной.
Причины: петляние снизу возможно при слабом натяжении игольной нитки или сильном натяжении челночной нитки.
Способ устранения - регулировка натяжения нитей так, чтобы их переплетение осуществлялось в середине стачиваемых материалов, т.е. усиление натяжения игольной нитки и (или) ослабление натяжения челночной нитки.
Неравномерная намотка ниток на бобине и на шпульке так же может быть причиной петляния строчки, поэтому необходимо заменить бобину с нитками и перемотать нитки на шпульке.
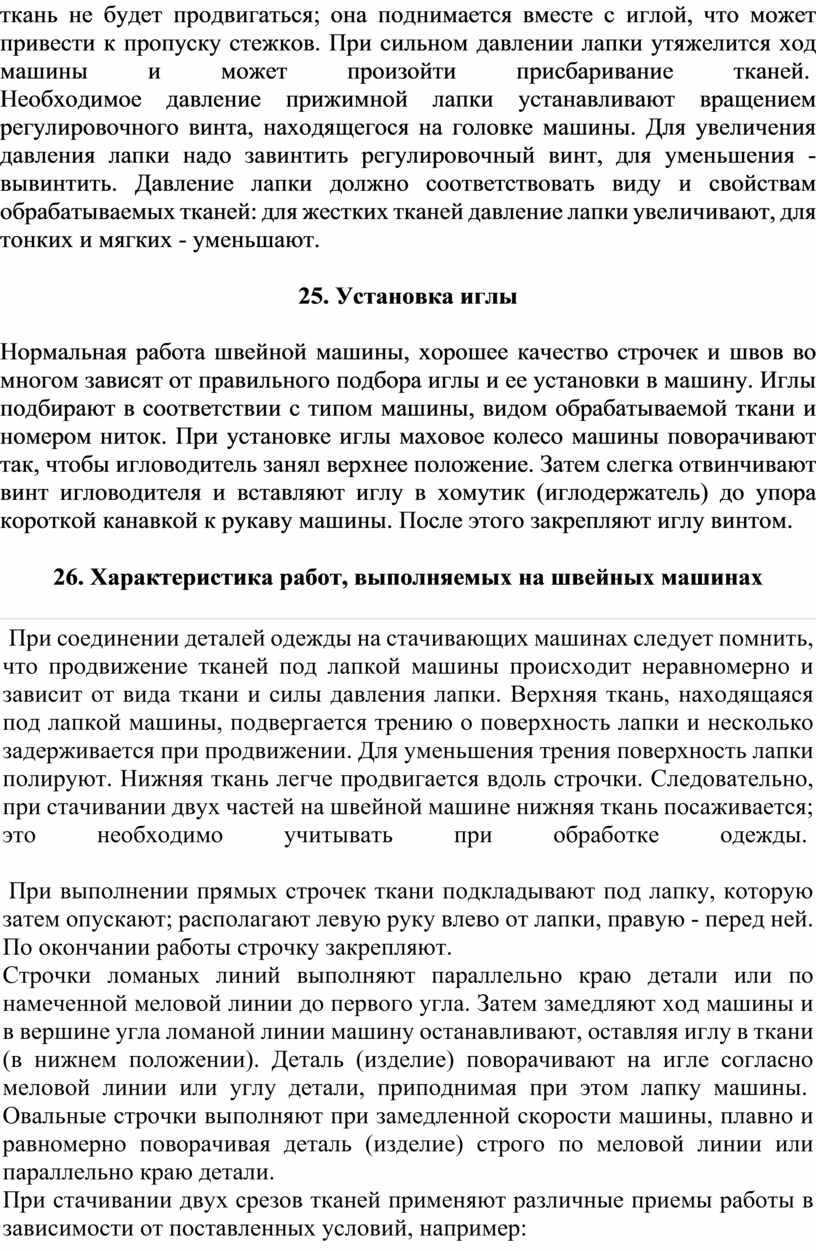
 При
выходе игольной нити снизу или челночной - сверху считается, что строчка
петляет снизу или сверху. Такую строчку принято считать некачественной.
При
выходе игольной нити снизу или челночной - сверху считается, что строчка
петляет снизу или сверху. Такую строчку принято считать некачественной.
Причины: петляние сверху возможно при сильном натяжении игольной нитки или слабом натяжении челночной нитки.
Способ устранения - регулировка натяжения нитей так, чтобы их переплетение осуществлялось в середине стачиваемых материалов, т.е. ослабление натяжения игольной нитки и (или) усиление натяжения челночной нитки.
Неравномерная намотка ниток на бобине и на шпульке так же может быть причиной петляния строчки, поэтому необходимо заменить бобину с нитками и перемотать нитки на шпульке.
24. Правила регулирования частоты строчки и
давления лапки
Частоту строчки (длину стежка) устанавливают в зависимости от назначения и вида строчки или швов. Регулируют специальным регулятором, находящимся на стойке рукава машины. Длина стежка для стачивания лёгких и средних материалов равна значению регулятора 3 - 3,5. Длина стежка отделочной строчки равна значению 4 - 5.
При стачивании тяжёлых материалов значение увеличивается.
Для правильной работы машины
необходимо, чтобы лапка прижимала ткани к игольной пластинке с усилием 3,5 -
4,5 кгс. При слабом давлении лапки ткань не будет продвигаться; она поднимается
вместе с иглой, что может привести к пропуску стежков. При сильном давлении
лапки утяжелится ход машины и может произойти присбаривание тканей.
Необходимое давление прижимной лапки устанавливают вращением регулировочного
винта, находящегося на головке машины. Для увеличения давления лапки надо
завинтить регулировочный винт, для уменьшения - вывинтить. Давление лапки
должно соответствовать виду и свойствам обрабатываемых тканей: для жестких
тканей давление лапки увеличивают, для тонких и мягких - уменьшают.
25. Установка иглы
Нормальная работа швейной машины, хорошее качество строчек и швов во многом зависят от правильного подбора иглы и ее установки в машину. Иглы подбирают в соответствии с типом машины, видом обрабатываемой ткани и номером ниток. При установке иглы маховое колесо машины поворачивают так, чтобы игловодитель занял верхнее положение. Затем слегка отвинчивают винт игловодителя и вставляют иглу в хомутик (иглодержатель) до упора короткой канавкой к рукаву машины. После этого закрепляют иглу винтом.
26. Характеристика работ, выполняемых на швейных машинах
|
При соединении деталей
одежды на стачивающих машинах следует помнить, что продвижение тканей под
лапкой машины происходит неравномерно и зависит от вида ткани и силы давления
лапки. Верхняя ткань, находящаяся под лапкой машины, подвергается трению о
поверхность лапки и несколько задерживается при продвижении. Для уменьшения
трения поверхность лапки полируют. Нижняя ткань легче продвигается вдоль строчки.
Следовательно, при стачивании двух частей на швейной машине нижняя ткань
посаживается; это необходимо учитывать при обработке одежды. Строчки ломаных линий
выполняют параллельно краю детали или по намеченной меловой линии до первого
угла. Затем замедляют ход машины и в вершине угла ломаной линии машину
останавливают, оставляя иглу в ткани (в нижнем положении). Деталь (изделие)
поворачивают на игле согласно меловой линии или углу детали, приподнимая при
этом лапку машины. При стачивании двух срезов тканей применяют различные приемы работы в зависимости от поставленных условий, например: без посадки тканей - правой рукой несколько придерживают нижнюю ткань, а левой рукой помогают продвижению верхней ткани; в косых легко растягивающихся срезах ткани равномерно посаживают на протяжении всей длины шва; с посадкой нижней ткани -
левой рукой несколько придерживают верхнюю, ткань, а пальцами правой руки
равномерно расправляют посадку нижней ткани и помогают ее продвижению под
лапкой машины; |
27. Правила эксплуатации машины 1022 М класса
1. Нельзя пускать в ход машину без подложенного под лапку материала, в
противном случае зубцы двигателя материала и поверхность лапки будут портиться.
2. Нельзя допускать вращения маховика в противоположном направлении, т.е. от
работающего, так как могут запутаться нитки в челночном комплекте.
3. Правильная установка иглы - одно из главных условий работы машины.
Необходимо быть внимательным при замене иглы. Длинный желобок на игле
располагается слева.
4. При неправильной заправке нитей машина шить не будет.
5. Прежде чем начать шить, необходимо, придерживая концы ниток, сделать
два-три прокола поворотом маховика вручную.
6. Поворот материала производится только на игле,
опущенной в материал.
7. Нельзя тянуть и подталкивать материал во время шитья, чтобы не поломать
иглу. При шитье через толстые и твердые места следует шить медленно, а маховое
колесо поворачивать рукой. Лапку рекомендуется приподнять, а материал немного
продвинуть. При шитье тонких материалов нужно легко подтягивать материал за
лапкой, чтобы избежать стягивания шва.
8. После окончания работ необходимо подкладывать под лапку ткань.
28. Правила эксплуатации краеобмёточных машин
1. Нельзя пускать в ход машину без подложенного под
нажимную лапку материала, в противном случае зубцы двигателя материала и
поверхность лапки будут портиться.
2. Нельзя допускать вращения маховика в противоположном направлении, т.е. на
работающего. Вращать маховое колесо от себя.
3. Правильная установка иглы - одно из главных условий работы машины.
Необходимо быть внимательным при замене иглы. Длинный желобок на игле располагается
спереди.
4. Направление материалов при обметывании на машине с ножом должно быть точно
определенным, иначе край деталей может быть неровно обрезан или же срезан
больше, чем это нужно.
5. Правильная заправка ниток является основным условием нормальной работы
машины
6. Обычно после окончания операции нитки не обрезают, а подкладывают под лапку
новые детали и продолжают обметывание. При этом уменьшается расход ниток на
концы и исключается возможность вытаскивания ниток из ушка иглы или петлителей,
что вызывает потерю времени на перезаправку машины.
8. После окончания работ необходимо подкладывать под лапку ткань.
29. ТУ на выполнение машинных работ
1. Все внутренние строчки выполняют нитками в цвет основной ткани.
2. Номера ниток, машинных игл и частота строчек при выполнении машинных работ должны соответствовать толщине ткани и характеру выполняемых операций.
3.Стачивание деталей, настрачивание швов, прокладывание отделочных строчек рекомендуется выполнять с помощью направляющих линеек. Фигурные отделочные строчки выполняют по линиям, намеченным по лекалам.
4. Концы верхних ниток отделочных строчек выводят наизнанку и завязывают узелком или закрепляют 3–4 ручными стежками.
5. Концы всех внутренних строчек, выполняемых на стачивающей машине (например, при стачивании боковых плечевых срезов, деталей рукавов), закрепляют двойной обратной строчкой длиной 0,7–1 см; на специальных машинах – длиной 1,5–2 см.
6. При прокалывании строчек по замкнутым линиям (например, втачивание рукавов, застраивание низа изделия) строчки в концах швов должны заходить одна на другую не менее чем на 1,5–2 см.
7. При соединении двух деталей, одна из которых с прямым срезом, а другая с косым, деталь с косым срезом необходимо положить снизу на игольную пластину, а деталь с прямым срезом – сверху.
8. При соединении двух деталей из тканей разной толщины вниз следует положить деталь из толстой ткани.
9. При соединении двух деталей с посадкой одной из них деталь, которую нужно посадить, следует положить вниз на игольную пластину.
30 Виды и назначение различных приспособлений малой механизации
Для уменьшения трудоемкости и повышения качества выполнения технологических операций при пошиве изделий в швейных машинах используется технологическая оснастка (средства малой механизации).
К технологической оснастке относятся дополнительные устройства и детали к машине, которые служат вспомогательным средством в механизации технологической операции. Различается но технологическому назначению, конструктивному исполнению и способам крепления и установки.
К первой группе относится оснастка для соединения деталей и выполнения отделочных строчек без подгибания материала: лапки с ограничительными бортиками и линейками для выполнения строчек на заданном расстоянии от края материала. К этой группе также относится оснастка для настрачивания тесьмы по прямолинейным контурам или с малым радиусом кривизны на двухигольной швейной машине.
Ко второй группе относится оснастка для подгибания среза одной детали и закрепления положения деталей в шве строчкой: для подгибания среза полуфабриката, застрачивания складок и защипов, изготовления шлевок, съемных поясов и ремешков.
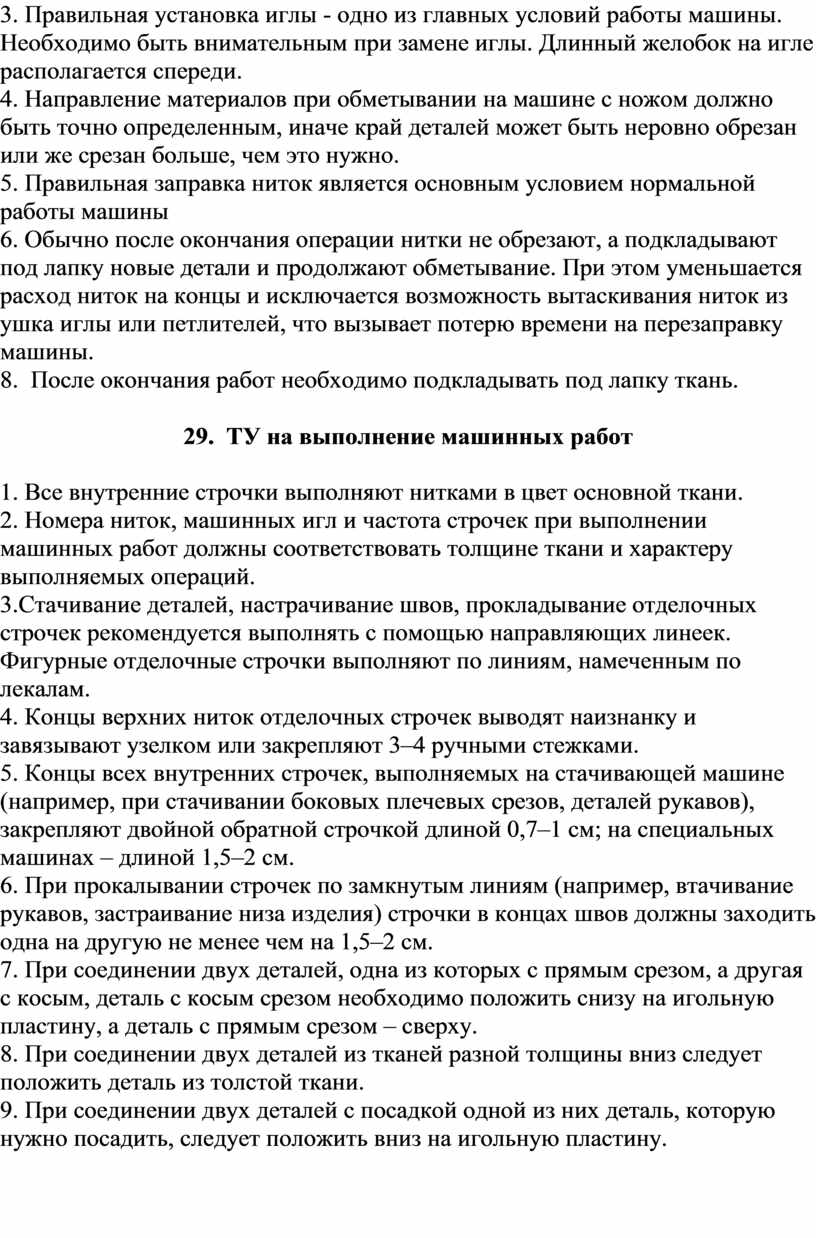
Третью группу составляет оснастка для соединения нескольких деталей с одновременным подгибанием срезов (без их окантовывания) при выполнении: запошивочного шва и шва «в замок», настрочных швов и подгибания среза одной из соединяемых деталей, настрачивания отдельных полосок с одновременным подгибанием их срезов на двухигольной машине, сборки съемных поясов и хлястиков, втачивания канта и сборки прорезных карманов.
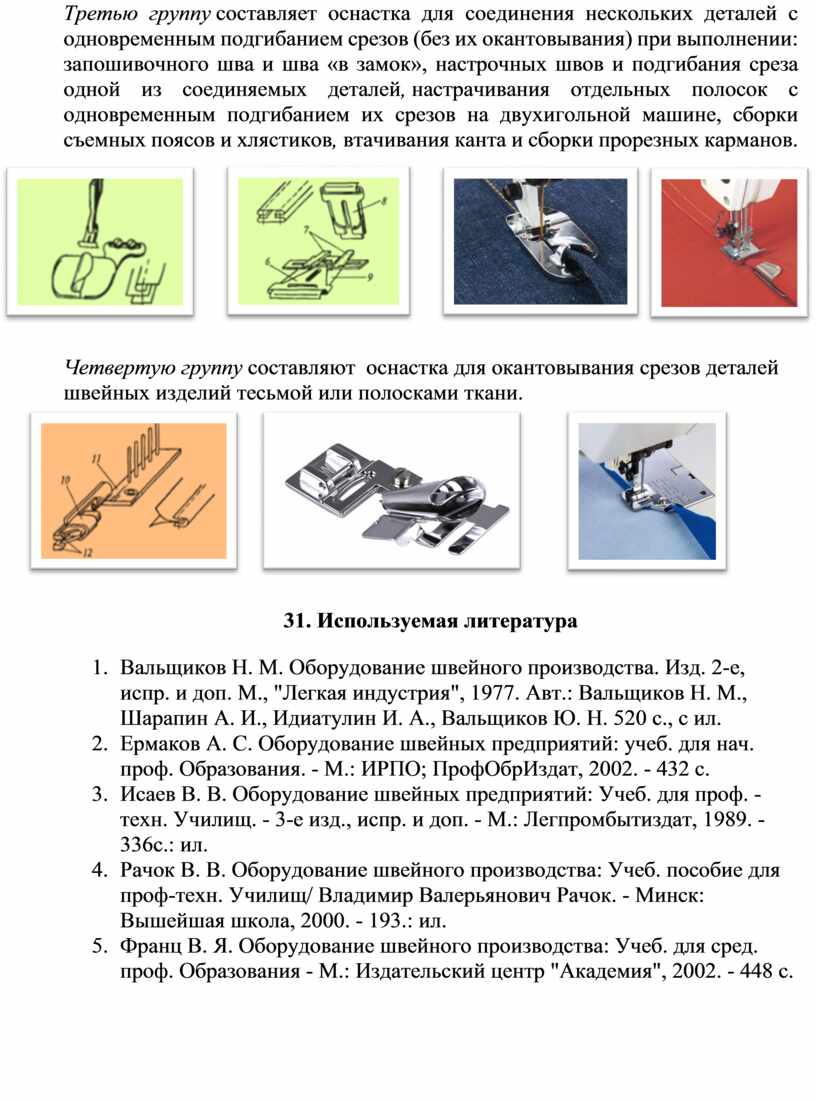
Четвертую группу составляют оснастка для окантовывания срезов деталей швейных изделий тесьмой или полосками ткани.
31. Используемая литература
1. Вальщиков Н. М. Оборудование швейного производства. Изд. 2-е, испр. и доп. М., "Легкая индустрия", 1977. Авт.: Вальщиков Н. М., Шарапин А. И., Идиатулин И. А., Вальщиков Ю. Н. 520 с., с ил.
2. Ермаков А. С. Оборудование швейных предприятий: учеб. для нач. проф. Образования. - М.: ИРПО; ПрофОбрИздат, 2002. - 432 с.
3. Исаев В. В. Оборудование швейных предприятий: Учеб. для проф. - техн. Училищ. - 3-е изд., испр. и доп. - М.: Легпромбытиздат, 1989. - 336с.: ил.
4. Рачок В. В. Оборудование швейного производства: Учеб. пособие для проф-техн. Училищ/ Владимир Валерьянович Рачок. - Минск: Вышейшая школа, 2000. - 193.: ил.
5. Франц В. Я. Оборудование швейного производства: Учеб. для сред. проф. Образования - М.: Издательский центр "Академия", 2002. - 448 с.


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.