

Краткий конспект лекций ПО УЧЕБНОЙ ДИСЦИПЛИНЕ «Материаловедение» основной профессиональной образовательной программы по специальности СПО 23.02.03.Техническое обслуживание и ремонт автомобильного транспорта (Объем лекций - 80 ч.)
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«СЕБРЯКОВСКИЙ ТЕХНОЛОГИЧЕСКИЙ ТЕХНИКУМ»
Краткий конспект лекций
ПО УЧЕБНОЙ ДИСЦИПЛИНЕ
«Материаловедение»
основной профессиональной образовательной программы
по специальности СПО
23.02.03.Техническое обслуживание и ремонт
автомобильного транспорта
(Объем лекций - 80 ч.)
Автор: преподаватель ;
Шутеев А.Л.
Михайловка
2018
Введение.
Материаловедение относится к числу основополагающих дисциплин для машиностроительных специальностей. Это связано с тем, что получение, разработка новых материалов, способы их обработки являются основой современного производства и во многом определяют уровнем своего развития научно-технический и экономический потенциал страны. Проектирование рациональных, конкурентоспособных изделий, организация их производства невозможны без достаточного уровня знаний в области материаловедения.
Материаловедение является основой для изучения многих специальных дисциплин.
Разнообразие свойств материалов является главным фактором, предопределяющим их широкое применение в технике. Материалы обладают отличающимися друг от друга свойствами, причем каждое зависит от особенностей внутреннего строения материала. В связи с этим материаловедение как наука занимается изучением строения материала в тесной связи с их свойствами. Основные свойства материалов можно подразделить на физические, механические, технологические и эксплуатационные.
От физических и механических свойств зависят технологические и эксплуатационные свойства материалов.
Среди механических свойств прочность занимает особое место, так как прежде всего от нее зависит неразрушаемость изделий под воздействием эксплуатационных нагрузок. Учение о прочности и разрушении является одной из важнейших составных частей материаловедения. Оно является теоретической основой для выбора подходящих конструкционных материалов для деталей различного целевого назначения и поиска рациональных способов формирования в них требуемых прочностных свойств для обеспечения надежности и долговечности изделий.
Основными материалами, используемыми в машиностроении, являются и еще долго будут оставаться металлы и их сплавы. Поэтому основной частью материаловедения является металловедение, в развитии которого, ведущую роль сыграли российские ученые: Аносов П.П., Чернов Д.К., Курнаков Н.С., Гуляев А.П. и другие.
В настоящих лекциях рассмотрены физические основы строения и свойств конструкционных материалов, приводятся широко используемые методы определения механических свойств материалов при различных видах нагружения, излагаются основы термической обработки и поверхностного упрочнения деталей, даются характеристики основных групп конструкционных материалов.
Цель и задачи дисциплины, ее место в учебном процессе
Целью преподавания дисциплины является научить инженеров применять основные методы управления конструкционной прочностью материалов и проводить обоснованный выбор материала для изделий с учетом условий их эксплуатации.
Для достижения поставленной цели при изучении дисциплины решаются следующие основные задачи:
· приобретение знаний по оценке технических свойств материалов, исходя из условий эксплуатации и изготовления изделия;
· формирование научно обоснованных представлений о возможностях рационального изменения технических свойств материала путем изменения его структуры;
· ознакомление со способами упрочнения материалов, обеспечивающими надежность изделий и инструментов;
· ознакомление с основными группами современных материалов, их свойствами и областью применения.
Преподавание дисциплины базируется на знаниях, полученных в курсе “Физика”:
На момент начала изучения дисциплины «Материаловедение» студентам необходимо знание следующих понятий: нагрузка, напряжение, деформация упругая и пластическая, работа, энергия, агрегатное состояние вещества, термодинамическая система, параметры термодинамической системы, внутренняя энергия, атомно-кристаллическое строение металлов, типы связей частиц в твердом теле, основные физические свойства металлов.
Материаловедение подготавливает студента к освоению специальных дисциплин изучающих основные производственные технологии и процессы.
Знание основ материаловедения необходимо технологу, инженеру, работающим в сфере эксплуатации современных машин и конструкций.
![]() Материаловедение.
Краткие исторические
сведения о развитии материаловедения.
Материаловедение.
Краткие исторические
сведения о развитии материаловедения.
Материаловедение - прикладная наука, изучающая взаимосвязи между составом, строением и свойствами металлов и сплавов в различных условиях. Изучение этой дисциплины позволяет осуществить рациональный выбор материалов для конкретного применения. Металловедение - постоянно развивающаяся наука, непрерывно обогащающаяся за счёт разработки новых сталей и сплавов, в свою очередь стимулирующих прогресс во всех областях науки и техники.
Как наука материаловедение насчитывает около 200 лет, несмотря на то, что человек начал использовать металлы и сплавы ещё за несколько тысячелетий до нашей эры. Только в 18 веке появились отдельные научные результаты, позволяющие говорить о начале осмысленного изучения всего того, что накопило человечество за всё время использования металлов.
Заметную роль в изучении природы металлов сыграли исследования французского учёного Реомюра (1683-1757). Ещё в 1722 году он провёл исследование строения зёрен в металлах. Англичанин Григнон ещё в 1775 году обратил внимание на то, что при затвердевании железа образуется столбчатая структура. Ему принадлежит известный рисунок дендрита, полученного при медленном затвердевании литого железа.
В России первым, кто начал научно осмысливать проблемы металлургии и литейного дела, был М.В. Ломоносов (1711-1765). Им написано учебное руководство «Первые основания металлургии рудных дел», в котором он, описывая металлургические процессы, постарался открыть их физико-химическую сущность.
Заметных успехов металловедение достигло лишь в 19 веке, что связано в первую очередь с использованием новых методов исследования структуры металла. В 1831 году П.П. Аносов (1799-1851) провёл исследование металла на полированных и протравленных шлифах, впервые применив микроскоп для исследования стали. Значительный вклад в развитие металловедения внесли работы русского учёного-металлурга П. П. Аносова (1799-1851), английских ученых Сорби и Роберта Аустена (1843-1902), немца А. Мартенса (1850-1914), Трооста и американца Э. Бейна (1891-1974), которые, каждый в своё время, рассматривая под микроскопом и фотографируя структуры, установили существование структурных превращений в сталях при их непрерывном охлаждении.
В 1873-1876 г.г Гиббс изложил основные законы фазового равновесия и, в частности, правило фаз, основываясь на законах термодинамики. Для решения практических задач знание фазового равновесия в той или иной системе необходимо, но не достаточно для определения состава и относительного количества фаз. Обязательно знать структуру сплавов, то есть атомное строение фаз, составляющих сплав, а также распределение, размер и форму кристаллов каждой фазы.
Создание научных основ металловедения по праву принадлежит Чернову Д.К. (1839 – 1903), который установил критические температуры фазовых превращений в сталях и их связь с количеством углерода в сталях. Этим были заложены основы для важнейшей в металловедении диаграммы состояния железоуглеродистых сплавов.
Открытием аллотропических превращений в стали, Чернов заложил фундамент термической обработки стали. Критические точки в стали, позволили рационально выбирать температуру ее закалки, отпуска и пластической деформации в производственных условиях.
В своих работах по кристаллизации стали, и строению слитка Чернов изложил основные положения теории литья, не утратившие своего научного и практического значения в настоящее время.
Разработка в 1902 году американскими учёными Ф. Тейлором и М. Уайтом быстрорежущей стали произвела переворот в машиностроении. Резко возросла производительность механической обработки, появились новые быстроходные станки и автоматы.
В 1906 году немецкий исследователь А. Вильм создал высокопрочный сплав алюминия с медью – дуралюмин, прочность которого в результате старения в несколько раз превышала прочность технического алюминия и других алюминиевых сплавов при сохранении достаточного запаса пластичности. Использование дуралюмина в самолётостроении на многие годы определило прогресс в этой области техники.
Немецким инженером заводов Круппа Мауэром и профессором Штраусом в 1912 году была получена хромоникелевая аустенитная нержавеющая сталь, а в 1912году Бренли – ферритная нержавеющая сталь.
20 век ознаменовался крупными достижениями в теории и практике материаловедения: были созданы высокопрочные материалы для деталей и инструментов, разработаны композиционные материалы, открыты сверхпроводники, применяющиеся в энергетике и других отраслях техники, открыты и использованы свойства полупроводников. Одновременно совершенствовались способы упрочнения деталей термической и химикотермической обработкой. Огромное значение для развития отечественного материаловедения в наше время имели работы А.А. Бочарова, Г.В. Курдюмова, В. Д. Садовского и В. А. Каргина.
Определение атомного строения фаз стало возможным после открытия Лауэ (1912 г), показавшего, что атомы в кристалле регулярно заполняют пространство, образуя пространственную дифракционную решетку, и что рентгеновские лучи имеют волновую природу. Дифракция рентгеновских лучей на такой решетке дает возможность исследовать строение кристаллов.
В последнее время для структурного анализа, кроме рентгеновских лучей, используют электроны и нейтроны. Соответствующие методы исследования называются электронографией и нейтронографией. Электронная оптика позволила усовершенствовать микроскопию. В настоящее время на электронных микроскопах полезное максимальное увеличение доведено до 100 000 раз.
В пятидесятых годах, когда началось исследование природы свойств металлических материалов, было показано, что большинство наиболее важных свойств, в том числе сопротивление пластической деформации и разрушению в различных условиях нагружения, зависит от особенностей тонкого кристаллического строения. Этот вывод способствовал привлечению физических теорий о строении реальных металлов для объяснения многих непонятных явлений и для конструирования сплавов с заданными механическими свойствами. Благодаря теории дислокаций, удалось получить достоверные сведения об изменениях в металлах при их пластической деформации.
Современное развитие материаловедения как науки.
Особенно интенсивно развивается металловедение в последние десятилетия. Это объясняется потребностью в новых материалах для исследования космоса, развития электроники, атомной энергетики.
Основными направлениями в развитии металловедения является разработка способов производства чистых и сверхчистых металлов, свойства которых сильно отличаются от свойств металлов технической чистоты, с которыми преимущественно работают. Генеральной задачей материаловедения является создание материалов с заранее расчитаными свойствами применительно к заданным параметрам и условиям работы. Большое внимание уделяется изучению металлов в экстремальных условиях (низкие и высокие температуры и давление).
До настоящего времени основной материальной базой машиностроения служит черная металлургия, производящая стали и чугуны. Эти материалы имеют много положительных качеств и в первую очередь обеспечивают высокую конструкционную прочность деталей машин. Однако эти классические материалы имеют такие недостатки как большая плотность, низкая коррозионная стойкость. Потери от коррозии составляют 20% годового производства стали и чугуна. Поэтому, по данным научных исследований, через 20…40 лет все развитые страны перестроятся на массовое использование металлических сплавов на базе титана, магния, алюминия. Эти легкие и прочные сплавы позволяют в 2-3раза облегчить станки и машины, в 10 раз уменьшить расходы на ремонт.
По данным института имени Байкова А.Н. в нашей стране есть все условия чтобы в течении 10…15 лет машиностроение могло перейти на выпуск алюминиево-титановой подвижной техники, которая отличается легкостью, коррозионной стойкостью и большим безремонтным ресурсом.
Важное значение имеет устранение отставания нашей страны в области использования новых материалов взамен традиционных (металлических) – пластмасс, керамики, материалов порошковой металлургии, особенно композиционных материалов, что экономит дефицитные металлы, снижает затраты энергии на производство материалов, уменьшает массу изделий.
Расчетами установлено, что замена ряда металлических деталей легкового автомобиля на углепластики из эпоксидной смолы, армированной углеродными волокнами, позволит уменьшить массу машины на 40%; она станет более прочной; уменьшится расход топлива, резко возрастет стойкость против коррозии.
Лекция №1
Строение и свойства материалов.
1. Металлы и неметаллы. Особенности атомно-кристаллического строения металлов.
2. Понятие об изотропии и анизотропии. Особенности металлов, как тел имеющих кристаллическое строение.
3. Дефекты кристаллического строения:
а.Точеные дефекты
б.Линейные дефекты:
Простейшие виды дислокаций – краевые и винтовые.
в.Поверхностные несовершенства.
4.Методы исследования структуры металлов и сплавов:
а.Макроскопический анализ.
б.Микроскопический анализ.
в.Рентгеноструктурный анализ и рентгеновская дефектоскопия.
Металлы и неметаллы. Особенности атомно-кристаллического строения
Все твёрдые тела делятся на а м о р ф н ы е и к р и с т а л л и ч е с к и е.
В аморфных телах атомы расположены хаотично, т. е. в беспорядке, без всякой системы Примерами аморфных тел могут служить стекло, клей, воск, канифоль,… .
В кристаллических телах атомы расположены в строго определённой последовательности. К телам с кристаллическим строением относят поваренную соль, кварц, сахарный песок, металлы и сплавы.
В огромном ряду материалов, с незапамятных времен известных человеку и широко используемых им в своей жизни и деятельности, металлы всегда занимали особое место.
Подтверждение этому: и в названиях эпох (золотой, серебряный, бронзовый, железный века), на которые греки делили историю человечества: и в археологических находках металлических изделий (кованые медные украшения, сельскохозяйственные орудия); и в повсеместном использовании металлов и сплавов в современной технике.
Причина этого - в особых свойствах металлов, выгодно отличающих их от других материалов и делающих во многих случаях незаменимыми.
Металлы – один из классов конструкционных материалов, характеризующийся определённым набором свойств:
· «металлический блеск» (хорошая отражательная способность);
· пластичность;
· высокая теплопроводность;
· высокая электропроводность.
Данные свойства обусловлены особенностями строения металлов. Согласно теории металлического состояния, металл представляет собой вещество, состоящее из положительных ядер, вокруг которых по орбиталям вращаются электроны. На последнем уровне число электронов невелико и они слабо связаны с ядром. Эти электроны имеют возможность перемещаться по всему объёму металла, т.е. принадлежать целой совокупности атомов.
Таким образом, пластичность, теплопроводность и электропроводность обеспечиваются наличием «электронного газа».
Все металлы, затвердевающие в нормальных условиях, представляют собой кристаллические вещества, то есть укладка атомов в них характеризуется определённым порядком – периодичностью, как по различным направлениям, так и по различным плоскостям. Этот порядок определяется понятием кристаллическая решётка.
Другими словами, кристаллическая решетка это воображаемая пространственная решетка, в узлах которой располагаются частицы, образующие твердое тело.
Элементарная ячейка – элемент объёма из минимального числа атомов, многократным переносом которого в пространстве можно построить весь кристалл.
Элементарная ячейка характеризует особенности строения кристалла. Основными параметрами кристалла являются:
· размеры рёбер элементарной ячейки. a, b, c – периоды решётки – расстояния между центрами ближайших атомов. В одном направлении выдерживаются строго определёнными.
· углы между осями
(![]() ).
).
· координационное число (К) указывает на число атомов, расположенных на ближайшем одинаковом расстоянии от любого атома в решетке.
· базис решетки количество атомов, приходящихся на одну элементарную ячейку решетки.
· плотность упаковки атомов в кристаллической решетке – объем, занятый атомами, которые условно рассматриваются как жесткие шары. Ее определяют как отношение объема, занятого атомами к объему ячейки (для объемно-центрированной кубической решетки – 0,68, для гранецентрированной кубической решетки – 0,74)
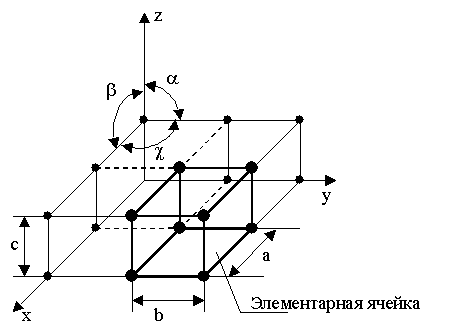
Рис.1.1. Схема кристаллической решетки
Классификация возможных видов кристаллических решеток была проведена французским ученым О. Браве, соответственно они получили название «решетки Браве». Всего для кристаллических тел существует четырнадцать видов решеток, разбитых на четыре типа;
· примитивный – узлы решетки совпадают с вершинами элементарных ячеек;
· базоцентрированный – атомы занимают вершины ячеек и два места в противоположных гранях;
· объемно-центрированный – атомы занимают вершины ячеек и ее центр;
· гранецентрированный – атомы занимают вершины ячейки и центры всех шести граней
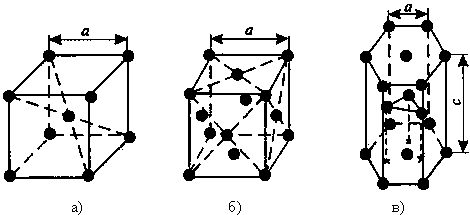
Рис. 1.2. Основные типы кристаллических решеток: а – объемно-центрированная кубическая; б– гранецентрированная кубическая; в – гексагональная плотноупакованная
Основными типами кристаллических решёток являются:
1. Объемно -
центрированная кубическая (ОЦК) (см. рис.1.2а), атомы располагаются в вершинах
куба и в его центре (V, W, Ti, ![]() )
)
2. Гранецентрированная
кубическая (ГЦК) (см. рис. 1.2б), атомы рассполагаются в вершинах куба и по
центру куждой из 6 граней (Ag, Au, ![]() )
)
3. Гексагональная, в основании которой лежит шестиугольник:
o простая – атомы располагаются в вершинах ячейки и по центру 2 оснований (углерод в виде графита);
o плотноупакованная (ГПУ) – имеется 3 дополнительных атома в средней плоскости (цинк).
Понятие об изотропии и анизотропии. Особенности металлов, как тел имеющих кристаллическое строение.
Из изложенного выше уясним, что характерные признаки металлов обусловлены их внутренним строением, т. е. структурой. Геометрическая правильность расположения атомов в кристаллических решётках придаёт металлам особенности, которых нет у аморфных тел.
1.Первой особенностью металлов является анизотропия свойств кристаллов, т. е. различие свойств кристаллов в разных направлениях.
Свойства тела зависят от природы атомов, из которых оно состоит, и от силы взаимодействия между этими атомами. Силы взаимодействия между атомами в значительной степени определяются расстояниями между ними. В аморфных телах с хаотическим расположением атомов в пространстве расстояния между атомами в различных направлениях равны, следовательно, свойства будут одинаковые, то есть аморфные тела изотропны.
В кристаллических телах атомы правильно располагаются в пространстве, причем по разным направлениям расстояния между атомами неодинаковы, что предопределяет существенные различия в силах взаимодействия между ними и, в конечном результате, разные свойства. Зависимость свойств от направления называется анизотропией
Чтобы понять явление анизотропии необходимо выделить кристаллографические плоскости и кристаллографические направления в кристалле.
Плоскость, проходящая через узлы кристаллической решетки, называется кристаллографической плоскостью.
Прямая, проходящая через узлы кристаллической решетки, называется кристаллографическим направлением.
Для обозначения кристаллографических плоскостей и направлений пользуются индексами Миллера. Чтобы установить индексы Миллера, элементарную ячейку вписывают в пространственную систему координат (оси X,Y, Z – кристаллографические оси). За единицу измерения принимается период решетки.
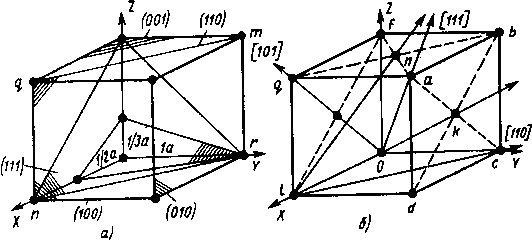
Рис.1.3. Примеры обозначения кристаллографических плоскостей (а) и кристаллографических направлений (б)
Для определения индексов кристаллографической кристаллографической плоскости необходимо:
· установить координаты точек пересечения плоскости с осями координат в единицах периода решетки;
· взять обратные значения этих величин;
· привести их к наименьшему целому кратному, каждому из полученных чисел.
Полученные значения простых целых чисел, не имеющие общего множителя, являются индексами Миллера для плоскости, указываются в круглых скобках. Примеры обозначения кристаллографических плоскостей на рис. 1.3 а.
Другими словами, индекс по оси показывает на сколько частей плоскость делит осевую единицу по данной оси. Плоскости, параллельные оси, имеют по ней индекс 0 (110)
Ориентация прямой определяется координатами двух точек. Для определения индексов кристаллографического направления необходимо:
· одну точку направления совместить с началом координат;
· установить координаты любой другой точки, лежащей на прямой, в единицах периода решетки
· привести отношение этих координат к отношению трех наименьших целыж чисел.
Индексы кристаллографических направлений указываются в квадратных скобках [111]
В кубической решетке индексы направления, перпендикулярного плоскости (hkl) имеют те же индексы [hkl].
У металлических тел анизотропия свойств не выражена так резко, как у отдельных кристаллов. Металлы являются поликристаллическими телами, т. е. они состоят не из одного, а из бесчисленного количества кристаллов, по-разному ориентированных. Произвольность ориентировки каждого кристалла приводит к тому, что в любом направлении располагается приблизительно одинаковое количество различно ориентированных кристаллов. В результате получается, что свойства поликристаллических тел будут одинаковы во всех направлениях -----это явление получило название «квазиизотропия» (ложная изотропия).
2.Второй особенностью металлов как тел кристаллического строения является наличие у них плоскостей скольжения (спайности).
По этим плоскостям происходит сдвиг или отрыв (разрушение) частиц кристаллов под действием внешних усилий. У аморфных тел смещение частиц происходит не по определённым плоскостям, а беспорядочно. Излом аморфного тела всегда имеет неправильную, искривлённую форму.
3.Третьей особенностью металлов как тел кристаллического строения является то, что процесс перехода их из твёрдого состояния в жидкое и наоборот происходит при определённой температуре, называемой температурой плавления (затвердевания). Аморфные тела переходят в жидкое состояние постепенно и не имеют определённой температуры плавления.
Дефекты кристаллического строения.
Из жидкого расплава можно вырастить монокристалл. Их обычно используют в лабораториях для изучения свойств того или иного вещества.
Металлы и сплавы, полученные в обычных условиях, состоят из большого количества кристаллов, то есть, имеют поликристаллическое строение. Эти кристаллы называются зернами. Они имеют неправильную форму и различно ориентированы в пространстве. Каждое зерно имеет свою ориентировку кристаллической решетки, отличную от ориентировки соседних зерен, вследствие чего свойства реальных металлов усредняются, и явления анизотропии не наблюдается
В кристаллической решетке реальных металлов имеются различные дефекты (несовершенства), которые нарушают связи между атомами и оказывают влияние на свойства металлов. Различают следующие структурные несовершенства:
· точечные – малые во всех трех измерениях;
· линейные – малые в двух измерениях и сколь угодно протяженные в третьем;
· поверхностные – малые в одном измерении.
Точеные дефекты
Одним из распространенных несовершенств кристаллического строения является наличие точечных дефектов: вакансий, дислоцированных атомов и примесей. (рис. 2.1.)
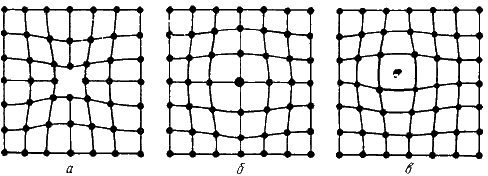
Рис.2.1. Точечные дефекты
Вакансия – отсутствие атомов в узлах кристаллической решетки, «дырки», которые образовались в результате различных причин. Образуется при переходе атомов с поверхности в окружающую среду или из узлов решетки на поверхность (границы зерен, пустоты, трещины и т. д. ), в результате пластической деформации, при бомбардировке тела атомами или частицами высоких энергий (облучение в циклотроне или нейтронной облучение в ядерном реакторе). Концентрация вакансий в значительной степени определяется температурой тела. Перемещаясь по кристаллу, одиночные вакансии могут встречаться. И объединяться в дивакансии. Скопление многих вакансий может привести к образованию пор и пустот.
Дислоцированный атом – это атом, вышедший из узла решетки и занявший место в междоузлие. Концентрация дислоцированных атомов значительно меньше, чем вакансий, так как для их образования требуются существенные затраты энергии. При этом на месте переместившегося атома образуется вакансия.
Примесные атомы всегда присутствуют в металле, так как практически невозможно выплавить химически чистый металл. Они могут иметь размеры больше или меньше размеров основных атомов и располагаются в узлах решетки или междоузлиях.
Точечные дефекты вызывают незначительные искажения решетки, что может привести к изменению свойств тела (электропроводность, магнитные свойства), их наличие способствует процессам диффузии и протеканию фазовых превращений в твердом состоянии. При перемещении по материалу дефекты могут взаимодействовать.
Линейные дефекты:
Основными линейными дефектами являются дислокации. Априорное представление о дислокациях впервые использовано в 1934 году Орованом и Тейлером при исследовании пластической деформации кристаллических материалов, для объяснения большой разницы между практической и теоретической прочностью металла.
Дислокация – это дефекты кристаллического строения, представляющие собой линии, вдоль и вблизи которых нарушено характерное для кристалла правильное расположение атомных плоскостей.
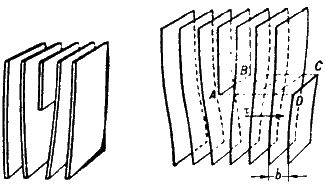
Простейшие виды дислокаций – краевые и винтовые.
Краевая дислокация представляет собой линию, вдоль которой обрывается внутри кристалла край “лишней“ полуплоскости (рис. 2.2)
а) б)
Рис. 2.2. Краевая дислокация (а) и механизм ее образования (б)
Неполная плоскость называется экстраплоскостью.
Большинство дислокаций образуются путем сдвигового механизма. Ее образование можно описать при помощи следующей операции. Надрезать кристалл по плоскости АВСD, сдвинуть нижнюю часть относительно верхней на один период решетки в направлении, перпендикулярном АВ, а затем вновь сблизить атомы на краях разреза внизу.
Наибольшие искажения в расположении атомов в кристалле имеют место вблизи нижнего края экстраплоскости. Вправо и влево от края экстраплоскости эти искажения малы (несколько периодов решетки), а вдоль края экстраплоскости искажения простираются через весь кристалл и могут быть очень велики (тысячи периодов решетки) (рис. 2.3).
Если
экстраплоскость находится в верхней части кристалла, то краевая дислокация –
положительная (![]() ),
если в нижней, то – отрицательная (
),
если в нижней, то – отрицательная (![]() ).
Дислокации одного знака отталкиваются, а противоположные притягиваются.
).
Дислокации одного знака отталкиваются, а противоположные притягиваются.
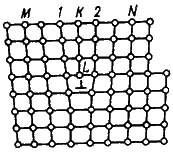
Рис. 2.3. Искажения в кристаллической решетке при наличии краевой дислокации
Другой тип дислокаций был описан Бюргерсом, и получил название винтовая дислокация
Винтовая дислокация получена при помощи частичного сдвига по плоскости Q вокруг линии EF (рис. 2.4) На поверхности кристалла образуется ступенька, проходящая от точки Е до края кристалла. Такой частичный сдвиг нарушает параллельность атомных слоев, кристалл превращается в одну атомную плоскость, закрученную по винту в виде полого геликоида вокруг линии EF, которая представляет границу, отделяющую часть плоскости скольжения, где сдвиг уже произошел, от части, где сдвиг не начинался. Вдоль линии EF наблюдается макроскопический характер области несовершенства, в других направлениях ее размеры составляют несколько периодов.
Если переход от верхних горизонтов к нижним осуществляется поворотом по часовой стрелке, то дислокация правая, а если поворотом против часовой стрелки – левая.
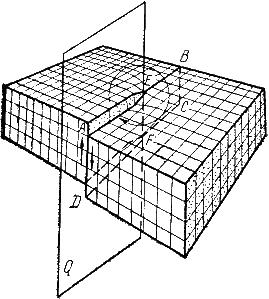
Рис. 2.4. Механизм образования винтовой дислокации
Винтовая дислокация не связана с какой-либо плоскостью скольжения, она может перемещаться по любой плоскости, проходящей через линию дислокации. Вакансии и дислоцированные атомы к винтовой дислокации не стекают.
В процессе кристаллизации атомы вещества, выпадающие из пара или раствора, легко присоединяются к ступеньке, что приводит к спиральному механизму роста кристалла.
Линии дислокаций не могут обрываться внутри кристалла, они должны либо быть замкнутыми, образуя петлю, либо разветвляться на несколько дислокаций, либо выходить на поверхность кристалла.
Дислокационная структура материала характеризуется плотностью дислокаций.
Плотность дислокаций в кристалле определяется как среднее число линий дислокаций, пересекающих внутри тела площадку площадью 1 м2, или как суммарная длина линий дислокаций в объеме 1 м3
![]() (см-2;
м-2)
(см-2;
м-2)
Плотность дислокаций изменяется в широких пределах и зависит от состояния материала. После тщательного отжига плотность дислокаций составляет 105…107 м-2, в кристаллах с сильно деформированной кристаллической решеткой плотность дислокаций достигает 1015…10 16 м –2.
Плотность дислокации в значительной мере определяет пластичность и прочность материала (рис. 2.5)
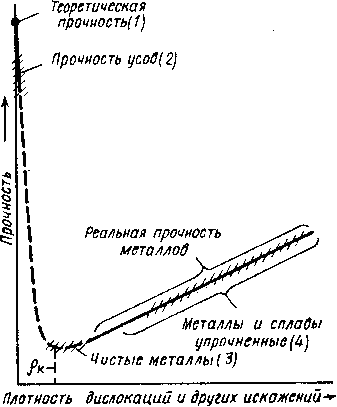
Рис. 2.5. Влияние плотности дислокаций на прочность
Минимальная
прочность определяется критической плотностью дислокаций ![]()
Если
плотность меньше значения а, то сопротивление деформированию резко
возрастает, а прочность приближается к теоретической. Повышение прочности
достигается созданием металла с бездефектной структурой, а также повышением
плотности дислокаций, затрудняющим их движение. В настоящее время созданы
кристаллы без дефектов – нитевидные кристаллы длиной до 2 мм, толщиной 0,5…20
мкм - “усы“ с прочностью, близкой к теоретической: для железа ![]() =
13000 МПа, для меди
=
13000 МПа, для меди ![]() =30000
МПа. При упрочнении металлов увеличением плотности дислокаций, она не должна
превышать значений 1015…10 16 м –2. В
противном случае образуются трещины.
=30000
МПа. При упрочнении металлов увеличением плотности дислокаций, она не должна
превышать значений 1015…10 16 м –2. В
противном случае образуются трещины.
Дислокации влияют не только на прочность и пластичность, но и на другие свойства кристаллов. С увеличением плотности дислокаций возрастает внутреннее, изменяются оптические свойства, повышается электросопротивление металла. Дислокации увеличивают среднюю скорость диффузии в кристалле, ускоряют старение и другие процессы, уменьшают химическую стойкость, поэтому в результате обработки поверхности кристалла специальными веществами в местах выхода дислокаций образуются ямки.
Дислокации образуются при образовании кристаллов из расплава или газообразной фазы, при срастании блоков с малыми углами разориентировки. При перемещении вакансий внутри кристалла, они концентрируются, образуя полости в виде дисков. Если такие диски велики, то энергетически выгодно “захлопывание” их с образованием по краю диска краевой дислокации. Образуются дислокации при деформации, в процессе кристаллизации, при термической обработке.
Поверхностные дефекты – границы зерен, фрагментов и блоков (рис. 2.6).
Рис. 2.6. Разориентация зерен и блоков в металле
Размеры
зерен составляют до 1000 мкм. Углы разориентации составляют до нескольких
десятков градусов (![]() ).
).
Граница между зернами представляет собой тонкую в 5 – 10 атомных диаметров поверхностную зону с максимальным нарушением порядка в расположении атомов.
Строение
переходного слоя способствует скоплению в нем дислокаций. На границах зерен
повышена концентрация примесей, которые понижают поверхностную энергию. Однако
и внутри зерна никогда не наблюдается идеального строения кристаллической
решетки. Имеются участки, разориентированные один относительно другого на
несколько градусов (![]() ).
Эти участки называются фрагментами. Процесс деления зерен на фрагменты
называется фрагментацией или полигонизацией.
).
Эти участки называются фрагментами. Процесс деления зерен на фрагменты
называется фрагментацией или полигонизацией.
В
свою очередь каждый фрагмент состоит из блоков, размерами менее 10 мкм,
разориентированных на угол менее одного градуса (![]() ).
Такую структуру называют блочной или мозаичной.
).
Такую структуру называют блочной или мозаичной.
3. Для изучения атомно-кристаллического строения твердых тел (тонкое строение) используются рентгенографические методы, позволяющие устанавливать связь между химическим составом, структурой и свойствами тела, тип твердых растворов, микронапряжения, концентрацию дефектов, плотность дислокаций
Методы исследования структуры металлов и сплавов:
а.Макроскопический анализ.
б.Микроскопический анализ.
в.Рентгеноструктурный анализ и рентгеновская дефектоскопия.
а.Макроскопический анализ.
Различают макроструктуру, микроструктуру и тонкую структуру.
Строение металлов и сплавов, видимое невооружённым глазом или при небольших увеличениях с помощью лупы (до 30 раз), называется макроструктурой. Макроструктура изучается путём макроанализа.
Так как металлы -- вещества непрозрачные, то их строение изучают в изломе или специально приготовленных образцах -- макрошлифах. Образец вырезают из определённого места, в определённой плоскости в зависимости от того, что подвергают исследованию -- литьё, поковку, штамповку, прокат, сварную или термически обработанную деталь -- и что требуется выявить и изучить - первичную кристаллизацию, дефекты, нарушающие сплошность металла, неоднородность структуры….. . Поэтому образцы вырезают из одного или нескольких мест слитка, заготовки или детали как в продольном, так и в поперечном направлениях. Поверхность образца (темплета) выравнивают на наждачном круге, затем шлифуют. После шлифования темплет травят в специальных реактивах, которые по-разному растворяют структурные составляющие и растравливают дефекты.
Макроанализ шлифов выявляет различные пороки в слитках и отливках (усадочные раковины, газовые пузыри, трещины…); вид излома (вязкий, хрупкий); величину, форму и расположение зерен и дендритов литого металла; дефекты, нарушающие сплошность металла (усадочную пористость, газовые пузыри, раковины, трещины); химическую неоднородность металла, вызванную процессами кристаллизации или созданную термической и химико-термической обработкой; расположение волокон в кованных и штампованных заготовках; трещины, возникающие при обработке давлением или термической обработке, дефекты в сварных швах.
б.Микроскопический анализ.
Более тонким методом исследования структуры и пороков металлов является микроанализ, т. е. изучение структуры металлов при больших увеличениях с помощью металлографического микроскопа. Микроструктурный анализ – изучение поверхности при помощи световых микроскопов. Увеличение – 50…2000 раз. Позволяет обнаружить элементы структуры размером до 0,2 мкм.
Металлографический микроскоп рассматривает металл в отражённом свете, чем и отличается от биологического микроскопа, где предмет рассматривается в проходящем свете. Значительно большее увеличение можно получить при помощи электронного микроскопа, в котором лучи света заменены потоком электронов (увеличение достигается при этом до 100 000 раз). Просвечивающие микроскопы. Поток электронов проходит через изучаемый объект. Изображение является результатом неодинакового рассеяния электронов на объекте. Различают косвенные и прямые методы исследования.
При косвенном методе изучают не сам объект, а его отпечаток – кварцевый или угольный слепок (реплику), отображающую рельеф микрошлифа, для предупреждения вторичного излучения, искажающего картину.
При прямом методе изучают тонкие металлические фольги, толщиной до 300 нм, на просвет. Фольги получают непосредственно из изучаемого металла.
Растровые микроскопы. Изображение создается за счет вторичной эмиссии электронов, излучаемых поверхностью, на которую падает непрерывно перемещающийся по этой поверхности поток первичных электронов. Изучается непосредственно поверхность металла. Разрешающая способность несколько ниже, чем у просвечивающих микроскопов.
Для изучении микроструктуры также приготавливаются шлифы -- микрошлифы, но после шлифования дополнительно производится полирование до зеркального блеска, затем производят травление шлифа.
Микроанализ позволяет выявить:
a. величину, форму и расположение зёрен,
b. отдельные структурные составляющие сплава, на основании которых можно определить химический состав отожженных углеродистых сталей,
c. качество тепловой обработки, например, глубину проникновения закалки,
d. такие дефекты, как пережог, обезуглероживание, наличие неметаллических включений… .
в.Рентгеноструктурный анализ и рентгеновская дефектоскопия.
Рентгеновские лучи имеют ту же природу, что и световые лучи, т. е. представляют собой электромагнитные колебания, но длина их волн другая: световых лучей от 7,5 х10-5 до 4 х10-5 см, рентгеновских -- от 2 х10-7 до 10-9 см.
Рентгеновские лучи получаются в рентгеновских трубках в результате торможения электронов при их столкновении с поверхностью какого-либо металла. При этом кинетическая энергия электронов превращается в энергию рентгеновских лучей.
Рентгеноструктурный анализ основан на способности атомов в кристаллической решётке отражать рентгеновские лучи. Отражённые лучи оставляют на фотопластинке (рентгенограмме) группу пятен или колец. По характеру расположения этих колец (пятен) определяют тип кристаллической решётки, а также расстояние между атомами (положительными ионами) в решётке.
Рентгеновское просвечивание основано на способности рентгеновских лучей проникать в глубь тела. Благодаря этому можно, не разрезая металлических изделий, увидеть на рентгеновском снимке различные внутренние дефекты металла: трещины, усадочные раковины, пороки сварки… .
Методы регистрации пороков в материале основаны на том, что рентгеновские лучи, проходя через металл, частично поглощаются. При этом менее плотные части металлического изделия (участки с пороками) поглощают лучи слабее, чем плотные (сплошной металл). Это приводит к тому, что на рентгеновском снимке участки с пороками будут иметь тёмные или светлые пятна на фоне сплошного металла.
Современные рентгеновские аппараты позволяют просвечивать стальные изделия на глубину до 60 – 100 мм.
Для выявления дефектов в металлических изделиях большой толщины начали применять гамма-лучи. Природа гамма-лучей аналогична рентгеновским, но длина волны их меньше. Благодаря большой проникающей способности гамма-лучей ими можно просвечивать стальные детали толщиной до 300 мм.
Контрольные вопросы.
1. Что называют структурой металлов?
2. В чём различие между макро- и микроструктурой металлов?
3. Какими способами исследуется макроструктура?
4. В чём состоит различие макро- и микрошлифами?
5. **Почему металлографические микроскопы работают не на проходящем, а на отражённом свете?
6. Почему отдельные кристаллы анизотропны, а свойства металлических изделий одинаковы во всех направлениях?
7. Какие свойства присущи телам кристаллического строения в отличие от аморфных тел?
8. Какова природа рентгеновских лучей и как они образуются?
9. Как определяется тип кристаллической решётки металла?
10. Какие типы кристаллических решёток вы знаете?
11. **Каким из известных вам способов можно обнаружить газовую раковину в стальной отливке на глубине 200 мм, не разрушая заготовки?
Задание: Из перечисленных ниже твёрдых веществ назовите вещества, имеющие определённую температуру плавления: свинец, стекло, медь, янтарь, клей, магний, воск, железо, канифоль, титан. К каким телам вы их отнесёте?
![]() Лекция 2
Лекция 2
![]()
Формирование структуры литых материалов.
План:
1. Сущность процессов кристаллизации металлов и сплавов.
2. Особенности строения слитков.
3. Понятие о ликвации.
4. Аллотропические превращения железа при нагреве и охлаждении. Гистерезис.
5. Магнитные превращения
6. Получение монокристаллов.
7. Свойства аморфных металлов.
Сущность процессов кристаллизации металлов и сплавов.
Любое вещество может находиться в трех агрегатных состояниях: твердом, жидком, газообразном. Возможен переход из одного состояния в другое, если новое состояние в новых условиях является более устойчивым, обладает меньшим запасом энергии.
С изменением внешних условий свободная энергия изменяется по сложному закону различно для жидкого и кристаллического состояний. Характер изменения свободной энергии жидкого и твердого состояний с изменением температуры показан на рис. 3.1.
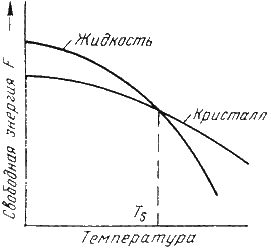
Рис.3.1. Изменение свободной энергии в зависимости от температуры
В соответствии с этой схемой выше температуры ТS вещество должно находиться в жидком состоянии, а ниже ТS – в твердом.
При температуре равной ТS жидкая и твердая фаза обладают одинаковой энергией, металл в обоих состояниях находится в равновесии, поэтому две фазы могут существовать одновременно бесконечно долго. Температура ТS – равновесная или теоретическая температура кристаллизации.
Для начала процесса кристаллизации необходимо, чтобы процесс был термодинамически выгоден системе и сопровождался уменьшением свободной энергии системы. Это возможно при охлаждении жидкости ниже температуры ТS. Температура, при которой практически начинается кристаллизация называется фактической температурой кристаллизации.
Охлаждение
жидкости ниже равновесной температуры кристаллизации называется переохлаждением,
которое характеризуется степенью переохлаждения (![]() ):
):
![]()
Степень переохлаждения зависит от природы металла, от степени его загрязненности (чем чище металл, тем больше степень переохлаждения), от скорости охлаждения (чем выше скорость охлаждения, тем больше степень переохлаждени).
Рассмотрим переход металла из жидкого состояния в твердое.
При нагреве всех кристаллических тел наблюдается четкая граница перехода из твердого состояния в жидкое. Такая же граница существует при переходе из жидкого состояния в твердое.
Кристаллизация – это процесс образования участков кристаллической решетки в жидкой фазе и рост кристаллов из образовавшихся центров.
Кристаллизация протекает в условиях, когда система переходит к термодинамически более устойчивому состоянию с минимумом свободной энергии.
Процесс перехода металла из жидкого состояния в кристаллическое можно изобразить кривыми в координатах время – температура. Кривая охлаждения чистого металла представлена на рис. 3.2.
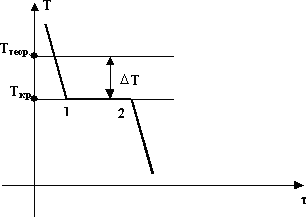
Рис.3.2. Кривая охлаждения чистого металла
![]() – теоретическая
температура кристаллизации;
– теоретическая
температура кристаллизации;
![]() . – фактическая
температура кристаллизации.
. – фактическая
температура кристаллизации.
Процесс кристаллизации чистого металла:
До точки 1 охлаждается металл в жидком состоянии, процесс сопровождается плавным понижением температуры. На участке 1 – 2 идет процесс кристаллизации, сопровождающийся выделением тепла, которое называется скрытой теплотой кристаллизации. Оно компенсирует рассеивание теплоты в пространство, и поэтому температура остается постоянной. После окончания кристаллизации в точке 2 температура снова начинает снижаться, металл охлаждается в твердом состоянии.
Механизм и закономерности кристаллизации металлов.
При соответствующем понижении температуры в жидком металле начинают образовываться кристаллики – центры кристаллизации или зародыши. Для начала их роста необходимо уменьшение свободной энергии металла, в противном случае зародыш растворяется.
Минимальный размер способного к росту зародыша называется критическим размером, а зародыш – устойчивым.
Переход из жидкого состояния в кристаллическое требует затраты энергии на образование поверхности раздела жидкость – кристалл. Процесс кристаллизации будет осуществляться, когда выигрыш от перехода в твердое состояние больше потери энергии на образование поверхности раздела. Зависимость энергии системы от размера зародыша твердой фазы представлена на рис. 3.3.
Зародыши с размерами равными и большими критического растут с уменьшением энергии и поэтому способны к существованию.
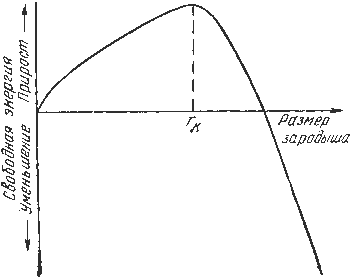
Рис.3.3. Зависимость энергии системы от размера зародыша твердой фазы
Механизм кристаллизации представлен на рис.3.4.
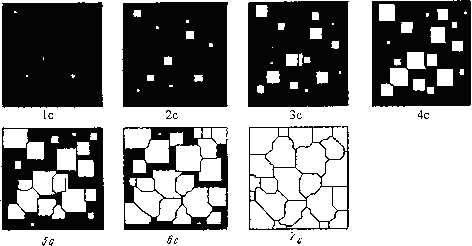
Рис.3.4. Модель процесса кристаллизации
Центры кристаллизации образуются в исходной фазе независимо друг от друга в случайных местах. Сначала кристаллы имеют правильную форму, но по мере столкновения и срастания с другими кристаллами форма нарушается. Рост продолжается в направлениях, где есть свободный доступ питающей среды. После окончания кристаллизации имеем поликристаллическое тело.
Качественная схема процесса кристаллизации может быть представлена количественно кинетической кривой (рис.3.5).
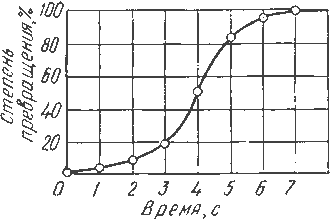
Рис. 3.5. Кинетическая кривая процесса кристаллизации
Процесс вначале ускоряется, пока столкновение кристаллов не начинает препятствовать их росту. Объем жидкой фазы, в которой образуются кристаллы уменьшается. После кристаллизации 50 % объема металла, скорость кристаллизации будет замедляться.
Таким образом, процесс кристаллизации состоит из образования центров кристаллизации и роста кристаллов из этих центров.
В свою очередь, число центров кристаллизации (ч.ц.) и скорость роста кристаллов (с.р.) зависят от степени переохлаждения (рис. 3.6).
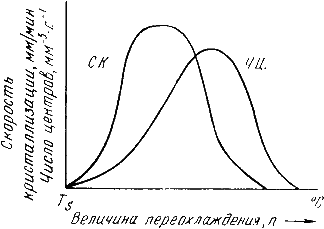
Рис. 3.6. Зависимость числа центров кристаллизации (а) и скорости роста кристаллов (б) от степени переохлаждения
Размеры образовавшихся кристаллов зависят от соотношения числа образовавшихся центров кристаллизации и скорости роста кристаллов при температуре кристаллизации.
При равновесной температуре кристаллизации ТS число образовавшихся центров кристаллизации и скорость их роста равняются нулю, поэтому процесса кристаллизации не происходит.
Если жидкость переохладить до температуры, соответствующей т.а, то образуются крупные зерна (число образовавшихся центров небольшое, а скорость роста – большая).
При переохлаждении до температуры соответствующей т.в – мелкое зерно (образуется большое число центров кристаллизации, а скорость их роста небольшая).
Если металл очень сильно переохладить, то число центров и скорость роста кристаллов равны нулю, жидкость не кристаллизуется, образуется аморфное тело. Для металлов, обладающих малой склонностью к переохлаждению, экспериментально обнаруживаются только восходящие ветви кривых.
Условия получения мелкозернистой структуры
Стремятся к получению мелкозернистой структуры. Оптимальными условиями для этого являются: максимальное число центров кристаллизации и малая скорость роста кристаллов.
Размер зерен при кристаллизации зависит и от числа частичек нерастворимых примесей, которые играют роль готовых центров кристаллизации – оксиды, нитриды, сульфиды.
Чем больше частичек, тем мельче зерна закристаллизовавшегося металла.
Стенки изложниц имеют неровности, шероховатости, которые увеличивают скорость кристаллизации.
Мелкозернистую структуру можно получить в результате модифицирования, когда в жидкие металлы добавляются посторонние вещества – модификаторы,
По механизму воздействия различают:
1. Вещества не растворяющиеся в жидком металле – выступают в качестве дополнительных центров кристаллизации.
2. Поверхностно - активные вещества, которые растворяются в металле, и, осаждаясь на поверхности растущих кристаллов, препятствуют их росту.
Особенности строения металлического слитка
Схема стального слитка, данная Черновым Д.К., представлена на рис.3.7.
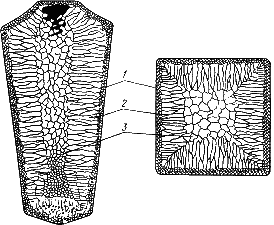
Рис. 3.7. Схема стального слитка
Слиток состоит из трех зон:
1. мелкокристаллическая корковая зона;
2. зона столбчатых кристаллов;
3. внутренняя зона крупных равноосных кристаллов.
Кристаллизация корковой зоны идет в условиях максимального переохлаждения. Скорость кристаллизации определяется большим числом центров кристаллизации. Образуется мелкозернистая структура.
Жидкий металл под корковой зоной находится в условиях меньшего переохлаждения. Число центров ограничено и процесс кристаллизации реализуется за счет их интенсивного роста до большого размера.
Рост кристаллов во второй зоне имеет направленный характер. Они растут перпендикулярно стенкам изложницы, образуются древовидные кристаллы – дендриты (рис. 3.8). Растут дендриты с направлением, близким к направлению теплоотвода.
Рис.3.8. Схема дендрита по Чернову Д.К.
Так как теплоотвод от незакристаллизовавшегося металла в середине слитка в разные стороны выравнивается, то в центральной зоне образуются крупные дендриты со случайной ориентацией.
Зоны столбчатых кристаллов в процессе кристаллизации стыкуются, это явление называется транскристаллизацией.
Для малопластичных металлов и для сталей это явление нежелательное, так как при последующей прокатке, ковке могут образовываться трещины в зоне стыка.
В верхней части слитка образуется усадочная раковина, которая подлежит отрезке и переплавке, так как металл более рыхлый (около 15…20 % от длины слитка)
Методы исследования металлов: структурные и физические
Металлы и сплавы обладают разнообразными свойствами. Используя один метод исследования металлов, невозможно получить информацию о всех свойствах. Используют несколько методов анализа.
Структурные методы исследования.
Применяют макроскопический и микроскопический анализ, рентгеноструктурный анализ.
Определение химического состава.
Используются методы количественного анализа.
1. Если не требуется большой точности, то используют спектральный анализ.
Спектральный анализ основан на разложении и исследовании спектра электрической дуги или искры, искусственно возбуждаемой между медным электродом и исследуемым металлом.
Зажигается дуга, луч света через призмы попадает в окуляр для анализа спектра. Цвет и концентрация линий спектра позволяют определить содержание химических элементов.
Используются стационарные и переносные стилоскопы.
2. Более точные сведения о составе дает рентгеноспектральный анализ.
Проводится на микроанализаторах. Позволяет определить состав фаз сплава, характеристики диффузионной подвижности атомов.
Физические методы исследования
1. Термический анализ основан на явлении теплового эффекта. Фазовые превращения в сплавах сопровождаются тепловым эффектом, в результате на кривых охлаждения сплавов при температурах фазовых превращений наблюдаются точки перегиба или температурные остановки. Данный метод позволяет определить критические точки.
2.Дилатометрический метод.
При нагреве металлов и сплавов происходит изменение объема и линейных размеров – тепловое расширение. Если изменения обусловлены только увеличением энергииколебаний атомов, то при охлаждении размеры восстанавливаются. При фазовых превращениях изменения размеров – необратимы.
Метод позволяет определить критические точки сплавов, температурные интервалы существования фаз, а также изучать процессы распада твердых растворов.
3 .Магнитный анализ.
Используется для исследования процессов, связанных с переходом из паромагнитного состояния в ферромагнитное (или наоборот), причем возможна количественная оценка этих процессов.
Понятие о ликвации.
Слитки сплавов имеют неоднородный состав. Например, в стальных слитках по направлению от поверхности к центру и снизу вверх увеличивается концентрация углерода и вредных примесей – серы и фосфора. Химическая неоднородность по отдельным зонам слитка называется зональной ликвацией. Она отрицательно влияет на механические свойства. В реальных слитках помимо зональной встречаются и другие виды ликвации. Дендритная ликвация свойственна сплавам с широким температурным интервалом кристаллизации. Гравитационная ликвация образуется в результате разницы в плотностях твёрдой и жидкой фаз: например, в антифрикционном сплаве олова с сурьмой - твёрдая фаза ( кристаллы сурьмы ) опускаются на дно слитка, а эвтектика всплывает вверх.
Аллотропические превращения железа при нагреве и охлаждении. Гистерезис.
Способность некоторых металлов существовать в различных кристаллических формах в зависимости от внешних условий (давление, температура) называется аллотропией или полиморфизмом.
Каждый вид решетки представляет собой аллотропическое видоизменение или модификацию.
Примером аллотропического видоизменения в зависимости от температуры является железо (Fe).
Fe: ![]() – ОЦК
-
– ОЦК
- ![]() ;
;
![]() – ГЦК -
– ГЦК - ![]() ;
;
![]() – ОЦК -
– ОЦК - ![]() ;
(высокотемпературное
;
(высокотемпературное![]() )
)
Превращение одной модификации в другую протекает при постоянной температуре и сопровождается тепловым эффектом. Видоизменения элемента обозначается буквами греческого алфавита в виде индекса у основного обозначения металла.
Примером аллотропического видоизменения, обусловленного изменением давления, является углерод: при низких давлениях образуется графит, а при высоких – алмаз.
Используя явление полиморфизма, можно упрочнять и разупрочнять сплавы при помощи термической обработки.
Магнитные превращения
Некоторые металлы намагничиваются под действием магнитного поля. После удаления магнитного поля они обладают остаточным магнетизмом. Это явление впервые обнаружено на железе и получило название ферромагнетизма. К ферромагнетикам относятся железо, кобальт, никель и некоторые другие металлы.
При
нагреве ферромагнитные свойства металла уменьшаются постепенно: вначале слабо,
затем резко, и при определ¨нной температуре (точка Кюри) исчезают (точка
Кюри для железа – ![]() ).
Выше этой температуры металлы становятся парамагнетиками. Магнитные превращения
не связаны с изменением кристаллической решетки или микроструктуры, они
обусловлены изменениями в характере межэлектронного взаимодействия.
).
Выше этой температуры металлы становятся парамагнетиками. Магнитные превращения
не связаны с изменением кристаллической решетки или микроструктуры, они
обусловлены изменениями в характере межэлектронного взаимодействия.
Получение монокристаллов.
Монокристаллы отличаются минимальными структурными несовершенствами. Получение монокристаллов позволяет изучать свойства металлов, исключив влияние границ зёрен. Применение в монокристаллическом состоянии германия и кремния высокой чистоты даёт возможность использовать их полупроводниковые свойства и свести к минимуму неконтролируемые изменения электрических свойств.
Монокристаллы можно получить, если создать условия для роста кристалла только из одного центра кристаллизации.
Свойства аморфных металлов.
При высоких скоростях охлаждения из жидкого состояния (более 10 -6 С/сек) диффузионные процессы настолько замедляются, что подавляется образование зародышей и рост кристаллов. В этом случае образуется аморфная структура. Материалы с такой структурой получили название аморфные металлические сплавы (АМС), или металлические стёкла. Затвердевание с образованием аморфной структуры принципиально возможно практически у всех металлов.
Контрольные вопросы.
1. В чём разница между первичной и вторичной кристаллизацией металлов?
2. Что показывают кривые охлаждения и как они строятся?
3. Что характеризует горизонтальный участок на кривой охлаждения простых металлов?
4. Почему на кривых охлаждения аморфных веществ нет горизонтального участка?
5. Каков механизм процесса кристаллизации?
6. При каком строении металлов обеспечивается высокая прочность и сопротивляемость ударным нагрузкам?
7. Почему перегорает нить лампочки накаливания?(..с ростом зерна..)
8. Как получить мелкозернистое строение металлов и сплавов?
9. Что представляют из себя дендриты?
10. Охарактеризуйте монокристаллы.
11. Что такое гистерезис?
12. Аллотропия? Полиморфизм?
13. Что такое аморфные металлы?
14. Какие процессы характеризует точка Кюри?
Лекция 3
Свойства материалов и методы их испытаний.
1. Основные свойства металлов и краткая их характеристика.
А.Механические свойства и способы определения их количественных характеристик: твердость, вязкость, усталостная прочность
Твердость по Бринеллю ( ГОСТ 9012)
Метод Роквелла ГОСТ 9013
Метод Виккерса
Метод царапания.
Динамический метод (по Шору)
Влияние температуры.
Б.Способы оценки вязкости.
Оценка вязкости по виду излома.
В.Технологические свойства
Г.Эксплуатационные свойства
2. Примеры технологических проб и их назначение.
Чтобы правильно выбрать материал для изготовления различных деталей машин и инструментов, необходимо знать свойства материалов.
Все свойства металлов и сплавов делятся на ф и з и ч е с к и е, х и м и ч е с к и е, м е х а н и ч е с к и е и т е х н о л о г и ч е с к и е.
Механические свойства и способы определения их количественных характеристик: твердость, вязкость, усталостная прочность
Механическими свойствами называется совокупность свойств, характеризующих способность металлических материалов сопротивляться воздействию внешних усилий (нагрузок). К механическим свойствам можно отнести: прочность, твёрдость, пластичность, упругость, вязкость, хрупкость, усталость, ползучесть и износостойкость.
Механические свойства металлов являются основной характеристикой, поэтому на заводах созданы специальные лаборатории, где производятся различные испытания с целью определения этих свойств.
Механические испытания делят на
- статические, при которых нагрузка, действующая на образец, остаётся постоянной или возрастает крайне медленно;
- динамические (ударные);
- испытания при повторных или знакопеременных нагрузках.
Твердость – это сопротивление материала проникновению в его поверхность стандартного тела (индентора), не деформирующегося при испытании.
Широкое распространение объясняется тем, что не требуются специальные образцы.
Это неразрушающий метод контроля. Основной метод оценки качества термической обработке изделия. О твердости судят либо по глубине проникновения индентора (метод Роквелла), либо по величине отпечатка от вдавливания (методы Бринелля, Виккерса, микротвердости).
Во всех случаях происходит пластическая деформация материала. Чем больше сопротивление материала пластической деформации, тем выше твердость.
Наибольшее распространение получили методы Бринелля, Роквелла, Виккерса и микротвердости. Схемы испытаний представлены на рис. 7.1.
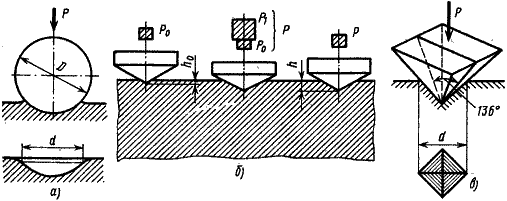
Рис. 7.1. Схемы определения твердости: а – по Бринеллю; б – по Роквеллу;
в – по Виккерсу
Твердость по Бринеллю ( ГОСТ 9012)
Испытание проводят на твердомере Бринелля (рис.7.1 а)
В качестве индентора используется стальной закаленный шарик диаметром D 2,5; 5; 10 мм, в зависимости от толщины изделия.
Нагрузка
Р, в зависимости от диаметра шарика и измеряемой твердости: для термически
обработанной стали и чугуна – ![]() ,
литой бронзы и латуни –
,
литой бронзы и латуни – ![]() ,
алюминия и других очень мягких металлов –
,
алюминия и других очень мягких металлов – ![]() .
.
Продолжительность
выдержки![]() : для
стали и чугуна – 10 с, для латуни и бронзы – 30 с.
: для
стали и чугуна – 10 с, для латуни и бронзы – 30 с.
Полученный отпечаток измеряется в двух направлениях при помощи лупы Бринелля.
Твердость определяется как отношение приложенной нагрузки Р к сферической поверхности отпечатка F:
![]()
![]()
![]()
Стандартными
условиями являются D = 10 мм; Р = 3000 кгс; ![]() = 10
с. В этом случае твердость по Бринеллю обозначается НВ 250, в других случаях
указываются условия: НВ D / P /
= 10
с. В этом случае твердость по Бринеллю обозначается НВ 250, в других случаях
указываются условия: НВ D / P / ![]() , НВ
5/ 250 /30 – 80.
, НВ
5/ 250 /30 – 80.
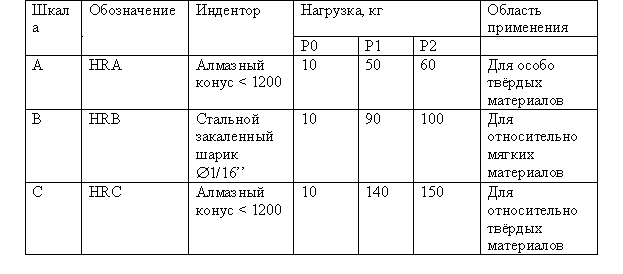
Метод Роквелла ГОСТ 9013
Основан на вдавливании в поверхность наконечника под определенной нагрузкой (рис. 7.1 б)
Индентор для мягких
материалов (до НВ 230) – стальной шарик диаметром 1/16” (![]() 1,6
мм), для более твердых материалов – конус алмазный.
1,6
мм), для более твердых материалов – конус алмазный.
Нагружение
осуществляется в два этапа. Сначала прикладывается предварительная нагрузка ![]() (10
ктс) для плотного соприкосновения наконечника с образцом. Затем прикладывается
основная нагрузка Р1, втечение некоторого времени действует общая
рабочая нагрузка Р. После снятия основной нагрузки определяют значение
твердости по глубине остаточного вдавливания наконечника h под нагрузкой
(10
ктс) для плотного соприкосновения наконечника с образцом. Затем прикладывается
основная нагрузка Р1, втечение некоторого времени действует общая
рабочая нагрузка Р. После снятия основной нагрузки определяют значение
твердости по глубине остаточного вдавливания наконечника h под нагрузкой![]() .
.
В зависимости от природы материала используют три шкалы твердости (табл. 7.1)
Таблица 7.1.Шкалы для определения твердости по Роквеллу
Метод Виккерса
Твердость определяется по величине отпечатка (рис.7.1 в).
В качестве индентора используется алмазная четырехгранная пирамида.с углом при вершине 136o.
Твердость рассчитывается как отношение приложенной нагрузки P к площади поверхности отпечатка F:
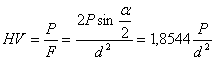
Нагрузка Р составляет 5…100 кгс. Диагональ отпечатка d измеряется при помощи микроскопа, установленного на приборе.
Преимущество данного способа в том, что можно измерять твердость любых материалов, тонкие изделия, поверхностные слои.Высокая точность и чувствительность метода.
Способ микротвердости – для определения твердости отдельных структурных составляющих и фаз сплава, очень тонких поверхностных слоев (сотые доли миллиметра).
Аналогичен способу Виккерса. Индентор – пирамида меньших размеров, нагрузки при вдавливании Р составляют 5…500 гс
![]()
Метод царапания.
Алмазным конусом, пирамидой или шариком наносится царапина, которая является мерой. При нанесении царапин на другие материалы и сравнении их с мерой судят о твердости материала.
Можно нанести царапину шириной 10 мм под действием определенной нагрузки. Наблюдают за величиной нагрузки, которая дает эту ширину.
Динамический метод (по Шору)
Шарик бросают на поверхность с заданной высоты, он отскакивает на определенную величину. Чем больше величина отскока, тем тверже материал.
В результате проведения динамических испытаний на ударный изгиб специальных образцов с надрезом (ГОСТ 9454) оценивается вязкость материалов и устанавливается их склонность к переходу из вязкого состояния в хрупкое.
Вязкость – способность материала поглощать механическую энергию внешних сил за счет пластической деформации.
Является энергетической характеристикой материала, выражается в единицах работы Вязкость металлов и сплавов определяется их химическим составом, термической обработкой и другими внутренними факторами.
Также вязкость зависит от условий, в которых работает металл (температуры, скорости нагружения, наличия концентраторов напряжения).
Влияние температуры.
С повышением температуры вязкость увеличивается (см. рис. 7. 2).
Предел текучести Sт существенно изменяется с изменением температуры, а сопротивление отрыву Sот не зависит от температуры. При температуре выше Тв предел текучести меньще сопротивления отрыву. При нагружении сначала имеет место пластическое деформирование, а потом – разрушение. Металл находится в вязком состоянии.
Прт
температуре ниже Тн сопротивление отрыву меньше предела
текучести. В этом случае металл разрушается без предварительной деформации, то
есть находится в хрупком состоянии. Переход из вязкого состояния в хрупкое осуществляется
в интервале температур ![]()
Хладоломкостью называется склонность металла к переходу в хрупкое состояние с понижением температуры.
Хладоломкими являются железо, вольфрам, цинк и другие металлы, имеющие объемноцентрированную кубическую и гексагональную плотноупакованную кристаллическую решетку.

Рис. 7.2. Влияние температуры на пластичное и хрупкое состояние
Способы оценки вязкости.
Ударная вязкость характеризует надежность материала, его способность сопротивляться хрупкому разрушению
Испытание проводят на образцах с надрезами определенной формы и размеров. Образец устанавливают на опорах копра надрезом в сторону, противоположную удару ножа маятника, который поднимают на определенную высоту (рис. 7.3)
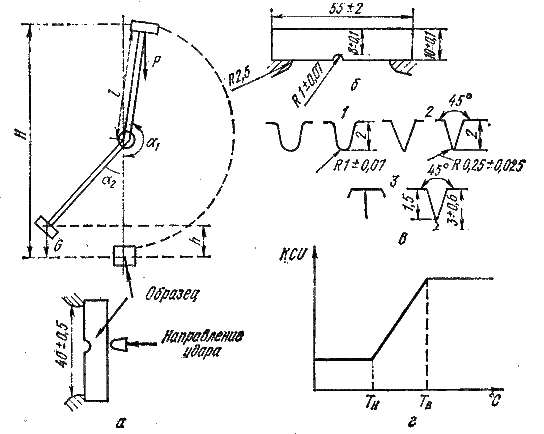
Рис.7.3. Схема испытания на ударную вязкость: а – схема маятникового копра; б – стандартный образец с надрезом; в – виды концентраторов напряжений; г – зависимость вязкости от температуры
На разрушение образца затрачивается работа:
![]()
где: Р – вес маятника, Н – высота подъема маятника до удара, h – высота подъема маятника после удара.
Характеристикой вязкости является ударная вязкость (ан), - удельная работа разрушения.
![]()
где: F0 - площадь поперечного сечения в месте надреза.
ГОСТ 9454 – 78 ударную вязкость обозначает KCV. KCU. KCT. KC – символ ударной вязкости, третий символ показывает вид надреза: острый (V), с радиусом закругления (U), трещина (Т) (рис. 7.3 в)
Серийные испытания для оценки склонности металла к хладоломкости и определения критических порогов хладоломкости.
Испытывают серию образцов при различных температурах и строят кривые ударная вязкость – температура ( ан – Т) (рис. 7.3 г), определяя пороги хладоломкости.
Порог хладоломкости - температурный интервал изменения характера разрушения, является важным параметром конструкционной прочности. Чем ниже порог хладоломкости, тем менее чувствителен металл к концентраторам напряжений (резкие переходы, отверстия, риски), к скорости деформации.
Оценка вязкости по виду излома.
При вязком состоянии металла в изломе более 90 % волокон, за верхний порог хладоломкости Тв принимается температура, обеспечивающая такое состояние. При хрупком состоянии металла в изломе 10 % волокон, за нижний порог хладоломкости Тн принимается температура, обеспечивающая такое состояние. В технике за порог хладоломкости принимают температуру, при которой в изломе 50 % вязкой составляющей. Причем эта температура должна быть ниже температуры эксплуатации изделий не менее чем на 40oС.
Испытания на выностивость (ГОСТ 2860) дают характеристики усталостной прочности.
Усталость - разрушение материала при повторных знакопеременных напряжениях, величина которых не превышает предела текучести.
Усталостная прочность – способность материала сопротивляться усталости.
Процесс усталости состоит из трех этапов, соответствующие этим этапам зоны в изломе показаны на рис.7.4.

1 – образование трещины в наиболее нагруженной части сечения, которая подвергалась микродеформациям и получила максимальное упрочнение
2 – постепенное распространение трецины, гладкая притертая поверхность
3 – окончательное разрушение, зона “долома“, живое сечение уменьшается,а истинное напряжение увеличивается, пока не происходит разрушение хрупкое или вязкое
Рис 7.4. Схема зарождения и развития трещины при переменном изгибе круглого образца
Характеристики усталостной прочности определяются при циклических испытаниях “изгиб при вращении“.
Схема представлена на рис. 7.5.
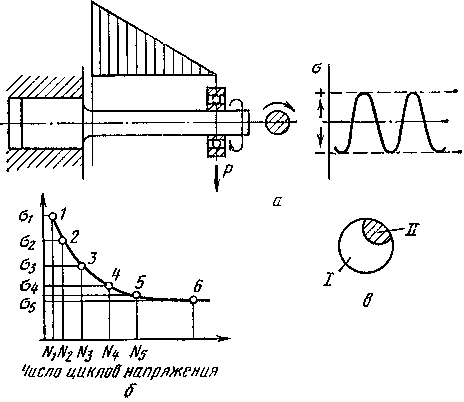
Рис. 7.5. Испытания на усталость (а), кривая усталости (б)
Основные характеристики:
Предел
выносливпсти
(![]() –
при симметричном изменении нагрузки,
–
при симметричном изменении нагрузки, ![]() – при
несимметричном изменении нагрузки) – максимальное напряжение, выдерживаемое
материалом за произвольно большое число циклов нагружения N.
– при
несимметричном изменении нагрузки) – максимальное напряжение, выдерживаемое
материалом за произвольно большое число циклов нагружения N.
Ограниченный предел выносливости – максимальное напряжение, выдерживаемое материалом за определенное число циклов нагружения или время.
Живучесть – разность между числом циклов до полного разрушения и числом циклов до появления усталостной трещины.
Технологические и эксплуатационные свойства
Технологические свойства
Технологические свойства характеризуют способность материала подвергаться различным способам холодной и горячей обработки.
1. Литейные свойства.
Характеризуют способность материала к получению из него качественных отливок.
Жидкотекучесть – характеризует способность расплавленного металла заполнять литейную форму.
Усадка (линейная и объемная) – характеризует способность материала изменять свои линейные размеры и объем в процессе затвердевания и охлаждения. Для предупреждения линейной усадки при создании моделей используют нестандартные метры.
Ликвация – неоднородность химического состава по объему.
2. Способность материала к обработке давлением.
Это способность материала изменять размеры и форму под влиянием внешних нагрузок не разрушаясь.
Она контролируется в результате технологических испытаний, проводимых в условиях, максимально приближенных к производственным.
Листовой материал испытывают на перегиб и вытяжку сферической лунки. Проволоку испытывают на перегиб, скручивание, на навивание. Трубы испытывают на раздачу, сплющивание до определенной высоты и изгиб.
Критерием годности материала является отсутствие дефектов после испытания.
3. Свариваемость.
Это способность материала образовывать неразъемные соединения требуемого качества. Оценивается по качеству сварного шва.
4. Способность к обработке резанием.
Характеризует способность материала поддаваться обработке различным режущим инструментом. Оценивается по стойкости инструмента и по качеству поверхностного слоя.
Эксплуатационные свойства
Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях.
1. Износостойкость – способность материала сопротивляться поверхностному разрушению под действием внешнего трения.
2. Коррозионная стойкость – способность материала сопротивляться действию агрессивных кислотных, щелочных сред.
3. Жаростойкость – это способность материала сопротивляться окислению в газовой среде при высокой температуре.
4. Жаропрочность – это способность материала сохранять свои свойства при высоких температурах.
5. Хладостойкость – способность материала сохранять пластические свойства при отрицательных температурах.
6. Антифрикционность – способность материала прирабатываться к другому материалу.
Эти свойства определяются специальными испытаниями в зависимости от условий работы изделий.
При выборе материала для создания конструкции необходимо полностью учитывать механические, технологические и эксплуатационные свойства.
![]() Примеры
технологических проб и их назначение.
Примеры
технологических проб и их назначение.
Технологические пробы - это вид испытаний для выявления способности материалов принимать определённые деформации, аналогичные тем, которые претерпевают при обработке или в условиях эксплуатации.
Рассмотрим некоторые технологические пробы.
Технологические испытания на изгиб лент, полос, листов, сортового проката, поковок и отливок применяются для определения способности металла выдержать заданную пластическую деформацию, характеризуемую углом изгиба.
Проба на осадку служит для определения способности металла выдержать заданную пластическую деформацию сжатия и для выявления дефектов поверхности изделий.
Проба на искру позволяет приближённо судить о химическом составе стали. При обработке сталей на абразивных кругах получается мелкая стружка, которая, сгорая на воздухе, даёт сноп искр, отличающихся по форме и цвету. Углеродистые стали дают белый пучок искр; присутствие в стали вольфрама определяют по красному цвету искр, хрома -- по оранжевому… .
Контрольные вопросы.
1) Какие свойства металлов относятся к физическим?
2) Какие свойства металлов относятся к химическим?
3) Какие свойства металлов относятся к механическим?
4) Какие свойства металлов относятся к технологическим и что они характеризуют?
5) Что называется твёрдостью металлов?
6) Какая существует связь между твёрдостью металлических материалов и их обрабатываемостью на металлорежущих станках?
7) На чём основан метод Бринелля?
8) На чём основан метод Роквелла?
9) На чём основан метод Виккерса?
10) Что означает твёрдость HRC 70?
11) Как устроен и работает маятниковый копёр?
12) Приведите примеры технологических проб и укажите их назначение.
Лекция 4
Основные равновесные диаграммы состояния двойных сплавов. Связь между составом, строением и свойствами сплавов.
1.Понятие о сплавах и методах их получения
2.Основные понятия в теории сплавов.
3.Особенности строения, кристаллизации и свойств сплавов: механических смесей, твердых растворов, химических соединений
4.Классификация сплавов твердых растворов.
5.Кристаллизация сплавов.
6.Диаграмма состояния.
7.Диаграмма состояния сплавов с неограниченной растворимостью компонентов в твердом состоянии (сплавы твердые растворы с неограниченной растворимостью)
8.Диаграмма состояния сплавов с отсутствием растворимости компонентов в компонентов в твердом состоянии (механические смеси)
9.Диаграмма состояния сплавов с ограниченной растворимостью компонентов в твердом состоянии
10.Диаграмма состояния сплавов, компоненты которых образуют химические соединения.
11.Диаграмма состояния сплавов, испытывающих фазовые превращения в твердом состоянии (переменная растворимость)
12.Связь между свойствами сплавов и типом диаграммы состояния
Понятие о сплавах и методах их получения
Под сплавом понимают вещество, полученное сплавлением двух или более элементов. Возможны другие способы приготовления сплавов: спекания, электролиз, возгонка. В этом случае вещества называются псевдосплавами.
Сплав, приготовленный преимущественно из металлических элементов и обладающий металлическими свойствами, называется металлическим сплавом. Сплавы обладают более разнообразным комплексом свойств, которые изменяются в зависимости от состава и метода обработки.
Основные понятия в теории сплавов.
Система – группа металлов, выделяемых для наблюдения и изучения.
В металловедении системами являются металлы и металлические сплавы. Чистый металл является простой однокомпонентной системой, сплав – сложной системой, состоящей из двух и более компонентов.
Компоненты – вещества, образующие систему. В качестве компонентов выступают чистые вещества и химические соединения, если они не диссоциируют на составные части в исследуемом интервале температур.
Фаза – однородная часть системы, отделенная от других частей системы поверхностного раздела, при переходе через которую структура и свойства резко меняются.
Вариантность (C) (число степеней свободы) – это число внутренних и внешних факторов (температура, давление, концентрация), которые можно изменять без изменения количества фаз в системе.
Если вариантность C = 1 (моновариантная система), то возможно изменение одного из факторов в некоторых пределах, без изменения числа фаз.
Если вариантность C = 0 (нонвариантная cистема), то внешние факторы изменять нельзя без изменения числа фаз в оистеме
Существует математическая связь между числом компонентов (К), числом фаз (Ф) и вариантностью системы ( С ). Это правило фаз или закон Гиббса
![]()
Если принять, что все превращения происходят при постоянном давлении, то число переменных уменьшится
![]()
где: С – число степеней свободы, К – число компонентов, Ф – число фаз, 1 – учитывает возможность изменения температуры.
Особенности строения, кристаллизации и свойств сплавов: механических смесей, твердых растворов, химических соединений
Строение металлического сплава зависит от того, в какие взаимодействия вступают компоненты, составляющие сплав. Почти все металлы в жидком состоянии растворяются друг в друге в любых соотношениях. При образовании сплавов в процессе их затвердевании возможно различное взаимодействие компонентов.
В зависимости от характера взаимодействия компонентов различают сплавы:
1. механические смеси;
2. химические соединения;
3. твердые растворы.
--Сплавы механические смеси образуются, когда компоненты не способны к взаимному растворению в твердом состоянии и не вступают в химическую реакцию с образованием соединения.
Образуются между элементами значительно различающимися по строению и свойствам, когда сила взаимодействия между однородными атомами больше чем между разнородными. Сплав состоит из кристаллов входящих в него компонентов (рис. 4.1). В сплавах сохраняются кристаллические решетки компонентов.
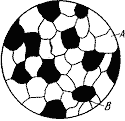
Рис. 4.1. Схема микроструктуры механической смеси
--Сплавы химические соединения образуются между элементами, значительно различающимися по строению и свойствам, если сила взаимодействия между разнородными атомами больше, чем между однородными.
Особенности этих сплавов:
1. Постоянство состава, то есть сплав образуется при определенном соотношении компонентов, химическое соединение обозначается Аn Вm/
2. Образуется специфическая, отличающаяся от решеток элементов, составляющих химическое соединение, кристаллическая решетка с правильным упорядоченным расположением атомов (рис. 4.2)
3. Ярко выраженные индивидуальные свойства
4. Постоянство температуры кристаллизации, как у чистых компонентов
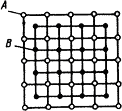
Рис. 4.2. Кристаллическая решетка химического соединения
--Сплавы твердые растворы – это твердые фазы, в которых соотношения между компонентов могут изменяться. Являются кристаллическими веществами.
Характерной особенностью твердых растворов является:
наличие в их кристаллической решетке разнородных атомов, при сохранении типа решетки растворителя.
Твердый раствор состоит из однородных зерен (рис. 4.3).
Рис.4.3. Схема микроструктуры твердого раствора
Классификация сплавов твердых растворов.
По степеням растворимости компонентов различают твердые растворы:
· с неограниченной растворимостью компонентов;
· с ограниченной растворимостью компонентов.
При неограниченной растворимости компонентов кристаллическая решетка компонента растворителя по мере увеличения концентрации растворенного компонента плавно переходит в кристаллическую решетку растворенного компонента.
Для образования растворов с неограниченной растворимостью необходимы:
1. изоморфность (однотипность) кристаллических решеток компонентов;
2. близость атомных радиусов компонентов, которые не должны отличаться более чем на 8…13 %.
3. близость физико-химических свойств подобных по строение валентных оболочек атомов.
При ограниченной растворимости компонентов возможна концентрация растворенного вещества до определенного предела, При дальнейшем увеличении концентрации однородный твердый раствор распадается с образованием двухфазной смеси.
По характеру распределения атомов растворенного вещества в кристаллической решетке растворителя различают твердые растворы:
· замещения;
· внедрения;
· вычитания.
В растворах замещения в кристаллической решетке растворителя часть его атомов замещена атомами растворенного элемента (рис. 4.4 а). Замещение осуществляется в случайных местах, поэтому такие растворы называют неупорядоченными твердыми растворами.
Рис.4.4. Кристаллическая решетка твердых растворов замещения (а), внедрения (б)
При образовании растворов замещения периоды решетки изменяются в зависимости от разности атомных диаметров растворенного элемента и растворителя. Если атом растворенного элемента больше атома растворителя, то элементарные ячейки увеличиваются, если меньше – сокращаются. В первом приближении это изменение пропорционально концентрации растворенного компонента. Изменение параметров решетки при образовании твердых растворов – важный момент, определяющий изменение свойств. Уменьшение параметра ведет к большему упрочнению, чем его увеличение.
Твердые растворы внедрения образуются внедрением атомов растворенного компонента в поры кристаллической решетки растворителя (рис. 4.4 б).
Образование таких растворов, возможно, если атомы растворенного элемента имеют малые размеры. Такими являются элементы, находящиеся в начале периодической системы Менделеева, углерод, водород, азот, бор. Размеры атомов превышают размеры межатомных промежутков в кристаллической решетке металла, это вызывает искажение решетки и в ней возникают напряжения. Концентрация таких растворов не превышает 2-2.5%
Твердые растворы вычитания или растворы с дефектной решеткой. образуются на базе химических соединений, при этом возможна не только замена одних атомов в узлах кристаллической решетки другими, но и образование пустых, не занятых атомами, узлов в решетке.
К химическому соединению добавляют, один из входящих в формулу элементов, его атомы занимают нормальное положение в решетке соединения, а места атомов другого элемента остаются, незанятыми.
Кристаллизация сплавов.
Кристаллизация сплавов подчиняется тем же закономерностям, что и кристаллизация чистых металлов. Необходимым условием является стремление системы в состояние с минимумом свободной энергии.
Основным отличием является большая роль диффузионных процессов, между жидкостью и кристаллизующейся фазой. Эти процессы необходимы для перераспределения разнородных атомов, равномерно распределенных в жидкой фазе.
В сплавах в твердых состояниях, имеют место процессы перекристаллизации, обусловленные аллотропическими превращениями компонентов сплава, распадом твердых растворов, выделением из твердых растворов вторичных фаз, когда растворимость компонентов в твердом состоянии меняется с изменением температуры.
Эти превращения называют фазовыми превращениями в твердом состоянии.
При перекристаллизации в твердом состоянии образуются центры кристаллизации и происходит их рост.
Обычно центры кристаллизации возникают по границам зерен старой фазы, где решетка имеет наиболее дефектное строение, и где имеются примеси, которые могут стать центрами новых кристаллов. У старой и новой фазы, в течение некоторого времени, имеются общие плоскости. Такая связь решеток называется когерентной связью. В случае различия строения старой и новой фаз превращение протекает с образованием промежуточных фаз.
Нарушение когерентности и обособления кристаллов наступает, когда они приобретут определенные размеры.
Процессы кристаллизации сплавов изучаются по диаграммам состояния.
Диаграмма состояния.
Диаграмма состояния представляет собой графическое изображение состояния любого сплава изучаемой системы в зависимости от концентрации и температуры (рис. 4.5)
.
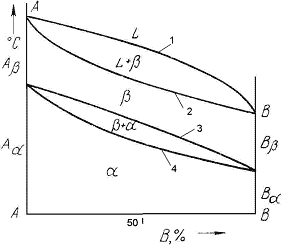
Рис. 4.5. Диаграмма состояния
Диаграммы состояния показывают устойчивые состояния, т.е. состояния, которые при данных условиях обладают минимумом свободной энергии, и поэтому ее также называют диаграммой равновесия, так как она показывает, какие при данных условиях существуют равновесные фазы.
Построение диаграмм состояния наиболее часто осуществляется при помощи термического анализа.
В результате получают серию кривых охлаждения, на которых при температурах фазовых превращений наблюдаются точки перегиба и температурные остановки.
Температуры, соответствующие фазовым превращениям, называют критическими точками. Некоторые критические точки имеют названия, например, точки отвечающие началу кристаллизации называют точками ликвидус, а концу кристаллизации – точками солидус.
По кривым охлаждения строят диаграмму состава в координатах: по оси абсцисс –концентрация компонентов, по оси ординат – температура.
Шкала концентраций показывает содержание компонента В. Основными линиями являются линии ликвидус (1) и солидус (2), а также линии соответствующие фазовым превращениям в твердом состоянии (3, 4).
По диаграмме состояния можно определить температуры фазовых превращений, изменение фазового состава, приблизительно, свойства сплава, виды обработки, которые можно применять для сплава.
Диаграммы состояния двухкомпонентных сплавов.
Диаграмма состояния сплавов с неограниченной растворимостью компонентов в твердом состоянии (сплавы твердые растворы с неограниченной растворимостью)
Диаграмма состояния и кривые охлаждения сплавов системы представлены на рис. 5.1.
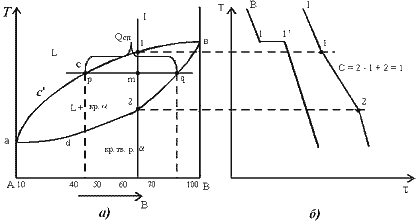
Рис.5.1 Диаграмма состояния сплавов с неограниченной растворимостью компонентов в твердом состоянии (а); кривые охлаждения типичных сплавов (б)
Сначала получают термические кривые. Полученные точки переносят на диаграмму, соединив точки начала кристаллизации сплавов и точки конца кристаллизации, получают диаграмму состояния.
Проведем анализ полученной диаграммы.
1. Количество компонентов: К = 2 (компоненты А и В).
2.
Число фаз: f = 2 (жидкая фаза L, кристаллы твердого раствора ![]() )
)
3. Основные линии диаграммы:
· acb – линия ликвидус, выше этой линии сплавы находятся в жидком состоянии;
· adb – линия солидус, ниже этой линии сплавы находятся в твердом состоянии.
4. Характерные сплавы системы:
Чистые компоненты А и В кристаллизуются при постоянной температуре, кривая охлаждения компонента В представлена на рис. 5.1,б.
Остальные сплавы кристаллизуются аналогично сплаву I, кривая охлаждения которого представлена на рис. 5.1, б.
Процесс
кристаллизации сплава I: до точки 1 охлаждается сплав в жидком состоянии. При
температуре, соответствующей точке 1, начинают образовываться центры
кристаллизации твердого раствора ![]() . На
кривой охлаждения отмечается перегиб (критическая точка), связанный с
уменьшением скорости охлаждения вследствие выделения скрытой теплоты
кристаллизации. На участке 1–2 идет процесс кристаллизации, протекающий при
понижающейся температуре, так как согласно правилу фаз в двухкомпонентной
системе при наличии двух фаз (жидкой и кристаллов твердого раствора
. На
кривой охлаждения отмечается перегиб (критическая точка), связанный с
уменьшением скорости охлаждения вследствие выделения скрытой теплоты
кристаллизации. На участке 1–2 идет процесс кристаллизации, протекающий при
понижающейся температуре, так как согласно правилу фаз в двухкомпонентной
системе при наличии двух фаз (жидкой и кристаллов твердого раствора ![]() )
число степеней свободы будет равно единице
)
число степеней свободы будет равно единице ![]() . При
достижении температуры соответствующей точке 2, сплав затвердевает, при
дальнейшем понижении температуры охлаждается сплав в твердом состоянии,
состоящий из однородных кристаллов твердого раствора
. При
достижении температуры соответствующей точке 2, сплав затвердевает, при
дальнейшем понижении температуры охлаждается сплав в твердом состоянии,
состоящий из однородных кристаллов твердого раствора ![]() .
.
Схема микроструктуры сплава представлена на рис. 5.2.
Рис. 5.2. Схема микроструктуры сплава – однородного твердого раствора
5. Количественный структурно-фазовый анализ сплава.
Пользуясь диаграммой состояния можно для любого сплава при любой температуре определить не только число фаз, но и их состав и количественное соотношение. Для этого используется правило отрезков. Для проведения количественного структурно-фазового анализа через заданную точку проводят горизонталь (коноду) до пересечения с ближайшими линиями диаграммы (ликвидус, солидус или оси компонентов).
а). Определение состава фаз в точке m:
Для его определения через точку m проводят горизонталь до пересечения с ближайшими линиями диаграммы: ликвидус и солидус.
Состав жидкой фазы определяется проекцией точки пересечения горизонтали с линией ликвидус p на ось концентрации.
Состав твердой фазы определяется проекцией точки пересечения горизонтали с линией солидус q (или осью компонента) на ось концентрации.
Состав жидкой фазы изменяется по линии ликвидуса, а состав твердой фазы – по линии солидуса.
С понижением температуры состав фаз изменяется в сторону уменьшения содержания компонента В.
б). Определение количественного соотношения жидкой и твердой фазы при заданной температуре (в точке m):
Количественная масса фаз обратно пропорциональна отрезкам проведенной коноды.Рассмотрим проведенную через точку m коноду и ее отрезки.
Количество всего сплава (Qсп) определяется отрезком pq.
Отрезок, прилегающий к линии ликвидус pm, определяет количество твердой фазы.
![]()
Отрезок, прилегающий к линии солидус (или к оси компонента) mq, определяет количество жидкой фазы.
![]()
Диаграмма состояния сплавов с отсутствием растворимости компонентов в компонентов в твердом состоянии (механические смеси)
Диаграмма состояния и кривые охлаждения типичных сплавов системы представлены на рис. 5.3.
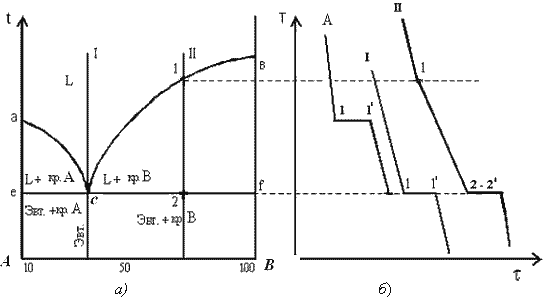
Рис. 5.3. Диаграмма состояния сплавов с отсутствием растворимости компонентов в твердом состоянии (а) и кривые охлаждения сплавов (б)
Проведем анализ диаграммы состояния.
1. Количество компонентов: К = 2 (компоненты А и В);
2. Число фаз: f = 3 (кристаллы компонента А, кристаллы компонента В, жидкая фаза).
3. Основные линии диаграммы:
· линия ликвидус acb, состоит из двух ветвей, сходящихся в одной точке;
· линия солидус ecf, параллельна оси концентраций стремится к осям компонентов, но не достигает их;
5. Типовые сплавы системы.
а) Чистые компоненты, кристаллизуются при постоянной температуре, на рис 5.3 б показана кривая охлаждения компонента А.
б). Эвтектический сплав – сплав, соответствующий концентрации компонентов в точке с (сплав I). Кривая охлаждения этого сплава, аналогична кривым охлаждения чистых металлов (рис. 5.3 б)
Эвтектика – мелкодисперсная механическая смесь разнородных кристаллов, кристаллизующихся одновременно при постоянной, самой низкой для рассматриваемой системы, температуре.
При образовании сплавов механических смесей эвтектика состоит из кристаллов компонентов А и В: Эвт. (кр. А + кр. В)
Процесс
кристаллизации эвтектического сплава: до точки 1 охлаждается сплав в жидком
состоянии. При температуре, соответствующей точке 1, начинается одновременная
кристаллизация двух разнородных компонентов. На кривой охлаждения отмечается
температурная остановка, т.е. процесс идет при постоянной температуре, так как
согласно правилу фаз в двухкомпонентной системе при наличии трех фаз (жидкой и
кристаллов компонентов А и В) число степеней свободы будет равно нулю ![]() . В
точке 1/ процесс кристаллизации завершается. Ниже точки 1/
охлаждается сплав, состоящий из дисперсных разнородных кристаллов компонентов А
и В.
. В
точке 1/ процесс кристаллизации завершается. Ниже точки 1/
охлаждается сплав, состоящий из дисперсных разнородных кристаллов компонентов А
и В.
в) Другие сплавы системы аналогичны сплаву II, кривую охлаждения сплава см на рис 5.3.б.
Процесс
кристаллизации сплава II: до точки 1 охлаждается сплав в жидком состоянии. При
температуре, соответствующей точке 1, начинают образовываться центры
кристаллизации избыточного компонента В. На кривой охлаждения отмечается
перегиб (критическая точка), связанный с уменьшением скорости охлаждения
вследствие выделения скрытой теплоты кристаллизации. На участке 1–2 идет
процесс кристаллизации, протекающий при понижающейся температуре, так как
согласно правилу фаз в двухкомпонентной системе при наличии двух фаз (жидкой и
кристаллов компонента В) число степеней свободы будет равно единице![]() . При
охлаждении состав жидкой фазы изменяется по линии ликвидус до эвтектического.
На участке 2–2’ кристаллизуется эвтектика (см. кристаллизацию
эвтектического сплава). Ниже точки 2’ охлаждается сплав, состоящий
из кристаллов первоначально закристаллизовавшегося избыточного компонента В и
эвтектики.
. При
охлаждении состав жидкой фазы изменяется по линии ликвидус до эвтектического.
На участке 2–2’ кристаллизуется эвтектика (см. кристаллизацию
эвтектического сплава). Ниже точки 2’ охлаждается сплав, состоящий
из кристаллов первоначально закристаллизовавшегося избыточного компонента В и
эвтектики.
Схема микроструктуры сплава представлена на рис. 5.4.
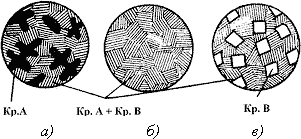
Рис. 5.4. Схема микроструктур сплавов: а – доэвтектического, б – эвтектического, в – заэвтектического
5. При проведении количественного структурно-фазового анализа, конода, проведенная через заданную точку, пересекает линию ликвидус и оси компонентов, поэтому состав твердой фазы или 100 % компонента А, или 100 % компонента В.
Диаграмма состояния сплавов с ограниченной растворимостью компонентов в твердом состоянии
Диаграмма состояния и кривые охлаждения типичных сплавов системы представлены на рис.5.5.
1. Количество компонентов: К = 2 (компоненты А и В);
2.
Число фаз: f = 3 (жидкая фаза и кристаллы твердых растворов ![]() (раствор
компонента В в компоненте А) и
(раствор
компонента В в компоненте А) и ![]() (
раствор компонента А в компоненте В));
(
раствор компонента А в компоненте В));
3. Основные линии диаграммы:
· линия ликвидус acb, состоит из двух ветвей, сходящихся в одной точке;
· линия солидус аdcfb, состоит из трех участков;
· dm – линия предельной концентрации компонента В в компоненте А;
· fn – линия предельной концентрации компонента А в компоненте В.
4. Типовые сплавы системы.
При концентрации компонентов, не превышающей предельных значений (на участках Аm и nВ), сплавы кристаллизуются аналогично сплавам твердым растворам с неограниченной растворимостью, см кривую охлаждения сплава I на рис. 5.5 б. При концентрации компонентов, превышающей предельные значения (на участке dcf), сплавы кристаллизуются аналогично сплавам механическим смесям, см. кривую охлаждения сплава II на рис. 5.5 б.
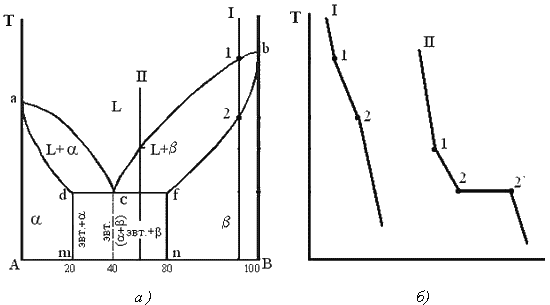
Рис. 5.5 Диаграмма состояния сплавов с ограниченной растворимостью компонентов в твердом состоянии (а) и кривые охлаждения типичных сплавов (б)
Сплав
с концентрацией компонентов, соответствующей точке с, является эвтектическим
сплавом. Сплав состоит из мелкодисперсных кристаллов твердых растворов ![]() и
и ![]() ,
эвт. (кр. тв. р-ра
,
эвт. (кр. тв. р-ра ![]() + кр.
тв. р-ра
+ кр.
тв. р-ра ![]() )
)
Кристаллы компонентов в чистом виде ни в одном из сплавов не присутствуют.
Диаграмма состояния сплавов, компоненты которых образуют химические соединения.
Диаграмма состояния сплавов представлена на рис. 5.6.
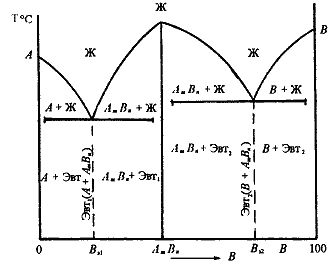
Рис. 5.6. Диаграмма состояния сплавов, компоненты которых образуют химические соединения
Диаграмма состояния сложная, состоит из нескольких простых диаграмм. Число компонентов и количество диаграмм зависит от того, сколько химических соединений образуют основные компоненты системы.
Число фаз и вид простых диаграмм определяются характером взаимодействия между компонентами.
Эвт1 (кр. А + кр. AmBn);
Эвт2 (кр. B + кр. AmBn).
Диаграмма состояния сплавов, испытывающих фазовые превращения в твердом состоянии (переменная растворимость)
Диаграмма состояния представлена на рис. 5.7.
По внешнему виду диаграмма похожа на диаграмму состояния сплавов с ограниченной растворимостью компонентов в твердом состоянии. Отличие в том, что линии предельной растворимости компонентов не перпендикулярны оси концентрации. Появляются области, в которых из однородных твердых растворов при понижении температуры выделяются вторичные фазы.
На диаграмме:
· df – линия переменной предельной растворимости компонента В в компоненте А;
· ek – линия переменной предельной растворимости компонента А в компоненте В.
Кривая охлаждения сплава I представлена на рис. 5.7 б.
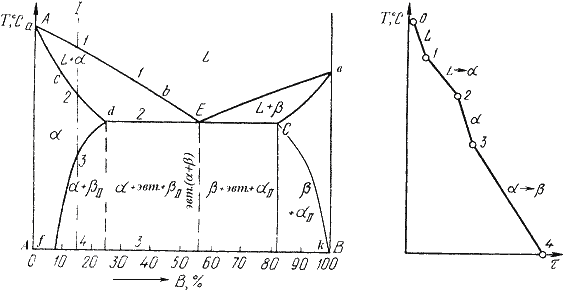
Рис. 5.7. Диаграмма состояния сплавов, испытывающих фазовые превращения в твердом состоянии (а) и кривая охлаждения сплава (б)
Процесс кристаллизации сплава I:
до
точки 1 охлаждается сплав в жидком состоянии. При температуре, соответствующей
точке 1, начинают образовываться центры кристаллизации твердого раствора ![]() . На
участке 1–2 идет процесс кристаллизации, протекающий при понижающейся
температуре.
. На
участке 1–2 идет процесс кристаллизации, протекающий при понижающейся
температуре.
При
достижении температуры соответствующей точке 2, сплав затвердевает, при
дальнейшем понижении температуры охлаждается сплав в твердом состоянии,
состоящий из однородных кристаллов твердого раствора ![]() .
.
При
достижении температуры, соответствующей точке 3, твердый раствор ![]() оказывается
насыщенным компонентом В, при более низких температурах растворимость второго
компонента уменьшается, поэтому из
оказывается
насыщенным компонентом В, при более низких температурах растворимость второго
компонента уменьшается, поэтому из ![]() -раствора
начинает выделяться избыточный компонент в виде кристаллов
-раствора
начинает выделяться избыточный компонент в виде кристаллов ![]() . За
точкой 3 сплав состоит из двух фаз: кристаллов твердого раствора
. За
точкой 3 сплав состоит из двух фаз: кристаллов твердого раствора ![]() и
вторичных кристаллов твердого раствора
и
вторичных кристаллов твердого раствора![]() .
.
Связь между свойствами сплавов и типом диаграммы состояния
Так как вид диаграммы, также как и свойства сплава, зависит от того, какие соединения или какие фазы образовали компоненты сплава, то между ними должна существовать определенная связь. Эта зависимость установлена Курнаковым, (см. рис. 5.8.).
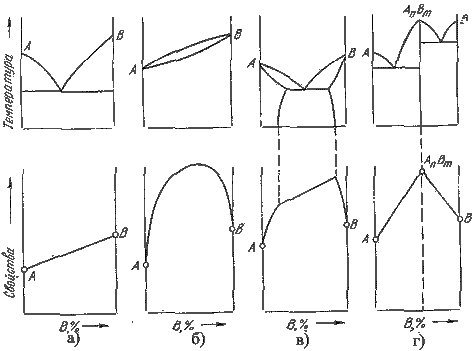
Рис. 5.8. Связь между свойствами сплавов и типом диаграммы состояния
1. При образовании механических смесей свойства изменяются по линейному закону. Значения характеристик свойств сплава находятся в интервале между характеристиками чистых компонентов.
2. При образовании твердых растворов с неограниченной растворимостью свойства сплавов изменяются по криволинейной зависимости, причем некоторые свойства, например, электросопротивление, могут значительно отличаться от свойств компонентов.
3. При образовании твердых растворов с ограниченной растворимостью свойства в интервале концентраций, отвечающих однофазным твердым растворам, изменяются по криволинейному закону, а в двухфазной области – по линейному закону. Причем крайние точки на прямой являются свойствами чистых фаз, предельно насыщенных твердых растворов, образующих данную смесь.
4. При образовании химических соединений концентрация химического соединения отвечает максимуму на кривой. Эта точка перелома, соответствующая химическому соединению, называется сингулярной точкой.
Контрольные вопросы.
1) Какие сплавы называют двойными?
2) Что называют системой сплавов данных компонентов?
3) В каких координатах строится диаграмма состояния двойных сплавов?
4) Какое практическое значение имеет знание критических точек всех сплавов данной системы?
5) Что характеризуют линии ликвидуса и солидуса и как они строятся?
6) Какой сплав называют эвтектическим? Особенности кристаллизации этого сплава, его структура после затвердевания.
7) Какую структуру и свойства имеют двойные сплавы - механические смеси, твёрдые соединения и химические соединения?
8) Как строятся диаграммы состояния двойных сплавов?
9) Требуется подобрать сплав для изготовления реостатной проволоки с высоким электросопротивлением. Сплавы с каким типом диаграммы состояния наиболее вероятно подошли бы для этой цели (рис.5.8)?
Задания.
1) Пользуясь диаграммой состояния сплавов системы Pb – Sb, опишите превращения, которые происходят в сплавах, состоящих из 10% Sb и 90% Pb, 80 % Sb и 20% Pb, охлаждаемых из расплавленного состояния до комнатной температуры.
2) Пользуясь диаграммой состояния, определите температуры начала кристаллизации сплавов, состоящих из: 13 % Sb и 87% Pb ,40 % Sb и 60 % Pb . Постройте для этих сплавов кривые охлаждения.
Лекция 5
Железоуглеродистые сплавы. Диаграмма состояния железо – углерод.
1.Особенности диаграммы состояния железоуглеродистых сплавов.
2.Компоненты и фазы железоуглеродистых сплавов
3.Процессы при структурообразовании железоуглеродистых сплавов
4.Структуры железоуглеродистых сплавов
Особенности диаграммы состояния железоуглеродистых сплавов.
Железоуглеродистые сплавы – стали и чугуны – важнейшие металлические сплавы современной техники. Производство чугуна и стали по объему превосходит производство всех других металлов вместе взятых более чем в десять раз.
Диаграмма состояния железо – углерод дает основное представление о строении железоуглеродистых сплавов – сталей и чугунов.
Начало изучению диаграммы железо – углерод положил Чернов Д.К. в 1868 году. Чернов впервые указал на существование в стали критических точек и на зависимость их положения от содержания углерода.
Диаграмма
железо – углерод должна распространяться от железа до углерода, но…. Железо
образует с углеродом химическое соединение: цементит – ![]() .
Каждое устойчивое химическое соединение можно рассматривать как компонент, а
диаграмму – по частям. Так как на практике применяют металлические сплавы с
содержанием углерода до
.
Каждое устойчивое химическое соединение можно рассматривать как компонент, а
диаграмму – по частям. Так как на практике применяют металлические сплавы с
содержанием углерода до ![]() , то
рассматриваем часть диаграммы состояния от железа до химического соединения
цементита, содержащего
, то
рассматриваем часть диаграммы состояния от железа до химического соединения
цементита, содержащего ![]() углерода.
углерода.
Диаграмма состояния железо – цементит представлена на рис. 9.1.
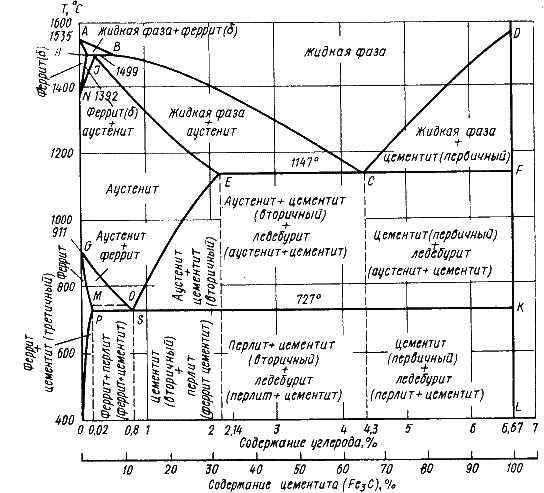
Рис. 9.1. Диаграмма состояния железо - цементит
Компоненты и фазы железоуглеродистых сплавов
Компонентами железоуглеродистых сплавов являются железо, углерод и цементит.
1.
Железо –
переходный металл серебристо-светлого цвета. Имеет высокую температуру
плавления – 1539o С![]() 5o
С.
5o
С.
В
твердом состоянии железо может находиться в двух модификациях. Полиморфные
превращения происходят при температурах 911o С и 1392o
С. При температуре ниже 911o С существует ![]() с
объемно-центрированной кубической решеткой. В интервале температур 911…1392o
С устойчивым является
с
объемно-центрированной кубической решеткой. В интервале температур 911…1392o
С устойчивым является ![]() с
гранецентрированной кубической решеткой. Выше 1392o С железо
имеет объемно-центрированную кубическую решетку и называется
с
гранецентрированной кубической решеткой. Выше 1392o С железо
имеет объемно-центрированную кубическую решетку и называется ![]() или
высокотемпературное
или
высокотемпературное ![]() .
Высокотемпературная модификация
.
Высокотемпературная модификация ![]() не
представляет собой новой аллотропической формы. Критическую температуру 911oС
превращения
не
представляет собой новой аллотропической формы. Критическую температуру 911oС
превращения ![]() обозначают
точкой
обозначают
точкой ![]() , а
температуру 1392o С превращения
, а
температуру 1392o С превращения ![]() -
точкой А4.
-
точкой А4.
При температуре ниже 768o С железо ферромагнитно, а выше – парамагнитно. Точка Кюри железа 768o С обозначается А2.
Железо
технической чистоты обладает невысокой твердостью (80 НВ) и прочностью (предел прочности
– ![]() ,
предел текучести –
,
предел текучести –![]() ) и
высокими характеристиками пластичности (относительное удлинение –
) и
высокими характеристиками пластичности (относительное удлинение – ![]() , а
относительное сужение –
, а
относительное сужение – ![]() ).
Свойства могут изменяться в некоторых пределах в зависимости от величины зерна.
).
Свойства могут изменяться в некоторых пределах в зависимости от величины зерна.
Железо характеризуется высоким модулем упругости, наличие которого проявляется и в сплавах на его основе, обеспечивая высокую жесткость деталей из этих сплавов.
Железо со многими элементами образует растворы: с металлами – растворы замещения, с углеродом, азотом и водородом – растворы внедрения.
2. Углерод относится к неметаллам. Обладает полиморфным превращением, в зависимости от условий образования существует в форме графита с гексагональной кристаллической решеткой (температура плавления – 3500 0С, плотность – 2,5 г/см3) или в форме алмаза со сложной кубической решеткой с координационным числом равным четырем (температура плавления – 5000 0С).
В сплавах железа с углеродом углерод находится в состоянии твердого раствора с железом и в виде химического соединения – цементита (Fe3C), а также в свободном состоянии в виде графита (в серых чугунах).
3. Цементит (Fe3C) – химическое соединение железа с углеродом (карбид железа), содержит 6,67 % углерода.
Аллотропических превращений не испытывает. Кристаллическая решетка цементита состоит из ряда октаэдров, оси которых наклонены друг к другу.
Температура плавления цементита точно не установлена (1250, 1550o С). При низких температурах цементит слабо ферромагнитен, магнитные свойства теряет при температуре около 217o С.
Цементит имеет высокую твердость (более 800 НВ, легко царапает стекло), но чрезвычайно низкую, практически нулевую, пластичность. Такие свойства являются следствием сложного строения кристаллической решетки.
Цементит способен образовывать твердые растворы замещения. Атомы углерода могут замещаться атомами неметаллов: азотом, кислородом; атомы железа – металлами: марганцем, хромом, вольфрамом и др. Такой твердый раствор на базе решетки цементита называется легированным цементитом.
Цементит – соединение неустойчивое и при определенных условиях распадается с образованием свободного углерода в виде графита. Этот процесс имеет важное практическое значение при структурообразовании чугунов.
В системе железо – углерод существуют следующие фазы: жидкая фаза, феррит, аустенит, цементит.
1. Жидкая фаза. В жидком состоянии железо хорошо растворяет углерод в любых пропорциях с образованием однородной жидкой фазы.
2.
Феррит (Ф)
![]() (C)
– твердый раствор внедрения углерода в
(C)
– твердый раствор внедрения углерода в ![]() -железо.
-железо.
Феррит имеет переменную предельную растворимость углерода: минимальную – 0,006 % при комнатной температуре (точка Q), максимальную – 0,02 % при температуре 727o С ( точка P). Углерод располагается в дефектах решетки.
При
температуре выше 1392o С существует высокотемпературный
феррит (![]() ) (
) (![]() (C),
с предельной растворимостью углерода 0,1 % при температуре 1499o
С (точка J)
(C),
с предельной растворимостью углерода 0,1 % при температуре 1499o
С (точка J)
Свойства
феррита близки к свойствам железа. Он мягок (твердость – 130 НВ, предел
прочности –![]() ) и
пластичен (относительное удлинение –
) и
пластичен (относительное удлинение –![]() ),
магнитен до 768o С.
),
магнитен до 768o С.
3.
Аустенит (А) ![]() (С)
– твердый раствор внедрения углерода в
(С)
– твердый раствор внедрения углерода в ![]() -железо.
-железо.
Углерод занимает место в центре гранецентрированной кубической ячейки.
Аустенит имеет переменную предельную растворимость углерода: минимальную – 0,8 % при температуре 727o С (точка S), максимальную – 2,14 % при температуре 1147o С (точка Е).
Аустенит
имеет твердость 200…250 НВ, пластичен (относительное удлинение – ![]() ),
парамагнитен.
),
парамагнитен.
При растворении в аустените других элементов могут изменяться свойства и температурные границы существования.
4. Цементит – характеристика дана выше.
В железоуглеродистых сплавах присутствуют фазы: цементит первичный (ЦI), цементит вторичный (ЦII), цементит третичный (ЦIII). Химические и физические свойства этих фаз одинаковы. Влияние на механические свойства сплавов оказывает различие в размерах, количестве и расположении этих выделений. Цементит первичный выделяется из жидкой фазы в виде крупных пластинчатых кристаллов. Цементит вторичный выделяется из аустенита и располагается в виде сетки вокруг зерен аустенита (при охлаждении – вокруг зерен перлита). Цементит третичный выделяется из феррита и в виде мелких включений располагается у границ ферритных зерен.
Процессы при структурообразовании железоуглеродистых сплавов
Линия
АВСD – ликвидус системы. На участке АВ начинается кристаллизация
феррита (![]() ), на
участке ВС начинается кристаллизация аустенита, на участке СD –
кристаллизация цементита первичного.
), на
участке ВС начинается кристаллизация аустенита, на участке СD –
кристаллизация цементита первичного.
Линия
AHJECF – линия солидус. На участке АН заканчивается кристаллизация феррита (![]() ). На
линии HJB при постоянной температуре 14990С идет перетектическое превращение,
заключающееся в том, что жидкая фаза реагирует с ранее образовавшимися
кристаллами феррита (
). На
линии HJB при постоянной температуре 14990С идет перетектическое превращение,
заключающееся в том, что жидкая фаза реагирует с ранее образовавшимися
кристаллами феррита (![]() ), в
результате чего образуется аустенит:
), в
результате чего образуется аустенит:
![]()
На участке JЕ заканчивается кристаллизация аустенита. На участке ECF при постоянной температуре 1147o С идет эвтектическое превращение, заключающееся в том, что жидкость, содержащая 4,3 % углерода превращается в эвтектическую смесь аустенита и цементита первичного:
![]()
Эвтектика системы железо – цементит называется ледебуритом (Л), по имени немецкого ученого Ледебура, содержит 4,3 % углерода.
При температуре ниже 727o С в состав ледебурита входят цементит первичный и перлит, его называют ледебурит превращенный (ЛП).
По
линии HN начинается превращение феррита (![]() ) в
аустенит, обусловленное полиморфным превращением железа. По линии NJ
превращение феррита (
) в
аустенит, обусловленное полиморфным превращением железа. По линии NJ
превращение феррита (![]() ) в
аустенит заканчивается.
) в
аустенит заканчивается.
По линии GS превращение аустенита в феррит, обусловленное полиморфным превращением железа. По линии PG превращение аустенита в феррит заканчивается.
По линии ES начинается выделение цементита вторичного из аустенита, обусловленное снижением растворимости углерода в аустените при понижении температуры.
По линии МО при постоянной температуре 768o С имеют место магнитные превращения.
По линии PSK при постоянной температуре 727o С идет эвтектоидное превращение, заключающееся в том, что аустенит, содержащий 0,8 % углерода, превращается в эвтектоидную смесь феррита и цементита вторичного:
![]()
По механизму данное превращение похоже на эвтектическое, но протекает в твердом состоянии.
Эвтектоид системы железо – цементит называется перлитом (П), содержит 0,8 % углерода.
Название получил за то, что на полированном и протравленном шлифе наблюдается перламутровый блеск.
Перлит может существовать в зернистой и пластинчатой форме, в зависимости от условий образования.
По линии PQ начинается выделение цементита третичного из феррита, обусловленное снижением растворимости углерода в феррите при понижении температуры.
Температуры, при которых происходят фазовые и структурные превращения в сплавах системы железо – цементит, т.е. критические точки, имеют условные обозначения.
Обозначаются буквой А (от французского arret – остановка):
А1 –
линия PSK (7270С) – превращение П ![]() А;
А;
A2 – линия MO (7680С, т. Кюри) – магнитные превращения;
A3 –
линия GOS ( переменная температура, зависящая от содержания углерода в сплаве)
– превращение Ф ![]() А;
А;
A4 –
линия NJ (переменная температура, зависящая от содержания углерода в сплаве) –
превращение ![]() ;
;
Acm – линия SE (переменная температура, зависящая от содержания углерода в сплаве) – начало выделения цементита вторичного (иногда обозначается A3).
Так
как при нагреве и охлаждении превращения совершаются при различных
температурах, чтобы отличить эти процессы вводятся дополнительные обозначения.
При нагреве добавляют букву с, т.е ![]() , при
охлаждении – букву r,
, при
охлаждении – букву r,
т.е.
![]() .
.
Структуры железоуглеродистых сплавов
Все сплавы системы железо – цементит по структурному признаку делят на две большие группы: стали и чугуны.
Особую группу составляют сплавы с содержанием углерода менее 0,02% (точка Р), их называют техническое железо. Микроструктуры сплавов представлены на рис.9.2. Структура таких сплавов после окончания кристаллизации состоит или из зерен феррита (рис.9.2 а), при содержании углерода менее 0,006 %, или из зерен феррита и кристаллов цементита третичного, расположенных по границам зерен феррита (рис.9.2.б), если содержание углерода от 0,006 до 0,02 %.
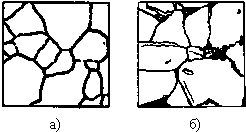
Рис.9.2. Микроструктуры технического железа: а – содержание углерода менее 0,006%; б – содержание углерода 0,006…0,02 %
Углеродистыми сталями называют сплавы железа с углеродом, содержащие 0,02…2,14 % углерода, заканчивающие кристаллизацию образованием аустенита.
Они обладают высокой пластичностью, особенно в аустенитном состоянии.
Структура сталей формируется в результате перекристаллизации аустенита. Микроструктуры сталей представлены на рис. 9.3.
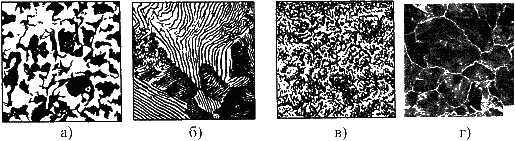
Рис.
9.3. Микроструктуры сталей: а – доэвтектоидная сталь ![]() ; б –
эвтектоидная сталь (пластинчатый перлит); в – эвтектоидная сталь (зернистый
перлит); г – заэвтектоидная сталь
; б –
эвтектоидная сталь (пластинчатый перлит); в – эвтектоидная сталь (зернистый
перлит); г – заэвтектоидная сталь ![]() .
.
По
содержанию углерода и по структуре стали подразделяются на доэвтектоидные ![]() ,
структура феррит + перлит
,
структура феррит + перлит ![]() (рис.9.3
а); эвтектоидные
(рис.9.3
а); эвтектоидные ![]() ,
структура перлит (П), перлит может быть пластинчатый или зернистый (рис. 9.3 б
и 9.3 в); заэвтектоидные
,
структура перлит (П), перлит может быть пластинчатый или зернистый (рис. 9.3 б
и 9.3 в); заэвтектоидные![]() ,
структура перлит + цементит вторичный (П + ЦII), цементитная сетка
располагается вокруг зерен перлита.
,
структура перлит + цементит вторичный (П + ЦII), цементитная сетка
располагается вокруг зерен перлита.
По микроструктуре сплавов можно приблизительно определить количество углерода в составе сплава, учитывая следующее: количество углерода в перлите составляет 0,8 %, в цементите – 6,67 %. Ввиду малой растворимости углерода в феррите, принимается, что в нем углерода нет.
Сплавы железа с углеродом, содержащие углерода более 2,14 % (до 6,67 %), заканчивающие кристаллизацию образованием эвтектики (ледебурита), называют чугунами.
Наличие легкоплавкого ледебурита в структуре чугунов повышает их литейные свойства.
Чугуны, кристаллизующиеся в соответствии с диаграммой состояния железо – цементит, отличаются высокой хрупкостью. Цвет их излома – серебристо-белый. Такие чугуны называются белыми чугунами.
Микроструктуры белых чугунов представлены на рис. 9.4.

Рис.
9.4. Микроструктуры белых чугунов: а – доэвтектический белый чугун![]() ; б –
эвтектический белый чугун (Л); в – заэвтектический белый чугун
; б –
эвтектический белый чугун (Л); в – заэвтектический белый чугун ![]() .
.
По
количеству углерода и по структуре белые чугуны подразделяются на:
доэвтектические ![]() ,
структура перлит + ледебурит + цементит вторичный
,
структура перлит + ледебурит + цементит вторичный ![]() ;
эвтектические
;
эвтектические ![]() ,
структура ледебурит (Л) (рис. 9.4 б); заэвтектические
,
структура ледебурит (Л) (рис. 9.4 б); заэвтектические ![]() ,
структура ледебурит + цементит первичный
,
структура ледебурит + цементит первичный ![]() (рис.
9.4 в).
(рис.
9.4 в).
В структуре доэвтектических белых чугунов присутствует цементит вторичный, который образуется в результате изменения состава аустенита при охлаждении (по линии ES). В структуре цементит вторичный сливается с цементитом, входящим в состав ледебурита.
Фазовый состав сталей и чугунов при нормальных температурах один и тот же, они состоят из феррита и цементита. Однако свойства сталей и белых чугунов значительно различаются. Таким образом, основным фактором, определяющим свойства сплавов системы железо – цементит является их структура.
![]()
Контрольные вопросы.
1. Что называется аллотропией?
2. Какие виды кристаллических решёток имеют различные аллотропические формы железа? Охарактеризуйте эти решётки.
3. Что называется компонентом сплава? Почему железоуглеродистые сплавы рассматриваются как двойные?
4. Что называется линией ликвидуса, линией солидуса? Укажите их на диаграмме состояния железоуглеродистых сплавов.
5. Найдите на диаграмме область сталей и область чугунов.Что представляет собой аустенит? К какому виду твёрдых растворов он относится?
6. Что представляют собой эвтектоидные сплавы? Их свойства.
7. Какие структуры имеют наибольшую и наименьшую твёрдость и прочность?
8. Как можно объяснить на основании анализа структур, что с увеличением содержания углерода в стали её твёрдость будет повышаться? ( отдельно по доэвтектоидным сталям и заэвтектоидным).
Задание.( экз.)
Постройте диаграмму твёрдости структурных составляющих железоуглеродистых сплавов ( по средним значениям твёрдости в порядке их возрастания).
![]() Лекция
6
Лекция
6
Классификация и маркировка сталей и чугунов. Применение.
1. Влияние углерода и примесей на свойства сталей.
2. Классификация и маркировка сталей:
-Углеродистые стали обыкновенного качества (ГОСТ 380).
-Качественные углеродистые стали
-Автоматные стали
3. Состав и сорта чугунов.
Стали являются наиболее распространенными материалами. Обладают хорошими технологическими свойствами. Изделия получают в результате обработки давлением и резанием.
Достоинством является возможность, получать нужный комплекс свойств, изменяя состав и вид обработки. Стали, подразделяют на углеродистые и легированные.
Влияние углерода и примесей на свойства сталей
Углеродистые стали являются основными. Их свойства определяются количеством углерода и содержанием примесей, которые взаимодействуют с железом и углеродом.
Влияние углерода.
Влияние углерода на свойства сталей показано на рис. 10.1
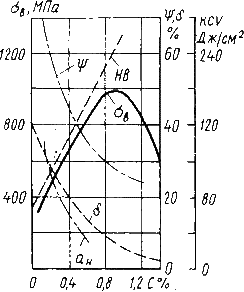
Рис.10.1. Влияние углерода на свойства сталей
С ростом содержания углерода в структуре стали увеличивается количество цементита, при одновременном снижении доли феррита. Изменение соотношения между составляющими приводит к уменьшению пластичности, а также к повышению прочности и твердости. Прочность повышается до содержания углерода около 1%, а затем она уменьшается, так как образуется грубая сетка цементита вторичного.
Углерод влияет на вязкие свойства. Увеличение содержания углерода повышает порог хладоломкости и снижает ударную вязкость.
Повышаются электросопротивление и коэрцитивная сила, снижаются магнитная проницаемость и плотность магнитной индукции.
Углерод оказывает влияние и на технологические свойства. Повышение содержания углерода ухудшает литейные свойства стали (используются стали с содержанием углерода до 0,4 %), обрабатываемость давлением и резанием, свариваемость. Следует учитывать, что стали с низким содержанием углерода также плохо обрабатываются резанием.
Влияние примесей.
В сталях всегда присутствуют примеси, которые делятся на четыре группы. 1.Постоянные примеси: кремний, марганец, сера, фосфор.
Марганец и кремний вводятся в процессе выплавки стали для раскисления, они являются технологическими примесями.
Содержание марганца не превышает 0,5…0,8 %. Марганец повышает прочность, не снижая пластичности, и резко снижает красноломкость стали, вызванную влиянием серы. Он способствует уменьшению содержания сульфида железа FeS, так как образует с серой соединение сульфид марганца MnS. Частицы сульфида марганца располагаются в виде отдельных включений, которые деформируются и оказываются вытянутыми вдоль направления прокатки.
Содержание
кремния не превышает 0,35…0,4 %. Кремний, дегазируя металл, повышает
плотность слитка. Кремний растворяется в феррите и повышает прочность стали,
особенно повышается предел текучести, ![]() . Но
наблюдается некоторое снижение пластичности, что снижает способность стали к
вытяжке
. Но
наблюдается некоторое снижение пластичности, что снижает способность стали к
вытяжке
Содержание
фосфора в стали 0,025…0,045 %. Фосфор, растворяясь в феррите, искажает
кристаллическую решетку и увеличивает предел прочности ![]() и
предел текучести
и
предел текучести ![]() , но
снижает пластичность и вязкость.
, но
снижает пластичность и вязкость.
Располагаясь вблизи зерен, увеличивает температуру перехода в хрупкое состояние, вызывает хладоломкость, уменьшает работу распространения трещин, Повышение содержания фосфора на каждую 0,01 % повышает порог хладоломкости на 20…25oС.
Фосфор обладает склонностью к ликвации, поэтому в центре слитка отдельные участки имеют резко пониженную вязкость.
Для некоторых сталей возможно увеличение содержания фосфора до 0,10…0,15 %, для улучшения обрабатываемости резанием.
S – уменьшается пластичность, свариваемость и коррозионная стойкость. Р–искажает кристаллическую решетку.
Содержание серы в сталях составляет 0,025…0,06 %. Сера – вредная примесь, попадает в сталь из чугуна. При взаимодействии с железом образует химическое соединение – сульфид серы FeS, которое, в свою очередь, образует с железом легкоплавкую эвтектику с температурой плавления 988oС. При нагреве под прокатку или ковку эвтектика плавится, нарушаются связи между зернами. При деформации в местах расположения эвтектики возникают надрывы и трещины, заготовка разрушается – явление красноломкости.
Красноломкость – повышение хрупкости при высоких температурах
Сера
снижает механические свойства, особенно ударную вязкость а![]() и пластичность
(
и пластичность
(![]() и
и ![]() ), а
так же предел выносливости. Она ухудшают свариваемость и коррозионную
стойкость.
), а
так же предел выносливости. Она ухудшают свариваемость и коррозионную
стойкость.
2. Скрытые примеси - газы (азот, кислород, водород) – попадают в сталь при выплавке.
Азот и кислород находятся в стали в виде хрупких неметаллических включений: окислов (FeO, SiO2, Al2O3 ) нитридов (Fe 2N), в виде твердого раствора или в свободном состоянии, располагаясь в дефектах (раковинах, трещинах).
Примеси внедрения (азот N, кислород О) повышают порог хладоломкости и снижают сопротивление хрупкому разрушению. Неметаллические включения (окислы, нитриды), являясь концентраторами напряжений, могут значительно понизить предел выносливости и вязкость.
Очень вредным является растворенный в стали водород, который значительно охрупчивает сталь. Он приводит к образованию в катанных заготовках и поковках флокенов.
Флокены – тонкие трещины овальной или округлой формы, имеющие в изломе вид пятен – хлопьев серебристого цвета.
Металл с флокенами нельзя использовать в промышленности, при сварке образуются холодные трещины в наплавленном и основном металле.
Если
водород находится в поверхностном слое, то он удаляется в результате нагрева
при 150…180![]() ,
лучше в вакууме
,
лучше в вакууме ![]() мм
рт. ст.
мм
рт. ст.
Для удаления скрытых примесей используют вакуумирование.
3. Специальные примеси – специально вводятся в сталь для получения заданных свойств. Примеси называются легирующими элементами, а стали - легированные сталями.
Классификация и маркировка сталей
Классификация сталей
Стали классифицируются по множеству признаков.
1. По химическому: составу: углеродистые и легированные.
2. По содержанию углерода:
o низкоуглеродистые, с содержанием углерода до 0,25 %;
o среднеуглеродистые, с содержанием углерода 0,3…0,6 %;
o высокоуглеродистые, с содержанием углерода выше 0,7 %
3. По равновесной структуре: доэвтектоидные, эвтектоидные, заэвтектоидные.
4. По качеству. Количественным показателем качества является содержания вредных примесей: серы и фосфора:
o
![]() ,
, ![]() –
углеродистые стали обыкновенного качества:
–
углеродистые стали обыкновенного качества:
o
![]() – качественные
стали;
– качественные
стали;
o
![]() –
высококачественные стали.
–
высококачественные стали.
5. По способу выплавки:
o в мартеновских печах;
o в кислородных конверторах;
o в электрических печах: электродуговых, индукционных и др.
6. По назначению:
o конструкционные – применяются для изготовления деталей машин и механизмов;
o инструментальные – применяются для изготовления различных инструментов;
o специальные – стали с особыми свойствами: электротехнические, с особыми магнитными свойствами и др.
Маркировка сталей
Принято буквенно-цифровое обозначение сталей
Углеродистые стали обыкновенного качества (ГОСТ 380).
Стали содержат повышенное количество серы и фосфора
Маркируются Ст.2кп., БСт.3кп, ВСт.3пс, ВСт.4сп.
Ст – индекс данной группы стали. Цифры от 0 до 6 - это условный номер марки стали. С увеличением номера марки возрастает прочность и снижается пластичность стали. По гарантиям при поставке существует три группы сталей: А, Б и В. Для сталей группы А при поставке гарантируются механические свойства, в обозначении индекс группы А не указывается. Для сталей группы Б гарантируется химический состав. Для сталей группы В при поставке гарантируются и механические свойства, и химический состав.
Индексы кп, пс, сп указывают степень раскисленности стали: кп - кипящая, пс - полуспокойная, сп - спокойная.
Качественные углеродистые стали
Качественные стали поставляют с гарантированными механическими свойствами и химическим составом (группа В). Степень раскисленности, в основном, спокойная.
Конструкционные качественные углеродистые стали Маркируются двухзначным числом, указывающим среднее содержание углерода в сотых долях процента. Указывается степень раскисленности, если она отличается от спокойной.
Сталь 08 кп, сталь 10 пс, сталь 45.
Содержание углерода, соответственно, 0,08 %, 0,10 %, 0.45 %.
Инструментальные качественные углеродистые стали маркируются буквой У (углеродистая инструментальная сталь) и числом, указывающим содержание углерода в десятых долях процента.
Сталь У8, сталь У13.
Содержание углерода, соответственно, 0,8 % и 1,3 %
Инструментальные высококачественные углеродистые стали. Маркируются аналогично качественным инструментальным углеродистым сталям, только в конце марки ставят букву А, для обозначения высокого качества стали.
Сталь У10А.
Автоматные стали.
Автоматными называют стали, обладающие повышенной обрабатываемостью резанием.
Эффективным металлургическим приемом повышения обрабатываемости резанием является введение в сталь серы, селена, теллура, кальция, которые изменяют состав неметаллических включений, а также свинца, который образует собственные включения.
Автоматные стали А12, А20 с повышенным содержанием серы и фосфора используются для изготовления малонагруженных деталей на станках автоматах (болты, винты, гайки, мелкие детали швейных, текстильных, счетных и других машин). Эти стали обладают улучшенной обрабатываемостью резанием, поверхность деталей получается чистой и ровной. Износостойкость может быть повышена цементацией и закалкой.
Стали А30 и А40Г предназначены для деталей, испытывающих более высокие нагрузки.
У автоматных сталей, содержащих свинец, (АС11, АС40), повышается стойкость инструмента в 1…3 раза и скорость резания на 25…50 %.
Легированные хромистые и хромоникелевые стали с присадкой свинца и кальция (АЦ45Г2, АСЦ30ХМ, АС20ХГНМ) используются для изготовления нагруженных деталей в автомобильной и тракторной промышленности.
Автоматные стали подвергают диффузионному отжигу при температуре 1100…1150oС, для устранения ликвации серы.
![]()
![]() Состав и сорта чугунов.
Состав и сорта чугунов.
Передельный чугун.
Предназначен для переработки в сталь.
Он отличается высокой твёрдостью и износостойкостью, он хрупок и плохо обрабатывается режущими инструментами, в изломе имеет мелкозернистое строение и зеркальную серебристо-белую поверхность. Углерода содержит более 4.3 %.
Литейный (серый) чугун.
Применяется для получения отливок. Цвет в изломе от светло-серого до тёмно-серого (чем темнее чугун, тем больше у него углерода в виде графита и тем он мягче). Отличается от передельного меньшей твёрдостью и хрупкостью, хорошо сопротивляется износу и обрабатывается режущими инструментами. В расплавленном состоянии обладает жидкотекучестью и хорошо заполняет форму. При остывании мало уменьшается в размерах, то есть имеет малую усадку.
Отливки из серого чугуна маркируются в зависимости от их прочности.
В марке буквы СЧ означают серый чугун, первое число - предел прочности на растяжение в кгс/мм2 , второе – предел прочности на изгиб в кгс/мм2.
При быстром охлаждении отливок из серого чугуна в поверхностном слое углерод сохраняется в виде цементита, т. е. имеет структуру белого чугуна. Такое литьё называется отбелённым.
Другие сорта чугуна.
В легированных чугунах, кроме обычных примесей, содержаться легирующие элементы – хром, молибден, никель. Ванадий, титан, улучшающие механические свойства чугуна и придающие ему особые физико-механические свойства. Содержание серы и фосфора в этих чугунах минимальное.
Высокопрочные чугуны получают специальной обработкой - модифицированием жидкого чугуна. Модифицирование заключается в добавлении в жидкий чугун модификаторов (магния, ферросилиция..) Модификаторы создают большое количество дополнительных центров кристаллизации.
Марки высокопрочных чугунов: ВЧ 42-12, ВЧ 45-5, ВЧ 80 -3…( первое число – предел прочности на растяжение, второе - относительное удлинение в %).
Ковкий чугун : КЧ 44-12, КЧ 36 -10……
Имеются также антифрикционные , жаростойкие, немагнитные, другие сорта чугунов.
Контрольные вопросы.
1. В каком виде находится углерод в стали? Что представляет собой цементит?
2. Как влияют кремний и марганец на свойства стали?
3. Что называется красноломкостью и хладноломкостью? Какие химические элементы придают стали эти свойства?
4. На какие группы делится сталь обыкновенного качества?
5. Что означают в марке стали буквы кп, пс, сп?
6. Как маркируются качественные углеродистые стали: конструкционные и инструментальные?
7. Какие марки сталей относятся к низкоуглеродистым, средне- и высокоуглеродистым?
8. Особенности и марки автоматных сталей.
9. Содержание углерода в инструментальных сталях. Как изменяются свойства этих сталей с увеличением содержания углерода?
10. Почему нельзя молотки изготавливать из стали У10, У12?
11. Как маркируются отливки из серого чугуна? Что означают цифры в марке?
Задание.
Смотри приложение «Практическая работа №1 «Классификация и маркировка материалов: углеродистых и легированных сталей и чугунов»».
Лекция 7
Классификация и маркировка легированных сталей. Применение. Влияние легирующих элементов на равновесную структуру сталей.
План:
1. Понятие «легированные стали»
2. Назначение легирующих элементов
3. Распределение легирующих элементов в стали.
4. Принцип маркировки легированных сталей.
5. Влияние элементов на полиморфизм железа
Легированные стали
Углеродистые стали не всегда удовлетворяют требованиям, предъявляемым к материалам современной техникой: например, при увеличении нагрузок и при работе на больших скоростях необходимо, чтобы деталь имела высокие эксплуатационные свойства, значительно увеличивать размеры деталей. Кроме того, углеродистые стали обладают низкой коррозионной устойчивостью и стойкостью при повышенных температурах, имеют высокий коэффициент линейного расширения…. .
Значительно улучшает физико-механические и химические свойства сталей введение в их состав легирующих компонентов.
Элементы, специально вводимые в сталь в определенных концентрациях с целью изменения ее строения и свойств, называются легирующими элементами, а стали – легированными.
Содержание легирующих элементов может изменяться в очень широких пределах: хром или никель – 1% и более процентов; ванадий, молибден, титан, ниобий – 0,1… 0,5%; также кремний и марганец – более 1 %. При содержании легирующих элементов до 0,1 % – микролегирование.
В конструкционных сталях легирование осуществляется с целью улучшения механических свойств (прочности, пластичности). Кроме того меняются физические, химические, эксплуатационные свойства.
Легирующие элементы повышают стоимость стали, поэтому их использование должно быть строго обоснованно.
Назначение легирующих элементов.
Основным легирующим элементом является хром (0,8…1,2)%. Он повышает прокаливаемость, способствует получению высокой и равномерной твердости стали. Порог хладоломкости хромистых сталей - (0…-100)oС. При большом его содержании ( выше 12 %) сталь становится нержавеющей.
Дополнительные легирующие элементы.
Бор - 0.003%. Увеличивает прокаливаемость, а также повышает порог хладоломкости (+20…-60 oС.
Марганец – увеличивает прокаливаемость, однако содействует росту зерна, и повышает порог хладоломкости до (+40…-60)oС.
Титан (~0,1%) вводят для измельчения зерна в хромомарганцевой стали.
Введение молибдена (0,15…0,46%) в хромистые стали увеличивает прокаливаемость, снихает порог хладоломкости до –20…-120oС. Молибден увеличивает статическую, динамическую и усталостную прочность стали, устраняет склонность к внутреннему окислению. Кроме того, молибден снижает склонность к отпускной хрупкости сталей, содержащих никель.
Ванадий в количестве (0.1…0.3) % в хромистых сталях измельчает зерно и повышает прочность и вязкость.
Введение в хромистые стали никеля, значительно повышает прочность и прокаливаемость, понижает порог хладоломкости, но при этом повышает склонность к отпускной хрупкости (этот недостаток компенсируется введением в сталь молибдена). Хромоникелевые стали, обладают наилучшим комплексом свойств. Однако никель является дефицитным, и применение таких сталей ограничено.
Значительное количество никеля можно заменить медью, это не приводит к снижению вязкости.
При легировании хромомарганцевых сталей кремнием получают, стали – хромансиль (20ХГС, 30ХГСА). Стали обладают хорошим сочетанием прочности и вязкости, хорошо свариваются, штампуются и обрабатываются резанием. Кремний повышает ударную вязкость и температурный запас вязкости.
Добавка свинца, кальция – улучшает обрабатываемость резанием. Применение упрочнения термической обработки улучшает комплекс механических свойств.
Распределение легирующих элементов в стали.
Легирующие элементы растворяются в основных фазах железоуглеродистых сплавов ( феррит, аустенит, цементит), или образуют специальные карбиды.
Растворение
легирующих элементов в ![]() происходит
в результате замещения атомов железа атомами этих элементов. Эти атомы создают
в решетке напряжения, которые вызывают изменение ее периода.
происходит
в результате замещения атомов железа атомами этих элементов. Эти атомы создают
в решетке напряжения, которые вызывают изменение ее периода.
Изменение размеров решетки вызывает изменение свойств феррита – прочность повышается, пластичность уменьшается. Хром, молибден и вольфрам упрочняют меньше, чем никель, кремний и марганец. Молибден и вольфрам, а твкже кремний и марганец в определенных количествах, снижают вязкость.
В сталях карбиды образуются металлами, расположенными в таблице Менделеева левее железа (хром, ванадий, титан), которые имеют менее достроенную d – электронную полосу.
В процессе карбидообразования углерод отдает свои валентные электроны на заполнение d – электронной полосы атома металла, тогда как у металла валентные электроны образуют металлическую связь, обуславливающую металлические свойства карбидов.
При соотношении атомных радиусов углерода и металла более 0,59 образуются типичные химические соединения: Fe3C, Mn3C, Cr23C6, Cr7C3, Fe3W3C – которые имеют сложную кристаллическую решетку и при нагреве растворяются в аустените.
При соотношении атомных радиусов углерода и металла менее 0,59 образуются фазы внедрения: Mo2C, WC, VC, TiC, TaC, W2C – которые имеют простую кристаллическую решетку и трудно растворяются в аустените.
Все карбиды обладают высокой твердостью и температурой плавления.
Принцип маркировки легированных сталей.
Качественные и высококачественные легированные стали
Обозначение буквенно-цифровое. Легирующие элементы имеют условные обозначения, Обозначаются буквами русского алфавита.
Обозначения легирующих элементов:
Х – хром, Н – никель, М – молибден, В – вольфрам,
К – кобальт, Т – титан, А – азот ( указывается в середине марки),
Г – марганец, Д – медь, Ф – ванадий, С – кремний,
П – фосфор, Р – бор, Б – ниобий, Ц – цирконий,
Ю – алюминий, А -в середине-азот, А в конце марки –высококачественная сталь.
Легированные конструкционные стали
Сталь 15Х25Н19ВС2
В начале марки указывается двухзначное число, показывающее содержание углерода в сотых долях процента. Далее перечисляются легирующие элементы. Число, следующее за условным обозначение элемента, показывает его содержание в процентах,
Если число не стоит, то содержание элемента не превышает 1,5 %.
В указанной марке стали содержится 0,15 % углерода, 35% хрома, 19 % никеля, до 1,5% вольфрама, до 2 % кремния.
Для обозначения высококачественных легированных сталей в конце марки указывается символ А.
Легированные инструментальные стали
Сталь 9ХС, сталь ХВГ.
В начале марки указывается однозначное число, показывающее содержание углерода в десятых долях процента. При содержании углерода более 1 %, число не указывается,
Далее перечисляются легирующие элементы, с указанием их содержания.
Некоторые стали имеют нестандартные обозначения.
Быстрорежущие инструментальные стали
Сталь Р18
Р – индекс данной группы сталей (от rapid – скорость). Содержание углерода более 1%. Число показывает содержание основного легирующего элемента – вольфрама.
В указанной стали содержание вольфрама – 18 %.
Если стали содержат легирующие элемент, то их содержание указывается после обозначения соответствующего элемента.
Шарикоподшипниковые стали
Сталь ШХ6, сталь ШХ15ГС
Ш – индекс данной группы сталей. Х – указывает на наличие в стали хрома. Последующее число показывает содержание хрома в десятых долях процента, в указанных сталях, соответственно, 0,6 % и 1,5 %. Также указываются входящие с состав стали легирующие элементы. Содержание углерода более 1 %.
Влияние элементов на полиморфизм железа
Все
элементы, которые растворяются в железе, влияют на температурный интервал
существование его аллотропических модификаций (А![]() =
911oС, А
=
911oС, А![]() =1392oС).
=1392oС).
В зависимости от расположения элементов в периодической системе и строения кристаллической решетки легирующего элемента возможны варианты взаимодействия легирующего элемента с железом. Им соответствуют и типы диаграмм состояния сплавов системы железо – легирующий элемент (рис. 17.1)
Большинство
элементов или повышают А![]() и
снижают А
и
снижают А![]() ,
расширяя существовавшие
,
расширяя существовавшие ![]() –модификации
(рис.17.1.а), или снижают А4 и повышают А
–модификации
(рис.17.1.а), или снижают А4 и повышают А![]() ,
сужая область существования
,
сужая область существования ![]() –
модификации (рис.17.1.б).
–
модификации (рис.17.1.б).

Рис.
17.1. Схематические диаграммы состояния Fe – легирующий элемент. а – для
элементов, расширяющих область существования ![]() –модификации;
б – для элементов, сужающих область существования
–модификации;
б – для элементов, сужающих область существования ![]() –модификации
–модификации
Свыше
определённого содержания марганца, никеля и других элементов, имеющих
гранецентрированную кубическую решетку, ![]() –
состояние существует как стабильное от комнатной температуры до температуры
плавления, такие сплавы на основе железа называются аустенитными.
–
состояние существует как стабильное от комнатной температуры до температуры
плавления, такие сплавы на основе железа называются аустенитными.
При
содержании ванадия, молибдена, кремния и других элементов, имеющих
объемно-центрированную кубическую решетку, выше определённого предела,
устойчивым при всех температурах является ![]() –
состояние. Такие сплавы на основе железа называются ферритными.
–
состояние. Такие сплавы на основе железа называются ферритными.
Аустенитные и ферритные сплавы не имеют превращений при нагреве и охлаждении.
Контрольные вопросы.
1. В чём различие между углеродистыми и легированными сталями?
2. Какие легирующие компоненты увеличивают твёрдость и прочность стали?
3. Какие легирующие компоненты улучшают химические свойства стали?
4. Как маркируются легированные конструкционные стали?
5. Как маркируются легированные инструментальные стали?
6. Чем характеризуются основные марки быстрорежущей инструментальной стали?
7. ***Какими свойствами обладает аустенитная сталь?
8. ***Какие элементы делают сталь магнитной даже выше «точки Кюри»?
Задание.
Продолжить практическую работу №1. Сдать отчёт. Защита.
Лекция 8.
Формирование структуры деформированных металлов и сплавов.
План.
1. Физическая природа деформации металлов.
2.Пластическое деформирование поли- и монокристаллов.
3.Механизм пластического деформирования.
4.Разрушение металлов.
5.Механические свойства и способы определения их количественных характеристик (повторение)
6.Особенности деформации поликристаллических тел.
7.Влияние пластической деформации на структуру и свойства металла: наклеп
8. Влияние нагрева на структуру и свойства деформированного металла: возврат и рекристаллизация
1.Физическая природа деформации металлов.
Деформацией называется изменение формы и размеров тела под действием напряжений.
Напряжение – сила, действующая на единицу площади сечения детали.
Напряжения и вызываемые ими деформации могут возникать при действии на тело внешних сил растяжения, сжатия и т.д., а также в результате фазовых (структурных) превращений, усадки и других физико-химических процессов, протекающих в металлах, и связанных с изменением объема.
Металл, находящийся в напряженном состоянии при любом виде нагружения, всегда испытывает напряжения нормальные и касательные (рис. 6.1.).
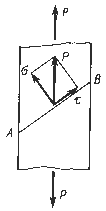
Рис.6.1. Схема возникновения нормальных и касательных напряжений в металле при его нагружении
Рост нормальных и касательных напряжений приводит к разным последствиям. Рост нормальных напряжений приводит к хрупкому разрушению. Пластическую деформацию вызывают касательные напряжения.
Деформация металла под действием напряжений может быть упругой и пластической.
Упругой называется деформация, полностью исчезающая после снятия вызывающих ее напряжений.
При упругом деформировании изменяются расстояния между атомами металла в кристаллической решетке. Снятие нагрузки устраняет причину, вызвавшую изменение межатомного расстояния, атомы становятся на прежние места, и деформация исчезает.
Упругая деформация на диаграмме деформации характеризуется линией ОА (рис.6.2.).
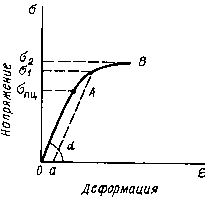
Рис.6.2.
Диаграмма зависимости деформации металла ![]() от
действующих напряжений
от
действующих напряжений ![]()
Если нормальные напряжения достигают значения сил межатомных связей, то наблюдается хрупкое разрушение путем отрыва (рис.6.3.)
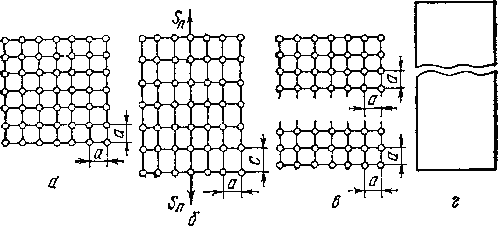
Рис.6.3. Схема упругой деформации и хрупкого разрушения под действием упругих напряжений а – ненапряженная решетка металла; б – упругая деформация; в, г – хрупкое разрушение в результате отрыва
Зависимость
между упругой деформацией ![]() и
напряжением
и
напряжением ![]() выражается
законом Гука
выражается
законом Гука
![]()
где: Е - модуль упругости.
Модуль упругости является важнейшей характеристикой упругих свойств металла. По физической природе величина модуля упругости рассматривается как мера прочности связей между атомами в твердом теле.
Эта механическая характеристика структурно нечувствительна, т. е. термическая обработка или другие способы изменения структуры не изменяют модуля упругости, а повышение температуры, изменяющее межатомные расстояния, снижает модуль упругости.
Пластической или остаточной называется деформация после прекращения действия вызвавших ее напряжений.
При пластическом деформировании одна часть кристалла перемещается по отношению к другой под действием касательных напряжений. При снятии нагрузок сдвиг остается, т.е. происходит пластическая деформация (рис.6.4 )
В результате развития пластической деформации может произойти вязкое разрушение путем сдвига.
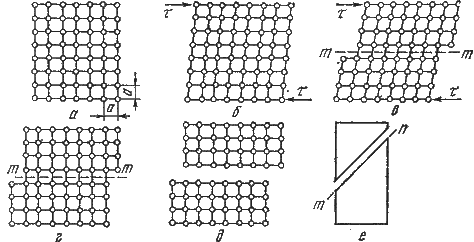
Рис.6.4. Схема пластической деформации и вязкого разрушения под действием касательных напряжений а – ненапряженная решетка; б – упругая деформация; в – упругая и пластическая деформация; г – пластическая деформация; д, е – пластичное (вязкое) разрушение в результате среза
2.Пластическое деформирование поли- и монокристаллов.
Металлы и сплавы в твердом состоянии имеют кристаллическое строение, и характер их деформации зависит от типа кристаллической структуры и от наличия несовершенств в этой структуре.
Рассмотрим пластическую деформацию в монокристалле (отдельный кристалл).
Пластическая деформация может протекать под действием касательных напряжений и может осуществляться двумя способами.
1. Трансляционное скольжение по плоскостям (рис. 6.5 а). Одни слои атомов кристалла скользят по другим слоям, причем они перемещаются на дискретную величину, равную целому числу межатомных расстояний.
В промежутках между полосами скольжения деформация не происходит. Твердое тело не изменяет своего кристаллического строения во время пластической деформации и расположение атомов в элементарных ячейках сохраняется
Плоскостями скольжения является кристаллографические плоскости с наиболее плотной упаковкой атомов.
Это наиболее характерный вид деформации при обработке давлением.
2. Двойникование – поворот одной части кристалла в положение симметричное другой его части. Плоскостью симметрии является плоскость двойникования (рис. 6.5 б).
Двойникование чаще возникает при пластической деформации кристаллов с объемно-центрированной и гексагональной решеткой, причем с повышением скорости деформации и понижением температуры склонность к двойникованию возрастает.
Двойникование может возникать не только в результате действия внешних сил, но и в результате отжига пластически деформированного тела. Это характерно для металлов с гранецентрированной кубической решеткой (медь, латунь). Двойникованием можно достичь незначительной степени деформации.
|
|
|
|
а) |
б) |
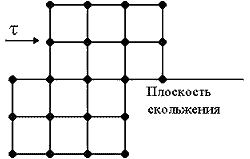

Рис.6.5. Схемы пластической деформации различными способами: а – скольжением; б – двойникованием
3.Механизм пластического деформирования.
Пластическая деформация происходит в результате скольжения или двойникования.
В основу современной теории пластической деформации взяты следующие положения:
· скольжение распространяется по плоскости сдвига последовательно, а не одновременно;
· скольжение начинается от мест нарушений кристаллической решетки, которые возникают в кристалле при его нагружении.
Схема механизма деформации представлена на рис.6.6 а.
В равновесном состоянии дислокация неподвижна. Под действием напряжения экстраплоскость смещается справа налево при незначительном перемещении атомов. Нижняя часть плоскости Р/S (SR) сместится вправо и совместится с нижним краем экстра- плоскости РQ.
QR- остаточная деформация.
При дальнейшем движении дислокация пройдет всю плоскость скольжения и выйдет на поверхность зерна. При этом верхняя часть зерна сдвинута относительно нижней на один межатомный период решетки (рис. 6.6 б).
При каждом перемещении дислокации на один шаг необходимо разорвать связь только между двумя рядами атомов в плоскости Р/S, а не между всеми атомами, расположенными выше и ниже плоскости скольжения. Необходимое сдвиговое напряжение при этом мало, равно практически действительному.
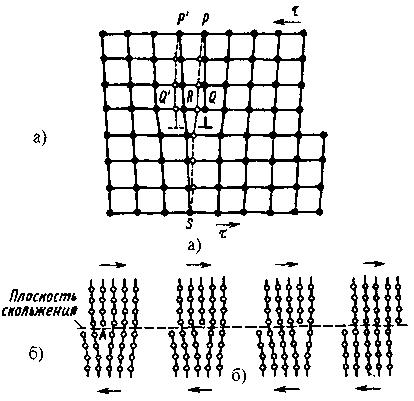
Рис. 6.6. Схема дислокационного механизма пластической деформации а – перемещение атомов при двихении краевой дислокации на одно межатомное расстояние; б – перемещение дислокации через весь кристалл
4. Разрушение металлов.
Процесс деформации при достижении высоких напряжений завершается разрушением. Тела разрушаются по сечению не одновременно, а вследствие развития трещин. Разрушение включает три стадии:
зарождение трещины,
ее распространение через сечение,
окончательное разрушение.
Различают хрупкое разрушение – отрыв одних слоев атомов от других под действием нормальных растягивающих напряжений. Отрыв не сопровождается предварительной деформацией. Механизм зарождения трещины одинаков - благодаря скоплению движущихся дислокаций перед препятствием (границы субзерен, фазовые границы), что приводит к концентрации напряжений, достаточной для образования трещины. Когда напряжения достигают определенного значения, размер трещины становится критическим и дальнейший рост осуществляется произвольно.
Для хрупкого разрушения характерна острая, часто ветвящаяся трещина. Величина зоны пластической деформации в устье трещины мала. Скорость распространения хрупкой трещины велика - близка к скорости звука (внезапное, катастрофическое разрушение). Энергоемкость хрупкого разрушения мала, а работа распространения трещины близка к нулю.
Различают транскристаллитное разрушение – трещина распространяется по телу зерна, интеркристаллитное – по границам зерен (всегда хрупкое).
Результатом хрупкого разрушения является блестящий светлый кристаллический излом с ручьистым строением. Хрупкая трещина распространяется по нескольким параллельным плоскостям. Плоскость излома перпендикулярна нормальным напряжениям.
Вязкое разрушение – путем среза под действием касательных напряжений. Ему всегда предшествует значительная пластическая деформация.
Трещина тупая раскрывающаяся. Величина пластической зоны впереди трещины велика. Малая скорость распространения трещины. Энергоемкость значительная, энергия расходуется на образование поверхностей раздела и на пластическую деформацию. Большая работа затрачивается на распространение трещины. Поверхность излома негладкая, рассеивает световые лучи, матовая (волокнистый) излом. Плоскость излома располагается под углом.
По излому можно определить характер разрушения.
5. Механические свойства и способы определения их количественных характеристик (повторение)
Основными механическими свойствами являются прочность, упругость, вязкость, твердость. Зная механические свойства, конструктор обоснованно выбирает соответствующий материал, обеспечивающий надежность и долговечность конструкций при их минимальной массе.
Механические свойства определяют поведение материала при деформации и разрушении от действия внешних нагрузок.
В зависимости от условий нагружения механические свойства могут определяться при:
1. статическом нагружении – нагрузка на образец возрастает медленно и плавно.
2. динамическом нагружении – нагрузка возрастает с большой скоростью, имеет ударный характер.
3. повторно, переменном или циклическим нагружении – нагрузка в процессе испытания многократно изменяется по величине или по величине и направлению.
Для получения сопоставимых результатов образцы и методика проведения механических испытаний регламентированы ГОСТами.
При статическом испытании на растяжение: ГОСТ 1497 получают характеристики прочности и пластичности.
Прочность – способность материала сопротивляться деформациям и разрушению.
Испытания
проводятся на специальных машинах, которые записывают диаграмму растяжения,
выражающую зависимость удлинения образца ![]() (мм)
от действующей нагрузки Р, т.е.
(мм)
от действующей нагрузки Р, т.е. ![]() .
.
Но
для получения данных по механическим свойствам перестраивают: зависимость
относительного удлинения ![]() от
напряжения
от
напряжения ![]()
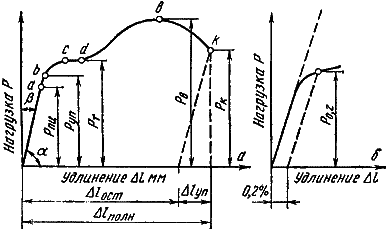
Рис. 6.7. Диаграмма растяжения: а – абсолютная, б – относительная; в – схема определения условного предела текучести
Проанализируем процессы, которые происходят в материале образца при увеличении нагрузки.
Участок оа на диаграмме соответствует упругой деформации материала, когда соблюдается закон Гука. Напряжение, соответствующее упругой предельной деформации в точке а, называется пределом пропорциональности.
Предел
пропорциональности (![]() ) –
максимальное напряжение, до которого сохраняется линейная зависимость между
деформацией и напряжением.
) –
максимальное напряжение, до которого сохраняется линейная зависимость между
деформацией и напряжением.
![]()
При напряжениях выше предела пропорциональности происходит равномерная пластическая деформация (удлинение или сужение сечения).
Каждому напряжению соответствует остаточное удлинение, которое получаем проведением из соответствующей точки диаграммы растяжения линии параллельной оа.
Так как практически невозможно установить точку перехода в неупругое состояние, то устанавливают условный предел упругости, – максимальное напряжение, до которого образец получает только упругую деформацию. Считают напряжение, при котором остаточная деформация очень мала (0,005…0,05%).
В
обозначении указывается значение остаточной деформации ![]() .
.
![]()
Предел текучести характеризует сопротивление материала небольшим пластическим деформациям.
В зависимости от природы материала используют физический или условный предел текучести.
Физический
предел текучести ![]() – это напряжение,
при котором происходит увеличение деформации при постоянной нагрузке (наличие
горизонтальной площадки на диаграмме растяжения). Используется для очень
пластичных материалов.
– это напряжение,
при котором происходит увеличение деформации при постоянной нагрузке (наличие
горизонтальной площадки на диаграмме растяжения). Используется для очень
пластичных материалов.
![]()
Но основная часть металлов и сплавов не имеет площадки текучести.
Условный
предел текучести
![]() – это
напряжение вызывающее остаточную деформацию
– это
напряжение вызывающее остаточную деформацию ![]()
![]()
Физический или условный предел текучести являются важными расчетными характеристиками материала. Действующие в детали напряжения должны быть ниже предела текучести.
Равномерная по всему объему пластичная деформация продолжается до значения предела прочности.
В точке в в наиболее слабом месте начинает образовываться шейка – сильное местное утомление образца.
Предел
прочности ![]() – напряжение,
соответствующее максимальной нагрузке, которую выдерживает образец до
разрушения (временное сопротивление разрыву).
– напряжение,
соответствующее максимальной нагрузке, которую выдерживает образец до
разрушения (временное сопротивление разрыву).
![]()
Образование шейки характерно для пластичных материалов, которые имеют диаграмму растяжения с максимумом.
Предел прочности характеризует прочность как сопротивления значительной равномерной пластичной деформации. За точкой В, вследствие развития шейки, нагрузка падает и в точке С происходит разрушение.
Истинное сопротивление разрушению – это максимальное напряжение, которое выдерживает материал в момент, предшествующий разрушению образца (рис. 6.8).
![]()
Истинное сопротивление разрушению значительно больше предела прочности, так как оно определяется относительно конечной площади поперечного сечения образца.
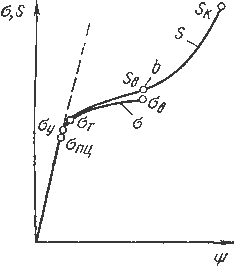
Рис. 6.8. Истинная диаграмма растяжения
![]() - конечная площадь
поперечного сечения образца.
- конечная площадь
поперечного сечения образца.
Истинные
напряжения ![]() определяют
как отношение нагрузки к площади поперечного сечения в данный момент времени.
определяют
как отношение нагрузки к площади поперечного сечения в данный момент времени.
![]()
При испытании на растяжение определяются и характеристики пластичности.
Пластичность –– способность материала к пластической деформации, т.е. способность получать остаточное изменение формы и размеров без нарушения сплошности.
Это свойство используют при обработке металлов давлением.
Характеристики:
· относительное
удлинения. ![]()
![]()
![]() и
и ![]() –
начальная и конечная длина образца.
–
начальная и конечная длина образца.
![]() – абсолютное
удлинение образца, определяется измерением образца после разрыва.
– абсолютное
удлинение образца, определяется измерением образца после разрыва.
· относительное сужение
![]()
![]() - начальная
площадь поперечного сечения
- начальная
площадь поперечного сечения
![]() -площадь
поперечного сечения в шейке после разрыва.
-площадь
поперечного сечения в шейке после разрыва.
Относительное сужение более точно характеризует пластичность и служит технологической характеристикой при листовой штамповке.
Пластичные материалы более надежны в работе, т.к. для них меньше вероятность опасного хрупкого разрушения.
Применительно к типам кристаллической решётки можно сказать то, что в т. к. металлах с решётками ГЦК и ОЦК значительно больше систем скольжения, чем в металлах с ГПУ, то они обладают повышенной пластичностью.
Кроме того, наиболее пластичными являются чистые компоненты и однофазные твёрдые растворы. Пластичность резко понижается с появлением двухфазных смесей.
![]()
6. Особенности деформации поликристаллических тел.
Рассмотрим холодную пластическую деформацию поликристалла. Пластическая деформация металлов и сплавов как тел поликристаллических, имеет некоторые особенности по сравнению с пластической деформацией монокристалла.
Деформация поликристаллического тела складывается из 1). деформации отдельных зерен и 2). деформации в приграничных объемах. Отдельные зерна деформируются скольжением и двойникованием, однако взаимная связь зерен и их множественность в поликристалле вносят свои особенности в механизм деформации.
Плоскости скольжения зерен произвольно ориентированны в пространстве, поэтому под влиянием внешних сил напряжения в плоскостях скольжения отдельных зерен будут различны. Деформация начинается в отдельных зернах, в плоскостях скольжения которых возникают максимальные касательные напряжения. Соседние зерна будут разворачиваться и постепенно вовлекаться в процесс деформации. Деформация приводит к изменению формы зерен: зерна получают форму, вытянутую в направлении наиболее интенсивного течения металла (поворачиваются осями наибольшей прочности вдоль направления деформации). Изменение структуры при деформации показано на рис. 8.1.
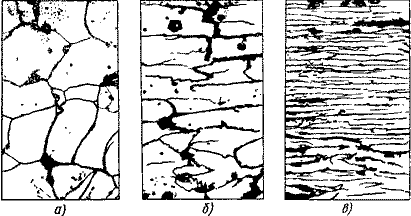
Рис. 8.1. Изменение структуры при деформации: а) до деформации; б) после обжатия на 35%; в) после обжатия на 90%.
Металл приобретает волокнистое строение. Волокна с вытянутыми вдоль них неметаллическими включениями являются причиной неодинаковости свойств вдоль и поперек волокон. Одновременно с изменением формы зерен в процессе пластической деформации происходит изменение ориентировки в пространстве их кристаллической решетки.
Когда кристаллические решетки большинства зерен получают одинаковую ориентировку, возникает текстура деформации.
7. Влияние пластической деформации на структуру и свойства металла: наклеп
С увеличением степени деформации характеристики пластичности (относительное удлинение, относительное сужение) и вязкости (ударная вязкость) уменьшаются, а прочностные характеристики (предел упругости, предел текучести, предел прочности) и твердость увеличиваются (рис. 8.2).
Также повышается электросопротивление, снижаются сопротивление коррозии, теплопроводность, магнитная проницаемость.
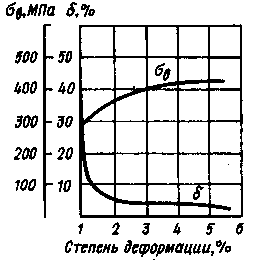
Рис.8.2. Влияние холодной пластической деформации на механические свойства металла
Совокупность явлений, связанных с изменением механических, физических и других свойств металлов в процессе пластической деформации называют деформационным упрочнением или наклепом.
Упрочнение при наклепе объясняется возрастанием на несколько порядков плотности дислокаций:
![]()
Их свободное перемещение затрудняется взаимным влиянием, также торможением дислокаций в связи с измельчением блоков и зерен, искажениями решетки металлов, возникновением напряжений.
Наклёп понижает плотность металла из-за нарушения порядка в размещении атомов при увеличении плотности дефектов и образовании микропор. Уменьшение плотности используют для увеличения долговечности деталей, которые при эксплуатации подвержены переменным нагрузкам. С этой целью применяют поверхностное пластическое деформирование детали с помощью обдувки дробью или обработки специальным инструментом. Наклёпанный слой стремиться расшириться , встречая сопротивление со стороны ненаклёпанных участков детали. В результате в этом слое возникнут напряжения сжатия, а под ним, на большом расстоянии от поверхности, появятся напряжения растяжения. Сжимающие напряжения в поверхностном слое замедляют зарождение усталостной трещины и тем самым увеличивают долговечность деталей.
Наклёпанные металлы легче корродируют и склонны к коррозионному растрескиванию.
8. Влияние нагрева на структуру и свойства деформированного металла: возврат и рекристаллизация
Деформированный металл находится в неравновесном состоянии. Переход к равновесному состоянию связан с уменьшением искажений в кристаллической решетке, снятием напряжений, что определяется возможностью перемещения атомов.
При низких температурах подвижность атомов мала, поэтому состояние наклепа может сохраняться неограниченно долго.
При повышении температуры металла в процессе нагрева после пластической деформации диффузия атомов увеличивается и начинают действовать процессы разупрочнения, приводящие металл в более равновесное состояние – возврат и рекристаллизация.
Т.е. процессы, происходящие при нагреве, подразделяют на возврат и рекристаллизацию. В свою очередь, при возврате различают отдых и полигонизацию.
Возврат. Небольшой нагрев вызывает ускорение движения атомов, снижение плотности дислокаций, устранение внутренних напряжений и восстановление кристаллической решетки.
Процесс частичного разупрочнения и восстановления свойств называется отдыхом (первая стадия возврата). Имеет место при температуре
![]() ..
..
Возврат уменьшает искажение кристаллической решетки, но не влияет на размеры и форму зерен и не препятствует образованию текстуры деформации.
Полигонизация – процесс деления зерен на части: фрагменты, полигоны в результате скольжения и переползания дислокаций.
При температурах возврата возможна группировка дислокаций одинаковых знаков в стенки, деление зерна малоугловыми границами (рис. 8.3).
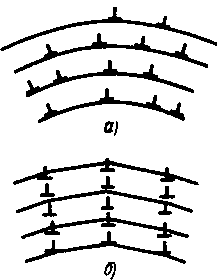
Рис. 8.3. Схема полигонизации: а – хаотическое расположение краевых дислокаций в деформированном металле; б – дислокационные стенки после полигонизации.
В полигонизированном состоянии кристалл обладает меньшей энергией, поэтому образование полигонов — процесс энергетически выгодный.
Процесс протекает при небольших степенях пластической деформации. В результате понижается прочность на (10…15) % и повышается пластичность (рис.8.4). Границы полигонов мигрируют в сторону большей объемной плотности дислокаций, присоединяя новые дислокации, благодаря чему углы разориентировки зерен увеличиваются (зерна аналогичны зернам, образующимся при рекристаллизации). Изменений в микроструктуре не наблюдается (рис.8.5 а). Температура начала полигонизации не является постоянной. Скорость процесса зависит от природы металла, содержания примесей, степени предшествующей деформации.
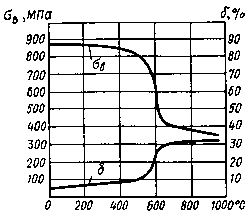
Рис. 8.4. Влияние нагрева деформированного металла на механические свойства
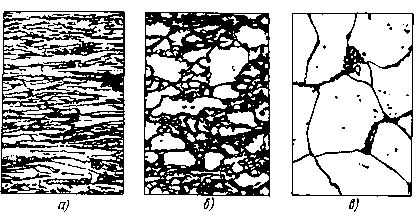
Рис. 8.5. Изменение структуры деформированного металла при нагреве
При нагреве до достаточно высоких температур подвижность атомов возрастает и происходит рекристаллизация.
Рекристаллизация – процесс зарождения и роста новых недеформированных зерен при нагреве наклепанного металла до определенной температуры.
Нагрев металла до температур рекристаллизации сопровождается резким изменением микроструктуры и свойств. Нагрев приводит к резкому снижению прочности при одновременном возрастании пластичности. Также снижается электросопротивление и повышается теплопроводность.
1 стадия – первичная рекристаллизация (обработки) заключается в образовании центров кристаллизации и росте новых равновесных зерен с неискаженной кристаллической решеткой. Новые зерна возникают у границ старых зерен и блоков, где решетка была наиболее искажена. Количество новых зерен постепенно увеличивается и в структуре не остается старых деформированных зерен.
Движущей силой первичной рекристаллизации является энергия, аккумулированная в наклепанном металле. Система стремится перейти в устойчивое состояние с неискаженной кристаллической решеткой.
2 стадия – собирательная рекристаллизация заключается в росте образовавшихся новых зерен.
Движущей силой является поверхностная энергия зерен. При мелких зернах поверхность раздела большая, поэтому имеется большой запас поверхностной энергии. При укрупнении зерен общая протяженность границ уменьшается, и система переходит в более равновесное состояние.
Температура начала рекристаллизации связана с температурой плавления
![]() ,
,
для
металлов ![]()
для
твердых растворов ![]()
для
металлов высокой чистоты ![]()
На свойства металла большое влияние оказывает размер зерен, получившихся при рекристаллизации. В результате образования крупных зерен при нагреве до температуры t1 начинает понижаться прочность и, особенно значительно, пластичность металла.
Основными факторами, определяющими величину зерен металла при рекристаллизации, являются температура, продолжительность выдержки при нагреве и степень предварительной деформации (рис. 8.6).
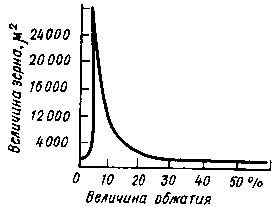
Рис. 8.6. Влияние предварительной степени деформации металла на величину зерна после рекристаллизации
С повышением температуры происходит укрупнение зерен, с увеличением времени выдержки зерна также укрупняются. Наиболее крупные зерна образуются после незначительной предварительной деформации 3…10 %. Такую деформацию называют критической.
Контрольные вопросы.
1. Что называется деформацией?
2. Какие виды деформации вы знаете? Приведите примеры.
3. Как осуществляется пластическая деформация в кристалле? Назовите две разновидности пластической деформации.
4. Дайте понятия «монокристалл» и «поликристалл».
5. Что такое «нагартовка» - «наклёп»?
6. Как вы понимаете понятие «текстура»?
7. Каким образом получают нагартованную текстуру?
8. Какие отрицательные свойства появляются у металла после нагартовки?
9. Что такое «возврат»? Виды возврата нагартованного металла.
10. Что такое «рекристаллизация»? Какие вам известны стадии рекристаллизации?
11. Медь имеет решётку ГЦК, а цинк - ГПУ. Какой из этих металлов пластичней?
12. Стальная проволока для тросов производится методом холодной вытяжки. Чем объясняется высокая прочность тросов?
Задание.
Зарисуйте таблицу «Явления возврата и рекристаллизации наклёпанного металла» и заполните её.
|
Параметры
|
Наклёпанный металл
|
Возврат |
Рекристаллизация |
||
|
График изменения мех. свойств: предела прочности…, твёрдости, пластичности...
|
|
|
|
|
|
|
|
|
|
|
||
|
График изменения размера зёрен |
|
|
|
|
|
|
Рисунок текстуры
|
|
|
|
|
|
![]() Лекция 9
Лекция 9
![]()
Термическая обработка металлов и сплавов. Дефекты термической обработки и методы их предупреждения.
1. Виды термической обработки металлов и сплавов.
2. Превращения, протекающие в структуре стали при нагреве и охлаждении
3. Механизм основных превращений
4. Закономерности превращения.
5. Технологические возможности и особенности отжига, нормализации, закалки и отпуска
6. Основное оборудование для термической обработки.
7. Термическая обработка легированных сталей.
1. Виды термической обработки металлов.
Термической обработкой называют совокупность операций нагрева и охлаждения сплавов по определённому режиму с целью получения требуемых структур и свойств сплавов.
Свойства сплава зависят от его структуры. Основным способом, позволяющим изменять структуру, а, следовательно, и свойства является термическая обработка.
Основы термической обработки разработал Чернов Д.К.. В дальнейшем они развивались в работах Бочара А.А., Курдюмова Г.В., Гуляева А.П..
Термическая обработка представляет собой совокупность операций нагрева, выдержки и охлаждения, выполняемых в определенной последовательности при определенных режимах, с целью изменения внутреннего строения сплава и получения нужных свойств (представляется в виде графика в осях температура – время, см. рис. 12.1).
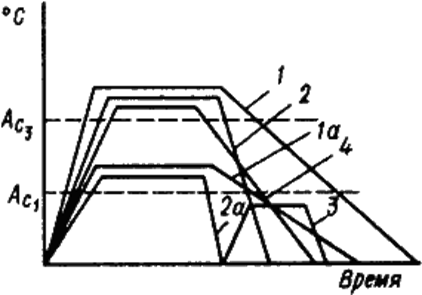
Рис.12.1. Графики различных видов термообработки: отжига (1, 1а), закалки (2, 2а), отпуска (3), нормализации (4)
Различают следующие виды термической обработки:
1. Отжиг 1 рода – возможен для любых металлов и сплавов.
Его проведение не обусловлено фазовыми превращениями в твердом состоянии.
Нагрев, при отжиге первого рода, повышая подвижность атомов, частично или полностью устраняет химическую неоднородность, уменьшает внутреннее напряжения.
Основное значение имеет температура нагрева и время выдержки. Характерным является медленное охлаждение
Разновидностями отжига первого рода являются:
· диффузионный;
· рекристаллизационный;
· отжиг для снятия напряжения после ковки, сварки, литья.
2. Отжиг II рода – отжиг металлов и сплавов, испытывающих фазовые превращения в твердом состоянии при нагреве и охлаждении.
Проводится для сплавов, в которых имеются полиморфные или эвтектоидные превращения, а также переменная растворимость компонентов в твердом состоянии.
Проводят отжиг второго рода с целью получения более равновесной структуры и подготовки ее к дальнейшей обработке. В результате отжига измельчается зерно, повышаются пластичность и вязкость, снижаются прочность и твердость, улучшается обрабатываемость резанием.
Характеризуется нагревом до температур выше критических и очень медленным охлаждением, как правило, вместе с печью (рис. 12.1 (1, 1а)).
3. Закалка – проводится для сплавов, испытывающих фазовые превращения в твердом состоянии при нагреве и охлаждении, с целью повышение твердости и прочности путем образования неравновесных структур (сорбит, троостит, мартенсит).
Характеризуется нагревом до температур выше критических и высокими скоростями охлаждения (рис. 12.1 (2, 2а)).
4. Отпуск – проводится с целью снятия внутренних напряжений, снижения твердости и увеличения пластичности и вязкости закаленных сталей.
Характеризуется
нагревом до температуры ниже критической А![]() (рис. 12.1 (3)). Скорость охлаждения роли не играет. Происходят превращения,
уменьшающие степень неравновесности структуры закаленной стали.
(рис. 12.1 (3)). Скорость охлаждения роли не играет. Происходят превращения,
уменьшающие степень неравновесности структуры закаленной стали.
5. Старение – разновидность отпуска, провозится в закалённых легированных сплавах при нормальной (естественное старение) или при повышенных температурах (искусственное).
Термическую обработку подразделяют на предварительную и окончательную.
Предварительная – применяется для подготовки структуры и свойств материала для последующих технологических операций (для обработки давлением, улучшения обрабатываемости резанием).
Окончательная – формирует свойство готового изделия.
2. Превращения, протекающие в структуре стали при нагреве и охлаждении
Любая разновидность термической обработки состоит из комбинации четырех основных превращений, в основе которых лежат стремления системы к минимуму свободной энергии (рис 12.2).
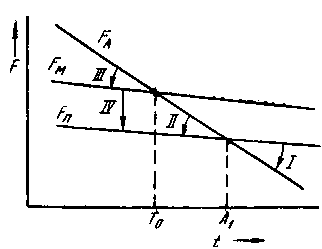
Рис. 12.2. Зависимость свободной энергии структурных составляющих сталей от температуры: аустенита (FA), мартенсита (FM), перлита (FП)
1.
Превращение перлита в аустенит ![]() ,
происходит при нагреве выше критической температуры А1, минимальной
свободной энергией обладает аустенит.
,
происходит при нагреве выше критической температуры А1, минимальной
свободной энергией обладает аустенит.
![]()
2.
Превращение аустенита в перлит![]() ,
происходит при охлаждении ниже А1, минимальной свободной энергией
обладает перлит:
,
происходит при охлаждении ниже А1, минимальной свободной энергией
обладает перлит:
![]()
3.
Превращение аустенита в мартенсит![]() ,
происходит при быстром охлаждении ниже температуры нестабильного равновесия
,
происходит при быстром охлаждении ниже температуры нестабильного равновесия
![]()
4.
Превращение мартенсита в перлит ![]() ; –
происходит при любых температурах, т.к. свободная энергия мартенсита больше,
чем свободная энергия перлита.
; –
происходит при любых температурах, т.к. свободная энергия мартенсита больше,
чем свободная энергия перлита.
![]()
3. Механизм основных превращений
1) Превращение перлита в аустенит
Превращение
основано на диффузии углерода, сопровождается полиморфным превращением ![]() , а
так же растворением цементита в аустените.
, а
так же растворением цементита в аустените.
Для
исследования процессов строят диаграммы изотермического образования аустенита
(рис.12.3). Для этого образцы нагревают до температуры выше ![]() и
выдерживают, фиксируя начало и конец превращения.
и
выдерживают, фиксируя начало и конец превращения.
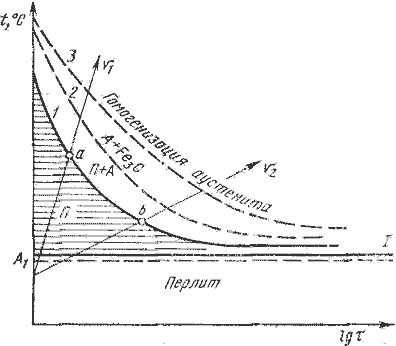
Рис. 12.3. Диаграмма изотермического образования аустенита: 1 - начало образования аустенита; 2 - конец преобразования перлита в аустенит; 3 - полное растворение цементита.
С увеличением перегрева и скорости нагрева продолжительность превращения сокращается.
Механизм превращения представлен на рис.12.4.
Рис. 12.4. Механизм превращения перлита в аустенит.
Превращение
начинаются с зарождения центров аустенитных зерен на поверхности раздела феррит
– цементит, кристаллическая решетка ![]() перестраивается
в решетку
перестраивается
в решетку ![]() .
.
Время превращения зависит от температуры, так как с увеличением степени перегрева уменьшается размер критического зародыша аустенита, увеличиваются скорость возникновения зародышей и скорость их роста
Образующиеся
зерна аустенита имеют вначале такую же концентрацию углерода, как и феррит.
Затем в аустените начинает растворяться вторая фаза перлита – цементит,
следовательно, концентрация углерода увеличивается. Превращение ![]() в
в ![]() идет
быстрее. После того, как весь цементит растворится, аустенит неоднороден по
химическому составу: там, где находились пластинки цементита концентрация
углерода более высокая. Для завершения процесса перераспределения углерода в
аустените требуется дополнительный нагрев или выдержка.
идет
быстрее. После того, как весь цементит растворится, аустенит неоднороден по
химическому составу: там, где находились пластинки цементита концентрация
углерода более высокая. Для завершения процесса перераспределения углерода в
аустените требуется дополнительный нагрев или выдержка.
Величина образовавшегося зерна аустенита оказывает влияние на свойства стали.
Рост зерна аустенита. Образующиеся зерна аустенита получаются мелкими (начальное зерно). При повышении температуры или выдержке происходит рост зерна аустенита. Движущей силой роста является разность свободных энергий мелкозернистой (большая энергия) и крупнозернистой (малая энергия) структуры аустенита.
Стали
различают по склонности к росту зерна аустенита. Если зерно аустенита начинает
быстро расти даже при незначительном нагреве выше температуры![]() , то
сталь наследственно крупнозернистая. Если зерно растет только при большом
перегреве, то сталь наследственно мелкозернистая.
, то
сталь наследственно крупнозернистая. Если зерно растет только при большом
перегреве, то сталь наследственно мелкозернистая.
Склонность к росту аустенитного зерна является плавочной характеристикой. Стали одной марки, но разных плавок могут различаться, так как содержат неодинаковое количество неметаллических включений, которые затрудняют рост аустенитного зерна.
Ванадий, титан, молибден, вольфрам, алюминий – уменьшают склонность к росту зерна аустенита, а марганец и фосфор – увеличивают ее.
Заэвтектоидные стали менее склонны к росту зерна.
При последующем охлаждении зерна аустенита не измельчаются. Это следует учитывать при назначении режимов термической обработки, так как от размера зерна зависят механические свойства. Крупное зерно снижает сопротивление отрыву, ударную вязкость, повышает порог хладноломкости.
Различают величину зерна наследственного и действительного.
Для определения величины наследственного зерна, образцы нагревают до 930o С и затем определяют размер зерна.
Действительная величина зерна – размер зерна при обычных температурах. полученный после той или иной термической обработки.
__________________________________________________________________
Неправильный режим нагрева может привести либо к перегреву, либо к пережогу стали, также наблюдается окисление и обезуглероживание поверхностного слоя деталей.
Перегрев.
Нагрев
доэвтектоидной стали значительно выше температуры ![]() приводит
к интенсивному росту зерна аустенита. При охлаждении феррит выделяется в виде
пластинчатых или игольчатых кристаллов. Такая структура называется видманштеттовая
структура и характеризуется пониженными механическими свойствами. Перегрев
можно исправить повторным нагревом до оптимальных температур с последующим
медленным охлаждением.
приводит
к интенсивному росту зерна аустенита. При охлаждении феррит выделяется в виде
пластинчатых или игольчатых кристаллов. Такая структура называется видманштеттовая
структура и характеризуется пониженными механическими свойствами. Перегрев
можно исправить повторным нагревом до оптимальных температур с последующим
медленным охлаждением.
Пережог
имеет место, когда температура нагрева приближается к температуре плавления. При этом наблюдается окисление границ зерен, что резко снижает прочность стали. Излом такой стали камневидный. Пережог – неисправимый брак.
Окисление
поверхности стали характеризуется появлением на изделии значительного слоя окалины.
При обезуглероживании
происходит выгорание в поверхностных слоях углерода, что приводит к понижению твёрдости после закалки. Окисление и обезуглероживание являются следствием наличия в печи окислительной атмосферы. Для предупреждения этих дефектов нагрев следует вести в печах с восстановительной или нейтральной атмосферой (углекислый газ, окись углерода, азот, водород, метан, другие газы в различных сочетаниях) или соляных ваннах. При наличии достаточного припуска окисленный и обезуглероженный слой удаляют механической обработкой. В противном случае дефекты неисправимы.
При нагреве в соляных ваннах при недостаточном тщательном контроле состава солей возникает разъедание поверхности в виде точек или ручьёв.
________________________________________________________________________
2) Превращение аустенита в перлит при медленном охлаждении.
![]()
Превращение
связано с диффузией углерода, сопровождается полиморфным превращением ![]() ,
выделением углерода из аустенита в виде цементита, разрастанием образовавшегося
цементита.
,
выделением углерода из аустенита в виде цементита, разрастанием образовавшегося
цементита.
В зависимости от степени переохлаждения различают три области превращения. Вначале, с увеличением переохлаждения скорость превращения возрастает, а затем убывает. При температуре 727 oС и ниже 200o С скорость равна нулю. При температуре 200o С равна нулю скорость диффузии углерода.
4. Закономерности превращения.
Образцы нагревают до температуры, при которой структура состоит из однородного аустенита (7700 С). Затем переносят в термостаты с заданной температурой (интервал 25 – 500 С). Превращение аустенита можно легко обнаружить с помощью наблюдений за изменением магнитных характеристик, так как аустенит парамагнитен, а феррит и цементит обладают магнитными свойствами.
Получают серию кинетических кривых (рис. 12.5 а), которые показывают количество образовавшегося перлита в зависимости от времени, прошедшего с начала превращения.
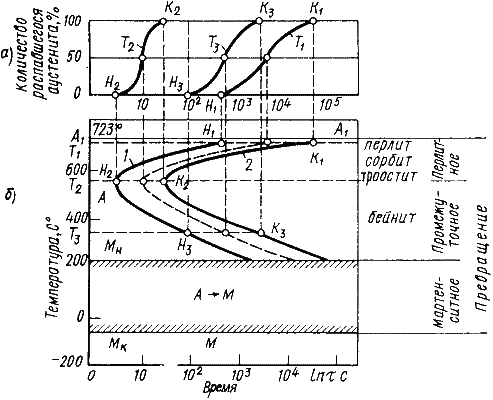
Рис. 12.5. Кинетические кривые превращения аустенита при охлаждении (а); диаграмма изотермического превращения аустенита (б)
Вначале наблюдается инкубационный подготовительный период, время, в течение которого сохраняется переохлажденный аустенит. Превращение протекает с различной скоростью и достигает максимума при образовании 50 % продуктов распада.
Затем скорость начинает уменьшаться и постепенно затухает. С увеличением степени переохлаждения устойчивость аустенита уменьшается, а затем увеличивается.
Горизонтальная линия Мн. показывает температуру начала бездиффузного мартенситного превращения. Такие диаграммы называются диаграммами изотермического превращения аустенита (рис. 12.5 б).
При малых степенях переохлаждения, в области температур 727…550o С, сущность превращения заключается в том, что в результате превращения аустенита образуется механическая смесь феррита и цементита, состав которой отличается от состава исходного аустенита. Аустенит содержит 0,8 % углерода, а образующиеся фазы: феррит –0,02 %, цементит – 6,67 % углерода.
Время устойчивости аустенита и скорость его превращения зависят от степени переохлаждения.
Максимальная
скорость превращения соответствует переохлаждению ниже температуры ![]() на 150…200o
С, то есть соответствует минимальной устойчивости аустенита.
на 150…200o
С, то есть соответствует минимальной устойчивости аустенита.
Механизм превращения представлен на рис. 12.6.
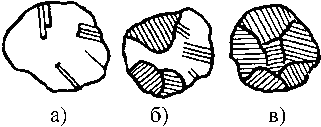
Рис. 12.6. Механизм превращения аустенита в перлит
При образовании перлита из аустенита ведущей фазой является цементит. Зарождение центров кристаллизации цементита облегчено на границе аустенитных зерен. Образовавшаяся пластинка цементита растет, удлиняется и обедняет соседние области углеродом. Рядом с ней образуются пластинки феррита. Эти пластинки растут как по толщине, так и по длине. Рост образовавшихся колоний перлита продолжается до столкновения с кристаллами перлита, растущими из других центров.
Свойства и строение продуктов превращения аустенита зависят от температуры, при которой происходит процесс его распада.
Толщина
соседних пластинок феррита и цементита определяет дисперсность структуры и
обозначается ![]() .
Она зависит от температуры превращения. В зависимости от дисперсности продукты
распада имеют различное название.
.
Она зависит от температуры превращения. В зависимости от дисперсности продукты
распада имеют различное название.
![]() мм – перлит.
мм – перлит.
Образуется при переохлаждении до температуры Т = 650…700 oС, или при скорости охлаждения Vохл = 30…60 oС/ч. Твердость составляет 180…250 НВ.
![]() мм – сорбит
мм – сорбит
Образуется при переохлаждении до температуры Т = 600…650 oС, или при скорости охлаждения Vохл = 60 oС/с. Твердость составляет 250…350 НВ. Структура характеризуется высоким пределом упругости, достаточной вязкостью и прочностью.
![]() мм – троостит
мм – троостит
Образуется при переохлаждении до температуры Т = 550…600 oС, или при скорости охлаждения Vохл = 150 oС/с. Твердость составляет 350…450 НВ. Структура характеризуется высоким пределом упругости, малой вязкостью и пластичностью.
Твердость ферритно-цементитной смеси прямо пропорциональна площади поверхности раздела между ферритом и цементитом.
Промежуточное превращение
При температуре ниже 550 oС самодиффузия атомов железа практически не происходит, а атомы углерода обладают достаточной подвижностью.
Механизм превращения состоит в том, что внутри аустенита происходит перераспределение атомов углерода и участки аустенита, обогащенные углеродом превращаются в цементит.
Превращение обедненного углеродом аустенита в феррит происходит по сдвиговому механизму, путем возникновения и роста зародышей феррита. Образующиеся при этом кристаллы имеют игольчатую форму.
Такая структура, состоящая из цементита и феррита, называется бейнитом. Особенностью является повышенное содержание углерода в феррите (0.1…0.2 %).
Дисперсность кристаллов феррита и цементита зависят от температуры превращения.
При
температуре ![]() мм –
верхний бейнит. Структура характеризуется недостаточной прочностью, при
низких относительном удлинении (
мм –
верхний бейнит. Структура характеризуется недостаточной прочностью, при
низких относительном удлинении (![]() ) и
ударной вязкости (
) и
ударной вязкости (![]() ).
).
При
температуре 300oС – ![]() – нижний
бейнит. Структура характеризуется высокой прочностью в сочетании с
пластичностью и вязкостью.
– нижний
бейнит. Структура характеризуется высокой прочностью в сочетании с
пластичностью и вязкостью.
Превращение аустенита в мартенсит при высоких скоростях охлаждения
Данное
превращение имеет место при высоких скоростях охлаждения, когда диффузионные
процессы подавляются. Сопровождается полиморфным превращением ![]() в
в ![]()
При охлаждении стали со скоростью, большей критической (V > Vк), превращение начинается при температуре начала мартенситного превращения (Мн) и заканчивается при температуре окончания мартенситного превращения (Мк). В результате такого превращения аустенита образуется продукт закалки – мартенсит.
Минимальная скорость охлаждения Vк, при которой весь аустенит переохлаждается до температуры т.Мн и превращается, называется критической скоростью закалки.
Так
как процесс диффузии не происходит, то весь углерод аустенита остается в
решетке ![]() и
располагается либо в цент рах тетраэдров, либо в середине длинных ребер (рис.
13.1).
и
располагается либо в цент рах тетраэдров, либо в середине длинных ребер (рис.
13.1).
Мартенсит
–
пересыщенный твердый раствор внедрения углерода в ![]() .
.
При
образовании мартенсита кубическая решетка ![]() сильно
искажается, превращаясь в тетрагональную (рис. 13.1 а). Искажение
решетки характеризуется степенью тетрагональности: с/а > 1. Степень
тетрагональности прямопролорциональна содержанию углерода в стали (рис. 13.1 б).
сильно
искажается, превращаясь в тетрагональную (рис. 13.1 а). Искажение
решетки характеризуется степенью тетрагональности: с/а > 1. Степень
тетрагональности прямопролорциональна содержанию углерода в стали (рис. 13.1 б).
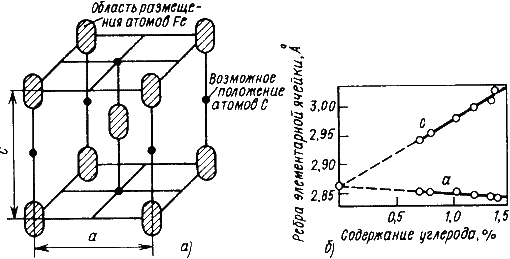
Рис. 13 1. Кристаллическая решетка мартенсита (а); влияние содержания углерода на параметры а и с решетки мартенсита (б)
Механизм мартенситного превращения имеет ряд особенностей.
1. Бездиффузионный характер.
Превращение осуществляется по сдвиговому механизму. В начале превращения имеется непрерывный переход от решетки аустенита к решетке мартенсита (когерентная связь). При превращении гранецентрированной кубической решетки в объемно-центрированную кубическую атомы смещаются на расстояния меньше межатомных, т.е. нет необходимости в самодиффузии атомов железа.
2. Ориентированность кристаллов мартенсита.
Кристаллы имеют форму пластин, сужающихся к концу, под микроскопом такая структура выглядит как игольчатая. Образуясь мгновенно пластины растут либо до границы зерна аустенита, либо до дефекта. Следующие пластины расположены к первым под углами 60 o или 120 o, их размеры ограничены участками между первыми пластинами (рис. 13.2).
Рис. 13.2. Ориентированность кристаллов мартенсита
Ориентированный (когерентный) рост кристаллов мартенсита обеспечивает минимальную поверхностную энергию. При когерентном росте, из-за различия объемов аустенита и мартенсита, возникают большие напряжения. При достижении определенной величины кристаллов мартенсита, эти напряжения становятся равными пределу текучести аустенита. В результате этого нарушается когерентность и происходит отрыв решетки мартенсита от решетки аустенита. Рост кристаллов прекращается.
3. Очень высокая скорость роста кристалла, до 1000 м/с.
4. Мартенситное превращение происходит только при непрерывном охлаждении. Для каждой стали начинается и заканчивается при определенной температуре, независимо от скорости охлаждения. Температуру начала мартенситного превращения называют мартенситной точкой МН, а температуру окончания превращения – МК. Температуры МН и МК зависят от содержания углерода и не зависят от скорости охлаждения. Для сталей с содержанием углерода выше 0,6 % МК уходит в область отрицательных температур (рис.13.3)
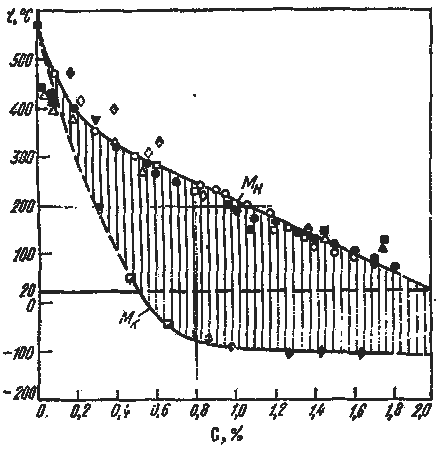
Рис. 13.3. Зависимость температур начала (МН) и конца (МК)мартенситного превращения от содержания углерода в стали
Мартенситное превращение чувствительно к напряжениям, и деформация аустенита может вызвать превращение даже при температурах выше МН.
В сталях с МК ниже 20oС присутствует аустенит остаточный, его количество тем больше, чем ниже МН и МК.(при содержании углерода 0,6…1,0 % количество аустенита остаточного – 10 %, при содержании углерода 1,5 % - до 50 %). В микроструктуре наблюдается в виде светлых полей между иглами мартенсита.
5. Превращение необратимое. Получить аустенит из мартенсита невозможно.
Свойства мартенсита обусловлены особенностями его образования. Он характеризуется высокой твердостью и низкой пластичностью, что обуславливает хрупкость.
Твердость
составляет до 65 HRC, что равно НВ 600. Высокая твердость вызвана
влиянием внедренных атомов углерода в решетку ![]() -фазы,
что вызывает ее искажение и возникновение напряжений. С повышением содержания
углерода в стали возрастает склонность к хрупкому разрушению.
-фазы,
что вызывает ее искажение и возникновение напряжений. С повышением содержания
углерода в стали возрастает склонность к хрупкому разрушению.
При термической обработке (закалке) могут возникнуть такие дефекты термической обработки, как коробление и трещины.
Коробление и трещины являются следствием больших внутренних напряжений, возникающих из-за неравномерного нагрева и охлаждения, изменения объёма при закалке, неправильного ведения процесса закалки. Для предупреждения этих дефектов детали не должны иметь резких выступов, острых углов, резких переходов; охлаждение в интервале мартенситного превращения должно быть замедленным. Хорошие результаты даёт прерывистая и ступенчатая закалка. Трещины являются неисправимым дефектом. При короблении детали правят или при наличии достаточного припуска шлифуют. Для тонких деталей применяют закалочные прессы.
Превращение мартенсита в перлит.
Имеет место при нагреве закаленных сталей. Превращение связано с диффузией углерода.
Мартенсит закалки неравновесная структура, сохраняющаяся при низких температурах. Для получения равновесной структуры изделия подвергают отпуску.
При нагреве закаленной стали происходят следующие процессы.
При
нагреве до 200oС происходит перераспределение углерода в
мартенсите. Образуются пластинки ![]() –
карбидов толщиной несколько атомных диаметров. На образование карбидов углерод
расходуется только из участков мартенсита, окружающих кристаллы выделившихся
карбидов. Концентрация углерода на этих участках резко падает, тогда, как
удаленные участки сохраняют концентрацию углерода. В стали присутствуют карбиды
и два
–
карбидов толщиной несколько атомных диаметров. На образование карбидов углерод
расходуется только из участков мартенсита, окружающих кристаллы выделившихся
карбидов. Концентрация углерода на этих участках резко падает, тогда, как
удаленные участки сохраняют концентрацию углерода. В стали присутствуют карбиды
и два ![]() -твердых
раствора мартенсита (с высокой и низкой концентрацией углерода. Такой тип
распада мартенсита называется прерывистым. Скорость диффузии мала, карбиды не
увеличиваются, распад мартенсита сопровождается зарождением новых карбидных
частиц. Таким образом, имеем структуру с неравномерным распределением углерода
– это мартенсит отпуска. При этом несколько снижается тетрагональность
решетки.
-твердых
раствора мартенсита (с высокой и низкой концентрацией углерода. Такой тип
распада мартенсита называется прерывистым. Скорость диффузии мала, карбиды не
увеличиваются, распад мартенсита сопровождается зарождением новых карбидных
частиц. Таким образом, имеем структуру с неравномерным распределением углерода
– это мартенсит отпуска. При этом несколько снижается тетрагональность
решетки.
При нагреве до 300oС идет рост образовавшихся карбидов. Карбиды выделяются из мартенсита и он обедняется углеродом. Диффузия углерода увеличивается и карбиды растут в результате притока углерода из областей твердого раствора с высокой его концентрацией. Кристаллическая решетка карбидов когерентно связана с решеткой мартенсита.
В высокоуглеродистых сталях аустенит остаточный превращается в мартенсит отпуска. Наблюдается снижение тетрагональности решетки и внутренних напряжений. Структура – мартенсит отпуска:
При
нагреве до 400oС весь избыточный углерод выделяется из ![]() .
Карбидные частицы полностью обособляются, приобретают строение цементита, и начинают
расти. Форма карбидных частиц приближается к сферической.
.
Карбидные частицы полностью обособляются, приобретают строение цементита, и начинают
расти. Форма карбидных частиц приближается к сферической.
Высокодисперсная смесь феррита и цементита называется троостит отпуска;
При нагреве выше 400oС изменение фазового состава не происходит, изменяется только микроструктура. Имеет место рост и сфероидизация цементита. Наблюдается растворение мелких и рост крупных карбидных частиц.
При температуре 550…600oС имеем сорбит отпуска. Карбиды имеют зернистое строение. Улучшаются свойства стали.
При температуре 650…700oС получают более грубую ферритно- цементитную смесь – перлит отпуска (зернистый перлит).
5. Технологические возможности и особенности отжига, нормализации, закалки и отпуска
При разработке технологии необходимо установить:
· режим нагрева деталей (температуру и время нагрева);
· характер среды, где осуществляется нагрев, и ее влияние на материал стали;
· условия охлаждения.
Режимы термической обработки назначают в соответствии с диаграммами состояния и диаграммой изотермического распада аустенита.
Нагрев может осуществляться в нагревательных печах, топливных или электрических, в соляных ваннах или в ваннах с расплавленным металлом, пропусканием через изделие электрического тока или в результате индукционного нагрева.
С точки зрения производительности, нагрев с максимальной скоростью уменьшает окалинообразование, обезуглероживание и рост аустенитного зерна. Однако необходимо учитывать перепад температур по сечению, что ведет к возникновению термических напряжений. Если растягивающие напряжения превысят предел прочности или предел текучести, то возможно коробление или образование трещин.
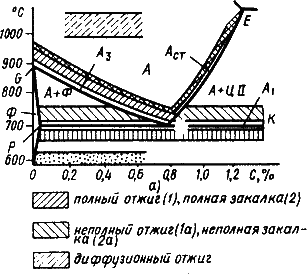
Рис. 13. 4. Левый угол диаграммы состояния железо – цементит и температурные области нагрева при термической обработке сталей
Скорость нагрева тем выше, чем менее легирована сталь, однороднее ее структура, проще конфигурация.
Скорость нагрева принимается 0,8…1 мин на 1 мм сечения. Время выдержки принимается около 20 % от времени нагрева.
Среда нагрева при нагреве в печи с газовой средой.
Составляющие могут оказывать на сталь различное действие:
· окисляющее (О2, СО2, Н2О);
· восстанавливающее (СО, СН4);
· обезуглероживающее (О2, Н2);
· науглероживающее (СО, СН4);
· нейтральное (N2, инертные газы).
Окисление
с образованием окалины ![]() ,
препятствует получению высокой и равномерной твердости при закалке, приводит к
изменению размеров, требует увеличения припусков на механическую обработку.
,
препятствует получению высокой и равномерной твердости при закалке, приводит к
изменению размеров, требует увеличения припусков на механическую обработку.
Обезуглероживание (выгорание углерода в поверхностном слое металла) способствует появлению мягких пятен при закалке и возникновению растягивающих напряжений в поверхностном слое, снижающих усталостную прочность.
На рис. 13.4 показаны температурные области нагрева при термической обработке сталей.
Отжиг и нормализация. Назначение и режимы
Отжиг, снижая твердость и повышая пластичность и вязкость за счет получения равновесной мелкозернистой структуры, позволяет:
· улучшить обрабатываемость заготовок давлением и резанием;
· исправить структуру сварных швов, перегретой при обработке давлением и литье стали;
· подготовить структуру к последующей термической обработке.
Характерно медленное охлаждение со скоростью 30…100oС/ч.
Отжиг первого рода.
1. Диффузионный (гомогенизирующий) отжиг. Применяется для устранения ликвации, выравнивания химического состава сплава.
В его основе – диффузия. В результате нагрева выравнивается состав, растворяются избыточные карбиды. Применяется, в основном, для легированных сталей.
Температура нагрева зависит от температуры плавления, ТН = 0,8 Тпл.
Продолжительность
выдержки: ![]() часов.
часов.
2. Рекристаллизационный отжиг проводится для снятия напряжений после холодной пластической деформации.
Температура нагрева связана с температурой плавления: ТН = 0,4 Тпл.
Продолжительность зависит от габаритов изделия.
3. Отжиг для снятия напряжений после горячей обработки (литья, сварки, обработки резанием, когда требуется высокая точность размеров).
Температура нагрева выбирается в зависимости от назначения, находится в широком диапазоне: ТН = 160……700oС.
Продолжительность зависит от габаритов изделия.
Детали прецизионных станков (ходовые винты, высоконагруженные зубчатые колеса, червяки) отжигают после основной механической обработки при температуре 570…600oС в течение 2…3 часов, а после окончательной механической обработки, для снятия шлифовочных напряжений – при температуре 160…180oС в течение 2…2,5 часов.
Отжиг второго рода предназначен для изменения фазового состава.
Температура нагрева и время выдержки обеспечивают нужные структурные превращения. Скорость охлаждения должна быть такой, чтобы успели произойти обратные диффузионные фазовые превращения.
Является подготовительной операцией, которой подвергают отливки, поковки, прокат. Отжиг снижает твердость и прочность, улучшает обрабатываемость резанием средне- и высокоуглеродистых сталей. Измельчая зерно, снижая внутренние напряжения уменьшая структурную неоднородность способствует повышению пластичности и вязкости.
В зависимости от температуры нагрева различают отжиг:
1. полный, с температурой нагрева на 30…50 oС выше критической температуры А3
![]()
Проводится для доэвтектоидных сталей для исправления структуры.
При такой температуре нагрева аустенит получается мелкозернистый, и после охлаждения сталь имеет также мелкозернистую структуру.
2. неполный, с температурой нагрева на 30…50oС выше критической температуры А1
![]()
Применяется для заэвтектоидных сталей. При таком нагреве в структуре сохраняется цементит вторичный, в результате отжига цементит приобретает сферическую форму (сфероидизация). Получению зернистого цементита способствует предшествующая отжигу горячая пластическая деформация, при которой дробится цементитная сетка. Структура с зернистым цементитом лучше обрабатываются и имеют лучшую структуру после закалки. Неполный отжиг является обязательным для инструментальных сталей.
Иногда неполный отжиг применяют для доэвтектоидных сталей, если не требуется исправление структуры (сталь мелкозернистая), а необходимо только понизить твердость для улучшения обрабатываемости резанием.
3. циклический или маятниковый отжиг применяют, если после проведения неполного отжига цементит остается пластинчатым. В этом случае после нагрева выше температуры А1 следует охлаждение до 680 oС, затем снова нагрев до температуры 750…760) oС и охлаждение. В результате получают зернистый цементит.
4. изотермический отжиг – после нагрева до требуемой температуры, изделие быстро охлаждают до температуры на 50…100oС ниже критической температуры А1 и выдерживают до полного превращения аустенита в перлит, затем охлаждают на спокойном воздухе (рис. 13.5). Температура изотермической выдержки близка к температуре минимальной устойчивости аустенита.
В результате получают более однородную структуру, так как превращение происходит при одинаковой степени переохлаждения. Значительно сокращается длительность процесса. Применяют для легированных сталей.
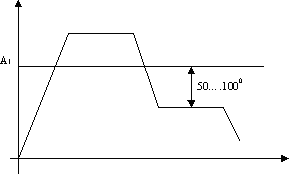
Рис. 13.5. Режимы изотермического отжига
5. Нормализация. – разновидность отжига.
Термическая обработка, при которой изделие нагревают до аустенитного состояния, на 30…50 oС выше А3 или Аст с последующим охлаждением на воздухе.
![]()
или
![]()
В результате нормализации получают более тонкое строение эвтектоида (тонкий перлит или сорбит), уменьшаются внутренние напряжения, устраняются пороки, полученные в процессе предшествующей обработки. Твердость и прочность несколько выше чем после отжига.
В заэвтектоидных сталях нормализация устраняет грубую сетку вторичного цементита.
Нормализацию чаще применяют как промежуточную операцию, улучшающую структуру. Иногда проводят как окончательную обработку, например, при изготовлении сортового проката.
Для низкоуглеродистых сталей нормализацию применяют вместо отжига.
Для среднеуглеродистых сталей нормализацию или нормализацию с высоким отпуском применяют вместо закалки с высоким отпуском. В этом случае механические свойства несколько ниже, но изделие подвергается меньшей деформации, исключаются трещины.
![]()
Закалка
Конструкционные стали подвергают закалке и отпуску для повышения 1.прочности и
2. твердости,
3. получения высокой пластичности,
4. вязкости и
5. высокой износостойкости,
а инструментальные – 1.для повышения твердости и
2. износостойкости.
Верхний предел температур нагрева для заэвтектоидных сталей ограничивается, так как приводит к росту зерна, что снижает прочность и сопротивление хрупкому разрушению.
Основными параметрами являются температура нагрева и скорость охлаждения. Продолжительность нагрева зависит от нагревательного устройства, по опытным данным на 1 мм сечения затрачивается: в электрической печи – 1,5…2 мин.; в пламенной печи – 1 мин.; в соляной ванне – 0,5 мин.; в свинцовой ванне – 0,1…0,15 мин.
По температуре нагрева различают виды закалки:
– полная, с температурой нагрева на 30…50oС выше критической температуры А3
![]() .
.
Применяют ее для доэвтектоидных сталей. Изменения структуры стали при нагреве и охлаждении происходят по схеме:
![]() .
.
Неполная закалка доэвтектоидных сталей недопустима, так как в структуре остается мягкий феррит. Изменения структуры стали при нагреве и охлаждении происходят по схеме:
![]()
– неполная с температурой нагрева на 30…50 oС выше критической температуры А1
![]()
Применяется для заэвтектоидных сталей. Изменения структуры стали при нагреве и охлаждении происходят по схеме:
![]() .
.
После охлаждения в структуре остается вторичный цементит, который повышает твердость и износостойкость режущего инструмента.
После полной закалки заэвтектоидных сталей получают дефектную структуру грубоигольчатого мартенсита.
Заэвтектоидные стали перед закалкой обязательно подвергают отжигу – сфероидизации, чтобы цементит имел зернистую форму.
Охлаждение при закалке.
Для получения требуемой структуры изделия охлаждают с различной скоростью, которая в большой степени определяется охлаждающей средой, формой изделия и теплопроводностью стали.
Режим охлаждения должен исключить возникновение больших закалочных напряжений. При высоких скоростях охлаждения при закалке возникают внутренние напряжения, которые могут привести к короблению и растрескиванию.
Внутренние напряжения, уравновешиваемые в пределах макроскопических частей тела, называются напряжениями I рода. Они ответственны за искажение формы (коробление) и образование трещин при термообработке. Причинами возникновения напряжений являются:
· различие температуры по сечению изделия при охлаждении;
· разновременное протекание фазовых превращений в разных участках изделия.
Для предупреждения образования трещин необходимо избегать растягивающих напряжений в поверхностных слоях изделия. На характер распределения напряжений при закалке, помимо режима охлаждения, оказывает влияние и температура нагрева под закалку. Перегрев содействует образованию закалочных трещин, увеличивает деформации.
Режим охлаждения должен также обеспечить необходимую глубину закаленного слоя.
Оптимальный режим охлаждения: максимальная скорость охлаждения в интервале температур А1 – MН, для предотвращения распада переохлажденного аустенита в области перлитного превращения, и минимальная скорость охлаждения в интервале температур мартенситного превращения MН – MК, с целью снижения остаточных напряжений и возможности образования трещин. Очень медленное охлаждение может привести к частичному отпуску мартенсита и увеличению количества аустенита остаточного, а следовательно к снижению твердости.
В качестве охлаждающих сред при закалке используют воду при различных температурах, технические масла, растворы солей и щелочей, расплавленные металлы.
Вода имеет существенный недостаток: высокая скорость охлаждения в интервале мартенситного превращения приводит к образованию закалочных дефектов. С повышением температуры воды ухудшается ее закалочная способность.
Наиболее высокой и равномерной охлаждающей способностью отличаются холодные 8…12 %-ные водные растворы NaCl и NaOH. Они мгновенно разрушают паровую рубашку, и охлаждение происходит более равномерно и на стадии пузырькового кипения.
Увеличения охлаждающей способности достигают при использовании струйного или душевого охлаждения, например, при поверхностной закалке.
Для легированных сталей с высокой устойчивостью аустенита используют минеральное масло (нефтяное). Обеспечивающее небольшую скорость охлаждения в интервале температур мартенситного превращения и постоянство закаливающей способности. Недостатками минеральных масел являются повышенная воспламеняемость, низкая охлаждающая способность в интервале температур перлитного превращения, высокая стоимость.
При выборе охлаждающей среды необходимо учитывать закаливаемость и прокаливаемость стали.
Закаливаемость – способность стали приобретать высокую твердость при закалке.
Закаливаемость определяется содержанием углерода. Стали с содержанием углерода менее 0,20 – 0,30% не закаливаются.
Прокаливаемость – способность получать закаленный слой с мартенситной и троосто-мартенситной структурой, обладающей высокой твердостью, на определенную глубину.
За глубину закаленной зоны принимают расстояние от поверхности до середины слоя, где в структуре одинаковые объемы мартенсита и троостита.
Чем меньше критическая скорость закалки, тем выше прокаливаемость. Укрупнение зерен повышает прокаливаемость.
Если скорость охлаждения в сердцевине изделия превышает критическую, то сталь имеет сквозную прокаливаемость.
Нерастворимые частицы и неоднородность аустенита уменьшают прокаливаемость.
Характеристикой прокаливаемости является критический диаметр.
Критический диаметр – максимальное сечение, прокаливающееся в данном охладителе на глубину, равную радиусу изделия.
С введением в сталь легирующих элементов закаливаемость и прокаливаемость увеличиваются (особенно молибден и бор, кобальт – наоборот).
Способы закалки
В зависимости от формы изделия, марки стали и нужного комплекса свойств применяют различные способы охлаждения (рис. 14.1)
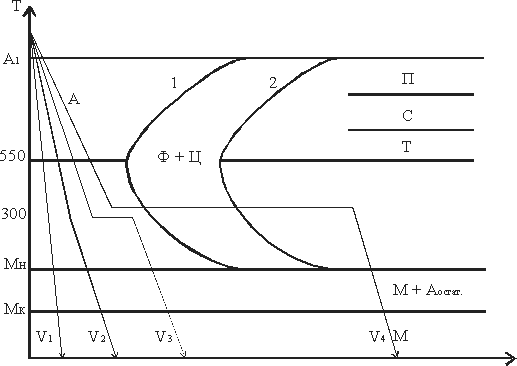
Рис.14.1. Режимы закалки
1. Закалка в одном охладителе (V1).
Нагретую до нужной температуры деталь переносят в охладитель и полностью охлаждают. В качестве охлаждающей среды используют:
· воду – для крупных изделий из углеродистых сталей;
· масло – для небольших деталей простой формы из углеродистых сталей и изделий из легированных сталей.
Основной недостаток – значительные закалочные напряжения.
2. Закалка в двух сферах или прерывистая (V2).
Нагретое изделие предварительно охлаждают в более резком охладителе (вода) до температуры ~ 3000C и затем переносят в более мягкий охладитель (масло).
Прерывистая закалка обеспечивает максимальное приближение к оптимальному режиму охлаждения.
Применяется в основном для закалки инструментов.
Недостаток: сложность определения момента переноса изделия из одной среды в другую.
3. Ступенчатая закалка (V3).
Нагретое до требуемой температуры изделие помещают в охлаждающую среду, температура которой на 30 – 50oС выше точки МН и выдерживают в течении времени, необходимого для выравнивания температуры по всему сечению. Время изотермической выдержки не превышает периода устойчивости аустенита при заданной температуре.
В качестве охлаждающей среды используют расплавленные соли или металлы. После изотермической выдержки деталь охлаждают с невысокой скоростью.
Способ используется для мелких и средних изделий.
4. Изотермическая закалка (V4).
Отличается от ступенчатой закалки продолжительностью выдержки при температуре выше МН, в области промежуточного превращения. Изотермическая выдержка обеспечивает полное превращение переохлажденного аустенита в бейнит. При промежуточном превращении легированных сталей кроме бейнита в структуре сохраняется аустенит остаточный. Образовавшаяся структура характеризуется сочетанием высокой прочности, пластичности и вязкости. Вместе с этим снижается деформация из-за закалочных напряжений, уменьшаются и фазовые напряжения.
В качестве охлаждающей среды используют расплавленные соли и щелочи.
Применяются для легированных сталей.
5. Закалка с самоотпуском.
Нагретые изделия помещают в охлаждающую среду и выдерживают до неполного охлаждения. После извлечения изделия, его поверхностные слои повторно нагреваются за счет внутренней теплоты до требуемой температуры, то есть осуществляется самоотпуск. Применяется для изделий, которые должны сочетать высокую твердость на поверхности и высокую вязкость в сердцевине (инструменты ударного действия: молотки, зубила).
Отпуск
Отпуск является окончательной термической обработкой.
Целью отпуска является повышение вязкости и пластичности, снижение твердости и уменьшение внутренних напряжений закаленных сталей.
С повышением температуры нагрева прочность обычно снижается, а пластичность и вязкость растут. Температуру отпуска выбирают, исходя из требуемой прочности конкретной детали.
Различают три вида отпуска:
1. Низкий отпуск с температурой нагрева Тн = 150…300oС.
В результате его проведения частично снимаются закалочные напряжения. Получают структуру – мартенсит отпуска.
Проводят для инструментальных сталей; после закалки токами высокой частоты; после цементации.
2. Средний отпуск с температурой нагрева Тн = 300…450oС.
Получают структуру – троостит отпуска, сочетающую высокую твердость 40…45HRC c хорошей упругостью и вязкостью.
Используется для изделий типа пружин, рессор.
3. Высокий отпуск с температурой нагрева Тн = 450…650oС..
Получают структуру, сочетающую достаточно высокую твердость и повышенную ударную вязкость (оптимальное сочетание свойств) – сорбит отпуска.
Используется для деталей машин, испытывающих ударные нагрузки.
Комплекс термической обработки, включающий закалку и высокий отпуск, называется улучшением.
Отпускная хрупкость
Обычно с повышением температуры отпуска ударная вязкость увеличивается, а скорость охлаждения не влияет на свойства. Но для некоторых сталей наблюдается снижение ударной вязкости. Этот дефект называется отпускной хрупкостью (рис. 14.2).
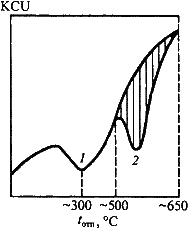
Рис.14.2. Зависимость ударной вязкости от температуры отпуска
Отпускная хрупкость I рода наблюдается при отпуске в области температур около 300oС. Она не зависит от скорости охлаждения.
Это явление связано с неравномерностью превращения отпущенного мартенсита. Процесс протекает быстрее вблизи границ зерен по сравнению с объемами внутри зерна. У границ наблюдается концентрация напряжений, поэтому границы хрупкие.
Отпускная хрупкость I рода “необратима“, то есть при повторных нагревах тех же деталей не наблюдается.
Отпускная хрупкость II рода наблюдается у легированных сталей при медленном охлаждении после отпуска в области 450…650oС.
При высоком отпуске по границам зерен происходит образование и выделение дисперсных включений карбидов. Приграничная зона обедняется легирующими элементами. При последующем медленном охлаждении происходит диффузия фосфора к границам зерна. Приграничные зоны обогащаются фосфором, снижаются прочность и ударная вязкость.
Этому дефекту способствуют хром, марганец и фосфор.
Уменьшают склонность к отпускной хрупкости II рода молибден и вольфрам, а также быстрое охлаждение после отпуска.
Отпускная хрупкость II рода “обратима“, то есть при повторных нагревах и медленном охлаждении тех же сталей в опасном интервале температур дефект может повториться.
Стали, склонные к отпускной хрупкости II рода, нельзя использовать для работы с нагревом до 650oС без последующего быстрого охлаждения.
![]()
6. Основное оборудование для термической обработки.
Нагрев стали для термической обработки производится в термических печах. Различают термические печи электрические, работающие на газообразном и жидком топливе.
Электрические печи обеспечивают температуру 1350оС , они позволяют очень точно регулировать температуру.
По способу передачи тепла деталям, подвергающимся термообработке, печи подразделяются на камерные, муфельные, шахтные и печи-ванны.
В камерных печах детали загружаются в камеру, сюда же поступают и горячие газы.
В муфельных печах изделия загружаются в муфель (камеру), который нагревается снаружи.
В шахтных печах рабочее пространство (шахта) вытянуто в вертикальном направлении, изделия загружаются сверху.
В электрических печах-ваннах рабочее пространство представляет собой тигель, муфель, ванну с расплавленными солями или маслом, куда погружаются изделия. Они обеспечивают более равномерный и быстрый нагрев, детали в них меньше окисляются.
По назначению различают печи для отжига, нормализации, закалки, отпуска, цементации и т. п. . Каждая из этих печей имеет свои конструктивные особенности, определяемые характером вида обработки.
При термической обработке температуры измеряются термометрами, термоэлектрическими (состоящими из термопары и гальванометра) и оптическими пирометрами (состоящего из аккумулятора, лампочки, реостата, зрительной трубы).
Когда нет приборов, температуру можно определить приближенно по цветам побежалости – появляющейся оксидной плёнке на светлой поверхности металла при нагревании в пределах температур от 220-3300С и цветам каления – цветам свечения, которые приобретает раскалённый металл при 530- 13000С.
Цвета побежалости и
цвета каления и
соответствующие им температуры.
Таблица 3
|
Цвета побежалости
|
температура |
Цвета каления |
температура |
|
Светло-жёлтый |
220 |
Начало свечения |
530-580 |
|
жёлтый |
230 |
Тёмно-красный |
580-660 |
|
коричневый |
255 |
Тёмно-вишнёвый |
660-720 |
|
Коричнево-красный |
265 |
Светло-вишнёвый |
780-830 |
|
Фиолетовый |
285 |
Светло-красный |
900-1050 |
|
Тёмно-синий |
295-310 |
Светло-жёлтый |
1150-1250 |
|
серый |
330 |
Белый |
1250 и выше |
Термическая обработка легированных сталей.
Легированные стали подвергаются тем же видам термической обработки, что и углеродистые, но процессы термообработки легированных сталей имеют свои особенности.
Легирующие элементы (особенно вольфрам) понижают теплопроводность стали, поэтому нагрев легированных сталей нужно вести медленно, иначе могут появиться трещины.
Легирующие элементы изменяют также температуры, при которых происходят превращения в сталях. Хром, ванадий, вольфрам, молибден, титан, медь повышают критические точки Ас3 и Ас1. Значит, при отжиге , нормализации, закалке сталей, содержащих эти элементы, нагрев должен вестись до более высоких температур, чем для углеродистых сталей. Марганец, никель, наоборот, понижают критические точки. Соответственно, стали, легированные этими элементами, нагревают до более низких температур.
Все легирующие элементы (особенно те, которые образуют карбиды: хром, ванадий, молибден, титан, вольфрам) препятствуют росту зерна аустенита. Располагаясь по границам зёрен, карбиды затрудняют рост зерна. Поэтому все легированные стали можно нагревать до более высоких температур, не опасаясь перегрева стали, что способствует более полному растворению карбидов в аустените.
Исключение составляют стали, легированные марганцем. Марганец не препятствует росту зерна аустенита. Поэтому марганцовистые стали следует нагревать до температур, возможно более близких к критической точке Ас3.
Так как легированные стали имеют меньшую теплопроводность, то для полного прогрева детали и более полного растворения карбидов в аустените нужна более продолжительная выдержка при достигнутой температуре, чем для углеродистых сталей.
Все легирующие элементы, кроме кобальта, уменьшают критическую скорость закалки, следовательно, легированные стали при закалке можно охлаждать с меньшей скоростью. Обычно в большинстве легированных сталях мартенсит получается при закалке в масле, а в некоторых высоколегированных сталях даже на воздухе.
Прокаливаемость у легированных сталей более высокая, чем у углеродистых. Стали с высоким содержанием легирующих элементов закаливаются на большую глубину даже при больших сечениях изделий.
![]() Контрольные
вопросы.
Контрольные
вопросы.
1. Сталь подвергалась закалке и последующему отпуску. Из каких основных превращений складывается этот технологический процесс? (см. пункты 2, 3, 4).
2. Какие мероприятия обеспечивают получение мелкого зерна аустенита при нагреве стали?
3. Какие соединения называют карбидами? Какие легирующие компоненты образуют карбиды? Как влияют на рост зерна карбиды?
4. Укажите особенности термической обработки марганцовистой стали.
5. В чём проявляется перегрев и пережог стали? Какой из этих дефектов можно исправить и как это сделать?
6. Как предупредить появление окалины и обезуглероживание поверхности при нагреве? Как создать защитную атмосферу в печи?
7. Какие структуры стали являются неустойчивыми и какие превращения они претерпевают при повторном нагревании?
8. Какие дефекты устраняются при отпуске стали?
9. Что называется критической скоростью закалки? Как она изменяется в зависимости от содержания углерода в стали?
10. Перечислите виды термообработки. Что такое термическая обработка детали (изделия)?
11. **Как определить температуру стали. Нагретой до температуры ниже критической точки Ас1?
12. **Как определить температуру стали, нагретой до температуры выше критической точки Ас3?
![]() Задание.
Задание.
![]() 1.Составьте
таблицу «Брак при термической обработке» по схеме:
1.Составьте
таблицу «Брак при термической обработке» по схеме:
![]()
|
Вид брака |
Причины появления брака |
Способы предупреждения брака |
Методы устранения брака |
|
1. |
|
|
|
|
2. |
|
|
|
|
3. |
|
|
|
|
4. |
|
|
|
|
5. |
|
|
|
|
6. |
|
|
|
|
7. |
|
|
|
![]() Лекция 10
Лекция 10
![]()
Химико-термическая обработка стали: цементация, азотирование, нитроцементация и диффузионная металлизация.
1. Химико-термическая обработка стали
2. Назначение и технология видов химико-термической обработки: цементации, азотирования нитроцементации и диффузионной металлизации
A. Цементация
B. Цементация в твердом карбюризаторе.
C. Газовая цементация.
D. Структура цементованного слоя
E. Термическая обработка после цементации
F. Азотирование
G. Цианирование и нитроцементация
H. Диффузионная металлизация
1. Химико-термическая обработка стали
Химико-термическая обработка (ХТО) – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя детали.
Изменение химического состава поверхностных слоев достигается в результате их взаимодействия с окружающей средой (твердой, жидкой, газообразной, плазменной), в которой осуществляется нагрев.
В результате изменения химического состава поверхностного слоя изменяются его фазовый состав и микроструктура,
Основными параметрами химико-термической обработки являются температура нагрева и продолжительность выдержки.
В основе любой разновидности химико-термической обработки лежат процессы диссоциации, адсорбции, диффузии.
Диссоциация – получение насыщающего элемента в активированном атомарном состоянии в результате химических реакций, а также испарения.
Например,
![]()
Адсорбция – захват поверхностью детали атомов насыщающего элемента.
Адсорбция – всегда экзотермический процесс, приводящий к уменьшению свободной энергии.
Диффузия – перемещение адсорбированных атомов вглубь изделия.
Для осуществления процессов адсорбции и диффузии необходимо, чтобы насыщающий элемент взаимодействовал с основным металлом, образуя твердые растворы или химические соединения.
Химико-термическая обработка является основным способом поверхностного упрочнения деталей.
Основными разновидностями химико-термической обработки являются:
· цементация (насыщение поверхностного слоя углеродом);
· азотирование (насыщение поверхностного слоя азотом);
· нитроцементация или цианирование (насыщение поверхностного слоя одновременно углеродом и азотом);
· диффузионная металлизация (насыщение поверхностного слоя различными металлами).
2. Назначение и технология видов химико-термической обработки: цементации, азотирования нитроцементации и диффузионной металлизации
Цементация
Цементация – химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя атомами углерода при нагреве до температуры 900…950 oС.
Цементации подвергают стали с низким содержанием углерода (до 0,25 %).
Нагрев изделий осуществляют в среде, легко отдающей углерод. Подобрав режимы обработки, поверхностный слой насыщают углеродом до требуемой глубины.
Глубина цементации (h) – расстояние от поверхности изделия до середины зоны, где в структуре имеются одинаковые объемы феррита и перлита ( h. = 1…2 мм).
Степень цементации – среднее содержание углерода в поверхностном слое (обычно, не более 1,2 %).
Более высокое содержание углерода приводит к образованию значительных количеств цементита вторичного, сообщающего слою повышенную хрупкость.
На практике применяют цементацию в твердом и газовом карбюризаторе (науглероживающей среде).
Участки деталей, которые не подвергаются цементации, предварительно покрываются медью (электролитическим способом) или глиняной смесью.
Цементация в твердом карбюризаторе.
Почти готовые изделия, с припуском под шлифование, укладывают в металлические ящики и пересыпают твердым карбюризатором. Используется древесный уголь с добавками углекислых солей ВаСО3, Na2CO3 в количестве 10…40 %. Закрытые ящики укладывают в печь и выдерживают при температуре 930…950 oС.
За счет кислорода воздуха происходит неполное сгорание угля с образованием окиси углерода (СО), которая разлагается с образованием атомарного углерода по реакции:
![]()
Образующиеся атомы углерода адсорбируются поверхностью изделий и диффундируют вглубь металла.
Недостатками данного способа являются:
· значительные затраты времени (для цементации на глубину 0,1 мм затрачивается 1 час);
· низкая производительность процесса;
· громоздкое оборудование;
· сложность автоматизации процесса.
Способ применяется в мелкосерийном производстве.
Газовая цементация.
Процесс осуществляется в печах с герметической камерой, наполненной газовым карбюризатором.
Атмосфера углеродосодержащих газов включает азот, водород, водяные пары, которые образуют газ-носитель, а также окись углерода, метан и другие углеводороды, которые являются активными газами.
Глубина цементации определяется температурой нагрева и временем выдержки.
Преимущества способа:
· возможность получения заданной концентрации углерода в слое (можно регулировать содержание углерода, изменяя соотношение составляющих атмосферу газов);
· сокращение длительности процесса за счет упрощения последующей термической обработки;
· возможность полной механизации и автоматизации процесса.
Способ применяется в серийном и массовом производстве.
Структура цементованного слоя
Структура цементованного слоя представлена на рис. 15.1.
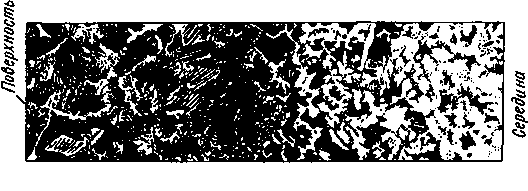
Рис. 15.1. Структура цементованного слоя
На поверхности изделия образуется слой заэвтектоидной стали, состоящий из перлита и цементита. По мере удаления от поверхности, содержание углерода снижается и следующая зона состоит только из перлита. Затем появляются зерна феррита, их количество, по мере удаления от поверхности увеличивается. И, наконец, структура становится отвечающей исходному составу.
Термическая обработка после цементации
В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка. Все изделия подвергают закалке с низким отпуском. После закалки цементованное изделие приобретает высокую твердость и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины.
Комплекс термической обработки зависит от материала и назначения изделия.
Графики различных комплексов термической обработки представлены на рис. 15.2.
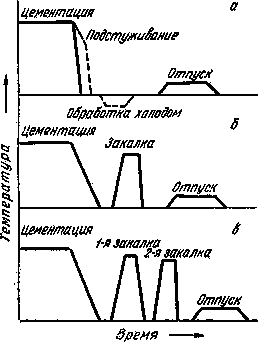
Рис. 15.2. Режимы термической обработки цементованных изделий
Если сталь наследственно мелкозернистая или изделия неответственного назначения, то проводят однократную закалку с температуры 820…850oС (рис. 15.2 б). При этом обеспечивается получение высокоуглеродистого мартенсита в цементованном слое, а также частичная перекристаллизация и измельчение зерна сердцевины.
При газовой цементации изделия по окончании процесса подстуживают до этих температур, а затем проводят закалку (не требуется повторный нагрев под закалку) (рис. 15.2 а).
Для удовлетворения особо высоких требований, предъявляемых к механическим свойствам цементованных деталей, применяют двойную закалку (рис. 15.2 в).
Первая закалка (или нормализация) проводится с температуры 880…900oС для исправления структуры сердцевины.
Вторая закалка проводится с температуры 760…780oС для получения мелкоигольчатого мартенсита в поверхностном слое.
Завершающей операцией термической обработки всегда является низкий отпуск, проводимый при температуре 150…180oС. В результате отпуска в поверхностном слое получают структуру мартенсита отпуска, частично снимаются напряжения.
Цементации подвергают зубчатые колеса, поршневые кольца, червяки, оси, ролики.
Азотирование
Азотирование – химико-термическая обработка, при которой поверхностные слои насыщаются азотом.
Впервые азотирование осуществил Чижевский И.П., промышленное применение – в двадцатые годы.
При азотировании увеличиваются не только твердость и износостойкость, но также повышается коррозионная стойкость.
При азотировании изделия загружают в герметичные печи, куда поступает аммиак NH3 c определенной скоростью. При нагреве аммиак диссоциирует по реакции: 2NH3>2N+3H2. Атомарный азот поглощается поверхностью и диффундирует вглубь изделия.
Фазы, получающиеся в азотированном слое углеродистых сталей, не обеспечивают высокой твердость, и образующийся слой хрупкий.
Для азотирования используют стали, содержащие алюминий, молибден, хром, титан. Нитриды этих элементов дисперсны и обладают высокой твердостью и термической устойчивостью.
Типовые азотируемые стали: 38ХМЮА, 35ХМЮА, 30ХТ2Н3Ю.
Глубина и поверхностная твердость азотированного слоя зависят от ряда факторов, из которых основные: температура азотирования, продолжительность азотирования и состав азотируемой стали.
В зависимости от условий работы деталей различают азотирование:
· для повышения поверхностной твердости и износостойкости;
· для улучшения коррозионной стойкости (антикоррозионное азотирование).
В первом случае процесс проводят при температуре 500…560oС в течение 24…90 часов, так как скорость азотирования составляет 0,01 мм/ч. Содержание азота в поверхностном слое составляет 10…12 %, толщина слоя (h) – 0,3…0,6 мм. На поверхности получают твердость около 1000 HV. Охлаждение проводят вместе с печью в потоке аммиака.
Значительное сокращение времени азотирования достигается при ионном азотировании, когда между катодом (деталью) и анодом (контейнерной установкой) возбуждается тлеющий разряд. Происходит ионизация азотосодержащего газа, и ионы бомбардируя поверхность катода, нагревают его до температуры насыщения. Катодное распыление осуществляется в течение 5…60 мин при напряжении 1100…1400 В и давлении 0,1…0,2 мм рт. ст., рабочее напряжение 400…1100 В, продолжительность процесса до 24 часов.
Антикоррозионное азотирование: в жидких средах состава 40% КСNO + 60% NaCN (тенифер-процесс) при температуре 500…560oС 0,5…2 часа, при этом повышаются усталостная прочность и коррозионная стойкость. Недостатком является этого способа высокая токсичность и стоимость цианистых солей.
Цианирование и нитроцементация.
Высокотемпературное цианирование – проводится при температуре 800…950oС, сопровождается преимущественным насыщением стали углеродом до 0,6…1,2 %, (жидкостная цементация). Содержание азота в цианированном слое 0,2…0,6 %, толщина слоя 0,15…2 мм. После цианирования изделия подвергаются закалке и низкому отпуску. Окончательная структура цианированного слоя состоит из тонкого слоя карбонитридов Fe2(C, N), а затем азотистый мартенсит.
По сравнению с цементацией высокотемпературное цианирование происходит с большей скоростью, приводит к меньшей деформации деталей, обеспечивает большую твердость и сопротивление износу.
Низкотемпературное цианирование – проводится при температуре 540…600oС, сопровождается преимущественным насыщением стали азотом
Проводится для инструментов из быстрорежущих, высокохромистых сталей, Является окончательной обработкой.
Основным недостатком цианирования является ядовитость цианистых солей.
Нитроцементация – газовое цианирование, осуществляется в газовых смесях из цементующего газа и диссоциированного аммиака.
Состав газа температура процесса определяют соотношение углерода и азота в цианированном слое. Глубина слоя зависит от температуры и продолжительности выдержки.
Высокотемпературная нитроцементация проводится при температуре 830…950oС, для машиностроительных деталей из углеродистых и малолегированных сталей при повышенном содержании аммиака. Завершающей термической обработкой является закалка с низким отпуском. Твердость достигает 56…62 HRC.
На ВАЗе 95 % деталей подвергаются нитроцементации.
Низкотемпературной нитроцементации подвергают инструмент из быстрорежущей стали после термической обработки (закалки и отпуска). Процесс проводят при температуре 530…570oС, в течение 1,5…3 часов. Образуется поверхностный слой толщиной 0,02…0,004 мм с твердостью 900…1200 HV.
Нитроцементация характеризуется безопасностью в работе, низкой стоимостью.
Диффузионная металлизация
Диффузионная металлизация – химико-термическая обработка, при которой поверхность стальных изделий насыщается различными элементами: алюминием, хромом, кремнием, бором и др.
При насыщении хромом процесс называют хромированием, алюминием – алитированием, кремнием – силицированием, бором – борированием.
Диффузионную металлизацию можно проводить в твердых, жидких и газообразных средах.
При твердой диффузионной метализации металлизатором является ферросплав с добавлением хлористого аммония (NH4Cl). В результате реакции металлизатора с HCl или CL2 образуется соединение хлора с металлом (AlCl3, CrCl2, SiCl4), которые при контакте с поверхностью диссоциируют с образованием свободных атомов.
Жидкая диффузионная металлизация проводится погружением детали в расплавленный металл (например, алюминий).
Газовая диффузионная металлизация проводится в газовых средах, являющихся хлоридами различных металлов.
Диффузия металлов протекает очень медленно, так как образуются растворы замещения, поэтому при одинаковых температурах диффузионные слои в десятки и сотни раз тоньше, чем при цементации.
Диффузионная металлизация – процесс дорогостоящий, осуществляется при высоких температурах (1000…1200oС) в течение длительного времени.
Одним из основных свойств металлизированных поверхностей является жаростойкость, поэтому жаростойкие детали для рабочих температур 1000…1200oС изготавливают из простых углеродистых сталей с последующим алитированием, хромированием или силицированием.
Исключительно высокой твердостью (2000 HV) и высоким сопротивлением износу из-за образования боридов железа (FeB, FeB2) характеризуются борированные слои, но эти слои очень хрупкие.
![]()
![]() Контрольные
вопросы.
Контрольные
вопросы.
1.Почему при высокотемпературном цианировании сталь в большей степени насыщается углеродом, а при низкотемпературном - азотом?
2.Преимущества цианирования по сравнению с цементацией и азотированием.
3. Какие стали можно цементировать?
4. Почему при азотировании поверхность стали получает очень высокую твёрдость и износоустойчивость?
5.Преимущества азотирования по сравнению с цементацией. Недостатки его.
6.Что произойдёт, если при цементации детали будут касаться друг друга?
7.Выше какой критической точки ведётся нагрев стали при цементации?
8. Чем объясняется высокая твёрдость цементированного слоя?
9. В результате каких способов диффузной металлизации снижается трение?
10. В результате какой обработки можно повысить долговечность измерительных инструментов?
![]() 1.Используя
диаграмму Fe-Fe3C и зная, что цементация проводилась при температуре
930 0С, нарисуйте схему изменения структуры от поверхности к
середине после охлаждения детали, если исходное содержание углерода в
стали было 0,2 %, содержание углерода в поверхностном слое 1,0 %.
1.Используя
диаграмму Fe-Fe3C и зная, что цементация проводилась при температуре
930 0С, нарисуйте схему изменения структуры от поверхности к
середине после охлаждения детали, если исходное содержание углерода в
стали было 0,2 %, содержание углерода в поверхностном слое 1,0 %.
![]() 2. Ответственное
изделие было изготовлено из крупнозернистой углеродистой стали с 0,15
% С. Подумайте, какой режим термообработки обеспечит оптимальные
свойства изделия, если цементация проводилась при 950 0С и
содержание углерода в поверхностном слое 0,9 %.
2. Ответственное
изделие было изготовлено из крупнозернистой углеродистой стали с 0,15
% С. Подумайте, какой режим термообработки обеспечит оптимальные
свойства изделия, если цементация проводилась при 950 0С и
содержание углерода в поверхностном слое 0,9 %.
![]()
![]()
![]()
![]() Лекция 11
Лекция 11
![]()
Методы повышения конструктивной прочности металла.
1. Термомеханическая обработка стали
2. Поверхностное упрочнение стальных деталей
3. Закалка токами высокой частоты.
4. Газопламенная закалка.
5. Старение
6. Обработка стали холодом
7. Упрочнение методом пластической деформации
Термомеханическая обработка стали
Одним из технологических процессов упрочняющей обработки является термомеханическая обработка (ТМО).
Термомеханическая обработка относится к комбинированным способам изменения строения и свойств материалов.
При термомеханической обработке совмещаются пластическая деформация и термическая обработка (закалка предварительно деформированной стали в аустенитном состоянии).
Преимуществом термомеханической обработки является то, что при существенном увеличении прочности характеристики пластичности снижаются незначительно, а ударная вязкость выше в 1,5…2 раза по сравнению с ударной вязкостью для той же стали после закалки с низким отпуском.
В зависимости от температуры, при которой проводят деформацию, различают высокотемпературную термомеханическую обработку (ВТМО) и низкотемпературную термомеханическую обработку (НТМО).
Сущность высокотемпературной термомеханической обработки заключается в нагреве стали до температуры аустенитного состояния (выше А3). При этой температуре осуществляют деформацию стали, что ведет к наклепу аустенита. Сталь с таким состоянием аустенита подвергают закалке (рис. 16.1 а).
Высокотемпературная термомеханическая обработка практически устраняет развитие отпускной хрупкости в опасном интервале температур, ослабляет необратимую отпускную хрупкость и резко повышает ударную вязкость при комнатной температуре. Понижается температурный порог хладоломкости. Высокотемпературная термомеханическая обработка повышает сопротивление хрупкому разрушению, уменьшает чувствительность к трещинообразованию при термической обработке.
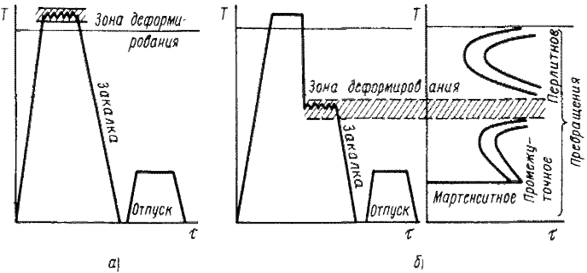
Рис. 16.1. Схема режимов термомеханической обработки стали: а – высокотемпературная термомеханическая обработка (ВТМО); б – низкотемпературная термомеханическая обработка (НТМО).
Высокотемпературную термомеханическую обработку эффективно использовать для углеродистых, легированных, конструкционных, пружинных и инструментальных сталей.
Последующий отпуск при температуре 100…200oС проводится для сохранения высоких значений прочности.
Низкотемпературная термомеханическая обработка (аусформинг).
Сталь нагревают до аустенитного состояния. Затем выдерживают при высокой температуре, производят охлаждение до температуры, выше температуры начала мартенситного превращения (400…600oС), но ниже температуры рекристаллизации, и при этой температуре осуществляют обработку давлением и закалку (рис. 16.1 б).
Низкотемпературная термомеханическая обработка, хотя и дает более высокое упрочнение, но не снижает склонности стали к отпускной хрупкости. Кроме того, она требует высоких степеней деформации (75…95 %), поэтому требуется мощное оборудование.
Низкотемпературную термомеханическую обработку применяют к среднеуглеродистым легированным сталям, закаливаемым на мартенсит, которые имеют вторичную стабильность аустенита.
Повышение прочности при термомеханической обработке объясняют тем, что в результате деформации аустенита происходит дробление его зерен (блоков). Размеры блоков уменьшаются в два – четыре раза по сравнению с обычной закалкой. Также увеличивается плотность дислокаций. При последующей закалке такого аустенита образуются более мелкие пластинки мартенсита, снижаются напряжения.
Механические свойства после разных видов ТМО для машиностроительных сталей в среднем имеют следующие характеристики (см. табл. 16.1):
Таблица 16.1. Механические свойства сталей после ТМО
|
|
|
|
|
|
|
НТМО |
2400…2900 |
2000…2400 |
5…8 |
15…30 |
|
ВТМО |
2100…2700 |
1900…2200 |
7…9 |
25… 40 |
|
ТО |
1400 |
1100 |
2 |
3 |
|
|
|
|
|
(сталь 40 после обычной закалки) |
Термомеханическую обработку применяют и для других сплавов.
Поверхностное упрочнение стальных деталей
Конструкционная прочность часто зависит от состояния материала в поверхностных слоях детали. Одним из способов поверхностного упрочнения стальных деталей является поверхностная закалка.
В результате поверхностной закалки увеличивается твердость поверхностных слоев изделия с одновременным повышением сопротивления истиранию и предела выносливости.
Общим для всех видов поверхностной закалки является нагрев поверхностного слоя детали до температуры закалки с последующим быстрым охлаждением. Эти способы различаются методами нагрева деталей. Толщина закаленного слоя при поверхностной закалке определяется глубиной нагрева.
Наибольшее распространение имеют электротермическая закалка с нагревом изделий токами высокой частоты (ТВЧ) и газопламенная закалка с нагревом газово-кислородным или кислородно-керосиновым пламенем.
Закалка токами высокой частоты.
Метод разработан советским ученым Вологдиным В.П.
Основан на том, что если в переменное магнитное поле, создаваемое проводником-индуктором, поместить металлическую деталь, то в ней будут индуцироваться вихревые токи, вызывающие нагрев металла. Чем больше частота тока, тем тоньше получается закаленный слой.
Обычно используются машинные генераторы с частотой 50…15000 Гц и ламповые генераторы с частотой больше 106 Гц. Глубина закаленного слоя – до 2 мм.
Индукторы изготавливаются из медных трубок, внутри которых циркулирует вода, благодаря чему они не нагреваются. Форма индуктора соответствует внешней форме изделия, при этом необходимо постоянство зазора между индуктором и поверхностью изделия.
Схема технологического процесса закалки ТВЧ представлена на рис. 16.2.
Рис. 16.2. Схема технологического процесса закалки ТВЧ
После нагрева в течение 3…5 с индуктора 2 деталь 1 быстро перемещается в специальное охлаждающее устройство – спрейер 3, через отверстия которого на нагретую поверхность разбрызгивается закалочная жидкость.
Высокая скорость нагрева смещает фазовые превращения в область более высоких температур. Температура закалки при нагреве токами высокой частоты должна быть выше, чем при обычном нагреве.
При правильных режимах нагрева после охлаждения получается структура мелкоигольчатого мартенсита. Твердость повышается на 2…4 HRC по сравнению с обычной закалкой, возрастает износостойкость и предел выносливости.
Перед закалкой ТВЧ изделие подвергают нормализации, а после закалки низкому отпуску при температуре 150…200oС (самоотпуск).
Наиболее целесообразно использовать этот метод для изделий из сталей с содержанием углерода более 0,4 %.
Преимущества метода:
· большая экономичность, нет необходимости нагревать все изделие;
· более высокие механические свойства;
· отсутствие обезуглероживания и окисления поверхности детали;
· снижение брака по короблению и образованию закалочных трещин;
· возможность автоматизации процесса;
· использование закалки ТВЧ позволяет заменить легированные стали на более дешевые углеродистые;
· позволяет проводить закалку отдельных участков детали.
Основной недостаток метода – высокая стоимость индукционных установок и индукторов.
Целесообразно использовать в серийном и массовом производстве.
Газопламенная закалка.
Нагрев осуществляется ацетиленокислородным, газокислородным или керосинокислородным пламенем с температурой 3000…3200oС.
Структура поверхностного слоя после закалки состоит из мартенсита, мартенсита и феррита. Толщина закаленного слоя 2…4 мм, твердость 50…56 HRC.
Метод применяется для закалки крупных изделий, имеющих сложную поверхность (косозубые шестерни, червяки), для закалки стальных и чугунных прокатных валков. Используется в массовом и индивидуальном производстве, а также при ремонтных работах.
При нагреве крупных изделий горелки и охлаждающие устройства перемещаются вдоль изделия, или – наоборот.
Недостатки метода:
· невысокая производительность;
· сложность регулирования глубины закаленного слоя и температуры нагрева (возможность перегрева).
Старение
Отпуск применяется к сплавам, которые подвергнуты закалке с полиморфным превращением.
К материалам, подвергнутым закалке без полиморфного превращения, применяется старение.
Закалка без полиморфного превращения – термическая обработка, фиксирующая при более низкой температуре состояние, свойственное сплаву при более высоких температурах (пересыщенный твердый раствор).
Старение – термическая обработка, при которой главным процессом является распад пересыщенного твердого раствора.
В результате старения происходит изменение свойств закаленных сплавов.
В отличие от отпуска, после старения увеличиваются прочность и твердость, и уменьшается пластичность.
Старение сплавов связано с переменной растворимостью избыточной фазы, а упрочнение при старении происходит в результате дисперсионных выделений при распаде пересыщенного твердого раствора и возникающих при этом внутренних напряжений.
В стареющих сплавах выделения из твердых растворов встречаются в следующих основных формах:
· тонкопластинчатой (дискообразной);
· равноосной (сферической или кубической);
· игольчатой.
Форма выделений определяется конкурирующими факторами: поверхностной энергией и энергией упругой деформации, стремящимися к минимуму.
Поверхностная энергия минимальна для равноосных выделений. Энергия упругих искажений минимальна для выделений в виде тонких пластин.
Основное назначение старения – повышение прочности и стабилизация свойств.
Различают старение естественное, искусственное и после пластической деформации.
Естественным старением называется самопроизвольное повышение прочности и уменьшение пластичности закаленного сплава, происходящее в процессе его выдержки при нормальной температуре.
Нагрев сплава увеличивает подвижность атомов, что ускоряет процесс.
Повышение прочности в процессе выдержки при повышенных температурах называется искусственным старением.
Предел прочности, предел текучести и твердость сплава с увеличением продолжительности старения возрастают, достигают максимума и затем снижаются (явление перестаривания)
При естественном старении перестаривания не происходит. С повышением температуры стадия перестаривания достигается раньше.
Если закаленный сплав, имеющий структуру пересыщенного твердого раствора, подвергнуть пластической деформации, то также ускоряются процессы, протекающие при старении – это деформационное старение.
Старение охватывает все процессы, происходящие в пересыщенном твердом растворе: процессы, подготавливающие выделение, и сами процессы выделения.
Для практики большое значение имеет инкубационный период – время, в течение которого в закаленном сплаве совершаются подготовительные процессы, когда сохраняется высокая пластичность. Это позволяет проводить холодную деформацию после закалки.
Если при старении происходят только процессы выделения, то явление называется дисперсионным твердением.
После старения повышается прочность и снижается пластичность низкоуглеродистых сталей в результате дисперсных выделений в феррите цементита третичного и нитридов.
Старение является основным способом упрочнения алюминиевых и медных сплавов, а также многих жаропрочных сплавов.
Обработка стали холодом
Высокоуглеродистые и многие легированные стали имеют температуру конца мартенситного превращения (Мк) ниже 0oС. Поэтому в структуре стали после закалки наблюдается значительное количество остаточного аустенита, который снижает твердость изделия, а также ухудшает магнитные характеристики. Для устранения аустенита остаточного проводят дополнительное охлаждение детали в области отрицательных температур, до температуры ниже т. Мк (- 80oС). Обычно для этого используют сухой лед.
Такая обработка называется обработкой стали холодом.
Обработку холодом необходимо проводить сразу после закалки, чтобы не допустить стабилизации аустенита. Увеличение твердости после обработки холодом обычно составляет 1…4 HRC.
После обработки холодом сталь подвергают низкому отпуску, так как обработка холодом не снижает внутренних напряжений.
Обработке холодом подвергают детали шарикоподшипников, точных механизмов, измерительные инструменты.
Упрочнение методом пластической деформации
Основное назначение методов механического упрочнения поверхности – повышение усталостной прочности.
Методы механического упрочнения – наклепывание поверхностного слоя на глубину 0,2…0,4 мм.
Разновидностями являются дробеструйная обработка и обработка роликами.
Дробеструйная обработка – обработка дробью поверхности готовых деталей.
Осуществляется с помощью специальных дробеструйных установок, выбрасывающих стальную или чугунную дробь на поверхность обрабатываемых деталей. Диаметр дроби – 0,2…4 мм. Удары дроби вызывают пластическую деформацию на глубину 0,2…0,4 мм.
Применяют для упрочнения деталей в канавках, на выступах. Подвергают изделия типа пружин, рессор, звенья цепей, гусениц, гильзы, поршни, зубчатые колеса.
При обработке роликами деформация осуществляется давлением ролика из твердого металла на поверхность обрабатываемого изделия.
При усилиях на ролик, превышающих предел текучести обрабатываемого материала, происходит наклеп на нужную глубину. Обработка улучшает микрогеометрию. Создание остаточных напряжений сжатия повышает предел усталости и долговечность изделия.
Обкатка роликами применяется при обработке шеек валов, проволоки, при калибровке труб, прутков.
Не требуется специальное оборудование, можно использовать токарные или строгальные станки.
![]()
![]()
![]() Лекция
12
Лекция
12
![]()
Конструкционные материалы. Легированные стали.
1. Конструкционные стали.
2. Легированные стали
3. Влияние элементов на полиморфизм железа
4. Влияние легирующих элементов на превращения в стали
5. Влияние легирующих элементов на превращение перлита в аустенит.
6. Влияние легирующих элементов на превращение переохлажденного аустенита.
7. Влияние легирующих элементов на мартенситное превращение
8. Влияние легирующих элементов на преврашения при отпуске.
9. Классификация легированных сталей
Конструкционные стали.
К конструкционным сталям, применяемым для изготовления разнообразных деталей машин, предъявляют следующие требования:
· сочетание высокой прочности и достаточной вязкости
· хорошие технологические свойства
· экономичность
· недефицитность
Высокая конструкционная прочность стали, достигается путем рационального выбора химического состава, режимов термической обработки, методов поверхностного упрочнения, улучшением металлургического качества.
Решающая роль в составе конструкционных сталей отводится углероду. Он увеличивает прочность стали, но снижает пластичность и вязкость, повышает порог хладоломкости. Поэтому его содержание регламентировано и редко превышает 0,6 %.
Влияние на конструкционную прочность оказывают легирующие элементы. Повышение конструкционной прочности при легировании связано с обеспечением высокой прокаливаемости, уменьшением критической скорости закалки, измельчением зерна.
Применение упрочняющей термической обработки улучшает комплекс механических свойств.
Металлургическое качество влияет на конструкционную прочность. Чистая сталь при одних и тех же прочностных свойствах имеет повышенные характеристики надежности.
Легированные стали
Элементы, специально вводимые в сталь в определенных концентрациях с целью изменения ее строения и свойств, называются легирующими элементами, а стали – легированными.
Cодержание легируюшихх элементов может изменяться в очень широких пределах: хром или никель – 1% и более процентов; ванадий, молибден, титан, ниобий – 0,1… 0,5%; также кремний и марганец – более 1 %. При содержании легирующих элементов до 0,1 % – микролегирование.
В конструкционных сталях легирование осуществляется с целью улучшения механических свойств (прочности, пластичности). Кроме того меняются физические, химические, эксплуатационные свойства.
Легирующие элементы повышают стоимость стали, поэтому их использование должно быть строго обоснованно.
Достоинства легированных сталей:
· особенности обнаруживаются в термически обработанном состоянии, поэтому изготовляются детали, подвергаемые термической обработке;
·
улучшенные
легированные стали обнаруживают более высокие показатели сопротивления
пластическим деформациям (![]() );
);
· легирующие элементы стабилизируют аустенит, поэтому прокаливаемость легированных сталей выше;
· возможно использование более «мягких» охладителей (снижается брак по закалочным трещинам и короблению), так как тормозится распад аустенита;
· повышаются запас вязкости и сопротивление хладоломкости, что приводит к повышению надежности деталей машин.
Недостатки:
· подвержены обратимой отпускной хрупкости II рода;
· в высоколегированных сталях после закалки остается аустенит остаточный, который снижает твердость и сопротивляемость усталости, поэтому требуется дополнительная обработка;
· склонны к дендритной ликвации, так как скорость диффузии легирующих элементов в железе мала. Дендриты обедняются, а границы – междендритный материал – обогащаются легирующим элементом. Образуется строчечная структура после ковки и прокатки, неоднородность свойств вдоль и поперек деформирования, поэтому необходим диффузионный отжиг.
· склонны к образованию флокенов.
Флокены – светлые пятна в изломе в поперечном сечении – мелкие трещины с различной ориентацией. Причина их появления – выделение водорода, растворенного в стали.
При быстром охлаждении от 200o водород остается в стали, выделяясь из твердого раствора, вызывает большое внутреннее давление, приводящее к образованию флокенов.
Меры борьбы: уменьшение содержания водорода при выплавке и снижение скорости охлаждения в интервале флокенообразования.
Влияние легирующих элементов на превращения в стали
Влияние легирующих элементов на превращение перлита в аустенит.
Легирующие элементы в большинстве случаев растворяются в аустените, образуя твердые растворы замещения. Легированные стали требуют более высоких температур нагрева и более длительной выдержки для получения однородного аустенита, в котором растворяются карбиды легирующих элементов.
Малая склонность к росту аустенитного зерна – технологическое преимущество большинства легированных сталей. Все легирующие элементы снижают склонность аустенитного зерна к росту, кроме марганца и бора. Элементы, не образующие карбидов (кремний, кобальт, медь, никель), слабо влияют на рост зерна. Карбидообразующие элементы (хром, молибден, вольфрам, ванадий, титан) сильно измельчают зерно.
Влияние легирующих элементов на превращение переохлажденного аустенита.
По влиянию на устойчивость аустенита и на форму С-образных кривых легирующие элементы разделяются на две группы.
Элементы, которые растворяются в феррите и цементите (кобальт, кремний, алюминий, медь, никель), оказывают только количественное влияние на процессы превращения. Замедляют превращение (большинство элементов), или ускоряют его (кобальт) (рис.17.2 а)
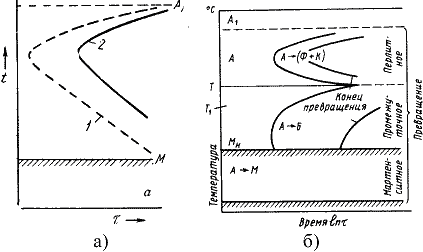
Рис 17.2. Влияние легирующих элементов на превращение переохлажденного аустенита: а – некарбидообразующие элементы; б — карбидообразующие элементы
Карбидообразующие элементы (хром, молибден, вольфрам, ванадий, титан) вносят и качественные изменения в кинетику изотермического превращения. При разных температурах они по разному влияют на скорость распада аустенита: при температуре 700…500oС — замедляют превращение в перлитной области, при температуре 500…400oС (образование троостита) – очень сильно замедляют превращение, при температуре 400…300oС (промежуточное превращение) – замедляет превращение аустенита в бейнит, но меньше, чем образование троостита. Это отражается на форме С-образных кривых: наблюдаются два максимума скорости изотермического распада, разделенных областью высокой устойчивости переохлажденного аустенита (рис. 17.2 б )
Температура максимальной устойчивости аустенита зависит от карбидообразующего элемента: хром – 400…500oС, вольфрам – 500…550oС, молибден – 550…575oС, ванадий – 575…600oС. Время максимальной устойчивости при заданной температуре возрастает с увеличением степени легированности (очень велико для высоколегированных сталей).
Важным является замедление скорости распада. Это способствует более глубокой прокаливаемости и переохлаждению аустенита до интервала мартенситного превращения при более медленном охлаждении (масло, воздух). Увеличивают прокаливаемость хром, никель, молибден, марганец, особенно при совместном легировании
Влияние легирующих элементов на мартенситное превращение
При нагреве большинство легирующих элементов растворяются в аустените. Карбиды титана и ниобия не растворяются. Эти карбиды тормозят рост аустенитного зерна при нагреве и обеспечивают получение мелкоигольчатого мартенсита при закалке. Остальные карбидообразующие элементы, а также некарбидообразующие, при нагреве растворяются в аустените и при закалке образуют легированный мартенсит.
Некоторые легирующие элементы (алюминий, кобальт) повышают мартенситную точку и уменьшают количество остаточного аустенита, другие не влияют на эту точку (кремний). Большинство элементов снижают мартенситную точку и увеличивают количество остаточного аустенита.
Влияние легирующих элементов на преврашения при отпуске.
Легирующие элементы замедляют процесс распада мартенсита: никель, марганец – незначительно; хром, молибден, кремний – заметно. Это связано с тем, что процессы при отпуске имеют диффузионный характер, а большинство элементов замедляют карбидное превращение. Легированные стали сохраняют структуру мартенсита отпуска до температуры 400…500oС. Так как в легированных сталях сохраняется значительное количество остаточного аустенита, то превращение его в мартенсит отпуска способствует сохранению твердости до высоких температур.
Таким образом, легированные стали при отпуске нагревают до более высоких температур или увеличивают выдержку.
Классификация легированных сталей
Стали классифицируются по нескольким признакам.
1. По структуре после охлаждения на воздухе выделяются три основных класса сталей:
· перлитный;
· мартенситный;
· аустенитный
Стали перлитного класса характеризуются малым содержанием легирующих элементов; мартенситного – более значительным содержанием; аустенитного – высоким содержанием легирующих элементов.
Классификация связана с кинетикой распада аустенита. Диаграммы изотермического распада аустенита для сталей различных классов представлены на рис. 17.3
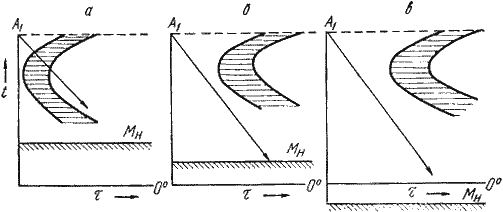
Рис.17.3. Диаграммы изотермического распада аустенита для сталей перлитного (а), мартенситного (б) и аустенитного (в) классов
По мере увеличения содержания легирующих элементов устойчивость аустенита в перлитной области возрастает, а температупная область мартенситного превращения снижается.
Для сталей перлитного класса кривая скорости охлаждения на воздухе пересекает область перлитного распада (рис. 17.3.а), поэтому образуются структуры перлита, сорбита или троостита.
Для сталей мартенситного класса область перлитного распада сдвинута вправо (рис.17.3 б). Охлаждение на воздухе не приводит к превращению в перлитной области. Аустенит переохлаждается до температуры мартенситного превращения и происходит образование мартенсита.
Для сталей аустенитного класса увеличение содержания углерода и легирующих элементов сдвигает вправо область перлитного распада, а также снижает мартенситную точку, переводя ее в область отрицательных температур (рис. 17.3.в). Сталь охлаждается на воздухе до комнатной температуры, сохраняя аустенитное состояние.
2. По степени легирования (по содержанию легирующих элементов):
· низколегированные – 2,5…5 %;
· среднелегированные – до 10 %;
· высоколегированные – более 10%.
3. По числу легирующих элементов:
· трехкомпонентные (железо, углерод, легирующий элемент);
· четырехкомпонентные (железо, углерод, два легирующих элемента) и так далее.
4. По составу:
никелевые, хромистые, хромоникелевые, хромоникельмолибденовые и так далее (признак– наличие тех или иных легирующих элементов).
5. По назначению:
· конструкционные;
· инструментальные (режущие, мерительные, штамповые);
· стали и сплавы с особыми свойствами (резко выраженные свойства –нержавеющие, жаропрочные и термоустойчивые, износоустойчивые, с особыми магнитными и электрическими свойствами).
![]()
![]()
![]()
![]() Лекция 13
Лекция 13
![]()
Конструкционные стали. Классификафия конструкционных сталей.
1. Классификация конструкционных сталей
2. Углеродистые стали.
3. Цементуемые и улучшаемые стали
4. Цементуемые стали.
5. Улучшаемые стали.
6. Материалы с высокими технологическими свойствами
7. Высокопрочные, пружинные, шарикоподшипниковые, износостойкие и автоматные стали
8. Высокопрочные стали.
9. Пружинные стали.
10. Шарикоподшипниковые стали.
11. Стали для изделий, работающих при низких температурах
12. Износостойкие стали.
13. Автоматные стали.
Классификация конструкционных сталей
Машиностроительные стали предназначены для изготовления различных деталей машин и механизмов.
Они классифицируются:
· по химическому составу ( углеродистые и легированные);
· по обработке (цементуемые, улучшаемые);
· по назначению (пружинные, шарикоподшипниковые).
Углеродистые стали.
Низкоуглеродистые стали 05 кп, 08, 10, 10 пс обладают малой прочностью высокой пластичностью. Применяются без термической обработки для изготовления малонагруженных деталей – шайб, прокладок и т.п.
Среднеуглеродистые стали 35, 40, 45 применяются после нормализации, термического улучшения, поверхностной закалки.
В нормализованном состоянии по сравнению с низкоотпущенным обладают большей прочностью, но меньшей пластичностью. После термического улучшения наблюдается наилучшее сочетание механических свойств. После поверхностной закалки обладают высокой поверхностной твердостью и сопротивлением износу.
Высокоуглеродистые стали 60, 65, 70,75 используются как рессорно-пружинные после среднего отпуска. В нормализованном состоянии – для прокатных валков, шпинделей станков.
Достоинства углеродистых качественных сталей – дешевизна и технологичность. Но из-за малой прокаливаемости эти стали не обеспечивают требуемый комплекс механических свойств в деталях сечением более 20 мм.
Цементуемые и улучшаемые стали
Цементуемые стали.
Используются для изготовления деталей, работающих на износ и подвергающихся действию переменных и ударных нагрузок. Детали должны сочетать высокую поверхностную прочность и твердость и достаточную вязкость сердцевины.
Цементации подвергаются низкоуглеродистые стали с содержанием углерода до 0,25%, что позволяет получить вязкую сердцевину. Для деталей, работающих с большими нагрузками, применяются стали с повышенным содержанием углерода (до 0,35 %).
С повышением содержания углерода прочность сердцевины увеличивается, а вязкость снижается. Детали подвергаются цианированию и нитроцементации.
Цементуемые углеродистые стали 15,20,25 используются для изготовления деталей небольшого размера, работающих в условиях изнашивания при малых нагрузках (втулки, валики, оси, шпильки и др.). Твердость на поверхности составляет 60…64 HRC, сердцевина остается мягкой.
Цементуемые легированные стали применяют для более крупных и тяжелонагруженных деталей, в которых необходимо иметь, кроме высокой твердости поверхности, достаточно прочную сердцевину (кулачковые муфты, поршни, пальцы, втулки).
Хромистые стали 15Х, 20Х используются для изготовления небольших изделий простой формы, цементуемых на глубину h =1…1,5 мм. При закалке с охлаждением в масле, выполняемой после цементации, сердцевина имеет бейнитное строение. Вследствие этого хромистые стали обладают более высокими прочностными свойствами при несколько меньшей пластичности в сердцевине и большей прочностью в цементованном слое.
Дополнительное легирование хромистых сталей ванадием (сталь 15ХФ), способствует получению более мелкого зерна, что улучшает пластичность и вязкость.
Никель увеличивает глубину цементованного слоя, препятствует росту зерна и образованию грубой цементитной сетки, оказывает положительное влияние на свойства сердцевины. Хромоникелевые стали 20ХН, 12ХН3А применяют для изготовления деталей средних и больших размеров, работающих на износ при больших нагрузках (зубчатые колеса, шлицевые валы). Одновременное легирование хромом и никелем, который растворяется в феррите, увеличивает прочность, пластичность и вязкость сердцевины и цементованного слоя. Стали мало чувствительны к перегреву. Большая устойчивость переохлажденного аустенита в области перлитного и промежуточного превращений обеспечивает высокую прокаливаемость хромоникелевых сталей и позволяет проводить закалку крупных деталей с охлаждением в масле и на воздухе.
Стали, дополнительно легированные вольфрамом или молибденом (18Х2Н4ВА, 18Х2Н4МА), применяют для изготовления крупных тяжелонагруженных деталей. Эти стали являются лучшими конструкционными сталями, но дефицитность никеля ограничивает их применение.
Хромомарганцевые стали применяют вместо дорогих хромоникелевых, однако эти стали менее устойчивы к перегреву и имеют меньшую вязкость. Введение небольшого количества титана (0,06…0,12 %) уменьшает склонность стали к перегреву (стали 18ХГТ, 30ХГТ).
С целью повышения прочности применяют легирование бором (0,001…0,005 %) 20ХГР, но бор способствует росту зерна при нагреве.
Улучшаемые стали.
Стали, подвергаемые термическому улучшению, широко применяют для изготовления различных деталей, работающих в сложных напряженных условиях ( при действии разнообразных нагрузок, в том числе переменных и динамических). Стали приобретают структуру сорбита, хорошо воспринимающую ударные нагрузки. Важное значение имеет сопротивление хрупкому разрушению.
Улучшению подвергаются среднеуглеродистые стали с содержанием углерода 0,30…0,50 %.
Улучшаемые углеродистые стали 35, 40, 45 дешевы, из них изготавливают детали, испытывающие небольшие напряжения (сталь 35), и детали, требующие повышенной прочности (стали 40, 45). Но термическое улучшение этих сталей обеспечивает высокий комплекс механических свойств только в деталях небольшого сечения, так как стали обладают низкой прокаливаемостью. Стали этой группы можно использовать и в нормализованном состоянии.
Детали, требующие высокой поверхностной твердости при вязкой сердцевине (зубчатые колеса, валы, оси, втулки), подвергаются поверхностной закалке токами высокой частоты. Для снятия напряжений проводят низкий отпуск.
Улучшаемые легированные стали.
Улучшаемые легированные стали применяют для более крупных и более нагруженных ответственных деталей. Стали обладают лучшим комплексом механических свойств: выше прочность при сохранении достаточной вязкости и пластичности, ниже порог хладоломкости.
Хромистые стали 30Х, 40Х, 50Х используются для изготовления небольших средненагруженных деталей. Эти стали склонны к отпускной хрупкости, поэтому после высокого отпуска охлаждение должно быть быстрым.
Повышение прокаливаемости достигается микролегированием бором (35ХР). Введение в сталь ванадия значительно увеличивает вязкость (40ХФА).
Хромокремнистые (33ХС) и хромокремниймарганцевые (хромансил) (25ХГСА) стали обладают высокой прочностью и умеренной вязкостью. Стали хромансилы обладают высокой свариваемостью, из них изготавливают стыковочные сварные узлы, кронштейны, крепежные и другие детали. Широко применяются в автомобилестроении и авиации.
Хромоникелевые стали 45ХН, 30ХН3А отличаются хорошей прокаливаемостью, прочностью и вязкостью, но чувствительны к обратимой отпускной хрупкости. Для уменьшения чувствительности вводят молибден или вольфрам. Ванадий способствует измельчению зерна.
Стали 36Х2Н2МФА, 38ХН3ВА др. обладают лучшими свойствами, относятся к мартенситному классу, слабо разупрочняются при нагреве до 300…400 oС. из них изготавливаются валы и роторы турбин, тяжелонагруженные детали редукторов и компрессоров.
![]()
Материалы с особыми технологическими свойствами.
1. Технологические свойства металлов.
Технологические свойства металлов и сплавов характеризуют их способность поддаваться различным методам горячей и холодной обработки для получения определённой формы, размеров и свойств.
К технологическим свойствам металлов и сплавов относятся литейные свойства, ковкость, свариваемость , обрабатываемость режущими инструментами, прокаливаемость.
Обрабатываемостью резанием называется способность металлов подвергаться обработке режущими инструментами для придания деталям определённой формы, размеров ( с необходимой точностью) и чистоты поверхности. Обрабатываемость резанием определяется по скорости резания, усилию резания и по чистоте обрабатываемой поверхности. При разных методах обработки ( точении, сверлении, фрезеровании, шлифовании…) обрабатываемость одно и того же металла может быть различной.
Обрабатываемость сталей зависит от их структуры и химического состава. Крупнозернистая сталь из-за пониженной вязкости лучше обрабатывается резанием, чем мелкозернистая. Обрабатываемость углеродистых сталей ухудшается с увеличением содержания в них углерода.
Для улучшения обрабатываемости сталей в них допускается повышенное содержание серы, а также вводится свинец, селен, другие элементы.
Свариваемостью называется свойство металла или сплава образовывать при установленной технологии сварки соединения, отвечающие требованиям, обусловленным конструкцией и эксплуатацией изделия.
Свариваемость углеродистых сталей ухудшается с повышением в них содержания углерода. Хорошей свариваемостью обладают низкоуглеродистые и среднеуглеродистые стали.
Ковкостью называется способность металла без разрушения поддаваться обработке давлением ( ковке, штамповке, прокатке,….). Ковкость металла зависит от его пластичности. Чем металл более пластичен, тем лучше он поддаётся обработке давлением.
Металлы обладают ковкостью как в холодном, так и в нагретом состоянии. В холодном хорошо куются латуни и сплавы алюминия, сталь - в нагретом состоянии. Чугун из-за повышенной хрупкости обработке давлением не подвергается.
Прокаливаемость - способность стали воспринимать закалку на определённую глубину от поверхности. Прокаливаемость стали определяется по виду излома, по изменению твёрдости в различных точках сечения образца, а также методом торцовой закалки.
Литейные свойства определяются жидкотекучестью, усадкой, склонностью к ликвации. При выборе литейных материалов учитывают, что чугун обладает высокими литейными свойствами: хорошей жидкотекучестью, небольшой усадкой и незначительной склонностью к ликвации. Литейные свойства сталей хуже, чем чугуна.
Контрольные вопросы.
1. Что называется обрабатываемостью металлов резанием и чем она характеризуется?
2. Как величина кристаллитов (зёрен) сталей влияет на их обрабатываемость резанием?
3. Как зависит обрабатываемость резанием от твёрдости металлов?
4. Что называется свариваемостью и ковкостью металлов?
5. Для чего перед обработкой давлением производится нагрев металла?
6. Как влияет химический состав углеродистой стали на её обрабатываемость резанием, свариваемость и ковкость?
7. Что понимается под прокаливаемостью стали и как она определяется?
8. Чем характеризуются литейные свойства металлов?
Высокопрочные, пружинные, шарикоподшипниковые, износостойкие и автоматные стали
Высокопрочные стали.
Высокопрочными называют стали, имеющие предел прочности более 1500 МПа, который достигается подбором химического состава и оптимальной термической обработки.
Такой уровень прочности можно получить в среднеуглеродистых легированных сталях, (30ХГСН2А,40ХН2МА), применяя закалку с низким отпуском (при температуре 200…250oС) или изотермическую закалку с получением структуры нижнего бейнита.
После изотермической закалки среднеуглеродистые легированные стали имеют несколько меньшую прочность, но большую пластичность и вязкость. Поэтому они более надежны в работе, чем закаленные и низкоотпущенные.
При высоком уровне прочности закаленные и низкоотпущенные среднеуглеродистые стали обладают повышенной чувствительностью к концентраторам напряжения, склонностью к хрупкому разрушению, поэтому их рекомендуется использовать для работы в условиях плавного нагружения.
Легирование вольфрамом, молибденом, ванадием затрудняет разупрочняющие процессы при температуре 200…300 oС, способствует получению мелкого зерна, понижает порог хладоломкости, повышает сопротивление хрупкому разрушению.
Высокая прочность может быть получена и за счет термомеханической обработки.
Стали 30ХГСА, 38ХН3МА после низкотемпературной термомеханической обработки имеют предел прочности 2800 МПа, относительное удлинение и ударная вязкость увеличиваются в два раза по сравнению с обычной термической обработкой. Это связано с тем, что частичное выделение углерода из аустенита при деформации облегчает подвижность дислокаций внутри кристаллов мартенсита, что способствует увеличению пластичности.
Мартенситно-стареющие стали (03Н18К9М5Т, 04Х11Н9М2Д2ТЮ) превосходят по конструкционной прочности и технологичности среднеуглеродистые легированные стали. Они обладают малой чувствительностью к надрезам, высоким сопротивлением хрупкому разрушению и низким порогом хладоломкости при прочности около 2000 МПа.
Мартенситно-стареющие стали представляют собой безуглеродистые сплавы железа с никелем (8..25 %), дополнительно легированные кобальтом, молибденом, титаном, алюминием, хромом и другими элементами. Благодаря высокому содержанию никеля, кобальта и малой концентрации углерода в результате закалки в воде или на воздухе фиксируется высокопластичный, но низкопрочный железоникелевый мартенсит, пересыщенный легирующими элементами. Основное упрочнение происходит в процессе старения при температуре 450…550 oС за счет выделения из мартенситной матрицы когерентно с ней связанных мелкодисперсных фаз. Мартенситно-стареющие стали обладают высокой конструкционной прочностью в интервале температур от криогенных до 500 oС и рекомендуются для изготовления корпусов ракетных двигателей, стволов артиллерийского и стрелкового оружия, корпусов подводных лодок, батискафов, высоконагруженных дисков турбомашин, зубчатых колес, шпинделей, червяков и т.д.
Пружинные стали.
Пружины, рессоры и другие упругие элементы являются важнейшими деталями различных машин и механизмов. В работе они испытывают многократные переменные нагрузки. Под действием нагрузки пружины и рессоры упруго деформируются, а после прекращения действия нагрузки восстанавливают свою первоначальную форму и размеры. Особенностью работы является то, что при значительных статических и ударных нагрузках они должны испытывать только упругую деформацию, остаточная деформация не допускается. Основные требования к пружинным сталям – обеспечение высоких значений пределов упругости, текучести, выносливости, а также необходимой пластичности и сопротивления хрупкому разрушению, стойкости к релаксации напряжений.
Пружины работают в области упругих деформаций, когда между действующим напряжением и деформацией наблюдается пропорциональность. При длительной работе пропорциональность нарушается из-за перехода части энергии упругой деформации в энергию пластической деформации. Напряжения при этом снижаются.
Самопроизвольное снижение напряжений при постоянной суммарной деформации называется релаксацией напряжений.
Релаксация приводит к снижению упругости и надежности работы пружин.
Пружины изготавливаются из углеродистых (65, 70) и легированных (60С2, 50ХГС, 60С2ХФА, 55ХГР) конструкционных сталей.
Для упрочнения пружинных углеродистых сталей применяют холодную пластическую деформацию посредством дробеструйной и гидроабразивной обработок, в процессе которых в поверхностном слое деталей наводятся остаточные напряжения сжатия.
Повышенные значения предела упругости получают после закалки со средним отпуском при температуре 400…480 oС.
Для сталей, используемых для пружин, необходимо обеспечить сквозную прокаливаемость, чтобы получить структуру троостита по всему сечению.
Упругие и прочностные свойства пружинных сталей достигаются при изотермической закалке.
Пружинные стали легируют элементами, которые повышают предел упругости – кремнием, марганцем, хромом, вольфрамом, ванадием, бором.
В целях повышения усталостной прочности не допускается обезуглероживание при нагреве под закалку и требуется высокое качество поверхности.
Пружины и другие элементы специального назначения изготавливают из высокохромистых мартенситных (30Х13), мартенситно-стареющих (03Х12Н10Д2Т), аустенитных нержавеющих (12Х18Н10Т), аустенито-мартенситных (09Х15Н8Ю), быстрорежущих (Р18) и других сталей и сплавов.
Шарикоподшипниковые стали.
Подвергаются воздействию высоких нагрузок переменного характера. Основными требованиями являются высокая прочность и износостойкость, высокий предел выносливости, отсутствие концентраторов напряжений, неметаллических включений, полостей, ликваций.
Шарикоподшипниковые стали характеризуются высоким содержанием углерода (около 1 %) и наличием хрома (ШХ9, ШХ15).
Высокое содержание углерода и хрома после закалки обеспечивает структуру мартенсит плюс карбиды, высокой твердости, износостойкости, необходимой прокаливаемости.
Дальнейшее увеличение прокаливаемости достигается дополнительным легированием марганцем, кремнием (ШХ15СГ).
Повышены требования в отношении чистоты и равномерности распределения карбидов, в противном случае может произойти выкрашивание. Стали подвергаются строгому металлургическому контролю на наличие пористости, неметаллических включений, карбидной сетки, карбидной ликвации.
Термическая обработка включает отжиг, закалку и отпуск. Отжиг проводят после ковки для снижения твердости и подготовки структуры к закалке. Температура закалки составляет 790…880 oС в зависимости от массивности деталей. Охлаждение – в масле (кольца, ролики), в водном растворе соды или соли (шарики). Отпуск стали проводят при температуре 150…170oС в течение 1…2 часов. Обеспечивается твердость 62…66 НRC.
Из стали ШХ9 изготавливают шарики и ролики небольших размеров, из стали ШХ15 – более крупные.
Детали подшипников качения, испытывающие большие динамические нагрузки (подшипники прокатных станов), изготавливают из сталей 20Х2Н4А и 18ХГТ с последующей глубокой цементацией на глубину 5…10 мм. Для деталей подшипников, работающих в азотной кислоте и других агрессивных средах, используется сталь 95Х18.
Стали для изделий, работающих при низких температурах
Для изделий, работающих при низких температурах, необходимо применять стали с пониженным порогом хладоломкости. Особенно сильно понижены температурные пороги хладоломкости в никельсодержащих сталях. Эффективными материалами являются низколегированные малоуглеродистые стали, которые обладают хорошей свариваемостью.
В строительных металлоконструкциях наибольший эффект достигается при использовании термомеханически упрочненного проката.
Для обеспечения высокого комплекса механических свойств деталей машин используются малоуглеродистые стали, легированные элементами способствующими дисперсионному упрочнению и образованию мелкозернистой структуры после термической обработки, 10ХСНД, 15Г2СФ, 12ГН2МФАЮ.
Для работы при сверх низких температурах применяют криогенные стали и сплавы для изготовления емкостей для хранения и перевозки сжиженных газов, имеющих очень низкую температуру кипения (кислород – –183 oС, водород – –253 oС). Основными материалами для работы в подобных условиях являются аустенитные стали с повышенным содержанием никеля 10Х14Г14Н4Т, 10Х18Н10Т,03Х20Н16АГ6.
Износостойкие стали.
Для работы в условиях изнашивания, сопровождаемого большими удельными нагрузками используется высокомарганцевая сталь 110Г13Л, имеющая в своем составе 1…1,4% углерода, 12…14 % марганца. Сталь имеет аустенитную структуру и относительно низкую твердость (200…250 НВ). В процессе работы, когда на деталь действуют высокие нагрузки, которые вызывают в материале напряжения, превосходящие предел текучести, происходит интенсивное наклепывание стали и рост ее твердости и износостойкости. При этом сталь сохраняет высокую вязкость. Благодаря этим свойствам сталь широко используется для изготовления корпусов шаровых мельниц, щек камнедробилок, крестовин рельсов, гусеничных траков, козырьков землечерпалок и т.д.
Склонность к интенсивному наклепу является характерной особенностью сталей аустенитного класса.
![]()
![]()
![]() Лекция 19
Лекция 19
![]()
Инструментальные стали
1. Стали для режущего инструмента
2. Углеродистые инструментальные стали (ГОСТ 1435).
3. Легированные инструментальные стали
4. Быстрорежущие стали
5. Стали для измерительных инструментов
6. Штамповые стали
7. Стали для штампов холодного деформирования.
8. Стали для штампов горячего деформирования
9. Твердые сплавы
10. Алмаз как материал для изготовления инструментов
Стали для режущего инструмента
Инструментальная сталь должна обладать высокой твердостью, износостойкостью, достаточной прочностью и вязкостью (для инструментов ударного действия).
Режущие кромки могут нагреваться до температуры 500…900oС, поэтому важным свойством является теплостойкость, т. е., cпособность сохранять высокую твердость и режущую способность при продолжительном нагреве (красностойкость).
Углеродистые инструментальные стали (ГОСТ 1435).
Содержат 0,65…1,35% углерода.
Стали У7…У13А – обладают высокой твердостью, хорошо шлифуются, дешевы и недефицитны.
Из сталей марок У7, У8А изготавливают инструмент для работы по дереву и инструмент ударного действия, когда требуется повышенная вязкость – пуансоны, зубила, штампы, молотки.
Стали марок У9…У12 обладают более высокой твердостью и износостойкостью – используются для изготовления сверл, метчиков, фрез.
Сталь У13 обладает максимальной твердостью, используется для изготовления напильников, граверного инструмента.
Для снижения твердости и создания благоприятной структуры, все инструментальные стали до изготовления инструмента подвергают отжигу.
Для заэвтектоидных сталей проводят сфероидизирующий отжиг, в результате которого цементит вторичный приобретает зернистую форму. Регулируя скорость охлаждения можно получить любой размер зерен.
Окончательная термическая обработка – закалка с последующим отпуском.
Закалку для доэвтектоидных сталей проводят полную, а для заэвтектоидных – неполную. Структура закаленных сталей или мартенсит, или мартенсит и карбиды.
Температура отпуска выбирается в зависимости от твердости, необходимой для инструмента.
Для инструментов ударного действия, требующих повышенной вязкости, из сталей У7, У8 отпуск проводят при температуре 280…300oС, что обеспечивает твердость HRC 56…58.
Для напильников, метчиков, плашек отпуск проводят при температуре 150…200oС, при этом обеспечивается получение максимальной твердости — НRC 62…64.
Основными недостатками углеродистых инструментальных сталей является их невысокая прокаливаемость (5…10 мм), низкая теплостойкость (до 200oС), то есть инструменты могут работать только при невысоких скоростях резания.
Легированные инструментальные стали
Содержат 0,9…1,4 % углерода. В качестве легирующих элементов содержат хром, вольфрам, ванадий, марганец, кремний и другие. Общее содержание легирующих элементов до 5%.
Высокая твердость и износостойкость в основном определяются высоким содержанием углерода. Легирование используется для повышения закаливаемости и прокаливаемости, сохранения мелкого зерна, повыщения прочности и вязкости.
Термическая обработка включает закалку и отпуск.
Проводят закалку с температуры 800…850oС в масло или ступенчатую закалку, что уменьшает возможность коробления и образования закалочных трещин.
Отпуск проводят низкотемпературный, при температуре 150…200oС, что обеспечивает твердость HRC 61…66. Иногда, для увеличения вязкости, температуру отпуска увеличивают до 300oС, но при этом наблюдается снижение твердости HRC 55…60.
Для деревообрабатывающего инструмента из сталей 6ХС и 9ХФ рекомендуется изотермическая закалка, значительно улучшающая вязкость.
Повышенное содержание кремния (сталь 9ХС) способствует увеличению прокаливаемости до 40 мм и повышению устойчивости мартенсита при отпуске. Недостатками сталей, содержащих кремний, являются чувствительность их к обезуглероживанию при термообработке, плохая обрабатываемость резанием и деформированием из-за упрочнения феррита кремнием.
Повышенное содержание марганца (стали ХВГ, 9ХВСГ) способствует увеличению количества остаточного аустенита, что уменьшает деформацию инструмента при закалке. Это особенно важно для инструмента, имеющего большую длину при малом диаметре, например, протяжек.
Хром увеличивает прокаливаемость и твердость после закалки.
Стали используются для изготовления инструмента и ударного, и режущего.
“Алмазная ” сталь ХВ5 содержит 5% вольфрама. Благодаря присутствию вольфрама, в термически обработанном состоянии имеет избыточную мелкодисперсную карбидную фазу. Твердость составляет HRC 65…67. Cталь используется для изготовления инструмента, сохраняющего длительное время острую режущую кромку и высокую размерную точность (развертки, фасонные резцы, граверный инструмент).
Быстрорежущие стали
Стали получили свое название за свойства. В следствии высокой теплостойкости (550…650oС), изготовленные из них инструменты могут работать с достаточно высокими скоростями резания.
Стали содержат 0,7…1,5 % углерода, до 18 % основного легирующего элемента – вольфрама, до 5 % хрома и молибдена, до 10 % кобальта
Добавление ванадия повышает износостойкость инструмента, но ухудшает щлифуемость. Кобальт повышает теплостойкость до 650oС и вторичную твердость HRC 67…70.
Микроструктура быстрорежущей стали в литом состоянии имеет эвтектическую структурную составляющую. Для получения оптимальных свойств инструментов из быстрорежущей стали необходимо по возможности устранить структурную неоднородность стали – карбидную ликвацию. Для этого слитки из быстрорежущей стали подвергаются интенсивной пластической деформации (ковке). При этом происходит дробление карбидов эвтектики и достигается более однородное распределение карбидов по сечению заготовки.
Затем проводят отхиг стали при температуре 860…900oС. Структура отожженной быстрорежущей стали – мелкозернистый (сорбитообразный) перлит и карбиды, мелкие эвтектоидные и более крупные первичные. Количество карбидов около 25 %. Сталь с такой структурой хорошо обрабатывается резанием. Подавляющее количество легирующих элементов находятся в карбидной фазе. Для получения оптимальных свойств стали в готовом инструменте необходимо при термической обработке обеспечить максимальное насыщение мартенсита легирующими элементами. При закалке быстрорежущие стали требуют нагрева до очень высоких температур, около 1280oС. Нагрев осуществляют в хорошо раскисленных соляных ваннах BaCl2/, что улучшает равномерность прогрева и снижает возможность обезуглероживания поверхности. Для снижения термических фазовых напряжений нагрев осуществляют ступенчато: замедляют нагрев при температурах 600…650oС и при 850…900oС. График режима термической обработки быстрорежущей стали представлен на рис. 19.1.
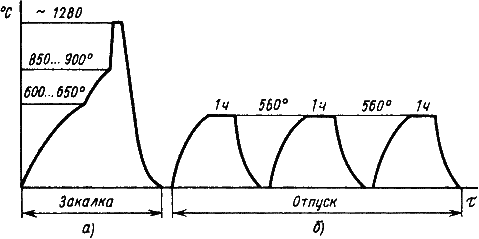
Рис.19.1. График режима термической обработки быстрорежущей стали
Охлаждение от закалочной температуры производится в масле. Структура стали после закалки состоит из легированного, очень тонкодисперсного мартенсита, значительного количества (30…40 %) остаточного аустенита и карбидов вольфрама. Твердость составляет 60…62 HRC. Наличие аустенита остаточного в структуре закаленной стали ухудшает режущие свойства.
Для максимального удаления аустенита остаточного проводят трехкратный отпуск при температуре 560oС. При нагреве под отпуск выше 400oС наблюдается увеличение твердости. Это объясняется тем, что из легированного остаточного аустенита выделяются легированные карбиды. Аустенит при охлаждении от температуры отпуска превращается в мартенсит отпуска, что вызывает прирост твердости. Увеличению твердости содействуют и выделившиеся при температуре отпуска мелкодисперсные карбиды легирующих элементов. Максимальная твердость достигается при температуре отпуска 560oС.
После однократного отпуска количество аустенита остаточного снижается до 10%. Чтобы уменьшить его количество до минимума, необходим трехкратный отпуск.
Твердость стали после отпуска составляет 64…65 HRC. Структура стали после термообработки состоит из мартенсита отпуска и карбидов.
При термической обработке быстрорежущих сталей применяют обработку холодом. После закалки сталь охлаждают до температуры — 80 … — 100oС, после этого проводят однократный отпуск при температуре 560oС для снятия напряжений.
Иногда для повышения износостойкости быстрорежущих сталей применяют низкотемпературное цианирование.
Основными видами рехущих инструментов из быстрорежущей стали являются резцы, сверла, долбяки, протяжки, метчики машинные, ножи для резки бумаги. Часто из быстрорежущей стали изготавливают только рабочую часть инструмента.
Стали для измерительных инструментов
Основными требованиями, предъявляемыми к сталям, из которых изготавливаются измерительные инструменты, являются высокая твердость и износоустойчивость, стабильность в размерах в течение длительного времени. Последнее требование обеспечивается минимальным температурным коэффициентом линейного расширения и сведением к минимуму структурных превращений во времени.
Для изготовления измерительных инструментов применяются:
· высокоуглеродистые инструментальные стали, легированные и углеродистые (стали У12, Х, Х9, ХГ), после закалки и стабилизирующего низкотемпературного (120…170 oС ) отпуска в течение 10…30 ч. До отпуска желательно провести обработку холодом. Получают твердость 62…67 HRC;
· малоуглеродистые стали (сталь 15, 20) после цементации изакалки с низким отпуском;
· нитралои (сталь 38ХМЮА) после азотирования на высокую твердость
Штамповые стали
Инструмент, применяемый для обработки металлов давлением (штампы, пуансоны, матрицы) изготавливают из штамповых сталей.
Различают стали для штампов холодного и горячего деформирования.
Стали для штампов холодного деформирования.
Стали должны обладать высокой твердостью, износостойкостью, прочностью, вязкостью (чтобы воспринимать ударные нагрузки), сопротивлением пластическим деформациям.
Для штампов небольших размеров (до 25 мм) используют углеродистые инструментальные стали У10, У11, У12 после закалки и низкого отпуска на твердость 57…59 HRC. Это позволяет получить хорошую износостойкость и ударную вязкость.
Для более крупных изделий применяют легированные стали Х, Х9, Х6ВФ. Для повышения износостойкости инструмента после термической обработки проводят цианирование или хромирование рабочих поверхностей.
Для уменьшения брака при закалке необходимо медленное охлаждение в области температур мартенситного превращения (например, закалка из воды в масло для углеродистых сталей, ступенчатая закалка для легированных сталей).
Если штамповый инструмент испытывает ударные нагрузки, то используют стали, обладающие большей вязкостью (стали 4ХС4, 5ХНМ). Это достигается снижением содержания углерода, введением легирующих элементов и соответствующей термической обработкой. После закалки проводят высокий отпуск при температуре 480…580oС, что обеспечивает твердость 38…45 HRC.
Стали для штампов горячего деформирования
Дополнительно к общим требованиям, от сталей этой группы требуется устойчивость против образования трещин при многократном нагреве и охлаждении, окалиностойкость, высокая теплопроводность для отвода теплоты от рабочих поверхностей штампа, высокая прокаливаемость для обеспечения высокой прочности по всему сечению инструмента.
Для изготовления молотовых штампов применяют хромоникелевые среднеуглеродистые стали 5ХНМ, 5ХНВ, 4ХСМФ. Вольфрам и молибден добавляют для снижения склонности к отпускной хрупкости. После термической обработки, включающей закалку с температуры 760…820oС и отпуск при 460…540oС, сталь имеет структуру – сорбит или троостит и сорбит отпуска. Твердость 40…45 HRC.
Штампы горячего прессования работают в более тяжелых условиях. Для их изготовления применяются стали повышенной теплостойкости. Сталь 3Х2В8Ф сохраняет теплостойкость до 650oС, но наличие карбидов вольфрама снижает вязкость. Сталь 4Х5В2ФС имеет высокую вязкость. Повышенное содержание хрома и кремния значительно увеличивает окалиностойкость стали.
Твердые сплавы
В качестве материалов для инструментов используются твердые сплавы, которые состоят из твердых карбидов и связующей фазы. Они изготавливаются методами порошковой металлургии.
Характерной особенностью твердых сплавов является очень высокая твердость 87…92 HRC при достаточно высокой прочности. Твердость и прочность зависят от количества связующей фазы (кобальта) и величины зерен карбидов. Чем крупнее зерна карбидов, тем выше прочность. Твердые сплавы отличаются большой износостойкостью и теплостойкостью. Основными твердыми сплавами являются группы ВК (WC + Co), TK (WC + TiC + Co), TTK (WC + TiC + TaC + Co). Наиболее распространенными сплавами группы ВК являются сплавы марок ВК3, ВК6, ВК8, ВК20, где число показывает содержание кобальта в процентах, остальное – карбиды вольфрама WC. Сплавы группы ТК марок Т30К6, Т14К8 – первое число показывает содержание карбидов титана в процентах, второе – содержание кобальта в процентах. Сплаы этой группы лучше противостоят изнашиванию, обладают большей твердостью, тепло- и жаростойкостью, стойкостью к коррозии, но меньшей теплопроводностью и большей хрупкостью. Используются на средних и высоких скоростях резания.
Сплавы с малым количеством кобальта обладают повышенной твердостью и износостойкостью, но минимальной прочностью, Поэтому их используют для чистового точения (ВК3, Т30К4).
Сплавы с повышенным содержанием кобальтаиспользуют для чернового точения (ВК8, Т14К8).
Сплав ВК20 начинают использовать для армирования штампов, что повышает их износостойкость.
Износостойкость инструментов из твердых сплавов превышает износостойкость инструментов из быстрорежущих стале в 10…20 раз и сохраняется до температур 800…1000oС.
Алмаз как материал для изготовления инструментов
80 % добываемых природных алмазов и все синтетические алмазы используются в качестве инструментальных материалов.
Основное количество алмазов используется в виде алмазного порошка для изготовления алмазно-абразивного инструмента – шлифовальных кругов, притиров, хонов, надфилей и др., для обработки особо твердых металлов и горных пород. Большое значение имеют заточные круги для твердосплавного инструмента, это увеличивает производительность труда и срок службы инструмента. Повышение стойкости твердосплавного инструмента обеспечивается высокой чистотой (отсутствие зазубрин, мелких трещин) лезвия инструмента.
Алмазный инструмент изготовляется в виде алмазосодержащих кругов с бакелитовой или металлической связкой.
Также изготавливают алмазные резцы (для обработки корпусов часов), фильеры (для волочения проволоки из высокотвердых и драгоценных металлов) и др.
![]()
![]() Лекция 20
Лекция 20
![]()
Коррозионно-стойкие стали и сплавы. Жаростойкие стали и сплавы. Жаропрочные стали и сплавы
1. Коррозия электрохимическая и химическая.
2. Классификация коррозионно-стойких сталей и сплавов
3. Хромистые стали.
4. Жаростойкость, жаростойкие стали и сплавы.
5. Жаропрочность, жаропрочные стали и сплавы
6. Классификация жаропрочных сталей и сплавов
Коррозия электрохимическая и химическая.
Разрушение металла под воздействием окружающей среды называют коррозией.
Коррозия помимо уничтожения металла отрицательно влияет на эксплуатационные характеристики деталей, содействуя всем видам разрушения.
Коррозия в зависимости от характера окружающей среды может быть химической и электрохимической.
Электрохимическая коррозия имеет место в водных растворах, а так же в обыкновенной атмосфере, где имеется влага.
Сущность этой коррозии в том, что ионы металла на поверхности детали, имея малую связь с глубинными ионами, легко отрываются от металла молекулами воды.
Металл, потеряв часть положительно заряженных частиц, ионов, заряжается отрицательно за счет избыточного количества оставшихся электронов. Одновременно слой воды, прилегающий к металлу, за счет ионов металла приобретает положительный заряд. Разность зарядов на границе металл – вода обуславливает скачок потенциала, который в процессе коррозии изменяется, увеличиваясь от растворения металла, и уменьшаясь от осаждения ионов из раствора на металле.
Если
количество ионов переходящих в раствор и осаждающихся на металле одинаково, то
скорости растворения и осаждения металла равны и процесс коррозии (разрушения
металла) не происходит. Этому соответствует равновесный потенциал ![]() .
.
За
нулевой потенциал принимают равновесный потенциал водородного иона в водном
растворе при концентрации положительных ионов водорода, равной 1 моль ионов ![]() +
на 1 литр.
+
на 1 литр.
Стандартные потенциалы других элементов измерены по отношению к водородному потенциалу.
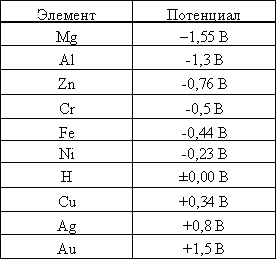
Металлы, стандартный потенциал которых отрицательный – корродируют в воде, в которой растворен кислород тем активнее, чем отрицательней значение электрохимического потенциала.
Уходящие
ионы металла, взаимодействуя с ионами ![]() ,
образуют гидроксиды, нерастворимые в воде, которые называют ржавчиной, а
процесс их образования – ржавлением.
,
образуют гидроксиды, нерастворимые в воде, которые называют ржавчиной, а
процесс их образования – ржавлением.
Схема ржавления железа:
![]() ;
;
![]()
Гидроксид
железа ![]() в
присутствии кислорода, растворенного в воде, превращается в
в
присутствии кислорода, растворенного в воде, превращается в ![]() .
Так как это нерастворимое соединение, то равновесный потенциал не может быть
достигнут и коррозия будет продолжаться до полного разрушения.
.
Так как это нерастворимое соединение, то равновесный потенциал не может быть
достигнут и коррозия будет продолжаться до полного разрушения.
В зависимости от структуры коррозия имеет разное проявление: при однородном металле – коррозия происходит равномерно по всей поверхности. При неоднородном металле – коррозия избирательная и называется точечной. Это явление наиболее опасно, так как приводит к быстрой порче всего изделия. Избирательная коррозия создает очаги концентрации напряжений, что содействует разрушению.
Химическая коррозия может происходить за счет взаимодействия металла с газовой средой при отсутствии влаги. Продуктом коррозии являются оксиды металла. Образуется пленка на поверхности металла толщиной в 1…2 периода кристаллической решетки. Этот слой изолирует металл от кислорода и препятствует дальнейшему окислению, защищает от электрохимической коррозии в воде. При создании коррозионно-стойких сплавов – сплав должен иметь повышенное значение электрохимического потенциала и быть по возможности однофазным.
Классификация коррозионно-стойких сталей и сплавов
Коррозионная стойкость может быть повышена, если содержание углерода свести до минимума, если ввести легирующий элемент, образующий с железом твердые растворы в таком количестве, при котором скачкообразно повысится электродный потенциал сплава.
Важнейшими коррозионно-стойкими техническими сплавами являются нержавеющие стали с повышенным содержанием хрома: хромистые и хромоникелевые. На рис. 20.1 показано влияние количества хрома в железохромистых сплавах на электрохимический потенциал сплава.
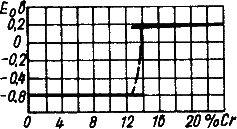
Рис
20.1. Влияние хрома на потенциал сплавов ![]()
Хромистые стали.
Содержание хрома должно быть не менее 13% (13…18%).
Коррозионная
стойкость объясняется образованием на поверхности защитной пленки оксида ![]() .
.
Углерод в нержавеющих сталях является нежелательным, так как он обедняет раствор хромом, связывая его в карбиды, и способствует получению двухфазного состояния. Чем ниже содержание углерода, тем выше коррозионная стойкость нержавеющих сталей.
Различают стали ферритного класса 08Х13, 12Х17, 08Х25Т, 15Х28. Стали с повышенным содержанием хрома не имеют фазовых превращений в твердом состоянии и поэтому не могут быть подвергнуты закалке. Значительным недостатком ферритных хромистых сталей является повышенная хрупкость из-за крупнокристаллической структуры. Эти стали склонны к межкристаллитной коррозии (по границам зерен) из-за обеднения хромом границ зерен. Для избежания этого вводят небольшое количество титана. Межкристаллитная коррозия обусловлена тем, что часть хрома около границ зерна взаимодействует с углеродом и образует карбиды. Концентрация хрома в твердом растворе у границ становится меньше 13% и сталь приобретает отрицательный потенциал.
Из-за склонности к росту зерна ферритные стали требуют строгих режимов сварки и интенсивного охлаждения зоны сварного шва. Недостатком является и склонность к охрупчиванию при нагреве в интервале температур 450…500oС
Из ферритных сталей изготавливают оборудование азотно-кислотных заводов (емкости, трубы).
Для повышения механических свойств ферритных хромистых сталей в них добавляют 2…3 % никеля. Стали 10Х13Н3, 12Х17Н2 используются для изготовления тяжелонагруженных деталей, работающих в агрессивных средах.
После закалки от температуры 1000oC и отпуска при 700…750oС предел текучести сталей составляет 1000 МПа.
Термическую обработку для ферритных сталей проводят для получения структуры более однородного твердого раствора, что увеличивает коррозионную стойкость.
Стали мартенситного класса 20Х13, 30Х13, 40Х13. После закалки и отпуска при 180…250oС стали 30Х13, 40Х13 имеют твердость 50…60 HRC и используются для изготовления режущего инструмента (хирургического), пружин для работы при температуре 400…450o, предметов домашнего обихода.
Стали аустенитного класса – высоколегированные хромоникелевые стали.
Никель
– аустенитообразующий элемент, сильно понижающий критические точки ![]() превращения.
После охлаждения на воздухе до комнатной температуры имеет структуру аустенита.
превращения.
После охлаждения на воздухе до комнатной температуры имеет структуру аустенита.
Нержавеющие стали аустенитного класса 04Х18Н10, 12Х18Н9Т имеют более высокую коррозионную стойкость, лучшие технологические свойства по сравнению с хромистыми нержавеющими сталями, лучше свариваются. Они сохраняют прочность до более высоких температур, менее склонны к росту зерна при нагреве и не теряют пластичности при низких температурах.
Хромоникелевые стали коррозионностойки в окислительных средах. Основным элементом является хром, никель только повышает коррозионную стойкость.
Для
большей гомогенности хромоникелевые стали подвергают закалке с температуры
1050…1100oC в воде. При нагреве происходит растворение
карбидов хрома в аустените. Выделение их из аустенита при закалке исключено,
так как скорость охлаждения велика. Получают предел прочности ![]() =
500…600 МПа, и высокие характеристики пластичности, относительное удлинение
=
500…600 МПа, и высокие характеристики пластичности, относительное удлинение ![]() =
35…45%.
=
35…45%.
Упрочняют аустенитные стали холодной пластической деформацией, что вызывает эффект наклепа. Предел текучести при этом может достигнуть значений 1000…1200 МПа, а предел прочности – 1200…1400 МПа.
Для уменьшения дефицитного никеля часть его заменяют марганцем (сталь 40Х14Г14Н3Т) или азотом (сталь 10Х20Н4АГ11).
Аустенитно-ферритные стали 12Х21Н5Т, 08Х22Н6Т являются заменителями хромоникелевых сталей с целью экономии никеля.
Свойства сталей зависят от соотношения ферритной и аустенитной фаз (оптимальные свойства получают при соотношении – Ф:А=1:1 ). Термическая обработка сталей включает закалку от температуры 1100…1150oC и отпуск-старение при температуре 500…750oC.
Аустенитно-ферритные стали не подвержены коррозионному растрескиванию под напряжением: трещины могут возникать только на аустенитных участках, но ферритные участки задерживают их развитие. При комнатных температурах аустенитно-ферритные стали имеют твердость и прочность выше, а пластичность и ударную вязкость ниже, чем стали аустенитного класса.
Кроме
нержавеющих сталей в промышленности применяют коррозионно-стойкие сплавы – это сплавы
на никелевой основе. Сплавы типа хастеллой содержат до 80 %
никеля, другим элементом является молибден в количестве до 15…30 %. Сплавы
являются коррозионно-стойкими в особо агрессивных средах (кипящая фосфорная или
соляная кислота), обладают высокими механическими свойствами. После термической
обработки – закалки и старения при температуре 800oС – сплавы имеют
предел прочности ![]() МПа,
и твердость
МПа,
и твердость ![]() .
Недостатком является склонность к межкристаллической коррозии, поэтому содержание
углерода в этих сплавах должно быть минимальным.
.
Недостатком является склонность к межкристаллической коррозии, поэтому содержание
углерода в этих сплавах должно быть минимальным.
Жаростойкость, жаростойкие стали и сплавы.
Жаростойкость (окалиностойкость) – это способность металлов и сплавов сопротивляться газовой коррозии при высоких температурах в течение длительного времени.
Если изделие работает в окислительной газовой среде при температуре 500..550oC без больших нагрузок, то достаточно, чтобы они были только жаростойкими (например, детали нагревательных печей).
Сплавы
на основе железа при температурах выше 570oC интенсивно окисляются,
так как образующаяся в этих условиях на поверхности металла оксид железа ![]() (вюстит)
с простой решеткой, имеющей дефицит атомов кислорода (твердый раствор
вычитания), не препятствует диффузии кислорода и металла. Происходит
интенсивное образование хрупкой окалины.
(вюстит)
с простой решеткой, имеющей дефицит атомов кислорода (твердый раствор
вычитания), не препятствует диффузии кислорода и металла. Происходит
интенсивное образование хрупкой окалины.
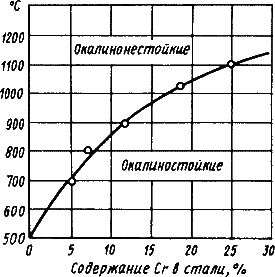
Рис. 20.2. Влияние хрома на жаростойкость хромистой стали
Для повышения жаростойкости в состав стали вводят элементы, которые образуют с кислородом оксиды с плотным строением кристаллической решетки (хром, кремний, алюминий).
Степень легированости стали, для предотвращения окисления, зависит от температуры. Влияние хрома на жаростойкость хромистой стали показано на рис.20.2.
Чем выше содержание хрома, тем более окалиностойки стали (например, сталь 15Х25Т является окалиностойкой до температуры 1100…1150oC).
Высокой жаростойкостью обладают сильхромы, сплавы на основе никеля – нихромы, стали 08Х17Т, 36Х18Н25С2, 15Х6СЮ.
Жаропрочность, жаропрочные стали и сплавы
Жаропрочность – это способность металла сопротивляться пластической деформации и разрушению при высоких температурах.
Жаропрочные материалы используются для изготовления деталей, работающих при высоких температурах, когда имеет место явление ползучести.
Критериями оценки жаропрочности являются кратковременная и длительная прочности, ползучесть.
Кратковременная
прочность
определяется с помощью испытаний на растяжение разрывных образцов. Образцы
помещают в печь и испытывают при заданной температуре. Обозначают
кратковременную прочность ![]() =,
например
=,
например ![]() 300oС=
300МПа.
300oС=
300МПа.
Прочность зависит от продолжительности испытаний.
Пределом
длительной прочности
называется максимальное напряжение ![]() ,
которое вызывает разрушение образца при заданной температуре за определенное
время.
,
которое вызывает разрушение образца при заданной температуре за определенное
время.
Например
![]() =
200 МПа, верхний индекс означает температуру испытаний, а нижний – заданную
продолжительность испытания в часах. Для котельных установок требуется
невысокое значение прочности, но в течение нескольких лет.
=
200 МПа, верхний индекс означает температуру испытаний, а нижний – заданную
продолжительность испытания в часах. Для котельных установок требуется
невысокое значение прочности, но в течение нескольких лет.
Ползучесть – свойство металла медленно пластически деформироваться под действием постоянной нагрузки при постоянной температуре.
При испытаниях образцы помещают в печь с заданной температурой и прикладывают постоянную нагрузку. Измеряют деформацию индикаторами.
При
обычной температуре и напряжениях выше предела упругости ![]() ползучесть
не наблюдается, а при температуре выше 0,6Тпл, когда протекают
процессы разупрочнения, и при напряжениях выше предела упругости
ползучесть
не наблюдается, а при температуре выше 0,6Тпл, когда протекают
процессы разупрочнения, и при напряжениях выше предела упругости ![]() наблюдается
ползучесть.
наблюдается
ползучесть.
В зависимости от температуры скорость деформации при постоянной нагрузке выражается кривой состоящей из трех участков (рис. 20.3):
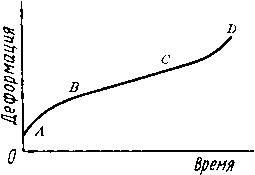
Рис. 20.3. Кривая ползучести
1. ОА – упругая деформация образца в момент приложения нагрузки;
2. АВ – участок, соответствующий начальной скорости ползучести;
3. ВС – участок установившейся скорости ползучести, когда удлинение имеет постоянную скорость.
Если напряжения достаточно велики, то протекает третья стадия (участок СД), связанная с началом разрушения образца (образование шейки).
Для углеродистых сталей ползучесть наблюдается при нагреве выше 400oС.
Предел
ползучести
– напряжение, которое за определенное время при заданной температуре вызывает
заданное суммарное удлинение или заданную скорость деформации ![]() .
.
Например![]()
![]() МПа,
где верхний индекс – температура испытания вoС, первый нижний индекс
– заданное суммарное удлинение в процентах, второй – заданная продолжительность
испытания в часах.
МПа,
где верхний индекс – температура испытания вoС, первый нижний индекс
– заданное суммарное удлинение в процентах, второй – заданная продолжительность
испытания в часах.
Классификация жаропрочных сталей и сплавов
В качестве современных жаропрочных материалов можно отметить перлитные, мартенситные и аустенитные жаропрочные стали, никелевые и кобальтоавые жаропрочные сплавы, тугоплавкие металлы.
При температурах до 300oC обычные конструкционные стали имеют высокую прочность, нет необходимости использовать высоколегированные стали.
Для работы в интервале температур 350…500oC применяют легированные стали перлитного, ферритного и мартенситного классов.
Перлитные жаропрочные стали. К этой группе относятся котельные стали и сильхромы. Эти стали применяются для изготовления деталей котельных агрегатов, паровых турбин, двигателей внутреннего сгорания. Стали содержат относительно мало углерода. Легирование сталей хромом, молибденом и ванадием производится для повышения температуры рекристаллизации (марки 12Х1МФ, 20Х3МФ). Используются в закаленном и высокоотпущенном состоянии. Иногда закалку заменяют нормализацией. В результате этого образуются пластинчатые продукты превращения аустенита, которые обеспечивают более высокую жаропрочность. Предел ползучести этих сталей должен обеспечить остаточную деформацию в пределах 1 % за время 10000…100000 ч работы.
Перлитные стали обладают удовлетворительной свариваемостью, поэтому используются для сварных конструкций (например, трубы пароперегревателей).
Для деталей газовых турбин применяют сложнолегированные стали мартенситного класса 12Х2МФСР, 12Х2МФБ, 15Х12ВНМФ. Увеличение содержания хрома повышает жаростойкость сталей. Хром, вольфрам, молибден и ванадий повышают температуру рекристаллизации, образуются карбиды, повышающие прочность после термической обработки. Термическая обработка состоит из закалки от температур выше 1000oС в масле или на воздухе и высокого отпуска при температурах выше температуры эксплуатации.
Для изготовления жаропрочных деталей, не требующих сварки (клапаны двигателей внутреннего сгорания), применяются хромокремнистые стали – сильхромы: 40Х10С2М, 40Х9С2, Х6С.
Жаролрочные свойства растут с увеличением степени легированности. Сильхромы подвергаются закалке от температуры около 1000oС и отпуску при температуре 720…780oС.
При рабочих температурах 500…700oC применяются стали аустенитного класса. Из этих сталей изготавливают клапаны двигателей, лопатки газовых турбин,сопловые аппараты реактивных двигателей и т.д.
Основными жаропрочными аустенитными сталями являются хромоникелевые стали, дополнительно легированные вольфрамом, молибденом, ванадием и другими элементами. Стали содержат 15…20 % хрома и 10…20 % никеля. Обладают жаропрочностью и жаростойкостью, пластичны, хорошо свариваются, но затруднена обработка резанием и давлением, охрупчиваются в интервале температур около 600oС, из-за выделения по границам различных фаз.
По структуре стали подразделяются на две группы:
1. Аустенитные стали с гомогенной структурой 17Х18Н9, 09Х14Н19В2БР1,12Х18Н12Т. Содержание углерода в этих сталях минимальное. Для создания большей однородности аустенита стали подвергаются закалке с 1050…1100oС в воде, затем для стабилизации структуры – отпуску при 750oС.
2. Аустенитные стали с гетерогенной структурой 37Х12Н8Г8МФБ, 10Х11Н20Т3Р.
Термическая обработка сталей включает закалку с 1050…1100oС. После закалки старение при температуре выше эксплуатационной (600…750oС). В процессе выдержки при этих температурах в дисперсном виде выделяются карбиды, карбонитриды, вследствие чего прочность стали повышается.
Детали, работающие при температурах 700…900oC, изготавливают из сплавов на основе никеля и кобальта (например, турбины реактивных двигателей).
Никелевые сплавы преимущественно применяют в деформированном виде. Они содержат более 55 % никеля и минимальное количество углерода (0,06…0,12 %). По жаропрочным свойствам превосходят лучшие жаропрочные стали.
По структуре никелевые сплавы разделяют на гомогенные (нихромы) и гетерогенные (нимоники).
Нихромы. Основой этих сплавов является никель, а основным легирующим элементом – хром (ХН60Ю, ХН78Т).
Нихромы не обладают высокой жаропрочностью, но они очень жаростойки. Их применяют для малонагруженных деталей, работающих в окислительных средах, в том числе и для нагревательных элементов.
Нимоники являются четвертными сплавами никель – хром (около 20 %) – титан (около 2%) – алюминий (около 1 %) (ХН77ТЮ, ХН70МВТЮБ, ХН55ВМТФКЮ). Используются только в термически обработанном состоянии. Термическая обработка состоит из закалки с 1050…1150oС на воздухе и отпуска – старения при 600…800oС.
Увеличение жаропрочности сложнолегированных никелевых сплавов достигается упрочнением твердого раствора введением кобальта, молибдена, вольфрама.
Основными материалами, которые могут работать при температурах выше 900oC (до 2500oС), являются сплавы на основе тугоплавких металлов – вольфрама, молибдена, ниобия и других.
Температуры плавления основных тугоплавких металлов: вольфрам – 3400oС, тантал – 3000oС, молибден – 2640oС, ниобий – 2415oС, хром – 1900oС.
Высокая жаропрочность таких металлов обусловлена большими силами межатомных связей в кристаллической решетке и высокими температурами рекристаллизации.
Наиболее часто применяют сплавы на основе молибдена. В качестве легирующих добавок в сплавы вводят титан, цирконий, ниобий. С целью защиты от окисления проводят силицирование, на поверхности сплавов образуется слой MoSi2 толщиной 0,03…0,04 мм. При температуре 1700oС силицированные детали могут работать 30 часов.
Вольфрам – наиболее тугоплавкий металл. Его используют в качестве легирующего элемента в сталях и сплавах различного назначения, в электротехнике и электронике (нити накала, нагреватели в вакуумных приборах).
В качестве легирующих элементов к вольфраму добавляют молибден, рений, тантал. Сплавы вольфрама с рением сохраняют пластичность до –196oС и имеют предел прочности 150 МПа при температуре 1800oС.
Для сплавов на основе вольфрама характерна низкая жаростойкость, пленки образующихся оксидов превышают объем металла более, чем в три раза, поэтому они растрескиваются и отслаиваются Изготавливают изделия, работающие в вакууме).
![]()
![]()
![]()
![]() Лекция 21
Лекция 21
![]()
Цветные металлы и сплавы на их основе. Титан и его сплавы. Алюминий и его сплавы. Магний и его сплавы. Медь и ее сплавы
1. Медь и ее сплавы
2. Титан и его сплавы
3. Области применения титановых сплавов:
4. Алюминий и его сплавы
5. Алюминиевые сплавы.
6. Деформируемые сплавы, не упрочняемые термической обработкой.
7. Деформируемые сплавы, упрочняемые термической обработкой.
8. Литейные алюминиевые сплавы.
9. Магний и его сплавы
10. Деформируемые магниевые сплавы.
11. Литейные магниевые сплавы.
12. Медь и ее сплавы
13. Латуни.
14. Бронзы
Медь и ее сплавы
Цветные металлы являются более дорогими и дефицитными по сравнению с черными металлами, однако область их применения в технике непрерывно расширяется. Это сплавы на основе титана, алюминия, магния, меди.
Переход промышленности на сплавы из легких металлов значительно расширяет сырьевую базу. Титан, алюминий, магний можно получать из бедных и сложных по составу руд, отходов производства.
Титан и его сплавы
Титан серебристо-белый легкий металл с плотностью 4,5 г/см3. Температура плавления титана зависит от степени чистоты и находится в пределах 1660…1680oС.
Чистый иодидный титан, в котором сумма примесей составляют 0,05…0,1 %, имеет модуль упругости 112 000 МПа, предел прочности около 300 МПа, относительное удлинение 65%. Наличие примесей сильно влияет на свойства. Для технического титана ВТ1, с суммарным содержанием примесей 0,8 %, предел прочности составляет 650 МПа, а относительное удлинение – 20 %.
При
температуре 882oС титан претерпевает полиморфное превращение, ![]() –титан
с гексагональной решеткой переходит в
–титан
с гексагональной решеткой переходит в ![]() –
титан с объемно-центрированной кубической решеткой. Наличие полиморфизма у
титана создает предпосылки для улучшения свойств титановых сплавов с помощью
термической обработки.
–
титан с объемно-центрированной кубической решеткой. Наличие полиморфизма у
титана создает предпосылки для улучшения свойств титановых сплавов с помощью
термической обработки.
Титан имеет низкую теплопроводность. При нормальной температуре обладает высокой коррозионной стойкостью в атмосфере, в воде, в органических и неорганических кислотах ( не стоек в плавиковой, крепких серной и азотной кислотах), благодаря тому, что на воздухе быстро покрывается защитной пленкой плотных оксидов. При нагреве выше 500oС становится очень активным элементом. Он либо растворяет почти все соприкасающиеся и ним вещества, либо образует с ними химические соединения.
Титановые сплавы имеют ряд преимуществ по сравнению с другими:
·
сочетание
высокой прочности (![]() МПа) с хорошей пластичностью (
МПа) с хорошей пластичностью (![]() );
);
· малая плотность, обеспечивающая высокую удельную прочность;
· хорошая жаропрочность, до 600…700oС;
· высокая коррозионная стойкость в агрессивных средах.
Однородные титановые сплавы, не подверженные старению, используют в криогенных установках до гелиевых температур.
В результате легирования титановых сплавов можно получить нужный комплекс свойств. Легирующие элементы, входящие в состав промышленных титановых сплавов, образуют с титаном твердые растворы замещения и изменяют температуру аллотропического превращения. Влияние легирующих элементов на полиморфизм титана показано на рис. 21.1.

Рис.21.1. Влияние легирующих элементов на полиморфизм титана:
Элементы,
повышающие температуру превращения, способствуют стабилизации ![]() —
твердого раствора и называются
—
твердого раствора и называются ![]() –стабилизаторами,
это – алюминий, кислород, азот, углерод.
–стабилизаторами,
это – алюминий, кислород, азот, углерод.
Элементы,
понижающие температуру превращения, способствуют стабилизации ![]() –
твердого раствора и называются
–
твердого раствора и называются ![]() –
стабилизаторами, это – молибден, ванадий, хром, железо.
–
стабилизаторами, это – молибден, ванадий, хром, железо.
Кроме
![]() – и
– и ![]() –стабилизаторов
различают нейтральные упрочнители: олово, цирконий, гафний.
–стабилизаторов
различают нейтральные упрочнители: олово, цирконий, гафний.
В
соответствии с влиянием легирующих элементов титановые сплавы при нормальной
температуре могут иметь структуру ![]() или
или ![]() .
.
Сплавы на основе титана можно подвергать всем видам термической обработки, химико-термической и термомеханической обработке. Упрочнение титановых сплавов достигается легированием, наклепом, термической обработкой.
Часто титановые сплавы легируют алюминием, он увеличивает прочность и жаропрочность, уменьшает вредное влияние водорода, увеличивает термическую стабильность. Для повышения износостойкости титановых сплавов их подвергают цементации или азотированию.
Основным недостатком титановых сплавов является плохая обрабатываемость режущим инструментом.
По способу производства деталей различаются деформируемые (ВТ 9, ВТ 18) и литейные (ВТ 21Л, ВТ 31Л) сплавы.
Области применения титановых сплавов:
· авиация и ракетостроение (корпуса двигателей, баллоны для газов, сопла, диски, детали крепежа);
· химическая промышленность (компрессоры, клапаны, вентили для агрессивных жидкостей);
· оборудование для обработки ядерного топлива;
· морское и речное судостроение (гребные винты, обшивка морских судов, подводных лодок);
· криогенная техника (высокая ударная вязкость сохраняется до –253oС).
Алюминий и его сплавы
Алюминий – легкий металл с плотностью 2,7 г/см3 и температурой плавления 660oС. Имеет гранецентрированную кубическую решетку. Обладает высокой тепло- и электропроводностью. Химически активен, но образующаяся плотная пленка оксида алюминия Al2O3, предохраняет его от коррозии.
Механические свойства: предел прочности 150 МПа, относительное удлинение 50 %, модуль упругости 7000 МПа.
Алюминий высокой чистоты маркируется А99 (99,999 % Al), А8, А7, А6, А5, А0 (содержание алюминия от 99,85 % до 99 %).
Технический алюминий хорошо сваривается, имеет высокую пластичность. Из него изготавливают строительные конструкции, малонагруженные детали машин, используют в качестве электротехнического материала для кабелей, проводов.
Алюминиевые сплавы.
Принцип маркировки алюминиевых сплавов. В начале указывается тип сплава: Д – сплавы типа дюралюминов; А – технический алюминий; АК – ковкие алюминиевые сплавы; В – высокопрочные сплавы; АЛ – литейные сплавы.
Далее указывается условный номер сплава. За условным номером следует обозначение, характеризующее состояние сплава: М – мягкий (отожженный); Т – термически обработанный (закалка плюс старение); Н – нагартованный; П – полунагартованный
По технологическим свойствам сплавы подразделяются на три группы:
· деформируемые сплавы, не упрочняемые термической обработкой:
· деформируемые сплавы, упрочняемые термической обработкой;
· литейные сплавы.
Методами порошковой металлургии изготовляют спеченные алюминиевые сплавы (САС) испеченные алюминиевые порошковые сплавы (САП).
Деформируемые сплавы, не упрочняемые термической обработкой.
Прочность алюминия можно повысить легированием. В сплавы, не упрочняемые термической обработкой, вводят марганец или магний. Атомы этих элементов существенно повышают его прочность, снижая пластичность. Обозначаются сплавы: с марганцем – АМц, с магнием – АМг; после обозначения элемента указывается его содержание (АМг3).
Магний действует только как упрочнитель, марганец упрочняет и повышает коррозионную стойкость.
Прочность сплавов повышается только в результате деформации в холодном состоянии. Чем больше степень деформации, тем значительнее растет прочность и снижается пластичность. В зависимости от степени упрочнения различают сплавы нагартованные и полунагартованные (АМг3П).
Эти сплавы применяют для изготовления различных сварных емкостей для горючего, азотной и других кислот, мало- и средненагруженных конструкций.
Деформируемые сплавы, упрочняемые термической обработкой.
К таким сплавам относятся дюралюмины ( сложные сплавы систем алюминий – медь –магний или алюминий – медь – магний – цинк). Они имеют пониженную коррозионную стойкость, для повышения которой вводится марганец.
Дюралюмины обычно подвергаются закалке с температуры 500oС и естественному старению, которому предшествует двух-, трехчасовой инкубационный период. Максимальная прочность достигается через 4…5 суток.
Широкое применение дюралюмины находят в авиастроении, автомобилестроении, строительстве.
Высокопрочными стареющими сплавами являются сплавы, которые кроме меди и магния содержат цинк. Сплавы В95, В96 имеют предел прочности около 650 МПа. Основной потребитель – авиастроение (обшивка, стрингеры, лонжероны).
Ковочные алюминиевые сплавы АК:, АК8 применяются для изготовления поковок. Поковки изготавливаются при температуре 380…450oС, подвергаются закалке от температуры 500…560oС и старению при 150…165oС в течение 6…15 часов.
В состав алюминиевых сплавов дополнительно вводят никель, железо, титан, которые повышают температуру рекристаллизации и жаропрочность до 300oС.
Изготавливают поршни, лопатки и диски осевых компрессоров, турбореактивных двигателей.
Литейные алюминиевые сплавы.
К литейным сплавам относятся сплавы системы алюминий – кремний (силумины), содержащие 10…13 % кремния.
Присадка к силуминам магния, меди содействует эффекту упрочнения литейных сплавов при старении. Титан и цирконий измельчают зерно. Марганец повышает антикоррозионные свойства. Никель и железо повышают жаропрочность.
Литейные сплавы маркируются от АЛ2 до АЛ20. Силумины широко применяют для изготовления литых деталей приборов и других средне- и малонагруженных деталей, в том числе тонкостенных отливок сложной формы.
Магний и его сплавы
Магний – очень легкий металл, его плотность – 1,74 г/см3. Температура плавления – 650oС. Магний имеет гексагональную плотноупакованную кристаллическую решетку. Очень активен химически, вплоть до самовозгорания на воздухе. Механические свойства технически чистого магния (Мг1): предел прочности – 190 МПа, относительное удлинение – 18 %, модуль упругости – 4500 МПа.
Основными магниевыми сплавами являются сплавы магния с алюминием, цинком, марганцем, цирконием. Сплавы делятся на деформируемые и литейные.
Сплавы упрочняются после закалки и искусственного старения. Закалку проводят от температуры 380…420oС, старение при температуре 260…300oС в течение 10…24 часов. Особенностью является длительная выдержка под закалку – 4…24 часа.
Деформируемые магниевые сплавы.
Магний плохо деформируется при нормальной температуре. Пластичность сплавов значительно увеличивается при горячей обработке давлением (360…520oС). Деформируемые сплавы маркируют МА1, МА8, МА9, ВМ 5—1.
Из деформируемых магниевых сплавов изготавливают детали автомашин, самолетов, прядильных и ткацких станков. В большинстве случаев эти сплавы обладают удовлетворительной свариваемостью.
Литейные магниевые сплавы.
Литейные сплавы маркируются МЛ3, МЛ5, ВМЛ–1. Последний сплав является жаропрочным, может работать при температурах до 300oС.
Отливки изготавливают литьем в землю, в кокиль, под давлением. Необходимы меры, предотвращающие загорание сплава при плавке, в процессе литья.
Из литейных сплавов изготавливают детали двигателей, приборов, телевизоров, швейных машин.
Магниевые сплавы, благодаря высокой удельной прочности широко используются в самолето- и ракетостроении.
Медь и ее сплавы
Медь имеет гранецентрированную кубическую решетку. Плотность меди 8,94 г/см3, температура плавления 1083oС.
Характерным свойством меди является ее высокая электропроводность, поэтому она находит широкое применение в электротехнике. Технически чистая медь маркируется: М00 (99,99 % Cu), М0 (99,95 % Cu), М2, М3 и М4 (99 % Cu).
Механические свойства меди относительно низкие: предел прочности составляет 150…200 МПа, относительное удлинение – 15…25 %. Поэтому в качестве конструкционного материала медь применяется редко. Повышение механических свойств достигается созданием различных сплавов на основе меди.
Различают две группы медных сплавов: латуни – сплавы меди с цинком, бронзы – сплавы меди с другими (кроме цинка) элементами.
Латуни.
Латуни могут иметь в своем составе до 45 % цинка. Повышение содержания цинка до 45 % приводит к увеличению предела прочности до 450 МПа. Максимальная пластичность имеет место при содержании цинка около 37 %.
При
сплавлении меди с цинком образуется ряд твердых растворов ![]() (рис.21.2).
(рис.21.2).
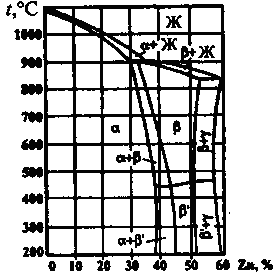
Рис.21.2. Диаграмма состояния медь – цинк
Из
диаграммы состояния медь – цинк видно, что в зависимости от состава имеются
однофазные латуни, состоящие из ![]() –
твердого раствора, и двухфазные (
–
твердого раствора, и двухфазные (![]() ) –
латуни.
) –
латуни.
По способу изготовления изделий различают латуни деформируемые и литейные.
Деформируемые латуни маркируются буквой Л, за которой следует число, показывающее содержание меди в процентах, например в латуни Л62 содержится 62 % меди и 38 % цинка. Если кроме меди и цинка, имеются другие элементы, то ставятся их начальные буквы ( О – олово, С – свинец, Ж – железо, Ф – фосфор, Мц – марганец, А – алюминий, Ц – цинк). Количество этих элементов обозначается соответствующими цифрами после числа, показывающего содержание меди, например, сплав ЛАЖ60-1-1 содержит 60 % меди, 1 % алюминия, 1 % железа и 38 % цинка.
Однофазные
![]() –
латуни используются для изготовления деталей деформированием в холодном
состоянии. Изготавливают ленты, гильзы патронов, радиаторные трубки, проволоку.
–
латуни используются для изготовления деталей деформированием в холодном
состоянии. Изготавливают ленты, гильзы патронов, радиаторные трубки, проволоку.
Для
изготовления деталей деформированием при температуре выше 500oС
используют (![]() ) –
латуни. Из двухфазных латуней изготавливают листы, прутки и другие заготовки,
из которых последующей механической обработкой изготавливают детали.
Обрабатываемость резанием улучшается присадкой в состав латуни свинца,
например, латунь марки ЛС59-1, которую называют “автоматной латунью”.
) –
латуни. Из двухфазных латуней изготавливают листы, прутки и другие заготовки,
из которых последующей механической обработкой изготавливают детали.
Обрабатываемость резанием улучшается присадкой в состав латуни свинца,
например, латунь марки ЛС59-1, которую называют “автоматной латунью”.
Латуни имеют хорошую коррозионную стойкость, которую можно повысить дополнительно присадкой олова. Латунь ЛО70-1 стойка против коррозии в морской воде и называется “морской латунью“.
Добавка никеля и железа повышает механическую прочность до 550 МПа.
Литейные латуни также маркируются буквой Л, После буквенного обозначения основного легирующего элемента (цинк) и каждого последующего ставится цифра, указывающая его усредненное содержание в сплаве. Например, латунь ЛЦ23А6Ж3Мц2 содержит 23 % цинка, 6 % алюминия, 3 % железа, 2 % марганца.. Наилучшей жидкотекучестью обладает латунь марки ЛЦ16К4. К литейным латуням относятся латуни типа ЛС, ЛК, ЛА, ЛАЖ, ЛАЖМц. Литейные латуни не склонны к ликвации, имеют сосредоточенную усадку, отливки получаются с высокой плотностью.
Латуни являются хорошим материалом для конструкций, работающих при отрицательных температурах.
Бронзы
Сплавы меди с другими элементами кроме цинка назаваются бронзами.
Бронзы подразделяются на деформируемые и литейные.
При маркировке деформируемых бронз на первом месте ставятся буквы Бр, затем буквы, указывающие, какие элементы, кроме меди, входят в состав сплава. После букв идут цифры, показавающие содержание компонентов в сплаве. Например, марка БрОФ10-1 означает, что в бронзу входит 10 % олова, 1 % фосфора, остальное – медь.
Маркировка литейных бронз также начинается с букв Бр, затем указываются буквенные обозначения легирующих элементов и ставится цифра, указывающая его усредненное содержание в сплаве. Например, бронза БрО3Ц12С5 содержит 3 % олова, 12 % цинка, 5 % свинца, остальное – медь.
Оловянные
бронзы
При сплавлении меди с оловом образуются твердые растворы. Эти сплавы очень
склонны к ликвации из-за большого температурного интервала кристаллизации.
Благодаря ликвации сплавы с содержанием олова выше 5 % имеют в структуре
эвтектоидную составляющую Э(![]() ),
состоящую из мягкой и твердой фаз. Такое строение является благоприятным для деталей
типа подшипников скольжения: мягкая фаза обеспечивает хорошую прирабатываемость,
твердые частицы создают износостойкость. Поэтому оловянные бронзы являются
хорошими антифрикционными материалами.
),
состоящую из мягкой и твердой фаз. Такое строение является благоприятным для деталей
типа подшипников скольжения: мягкая фаза обеспечивает хорошую прирабатываемость,
твердые частицы создают износостойкость. Поэтому оловянные бронзы являются
хорошими антифрикционными материалами.
Оловянные бронзы имеют низкую объемную усадку (около 0,8 %), поэтому используются в художественном литье.
Наличие фосфора обеспечивает хорошую жидкотекучесть.
Оловянные бронзы подразделяются на деформируемые и литейные.
В деформируемых бронзах содержание олова не должно превышать 6 %, для обеспечения необходимой пластичности, БрОФ6,5-0,15.
В зависимости от состава деформируемые бронзы отличаются высокими механическими, антикоррозионными, антифрикционными и упругими свойствами, и используются в различных отраслях промышленности. Из этих сплавов изготавливают прутки, трубы, ленту, проволоку.
Литейные оловянные бронзы, БрО3Ц7С5Н1, БрО4Ц4С17, применяются для изготовления пароводяной арматуры и для отливок антифрикционных деталей типа втулок, венцов червячных колес, вкладышей подшипников.
Алюминиевые бронзы, БрАЖ9-4, БрАЖ9-4Л, БрАЖН10-4-4.
Бронзы
с содержанием алюминия до 9,4 % имеют однофазное строение ![]() –
твердого раствора. При содержании алюминия 9,4…15,6 % сплавы системы медь –
алюминий двухфазные и состоят из
–
твердого раствора. При содержании алюминия 9,4…15,6 % сплавы системы медь –
алюминий двухфазные и состоят из ![]() – и
– и ![]() –
фаз.
–
фаз.
Оптимальными
свойствами обладают алюминиевые бронзы, содержащие 5…8 % алюминия. Увеличение
содержания алюминия до 10…11 % вследствие появления ![]() –
фазы ведет к резкому повышению прочности и сильному снижению пластичности.
Дополнительное повышение прочности для сплавов с содержанием алюминия 8…9,5 %
можно достичь закалкой.
–
фазы ведет к резкому повышению прочности и сильному снижению пластичности.
Дополнительное повышение прочности для сплавов с содержанием алюминия 8…9,5 %
можно достичь закалкой.
Положительные особенности алюминиевых бронз по сравнению с оловянными:
· меньшая склонность к внутрикристаллической ликвации;
· большая плотность отливок;
· более высокая прочность и жаропрочность;
· меньшая склонность к хладоломкости.
Основные недостатки алюминиевых бронз:
· значительная усадка;
· склонность к образованию столбчатых кристаллов при кристаллизации и росту зерна при нагреве, что охрупчивает сплав;
· сильное газопоглощение жидкого расплава;
· самоотпуск при медленном охлаждении;
· недостаточная коррозионная стойкость в перегретом паре.
Для устранения этих недостатков сплавы дополнительно легируют марганцем, железом, никелем, свинцом.
Из алюминиевых бронз изготавливают относительно мелкие, но высокоответственные детали типа шестерен, втулок, фланцев литьем и обработкой давлением. Из бронзы БрА5 штамповкой изготавливают медали и мелкую разменную монету.
Кремнистые бронзы, БрКМц3-1, БрК4, применяют как заменители оловянных бронз. Они немагнитны и морозостойки, превосходят оловянные бронзы по коррозионной стойкости и механическим свойствам, имеют высокие упругие свойства. Сплавы хорошо свариваются и подвергаются пайке. Благодаря высокой устойчивости к щелочным средам и сухим газам, их используют для производства сточных труб, газо- и дымопроводов.
Свинцовые бронзы, БрС30, используют как высококачественный антифрикционный материал. По сравнению с оловянными бронзами имеют более низкие механические и технологические свойства.
Бериллиевые бронзы, БрБ2, являются высококачественным пружинным материалом. Растворимость бериллия в меди с понижением температуры значительно уменьшается. Это явление используют для получения высоких упругих и прочностных свойств изделий методом дисперсионного твердения. Готовые изделия из бериллиевых бронз подвергают закалке от 800oС, благодаря чему фиксируется при комнатной температуре пересыщенные твердый раствор бериллия в меди. Затем проводят искусственное старение при температуре 300…350oС. При этом происходит выделение дисперсных частиц, возрастают прочность и упругость. После старения предел прочности достигает 1100…1200 МПа.
![]()
![]()
![]()
![]() Лекция 22
Лекция 22
![]()
Композиционные материалы. Материалы порошковой металлургии: пористые, конструкционные, электротехнические
1. Композиционные материалы
2. Материалы порошковой металлургии
3. Пористые порошковые материалы
4. Прочие пористые изделия.
5. Конструкционные порошковые материалы
6. Спеченные цветные металлы.
7. Электротехнические порошковые материалы
8. Магнитные порошковые материалы.
Композиционные материалы
Композиционные материалы – искусственно созданные материалы, которые состоят из двух или более компонентов, различающихся по составу и разделенных выраженной границей, и которые имеют новые свойства, запроектированные заранее.
Компоненты композиционного материала различны по геометрическому признаку.
Компонент, непрерывный во всем объеме композиционного материала, называется матрицей.
Компонент прерывистый, разделенный в объеме композиционного материала, называется арматурой.
Матрица придает требуемую форму изделию, влияет на создание свойств композиционного материала, защищает арматуру от механических повреждений и других воздействий среды.
В качестве матриц в композиционных материалах могут быть использованы металлы и их сплавы, полимеры органические и неорганические, керамические, углеродные и другие материалы. Свойства матрицы определяют технологические параметры процесса получения композиции и ее эксплуатационные свойства: плотность, удельную прочность, рабочую температуру, сопротивление усталостному разрушению и воздействию агрессивных сред.
Армирующие или упрочняющие компоненты равномерно распределены в матрице. Они, как правило, обладают высокой прочностью, твердостью и модулем упругости и по этим показателям значительно превосходят матрицу. Вместо термина армирующий компонент можно использовать термин наполнитель.
Композиционные материалы классифицируют по геометрии наполнителя, расположению его в матрице, природе компонентов.
По геометрии наполнителя композиционные материалы подразделяются на три группы:
· с нуль-мерными наполнителями, размеры которых в трех измерениях имеют один и тот же порядок;
· с одномерными наполнителями, один из размеров которых значительно превышает два других;
· с двухмерными наполнителями, два размера которых значительно превышают третий.
По схеме расположения наполнителей выделяют три группы композиционных материалов:
· с одноосным (линейным) расположением наполнителя в виде волокон, нитей, нитевидных кристаллов в матрице параллельно друг другу;
· с двухосным (плоскостным) расположением армирующего наполнителя, матов из нитевидных кристаллов, фольги в матрице в параллельных плоскостях;
· с трехосным (объемным) расположением армирующего наполнителя и отсутствием преимущественного направления в его расположении.
По природе компонентов композиционные материалы разделяются на четыре группы:
· композиционные материалы, содержащие компонент из металлов или сплавов;
· композиционные материалы, содержащие компонент из неорганических соединений оксидов, карбидов, нитридов и др.;
· композиционные материалы, содержащие компонент из неметаллических элементов, углерода, бора и др.;
· композиционные материалы, содержащие компонент из органических соединений эпоксидных, полиэфирных, фенольных и др.
Свойства композиционных материалов зависят не только от физико-химических свойств компонентов, но и от прочности связи между ними. Максимальная прочность достигается, если между матрицей и арматурой происходит образование твердых растворов или химических соединений.
В композиционных материалах с нуль-мерным наполнителем наибольшее распространение получила металлическая матрица. Композиции на металлической основе упрочняются равномерно распределенными дисперсными частицами различной дисперсности. Такие материалы отличаются изотропностью свойств.
В таких материалах матрица воспринимает всю нагрузку, а дисперсные частицы наполнителя препятствуют развитию пластической деформации. Эффективное упрочнение достигается при содержании 5…10 % частиц наполнителя.
Армирующими наполнителями служат частицы тугоплавких оксидов, нитридов, боридов, карбидов.
Дисперсионно упрочненные композиционные материалы получают методами порошковой металлургии или вводят частицы армирующего порошка в жидкий расплав металла или сплава.
Промышленное применение нашли композиционные материалы на основе алюминия, упрочненные частицами оксида алюминия (Al2O3). Их получают прессованием алюминиевой пудры с последующим спеканием (САП). Преимущества САП проявляются при температурах выше 300oС, когда алюминиевые сплавы разупрочняются. Дисперсионно упрочненные сплавы сохраняют эффект упрочнения до температуры 0,8 Тпл.
Сплавы САП удовлетворительно деформируются, легко обрабатываются резанием, свариваются аргонодуговой и контактной сваркой. Из САП выпускают полуфабрикаты в виде листов, профилей, труб, фольги. Из них изготавливают лопатки компрессоров, вентиляторов и турбин, поршневые штоки.
В композиционных материалах с одномерными наполнителями упрочнителями являются одномерные элементы в форме нитевидных кристаллов, волокон, проволоки, которые скрепляются матрицей в единый монолит. Важно, чтобы прочные волокна были равномерно распределены в пластичной матрице. Для армирования композиционных материалов используют непрерывные дискретные волокна с размерами в поперечном сечении от долей до сотен микрометров.
Материалы, армированные нитевидными монокристаллами, были созданы в начале семидесятых годов для авиационных и космических конструкций. Основным способом выращивания нитевидных кристаллов является выращивание их из перенасыщенного пара (ПК-процесс). Для производства особо высокопрочных нитевидных кристаллов оксидов и других соединений осуществляется рост по П-Ж-К – механизму: направленный рост кристаллов происходит из парообразного состояния через промежуточную жидкую фазу.
Осуществляется создание нитевидных кристаллов вытягиванием жидкости через фильеры. Прочность кристаллов зависит от сечения и гладкости поверхности.
Композиционные материалы этого типа перспективны как высокожаропрочные материалы. Для увеличения к.п.д. тепловых машин лопатки газовых турбин изготавливают из никелевых сплавов, армированных нитями сапфира (Al2O3), это позволяет значительно повысить температуру на входе в турбину (предел прочности сапфировых кристаллов при температуре 1680oС выше 700 МПа).
Армирование сопл ракет из порошков вольфрама и молибдена производят кристаллами сапфира как в виде войлока, так и отдельных волокон, в результате этого удалось удвоить прочность материала при температуре 1650oС. Армирование пропиточного полимера стеклотекстолитов нитевидными волокнами увеличивает их прочность. Армирование литого металла снижает его хрупкость в конструкциях. Перспективно упрочнение стекла неориентированными нитевидными кристаллами.
Для армирования композиционных материалов применяют металлическую проволоку из разных металлов: стали разного состава, вольфрама, ниобия, титана, магния – в зависимости от условий работы. Стальная проволока перерабатывается в тканые сетки, которые используются для получения композиционных материалов с ориентацией арматуры в двух направлениях.
Для армирования легких металлов применяются волокна бора, карбида кремния. Особенно ценными свойствами обладают углеродистые волокна, их применяют для армирования металлических, керамических и полимерных композиционных материалов.
Эвтектические композиционные материалы – сплавы эвтектического или близкого к эвтектическому состава, в которых упрочняющей фазой выступают ориентированные кристаллы, образующиеся в процессе направленной кристаллизации. В отличие от обычных композиционных материалов, эвтектические получают за одну операцию. Направленная ориентированная структура может быть получена на уже готовых изделиях. Форма образующихся кристаллов может быть в виде волокон или пластин. Способами направленной кристаллизации получают композиционные материалы на основе алюминия, магния, меди, кобальта, титана, ниобия и других элементов, поэтому они используются в широком интервале температур.
Полимерные композиционные материалы. Особенностью является то, что матрицу образуют различные полимеры, служащие связующими для арматуры, которая может быть в виде волокон, ткани, пленок, стеклотекстолита.
Формирование полимерных композиционных материалов осуществляется прессованием, литьем под давлением, экструзией, напылением.
Широкое применение находят смешанные полимерные композиционные материалы, куда входят металлические и полимерные составляющие, которые дополняют друг друга по свойствам. Например, подшипники, работающие в условиях сухого трения, изготовляют из комбинации фторопласта и бронзы, что обеспечивает самосмазываемость и отсутствие ползучести.
Созданы материалы на основе полиэтилена, полистирола с наполнителями в виде асбеста и других волокон, обладающие высокими прочностью и жесткостью.
Материалы порошковой металлургии
Порошковая металлургия – область техники, охватывающая процессы получения порошков металлов и металлоподобных соединений и процессы изготовления изделий из них без расплавления.
Характерной особенностью порошковой металлургии является применение исходного материала в виде порошков, из которых прессованием формуются изделия заданной формы и размеров. Полученные заготовки подвергаются спеканию при температуре ниже температуры плавления основного компонента.
Основными достоинствами технологии производства изделий методом порошковой металлургии являются
1. возможность изготовления деталей из тугоплавких металлов и соединений, когда другие методы использовать невозможно;
2. значительная экономия металла за счет получения изделий высокой точности, в минимальной степени нуждающихся в последующей механической обработке (отходы составляют не более 1…3 %);
3. возможность получения материалов максимальной чистоты;
4. простота технологии порошковой металлургии.
Методом порошковой металлургии изготавливают твердые сплавы, пористые материалы: антифрикционные и фрикционные, фильтры; электропроводники, конструкционные детали, в том числе работающие при высоких температурах и в агрессивных средах.
Пористые порошковые материалы
Отличительной особенностью является наличие равномерной объемной пористости, которая позволяет получать требуемые эксплуатационные свойства.
Антифрикционные материалы (пористость 15…30 %), широко применяющиеся для изготовления подшипников скольжения, представляют собой пористую основу, пропитанную маслом. Масло поступает из пор на поверхность, и подшипник становится самосмазывающимся, не требуется подводить смазку извне. Это существенно для чистых производств (пищевая, фармацевтическая отрасли). Такие подшипники почти не изнашивают поверхность вала, шум в 3…4 раза меньше, чем от шариковых подшипников.
Подшипники работают при скоростях трения до 6 м/с при нагрузках до 600 МПа. При меньших нагрузках скорости скольжения могут достигать 20…30 м/с. Коэффициент трения подшипников – 0,04…0,06.
Для изготовления используются бронзовые или железные порошки с добавлением графита (1…3 %).
Разработаны подшипниковые спеченные материалы на основе тугоплавких соединений (боридов, карбидов и др.), содержащие в качестве твердой смазки сульфиды, селениды и гексагональный нитрид бора. Подшипники могут работать в условиях вакуума и при температурах до 500oС.
Применяют металлопластмассовые антифрикционные материалы: спеченные бронзографиты, титан, нержавеющие стали пропитывют фторопластом. Получаются коррозионностойкие и износостойкие изделия. Срок службы металлопластмассовых материалов вдвое больше, чем материалов других типов.
Фрикционные материалы (пористость 10…13 %) предназначены для работы в муфтах сцепления и тормозах. Условия работы могут быть очень тяжелыми: трущиеся поверхности мгновенно нагреваются до 1200oС, а материал в объеме – до 500…600oС. Применяют спеченные многокомпонентные материалы, которые могут работать при скоростях трения до 50 м/с на нагрузках 350…400 МПа. Коэффициент трения при работе в масле – 0,08…0,15, при сухом трении – до 0,7.
По назначению компоненты фрикционных материалов разделяют на группы:
а) основа – медь и ее сплавы – для рабочих температур 500…600oС, железо, никель и сплавы на их основе – для работы при сухом трении и температурах 1000…1200oС;
б) твердые смазки – предотвращают микросхватывание при торможении и предохраняют фрикционный материал от износа; используют свинец, олово, висмут, графит, сульфиты бария и железа, нитрид бора;
в) материалы, обеспечивающие высокий коэффициент трения – асбест, кварцевый песок, карбиды бора, кремния, хрома, титана, оксиды алюминия и хрома и др.
Примерный состав сплава: медь – 60…70 %, олово – 7 %, свинец – 5 %, цинк – 5…10%, железо – 5…10 %, кремнезем или карбид кремния – 2…3 %, графит – 1…2 %.
Из фрикционных материалов изготавливают тормозные накладки и диски. Так как прочность этих материалов мала, то их прикрепляют к стальной основе в процессе изготовления (припекают к основе) или после (приклепывают, приклеивают и т.д.).
Фильтры (пористость 25…50 %) из спеченных металлических порошков по своим эксплуатационным характеристикам превосходят другие фильтрующие материалы, особенно когда требуется тонкая фильтрация.
Они могут работать при температурах от –273oС до 900oС, быть коррозионностойкими и жаропрочными (можно очищать горячие газы). Спекание позволяет получать фильтрующие материалы с относительно прямыми тонкими порами одинакового размера.
Изготавливают фильтры из порошков коррозионностойких материалов: бронзы, нержавеющих сталей, никеля, серебра, латуни и др. Для удовлетворения запросов металлургической промышленности разработаны материалы на основе никелевых сплавов, титана, вольфрама, молибдена и тугоплавких соединений. Такие фильтры работают тысячи часов и поддаются регенерации в процессе работы. Их можно продуть, протравить, прожечь.
Фильтрующие материалы выпускают в виде чашечек, цилиндров, втулок, дисков, плит. Размеры колеблются от дисков диаметром 1,5 мм до плит размерами 450 х 1000 мм. Наиболее эффективно применение фильтров из нескольких слоев с различной пористостью и диаметром пор.
Прочие пористые изделия.
“Потеющие сплавы“ – материалы, через стенки которых к рабочей наружной поверхности детали поступает жидкость или газ. Благодаря испарению жидкости температура поверхности понижается (лопатки газовых турбин).
Сплавы выпускаются на основе порошка нихроми с порами диаметром до 10…12 мкм при пористости 30 %. Сплавы этого типа используются и для решения обратной задачи: крылья самолетов покрывают пористым медно-никелевым слоем и подают через него на поверхность антифриз, препятствующий обледенению.
Пеноматериалы – материалы с очень высокой пористьстью, 95…98 %. Например, плотность вольфрама 19,3 г/см3, а пеновольфрама – всего 3 г/см3. Такие материалы используют в качестве легких заполнителей и теплоизоляции в авиационной технике.
Конструкционные порошковые материалы
Спеченные стали. Типовыми порошковыми деталями являются кулачки, корпуса подшипников, ролики, звездочки распределительных валов, детали пишущих и вычислительных машин и другие. В основном это слабонагруженные детали, их изготавливают из порошка железа и графита. Средненагруженные детали изготавливают или двукратным прессованием – спеканием, или пропиткой спеченной детали медью или латунью. Детали сложной конфигурации (например, две шестерни на трубчатой оси) получают из отдельных заготовок, которые насаживают одну на другую с натягом и производят спекание. Для изготовления этой группы деталей используют смеси железо – медь – графит, железо – чугун, железо – графит – легирующие элементы.
Особое место занимают шестерни и поршневые кольца. Шестерни в зависимости от условий работы изготавливают из железо – графита или из железо – графита с медью или легирующими элементами. Снижение стоимости шестерни при переходе с нарезки зубьев на спекание порошка составляет 30…80 %. Пропитка маслом позволяет обеспечить самосмазываемость шестерни, уменьшить износ и снизить шум при работе.
Спеченные поршневые кольца изготавливают из смеси железного порошка с графитом, медью и сульфидом цинка (твердая смазка). Для повышения износостойкости делают двухслойные кольца: во внешний слой вводят хром и увеличивают содержание графита. Применение таких колец увеличивает пробег автомобильного двигателя, уменьшаеттего износ и сокращает расход масла.
Высоколегированные порошковые стали, содержащие 20 % хрома и 15 % никеля, используют для изготовления изделий, работающих в агрессивных средах.
Спеченные цветные металлы.
Спеченный титан и его сплавы используют в виде полуфабрикатов (лист, трубы, пруток). Титановый каркас пропитывают магнием. Такие материалы хорошо обрабатываются давлением.
Широко используются материалы на основе меди, например, изготавливают бронзо – графитные шестерни. Свойства спеченных латуней выше, чем литых, из-за большей однородности химического состава и отсутствия посторонних включений.
Спеченные алюминиевые сплавы используют для изготовления поршней тяжело нагруженных двигателей внутреннего сгорания и других изделий, длительное время работающих при повышенных температурах, благодаря их повышенной жаропрочности и коррозионной стойкости.
Керамикометаллические материалы (керметы) содержат более 50 % керамической фазы. В качестве керамической фазы используют тугоплавкие бориды, карбиды, оксиды и нитриды, в качестве металлической фазы – кобальт, никель, тугоплавкие металлы, стали.
Керметы отличаются высокими жаростойкостью, износостойкостью, твердостью, прочностью. Они используются для изготовления деталей конструкций, работающих в агрессивных средах при высоких температурах (например, лопаток турбин, чехлов термопар). Частным случаем керметов являются твердые сплавы.
Электротехнические порошковые материалы
Электроконтактные порошковые материалы делятся на материалы для разрывных контактов и материалы для скользящих контактов.
Материалы разрывных контактов должны быть тепло- и электропроводными, эрозионностойкими при воздействии электрической дуги, не свариваться в процессе работы. Контактное сопротивление должно быть возможно меньшим, а критические сила тока и напряжение при образовании дуги – возможно большими. Чистых металлов, удовлетворяющих всем этим требованиям, нет. Изготавливают контактные материалы прессованием с последующим спеканием или пропиткой пористого тугоплавкого каркаса более легкоплавким металлом (например, вольфрам пропитывают медью или серебром).
Тяжелонагруженные разрывные контакты для высоковольтных аппаратов делают из смесей вольфрам – серебро – никель или железо – медь. В низковольтной и слаботочной аппаратуре широко используют материалы на основе серебра с никелем, оксидом кадмия и другими добавками, а также медно – графитовые материалы.
Скользящие контакты широко используют в приборах, коллекторных электрических машинах и электрическом транспорте (токосъемники). Представляют собой пары трения, должны обладать высокими антифрикционными свойствами, причем контакт должен быть мягче, чем контртело и не изнашивать его, так как заменить скользящий контакт проще, чем коллектор или привод. Для обеспечения антифрикционности, в состав смесей для скользящих контактов вводят твердые смазки – графит, дисульфид молибдена, гексагональный нитрид бора. Большинство контактов электрических машин изготавливают из меди с графитом. Для коллекторных пластин пантографов используют бронзографитовые контакты. Контакты приборов изготавливают из серебра с графитом, серебра с палладием, никелем, дисульфидом молибдена, вольфрама с палладием.
Магнитные порошковые материалы.
Различают магнитомягкие и магнитотвердые материалы.
Магнитомягкие – это материалы с большой магнитной проницаемостью и малой коэрцитивной силой, быстро намагничиваются и быстро теряют магнитные свойства при снятии магнитного поля. Основной магнитомягкий материал – чистое железо и его сплавы с никелем и кобальтом. Для повышения электросопротивления легируют кремнием, алюминием. Для улучшения прессуемости сплавов вводят до 1 % пластмассы, которая полностью испаряется при спекании. Пористость материалов должна быть минимальной.
Отдельно выделяется группа магнитодиэлектриков – это частицы магнитомягкого материала, разделенные тонким слоем диэлектрика – жидкого стекла или синтетической смолы. Таким материалам присущи высокое электросопротивление и минимальные потери на вихревые токи и на перемагничивание. Изготавливаются в результате смешивания, прессования и спекания, особенностью является то, что при нагреве частицы магнитного материала остаются изолированными и не меняют формы. За основу используют чистое железо, альсиферы.
Магнитотвердые материалы (постоянные магниты) – материалы с малой магнитной проницаемостью и большой коэрцитивной силой.
Магниты массой до 100 г изготавливают из порошковых смесей такого же состава, как литые магниты: железо – алюминий – никель (альни), железо – алюминий – никель – кобальт (альнико). После спекания этих сплавов обязательна термическая обработка с наложением магнитного поля.
Высокие магнитные свойства имеют магниты из сплавов редкоземельных металлов (церий, самарий, празеодим) с кобальтом.
![]()
![]()
![]()
![]() ЛЕКЦИЯ
1
ЛЕКЦИЯ
1
Основы металлургического производства. Производство чугуна
Основы металлургического производства
Современное металлургическое производство и его продукция
Современное металлургическое производство представляет собой комплекс различных производств, базирующихся на месторождениях руд и коксующихся углей, энергетических комплексах. Оно включает:
– шахты и карьеры по добыче руд и каменных углей;
– горно-обогатительные комбинаты, где обогащают руды, подготавливая их к плавке;
– коксохимические заводы (подготовка углей, их коксование и извлечение из них полезных химических продуктов);
– энергетические цехи для получения сжатого воздуха (для дутья доменных печей), кислорода, очистки металлургических газов;
– доменные цехи для выплавки чугуна и ферросплавов или цехи для производства железорудных металлизованных окатышей;
– заводы для производства ферросплавов;
– сталеплавильные цехи (конвертерные, мартеновские, электросталеплавильные);
– прокатные цехи (слиток в сортовой прокат).
Основная продукция чёрной металлургии:
– чугуны: передельный, используемый для передела на сталь, и литейный, для производства фасонных отливок;
– железорудные металлизованные окатыши для выплавки стали;
– ферросплавы (сплавы железа с повышенным содержанием марганца, кремния, ванадия, титана и т.д.) для легированных сталей;
– стальные слитки для производства проката,
– стальные слитки для изготовления крупных кованных валов, дисков (кузнечные слитки).
Основная продукция цветной металлургии:
– слитки цветных металлов для производства проката;
– слитки для изготовления отливок на машиностроительных заводах;
– лигатуры – сплавы цветных металлов с легирующими элементами для производства сложных легированных сплавов;
– слитки чистых и особо чистых металлов для приборостроения и электротехники.
Материалы для производства металлов и сплавов
Для производства чугуна, стали и цветных металлов используют руду, флюсы, топливо, огнеупорные материалы.
Промышленная руда – горная порода, из которой целесообразно извлекать металлы и их соединения (содержание металла в руде должно быть не менее 30…60 % для железа, 3..5% для меди, 0,005…0,02 % для молибдена).
Руда состоит из минералов, содержащих металл или его соединения, и пустой породы. Называют руду по одному или нескольким металлам, входящим в их состав, например: железные, медно-никелевые.
В зависимости от содержания добываемого элемента различают руды богатые и бедные. Бедные руды обогащают – удаляют часть пустой породы.
Флюсы – материалы, загружаемые в плавильную печь для образования легкоплавкого соединения с пустой породой руды или концентратом и золой топлива. Такое соединение называется шлаком.
Обычно
шлак имеет меньшую плотность, чем металл, поэтому он располагается над металлом
и может быть удален в процессе плавки. Шлак защищает металл от печных газов и
воздуха. Шлак называют кислым, если в его составе преобладают кислотные оксиды
(![]() ), и
основным, если в его составе больше основных оксидов (
), и
основным, если в его составе больше основных оксидов (![]() )
)
Вводят в виде агломерата и окатышей.
Топливо – в металлургических печах используется кокс, природный газ, мазут, доменный (колошниковый) газ.
Кокс получают сухой перегонкой при температуре 1000 0С (без доступа воздуха) каменного угля коксующихся сортов. В коксе содержится 80…88 % углерода, 8…12 % золы, 2…5 % влаги. Куски кокса должны иметь размеры 25…60 мм. Это прочное неспекающееся топливо, служит не только горючим для нагрева, но и химическим реагентом для восстановления железа из руды.
Огнеупорные материалы применяют для изготовления внутреннего облицовочного слоя (футеровки) металлургических печей и ковшей для расплавленного металла.
Они способны выдержать нагрузки при высоких температурах, противостоять резким изменениям температуры, химическому воздействию шлака и печных газов.
По химическим свойствам огнеупорные материалы разделяют на группы: кислые (кварцевый песок, динасовый кирпич), основные (магнезитовый кирпич, магнезитохромитовый кирпич), нейтральные (шамотный кирпич).
Взаимодействие основных огнеупорных материалов и кислых шлаков, и наоборот, может привести к разрушению печи.
Углеродистый кирпич и блоки содержат до 92 % углерода в виде графита, обладают повышенной огнеупорностью. Применяются для кладки лещади доменных печей, электролизных ванн для получения алюминия, тиглей для плавки и разливки медных сплавов.
Производство чугуна.
Чугун – сплав железа и углерода с сопутствующими элементами (содержание углерода более 2,14 %).
Для выплавки чугуна в доменных печах используют железные руды, топливо, флюсы.
К железным рудам относятся:
–
магнитный железняк (![]() ) с
содержанием железа 55…60 %, месторождения – Соколовское, Курская магнитная
аномалия (КМА);
) с
содержанием железа 55…60 %, месторождения – Соколовское, Курская магнитная
аномалия (КМА);
–
красный железняк (![]() ) с
содержанием железа 55…60 % , месторождения – Кривой Рог, КМА;
) с
содержанием железа 55…60 % , месторождения – Кривой Рог, КМА;
– бурый железняк (гидраты оксидов железа 2Fe2O3 * 3H2O и Fe2O3 * H2O) c содержанием железа 37…55 % – Керчь.
Марганцевые
руды применяются для выплавки сплава железа с марганцем – ферромарганца (
10…82% ![]() ), а
также передельных чугунов, содержащих до 1% марганца. Mарганец в рудах
содержится в виде окислов и карбонатов:
), а
также передельных чугунов, содержащих до 1% марганца. Mарганец в рудах
содержится в виде окислов и карбонатов: ![]() и
др..
и
др..
Хромовые руды применяются для производства феррохрома, металлического хрома и огнеупорных материалов – хромомагнезитов.
Топливом для доменной плавки служит кокс, возможна частичная замена газом, мазутом.
Флюсом является
известняк ![]() или
доломитизированный известняк, содержащий
или
доломитизированный известняк, содержащий ![]() и
и ![]() , так
как в шлак должны входить основные оксиды (
, так
как в шлак должны входить основные оксиды (![]() ),
которые необходимы для удаления серы из металла.
),
которые необходимы для удаления серы из металла.
Подготовка руд к доменной плавке осуществляется для повышения производительности доменной печи, снижения расхода кокса и улучшения качества чугуна.
Метод подготовки зависит от качества руды.
Дробление и сортировка руд по крупности служат для получения кусков оптимальной величины, осуществляются с помощью дробилок и классификаторов.
Обогащение руды основано на различии физических свойств минералов, входящих в ее состав:
а) промывка – отделение плотных составляющих от пустой рыхлой породы;
б) гравитация (отсадка) – отделение руды от пустой породы при пропускании струи воды через дно вибрирующего сита: пустая порода вытесняется в верхний слой и уносится водой, а рудные минералы опускаются;
в) магнитная сепарация – измельчённую руду подвергают действию магнита, притягивающего железосодержащие минералы и отделяющего их от пустой породы.
Окусковывание производят для переработки концентратов в кусковые материалы необходимых размеров. Применяют два способа окусковывания: агломерацию и окатывание.
При агломерации шихту, состоящую из железной руды (40…50 %), известняка (15…20 %), возврата мелкого агломерата (20…30 %), коксовой мелочи (4…6 %), влаги (6…9 %), спекают на агломерационных машинах при температуре 1300…1500 0С. При спекании из руды удаляются вредные примеси (сера, мышьяк), разлагаются карбонаты, и получается кусковой пористый офлюсованный агломерат,
При окатывании шихту из измельчённых концентратов, флюса, топлива увлажняют и при обработке во вращающихся барабанах она приобретает форму шариков-окатышей диаметром до 30 мм. Их высушивают и обжигают при температуре 1200…1350 0С.
Использование агломерата и окатышей исключает отдельную подачу флюса– известняка в доменную печь при плавке.
Выплавка чугуна.
Чугун выплавляют в печах шахтного типа – доменных печах.
Сущность процесса получения чугуна в доменных печах заключается в восстановлении оксидов железа, входящих в состав руды оксидом углерода, водородом и тв¨рдым углеродом, выделяющимся при сгорании топлива.
При выплавке чугуна решаются задачи:
1. Восстановление железа из окислов руды, науглероживание его и удаление в виде жидкого чугуна определённого химического состава.
2. Оплавление пустой породы руды, образование шлака, растворение в нём золы кокса и удаление его из печи.
Устройство и работа доменной печи.
Доменная печь (рис. 1.1) имеет стальной кожух, выложенный огнеупорным шамотным кирпичом. Рабочее пространство печи включает колошник 6, шахту 5, распар 4, заплечики 3, горн 1, лещадь 15.
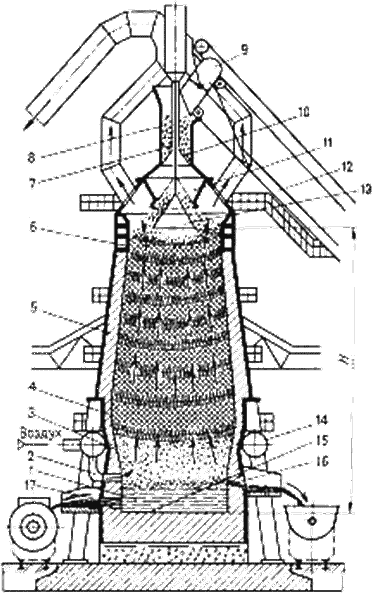
Рис. 1.1. Устройство доменной печи
В верхней части колошника находится засыпной аппарат 8, через который в печь загружают шихту. Шихту подают в вагонетки 9 подъемника, которые передвигаются по мосту 12 к засыпному аппарату и, опрокидываясь, высыпают шихту в приемную воронку 7 распределителя шихты. При опускании малого конуса 10 шихта попадает в чашу 11, а при опускании большого конуса 13 – в доменную печь, что предотвращает выход газов из доменной печи в атмосферу.
При работе печи шихтовые материалы, проплавляясь, опускаются, а через загрузочное устройство подают новые порции шихты, чтобы весь полезный объ¨м был заполнен.
Полезный объем печи – объем, занимаемый шихтой от лещади до нижней кромки большого конуса засыпного аппарата при его опускании.
Полезная высота доменной печи (Н) достигает 35 м, а полезный объем – 2000…5000 м3.
В верхней части горна находятся фурменные устройства 14, через которые в печь поступает нагретый воздух, необходимый для горения топлива. Воздух поступает из воздухонагревателя, внутри которого имеются камера сгорания и насадка из огнеупорного кирпича, в которой имеются вертикальные каналы. В камеру сгорания к горелке подается очищенный доменный газ, который, сгорая, образует горячие газы. Проходя через насадку, газы нагревают ее и удаляются через дымовую трубу. Через насадку пропускается воздух, он нагревается до температуры 1000…1200 0С и поступает к фурменному устройству, а оттуда через фурмы 2 – в рабочее пространство печи. После охлаждения насадок нагреватели переключаются.
Горение топлива.
Вблизи фурм природный газ и углерод кокса, взаимодействуя с кислородом воздуха, сгорают:
![]()
![]()
В результате горения выделяется большое количество теплоты, в печи выше уровня фурм развивается температура выше 2000 0С.
Продукты сгорания взаимодействуют с раскаленным коксом по реакциям:
![]()
![]()
Образуется
смесь восстановительных газов, в которой окись углерода ![]() является
главным восстановителем железа из его оксидов. Для увеличения производительности
подаваемый в доменную печь воздух увлажняется, что приводит к увеличению
содержания восстановителя.
является
главным восстановителем железа из его оксидов. Для увеличения производительности
подаваемый в доменную печь воздух увлажняется, что приводит к увеличению
содержания восстановителя.
Горячие газы, поднимаясь, отдают теплоту шихтовым материалам и нагревают их, охлаждаясь до 300…400 0С у колошника.
Шихта (агломерат, кокс) опускается навстречу потоку газов, и при температуре около 570 0С начинается восстановление оксидов железа.
Восстановление железа в доменной печи.
Закономерности восстановления железа выявлены академиком Байковым А.А.
Восстановление железа происходит по мере продвижения шихты вниз по шахте и повышения температуры от высшего оксида к низшему, в несколько стадий:
![]()
Температура определяет характер протекания химических реакций.
Восстановителями окcидов железа являются твердый углерод, оксид углерода и водород.
Восстановление твердым углеродом (коксом) называется прямым восстановлением, протекает в нижней части печи (зона распара), где более высокие температуры, по реакции:
![]()
Восстановление
газами (![]() и
и ![]() )
называется косвенным восстановлением, протекает в верхней части печи при
сравнительно низких температурах, по реакциям:
)
называется косвенным восстановлением, протекает в верхней части печи при
сравнительно низких температурах, по реакциям:
![]()
![]()
![]()
За
счет ![]() и
и![]() восстанавливаются все высшие оксиды железа до низшего и 40…60 % металлического
железа.
восстанавливаются все высшие оксиды железа до низшего и 40…60 % металлического
железа.
При температуре 1000…1100 0C восстановленное из руды тв¨рдое железо, взаимодействуя с оксидом углерода, коксом и сажистым углеродом, интенсивно растворяет углерод. При насыщении углеродом температура плавления понижается и на уровне распара и заплечиков железо расплавляется (при температуре около 1300 0С).
Капли железоуглеродистого сплава, протекая по кускам кокса, дополнительно насыщаются углеродом (до 4%), марганцем, кремнием, фосфором, которые при температуре 1200 0C восстанавливаются из руды, и серой, содержащейся в коксе.
В нижней
части доменной печи образуется шлак в результате сплавления окислов пустой
породы руды, флюсов и золы топлива. Шлаки содержат ![]() .
Шлак образуется постепенно, его состав меняется по мере стекания в горн, где он
скапливается на поверхности жидкого чугуна, благодаря меньшей плотности. Состав
шлака зависит от состава применяемых шихтовых материалов и выплавляемого
чугуна.
.
Шлак образуется постепенно, его состав меняется по мере стекания в горн, где он
скапливается на поверхности жидкого чугуна, благодаря меньшей плотности. Состав
шлака зависит от состава применяемых шихтовых материалов и выплавляемого
чугуна.
Чугун выпускают из печи каждые 3…4 часа через чугунную летку 16, а шлак – каждые 1…1,5 часа через шлаковую летку 17 (летка – отверстие в кладке, расположенное выше лещади).
Летку открывают бурильной машиной, затем закрывают огнеупорной массой. Сливают чугун и шлак в чугуновозные ковши и шлаковозные чаши.
Чугун поступает в кислородно-конвертерные или мартеновские цехи, или разливается в изложницы разливочной машиной, где он затвердевает в виде чушек-слитков массой 45 кг.
Продукты доменной плавки
Основным продуктом доменной плавки является чугун.
Передельный чугун предназначается для дальнейшего передела в сталь. На его долю приходится 90 % общего производства чугуна. Обычно такой чугун содержит 3,8…4,4 % углерода, 0,3…1,2 % кремния, 0,2…1 % марганца, 0,15…0,20 % фосфора, 0,03…0,07 % серы.
Литейный чугун применяется после переплава на машиностроительных заводах для получения фасонных отливок.
Кроме чугуна в доменных печах выплавляют
Ферросплавы – сплавы железа с кремнием, марганцем и другими элементами. Их применяют для раскисления и легирования стали.
Побочными продуктами доменной плавки являются шлак и доменный газ.
Из шлака изготовляют шлаковату, цемент, удобрения (стараются получить гранулированный шлак, для этого его выливают на струю воды).
Доменный газ после очистки используется как топливо для нагрева воздуха, вдуваемого в печь.
Важнейшие технико-экономические показатели работы доменных печей
1. Коэффициент использования полезного объёма доменной печи (КИПО) – это отношение полезного объема печи V (м3) к ее среднесуточной производительности Р (т) выплавленного чугуна.
![]() (м3/т)
(м3/т)
Чем ниже КИПО, тем выше производительность печи. Для большинства доменных печей КИПО = 0,5…0,7 (для передовых – 0,45)
2.Удельный расход кокса, К – это отношение расхода кокса за сутки А(т) к количеству чугуна, выплавленного за это же время Р(т).
![]()
Удельный расход кокса в доменных печах составляет 0,5…0,7 (для передовых – 0,36…0,4)
K – важный показатель, так как стоимость кокса составляет более 50% стоимости чугуна.
ЛЕКЦИЯ 2
![]()
Процессы прямого получения железа из руд. Производство стали.
Процессы прямого получения железа из руд
Под процессами прямого получения железа понимают такие химические, электрохимические или химико-термические процессы, которые дают возможность получать непосредственно из руды, минуя доменную печь, металлическое железо в виде губки, крицы или жидкого металла.
Такие процессы ведутся, не расходуя металлургический кокс, флюсы, электроэнергию (на подготовку сжатого воздуха), а также позволяют получить очень чистый металл.
Методы прямого получения железа известны давно. Опробовано более 70 различных способов, но лишь немногие осуществлены и притом в небольшом промышленном масштабе.
В последние годы интерес к этой проблеме вырос, что связано, помимо замены кокса другим топливом, с развитием способов глубокого обогащения руд, обеспечивающих не только высокого содержания железа в концентратах (70…72%), но и почти полное освобождение его от серы и фосфора.
Получение губчатого железа в шахтных печах.
Схема процесса представлена на рис. 2.1.
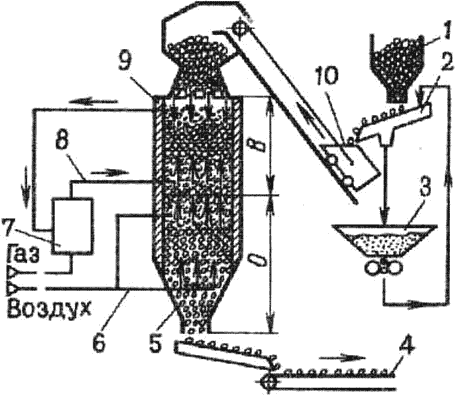
Рис. 2.1. Схема установки для прямого восстановления железа из руд и получения металлизованных окатышей
При
получении губчатого железа добытую руду обогащают и получают окатыши. Окатыши
из бункера 1 по грохоту 2 поступают в короб 10 шихтозавалочной машины и
оттуда в шахтную печь 9, работающую по принципу противотока. Просыпь от
окатышей попадает в бункер 3 с брикетировочным прессом и в виде окатышей вновь
поступает на грохот 2. Для восстановления железа из окатышей в печь по
трубопроводу 8 подают смесь природного и доменного газов, подвергнутую в
установке 7 конверсии, в результате которой смесь разлагается на водород
![]() и
оксид углерода
и
оксид углерода ![]() . В
восстановительной зоне печи В создается температура 1000…1100 0C,
при которой
. В
восстановительной зоне печи В создается температура 1000…1100 0C,
при которой ![]() и
и ![]() восстанавливают
железную руду в окатышах до твёрдого губчатого железа. Содержание железа в
окатышах достигает 90…95%. Для охлаждения железных окатышей по трубопроводу 6 в
зону охлаждения 0 печи подают воздух. Охлаждённые окатыши 5 выдаются на
конвейер 4 и поступают на выплавку стали в электропечах.
восстанавливают
железную руду в окатышах до твёрдого губчатого железа. Содержание железа в
окатышах достигает 90…95%. Для охлаждения железных окатышей по трубопроводу 6 в
зону охлаждения 0 печи подают воздух. Охлаждённые окатыши 5 выдаются на
конвейер 4 и поступают на выплавку стали в электропечах.
Восстановление железа в кипящем слое.
Мелкозернистую руду или концентрат помещают на решётку, через которую подают водород или другой восстановительный газ под давлением 1,5 МПа. Под давлением водорода частицы руды находятся во взвешенном состоянии, совершая непрерывное движение и образуя «кипящий», «псевдосжиженый» слой. В кипящем слое обеспечивается хороший контакт газа-восстановителя с частицами оксидов железа. На одну тонну восстановленного порошка расход водорода составляет 600…650 м3.
Получение губчатого железа в капсулах-тиглях.
Используют карбидокремниевые капсулы диаметром 500 мм и высотой 1500 мм. Шихта загружается концентрическими слоями. Внутренняя часть капсулы заполнена восстановителем – измельч¨нным тв¨рдым топливом и известняком (10…15%) для удаления серы. Второй слой – восстанавливаемая измельч¨нная руда или концентрат, окалина, затем еще один концентрический слой – восстановителя и известняка. Установленные на вагонетки капсулы медленно перемещаются в туннельной печи длиной до 140 м, где происходит нагрев, выдержка при 1200 0C и охлаждение в течение 100 часов.
Восстановленное железо получают в виде толстостенных труб, их чистят, дробят и измельчают, получая железный порошок с содержанием железа до 99 %, углерода – 0,1…0,2%.
Производство стали
Сущность процесса
Стали – железоуглеродистые сплавы, содержащие практически до 1,5% углерода, при большем его содержании значительно увеличиваются твёрдость и хрупкость сталей и они не находят широкого применения.
Основными исходными материалами для производства стали являются передельный чугун и стальной лом (скрап).
Содержание углерода и примесей в стали значительно ниже, чем в чугуне. Поэтому сущность любого металлургического передела чугуна в сталь – снижение содержания углерода и примесей путем их избирательного окисления и перевода в шлак и газы в процессе плавки.
Железо окисляется в первую очередь при взаимодействии чугуна с кислородом в сталеплавильных печах:
![]() .
.
Одновременно с железом окисляются кремний, фосфор, марганец и углерод. Образующийся оксид железа при высоких температурах отдаёт свой кислород более активным примесям в чугуне, окисляя их.
Процессы выплавки стали осуществляют в три этапа.
Первый этап – расплавление шихты и нагрев ванны жидкого металла.
Температура металла сравнительно невысокая, интенсивно происходит окисление железа, образование оксида железа и окисление примесей: кремния, марганца и фосфора.
Наиболее
важная задача этапа – удаление фосфора. Для этого желательно проведение плавки
в основной печи, где шлак содержит ![]() .
Фосфорный ангидрид
.
Фосфорный ангидрид ![]() образует
с оксидом железа нестойкое соединение
образует
с оксидом железа нестойкое соединение ![]() . Оксид
кальция
. Оксид
кальция ![]() –
более сильное основание, чем оксид железа, поэтому при невысоких температурах
связывает
–
более сильное основание, чем оксид железа, поэтому при невысоких температурах
связывает ![]() и
переводит его в шлак:
и
переводит его в шлак:
![]() .
.
Для
удаления фосфора необходимы невысокие температура ванны металла и шлака,
достаточное содержание в шлаке ![]() . Для
повышения содержания
. Для
повышения содержания ![]() в
шлаке и ускорения окисления примесей в печь добавляют железную руду и окалину,
наводя железистый шлак. По мере удаления фосфора из металла в шлак, содержание
фосфора в шлаке увеличивается. Поэтому необходимо убрать этот шлак с зеркала
металла и заменить его новым со свежими добавками
в
шлаке и ускорения окисления примесей в печь добавляют железную руду и окалину,
наводя железистый шлак. По мере удаления фосфора из металла в шлак, содержание
фосфора в шлаке увеличивается. Поэтому необходимо убрать этот шлак с зеркала
металла и заменить его новым со свежими добавками ![]() .
.
Второй этап – кипение металлической ванны – начинается по мере прогрева до более высоких температур.
При повышении температуры более интенсивно протекает реакция окисления углерода, происходящая с поглощением теплоты:
![]() .
.
Для окисления углерода в металл вводят незначительное количество руды, окалины или вдувают кислород.
При
реакции оксида железа с углеродом, пузырьки оксида углерода ![]() выделяются
из жидкого металла, вызывая «кипение ванны». При «кипении» уменьшается
содержание углерода в металле до требуемого, выравнивается температура по объёму
ванны, частично удаляются неметаллические включения, прилипающие к всплывающим
пузырькам
выделяются
из жидкого металла, вызывая «кипение ванны». При «кипении» уменьшается
содержание углерода в металле до требуемого, выравнивается температура по объёму
ванны, частично удаляются неметаллические включения, прилипающие к всплывающим
пузырькам ![]() , а
также газы, проникающие в пузырьки
, а
также газы, проникающие в пузырьки ![]() .
Вс¨ это способствует повышению качества металла. Следовательно, этот этап -
основной в процессе выплавки стали.
.
Вс¨ это способствует повышению качества металла. Следовательно, этот этап -
основной в процессе выплавки стали.
Также
создаются условия для удаления серы. Сера в стали находится в виде сульфида (![]() ),
который растворяется также в основном шлаке. Чем выше температура, тем большее
количество сульфида железа
),
который растворяется также в основном шлаке. Чем выше температура, тем большее
количество сульфида железа ![]() растворяется
в шлаке и взаимодействует с оксидом кальция
растворяется
в шлаке и взаимодействует с оксидом кальция ![]() :
:
![]()
Образующееся
соединение ![]() растворяется
в шлаке, но не растворяется в железе, поэтому сера удаляется в шлак.
растворяется
в шлаке, но не растворяется в железе, поэтому сера удаляется в шлак.
Третий этап – раскисление стали заключается в восстановлении оксида железа, растворённого в жидком металле.
При плавке повышение содержания кислорода в металле необходимо для окисления примесей, но в готовой стали кислород – вредная примесь, так как понижает механические свойства стали, особенно при высоких температурах.
Сталь раскисляют двумя способами: осаждающим и диффузионным.
Осаждающее раскисление осуществляется введением в жидкую сталь растворимых раскислителей (ферромарганца, ферросилиция, алюминия), содержащих элементы, которые обладают большим сродством к кислороду, чем железо.
В
результате раскисления восстанавливается железо и образуются оксиды: ![]() ,
которые имеют меньшую плотность, чем сталь, и удаляются в шлак.
,
которые имеют меньшую плотность, чем сталь, и удаляются в шлак.
Диффузионное раскисление осуществляется раскислением шлака. Ферромарганец, ферросилиций и алюминий в измельчённом виде загружают на поверхность шлака. Раскислители, восстанавливая оксид железа, уменьшают его содержание в шлаке. Следовательно, оксид железа, растворённый в стали переходит в шлак. Образующиеся при этом процессе оксиды остаются в шлаке, а восстановленное железо переходит в сталь, при этом в стали снижается содержание неметаллических включений и повышается ее качество .
В зависимости от степени раскисления выплавляют стали:
а) спокойные,
б) кипящие,
в) полуспокойные.
Спокойная сталь получается при полном раскислении в печи и ковше.
Кипящая
сталь раскислена в печи неполностью. Ее раскисление продолжается в изложнице
при затвердевании слитка, благодаря взаимодействию оксида железа и углерода: ![]() ,
,
Образующийся
оксид углерода ![]() выделяется
из стали, способствуя удалению из стали азота и водорода, газы выделяются в
виде пузырьков, вызывая её кипение. Кипящая сталь не содержит неметаллических
включений, поэтому обладает хорошей пластичностью.
выделяется
из стали, способствуя удалению из стали азота и водорода, газы выделяются в
виде пузырьков, вызывая её кипение. Кипящая сталь не содержит неметаллических
включений, поэтому обладает хорошей пластичностью.
Полуспокойная сталь имеет промежуточную раскисленность между спокойной и кипящей. Частично она раскисляется в печи и в ковше, а частично – в изложнице, благодаря взаимодействию оксида железа и углерода, содержащихся в стали.
Легирование
стали осуществляется введением ферросплавов или чистых металлов в необходимом
количестве в расплав. Легирующие элементы, у которых сродство к кислороду
меньше, чем у железа (![]() ),
при плавке и разливке не окисляются, поэтому их вводят в любое время плавки.
Легирующие элементы, у которых сродство к кислороду больше, чем у железа (
),
при плавке и разливке не окисляются, поэтому их вводят в любое время плавки.
Легирующие элементы, у которых сродство к кислороду больше, чем у железа (![]() ), вводят
в металл после раскисления или одновременно с ним в конце плавки, а иногда в
ковш.
), вводят
в металл после раскисления или одновременно с ним в конце плавки, а иногда в
ковш.
Способы выплавки стали
Чугун переделывается в сталь в различных по принципу действия металлургических агрегатах: мартеновских печах, кислородных конвертерах, электрических печах.
Производство стали в мартеновских печах
Мартеновский процесс (1864-1865, Франция). В период до семидесятых годов являлся основным способом производства стали. Способ характеризуется сравнительно небольшой производительностью, возможностью использования вторичного металла – стального скрапа. Вместимость печи составляет 200…900 т. Способ позволяет получать качественную сталь.
Мартеновская печь (рис.2.2.) по устройству и принципу работы является пламенной отражательной регенеративной печью. В плавильном пространстве сжигается газообразное
топливо или мазут. Высокая температура для получения стали в расплавленном состоянии обеспечивается регенерацией тепла печных газов.
Современная мартеновская печь представляет собой вытянутую в горизонтальном направлении камеру, сложенную из огнеупорного кирпича. Рабочее плавильное пространство ограничено снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. В передней стенке имеются загрузочные окна 4 для подачи шихты и флюса, а в задней – отверстие 9 для выпуска готовой стали.
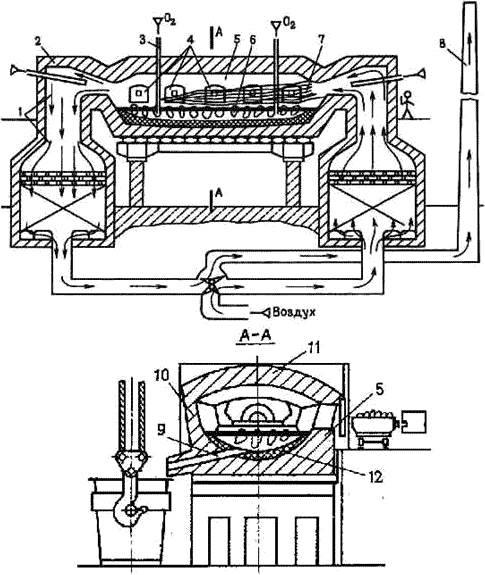
Рис.2.2. Схема мартеновской печи
Характеристикой рабочего пространства является площадь пода печи, которую подсчитывают на уровне порогов загрузочных окон. С обоих торцов плавильного пространства расположены головки печи 2, которые служат для смешивания топлива с воздухом и подачи этой смеси в плавильное пространство. В качестве топлива используют природный газ, мазут.
Для подогрева воздуха и газа при работе на низкокалорийном газе печь имеет два регенератора 1.
Регенератор – камера, в которой размещена насадка – огнеупорный кирпич, выложенный в клетку, предназначен для нагрева воздуха и газов.
Отходящие от печи газы имеют температуру 1500…1600 0C. Попадая в регенератор, газы нагревают насадку до температуры 1250 0C. Через один из регенераторов подают воздух, который проходя через насадку нагревается до 1200 0C и поступает в головку печи, где смешивается с топливом, на выходе из головки образуется факел 7, направленный на шихту 6.
Отходящие газы проходят через противоположную головку (левую), очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли и направляются во второй регенератор.
Охлаждённые газы покидают печь через дымовую трубу 8.
После охлаждения насадки правого регенератора переключают клапаны, и поток газов в печи изменяет направление.
Температура факела пламени достигает 1800 0C. Факел нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при плавке.
Продолжительность плавки составляет 3…6 часов, для крупных печей – до 12 часов. Готовую плавку выпускают через отверстие, расположенное в задней стенке на нижнем уровне пода. Отверстие плотно забивают малоспекающимися огнеупорными материалами, которые при выпуске плавки выбивают. Печи работают непрерывно, до остановки на капитальный ремонт – 400…600 плавок.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
– скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25…45 % чушкового передельного чугуна, процесс применяют на заводах, где нет доменных печей, но много металлолома.
– скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55…75 %), скрапа и железной руды, процесс применяют на металлургических заводах, имеющих доменные печи.
Футеровка печи может быть основной и кислой. Если в процессе плавки стали, в шлаке преобладают основные оксиды, то процесс называют основным мартеновским процессом, а если кислые – кислым.
Наибольшее количество стали производят скрап-рудным процессом в мартеновских печах с основной футеровкой.
В печь загружают железную руду и известняк, а после подогрева подают скрап. После разогрева скрапа в печь заливают жидкий чугун. В период плавления за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна: кремний, фосфор, марганец и, частично, углерод. Оксиды образуют шлак с высоким содержанием оксидов железа и марганца (железистый шлак). После этого проводят период «кипения» ванны: в печь загружают железную руду и продувают ванну подаваемым по трубам 3 кислородом. В это время отключают подачу в печь топлива и воздуха и удаляют шлак.
Для
удаления серы наводят новый шлак, подавая на зеркало металла известь с
добавлением боксита для уменьшения вязкости шлака. Содержание ![]() в шлаке
возрастает, а
в шлаке
возрастает, а ![]() уменьшается.
уменьшается.
В период «кипения» углерод интенсивно окисляется, поэтому шихта должна содержать избыток углерода. На данном этапе металл доводится до заданного химического состава, из него удаляются газы и неметаллические включения.
Затем проводят раскисление металла в два этапа. Сначала раскисление идет путем окисления углерода металла, при одновременной подаче в ванну раскислителей – ферромарганца, ферросилиция, алюминия. Окончательное раскисление алюминием и ферросилицием осуществляется в ковше, при выпуске стали из печи. После отбора контрольных проб сталь выпускают в ковш.
В основных мартеновских печах выплавляют стали углеродистые конструкционные, низко- и среднелегированные (марганцовистые, хромистые), кроме высоколегированных сталей и сплавов, которые получают в плавильных электропечах.
В кислых мартеновских печах выплавляют качественные стали. Применяют шихту с низким содержанием серы и фосфора.
Стали содержат меньше водорода и кислорода, неметаллических включений. Следовательно, кислая сталь имеет более высокие механические свойства, особенно ударную вязкость и пластичность, е¨ используют для особо ответственных деталей: коленчатых валов крупных двигателей, роторов мощных турбин, шарикоподшипников.
Основными технико-экономическими показателями производства стали в мартеновских печах являются:
· производительность печи – съ¨м стали с 1м2 площади пода в сутки (т/м2 в сутки), в среднем составляет 10 т/м2; р
· расход топлива на 1т выплавляемой стали, в среднем составляет 80 кг/т.
С укрупнением печей увеличивается их экономическая эффективность.
Производство стали в кислородных конвертерах.
Кислородно-конвертерный процесс – выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую фурму.
Первые опыты в 1933-1934 – Мозговой.
В промышленных масштабах – в 1952-1953 на заводах в Линце и Донавице (Австрия) – получил название ЛД-процесс. В настоящее время способ является основным в массовом производстве стали.
Кислородный конвертер – сосуд грушевидной формы из стального листа, футерованный основным кирпичом.
Вместимость конвертера – 130…350 т жидкого чугуна. В процессе работы конвертер может поворачиваться на 360 0 для загрузки скрапа, заливки чугуна, слива стали и шлака.
Шихтовыми
материалами кислородно-конвертерного процесса являются жидкий передельный
чугун, стальной лом (не более 30%), известь для наведения шлака, железная руда,
а также боксит ![]() и
плавиковый шпат
и
плавиковый шпат ![]() для
разжижения шлака.
для
разжижения шлака.
Последовательность технологических операций при выплавке стали в кислородных конвертерах представлена на рис. 2.3.
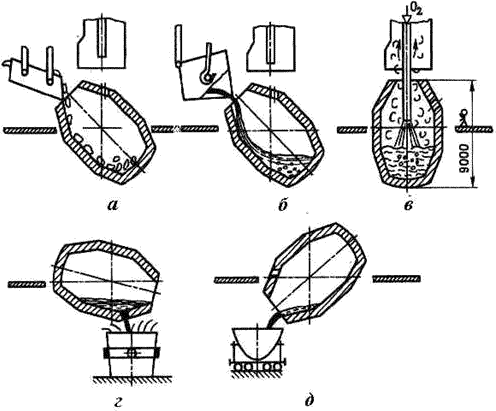
Рис.2.3. Последовательность технологических операций при выплавке стали в кислородных конвертерах
После очередной плавки стали выпускное отверстие заделывают огнеупорной массой и осматривают футеровку, ремонтируют.
Перед плавкой конвертер наклоняют, с помощью завалочных машин загружают скрап рис. (2.3.а), заливают чугун при температуре 1250…1400 0C (рис. 2.3.б).
После этого конвертер поворачивают в рабочее положение (рис. 2.3.в), внутрь вводят охлаждаемую фурму и через не¨ подают кислород под давлением 0,9…1,4 МПа. Одновременно с началом продувки загружают известь, боксит, железную руду. Кислород проникает в металл, вызывает его циркуляцию в конвертере и перемешивание со шлаком. Под фурмой развивается температура 2400 0C. В зоне контакта кислородной струи с металлом окисляется железо. Оксид железа растворяется в шлаке и металле, обогащая металл кислородом. Растворенный кислород окисляет кремний, марганец, углерод в металле, и их содержание падает. Происходит разогрев металла теплотой, выделяющейся при окислении.
Фосфор удаляется в начале продувки ванны кислородом, когда ее температура невысока (содержание фосфора в чугуне не должно превышать 0,15 %). При повышенном содержании фосфора для его удаления необходимо сливать шлак и наводить новый, что снижает производительность конвертера.
Сера удаляется в течение всей плавки (содержание серы в чугуне должно быть до 0,07 %).
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер поворачивают и выпускают сталь в ковш (рис. 2.3.г), где раскисляют осаждающим методом ферромарганцем, ферросилицием и алюминием, затем сливают шлак (рис. 2.3.д).
В кислородных конвертерах выплавляют стали с различным содержанием углерода, кипящие и спокойные, а также низколегированные стали. Легирующие элементы в расплавленном виде вводят в ковш перед выпуском в него стали.
Плавка в конвертерах вместимостью 130…300 т заканчивается через 25…30 минут.
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Производство стали. Производство цветных металлов.
Производство стали
Производство стали в электропечах
Плавильные электропечи имеют преимущества по сравнению с другими плавильными агрегатами:
а) легко регулировать тепловой процесс, изменяя параметры тока;
б) можно получать высокую температуру металла,
в) возможность создавать окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет раскислять металл с образованием минимального количества неметаллических включений.
Электропечи используют для выплавки конструкционных, высоколегированных, инструментальных, специальных сплавов и сталей.
Различают дуговые и индукционные электропечи.
Дуговая плавильная печь.
Схема дуговой печи показана на рис. 3.1.
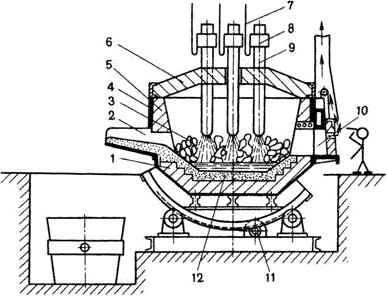
Рис.3.1. Схема дуговой плавильной печи
Дуговая печь питается трёхфазным переменным током. Имеет три цилиндрических электрода 9 из графитизированной массы, закреплённых в электрододержателях 8, к которым подводится электрический ток по кабелям 7. Между электродом и металлической шихтой 3 возникает электрическая дуга. Корпус печи имеет форму цилиндра. Снаружи он заключён в прочный стальной кожух 4, внутри футерован основным или кислым кирпичом 1. Плавильное пространство ограничено стенками 5, подиной 12 и сводом 6. Съёмный свод 6 имеет отверстия для электродов. В стенке корпуса рабочее окно 10 (для слива шлака, загрузки ферросплавов, взятия проб), закрытое при плавке заслонкой. Готовую сталь выпускают через сливное отверстие со сливным желобом 2. Печь опирается на секторы и имеет привод 11 для наклона в сторону рабочего окна или желоба. Печь загружают при снятом своде.
Вместимость печей составляет 0,5…400 тонн. В металлургических цехах используют электропечи с основной футеровкой, а в литейных – с кислой.
В основной дуговой печи осуществляется плавка двух видов:
а) на шихте из легированных отходов (методом переплава),
б) на углеродистой шихте (с окислением примесей).
Плавку на шихте из легированных отходов ведут без окисления примесей. После расплавления шихты из металла удаляют серу, наводя основной шлак, при необходимости науглероживают и доводят металл до заданного химического состава. Проводят диффузионное раскисление, подавая на шлак измельченные ферросилиций, алюминий, молотый кокс. Так выплавляют легированные стали из отходов машиностроительных заводов.
Плавку на углеродистой шихте применяют для производства конструкционных сталей. В печь загружают шихту: стальной лом, чушковый передельный чугун, электродный бой или кокс, для науглероживания металлов и известь. Опускают электроды, включают ток. Шихта под действием электродов плавится, металл накапливается в подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты и окалины окисляются железо, кремний, фосфор, марганец, частично, углерод. Оксид кальция из извести и оксид железа образуют основной железистый шлак, способствующий удалению фосфора из металла. После нагрева до 1500…1540 0C загружают руду и известь, проводят период «кипения» металла, происходит дальнейшее окисление углерода. После прекращения кипения удаляют шлак. Затем приступают к удалению серы и раскислению металла заданного химического состава. Раскисление производят осаждением и диффузионным методом. Для определения химического состава металла берут пробы и при необходимости вводят в печь ферросплавы для получения заданного химического состава. Затем выполняют конечное раскисление алюминием и силикокальцием, выпускают сталь в ковш.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов.
В дуговых печах выплавляют высококачественные углеродистые стали – конструкционные, инструментальные, жаростойкие и жаропрочные.
Индукционные тигельные плавильные печи
Выплавляют наиболее качественные коррозионно-стойкие, жаропрочные и другие стали и сплавы.
Вместимость от десятков килограммов до 30 тонн.
Схема индукционной тигельной печи представлена на рис 3.2.
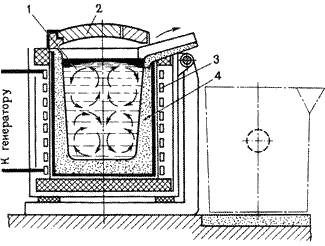
Рис. 3.2. Схема индукционной тигельной печи
Печь состоит из водоохлаждаемого индуктора 3, внутри которого находится тигель 4 (основные или кислые огнеупорные материалы) с металлической шихтой, через индуктор от генератора высокой частоты проходит однофазный переменный ток повышенной частоты (500…2000 Гц).
При пропускании тока через индуктор в металле 1, находящемся в тигле, индуцируются мощные вихревые токи, что обеспечивает нагрев и плавление металла. Для уменьшения потерь тепла, печь имеет съёмный свод 2.
Тигель изготавливают из кислых (кварцит) или основных (магнезитовый порошок) огнеупоров. Для выпуска плавки печь наклоняют в сторону сливного жёлоба.
Под действием электромагнитного поля индуктора при плавке происходит интенсивная циркуляция жидкого металла, что способствует ускорению химических реакций, получению однородного по химическому составу металла, быстрому всплыванию неметаллических включений, выравниванию температуры.
В индукционных печах выплавляют сталь и сплавы из легированных отходов методом переплава, или из чистого шихтового железа и скрапа с добавкой ферросплавов методом сплавления.
После расплавления шихты на поверхность металла загружают шлаковую смесь для уменьшения тепловых потерь металла и уменьшения угара легирующих элементов, защиты его от насыщения газами.
При
плавке в кислых печах, после расплавления и удаления плавильного шлака, наводят
шлак из боя стекла ![]() . Для
окончательного раскисления перед выпуском металла в ковш вводят ферросилиций,
ферромарганец и алюминий.
. Для
окончательного раскисления перед выпуском металла в ковш вводят ферросилиций,
ферромарганец и алюминий.
В основных печах раскисление проводят смесью из порошкообразной извести, кокса, ферросилиция, ферромарганца и алюминия.
В основных печах выплавляют высококачественные легированные стали с высоким содержанием марганца, титана, никеля, алюминия, а в печах с кислой футеровкой – конструкционные, легированные другими элементами стали.
В печах можно получать стали с незначительным содержанием углерода и безуглеродистые сплавы, так как нет науглероживающей среды.
При вакуумной индукционной плавке индуктор, тигель, дозатор шихты и изложницы, помещают в вакуумные камеры. Получают сплавы высокого качества с малым содержанием газов, неметаллических включений и сплавы, легированные любыми элементами.
Разливка стали
Из плавильных печей сталь выпускают в ковш, который мостовым краном переносят к месту разливки стали. Из ковша сталь разливают в изложницы или кристаллизаторы машины для непрерывного литья заготовок. В изложницах или кристаллизаторах сталь затвердевает и получают слитки, которые подвергаются прокатке, ковке.
Изложницы – чугунные формы для изготовления слитков.
Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями.
Слитки с квадратным сечением переделывают на сортовой прокат: двутавровые балки, швеллеры, уголки. Слитки прямоугольного сечения – на листы. Слитки круглого сечения используются для изготовления труб, колёс. Слитки с многогранным сечением применяют для изготовления поковок.
Спокойные и кипящие углеродистые стали разливают в слитки массой до 25 тонн, легированные и высококачественные стали – в слитки массой 0,5…7 тонн, а некоторые сорта высоколегированных сталей – в слитки до нескольких килограммов.
Сталь разливают в изложницы сверху (рис. 3.3.а), снизу (сифоном) (рис.3.3.б) и на машинах непрерывного литья (рис.3.4).
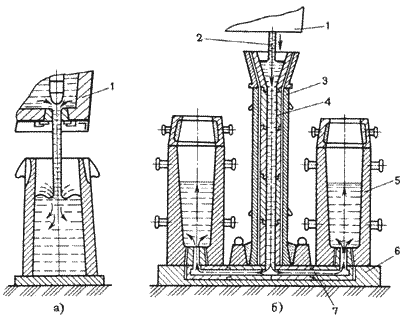
Рис.3.3. Разливка стали в изложницы
а – сверху; б – снизу (сифоном)
В изложницы сверху сталь разливают непосредственно из ковша 1. При этом исключается расход металла на литники, упрощается подготовка оборудования к разливке. К недостаткам следует отнести менее качественную поверхность слитков, из-за наличия пленок оксидов от брызг металла, затвердевающих на стенках изложницы.
Применяется для разливки углеродистых сталей.
При сифонной разливке одновременно заполняются несколько изложниц (4…60). Изложницы устанавливаются на поддоне 6, в центре которого располагается центровой литник 3, футерованный огнеупорными трубками 4, соединённый каналами 7 с изложницами. Жидкая сталь 2 из ковша 1 поступает в центровой литник и снизу плавно, без разбрызгивания наполняет изложницу 5.
Поверхность слитка получается чистой, можно разливать большую массу металла одновременно в несколько изложниц.
Используют для легированных и высококачественных сталей.
Непрерывная разливка стали состоит в том, что жидкую сталь из ковша 1 через промежуточное разливочное устройство 2 непрерывно подают в водоохлаждаемую изложницу без дна – кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 5.
Перед заливкой металла в кристаллизатор вводят затравку – стальную штангу со сменной головкой, имеющей паз в виде ласточкиного хвоста, которая в начале заливки служит дном кристаллизатора. Вследствие интенсивного охлаждения жидкий металл у стенок кристаллизатора и на затравке затвердевает, образуется корка, соединяющая металл с затравкой. Затравка движется вниз при помощи тяговых роликов 6, постепенно вытягивая затвердевающий слиток из кристаллизатора. После прохождения тяговых роликов 6, затравку отделяют. Скорость вытягивания составляет в среднем 1 м/мин. Окончательное затвердевание в сердцевине происходит в результате вторичного охлаждения водой из брызгал 4. Затем затвердевший слиток попадает в зону резки, где его разрезают газовым резаком 7, на куски заданной длины. Слитки имеют плотное строение и мелкозернистую структуру, отсутствуют усадочные раковины.
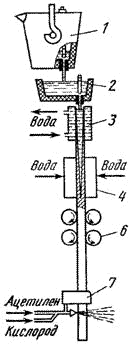
Рис.3.4. Схема непрерывной разливки стали
Способы повышения качества стали
Улучшить качество металла можно уменьшением в нём вредных примесей, газов, неметаллических включений. Для повышения качества металла используют: обработку синтетическим шлаком, вакуумную дегазацию металла, электрошлаковый переплав (ЭШП), вакуумно-дуговой переплав (ВДП), переплав металла в электронно-дуговых и плазменных печах и т. д.
Вакуумная дегазация проводится для уменьшения содержания в металле газов и неметаллических включений.
Вакуумирование стали проводят в ковше, при переливе из ковша в ковш, при заливке в изложницу.
Для вакуумирования в ковше ковш с жидкой сталью помещают в камеру, закрывающуюся герметичной крышкой. Вакуумными насосами создают разрежение до остаточного давления 0,267…0,667 кПа. При понижении давления из жидкой стали выделяются водород и азот. Всплывающие пузырьки газов захватывают неметаллические включения, в результате чего содержание их в стали снижается. Улучшаются прочность и пластичность стали.
Электрошлаковый переплав (ЭШП) применяют для выплавки высококачественных сталей для подшипников, жаропрочны сталей.
Схема электрошлакового переплава представлена на рис.3.5.
Переплаву подвергается выплавленный в дуговой печи и прокатанный на пруток металл. Источником теплоты является шлаковая ванна, нагреваемая электрическим током. Электрический ток подводится к переплавляемому электроду 1, погруженному в шлаковую ванну 2, и к поддону 9, установленному в водоохлаждаемом кристаллизаторе 7, в котором находится затравка 8. Выделяющаяся теплота нагревает ванну 2 до температуры свыше 1700?C и вызывает оплавление конца электрода. Капли жидкого металла 3 проходят через шлак и образуют под шлаковым слоем металлическую ванну 4. Перенос капель металла через основной шлак способствует удалению из металла серы, неметаллических включений и газов. Металлическая ванна пополняется путём расплавления электрода, и под воздействием кристаллизатора она постепенно формируется в слиток 6. Содержание кислорода уменьшается в 1,5…2 раза, серы в 2…3 раза. Слиток отличается плотностью, однородностью, хорошим качеством поверхности, Высокими механическими и эксплуатационными свойствами. Слитки получают круглого, квадратного и прямоугольного сечения, массой до 110 тонн.
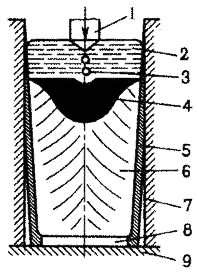
Рис.3.5. Схема электрошлакового переплава
Вакуумно-дуговой переплав (ВДП) применяют в целях удаления из металла газов и неметаллических включений.
Процесс осуществляется в вакуумно-дуговых печах с расходуемым электродом. Катод изготовляют механической обработкой слитка выплавляемого в электропечах или установках ЭШП.
Схема вакуумно-дугового переплава представлена на рис. 3.6.
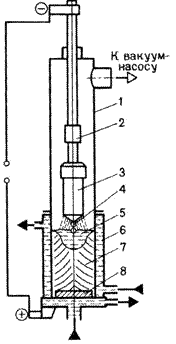
Рис.3.6. Схема вакуумно-дугового переплава
Расходуемый электрод 3 закрепляют на водоохлаждаемом штоке 2 и помещают в корпус печи 1 и далее в медную водоохлаждаемую изложницу 6. Из корпуса печи откачивают воздух до остаточного давления 0,00133 кПа. При подаче напряжения между расходуемым электродом 3 (катодом) и затравкой 8 (анодом) возникает дуга. Выделяющаяся теплота расплавляет конец электрода. Капли жидкого металла 4, проходя зону дугового разряда дегазируются, заполняют изложницу и затвердевают, образуя слиток 7. Дуга горит между электродом и жидким металлом 5 в верхней части слитка на протяжении всей плавки. Охлаждение слитка и разогрев жидкого металла создают условия для направленного затвердевания слитка. Следовательно, неметаллические включения сосредоточиваются в верхней части слитка, усадочная раковина мала. Слиток характеризуется высокой равномерностью химического состава, повышенными механическими свойствами. Изготавливают детали турбин, двигателей, авиационных конструкций. Масса слитков достигает 50 тонн.
Производство цветных металлов
Производство меди
Медь
в природе находится в виде сернистых соединений ![]() ,
оксидов
,
оксидов ![]() ,
гидрокарбонатов
,
гидрокарбонатов ![]() ,
углекислых соединений
,
углекислых соединений ![]() в
составе сульфидных руд и самородной металлической меди.
в
составе сульфидных руд и самородной металлической меди.
Наиболее распространенные руды – медный колчедан и медный блеск, содержащие 1…2 % меди.
90 % первичной меди получают пирометаллургическим способом, 10 % - гидрометаллургическим.
Гидрометаллургический способ – получение меди путём её выщелачивания слабым раствором серной кислоты и последующего выделения металлической меди из раствора.
Получение меди пирометаллургическим способом состоит из обогащения, обжига, плавки на штейн, продувки в конвертере, рафинирования.
Обогащение медных руд производится методом флотации и окислительного обжига.
Метод флотации основан на использовании различной смачиваемости медьсодержащих частиц и пустой породы. Позволяет получать медный концентрат, содержащий 10…35 % меди.
Медные руды и концентраты, содержащие большие количества серы, подвергаются окислительному обжигу. В процессе нагрева концентрата или руды до 700…800 0C в присутствии кислорода воздуха сульфиды окисляются и содержание серы снижается почти вдвое против исходного. Обжигают только бедные (с содержанием меди 8…25 %) концентраты, а богатые (25…35 % меди) плавят без обжига.
После
обжига руда и медный концентрат подвергаются плавке на штейн,
представляющий собой сплав, содержащий сульфиды меди и железа ![]() .
Штейн содержит 20…50 % меди, 20…40 % железа, 22…25 % серы, около 8 % кислорода
и примеси никеля, цинка, свинца, золота, серебра. Чаще всего плавка
производится в пламенных отражательных печах. Температура в зоне плавки 1450 0C.
.
Штейн содержит 20…50 % меди, 20…40 % железа, 22…25 % серы, около 8 % кислорода
и примеси никеля, цинка, свинца, золота, серебра. Чаще всего плавка
производится в пламенных отражательных печах. Температура в зоне плавки 1450 0C.
Полученный
медный штейн, с целью окисления сульфидов и железа, подвергают продувке сжатым
воздухом в горизонтальных конвертерах с боковым дутьём. Образующиеся окислы
переводят в шлак, а серу – в ![]()
![]() .
Тепло в конвертере выделяется за счёт протекания химических реакций без подачи
топлива. Температура в конвертере составляет 1200…1300?C. Таким образом, в
конвертере получают черновую медь, содержащую 98,4…99,4 % меди,
0,01…0,04 % железа, 0,02…0,1 % серы и небольшое количество никеля, олова,
сурьмы, серебра, золота. Эту медь сливают в ковш и разливают в стальные
изложницы или на разливочной машине.
.
Тепло в конвертере выделяется за счёт протекания химических реакций без подачи
топлива. Температура в конвертере составляет 1200…1300?C. Таким образом, в
конвертере получают черновую медь, содержащую 98,4…99,4 % меди,
0,01…0,04 % железа, 0,02…0,1 % серы и небольшое количество никеля, олова,
сурьмы, серебра, золота. Эту медь сливают в ковш и разливают в стальные
изложницы или на разливочной машине.
Черновую медь рафинируют для удаления вредных примесей, проводят огневое, а затем электролитическое рафинирование.
Сущность огневого рафинирования черновой меди заключается в окислении примесей, имеющих большее сродство к кислороду, чем медь, удалении их с газами и переводе в шлак. После огневого рафинирования получают медь чистотой 99…99,5%. Её разливают в изложницы и получают чушки для дальнейшей выплавки сплавов (бронзы и латуни) или слитки для электролитического рафинирования.
Электролитическое
рафинирование проводят
для получения чистой от примесей меди (99,95% ![]() ).
).
Электролиз
проводят в ваннах, где анод изготавливают из меди огневого рафинирования, а
катод – из тонких листов чистой меди. Электролитом служит водный раствор ![]() (10…16%)
и
(10…16%)
и ![]() (10…16%).
(10…16%).
При пропускании постоянного тока анод растворяется, медь переходит в раствор, а на катодах разряжаются ионы меди, осаждаясь на них слоем чистой меди.
Примеси осаждаются на дно ванны в виде шлака, который идёт на переработку с целью извлечения металлов.
Катоды выгружают через 5…12 дней, когда их масса достигнет 60…90 кг. Их тщательно промывают, а затем переплавляют в электропечах.
Медь по чистоте подразделяется на марки: М0 (99,95% Cu), М1 (99,9%), М2(99,7%), М3 (99,5%), М4 (99%).
Производство магния
Для получения магния наибольшее распространение получил электролитический способ, сущность которого заключается в получении чистых безводных солей магния, электролизе этих солей в расплавленном состоянии и рафинировании металлического магния.
Основным сырьем для получения магния являются: карналлит, магнезит, доломит, бишофит. Наибольшее количество магния получают из карналлита. Сначала карналлит обогащают и обезвоживают. Безводный карналлит используют для приготовления электролита.
Электролиз
осуществляют в электролизере, футерованном шамотным кирпичом. Анодами служат
графитовые пластины, а катодами – стальные пластины. Электролизер заполняют
расплавленным электролитом состава 10 % ![]() , 45
%
, 45
% ![]() , 30
%
, 30
% ![]() , 15
%
, 15
% ![]() , с
небольшими добавками
, с
небольшими добавками ![]() и
и ![]() .
Такой состав электролита необходим для понижения температуры его плавления (720
0С). Для электролитического разложения хлористого магния через
электролит пропускают ток. В результате образуются ионы хлора, которые движутся
к аноду. Ионы магния движутся к катоду и после разряда выделяются на поверхности,
образуя капельки жидкого чернового магния. Магний имеет меньшую плотность, чем
электролит, поэтому он всплывает на поверхность, откуда его периодически
удаляют вакуумным ковшом.
.
Такой состав электролита необходим для понижения температуры его плавления (720
0С). Для электролитического разложения хлористого магния через
электролит пропускают ток. В результате образуются ионы хлора, которые движутся
к аноду. Ионы магния движутся к катоду и после разряда выделяются на поверхности,
образуя капельки жидкого чернового магния. Магний имеет меньшую плотность, чем
электролит, поэтому он всплывает на поверхность, откуда его периодически
удаляют вакуумным ковшом.
Черновой
магний содержит 5 % примесей, поэтому его рафинируют переплавкой с флюсами. Для
этого черновой магний и флюс, состоящий из ![]() ,
нагревают в печи до температуры 700…750 0С и перемешивают. При этом
неметаллические примеси переходят в шлак. Затем печь охлаждают до температуры
670 0С и магний разливают в изложницы на чушки.
,
нагревают в печи до температуры 700…750 0С и перемешивают. При этом
неметаллические примеси переходят в шлак. Затем печь охлаждают до температуры
670 0С и магний разливают в изложницы на чушки.
![]()
![]()
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Заготовительное производство. Литейное производство
Заготовительное производство
Выбор метода и способа получения заготовки
Необходимость экономии материальных ресурсов предъявляет высокие требования к рациональному выбору заготовок, к уровню их технологичности, в значительной мере определяющей затраты на технологическую подготовку производства, себестоимость, надёжность и долговечность изделий.
Правильно выбрать способ получения заготовки – означает определить рациональный технологический процесс её получения с учётом материала детали, требований к точности её изготовления, технических условий, эксплуатационных характеристик и серийности выпуска.
Машиностроение располагает большим количеством способов получения деталей. Это многообразие, с одной стороны, позволяет существенно повысить эксплуатационные характеристики машин за счёт использования свойств исходного материала, с другой – создаёт трудности при выборе рационального, экономичного способа получения детали.
Особенно важно правильно выбрать вид заготовки, назначить наиболее рациональный технологический процесс её изготовления в условиях автоматизированного производства, когда размеры детали при механической обработке получаются «автоматически» на предварительно настроенных агрегатных станках или станках с числовым программным управлением (ЧПУ). В этом случае недостаточные припуски так же вредны, как и излишние, а неравномерная твёрдость материала или большие уклоны на заготовке могут вызвать значительные колебания в допусках размеров готовой детали.
Поэтому очень важен экономически и технологически обоснованный выбор вида заготовки для данного производства.
Максимальное приближение геометрических форм и размеров заготовки к размерам и форме готовой детали – главная задача заготовительного производства.
Заданные конструктором геометрия, размеры и марка материала детали во многом определяют технологию изготовления. Таким образом, выбор вида заготовки происходит в процессе конструирования, так как при расчёте деталей на прочность, износостойкость или при учете других показателей эксплуатационных характеристик конструктор исходит из физико-механических свойств применяемого материала с учётом влияния способа получения заготовки.
Факторы, влияющие на себестоимость производства в машиностроении, делятся на три группы:
1-я группа – конструктивные факторы, т.е. конструктивное решение самой детали, обеспечивающее приемлемость её для изготовления обработкой давлением, литьем, сваркой; выбор марки материала и технологических условий;
2-я группа – производственные факторы, т.е. характер и культура производства, технологическая оснащенность, организационные и технологические уровни производства;
3-я группа – технологические факторы, характеризующие способ формообразования заготовок, выбор самой заготовки, оборудования и технологического процесса получения детали.
То, насколько полно в заготовке учтено влияние факторов первой и второй групп, позволяет судить о технологичности заготовки.
Под технологичностью заготовки принято понимать, насколько данная заготовка соответствует требованиям производства и обеспечивает долговечность и надежность работы детали при эксплуатации.
Выпуск технологичной заготовки в заданных масштабах производства обеспечивает минимальные производственные затраты, себестоимость, трудоемкость и материалоемкость.
Третья группа факторов важна, когда детали могут быть получены одним или несколькими способами литья или обработки давлением, например, фланцы, тройники, шестерни. Однако при литье структура металла, а следовательно, и механические свойства, ниже, чем при обработке металлов давлением. Также, особенно при литье в кокиль или под давлением, выше вероятность возникновения литейных напряжений и наличия пористости.
При штамповке, создавая направленную структуру, можно увеличить эксплуатационные свойства детали. В то же время заданный параметр шероховатости поверхности и точность размеров могут быть обеспечены в обоих случаях.
Таким образом, при выборе способов получения заготовки в первую очередь следует учитывать основные факторы (себестоимость и требования к качеству), ориентироваться на то, что в конкретном случае является определяющим.
В качестве другого примера можно рассмотреть крупногабаритные детали значительной массы, требующие для своего изготовления уникального оборудования большой мощности. Такие детали целесообразно изготавливать сварными. Это позволяет сократить длительность цикла изготовления, повысить качество металла за счет применения слитков меньшей массы с меньшим количеством литейных дефектов, но при этом уменьшается коэффициент использования металла, увеличивается трудоемкость.
Оптимальное решение при выборе заготовок может быть найдено только при условии комплексного анализа влияния на себестоимость всех факторов, при обязательном условии положительного влияния способа получения заготовки на качество изделия.
В себестоимости изготовления детали значительную долю составляют затраты на материал (около 60 %). Поэтому пути снижения себестоимости целесообразно искать в снижении расхода материала.
Технологичность детали с определенной степенью приближения оценивается следующими показателями:
–
коэффициент выхода годного (![]() ) ;
) ;
–
весовой точности (![]() ) ;
) ;
–
использования металла (![]() ).
).
![]() – характеризует
расход металла в заготовительном цехе, размер брака, технологических отходов,
определяется по формуле:
– характеризует
расход металла в заготовительном цехе, размер брака, технологических отходов,
определяется по формуле:
![]()
где:
![]() –
масса исходного металла;
–
масса исходного металла; ![]() –
масса заготавливаемого металла.
–
масса заготавливаемого металла.
![]() – отражает степень
приближения формы и размеров заготовки к форме и размерам детали, т.е.
характеризует объем механической обработки, определяется по формуле:
– отражает степень
приближения формы и размеров заготовки к форме и размерам детали, т.е.
характеризует объем механической обработки, определяется по формуле:
![]()
где:
![]() –
масса готовой детали.
–
масса готовой детали.
![]() – отражает общий
расход металла на изготавливаемую деталь, определяется по формуле:
– отражает общий
расход металла на изготавливаемую деталь, определяется по формуле:
![]()
Общие принципы выбора заготовки
Наиболее широко для получения заготовок в машиностроении применяют следующие методы: литье, обработка металла давлением и сварка, а также комбинация этих методов.
Каждый из методов содержит большое число способов получения заготовок.
Метод – это группа технологических процессов, в основе которых лежит единый принцип формообразования.
Литье – получение заготовок путем заливки расплавленного металла заданного химического состава в литейную форму, полость которой имеет конфигурацию заготовки.
Обработка давлением – технологические процессы, которые основаны на пластическом формоизменении металла.
Сварка – технологический процесс получения неразъемных соединений из металлов и сплавов в результате образования атомно-молекулярных связей между частицами соединяемых заготовок.
При выборе метода необходимо ориентироваться в первую очередь на материал и требования к нему с точки зрения обеспечения служебных свойств изделия (литье – чугун, стали с обозначением Л).
Особо ответственные детали, к которым предъявляются высокие требования по размеру зерна, направлению волокон, а также по уровню механических свойств, всегда следует изготавливать из заготовок, полученной обработкой давлением.
Выбор способа получения заготовки сложная задача.
Способ получения заготовки должен быть экономичным, обеспечивающим высокое качество детали, производительным, нетрудоемким.
Основные факторы, влияющие на выбор способа получения заготовки.
Характер производства.
Для мелкосерийного и единичного производства характерно использование в качестве заготовок горячекатаного проката, отливок, полученных в песчано-глинистых формах, поковок, полученных ковкой.
Это обуславливает большие припуски, значительный объем последующей механической обработки, повышение трудоемкости.
В условиях крупносерийного и массового производств рентабельны способы получения заготовок: горячая объемная штамповка; литье в кокиль, под давлением, в оболочковые формы по выплавляемым моделям.
Применение этих способов позволяет значительно сократить припуски, снизить трудоемкость изготовления детали.
Повышение точности формообразующих процессов, выбор наиболее точных и прогрессивных способов получения заготовок на базе увеличения серийности производства является одним из важнейших резервов повышения технического уровня производства.
Материалы и требования, предъявляемые к качеству детали
Материалы должны обладать необходимым запасом определенных технологических свойств – ковкостью, штампуемостью, жидкотекучестью, свариваемостью, обрабатываемостью.
Для деформируемых материалов необходимым технологическим свойством является технологическая пластичность. Особо жесткие требования по технологической пластичности предъявляются к сплавам, из которых детали получают холодной обработкой давлением – выдавливанием, вытяжкой, гибкой, формовкой.
Если металл обладает низкой жидкотекучестью, высокой склонностью к усадке, то не рекомендуется применять литье в кокиль, под давлением, так как из-за низкой податливости металлической формы могут возникнуть литейные напряжения, коробление отливки, трещины. Целесообразно применять оболочковое литье и литье в песчано-глинистые формы.
Для ответственных, тяжело нагруженных деталей (валы, шестерни, зубатые колеса), для которых предъявляются определенные требования к качеству металла и к физико-механическим свойствам – целесообразно использовать поковки, так как в процессе деформирования создается мелкозернистая, направленная волокнистая структура, значительно повышающая физико-механические свойства материала.
Размеры, масса и конфигурация детали.
Удельная стоимость отливок и поковок растет с уменьшением их массы. Закономерность общая для всех способов получения заготовок и деталей, так как трудоемкость формообразования определяют общей площадью поверхностей, подлежащих обработке.
Размеры детали часто играют решающую роль. При литье по выплавляемым моделям, в кокиль, под давлением размеры отливки ограничены технологическими возможностями оборудования и инструмента.
Способом горячей объемной штамповки возможно получение поковок до 1000 кг.
Качество поверхности заготовок, обеспечение заданной точности.
Использование точных способов обеспечивает достаточную чистоту поверхности и высокую точность заготовок.
Совершенствование ковки и штамповки обеспечивают параметры шероховатости и точность размеров, соответствующих механической обработке и даже финишных операций.
Калибровка, холодное выдавливание обеспечивают получение готовых деталей (заклепки, гайки, болты).
Возможности имеющегося оборудования.
Учитывают при изготовлении заготовок способами центробежного литья, литья под давлением, горячей объемной штамповкой. Иногда это является определяющим моментом.
Например, наличие в кузнечном цехе ротационно-ковочных машин позволяет получить ступенчатые заготовки практически без механической обработки. То же – при наличии механических прессов двойного действия или гидравлических многоступенчатых прессов.
Мощность кузнечно-штамповочного оборудования определяет номенклатуру изготовления деталей.
Литейное производство
Общие сведения о литейном производстве
Современное состояние и роль литейного производства в машиностроении.
Теория и практика технологии литейного производства на современном этапе позволяет получать изделия с высокими эксплуатационными свойствами. Отливки надежно работают в реактивных двигателях, атомных энергетических установках и других машинах ответственного назначения. Они используются в изготовлении строительных конструкций, металлургических агрегатов, морских судов, деталей бытового оборудования, художественных и ювелирных изделий.
Современное состояние литейного производства определяется совершенствованием традиционных и появлением новых способов литья, непрерывно повышающимся уровнем механизации и автоматизации технологических процессов, специализацией и централизацией производства, созданием научных основ проектирования литейных машин и механизмов.
Важнейшим направлением повышения эффективности является улучшение качества, надежности, точности и шероховатости отливок с максимальным приближением их к форме готовых изделий путем внедрения новых технологических процессов и улучшения качества литейных сплавов, устранение вредного воздействия на окружающую среду и улучшения условий труда.
Литье является наиболее распространенным методом формообразования.
Преимуществами литья являются изготовление заготовок с наибольшими коэффициентами использования металла и весовой точности, изготовление отливок практически неограниченных габаритов и массы, получение заготовок из сплавов, неподдающихся пластической деформации и трудно обрабатываемых резанием (магниты).
Классификация литых заготовок.
По условиям эксплуатации, независимо от способа изготовления, различают отливки:
– общего назначения – отливки для деталей, не рассчитываемых на прочность
– ответственного назначения – отливки для деталей, рассчитываемых на прочность и работающих при статических нагрузках;
– особо ответственного назначения - отливки для деталей, рассчитываемых на прочность и работающих при циклических и динамических нагрузках.
В зависимости от способа изготовления, массы, конфигурации поверхностей, габаритного размера, толщины стенок, количества стержней, назначения и особых технических требований отливки делят на 6 групп сложности.
Первая группа характеризуется гладкими и прямолинейными наружными поверхностями с наличием невысоких усиливающих ребер, буртов, фланцев, отверстий. Внутренние поверхности простой формы. Типовые детали – крышки, рукоятки, диски, фланцы, муфты, колеса вагонеток, маховики для вентилей и т.д.
Шестая группа – отливки с особо сложными закрытыми коробчатыми и цилиндрическими формами. На наружных криволинейных поверхностях под различными углами пересекаются ребра, кронштейны и фланцы. Внутренние полости имеют особо сложные конфигурации с затрудненными выходами на поверхность отливки. Типовые детали – станины специальных МРС, сложные корпуса центробежных насосов, детали воздуходувок, рабочие колеса гидротурбин.
В зависимости от способа изготовления их габаритных размеров и типа сплавов ГОСТ 26645-85 устанавливает 22 класса точности.
Литейные сплавы
Требования к материалам, используемым для получения отливок:
Состав материалов должен обеспечивать получение в отливке заданных физико-механических и физико-химических свойств; свойства и структура должны быть стабильными в течение всего срока эксплуатации отливки.
Материалы должны обладать хорошими литейными свойствами (высокой жидкотекучестью, небольшой усадкой, низкой склонностью к образованию трещин и поглощению газов, герметичностью), хорошо свариваться, легко обрабатываться режущим инструментом. Они не должны быть токсичными и вредными для производства. Необходимо, чтобы они обеспечивали технологичность в условиях производства и были экономичными.
Литейные свойства сплавов
Получение качественных отливок без раковин, трещин и других дефектов зависит от литейных свойств сплавов, которые проявляются при заполнении формы, кристаллизации и охлаждении отливок в форме. К основным литейным свойствам сплавов относят: жидкотекучесть, усадку сплавов, склонность к образованию трещин, газопоглощение, ликвацию.
Жидкотекучесть – способность расплавленного металла течь по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки.
При высокой жидкотекучести сплавы заполняют все элементы литейной формы.
Жидкотекучесть зависит от многих факторов: от температурного интервала кристаллизации, вязкости и поверхностного натяжения расплава, температуры заливки и формы, свойств формы и т.д.
Чистые металлы и сплавы, затвердевающие при постоянной температуре, обладают лучшей жидкотекучестью, чем сплавы, затвердевающие в интервале температур (твердые растворы). Чем выше вязкость, тем меньше жидкотекучесть. С увеличением поверхностного натяжения жидкотекучесть понижается. С повышением температуры заливки расплавленного металла и формы жидкотекучесть улучшается. Увеличение теплопроводности материала формы снижает жидкотекучесть. Так , песчаная форма отводит теплоту медленнее, и расплавленный металл заполняет ее лучше, чем металлическую форму. Наличие неметаллических включений снижает жидкотекучесть. Так же влияет химический состав сплава (с увеличением содержания серы, кислорода, хрома жидкотекучесть снижается; с увеличением содержания фосфора, кремния, алюминия, углерода жидкотекучесть увеличивается).
Усадка – свойство металлов и сплавов уменьшать объем при охлаждении в расплавленном состоянии, в процессе затвердевания и в затвердевшем состоянии при охлаждении до температуры окружающей среды. Изменение объема зависит от химического состава сплава, температуры заливки, конфигурации отливки.
Различают объемную и линейную усадку.
В результате объемной усадки появляются усадочные раковины и усадочная пористость в массивных частях отливки.
Для предупреждения образования усадочных раковин устанавливают прибыли – дополнительные резервуары с расплавленным металлом, а также наружные или внутренние холодильники.
Линейная усадка определяет размерную точность полученных отливок, поэтому она учитывается при разработке технологии литья и изготовления модельной оснастки.
Линейная усадка составляет: для серого чугуна – 0,8…1,3 %; для углеродистых сталей – 2…2,4 %; для алюминиевых сплавов – 0,9…1,45 %; для медных сплавов – 1,4…2,3 %.
Газопоглощение – способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы. Степень растворимости газов зависит от состояния сплава: с повышением температуры твердого сплава увеличивается незначительно; возрастает при плавлении; резко повышается при перегреве расплава. При затвердевании и последующем охлаждении растворимость газов уменьшается, в результате их выделения в отливке могут образоваться газовые раковины и поры.
Растворимость газов зависит от химического состава сплава, температуры заливки, вязкости сплава и свойств литейной формы.
Ликвация – неоднородность химического состава сплава в различных частях отливки. Ликвация образуется в процессе затвердевания отливки, из-за различной растворимости отдельных компонентов сплава в его твердой и жидкой фазах. В сталях и чугунах заметно ликвируют сера, фосфор и углерод.
Различают ликвацию зональную, когда различные части отливки имеют различный химический состав, и дендритную, Когда химическая неоднородность наблюдается в каждом зерне.
Литейные сплавы
1. Чугун является наиболее распространенным материалом для получения фасонных отливок. Чугунные отливки составляют около 80 % всех отливок.
Широкое распространение чугун получил благодаря хорошим технологическим свойствам и относительной дешевизне. Из серого чугуна получают самые дешевые отливки (в 1,5 раза дешевле, чем стальные, в несколько раз – чем из цветных металлов). Область применения чугунов расширяется вследствие непрерывного повышения его прочностных и технологических характеристик. Используют серые, высокопрочные, ковкие и легированные чугуны.
2. Сталь как литейный материал применяют для получения отливок деталей, которые наряду с высокой прочностью должны обладать хорошими пластическими свойствами. Чем ответственнее машина, тем более значительна доля стальных отливок, идущих на ее изготовление. Стальное литье составляет: в тепловозах – 40…50 % от массы машины; в энергетическом и тяжелом машиностроении (колеса гидравлических турбин с массой 85 тонн, иногда несколько сотен тонн) – до 60 %.
Стальные отливки после соответствующей термической обработки не уступают по механическим свойствам поковкам.
Используются: углеродистые стали 15Л…55Л; легированные стали 25ГСЛ, 30ХГСЛ, 110Г13Л; нержавеющие стали 10Х13Л, 12Х18Н9ТЛ и др.
Среди литейных материалов из сплавов цветных металлов широкое применение нашли медные и алюминиевые сплавы.
1. Медные сплавы – бронзы и латуни.
Латуни – наиболее распространенные медные сплавы. Для изготовления различной аппаратуры для морских судостроения, работающей при температуре 300 ?С, втулок и сепараторов подшипников, нажимных винтов и гаек прокатных станов, червячных винтов применяют сложнолегированные латуни. Обладают хорошей износостойкостью, антифрикционными свойствами, коррозионной стойкостью.
Из оловянных бронз (БрО3Ц7С5Н1) изготавливают арматуру, шестерни, подшипники, втулки.
Безоловянные бронзы по некоторым свойствам превосходят оловянные. Они обладают более высокими механическими свойствами, антифрикционными свойствами, коррозионной стойкостью. Однако литейные свойства их хуже. Применяют для изготовления гребных винтов крупных судов, тяжело нагруженных шестерен и зубчатых колес, корпусов насосов, деталей химической и пищевой промышленности.
2. Алюминиевые сплавы.
Отливки из алюминиевых сплавов составляют около 70 % цветного литья. Они обладают высокой удельной прочностью, высокими литейными свойствами, коррозионной стойкостью в атмосферных условиях.
Наиболее высокими литейными свойствами обладают сплавы системы алюминий – кремний (Al-Si) – силумины АЛ2, АЛ9. Они широко применяются в машиностроении, автомобильной и авиационной промышленности, электротехнической промышленности.
Также используются сплавы систем: алюминий – медь, алюминий – медь – кремний, алюминий – магний.
3. Магниевые сплавы обладают высокими механическими свойствами, но их литейный свойства невысоки. Сплавы системы магний – алюминий – цинк – марганец применяют в приборостроении, в авиационной промышленности, в текстильном машиностроении.
![]()
![]()
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Способы изготовления отливок. Изготовление отливок в песчаных формах
Для изготовления отливок служит литейная форма, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка.
Литейные формы изготовляют как из неметаллических материалов (песчаные формы, формы изготовляемые по выплавляемым моделям, оболочковые формы) для одноразового использования, так и из металлов (кокили, изложницы для центробежного литья) для многократного использования.
Изготовление отливок в песчаных формах
Литье в песчаные формы является самым распространенным способом изготовления отливок. Изготавливают отливки из чугуна, стали, цветных металлов от нескольких грамм до сотен тонн, с толщиной стенки от 3…5 до 1000 мм и длиной до 10000 мм.
Схема технологического процесса изготовления отливок в песчаных формах представлена на рис. 5.1.
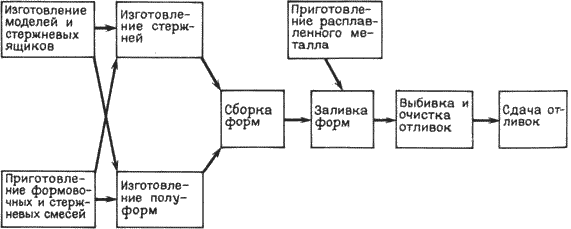
Рис. 5.1. Схема технологического процесса изготовления отливок в песчаных формах
Сущность литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, которые изготовлены из формовочных смесей путем уплотнения с использованием модельного комплекта.
Литейная форма для получения отливок в песчаных формах представлена на рис.5.2.
Литейная форма обычно состоит из верхней 1 и нижней 2 полуформ, которые изготавливаются в опоках 7, 8 – приспособлениях для удержания формовочной смеси. Полуформы ориентируют с помощью штырей 10, которые вставляют в отверстия ручек опок 11.
Для образования полостей отверстий или иных сложных контуров в формы устанавливают литейные стержни 3, которые фиксируют посредством выступов, входящих в соответствующие впадины формы (знаки).
Литейную форму заливают расплавленным металлом через литниковую систему.
Литниковая система – совокупность каналов и резервуаров, по которым расплав поступает из разливочного ковша в полость формы.
Основными элементами являются: литниковая чаша 5, которая служит для приема расплавленного металла и подачи его в форму; стояк 6 – вертикальный или наклонный канал для подачи металла из литниковой чаши в рабочую полость или к другим элементам; шлакоуловитель 12, с помощью которого удерживается шлак и другие неметаллические примеси; питатель 13 – один или несколько, через которые расплавленный металл подводится в полость литейной формы.
Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служат прибыли или выпор 4. Для вывода газов предназначены и вентиляционные каналы 9.
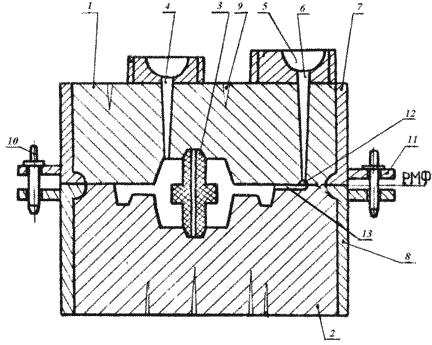
Рис. 5.2. Литейная форма
Разновидности литниковых систем представлены на рис. 5.3.
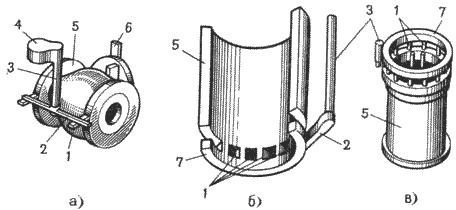
Рис. 5.3. Разновидности литниковых систем
Различают литниковые системы с питателями, расположенными в горизонтальной и вертикальной плоскостях.
По способу подвода расплава в рабочую полость формы литниковые системы делят на: нижнюю, верхнюю, боковую.
Нижняя лиитниковая система (рис.5.3.б) – широко используется для литья сплавов, легко окисляющихся и насыщающихся газами (алюминий), обеспечивает спокойный подвод расплава к рабочей полости формы и постепенное заполнение ее поступающим снизу, без открытой струи металлом. При этом усложняется конструкция литниковой системы, увеличивается расход металла на нее, создается неблагоприятное распределение температур в залитой форме ввиду сильного разогрева ее нижней части.
Возможно
образование усадочных дефектов и внутренних напряжений. При такой системе
ограничена возможность получения высоких тонкостенных отливок (при литье
алюминиевых сплавов форма не заполняется металлом, если отношение высоты
отливки к толщине ее стенки превышает ![]() ,
, ![]() ).
).
Нижний подвод через большое количество питателей часто используется при изготовлении сложных по форме, крупных отливок из чугуна.
Верхняя литниковая система (рис.5.3.в).
Достоинствами системы являются: малый расход металла; конструкция проста и легко выполнима при изготовлении форм; подача расплава сверху обеспечивает благоприятное распределение температуры в залитой форме (температура увеличивается от нижней части к верхней), а следовательно, и благоприятные условия для направленной кристаллизации и питании отливки.
Недостатки: падающая сверху струя может размыть песчаную форму, вызывая засоры; при разбрызгивании расплава возникает опасность его окисления и замешивания воздуха в поток с образованием оксидных включений; затрудняется улавливание шлака.
Верхнюю литниковую систему применяют для невысоких (в положении заливки) отливок, небольшой массы и несложной формы, изготовленных из сплавов не склонных к сильному окислению в расплавленном состоянии (чугуны, углеродистые конструкционные стали, латуни).
Боковая литниковая система (рис.5.3.а).
Подвод металла осуществляется в среднюю часть отливки (по разъему формы).
Такую систему применяют при получении отливок из различных сплавов, малых и средних по массе деталей, плоскость симметрии которых совпадает с плоскостью разъема формы. Является промежуточной между верхней и нижней, и следовательно сочетает в себе некоторые их достоинства и недостатки.
Иногда при подводе металла снизу и сверху используют массивные коллекторы.
Приготовление формовочных и стержневых смесей
Для приготовления смесей используются природные и искусственные материалы.
Песок – основной компонент формовочных и стержневых смесей.
Обычно
используется кварцевый или цирконовый песок из кремнезема 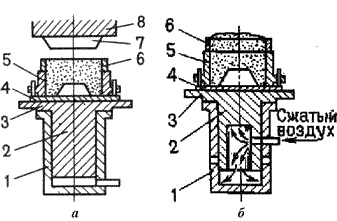
![]() .
.
Глина является связующим веществом, обеспечивающим прочность и пластичность, обладающим термической устойчивостью. Широко применяют бентонитовые или каолиновые глины.
Для предотвращения пригара и улучшения чистоты поверхности отливок используют противопригарные материалы: для сырых форм – припылы; для сухих форм – краски.
В качестве припылов используют: для чугунных отливок – смесь оксида магния, древесного угля, порошкообразного графита; для стальных отливок – смесь оксида магния и огнеупорной глины, пылевидный кварц.
Противопригарные краски представляют собой водные суспензии этих материалов с добавками связующих.
Смеси должны обладать рядом свойств.
Прочность – способность смеси обеспечивать сохранность формы без разрушения при изготовлении и эксплуатации.
Поверхностная прочность (осыпаемость) – сопротивление истирающему действию струи металла при заливке,
Пластичность – способность воспринимать очертание модели и сохранять полученную форму,
Податливость – способность смеси сокращаться в объеме под действием усадки сплава.
Текучесть – способность смеси обтекать модели при формовке, заполнять полость стержневого ящика.
Термохимическая устойчивость или непригарность – способность выдерживать высокую температуру сплава без оплавления или химического с ним взаимодействия.
Негигроскопичность – способность после сушки не поглощать влагу из воздуха.
Долговечность – способность сохранять свои свойства при многократном использовании.
По характеру использования различают облицовочные, наполнительные и единые смеси.
Облицовочная – используется для изготовления рабочего слоя формы. Содержит повышенное количество исходных формовочных материалов и имеет высокие физико- механические свойства.
Наполнительная – используется для наполнения формы после нанесения на модель облицовочной смеси. Приготавливается путем переработки оборотной смеси с малым количеством исходных формовочных материалов.
Облицовочная и наполнительная смеси необходимы для изготовления крупных и сложных отливок.
Единая – применяется одновременно в качестве облицовочной и наполнительной. Используют при машинной формовке и на автоматических линиях в серийном и массовом производстве. Изготавливается из наиболее огнеупорных песков и глин с наибольшей связующей способностью для обеспечения долговечности.
Приготовление формовочных смесей
Сначала подготавливают песок, глину и другие исходные материалы. Песок сушат и просеивают. Глину сушат, размельчают, размалывают в шаровых мельницах или бегунах и просеивают. Аналогично получают угольный порошок.
Подготавливают оборотную смесь. Оборотную смесь после выбивки из опок разминают на гладких валках, очищают от металлических частиц в магнитном сепараторе и просеивают.
Приготовление формовочной смеси включает несколько операций: перемешивание компонентов смеси, увлажнение и разрыхление.
Перемешивание осуществляется в смесителях-бегунах с вертикальными или горизонтальными катками. Песок, глину, воду и другие составляющие загружают при помощи дозатора, перемешивание осуществляется под действием катков и плужков, подающих смесь под катки.
Готовая смесь выдерживается в бункерах-отстойниках в течение 2…5 часов, для распределения влаги и образования водных оболочек вокруг глинистых частиц.
Готовую смесь разрыхляют в специальных устройствах и подают на формовку.
Стержневая смесь
Стержневые смеси соответствуют условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия. Они должны иметь боле высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки.
Огнеупорность – способность смеси и формы сопротивляться растяжению или расплавлению под действием температуры расплавленного металла.
Газопроницаемость – способность смеси пропускать через себя газы (песок способствует ее повышению).
В зависимости от способа изготовления стержней смеси разделяют: на смеси с отвердением стержней тепловой сушкой в нагреваемой оснастке; жидкие самотвердеющие; жидкие холоднотвердеющие смеси на синтетических смолах; жидкостекольные смеси, отверждаемые углекислым газом.
Приготовление стержневых смесей осуществляется перемешиванием компонентов в течение 5…12 минут с последующим выстаиванием в бункерах.
В современном литейном производстве изготовление смесей осуществляется на автоматических участках.
Модельный комплект
Модельный комплект – приспособления, включающие литейную модель, модели литниковой системы, стержневые ящики, модельные плиты, контрольные и сборочные шаблоны.
Литейная модель – приспособление, с помощью которого в литейной форме получают отпечаток, соответствующий конфигурации и размерам отливки.
Применяют модели разъемные и неразъемные, деревянные, металлические и пластмассовые.
Размеры модели больше размеров отливки на величину линейной усадки сплава.
Модели деревянные (сосна, бук, ясень), лучше изготавливать не из целого куска, а склеивать из отдельных брусочков с разным направлением волокон, для предотвращения коробления.
Достоинства: дешевизна, простота изготовления, малый вес. Недостаток: недолговечность.
Для лучшего удаления модели из формы ее окрашивают: чугун – красный, сталь – синий.
Металлические модели характеризуются большей долговечностью, точностью и чистой рабочей поверхностью. Изготавливаются из алюминиевых сплавов – легкие, не окисляются, хорошо обрабатываются. Для уменьшения массы модели делают пустотелыми с ребрами жесткости.
Модели из пластмасс устойчивы к действию влаги при эксплуатации и хранении, не подвергаются короблению, имеют малую массу.
Стержневой ящик – формообразующее изделие, имеющее рабочую полость для получения в ней литейного стержня нужных размеров и очертаний из стержневой смеси. Обеспечивают равномерное уплотнение смеси и быстрое извлечение стержня. Изготавливают из тех же материалов, что и модели. Могут быть разъемными и неразъемными (вытряхными), а иногда с нагревателями.
Изготовление стержней может осуществляться в ручную и на специальных стержневых машинах.
Модельные плитыформируют разъем литейной формы, на них закрепляют части модели. Используют для изготовления опочных и безопочных полуформ.
Для машинной формовки применяют координатные модельные плиты и плиты со сменными вкладышами (металлическая рамка плюс металлические или деревянные вкладыши).
Изготовление литейных форм
Основными операциями изготовления литейных форм являются: уплотнение формовочной смеси для получения точного отпечатка модели в форме и придание форме достаточной прочности; устройство вентиляционных каналов для вывода газов из полости формы; извлечение модели из формы; отделка и сборка формы.
Формы изготавливаются вручную, на формовочных машинах и на автоматических линиях.
Ручная формовка применяется для получения одной или нескольких отливок в условиях опытного производства, в ремонтном производстве, для крупных отливок массой 200…300 тонн.
Приемы ручной формовки: в парных опоках по разъемной модели; формовка шаблонами; формовка в кессонах.
Формовка шаблонами применяется для получения отливок, имеющих конфигурацию тел вращения в единичном производстве
Шаблон – профильная доска. Изготовление формы для шлаковой чаши (рис. 5.4.а.) показано на рис. 5.4.
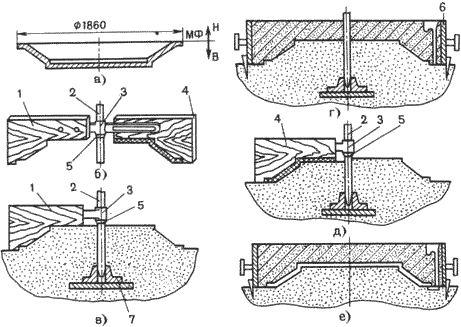
Рис.5.4. Шаблонная формовка
В уплотненной формовочной смеси вращением шаблона 1, закрепленного на шпинделе 2 при помощи серьги 3, оформляют наружную поверхность отливки (рис. 5.4.в.) и используют ее как модель для формовки в опоке верхней полуформы 6 (рис. 5.4.г). Снимают серьгу с шаблоном, плоскость разъема покрывают разделительным слоем сухого кварцевого песка, устанавливают модели литниковой системы, опоку, засыпают формовочную смесь и уплотняют ее. Затем снимают верхнюю полуформу. В подпятник 7 устанавливают шпиндель с шаблоном 4, которым оформляют нижнюю полуформу, сжимая слой смеси, равный толщине стенки отливки (рис. 5.4.д). Снимают шаблон, удаляют шпиндель, отделывают болван и устанавливают верхнюю полуформу (рис. 5.4.е). В готовую литейную форму заливают расплавленный металл
Формовка в кессонах.
Формовкой в кессонах получают крупные отливки массой до 200 тонн.
Кессон – железобетонная яма, расположенная ниже уровня пола цеха, водонепроницаемая для грунтовых вод.
Механизированный кессон имеет две подвижные и две неподвижные стенки из чугунных плит. Дно из полых плит, которые можно продувать (для ускорения охлаждения отливок) и кессона. Кессон имеет механизм для передвижения стенок и приспособлен для установки и закрепления верхней полуформы.
Машинная формовка
Используется в массовом и серийном производстве, а также для мелких серий и отдельных отливок.
Повышается производительность труда, улучшается качество форм и отливок, снижается брак, облегчаются условия работы.
По характеру уплотнения различают машины: прессовые, встряхивающие и другие.
Уплотнение прессованием может осуществляться по различным схемам, выбор которой зависит от размеров формы моделей, степени и равномерности уплотнения и других условий.
В машинах с верхним уплотнением (рис. 5.5.а) уплотняющее давление действует сверху. Используют наполнительную рамку.
При подаче сжатого воздуха в нижнюю часть цилиндра 1 прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 с моделью поднимается. Прессовая колодка 7, закрепленная на траверсе 8 входит в наполнительную рамку 6 и уплотняет формовочную смесь в опоке 5. После прессования стол с модельной оснасткой опускают в исходное положение.
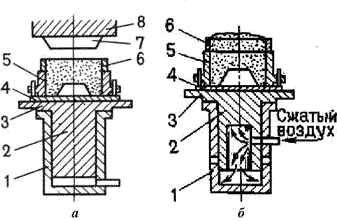
Рис. 5.5. Схемы способов уплотнения литейных форм при машинной формовке
а – прессованием; б - встряхиванием
У машин с нижним прессованием формовочная смесь уплотняется самой моделью и модельной плитой.
Уплотнение встряхиванием происходит в результате многократно повторяющихся встряхиваний (рис. 5.5.б).
Под действием сжатого воздуха, подаваемого в нижнюю часть цилиндра 1, встряхивающий поршень 2 и стол с закрепленной на нем модельной плитой 4 с моделью поднимается на 30…100 мм до выпускного отверстия, затем падает. Формовочная смесь в опоке 5 и наполнительной рамке 6 уплотняется в результате появления инерционных сил. Способ характеризуется неравномерностью уплотнения, уплотнение верхних слоев достигается допрессовкой.
Вакуумная формовка.
Модельная плита имеет вакуумную полость. В модели имеются сквозные отверстия диаметром 0,5…1 мм, совпадающие с отверстиями в плите. Модельную плиту с моделью закрывают нагретой полимерной пленкой. В воздушной коробке насосами создается вакуум 40…50 кПа. Затем устанавливается опока с сухим кварцевым песком, который уплотняется с помощью вибраций.
На верхнюю поверхность помещают разогретую пленку, плотно прилегающую к опоке. Полуформу снимают с модели. При заливке металла пленка сгорает, образуя противопригарное покрытие.
Уплотнение пескометом осуществляется рабочим органом пескомета – метательной головкой. Формовочная смесь подается в головку непрерывно. Пескомет обеспечивает засыпку смеси и ее уплотнение. При вращении ковша (1000…1500 мин–1) формовочная смесь выбрасывается в опоку со скоростью 30…60 м/с. Метательная головка может перемещаться над опокой. Пескомет – высокопроизводительная формовочная машина, его применяют при изготовлении крупных отливок в опоках и кессонах.
Безопочная автоматическая формовка
Используется при изготовлении форм для мелких отливок из чугуна и стали в серийном и массовом производстве.
Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 5.6).
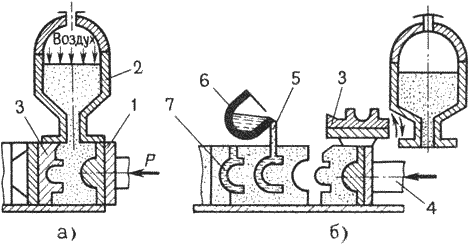
Рис. 5.6. Изготовление безопочных литейных форм
Формовочная камера заполняется смесью с помощью сжатого воздуха из головки 2. Уплотнение осуществляется при перемещении модельной плиты 1 плунжером 4. После уплотнения поворотная модельная плита 3 отходит влево и поворачивается в горизонтальное положение. Полуформа перемещается плунжером 4 до соприкосновения с предыдущим комом, образуя полость 5. Затем производят заливку металла из ковша 6. После затвердевания и охлаждения отливок, формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси.
Изготовление стержней
Изготовление стержней осуществляется вручную или на специальных стержневых машинах из стержневых смесей.
Изготовление стержней включает операции: формовка сырого стержня, сушка, окраска сухого стержня. Если стержень состоит из нескольких частей, то после сушки их склеивают.
Ручная формовка осуществляется в стержневых ящиках. В готовых стержнях выполняют вентиляционные каналы. Для придания стержням необходимой прочности используются арматурные каркасы из стальной проволоки или литого чугуна.
Готовые стержни подвергаются сушке при температуре 200…230 0С, для увеличения газопроницаемости и прочности. Во время сушки из стержня удаляется влага, частично или полностью выгорают органические примеси
Часто стержни изготавливают на пескодувных машинах. При использовании смесей с синтетическими смолами, стержни изготавливают в нагреваемой оснастке.
Изготовление стержней из жидкостекольных смесей состоит в химическом отверждении жидкого стекла путем продувки стержня углекислым газом.
![]()
![]()
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Изготовление отливок в песчаных формах (продолжение)
Специальные способы литья
Изготовление отливок в песчаных формах
Приготовление расплава
Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и определенных свойств, в сплав в жидком или твердом состоянии вводят специальные легирующие элементы: хром, никель, марганец, титан и др.
Для плавления чугуна и стали, в качестве исходных материалов применяют литейные или передельные доменные чугуны, чугунный и стальной лом, отходы собственного производства, а также для понижения температуры плавления и образования шлаков – флюсы (известняк).
Чугуны, в основном, выплавляют в вагранках. В последнее время развивается плавка в электрических печах, а также дуплекс-процесс, в особенности, вариант вагранка – индукционная печь.
Плавку стали ведут в электродуговых, индукционных и плазменно-индукционных печах.
Для плавления цветных металлов используют как первичные, полученные на металлургических заводах, так и вторичные, после переплавки цветного лома, металлы и сплавы, а также – флюсы (хлористые и фтористые соли).
Для плавления применяют индукционные печи промышленной частоты, электрические печи сопротивления. Плавку тугоплавких металлов и сплавов ведут в вакууме или в среде защитных газов.
Сборка и заливка литейной формы
Сборка литейной формы включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль отклонения размеров основных полостей формы; установку верхней полуформы по центрирующим штырям.
Заливка форм расплавленным металлом осуществляется из ковшей чайникового, барабанного и других типов. Важное значение имеет температура расплавленного металла. Целесообразно назначать ее на 100…150 0C выше температуры плавления:: низкая температура увеличивает опасность незаполнения формы, захвата воздуха, ухудшения питания отливок; при высокой температуре металл больше насыщен газами, сильнее окисляется, возможен пригар на поверхности отливки.
Заливку ведут непрерывно до полного заполнения литниковой чаши.
Охлаждение, выбивка и очистка отливок
Охлаждение отливок до температуры выбивки длится от нескольких минут (для небольших тонкостенных отливок) до нескольких суток и недель (для крупных толстостенных отливок). Для сокращения продолжительности охлаждения используют методы принудительного охлаждения:
а) обдувают воздухом,
б) при формовке укладывают змеевики, по которым пропускают воздух или воду.
Выбивка отливки – процесс удаления затвердевшей и охлажденной до определенной температуры отливки из литейной формы, при этом литейная форма разрушается. Осуществляют на специальных выбивных установках. Форма выталкивается из опоки выталкивателем на виброжелоб, по которому направляется на выбивную решетку, где отливки освобождаются от формовочной смеси. Выбивку стержней осуществляют вибрационно-пневматическими и гидравлическими устройствами.
Обрубка отливок – процесс удаления с отливки прибылей, литников, выпоров и заливов по месту сопряжения полуформ.
Осуществляется пневматическими зубилами, ленточными и дисковыми пилами, при помощи газовой резки и на прессах.
После обрубки отливки зачищают, удаляя мелкие заливы, остатки выпоров и литников. Выполняют зачистку маятниковыми и стационарными шлифовальными кругами, пневматическими зубилами.
Очистка отливок – процесс удаления пригара, остатков формовочной и стержневой смесей с наружных и внутренних поверхностей отливок.
Осуществляется в галтовочных барабанах периодического или непрерывного действия (для мелких отливок), в гидропескоструйных и дробеметных камерах, а также химической или электрохимической обработкой.
Специальные способы литья
В современном литейном производстве все более широкое применение получают специальные способы литья: в оболочковые формы, по выплавляемым моделям, кокильное, под давлением, центробежное и другие.
Эти способы позволяют получать отливки повышенной точности, с малой шероховатостью поверхности, минимальными припусками на механическую обработку, а иногда полностью исключают ее, что обеспечивает высокую производительность труда. Каждый специальный способ литья имеет свои особенности, определяющие области применения.
Литье в оболочковые формы
Литье в оболочковые формы - процесс получения отливок из расплавленного металла в формах, изготовленных по горячей модельной оснастке из специальных песчано-смоляных смесей.
Формовочную смесь приготовляют из мелкого кварцевого песка с добавлением термореактивных связующих материалов.
Технологические операции формовки при литье в оболочковые формы представлены на рис.6.1.
Металлическую модельную плиту 1 с моделью нагревают в печи до 200…250 0C.
Затем плиту 1 закрепляют на опрокидывающемся бункере 2 с формовочной смесью 3 (рис. 6.1. а) и поворачивают на 180 0 (рис. 6.1.б). Формовочную смесь выдерживают на плите 10…30 секунд. Под действием теплоты, исходящей от модельной плиты, термореактивная смола в приграничном слое расплавляется, склеивает песчинки и отвердевает с образованием песчано-смоляной оболочки 4, толщиной 5…15 мм. Бункер возвращается в исходное положение (рис. 6.1. в), излишки формовочной смеси осыпаются с оболочки. Модельная плита с полутвердой оболочкой 4 снимается с бункера и прокаливается в печи при температуре 300…350 ?C, при этом смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели с помощью выталкивателей 5 (рис.6.1.г). Аналогичным образом получают вторую полуформу.
Для получения формы полуформы склеивают или соединяют другими способами (при помощи скоб).
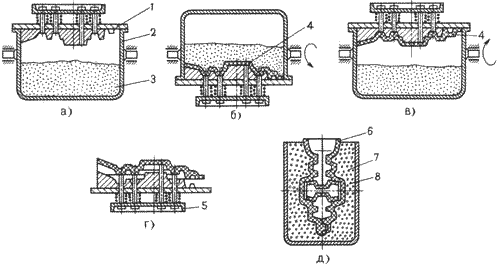
Рис 6.1. Технологические операции формовки при литье в оболочковые формы
Собранные формы небольших размеров с горизонтальной плоскостью разъема укладывают на слой песка. Формы с вертикальной плоскостью разъема 6 и крупные формы для предохранения от коробления и преждевременного разрушения устанавливают в контейнеры 7 и засыпают чугунной дробью 8 (рис.6.1.д).
Литье в оболочковые формы обеспечивает высокую геометрическую точность отливок, малую шероховатость поверхностей, снижает расход формовочных материалов (высокая прочность оболочек позволяет изготавливать формы тонкостенными) и объем механической обработки, является высокопроизводительным процессом.
В оболочковых формах изготавливают отливки массой 0,2…100 кг с толщиной стенки 3…15 мм из всех литейных сплавов для приборов, автомобилей, металлорежущих станков.
Литье по выплавляемым моделям
Литье по выплавляемым моделям – процесс получения отливок из расплавленного металла в формах, рабочая полость которых образуется благодаря удалению (вытеканию) легкоплавкого материала модели при ее предварительном нагревании.
Технологические операции процесса литья по выплавляемым моделям представлены на рис. 6.2.
Выплавляемые модели изготавливают в пресс-формах 1 (рис. 6.2.а) из модельных составов, включающих парафин, воск, стеарин, жирные кислоты. Состав хорошо заполняет полость пресс-формы, дает четкий отпечаток. После затвердевания модельного состава пресс-форма раскрывается и модель 2 (рис. 6.2.б) выталкивается в холодную воду.
Затем модели собираются в модельные блоки 3 (рис. 6.2.в) с общей литниковой системой припаиванием, приклеиванием или механическим креплением. В один блок объединяют 2…100 моделей.
Формы изготавливают многократным погружением модельного блока 3 в специальную жидкую огнеупорную смесь 5, налитую в емкость 4 (рис.6.2.г) с последующей обсыпкой кварцевым песком. Затем модельные блоки сушат на воздухе или в среде аммиака. Обычно наносят 3…5 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Модели из форм удаляют, погружая в горячую воду или с помощью нагретого пара. После удаления модельного состава тонкостенные литейные формы устанавливаются в опоке, засыпаются кварцевым песком, а затем прокаливают в печи в течение 6…8 часов при температуре 850…950 0C для удаления остатков модельного состава, испарения воды (рис. 6.2.д)
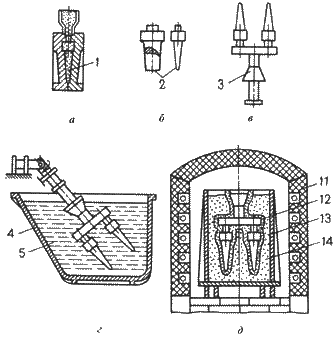
Рис.6.2. Технологические операции процесса литья по выплавляемым моделям
Заливку форм по выплавляемым моделям производят сразу же после прокалки в нагретом состоянии. Заливка может быть свободной, под действием центробежных сил, в вакууме и т.д.
После затвердевания залитого металла и охлаждения отливок форма разрушается, отливки отделяют от литников механическими методами, направляют на химическую очистку, промывают и подвергают термической обработке.
Литье по выплавляемым моделям обеспечивает получение точных и сложных отливок из различных сплавов массой 0,02…15 кг с толщиной стенки 0,5…5 мм.
Недостатком является сложность и длительность процесса производства отливок, применение специальной дорогостоящей оснастки.
Литьем по выплавляемым моделям изготавливают детали для приборостроительной, авиационной и другой отраслевой промышленности. Используют при литье жаропрочных труднообрабатываемых сплавов (лопатки турбин), коррозионно-стойких сталей, углеродистых сталей в массовом производстве (автомобильная промышленность).
Технологический процесс автоматизирован и механизирован.
Литье в металлические формы
Литье в металлические формы (кокили) получило большое распространение. Этим способом получают более 40% всех отливок из алюминиевых и магниевых сплавов, отливки из чугуна и стали.
Литье в кокиль – изготовление отливок из расплавленного металла в металлических формах-кокилях.
Формирование отливки происходит при интенсивном отводе теплоты от расплавленного металла, от затвердевающей и охлаждающейся отливки к массивному металлическому кокилю, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаных формах.
Схема получения отливок в кокиле представлена на рис. 6.3.
Рабочую поверхность кокиля с вертикальной плоскостью разъема, состоящую из поддона 1, двух симметричных полуформ 2 и 3 и металлического стержня 4, предварительно нагретую до 150…180 ?C покрывают из пульверизатора 5 слоем огнеупорного покрытия (рис. 6.3.а) толщиной 0,3…0,8 мм. Покрытие предохраняет рабочую поверхность кокиля от резкого нагрева и схватывания с отливкой.
Покрытия приготовляют из огнеупорных материалов (тальк, мел, графит), связующего материала (жидкое стекло) и воды.
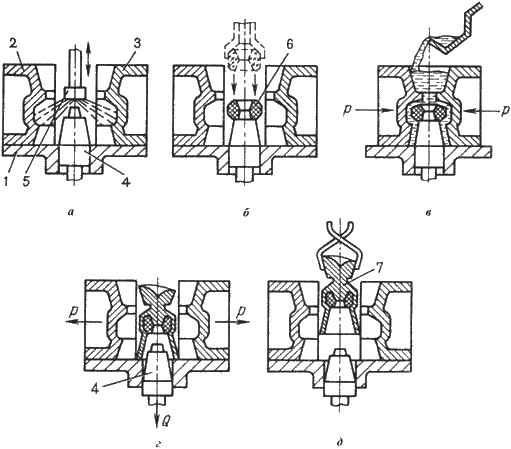
Рис. 6.3 Технологические операции изготовления отливки в кокиль
Затем с помощью манипулятора устанавливают песчаный стержень 6, с помощью которого в отливке выполняется полость (рис.6.3.б).
Половинки кокиля соединяют и заливают расплав. После затвердевания отливки 7 (рис. 6.3.в) и охлаждения ее до температуры выбивки кокиль раскрывают (рис.6.3.г) и протягивают вниз металлический стержень 4. Отливка 7 удаляется манипулятором из кокиля (рис.6.3.д).
Отливки простой конфигурации изготовляют в неразъемных кокилях, несложные отливки с небольшими выступами и впадинами на наружной поверхности – в кокилях с вертикальным разъемом. Крупные, простые по конфигурации отливки получают в кокилях с горизонтальным разъемом. При изготовлении сложных отливок применяют кокили с комбинированным разъемом.
Расплавленный металл в форму подводят сверху, снизу (сифоном), сбоку. Для удаления воздуха и газов по плоскости разъема прорезают вентиляционные каналы.
Все операции технологического процесса литья в кокиль механизированы и автоматизированы. Используют однопозиционные и многопозиционные автоматические кокильные машины.
Литье в кокиль применяют в массовом и серийном производствах для изготовления отливок из чугуна, стали и сплавов цветных металлов с толщиной стенки 3…100 мм, массой от нескольких граммов до нескольких сотен килограммов.
Литье в кокиль позволяет сократить или избежать расхода формовочных и стержневых смесей, трудоемких операций формовки и выбивки форм, повысить точность размеров и снизить шероховатость поверхности, улучшить механические свойства.
Недостатки кокильного литья: высокая трудоемкость изготовления кокилей, их ограниченная стойкость, трудность изготовления сложных по конфигурации отливок.
Изготовление отливок центробежным литьем
При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что обеспечивает высокую плотность и механические свойства отливок.
Центробежным литьем изготовляют отливки в металлических, песчаных, оболочковых формах и формах для литья по выплавляемым моделям на центробежных машинах с горизонтальной и вертикальной осью вращения.
Металлические формы изложницы изготовляют из чугуна и стали. Толщина изложницы в 1,5…2 раза больше толщины отливки. В процессе литья изложницы снаружи охлаждают водой или воздухом.
На рабочую поверхность изложницы наносят теплозащитные покрытия для увеличения срока их службы. Перед работой изложницы нагревают до 200 0C.
Схемы процессов изготовления отливок центробежным литьем представлены на рис.6.4.
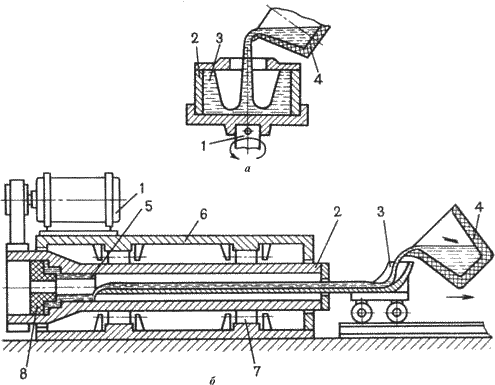
Рис.6.4. Схемы процессов изготовления отливок центробежным литьем
При получении отливок на машинах с вращением формы вокруг вертикальной оси (рис. 6.4.а) металл из ковша 4 заливают во вращающуюся форму 2, укрепленную на шпинделе 1, который вращается от электродвигателя.
Под действием центробежных сил металл прижимается к боковой стенке изложницы. Литейная форма вращается до полного затвердевания отливки. После остановки формы отливка 3 извлекается.
Отливки имеют разностенность по высоте – более толстое сечение в нижней части. Применяют для получения отливок небольшой высоты – коротких втулок, колец, фланцев.
При получении отливок типа тел вращения большой длины (трубы, втулки) на машинах с горизонтальной осью вращения (рис. 6.4.б) изложницу 2 устанавливают на опорные ролики 7 и закрывают кожухом 6. Изложница приводится в движение электродвигателем 1. Расплавленный металл из ковша 4 заливают через желоб 3, который в процессе заливки металла перемещается, что обеспечивает получение равностенной отливки 5. Для образования раструба трубы используют песчаный или оболочковый стержень 8. После затвердевания металла готовую отливку извлекают специальным приспособлением.
Скорость вращения формы зависит от диаметра отливки и плотности сплава, определяется по формуле:
![]() ,
,
где:
![]() –
плотность сплава;
–
плотность сплава; ![]() –
внутренний радиус отливки.
–
внутренний радиус отливки.
Центробежным литьем изготавливают отливки из чугуна, стали, сплавов титана, алюминия, магния и цинка (трубы, втулки, кольца, подшипники качения, бандажи железнодорожных и трамвайных вагонов).
Масса отливок от нескольких килограммов до 45 тонн. Толщина стенок от нескольких миллиметров до 350 мм. Центробежным литьем можно получить тонкостенные отливки из сплавов с низкой текучестью, что невозможно сделать при других способах литья.
Недостаток: наличие усадочной пористости, ликватов и неметаллических включений на внутренних поверхностях; возможность появления дефектов в виде продольных и поперечных трещин, газовых пузырей.
Преимущества – получение внутренних полостей трубных заготовок без применения стержней, экономия сплава за счет отсутствия литниковой системы, возможность получения двухслойных заготовок, что получается поочередной заливкой в форму различных сплавов (сталь – чугун, чугун – бронза).
Используют автоматические и многопозиционные карусельные машины с управлением от ЭВМ.
![]()
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Изготовление отливок в песчаных формах (продолжение)
Специальные способы литья
Изготовление отливок в песчаных формах
Приготовление расплава
Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и определенных свойств, в сплав в жидком или твердом состоянии вводят специальные легирующие элементы: хром, никель, марганец, титан и др.
Для плавления чугуна и стали, в качестве исходных материалов применяют литейные или передельные доменные чугуны, чугунный и стальной лом, отходы собственного производства, а также для понижения температуры плавления и образования шлаков – флюсы (известняк).
Чугуны, в основном, выплавляют в вагранках. В последнее время развивается плавка в электрических печах, а также дуплекс-процесс, в особенности, вариант вагранка – индукционная печь.
Плавку стали ведут в электродуговых, индукционных и плазменно-индукционных печах.
Для плавления цветных металлов используют как первичные, полученные на металлургических заводах, так и вторичные, после переплавки цветного лома, металлы и сплавы, а также – флюсы (хлористые и фтористые соли).
Для плавления применяют индукционные печи промышленной частоты, электрические печи сопротивления. Плавку тугоплавких металлов и сплавов ведут в вакууме или в среде защитных газов.
Сборка и заливка литейной формы
Сборка литейной формы включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль отклонения размеров основных полостей формы; установку верхней полуформы по центрирующим штырям.
Заливка форм расплавленным металлом осуществляется из ковшей чайникового, барабанного и других типов. Важное значение имеет температура расплавленного металла. Целесообразно назначать ее на 100…150 0C выше температуры плавления:: низкая температура увеличивает опасность незаполнения формы, захвата воздуха, ухудшения питания отливок; при высокой температуре металл больше насыщен газами, сильнее окисляется, возможен пригар на поверхности отливки.
Заливку ведут непрерывно до полного заполнения литниковой чаши.
Охлаждение, выбивка и очистка отливок
Охлаждение отливок до температуры выбивки длится от нескольких минут (для небольших тонкостенных отливок) до нескольких суток и недель (для крупных толстостенных отливок). Для сокращения продолжительности охлаждения используют методы принудительного охлаждения:
а) обдувают воздухом,
б) при формовке укладывают змеевики, по которым пропускают воздух или воду.
Выбивка отливки – процесс удаления затвердевшей и охлажденной до определенной температуры отливки из литейной формы, при этом литейная форма разрушается. Осуществляют на специальных выбивных установках. Форма выталкивается из опоки выталкивателем на виброжелоб, по которому направляется на выбивную решетку, где отливки освобождаются от формовочной смеси. Выбивку стержней осуществляют вибрационно-пневматическими и гидравлическими устройствами.
Обрубка отливок – процесс удаления с отливки прибылей, литников, выпоров и заливов по месту сопряжения полуформ.
Осуществляется пневматическими зубилами, ленточными и дисковыми пилами, при помощи газовой резки и на прессах.
После обрубки отливки зачищают, удаляя мелкие заливы, остатки выпоров и литников. Выполняют зачистку маятниковыми и стационарными шлифовальными кругами, пневматическими зубилами.
Очистка отливок – процесс удаления пригара, остатков формовочной и стержневой смесей с наружных и внутренних поверхностей отливок.
Осуществляется в галтовочных барабанах периодического или непрерывного действия (для мелких отливок), в гидропескоструйных и дробеметных камерах, а также химической или электрохимической обработкой.
Специальные способы литья
В современном литейном производстве все более широкое применение получают специальные способы литья: в оболочковые формы, по выплавляемым моделям, кокильное, под давлением, центробежное и другие.
Эти способы позволяют получать отливки повышенной точности, с малой шероховатостью поверхности, минимальными припусками на механическую обработку, а иногда полностью исключают ее, что обеспечивает высокую производительность труда. Каждый специальный способ литья имеет свои особенности, определяющие области применения.
Литье в оболочковые формы
Литье в оболочковые формы - процесс получения отливок из расплавленного металла в формах, изготовленных по горячей модельной оснастке из специальных песчано-смоляных смесей.
Формовочную смесь приготовляют из мелкого кварцевого песка с добавлением термореактивных связующих материалов.
Технологические операции формовки при литье в оболочковые формы представлены на рис.6.1.
Металлическую модельную плиту 1 с моделью нагревают в печи до 200…250 0C.
Затем плиту 1 закрепляют на опрокидывающемся бункере 2 с формовочной смесью 3 (рис. 6.1. а) и поворачивают на 180 0 (рис. 6.1.б). Формовочную смесь выдерживают на плите 10…30 секунд. Под действием теплоты, исходящей от модельной плиты, термореактивная смола в приграничном слое расплавляется, склеивает песчинки и отвердевает с образованием песчано-смоляной оболочки 4, толщиной 5…15 мм. Бункер возвращается в исходное положение (рис. 6.1. в), излишки формовочной смеси осыпаются с оболочки. Модельная плита с полутвердой оболочкой 4 снимается с бункера и прокаливается в печи при температуре 300…350 ?C, при этом смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели с помощью выталкивателей 5 (рис.6.1.г). Аналогичным образом получают вторую полуформу.
Для получения формы полуформы склеивают или соединяют другими способами (при помощи скоб).
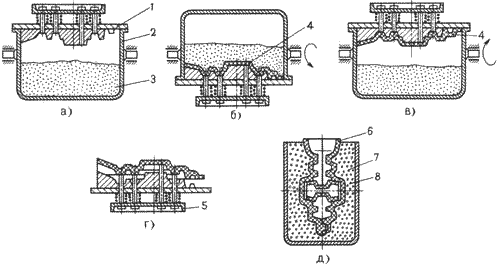
Рис 6.1. Технологические операции формовки при литье в оболочковые формы
Собранные формы небольших размеров с горизонтальной плоскостью разъема укладывают на слой песка. Формы с вертикальной плоскостью разъема 6 и крупные формы для предохранения от коробления и преждевременного разрушения устанавливают в контейнеры 7 и засыпают чугунной дробью 8 (рис.6.1.д).
Литье в оболочковые формы обеспечивает высокую геометрическую точность отливок, малую шероховатость поверхностей, снижает расход формовочных материалов (высокая прочность оболочек позволяет изготавливать формы тонкостенными) и объем механической обработки, является высокопроизводительным процессом.
В оболочковых формах изготавливают отливки массой 0,2…100 кг с толщиной стенки 3…15 мм из всех литейных сплавов для приборов, автомобилей, металлорежущих станков.
Литье по выплавляемым моделям
Литье по выплавляемым моделям – процесс получения отливок из расплавленного металла в формах, рабочая полость которых образуется благодаря удалению (вытеканию) легкоплавкого материала модели при ее предварительном нагревании.
Технологические операции процесса литья по выплавляемым моделям представлены на рис. 6.2.
Выплавляемые модели изготавливают в пресс-формах 1 (рис. 6.2.а) из модельных составов, включающих парафин, воск, стеарин, жирные кислоты. Состав хорошо заполняет полость пресс-формы, дает четкий отпечаток. После затвердевания модельного состава пресс-форма раскрывается и модель 2 (рис. 6.2.б) выталкивается в холодную воду.
Затем модели собираются в модельные блоки 3 (рис. 6.2.в) с общей литниковой системой припаиванием, приклеиванием или механическим креплением. В один блок объединяют 2…100 моделей.
Формы изготавливают многократным погружением модельного блока 3 в специальную жидкую огнеупорную смесь 5, налитую в емкость 4 (рис.6.2.г) с последующей обсыпкой кварцевым песком. Затем модельные блоки сушат на воздухе или в среде аммиака. Обычно наносят 3…5 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Модели из форм удаляют, погружая в горячую воду или с помощью нагретого пара. После удаления модельного состава тонкостенные литейные формы устанавливаются в опоке, засыпаются кварцевым песком, а затем прокаливают в печи в течение 6…8 часов при температуре 850…950 0C для удаления остатков модельного состава, испарения воды (рис. 6.2.д)
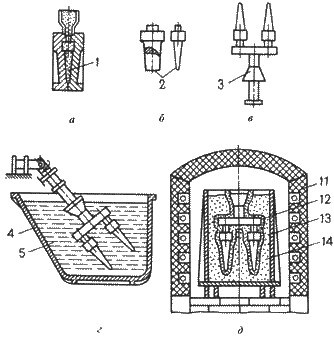
Рис.6.2. Технологические операции процесса литья по выплавляемым моделям
Заливку форм по выплавляемым моделям производят сразу же после прокалки в нагретом состоянии. Заливка может быть свободной, под действием центробежных сил, в вакууме и т.д.
После затвердевания залитого металла и охлаждения отливок форма разрушается, отливки отделяют от литников механическими методами, направляют на химическую очистку, промывают и подвергают термической обработке.
Литье по выплавляемым моделям обеспечивает получение точных и сложных отливок из различных сплавов массой 0,02…15 кг с толщиной стенки 0,5…5 мм.
Недостатком является сложность и длительность процесса производства отливок, применение специальной дорогостоящей оснастки.
Литьем по выплавляемым моделям изготавливают детали для приборостроительной, авиационной и другой отраслевой промышленности. Используют при литье жаропрочных труднообрабатываемых сплавов (лопатки турбин), коррозионно-стойких сталей, углеродистых сталей в массовом производстве (автомобильная промышленность).
Технологический процесс автоматизирован и механизирован.
Литье в металлические формы
Литье в металлические формы (кокили) получило большое распространение. Этим способом получают более 40% всех отливок из алюминиевых и магниевых сплавов, отливки из чугуна и стали.
Литье в кокиль – изготовление отливок из расплавленного металла в металлических формах-кокилях.
Формирование отливки происходит при интенсивном отводе теплоты от расплавленного металла, от затвердевающей и охлаждающейся отливки к массивному металлическому кокилю, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаных формах.
Схема получения отливок в кокиле представлена на рис. 6.3.
Рабочую поверхность кокиля с вертикальной плоскостью разъема, состоящую из поддона 1, двух симметричных полуформ 2 и 3 и металлического стержня 4, предварительно нагретую до 150…180 ?C покрывают из пульверизатора 5 слоем огнеупорного покрытия (рис. 6.3.а) толщиной 0,3…0,8 мм. Покрытие предохраняет рабочую поверхность кокиля от резкого нагрева и схватывания с отливкой.
Покрытия приготовляют из огнеупорных материалов (тальк, мел, графит), связующего материала (жидкое стекло) и воды.
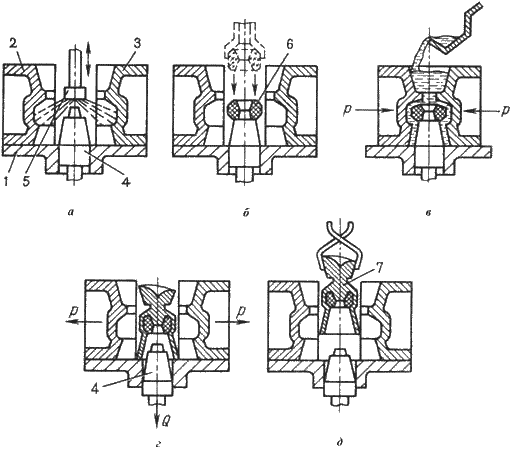
Рис. 6.3 Технологические операции изготовления отливки в кокиль
Затем с помощью манипулятора устанавливают песчаный стержень 6, с помощью которого в отливке выполняется полость (рис.6.3.б).
Половинки кокиля соединяют и заливают расплав. После затвердевания отливки 7 (рис. 6.3.в) и охлаждения ее до температуры выбивки кокиль раскрывают (рис.6.3.г) и протягивают вниз металлический стержень 4. Отливка 7 удаляется манипулятором из кокиля (рис.6.3.д).
Отливки простой конфигурации изготовляют в неразъемных кокилях, несложные отливки с небольшими выступами и впадинами на наружной поверхности – в кокилях с вертикальным разъемом. Крупные, простые по конфигурации отливки получают в кокилях с горизонтальным разъемом. При изготовлении сложных отливок применяют кокили с комбинированным разъемом.
Расплавленный металл в форму подводят сверху, снизу (сифоном), сбоку. Для удаления воздуха и газов по плоскости разъема прорезают вентиляционные каналы.
Все операции технологического процесса литья в кокиль механизированы и автоматизированы. Используют однопозиционные и многопозиционные автоматические кокильные машины.
Литье в кокиль применяют в массовом и серийном производствах для изготовления отливок из чугуна, стали и сплавов цветных металлов с толщиной стенки 3…100 мм, массой от нескольких граммов до нескольких сотен килограммов.
Литье в кокиль позволяет сократить или избежать расхода формовочных и стержневых смесей, трудоемких операций формовки и выбивки форм, повысить точность размеров и снизить шероховатость поверхности, улучшить механические свойства.
Недостатки кокильного литья: высокая трудоемкость изготовления кокилей, их ограниченная стойкость, трудность изготовления сложных по конфигурации отливок.
Изготовление отливок центробежным литьем
При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что обеспечивает высокую плотность и механические свойства отливок.
Центробежным литьем изготовляют отливки в металлических, песчаных, оболочковых формах и формах для литья по выплавляемым моделям на центробежных машинах с горизонтальной и вертикальной осью вращения.
Металлические формы изложницы изготовляют из чугуна и стали. Толщина изложницы в 1,5…2 раза больше толщины отливки. В процессе литья изложницы снаружи охлаждают водой или воздухом.
На рабочую поверхность изложницы наносят теплозащитные покрытия для увеличения срока их службы. Перед работой изложницы нагревают до 200 0C.
Схемы процессов изготовления отливок центробежным литьем представлены на рис.6.4.
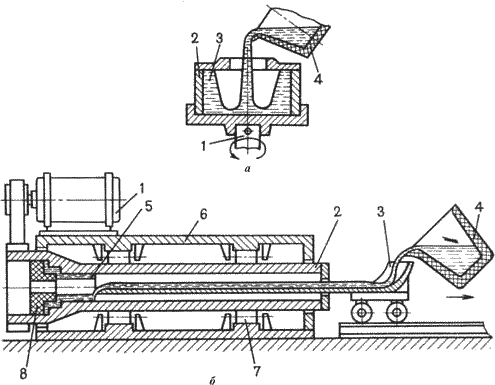
Рис.6.4. Схемы процессов изготовления отливок центробежным литьем
При получении отливок на машинах с вращением формы вокруг вертикальной оси (рис. 6.4.а) металл из ковша 4 заливают во вращающуюся форму 2, укрепленную на шпинделе 1, который вращается от электродвигателя.
Под действием центробежных сил металл прижимается к боковой стенке изложницы. Литейная форма вращается до полного затвердевания отливки. После остановки формы отливка 3 извлекается.
Отливки имеют разностенность по высоте – более толстое сечение в нижней части. Применяют для получения отливок небольшой высоты – коротких втулок, колец, фланцев.
При получении отливок типа тел вращения большой длины (трубы, втулки) на машинах с горизонтальной осью вращения (рис. 6.4.б) изложницу 2 устанавливают на опорные ролики 7 и закрывают кожухом 6. Изложница приводится в движение электродвигателем 1. Расплавленный металл из ковша 4 заливают через желоб 3, который в процессе заливки металла перемещается, что обеспечивает получение равностенной отливки 5. Для образования раструба трубы используют песчаный или оболочковый стержень 8. После затвердевания металла готовую отливку извлекают специальным приспособлением.
Скорость вращения формы зависит от диаметра отливки и плотности сплава, определяется по формуле:
![]() ,
,
где:
![]() –
плотность сплава;
–
плотность сплава; ![]() –
внутренний радиус отливки.
–
внутренний радиус отливки.
Центробежным литьем изготавливают отливки из чугуна, стали, сплавов титана, алюминия, магния и цинка (трубы, втулки, кольца, подшипники качения, бандажи железнодорожных и трамвайных вагонов).
Масса отливок от нескольких килограммов до 45 тонн. Толщина стенок от нескольких миллиметров до 350 мм. Центробежным литьем можно получить тонкостенные отливки из сплавов с низкой текучестью, что невозможно сделать при других способах литья.
Недостаток: наличие усадочной пористости, ликватов и неметаллических включений на внутренних поверхностях; возможность появления дефектов в виде продольных и поперечных трещин, газовых пузырей.
Преимущества – получение внутренних полостей трубных заготовок без применения стержней, экономия сплава за счет отсутствия литниковой системы, возможность получения двухслойных заготовок, что получается поочередной заливкой в форму различных сплавов (сталь – чугун, чугун – бронза).
Используют автоматические и многопозиционные карусельные машины с управлением от ЭВМ.
![]() ЛЕКЦИЯ 7
ЛЕКЦИЯ 7
![]()
Cпециальные способы литья (продолжение)
Особенности изготовления отливок из различных сплавов
Дефекты отливок и их исправление
Специальные способы литья
Литье под давлением
Литьем под давлением получают отливки в металлических формах (пресс-формах), при этом заливку металла в форму и формирование отливки осуществляют под давлением.
Отливки получают на машины литья под давлением с холодной или горячей камерой прессования. В машинах с холодной камерой прессования камеры прессования располагаются либо горизонтально, либо вертикально.
На машинах с горизонтальной холодной камерой прессования (рис. 7.1) расплавленный металл заливают в камеру прессования 4 (рис. 7.1.а). Затем металл плунжером 5, под давлением 40…100 МПа, подается в полость пресс-формы (рис.7.1.б), состоящей из неподвижной 3 и подвижной 1 полуформ. Внутреннюю полость в отливке получают стержнем 2. После затвердевания отливки пресс-форма раскрывается, стержень 2 извлекается (рис. 7.1.в) и отливка 7 выталкивателями 6 удаляется из рабочей полости пресс-формы.
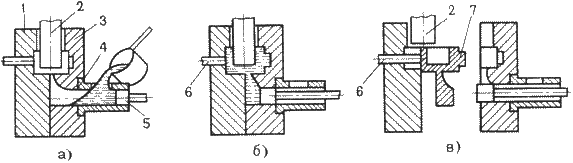
Рис.7.1. Технологические операции изготовления отливок на машинах с горизонтальной холодной камерой прессования
Перед заливкой пресс-форму нагревают до 120…320 0C. После удаления отливки рабочую поверхность пресс-формы обдувают воздухом и смазывают специальными материалами для предупреждения приваривания отливки. Воздух и газы удаляются через каналы, расположенные в плоскости разъема пресс-формы или вакуумированием рабочей полости перед заливкой металла. Такие машины применяют для изготовления отливок из медных, алюминиевых, магниевых и цинковых сплавов массой до 45 кг.
На машинах с горячей камерой прессования (рис. 7.2) камера прессования 2 расположена в обогреваемом тигле 1 с расплавленным металлом. При верхнем положении плунжера 3 металл через отверстие 4 заполняет камеру прессования. При движении плунжера вниз отверстие перекрывается, сплав под давлением 10…30 МПа заполняет полость пресс-формы 5. После затвердевания отливки плунжер возвращается в исходное положение, остатки расплавленного металла сливаются в камеру прессования, а отливка удаляется из пресс-формы выталкивателями 6.
Получают отливки из цинковых и магниевых сплавов массой от нескольких граммов до 25 кг.
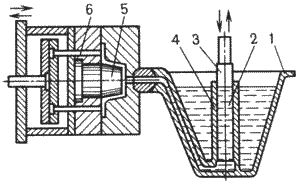
Рис.7.2. Схема изготовления отливки на машинах с горячей камерой прессования
При литье под давлением температура заливки сплава выбирается на 10…20 0C выше температуры плавления.
Литье под давлением используют в массовом и крупносерийном производствах отливок с минимальной толщиной стенок 0,8 мм, с высокой точностью размеров и малой шероховатостью поверхности, за счет тщательного полирования рабочей полости пресс-формы, без механической обработки или с минимальными припусками, с высокой производительностью процесса.
Недостатки: высокая стоимость пресс-формы и оборудования, ограниченность габаритных размеров и массы отливок, наличие воздушной пористости в массивных частях отливки.
Изготовление отливок электрошлаковым литьем
Сущность процесса электрошлакового литья заключается в переплаве расходуемого электрода в водоохлаждаемой металлической форме (кристаллизаторе).
При этом операции расплавления металла, его заливка и выдержка отливки в форме совмещены по месту и времени.
Схема изготовления отливок электрошлаковым литьем представлена на рис. 7.3.
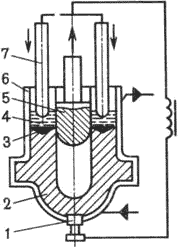
Рис.7.3. Схема изготовления отливок электрошлаковым литьем
В качестве расходуемого электрода используется прокат. В кристаллизатор 6 заливают расплавленный шлак 4 (фторид кальция или смесь на его основе), обладающий высоким электро- сопротивлением. При пропускании тока через электрод 7 и затравку 1 выделяется значительное количество теплоты, и шлаковые ванна нагревается до 1700 ?C, происходит оплавление электрода. Капли расплавленного металла проходят через расплавленный шлак и образуют под ним металлическую ванну 3. Она в водоохлаждаемой форме затвердевает последовательно, образуя плотную без усадочных дефектов отливку 2. Внутренняя полость образуется металлической вставкой 5.
Расплавленный шлак способствует удалению кислорода, снижению содержания серы и неметаллических включений, поэтому получают отливки с высокими механическими и эксплуатационными свойствами.
Изготавливаются отливки ответственного назначения массой до 300 тонн: корпуса клапанов и задвижек атомных и тепловых электростанций, коленчатые валы судовых двигателей, корпуса сосудов сверхвысокого давления, ротора турбогенераторов.
Изготовление отливок непрерывным литьем
При непрерывном литье (рис. 7.4) расплавленный металл из металлоприемника 1 через графитовую насадку 2 поступает в водоохлаждаемый кристаллизатор 3 и затвердевает в виде отливки 4, которая вытягивается специальным устройством 5. Длинные отливки разрезают на заготовки требуемой длины.
Используют при получении отливок с параллельными образующими из чугуна, медных, алюминиевых сплавов. Отливки не имеют неметаллических включений, усадочных раковин и пористости, благодаря созданию направленного затвердевания отливок.
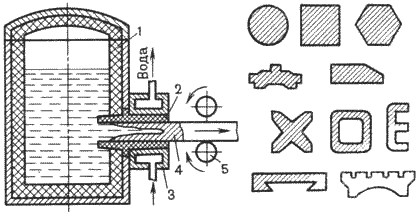
Рис. 7.4. Схема непрерывного литья (а) и разновидности получаемых отливок (б)
Особенности изготовления отливок из различных сплавов
Чугун.Преобладающее количество отливок из серого чугуна изготовляют в песчаных формах. Отливки получают ,как правило, получают без применения прибылей.
При изготовлении отливок из серого чугуна в кокилях, в связи с повышенной скоростью охлаждения при затвердевании, начинает выделяться цементит – появление отбеливания. Для предупреждения отбела на рабочую поверхность кокиля наносят малотеплопроводные покрытия. Кокили перед работой их нагревают, а чугун подвергают модифицированию. Для устранения отбела отливки подвергают отжигу.
Отливки типа тел вращения (трубы, гильзы, втулки) получают центробежным литьем.
Отливки из высокопрочного чугуна преимущественно изготовляют в песчаных формах, в оболочковых формах, литьем в кокиль, центробежным литьем. Достаточно высокая усадка чугуна вызывает необходимость создания условий направленного затвердевания отливок для предупреждения образования усадочных дефектов в массивных частях отливки путем установки прибылей и использования холодильников.
Расплавленный чугун в полость формы подводят через сужающуюся литниковую систему и, как правило, через прибыль.
Особенностью получения отливок из ковкого чугуна является то, что исходный материал – белый чугун имеет пониженную жидкотекучесть, что требует повышенной температуры заливки при изготовлении тонкостенных отливок. Для сокращения продолжительности отжига чугун модифицируют алюминием, бором, висмутом. Отливки изготавливают в песчаных формах, а также в оболочковых формах и кокилях.
Стальные отливки
Углеродистые и легированные стали – 15Л, 12Х18Н9ТЛ, 30ХГСЛ, 10Х13Л, 110Г13Л – литейные стали.
Литейные стали имеют пониженную жидкотекучесть, высокую усадку до 2,5%, склонны к образованию трещин.
Стальные отливки изготовляют в песчаных и оболочковых формах, литьем по выплавляемым моделям, центробежным литьем.
Для предупреждения усадочных раковин и пористости в отливках на массивные части устанавливают прибыли, а в тепловых узлах – используют наружные или внутренние холодильники. Для предупреждения трещин формы изготавливают из податливых формовочных смесей, в отливках предусматривают технологические ребра.
Подачу расплавленного металла для мелких и средних отливок выполняют по разъему или сверху, а для массивных – сифоном. В связи с низкой жидкотекучестью площадь сечения питателей в 1,5…2 раза больше, чем при литье чугуна.
Для получения высоких механических свойств, стальные отливки подвергают отжигу, нормализации и другим видам термической обработки.
Алюминиевые сплавы
Основные литейные сплавы – сплавы системы алюминий – кремний (силумины)
Силумины (АЛ2, АЛ4, АЛ9) имеют высокую жидкотекучесть, малую усадку (0,8…1%), не склонны к образованию горячих и холодных трещин, потому что по химическому составу близки к эвтектическим сплавам (интервал кристаллизации составляет 10…30 0С).
Остальные алюминиевые сплавы имеют низкую жидкотекучесть, повышенную усадку, склонны к образованию трещин.
Отливки из алюминиевых сплавов изготовляют литьем в кокиль, под давлением, в песчаные формы.
Используют кокили с вертикальным разъемом. Для получения плотных отливок устанавливаются массивные прибыли. Металл подводят через расширяющиеся литниковые системы с нижним подводом металла к тонким сечениям отливки. Все элементы литниковой системы размещают в плоскости разъема кокиля.
Медные сплавы
Бронзы (БрО5Ц5С5, БрАЖЗЛ) и латуни (ЛЦ40Мц3А).
Все медные сплавы склонны к образованию трещин. Отливки изготавливаются литьем в песчаные и оболочковые формы, а также литьем в кокиль, под давлением, центробежным.
Для предупреждения образования усадочных раковин и пористости в массивных узлах отливок устанавливают прибыли. Для предупреждения появления трещин в отливках используют форму с высокой податливостью.
Для плавного поступления металла применяют расширяющиеся литниковые системы с верхним, нижним и боковым подводом. Для отделения оксидных пленок в литниковой системе устанавливают фильтры из стеклоткани.
Титановые сплавы
Имеют высокую химическую активность в расплавленном состоянии. Они активно взаимодействуют с кислородом, азотом, водородом и углеродом. Плавку этих сплавов ведут в вакууме или в среде защитных газов.
Основной способ производства титановых отливок – литье в графитовые формы, в оболочковые формы из нейтральных оксидов магния, циркония. При изготовлении сложных тонкостенных отливок применяют формы, полученные по выплавляемым моделям.
Дефекты отливок и их исправление
Дефекты отливок по внешним признакам подразделяют: на наружные (песчаные раковины, перекос недолив); внутренние (усадочные и газовые раковины, горячие и холодные трещины),
Песчаные раковины – открытые или закрытые пустоты в теле отливки, которые возникают из-за низкой прочности формы и стержней, слабого уплотнения формы и других причин.
Перекос – смещение одной части отливки относительно другой, возникающее в результате небрежной сборки формы, износа центрирующих штырей, несоответствия знаковых частей стержня на модели и в стержневом ящике, неправильной установке стержня.
Недолив – некоторые части отливки остаются незаполненными в связи с низкой температурой заливки, недостаточной жидкотекучести, недостаточным сечением элементов литниковой системы.
Усадочные раковины – открытые или закрытые пустоты в теле отливки с шероховатой поверхностью и грубокристаллическим строением.
Возникают при недостаточном питании массивных узлов, нетехнологичной конструкции отливки, заливки перегретым металлом, неправильная установка прибылей.
Газовые раковины – открытые или закрытые пустоты с чистой и гладкой поверхностью, которая возникает из-за недостаточной газопроницаемости формы и стержней, повышенной влажности формовочных смесей и стержней, насыщенности расплавленного металла газами.
Трещины горячие и холодные – разрывы в теле отливки, возникающие при заливке чрезмерно перегретым металлом, из-за неправильной конструкции литниковой системы, неправильной конструкции отливок, повышенной неравномерной усадки, низкой податливости форм и стержней.
Методы обнаружения дефектов
Наружные дефекты отливок обнаруживаются внешним осмотром после извлечения отливки из формы или после очистки.
Внутренние дефекты определяют радиографическими или ультразвуковыми методами дефектоскопии.
При использовании радиографических методов (рентгенография, гаммаграфия) на отливки воздействуют рентгеновским или гамма-излучением. С помощью этих методов выявляют наличие дефекта, размеры и глубину его залегания.
При ультразвуковом контроле ультразвуковая волна, проходящая через стенку отливки при встрече с границей дефекта (трещиной, раковиной) частично отражается. По интенсивности отражения волны судят о наличие, размерах и глубине залегания дефекта.
Трещины выявляют люминесцентным контролем, магнитной или цветной дефектоскопией.
Методы исправления дефектов
Незначительные дефекты исправляют заделкой замазками или мастиками, пропиткой различными составами, газовой или электрической сваркой.
Заделка замазками или мастиками – декоративное исправление мелких поверхностных раковин. Перед заполнением мастикой дефектные места очищают от грязи, обезжиривают. После заполнения исправленное место заглаживают, подсушивают и затирают пемзой или графитом.
Пропитывание применяют для устранения пористости. Отливки на 8…12 часов погружают в водный раствор хлористого аммония. Проникая в промежутки между кристаллами металла, раствор образует оксиды, заполняющий поры отливок.
Для устранения течи отливки из цветных металлов пропитывают бакелитовым лаком.
Газовую и электрическую сварку применяют для исправления дефектов на необрабатываемых поверхностях (раковины, сквозные отверстия, трещины). Дефекты в чугунных отливках заваривают с использованием чугунных электродов и присадочных прутков, в стальных отливках – электродами соответствующего состава.
Техника безопасности и охрана окружающей среды в литейном производстве
Производство отливок связано с использованием токсичных веществ (формовочные смеси с жидким стеклом). Должны быть предусмотрены меры, исключающие контакт обслуживающего персонала с едким натром. При работе со стержневыми смесями (синтетическая фенолформальдегидные смолы) запрещается работа без резиновых перчаток.
Места заливки литейных форм должны быть обеспечены вентиляцией для удаления продуктов сгорания.
При изготовлении литейных форм и литейных стержней на формовочных и стержневых машинах предусматриваются обязательные меры безопасности.
Машины литья под давлением должны быть снабжены блокировками, исключающими возможность создания давления до закрытия пресс-форм. Между машинами устанавливают защитные металлические щиты, предохраняющие от возможного аварийного выплеска из разъема формы.
Литейные цехи снабжены надежной вентиляцией, устройствами воздушных душей или тепловых завес на рабочих местах.
Шумопроизводящее оборудование размещают в специальных изолированных помещениях.
Для улучшения санитарно-гигиеничных условий труда широко внедряются: современные плавильные печи, в которых газы подвергаются очистке, а теплота утилизируется; установки для очистки дымовых газов от хлоридов; новые нетоксичные связующие материалы и технологические процессы изготовления стержней.
Охрану водных бассейнов осуществляют путем создания эффективных способов очистки загрязненных производственных стоков и оборотного водоснабжения. Сброс сточных вод осуществляется, если содержание вредных примесей ниже предельно допустимых концентраций. Для удаления грубодисперсных примесей применяют отстаивание, фильтрацию.
![]()
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Прокат и его производство
Прокатка – это способ обработки пластическим деформированием – наиболее распространный. Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов. Способ зародился в XVIII веке и, претерпев значительное развитие, достиг высокого совершенства.
Сущность процесса: заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она уменьшается в сво¨м поперечном сечении и увеличивается в длину. Форма поперечного сечения называется профилем.
Процесс прокатки обеспечивается силами
трения между вращающимся инструментом и заготовкой, благодаря которым заготовка
перемещается в зазоре между валками, одновременно деформируясь. В момент
захвата металла со стороны каждого валка действуют на металл две силы:
нормальная сила ![]() и
касательная сила трения
и
касательная сила трения ![]() (рис.
10.1).
(рис.
10.1).
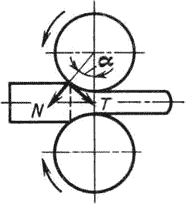
Рис. 10.1. Схема сил, действующих при прокатке
Угол ![]() –
угол захвата, дуга, по которой валок соприкасается с прокатываемым металлом –
дуга захвата, а объ¨м металла между дугами захвата – очаг деформации.
–
угол захвата, дуга, по которой валок соприкасается с прокатываемым металлом –
дуга захвата, а объ¨м металла между дугами захвата – очаг деформации.
Возможность осуществления прокатки
определяется условием захвата металла валками или соотношением ![]() ,
,
где:![]() –
втягивающая сила - проекция силы трения
–
втягивающая сила - проекция силы трения ![]() на
горизонтальную ось;
на
горизонтальную ось;![]() –
выталкивающая сила – проекция нормальной реакции валков
–
выталкивающая сила – проекция нормальной реакции валков ![]() на горизонтальную
ось.
на горизонтальную
ось.
При этом условии результирующая сила будет направлена в сторону движения металла.
Условие захвата металла можно выразить: ![]()
Выразив силу трения ![]() через
нормальную силу
через
нормальную силу ![]() и
коэффициент трения
и
коэффициент трения ![]() :
:![]() ,
и, подставив это выражение в условие захвата, получим:
,
и, подставив это выражение в условие захвата, получим:
![]() или
или ![]() .
.
Таким образом, для захвата металла валками необходимо, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата.
Коэффициент трения можно увеличить применением насечки на валках.
При прокатке стали ![]() =
20…25 0, при горячей прокатке листов и полос из цветных металлов –
=
20…25 0, при горячей прокатке листов и полос из цветных металлов – ![]() =
12…15 0, при холодной прокатке листов –
=
12…15 0, при холодной прокатке листов – ![]() =
2…10 0.
=
2…10 0.
Степень деформации характеризуется показателями:
– абсолютное обжатие: ![]() (
(![]() –
начальная и конечная высоты заготовки);
–
начальная и конечная высоты заготовки);
относительное обжатие: ![]()
Площадь поперечного сечения заготовки всегда уменьшается. Поэтому для определения деформации (особенно когда обжатие по сечению различно) используют показатель, называемый вытяжкой (коэффициентом вытяжки).
![]()
где: ![]() –
первоначальные длина и площадь поперечного сечения,
–
первоначальные длина и площадь поперечного сечения, ![]() – те
же величины после прокатки.
– те
же величины после прокатки.
Вытяжка обычно составляет 1,1…1,6 за проход, но может быть и больше.
Способы прокатки
Когда требуется высокая прочность и пластичность, применяют заготовки из сортового или специального проката. В процессе прокатки литые заготовки подвергают многократному обжатию в валках прокатных станов, в результате чего повышается плотность материала за сч¨т залечивания литейных дефектов, пористости, микротрещин. Это прида¨т заготовкам из проката высокую прочность и герметичность при небольшой их толщине.
Существуют три основных способа прокатки, имеющих определенное отличие по характеру выполнения деформации: продольная, поперечная, поперечно – винтовая (рис.10.2).
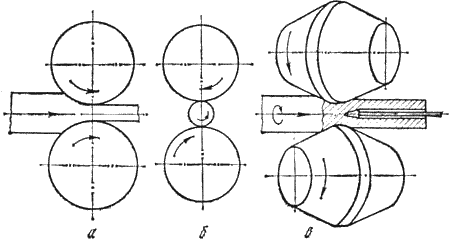
Рис. 10.2. Схемы основных видов прокатки:
а – продольная; б – поперечная; в – поперечно – винтовая
При продольной прокатке деформация осуществляется между вращающимися в разные стороны валками (рис.10.2 а). Заготовка втягивается в зазор между валками за сч¨т сил трения. Этим способом изготавливается около 90 % проката: весь листовой и профильный прокат.
Поперечная прокатка (рис. 10.2.б). Оси прокатных валков и обрабатываемого тела параллельны или пересекаются под небольшим углом. Оба валка вращаются в одном направлении, а заготовка круглого сечения – в противоположном.
В процессе поперечной прокатки обрабатываемое тело удерживается в валках с помощью специального приспособления. Обжатие заготовки по диаметру и придание ей требуемой формы сечения обеспечивается профилировкой валков и изменением расстояния между ними. Данным способом производят специальные периодические профили, изделия представляющие тела вращения – шары, оси, шестерни.
Поперечно – винтовая прокатка (рис. 10.2.в). Валки, вращающиеся в одну сторону, установлены под углом друг другу. Прокатываемый металл получает ещ¨ и поступательное движение. В результате сложения этих движений каждая точка заготовки движется по винтовой линии. Применяется для получения пустотелых трубных заготовок.
В качестве инструмента для прокатки применяют валки прокатные, конструкция которых представлена на рис. 10.3. В зависимости от прокатываемого профиля валки могут быть гладкими (рис.10.3.а), применяемыми для прокатки листов, лент и т.п. и калиброванными (ручьевыми) (рис. 10.3.б) для получения сортового проката.
Ручей – профиль на боковой поверхности валка. Промежутки между ручьями называются буртами. Совокупность двух ручь¨в образует полость, называемую калибром, каждая пара валков образует несколько калибров. Система последовательно расположенных калибров, обеспечивающая получение требуемого профиля заданных размеров называется калибровкой.
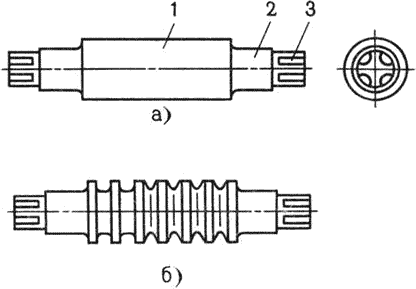
Рис. 10.3. Прокатные валки: а – гладкий ; б – калиброванный
Валки состоят из рабочей части – бочки 1, шеек 2 и трефы 3.
Шейки валков вращаются в подшипниках, которые, у одного из валков, могут перемещаться специальным нажимным механизмом для изменения расстояния между валками и регулирования взаимного расположения осей.
Трефа предназначена для соединения валка с муфтой или шпинделем.
Используются роликовые подшипники с низким
коэффициентом трения, ![]() =
0,003…0,005, что обеспечивает большой срок службы.
=
0,003…0,005, что обеспечивает большой срок службы.
Технологический процесс прокатки
Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или кованые заготовки.
Процесс прокатки осуществляется как в холодном, так и горячем состоянии. Начинается в горячем состоянии и проводится до определ¨нной толщины заготовки. Тонкостенные изделия в окончательной форме получают, как правило, в холодном виде (с уменьшением сечения увеличивается теплоотдача, поэтому горячая обработка затруднена).
Основными технологическими операциями прокатного производства являются подготовка исходного металла, нагрев, прокатка и отделка проката.
Подготовка исходных металлов включает удаление различных поверхностных дефектов (трещин, царапин, закатов), что увеличивает выход готового проката.
Нагрев слитков и заготовок обеспечивает высокую пластичность, высокое качество готового проката и получение требуемой структуры. Необходимо строгое соблюдение режимов нагрева.
Основное требование при нагреве: равномерный прогрев слитка или заготовки по сечению и длине до соответствующей температуры за минимальное время с наименьшей потерей металла в окалину и экономным расходом топлива.
Температуры начала и конца горячей деформации определяются в зависимости от температур плавления и рекристаллизации. Прокатка большинства марок углеродистой стали начинается при температуре 1200…1150 0С, а заканчивается при температуре 950…9000С.
Существенное значение имеет режим охлаждения. Быстрое и неравномерное охлаждение приводит к образованию трещин и короблению.
При прокатке контролируется температура начала и конца процесса, режим обжатия, настройка валков в результате наблюдения за размерами и формой проката. Для контроля состояния поверхности проката регулярно отбирают пробы.
Отделка проката включает резку на мерные длины, правку, удаление поверхностных дефектов и т.п. Готовый прокат подвергают конечному контролю.
Процесс прокатки осуществляют на специальных прокатных станах.
Прокатный стан – комплекс машин для деформирования металла во вращающихся валках и выполнения вспомогательных операций (транспортирование, нагрев, термическая обработка, контроль и т.д.).
Оборудование для деформирования металла называется основным и располагается на главной линии прокатного стана (линии рабочих клетей).
Главная линия прокатного стана состоит из рабочей клети и линии привода, включающей двигатель, редуктор, шестеренную клеть, муфты, шпиндели. Схема главной линии прокатного стана представлена на рис. 10.4.
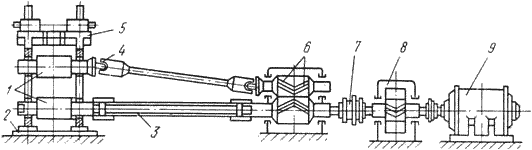
Рис.10.4. Схема главной линии прокатного стана
1 – прокатные валки; 2 – плита; 3 – трефовый шпиндель; 4 – универсальный шпиндель;
5 – рабочая клеть; 6 – шестеренная клеть; 7 – муфта; 8 – редуктор; 9 – двигатель
Прокатные валки 1 установлены в рабочей клети 5, которая воспринимает давление прокатки. Определяющей характеристикой рабочей клети являются размеры прокатных валков: диаметр (для сортового проката) или длина (для листового проката) бочки. В зависимости от числа и расположения валков в рабочей клети различают прокатные станы: двухвалковые (дуо-стан), трехвалковые (трио-стан), четырехвалковые (кварто-стан) и универсальные (рис.10.5).
В двухвалковых клетях (рис.10.5.а) осуществляется только по одному пропуску металла в одном направлении. Металл в трехвалковых клетях (рис. 10.5.б) движется в одну сторону между нижним и верхним, а в обратную – между средним и верхним валками.
В четырехвалковых клетях (рис. 10.5.в) устанавливаются опорные валки, которые позволяют применять рабочие валки малого диаметра, благодаря чему увеличивается вытяжка и снижаются деформирующие усилия.
Универсальные клети (рис.10.5.г) имеют неприводные вертикальные валки, которые находятся между опорами подшипников горизонтальных валков и в одной плоскости с ними.
Шестеренная клеть 6 предназначена для распределения крутящего момента двигателя между валками. Это одноступенчатый редуктор, передаточное отношение которого равно единице, а роль шестерен выполняют шестеренные валки.
Шпиндели предназначены для передачи крутящего момента от шестеренной клети прокатным валкам при отклонении от соосности до 10…12 0. При незначительном перемещении в вертикальной плоскости применяют шпиндели трефового типа 3 в комплекте с трефовой муфтой. Внутренние очертания трефовых муфт отвечают форме сечения хвостовика валка или шпинделя. Муфтой предусмотрен зазор 5…8 мм, что допускает возможность работы с перекосом 1…2 0. При значительных перемещениях валков в вертикальной плоскости ось шпинделя может составлять значительный угол с горизонтальной плоскостью, в этом случае применяют шарнирные или универсальные шпиндели 4, которые могут передавать крутящий момент прокатным валкам при перекосе шпинделя до 10…12 0.
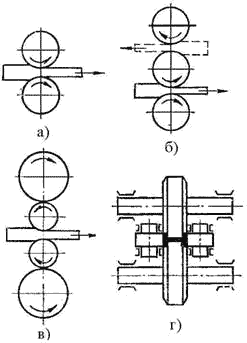
Рис. 10.5. Рабочие клети прокатных станов
В качестве двигателя прокатного стана 9 применяют двигатели постоянного и переменного тока, тип и мощность зависят от производительности стана.
Редуктор 8 используется для изменения чисел оборотов при передаче движения от двигателя к валкам. Зубчатые колеса – обычно шевронные с наклоном спирали 30 0.
По назначению прокатные станы подразделяют на станы для производства полупродукта и станы для выпуска готового проката.
Нагрев металла осуществляют в пламенных и электрических печах. По распределению температуры печи могут быть камерные и методические. В камерных печах периодического нагрева температура одинакова по всему рабочему пространству. В методических печах температура рабочего пространства постоянно повышается от места загрузки заготовок до места их выгрузки. Металл нагревается постепенно, методически. Печи характеризуются высокой производительностью. Применяются в прокатных и кузнечно-штамповочных цехах для нагрева слитков из цветных металлов. Крупные слитки перед прокаткой нагревают в нагревательных колодцах – разновидности камерных, пламенных печей.
В качестве транспортных устройств в прокатном производстве используют:
· слитковозы и различного вида тележки для подачи слитков и заготовок от нагревательных устройств к стану;
· рольганги – основное транспортное средство прокатных цехов (транспортеры с последовательно установленными вращающимися роликами обеспечивают продольное перемещение металла; при косом расположении роликов возникает возможность поперечного движения полосы);
· манипуляторы, предназначенные для правильной задачи полосы в калибр;
· кантователи, предназначенные для поворота заготовки вокруг горизонтальной оси.
Правка проката
Изделия, полученные прокаткой, часто требуют правки. Иногда правку выполняют в горячем состоянии, например, при производстве толстых листов. Но обычно в холодном состоянии, так как последующее охлаждение после горячей правки может вызвать дополнительное изменение формы.
Процесс правки заключается в однократном или многократном пластическом изгибе искривленных участков полосы, каждый раз в обратном направлении.
Правку можно выполнять и растяжением полосы, если напряжения растяжения будут превышать предел текучести материала.
Роликоправильные машины с параллельно расположенными роликами предназначены для правки листа и сортового проката (рис. 10.6)
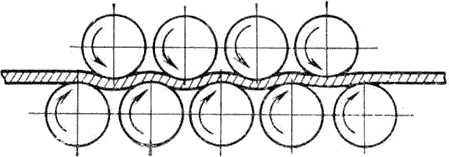
Рис.10.6. Схема правки проката на роликоправильных машинах с параллельно расположенными роликами
Процесс правки заключается в прохождении полосы между двумя рядами последовательно расположенных роликов, установленных в шахматном порядке таким образом, что при движении полосы, ее искривление устраняется. Диаметр роликов – 25…370 мм, шаг – 30…400 мм, количество роликов: для тонких листов – 19…29, для толстых – 7…9.
Правильные машины с косо расположенными гиперболоидальными роликами предназначены для правки труб и круглых прутков (рис.10.7).
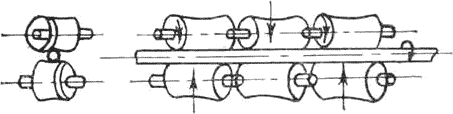
Рис. 10.7. Схема правки проката на машинах с косо расположенными гиперболоидальными роликами
Ролики выполняют в виде однополостного гиперболоида и располагают под некоторым углом друг к другу. Выправляемый металл, кроме поступательного движения, совершает вращательное, что вызывает многократные перегибы полосы роликами и обеспечивает осесимметричную правку.
Растяжные правильные машины используют для правки тонких листов (менее 0,3 мм), трудно поддающихся правке на роликоправильных машинах.
Разрезка и заготовительная обработка проката
Производится на заготовительных участках механических цехов различными способами, отличающимися производительностью, точностью заготовки, стойкостью инструмента и др.
Разрезка пилами применяется для относительно крупных заготовок, в основном из цветных металлов. Заготовка характеризуется высокой точностью по длине, хорошим качеством среза, перпендикулярностью торца к оси. Основными недостатками являются низкая производительность и значительные потери металла на рез.
Применяются пилы зубчатые и гладкие (трения).
Разрезка на эксцентриковых пресс-ножницах применяется для стального проката круглого или квадратного сечения до 300 мм. Является наиболее производительным и дешевым процессом разделки проката на заготовки. Основными недостатками являются косой рез и смятие концов заготовки.
Заготовки из высокоуглеродистых и легированных сталей целесообразно подогреть до 450…650 0С.
Применяют ножи с плоской режущей кромкой и с ручьями.
Разрезка на токарных полуавтоматах отрезными резцами.
Электроискровая и анодно-механическая резка обеспечивает максимальную точность размеров. Применяется для особо прочных металлов.
Разрезка на прессах-хладоломах применяется для заготовок крупного сечения. На заготовке предварительно делается надрез пилой или газовым резаком.
Газопламенная разрезка смесью ацитилена и кислорода.
Плазменно-дуговая разрезка применяется для высоколегированных тугоплавких сталей и сплавов. Вдоль электрической дуги по каналу плазмотрона пропускается газ (аргон), который сжимает дугу и выходит из сопла в виде плазмы с температурой 10000…30000 0 С.
![]()
![]()
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Продукция прокатного производства. Прессование. Волочение
Продукция прокатного производства
Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент.
В зависимости от профиля прокат делится на четыре основные группы: листовой, сортовой, трубный и специальный. В зависимости от того нагретая или холодная заготовка поступает в прокатные валки – горячий и холодный.
Листовой прокат из стали и цветных металлов подразделяется на толстолистовой (4…60 мм), тонколистовой (0,2…4мм) и жесть (менее 0,2 мм). Толстолистовой прокат получают в горячем состоянии, другие виды листового проката – в холодном состоянии.
Прокатку листов и полос проводят в гладких валках.
Среди сортового проката различают:
- заготовки круглого, квадратного и прямоугольного сечения для ковки и прокатки;
- простые сортовые профили (круг, квадрат, шестигранник, полоса, лента);
- фасонные сортовые профили:
- профили общего назначения (уголок, швеллер, тавр, двутавр);
- профили отраслевого назначения (железнодорожные рельсы, автомобильный обод);
- профили специального назначения (профиль для рессор, напильников).
Трубный прокат получают на специальных трубопрокатных станах. Различают бесшовные горячекатаные трубы диаметром 25…550 мм и сварные диаметром 5…2500 мм.
Трубы являются продуктом вторичного передела круглой и плоской заготовки.
Общая схема процесса производства бесшовных труб предусматривает две операции: 1– получение толстостенной гильзы (прошивка); 2 – получение из гильзы готовой трубы (раскатка).
Первая операция выполняется на специальных прошивочных станах в результате поперечно-винтовой прокатки. Вторую операцию выполняют на трубопрокатных раскатных станах различных конструкций: пилигримовых, автоматических и др.
Схема прокатка труб на пилигримовом стане представлена на рис. 11.1.
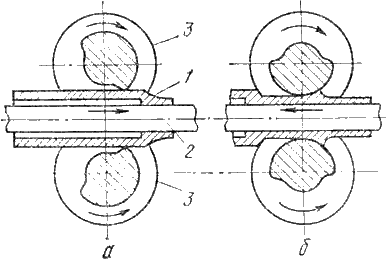
Рис.11.1. Схема прокатки труб на пилигримовом стане
В толстостенную гильзу 1 вводят оправку (дорн) 2 подающего механизма, длина которой больше длины гильзы. Гильза перемещается к валкам 3, калибр которых разделяется на две части: рабочую и холостую. Рабочая часть валка имеет рабочий и калибрующий участки. Процесс работы заключается в периодической подаче на определенную длину гильзы вместе с оправкой в зазор между валками в момент совпадения холостой части обоих валков (рис.11.1.а). Затем выполняется процесс прокатки, и гильза перемещается в направлении вращения валков, т.е. обратном ходу прокатываемой трубы (рис. 11.1.б). При этом рабочий участок обжимает гильзу по диаметру и толщине стенки, а калибрующий участок обеспечивает выравнивание диаметра и толщины стенки. После выхода из рабочей части оправка с гильзой продвигаются вперед, поворачиваясь на 900 вокруг продольной оси. По окончании прокатки валки разводят, и подающий механизм обратным ходом вытягивает оправку из трубы.
Сварные трубы изготавливают на трубосварочных агрегатах различными способами: печной сваркой, контактной электросваркой и др. из полос – штрипсов. Процесс получения трубы состоит из получения заготовки в виде свернутой полосы и сварки ее в трубу.
Особое
место занимают станы спиральной сварки. Трубы получают завивкой полосы по
спирали на цилиндрических оправках с непрерывной сваркой спирального шва
автоматической сварочной головкой (рис.11.2). Формовка осуществляется путем
пластического изгиба в плоскости, расположенной под углом ![]() к
продольной оси.
к
продольной оси.
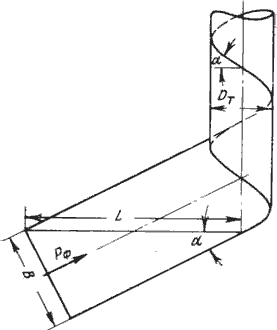
Рис.11.2. Схема формовки заготовки при спиральной сварке трубы
Преимущества способа состоят в следующем: диаметр трубы не зависит от ширины исходного полосы, так как он определяется и углом подъема спирали; спиральный шов придает трубе большую жесткость; спирально-сварные трубы имеют более точные размеры.
Специальные виды проката.
Периодический профиль – профиль, изменяющийся по определенному закону, повторяющемуся по длине. Периодические профили получают продольной, поперечной и винтовой прокаткой.
При продольной периодической прокатке получают профили с односторонним периодом, с двухсторонним совпадающим периодом, с несовпадающим верхним и нижним периодом. Окончательную форму изделию придают за один проход. Длина периода профиля определяется длиной окружности валка. При каждом обороте валков из них должен выходить отрезок полосы с целым числом периодов, поэтому наибольшая длина периода не может быть больше длины окружности валков.
Поперечная прокатка периодических профилей характеризуется тем, что заготовка и готовый профиль представляют собой тела вращения. Схема прокатки на трехвалковом стане представлена на рис.11.3.
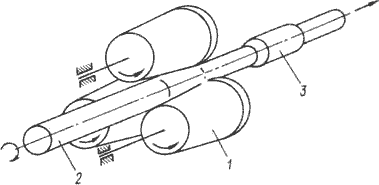
Рис. 11.3. Схема прокатки на трехвалковом стане
Прокатка осуществляется дисковыми или коническими валками, расположенными под углом 120 0 друг к другу. Валки могут быть установлены с некоторым перекосом. Способ заключается в том, что три приводных валка 1 вращают заготовку 2, которая принудительно перемещается в осевом направлении со значительным натяжением. Гидравлическое устройство перемещает зажимной патрон 3 вместе с металлом в направлении рабочего хода. Во время прокатки валки сближаются и разводятся на требуемый размер гидравлической следящей системой в соответствии с заданным профилем копировальной линейки или системой ЧПУ по заранее заданной программе. Переход от одного профиля к другому осуществляется без замены валков, только за счет смены копира или программы.
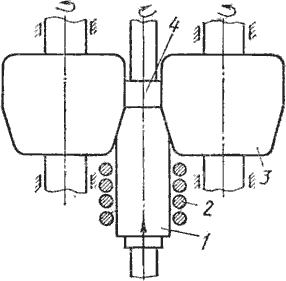
Рис 11.4. Схема прокатки шестерни с осевой подачей заготовки
Поперечной прокаткой накатывают зубья шестерен между двумя вращающимися валками. Возможны два способа обработки зубьев: с осевой подачей обрабатываемой заготовки (прутковая прокатка) и прокатка с радиальной подачей валков (штучная прокатка). Прутковая прокатка шестерен (рис.11.4) применяется для обработки прямозубых и косозубых шестерен с небольшими модулями (до 6 мм) и диаметром до 200 мм. Образование зубьев при прокатке осуществляется перемещением нагретой в кольцевом индукторе 2 заготовки 1 между двумя вращающимися зубчатыми валками 3, модуль которых равен модулю прокатываемой шестерни 4.
В начале прокатки заготовка приводится во вращение дополнительным зубчатым колесом, находящимся в зацеплении с валками. После выхода из зацепления шестерня вращается валками.
Станы винтовой прокатки широко применяют для прокатки стальных шаров диаметром 25…125 мм. Схема прокатки представлена на рис.11.5.
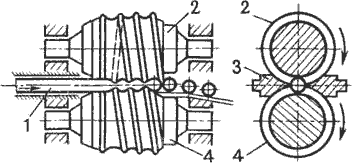
Рис.11.5. Схема прокатки шаров
Валки 2 и 4 вращаются в одном направлении, в результате заготовка 1 получает вращательное движение. Для осевого перемещения оси валков располагают под углом к оси вращения. От вылета из валков заготовка предохраняется центрирующими упорами 3. В валках нарезают винтовые калибры. По характеру деформации калибр разделяется на формующий участок, где осуществляется захват заготовки и ее постепенное обжатие в шар, и отделочный участок, где придаются точные размеры шару и происходит его отделение от заготовки. Диаметр валков в 5…6 раз превышает диаметр прокатываемых шаров, и составляет 190…700 мм. Производительность стана определяется числом оборотов валков, так как за один оборот Существуют станы для прокатки ребристых труб, для накатки резьб и т.д.
Прессование
Прессование – вид обработки давлением, при котором металл выдавливается из замкнутой полости через отверстие в матрице, соответствующее сечению прессуемого профиля.
Это современный способ получения различных профильных заготовок: прутков диаметром 3…250 мм, труб диаметром 20…400 мм с толщиной стенки 1,5…15 мм, профилей сложного сечения сплошных и полых с площадью поперечного сечения до 500 см2.
Впервые метод был научно обоснован академиком Курнаковым Н.С. в 1813 году и применялся главным образом для получения прутков и труб из оловянисто-свинцовых сплавов. В настоящее время в качестве исходной заготовки используют слитки или прокат из углеродистых и легированных сталей, а также из цветных металлов и сплавов на их основе (медь, алюминий, магний, титан, цинк, никель, цирконий, уран, торий).
Технологический процесс прессования включает операции:
- подготовка заготовки к прессованию (разрезка, предварительное обтачивание на станке, так как качество поверхности заготовки оказывает влияние на качество и точность профиля);
- нагрев заготовки с последующей очисткой от окалины;
- укладка заготовки в контейнер ;
- непосредственно процесс прессования;
- отделка изделия (отделение пресс-остатка, разрезка).
Прессование производится на гидравлических прессах с вертикальным или горизонтальным расположением плунжера, мощностью до 10 000 т.
Применяются две метода прессования: прямой и обратный (рис. 11.6.)
При прямом прессовании движение пуансона пресса и истечение металла через отверстие матрицы происходят в одном направлении. При прямом прессовании требуется прикладывать значительно большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри контейнера. Пресс-остаток составляет 18…20 % от массы заготовки (в некоторых случаях – 30…40 %). Но процесс характеризуется более высоким качеством поверхности, схема прессования более простая.
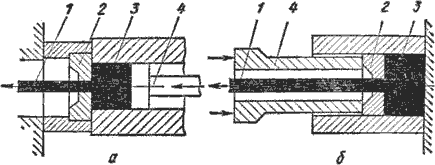
Рис. 11.6. Схема прессования прутка прямым (а) и обратным (б) методом
1 – готовый пруток; 2 – матрица; 3 – заготовка; 4 - пуансон
При обратном прессовании заготовку закладывают в глухой контейнер, и она при прессовании остается неподвижной, а истечение металла из отверстия матрицы, которая крепится на конце полого пуансона, происходит в направлении, обратном движению пуансона с матрицей. Обратное прессование требует меньших усилий, пресс-остаток составляет 5…6 %. Однако меньшая деформация приводит к тому, что прессованный пруток сохраняет следы структуры литого металла. Конструктивная схема более сложная
Процесс прессования характеризуется следующими основными параметрами: коэффициентом вытяжки, степенью деформации и скоростью истечения металла из очка матрицы.
Коэффициент
вытяжки ![]() определяют
как отношение площади сечения контейнера
определяют
как отношение площади сечения контейнера ![]() к
площади сечения всех отверстий матрицы
к
площади сечения всех отверстий матрицы![]() .
.
Степень деформации:
![]()
Скорость истечения металла из очка матрицы пропорциональна коэффициенту вытяжки и определяется по формуле:
![]()
где:
![]() –
скорость прессования (скорость движения пуансона).
–
скорость прессования (скорость движения пуансона).
При прессовании металл подвергается всестороннему неравномерному сжатию и имеет очень высокую пластичность.
К основным преимуществам процесса относятся:
- возможность обработки металлов, которые из-за низкой пластичности другими методами обработать невозможно;
- возможность получения практически любого профиля поперечного сечения;
- получение широкого сортамента изделий на одном и том же прессовом оборудовании с заменой только матрицы;
- высокая производительность, до 2…3 м/мин.
Недостатки процесса :
- повышенный расход металла на единицу изделия из-за потерь в виде пресс-остатка;
- появление в некоторых случаях заметной неравномерности механических свойств по длине и поперечному сечению изделия;
- высокая стоимость и низкая стойкость прессового инструмента;
- высокая энергоемкость.
Волочение
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие (фильеру) в инструменте, называемом волокой. Конфигурация отверстия определяет форму получаемого профиля. Схема волочения представлена на рис.11.7.
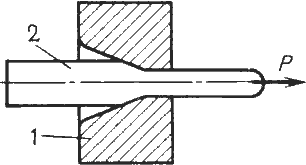
Рис.11.7. Схема волочения
Волочением получают проволоку диаметром 0,002…4 мм, прутки и профили фасонного сечения, тонкостенные трубы, в том числе и капиллярные. Волочение применяют также для калибровки сечения и повышения качества поверхности обрабатываемых изделий. Волочение чаще выполняют при комнатной температуре, когда пластическую деформацию сопровождает наклеп, это используют для повышения механических характеристик металла, например, предел прочности возрастает в 1,5…2 раза.
Исходным материалом может быть горячекатаный пруток, сортовой прокат, проволока, трубы. Волочением обрабатывают стали различного химического состава, цветные металлы и сплавы, в том числе и драгоценные.
Основной инструмент при волочении – волоки различной конструкции. Волока работает в сложных условиях: большое напряжение сочетается с износом при протягивании, поэтому их изготавливают из твердых сплавов. Для получения особо точных профилей волоки изготавливают из алмаза. Конструкция инструмента представлена на рис. 11.8.
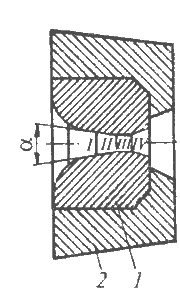
Рис.11.8. Общий вид волоки
Волока
1 закрепляется в обойме 2. Волоки имеют сложную конфигурацию, ее
составными частями являются: заборная часть I, включающая входной конус и
смазочную часть; деформирующая часть II с углом в вершине ![]() (6…18
0 – для прутков, 10…24 0 – для труб); цилиндрический
калибрующий поясок III длиной 0,4…1 мм; выходной конус IV.
(6…18
0 – для прутков, 10…24 0 – для труб); цилиндрический
калибрующий поясок III длиной 0,4…1 мм; выходной конус IV.
Технологический процесс волочения включает операции:
- предварительный отжиг заготовок для получения мелкозернистой структуры металла и повышения его пластичности;
- травление заготовок в подогретом растворе серной кислоты для удаления окалины с последующей промывкой, после удаления окалины на поверхность наносят подсмазочный слой путем омеднения, фосфотирования, известкования, к слою хорошо прилипает смазка и коэффициент трения значительно снижается;
- волочение, заготовку последовательно протягивают через ряд постепенно уменьшающихся отверстий;
- отжиг для устранения наклепа: после 70…85 % обжатия для стали и 99 % обжатия для цветных металлов ;
- отделка готовой продукции (обрезка концов, правка, резка на мерные длины и др.)
Технологический процесс волочения осуществляется на специальных волочильных станах. В зависимости от типа тянущего устройства различают станы: с прямолинейным движением протягиваемого металла (цепной, реечный); с наматыванием обрабатываемого металла на барабан (барабанный). Станы барабанного типа обычно применяются для получения проволоки. Число барабанов может доходить до двадцати. Скорость волочения достигает 50 м/с.
Процесс волочения характеризуется параметрами: коэффициентом вытяжки и степенью деформации.
Коэффициент вытяжки определяется отношением конечной и начальной длины или начальной и конечной площади поперечного сечения:
![]()
Степень деформации определяется по формуле:
![]()
Обычно
за один проход коэффициент вытяжки ![]() не
не
превышает 1,3, а степень деформации ![]() – 30
%. При необходимости получить большую величину деформации производят
многократное волочение.
– 30
%. При необходимости получить большую величину деформации производят
многократное волочение.
![]()
![]()
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Ковка
Ковка – способ обработки давлением, при котором деформирование нагретого (реже холодного) металла осуществляется или многократными ударами молота или однократным давлением пресса.
Формообразование при ковке происходит за счет пластического течения металла в направлениях, перпендикулярных к движению деформирующего инструмента. При свободной ковке течение металла ограничено частично, трением на контактной поверхности деформируемый металл – поверхность инструмента: бойков плоских или фигурных, подкладных штампов.
Ковкой получают разнообразные поковки массой до 300 т.
Первичной заготовкой для поковок являются:
- слитки, для изготовления массивных крупногабаритных поковок;
- прокат сортовой горячекатаный простого профиля (круг, квадрат).
Ковка может производиться в горячем и холодном состоянии.
Холодной ковке поддаются драгоценные металлы – золото, серебро; а также медь. Технологический процесс холодной ковки состоит из двух чередующихся операций: деформации металла и рекристаллизационного отжига. В современных условиях холодная ковка встречается редко, в основном в ювелирном производстве.
Горячая ковка применяется для изготовления различных изделий, а также инструментов: чеканов, зубил, молотков и т.п.
Материалом для горячей ковки являются малоуглеродистые стали, углеродистые инструментальные и некоторые легированные стали. Каждая марка стали имеет определенный интервал температур начала и конца ковки, зависящий от состава и структуры обрабатываемого металла. Температурные интервалы начала и конца ковки для углеродистых сталей приведены в табл. 12.1.
Таблица 12.1
Температурные интервалы начала и конца ковки для углеродистых сталей
|
Марка стали |
Температуры ковки |
|
|
начала |
конца |
|
|
Ст 1 |
1300 |
900 |
|
Ст 2 |
1250 |
850 |
|
Ст 3 |
1200 |
850 |
|
Сталь У7, У8, У9 |
1150 |
800 |
|
Сталь У10, У12, У13 |
1130 |
870 |
Операции ковки
Различают ковку предварительную и окончательную. Предварительная (или черновая) ковка представляет собой кузнечную операцию обработки слитка для подготовки его к дальнейшей деформации прокаткой, прессованием и т.п. Окончательная (чистовая ковка) охватывает все методы кузнечной обработки, с помощью которых изделию придают окончательную форму.
Предварительные операции
Биллетирование – превращение слитка в болванку или заготовку: включает сбивку ребер и устранение конусности.
Обжатие при биллетировании составляет 5…20 %. Проковка слитка предназначена для обжатия металла в углах слитка с целью предварительного деформирования литой структуры – дендритов, которые имеют стыки в этих углах. Биллетирование способствует заварке воздушных пузырей и других подкорковых дефектов литой структуры, созданию пластичного поверхностного слоя металла, благоприятно влияющего на дальнейшую деформацию. После биллетирования производят обрубку донной части слитка.
Рубка – применяется для отделения от основной заготовки негодных частей или для разделения заготовки на части.
Рубка производится в холодном и горячем состоянии. В холодном состоянии рубят тонкие и узкие полосы и прутки сечением 15…20 мм. Более толстые заготовки нагревают.
Схема рубки основана на действии деформирующей силы на малую площадь соприкосновения инструмента с заготовкой, а реакция этой силы со стороны нижней части распределена по большой поверхности заготовки, и пластической деформации здесь не возникает.
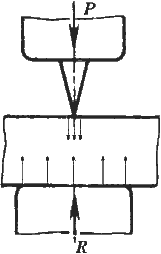
Рис.12.1. Схема рубки
В зависимости от габаритов и формы заготовок используют способы рубки:
- с одной стороны – для тонких заготовок;
- с двух сторон, сначала осуществляется предварительная надрубка заготовки на 0,5…0,75 высоты, после кантовки на 1800 проводится окончательная рубка;
- с трех сторон – для круглых и крупных заготовок, осуществляются две надрубки на глубину 0,4 диаметра заготовки с кантовкой на 1200, после второй кантовки на 1200 проводят окончательную рубку;
- с четырех сторон – для крупных заготовок, после надрубки с четырех сторон в центре остается перемычка прямоугольного сечения, по месту которой производят разделение заготовки на части.
Основные операции
Осадка – операция обработки давлением, в результате которой уменьшается высота и одновременно увеличиваются поперечные размеры заготовок (рис. 12.2.а).
Осадку применяют для получения формы поковки, с целью уменьшения глубины прошивки, для обеспечения соответствующего расположения волокон в будущей детали (при изготовлении шестерней обеспечивается повышенная прочность зубьев в результате радиального расположения волокон), как контрольную операцию (из-за значительной деформации по периметру на боковой поверхности вскрываются дефекты).
При выполнении осадки требуется, чтобы инструмент перекрывал заготовку. Вследствие трения боковая поверхность осаживаемой заготовки приобретает бочкообразную форму, это характеризует неравномерность деформации. Повторяя осадку несколько раз с разных сторон, можно привести заготовку к первоначальной форме или близкой к ней, получив при этом более высокое качество металла и одинаковые его свойства по всем направлениям.
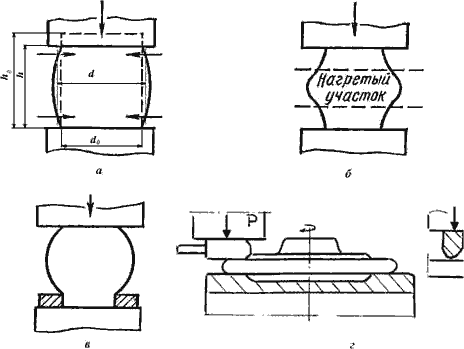
Рис.12.2. Схемы осадки и ее разновидностей
Средний диаметр заготовки определяется по формуле:
![]()
Осадке подвергают заготовки, для которых высота не превышает 2,5…3 диаметра. В противном случае возможен или продольный изгиб заготовки, или образование седлообразности.
Разновидностями осадки являются высадка и осадка разгонкой торца.
Высадка – кузнечная операция, заключающаяся в деформировании части заготовки (концевой части или середины).
Для проведения операции используют местный нагрев, например, в середине заготовки (рис. 12.2.б), или ограничивают деформацию на части заготовки кольцевым инструментом (рис. 12.2.в).
Осадка разгонкой торца позволяет уменьшить высоту и увеличить площадь ренее осаженной заготовки (рис. 12.2.г). Локализация деформации позволяет уменьшить усилие осадки.
Протяжка (вытяжка) – кузнечная операция, в результате которой происходит увеличение длины заготовки за счет уменьшения площади ее поперечного сечения.
Протяжка не только изменяет форму заготовок, но и улучшает качество металла. Операция заключается в нанесении последовательных ударов и перемещении заготовки, при этом между бойками во время удара находится только часть заготовки. После каждого обжатия заготовка продвигается на величину, меньшую, чем длина бойка (рис.12.3.а).
Протягивать можно плоскими (рис. 12.3.а) и вырезными (рис.12.3.б) бойками.
Протяжка на плоских бойках может выполняться двумя способами.
Первый способ. Протяжка выполняется по всей длине слитка или заготовки вначале с одной стороны, а после кантовки на 90 0 – с другой стороны и т.д.
Большие по длине поковки могут изгибаться в бойках концами вниз. Чтобы исправить изгиб, поковки кантуют сначала на 180 0 , а потом на 90 0.
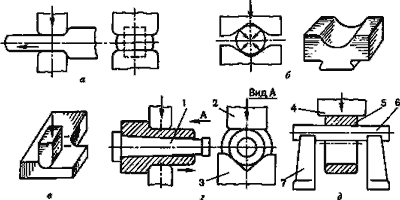
Рис. 12.3. Схемы протяжки и ее разновидностей
Второй способ. Поочередная протяжка на плоских бойках (по винтовой линии) – после каждого обжатия следует кантовка на 90 в одну и ту же сторону, после каждых четырех обжатий следует подача. Способ более трудоемкий, применяется при ковке твердых инструментальных сталей.
При протяжке на плоских бойках в центре изделия могут возникнуть (особенно при проковке круглого сечения) значительные растягивающие напряжения, которые приводят к образованию осевых трещин.
Протяжка в вырезных бойках или в комбинации плоских бойков с вырезными используется при ковке легированных сталей с пониженной пластичностью. Благодаря боковому давлению, создаваемому жесткими стенками инструмента повышаются сжимающие напряжения, увеличивается пластичность металла. Получают поковки более точные по форме и размерам. Возрастает скорость протяжки.
При протяжке с круга на круг в вырезных бойках, силы, направленные с четырех сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности возникновения осевых трещин.
Разновидностями протяжки являются разгонка, протяжка с оправкой, раскатка на оправке.
Разгонка (расплющивание) – операция увеличения ширины части заготовки за счет уменьшения ее толщины (рис. 12.3.в).
Операция выполняется за счет перемещения инструмента в направлении, перпендикулярном оси заготовки.
Протяжка на оправке – операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенки и уменьшения наружного диаметра (рис.12.3.г).
Протяжку выполняют в вырезных бойках (или нижнем вырезном 3 и верхнем плоском 2) на слегка конической оправке 1. Протягивают в одном направлении – к расширяющемуся концу оправки, что облегчает ее удаление из поковки. Оправку предварительно нагревают до температуры 160…200 0 С.
Раскатка на оправке – операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок (рис.12.3.д).
Заготовка 5 опирается внутренней поверхностью на цилиндрическую оправку 6, устанавливаемую концами на подставках 7, и деформируется между оправкой и узким длинным бойком 4. После каждого обжатия заготовку поворачивают относительно оправки.
Протяжку с оправкой и раскатку на оправке часто применяют совместно. Вначале раскаткой уничтожают бочкообразность предварительно осаженной и прошитой заготовки и доводят ее внутренний диаметр до требуемых размеров. Затем протяжкой с оправкой уменьшают толщину стенок и увеличивают до заданных размеров длину заготовки.
Прошивка – операция получения в заготовке сквозных или глухих отверстий за счет вытеснения металла (рис.12.4).
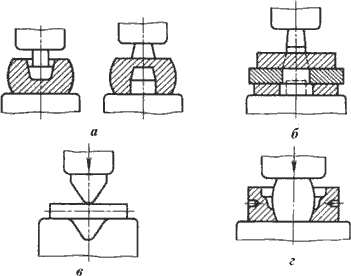
Рис.12.4. Схемы прошивки (а,б), гибки (в), штамповки в подкладных штампах (г)
Инструментом для прошивки служат прошивни сплошные и пустотелые. Пустотелые прошивают отверстия большого диаметра (400…900 мм).
При сквозной прошивке сравнительно тонких поковок применяют подкладные кольца (рис. 12.4.б). Более толстые поковки прошивают с двух сторон без подкладного кольца (рис.12.4.а). Диаметр прошивня выбирают не более половины наружного диаметра заготовки, при большем диаметре прошивня заготовка значительно искажается. Прошивка сопровождается отходом (выдрой).
Гибка – операция придания заготовке или ее части изогнутой формы по заданному контуру (рис.12.4. в).
Гибка сопровождается искажением первоначальной формы поперечного сечения заготовки и уменьшением его площади в месте изгиба (утяжка). Для компенсации утяжки в зоне изгиба заготовке придают увеличенные поперечные размеры. При гибке возможно образование складок по внутреннему контуру и трещин по наружному. Для избежания этого явления по заданному углу изгиба подбирают соответствующий радиус скругления. Радиус в месте изгиба не должен быть меньше полутора толщин заготовки.
Этой операцией получают угольники, скобы, крючки, кронштейны.
Скручивание – операция, заключающаяся в повороте одной части поковки вокруг общей оси по отношению к другой ее части под определенным углом.
Различают два случая:
- поворот на угол до 180 0 – для пространственной ориентации отдельных частей;
- многократное скручивание на 360 0 – для придания витого характера (используется как элемент украшения композиций решеток, перил, лестниц и т.д.).
К скручиванию относится и свивание нескольких тонких прутков (проволок) в шнуры.
При изготовлении небольшой партии поковок с относительно сложной конфигурацией применяют штамповку в подкладных штампах (рис.12.4.г). Подкладной штамп может состоять из одной или двух частей, в которых имеется полость с конфигурацией поковки или ее отдельных участков.
Технологический процесс ковки включает операции: резку исходной заготовки в требуемый размер, нагрев материала до требуемой температуры, формообразующую операцию, очистку заготовок от окалины, контроль поковки.
Точность и производительность резки определяется способом резки.
На практике обычно применяют нагрев в пламенной печи, как способ, не требующий дополнительных затрат.
Основная операция включает переходы: установку – снятие заготовки, формоизменяющую операцию (осадку, вытяжку, прошивку и т.д.).
Очистку поковок от окалины осуществляют в галтовочных барабанах, обдувкой стальной дробью, травлением в водных растворах серной или соляной кислоты.
При контроле поковок выявляют внешние и внутренние дефекты, проверяют соответствие геометрическим и функциональным техническим условиям.
Оборудование для ковки
В качестве оборудования применяются ковочные молоты и ковочные прессы.
Оборудование выбирают в зависимости от режима ковки данного металла или сплава, массы поковки и ее конфигурации. Необходимую мощность оборудования определяют по приближенным формулам или справочным таблицам.
Молоты – машины динамического ударного действия. Продолжительность деформации на них составляет тысячные доли секунды. Металл деформируется за счет энергии, накопленной падающими частями молота к моменту их соударения с заготовкой. Часть энергии теряется на упругие деформации инструмента и колебания шабота – детали, на которую устанавливают нижний боек. Чем больше масса шабота, тем выше КПД. Обычно масса шабота в 15 раз превышает массу падающих частей, что обеспечивает КПД на уровне 0,8…0,9.
Для получения поковок массой до 20 кг применяют ковочные пневматические молоты, работающие на сжатом воздухе. Сила удара определяется силой давления сжатого воздуха, и может регулироваться в широких пределах. Масса падающих частей составляет 50…1000 кг. Основные параметры молотов регламентируются ГОСТами.
Для получения поковок массой до 350 кг применяют ковочные паровоздушные молоты. Они приводятся в действие паром или сжатым воздухом давлением 0,7…0,9 МПа. Масса падающих частей составляет 1000…8000 кг. Параметры регламентируются ГОСТами.
Различают молоты простого действия, когда пар или воздух только поднимают поршень, и двойного действия, когда энергоноситель создает дополнительное деформирующее усилие.
Прессы ковочные гидравлические – машины статического действия. Продолжительность деформации составляет до десятков секунд. Металл деформируется приложением силы, создаваемой с помощью жидкости (водной эмульсии или минерального масла), подаваемой в рабочий цилиндр пресса. Выбираются прессы по номинальному усилию, которое составляет 5…100 МН. Применяют в основном для получения крупных заготовок из слитков.
Конструирование кованых заготовок
Чертеж поковки составляют по рабочему чертежу детали установлением припусков на механическую обработку, допусков на ковку и напусков на поковку. Значения этих величин устанавливаются ГОСТами: на поковки, получаемые на молотах – ГОСТ 7829; на поковки, получаемые на прессах – ГОСТ 7869.
При разработке чертежа поковки следует учитывать специфику техники ковки и избегать нехарактерных для нее форм и конфигураций. Поковки должны быть простыми, очерченными цилиндрическими поверхностями и плоскостями (рис.12.5, 1…4).
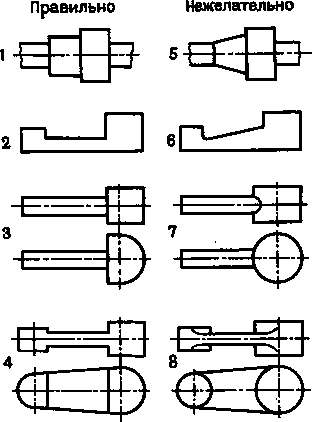
Рис.12.5. Правильные и нежелательные формы поковок
В поковках следует избегать конических (рис.12.5, 5) и клиновых (рис.12.5, 6) поверхностей, взаимных пересечений цилиндрических поверхностей (рис. 12.5, 7), а также пересечений цилиндрических поверхностей с призматическими участками деталей (рис. 12.5, 8). Предпочтительнее назначать односторонние выступы, взамен двухсторонних, особенно для мелких деталей. Следует избегать ребристых сечений, бобышек, выступов и т.п., так как эти элементы в большинстве случаев получить ковкой невозможно. Ребра жесткости в поковках недопустимы. Детали с резкой разницей размеров поперечных сечений или сложной формы следует заменять сочетанием более простых кованых деталей. Детали сложной формы целесообразно выполнять сварными из нескольких поковок или из кованых и литых элементов.
![]()
![]()
![]()
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Горячая объемная штамповка
Объемной штамповкой называют процесс получения поковок, при котором формообразующую полость штампа, называемую ручьем, принудительно заполняют металлом исходной заготовки и перераспределяют его в соответствии с заданной чертежом конфигурацией.
Применение объемной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки.
Объемную штамповку осуществляют при разных температурах исходной заготовки и, в соответствии с температурой, делят на холодную и горячую. Наиболее широкое распространение получила горячая объемная штамповка (ГОШ), которую ведут в интервале температур, обеспечивающих снятие упрочнения.
Исходным материалом для горячей объемной штамповки являются сортовой прокат, прессованные прутки, литая заготовка, в крупносерийном производстве – периодический прокат, что обеспечивает сокращение подготовительных операций.
Формообразование при горячей объемной штамповке
Основная операция ГОШ может быть выполнена за один или несколько переходов. При каждом переходе формообразование осуществляется специальной рабочей полостью штампа – ручьем (гравюрой). Переходы и ручьи делятся на две группы: заготовительные и штамповочные. Схема технологического процесса получения сложной заготовки в нескольких ручьях представлена на рис.13.1.
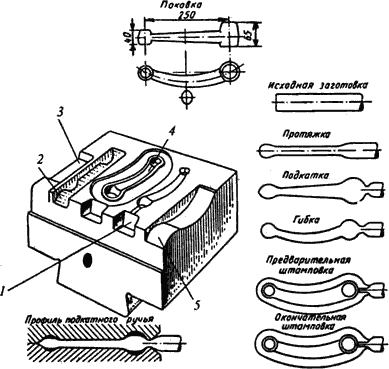
Рис. 13.1. Стадии получения сложной поковки в нескольких ручьях
1 – черновой ручей; 2 – подкатной ручей; 3 – протяжной ручей; 4 – чистовой ручей, 5 – гибочный ручей
Заготовительные ручьи предназначены для фасонирования в штампах.
Фасонирование – перераспределение металла заготовки с целью придания ей формы, обеспечивающей последующую штамповку с малым отходом металла.
К заготовительным ручьям относятся протяжной, подкатной, гибочный и пережимной, а также площадка для осадки.
Протяжной ручей предназначен для увеличения длины отдельных участков заготовки за счет уменьшения площади их поперечного сечения, выполняемого воздействием частых слабых ударов с кантованием заготовки.
Подкатной ручей служит для местного увеличения сечения заготовки (набора металла) за счет уменьшения сечения рядом лежащих участков, то есть для распределения объема металла вдоль оси заготовки в соответствии с распределением его в поковке. Переход осуществляется за несколько ударов с кантованием.
Пережимной ручей предназначен для уменьшения вертикального размера заготовки в местах, требующих уширения. Выполняется за 1…3 удара.
Гибочный ручей применяют только при штамповке поковок, имеющих изогнутую ось. Служит для придания заготовке формы поковки в плоскости разъема. Из гибочного ручья в следующий заготовку передают с поворотом на 90 0.
При штамповке поковок, имеющих в плане форму окружности или близкую к ней, часто применяют осадку исходной заготовки до требуемых размеров по высоте и диаметру. Для этого на плоскости штампа предусматривают площадку для осадки.
Штамповочные ручьи предназначены для получения готовой поковки. К штамповочным ручьям относятся черновой (предварительный) и чистовой (окончательный).
Черновой ручей предназначен для максимального приближения формы заготовки к форме поковки сложной конфигурации. Глубина ручья несколько больше, а поперечные размеры меньше, чем у чистового ручья (чтобы заготовка свободно укладывалась в чистовой ручей). Радиусы скругления и уклоны увеличиваются. В открытых штампах черновой ручей не имеет облойной канавки. Применяется для снижения износа чистового ручья, но может отсутствовать.
Чистовой ручей служит для получения готовой поковки, имеет размеры «горячей поковки», то есть больше, чем у холодной поковки, на величину усадки. В открытых штампах по периметру ручья предусмотрена облойная канавка, для приема избыточного металла. Чистовой ручей расположен в центре штампа, так как в нем возникают наибольшие усилия при штамповке.
Технологический процесс ГОШ отличается значительным разнообразием и определяется выбором самого изделия и применяемым оборудованием.
Технологический процесс зависит от формы поковки. По форме в плане поковки делятся на две группы: диски и поковки удлиненной формы.
К первой группе относятся круглые или квадратные поковки, имеющие сравнительно небольшую длину: шестерни, диски, фланцы, ступицы, крышки и др. Штамповка таких поковок производится осадкой в торец исходной заготовки с применением только штамповочных переходов.
Ко второй группе относятся поковки удлиненной формы: валы, рычаги, шатуны и др. Штамповка таких поковок производится протяжкой исходной заготовки (плашмя). Перед окончательной штамповкой таких поковок в штамповочных ручьях требуется фасонирование исходной заготовки в заготовительных ручьях штампа, свободной ковкой или на ковочных вальцах.
Так как характер течения металла в процессе штамповки определяется типом штампа, то этот признак можно считать основным для классификации способов штамповки. В зависимости от типа штампа выделяют штамповку в открытых и закрытых штампах (рис. 13.2).
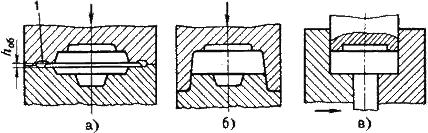
Рис. 13.2. Схемы штамповки в открытых и закрытых штампах: 1 – облойная канавка
Штамповка в открытых штампах (рис.13.2.а) характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Штамповкой в открытых штампах можно получить поковки всех типов.
Штамповка в закрытых штампах (рис.13.2.б) характеризуется тем, что полость штампа в процесс деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа постоянный и небольшой, образование в нем облоя не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя – выступ (на прессах), или верхняя – полость, а нижняя – выступ (на молотах). Закрытый штамп может иметь две взаимно перпендикулярные плоскости разъема (рис. 13.3.в).
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность.
Существенное преимущество штамповки в закрытых штампах – уменьшение расхода металла из-за отсутствия облоя. Поковки имеют более благоприятную структуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в облой. Металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
Чертеж поковки
Чертеж поковки является основным документом при разработке технологического процесса и проектировании штампа. Его выполняют на основе чертежа детали по ГОСТ 7505 – Поковки стальные штампованные.
Сначала необходимо выбрать поверхность разъема, т.е. поверхность, по которой соприкасаются между собой верхняя и нижняя половины штампа. Обычно эта поверхность является плоскостью или сочетанием плоскостей. Она необходима для установки исходной заготовки и удаления из штампа готовой поковки. Поверхность разъема устанавливают в плоскости двух наибольших габаритных размеров, при этом полости штампа имеют наименьшую глубину.
При штамповке в открытых штампах плоскость разъема должна обеспечивать контроль сдвига верхней и нижней частей штампа после обрезки облоя. Для этого она должна пересекать вертикальную поверхность поковки (рис. 13.3.а). Желательно плоскость разъема располагать так, чтобы естественные уклоны облегчали удаление поковки из штампа (рис. 13.3.б) даже без выталкивателей и без существенного упрощения формы детали.
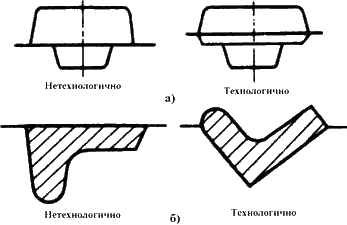
Рис. 13.3. Выбор плоскости разъема штампа
В некоторых случаях положение плоскости разъема определяется макроструктурой металла. Например, при штамповке шестерен плоскость разъема должна быть перпендикулярна к оси детали. В этом случае макроструктура получается одинаковой у всех зубьев шестерни и обеспечивает их высокую прочность. На рис. 13.4 показан выбор положения разъема штампа по условиям работы детали. Если деталь работает на срез по линии а – а, то волокна металла должны располагаться перпендикулярно к линии среза (положение II – II). Положение плоскости разъема I – I в данном случае нежелательно.

Рис.13.4. Схема к выбору плоскости разъема с учетом условий работы детали
При выборе плоскости разъема необходимо учитывать использование поверхностей поковки в качестве баз при механической обработке. Базы должны быть цилиндрическими, без штамповочных уклонов. При этом припуск на механическую обработку должен быть одинаков в направлении обработки.
При штамповке в закрытых штампах плоскость разъема выбирают по торцевой наибольшей поверхности детали.
Припуски на механическую обработку регламентируются ГОСТ 7505 с учетом точности поковки, которая определяется видом оборудования и технологией ГОШ (открытая или закрытая) и назначаются в основном на сопрягаемые поверхности.
Допуски учитывают возможные отклонения от номинальных размеров вследствие недоштамповки по высоте, сдвига частей штампов, их износа и т.п.
К кузнечным напускам относятся штамповочные уклоны, внутренние радиусы закруглений, перемычки отверстий.
Штамповочные уклоны назначаются сверх припуска, они повышают отход металла при механической обработке и утяжеляют поковку. Для наружных поверхностей, вследствие температурной усадки, уклоны меньше, чем для внутренних поверхностей.
Все пересекающиеся поверхности сопрягаются по радиусам. Это необходимо для лучшего заполнения полости штампа и предохранения его от преждевременного износа и поломок. Радиусы скругления зависят от глубины полости штампа. Внутренние радиусы скругления в 3…4 раза больше, чем наружные. Наружные радиусы обычно составляют 1…60.
При штамповке в штампах с одной
плоскостью разъема нельзя получить сквозное отверстие в поковке, поэтому
наносят только наметку отверстия с перемычкой-пленкой, удаляемой впоследствии в
специальных штампах. Толщина перемычки ![]() устанавливается
в зависимости от диаметра отверстия
устанавливается
в зависимости от диаметра отверстия ![]() , но
не должна быть менее 4 мм. Отверстия диаметром менее 30 мм не штампуются
, но
не должна быть менее 4 мм. Отверстия диаметром менее 30 мм не штампуются
Технологический процесс горячей объемной штамповки
Технологический процесс изготовления поковки включает следующие операции: отрезка проката на мерные заготовки, нагрев, штамповка, обрезка облоя и пробивка пленок, правка, термическая обработка, очистка поковок от окалины, калибровка, контроль готовых поковок.
Перед штамповкой заготовки должны быть нагреты равномерно по всему объему до заданной температуры. При нагреве должны быть минимальными окалинообразование (окисление) и обезуглероживание поверхности заготовки. Используются электроконтактные установки, в которых заготовка, зажатая медными контактами, нагревается при пропускании по ней тока; индукционные установки, в которых заготовка нагревается вихревыми токами; газовые печи, с безокислительным нагревом заготовок в защитной атмосфере.
Штамповку осуществляют в открытых и закрытых штампах. В открытых штампах получают поковки удлиненной и осесимметричной формы. В закрытых штампах – преимущественно осесимметричные поковки, в том числе из малопластичных материалов. Поковки простой формы штампуют в штампах с одной полостью. Сложные поковки с резкими изменениями сечений по длине, с изогнутой осью и т.п. штампуют в многоручьевых штампах.
После штамповки в открытых штампах производят обрезание облоя и пробивку пленок в специальных штампах, устанавливаемых на кривошипных прессах (рис..13. 5).
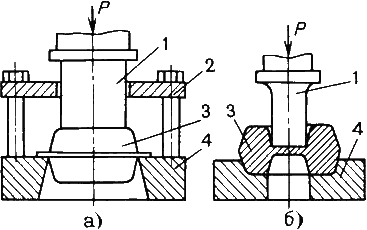
Рис. 13.5. Схемы обрезания облоя (а) и пробивки пленок (б)
Правку штампованных поковок выполняют для устранения искривления осей и искажения поперечных сечений, возникающих при затрудненном извлечении поковок из штампа, после обрезания облоя, после термической обработки. Крупные поковки и поковки из высокоуглеродистых и высоколегированных сталей правят в горячем состоянии либо в чистовом ручье штампа сразу после обрезания облоя, либо на обрезном прессе (обрезной штамп совмещается с правочным штампом), либо на отдельной машине. Мелкие поковки правят на винтовых прессах в холодном состоянии после термической обработки.
Термическую обработку применяют для получения требуемых механических свойств поковок и облегчения их обработки резанием. Отжиг снимает в поковках из высокоуглеродистых и легированных сталей остаточные напряжения, измельчает зерно, снижает твердость, повышает пластичность и вязкость. Нормализацию применяют для устранения крупнозернистой структуры в поковках из сталей с содержанием углерода до 0,4%.
Очистку поковок от окалины производят для облегчения контроля поверхности поковок, уменьшения износа металлорежущего инструмента и правильной установки заготовки на металлорежущих станках. На дробеструйных установках окалину с пковок, перемещающихся по ленте конвейера, сбивают потоком быстро летящей дроби диаметром 1…2 мм. В галтовочных барабанах окалина удаляется благодаря ударам поковок друг о друга и о металлические звездочки, закладываемые во вращающийся барабан.
Калибровка поковок повышает точность размеров всей поковки или отдельных ее участков. В результате этого последующая механическая обработка устраняется полностью или ограничивается только шлифованием. Различают плоскостную и объемную калибровку. Плоскостная калибровка служит для получения точных вертикальных размеров на одном или нескольких участках поковки. Объемной калибровкой повышают точность размеров поковки в разных направлениях и улучшают качество ее поверхности. Калибруют в штампах с ручьями, соответствующими конфигурации поковки.
![]()
![]()
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Оборудование для горячей объемной штамповки
Оборудование для горячей объемной штамповки молоты штамповочные, горячештамповочные кривошипные прессы, горизонтально-ковочные машины. Процессы штамповки на этих машинах имеют свои особенности, обусловленные устройством и принципом их действия.
Горячая объемная штамповка на молотах
Основным типом молотов являются паровоздушные штамповочные молоты. Их конструкция несколько отличается от ковочных молотов. Стойка станины устанавливается непосредственно на шаботе. Молоты имеют усиленные регулируемые направляющие для движения бабы. Масса шабота превышает массу падающих частей в 30…30 раз. Все это обеспечивает необходимую точность соударения штампов.
Масса падающих частей составляет 630…25000 кг.
Используются молоты бесшаботной конструкции. Шабот заменен подвижной нижней бабой, связанной с верхней бабой механической или гидравлической связью. Энергия удара поглощается механизмами молота. При соударении верхней и нижней баб развивается значительная энергия, что позволяет штамповать поковки в одноручьевых штампах.
Особенностями ГОШ на молотах являются ударный характер деформирующего воздействия и возможность регулирования хода подвижных частей и величины удара при одновременном кантовании заготовки, что позволяет более эффективно производить перераспределение металла. На молотах возможно выполнение всех заготовительных переходов, в том числе протяжки и подката. Верхняя часть штампа заполняется лучше. Части штампа при штамповке на молоте должны смыкаться.
При штамповке в открытых штампах облойная канавка имеет вид, представленный на рис. 14.1.
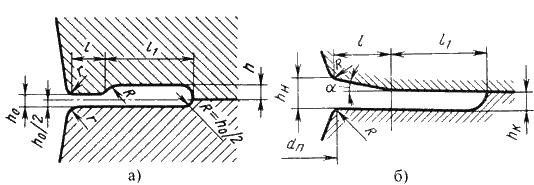
Рис.14.1. Виды облойной канавки при штамповке на молотах
Размеры облойной канавки (рис. 14.1.а) назначаются в зависимости от сложности поковки и ее размеров в плане. Клиновая облойная канавка (рис. 14.1. б) позволяет снизить потери на облой в результате повышения сопротивления течению металла.
При закрытой штамповке на молотах применяются штампы с одним и двумя замками. Конструкции штампов представлены на рис. 14.2.
Штампы с одним замком используются чаще, так как они проще в изготовлении. Но они требуют точной наладки и хорошего состояния оборудования. Второй замок (больший конус) предохраняет первый замок и упрощает наладку штампа, но при этом увеличиваются его размеры и масса.
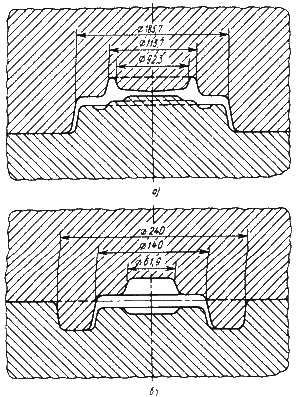
Рис.14.2. Конструкции закрытых молотовых штампов
а – с одним замком; б – с двумя замками
Геометрическая точность поковок, полученных на молотах
На молотах поковки изготавливаются с самыми низкими классами точности: Т4, Т5. Это обусловлено возможностью смещения частей штампа, отсутствием направляющих в конструкции штампа, ударным характером деформирования.
Допускаемые отклонения от номинальных размеров поковки соответствуют припускам, поэтому также являются увеличенными.
Кузнечные напуски имеют максимальные значения. Ввиду ударного характера работы молота в конструкции штампа нельзя использовать выталкиватели, поэтому для извлечения поковки из ручья штампа на вертикальных поверхностях поковок оформляются значительные штамповочные уклоны: наружные – до 7 0, внутренние – до 10 0. Радиусы закругления назначаются для облегчения течения металла, повышения стойкости штампа, обеспечения расположения волокон.
Горячая объемная штамповка на прессах
Наиболее часто используются кривошипные горячештамповочные прессы. Выбор пресса осуществляется по номинальному усилию, которое составляет 6,7…100 МН.
К особенностям конструкции пресса следует отнести жесткий привод, не позволяющий изменять ход ползуна, отсутствие ударных нагрузок.
Жесткий привод не позволяет производить переходы, требующие постепенно возрастающего обжатия с кантованием, (протяжка, подкат). Для фасонирования заготовки могут быть использованы заготовительные ручьи: пережимной, гибочный. Поэтому при штамповке на прессах сложных заготовок, имеющих удлиненную форму в плане (шатуны, турбинные лопатки), фасонирование осуществляется ковочными вальцами, свободной ковкой, высадкой на горизонтально-ковочных машинах.
Отсутствие ударных нагрузок позволяет не применять массивные шаботы, использовать сборную конструкцию штампов (блок-штампы).
При открытой штамповке на прессах части штампа не должны смыкаться на величину, равную толщине облоя. Полость штампа выполняется открытой и облойная канавка имеет вид, показанный на рис.14.3.
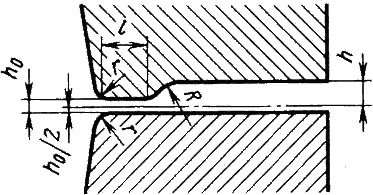
Рис.14.3. Вид облойной канавки при штамповке на прессах
Для закрытой штамповки используются штампы двух видов:
- с цельной матрицей, для изготовления поковок типа тел вращения, усилие распора в них воспринимается матрицей и не передается ползуну пресса;
- с разъемной матрицей, для легкого извлечения из полости штампа поковок, что позволяет значительно уменьшить штамповочные уклоны.
Поковки, полученные на прессах, характеризуются высокой точностью, которая достигается за счет снижения припусков на механическую обработку (в среднем на 20…30 % по сравнению с поковками, полученными на молотах) и допускаемых отклонений на номинальные размеры, снижения штамповочных уклонов в два – три раза. Наличие постоянного хода приводит к большей точности поковок по высоте, а жесткость конструкции пресса делает возможным применение направляющих колонок в штампах, что исключает сдвиг.
Производительность труда повышается в среднем в 1,4 раза за счет однократности и повышения мощности деформирующих воздействий. В результате себестоимость поковок снижается на 10…30 %. Как показывают исследования, штамповка на прессах может быть экономически выгодной даже при загрузке оборудования на 35…45 %.
При штамповке на прессах деформация глубже проникает в заготовку, что позволяет штамповать малопластичные материалы, применять штампы с разъемной матрицей с боковым течением металла.
Процессу штамповки на прессах присущи недостатки:
- окалина вдавливается в тело поковки, для предотвращения этого необходимо проводить малоокислительный или безокислительный нагрев или полную очистку заготовки от окалины;
- из-за невысокой скорости деформирования время контакта металла с инструментом больше, чем на молотах, поэтому имеет место переохлаждение поверхности заготовки, что приводит к худшему заполнению полости штампа.
Штамповка на горизонтально-ковочных машинах
Горизонтально-ковочная машина представляет собой механический кривошипный штамповочный пресс, имеющий разъемную матрицу, одна часть которой является подвижной – зажимной.
Кроме главного деформирующего ползуна, имеется ползун, движение которого перпендикулярно движению главного.
Горизонтально-ковочные машины выбираются по номинальному усилию, которое составляет 1…31,5 МН.
Схема горячей объемной штамповки на горизонтально-ковочной машине показана на рис. 14.4.
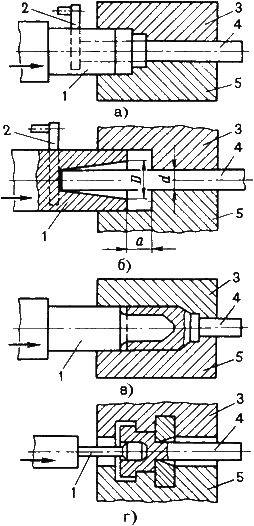
Рис. 14.4. Схема горячей объемной штамповки на горизонтально-ковочной машине
Штамп состоит из трех частей: неподвижной матрицы 3, подвижной матрицы 5 и пуансона 1, размыкающихся в двух взаимно перпендикулярных плоскостях. Пруток 4 с нагретым участком на его конце закладывают в неподвижную матрицу. Положение конца прутка определяется упором 2. При включении машины подвижная матрица 5 прижимает пруток к неподвижной матрице, упор автоматически отходит в сторону, и только после этого пуансон 1 соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость, расположенную впереди зажимной части. Формующая полость может находиться только в матрице, только в пуансоне, а также в матрице и пуансоне.
После окончания деформирования пуансон движется в обратном направлении, выходя из полости матрицы. Матрицы разжимаются, деформированную заготовку вынимают или она выпадает из них.
Штамповка выполняется за несколько переходов в отдельных ручьях, оси которых расположены одна над другой. Каждый переход осуществляется за один рабочий ход ползуна. Осуществляются операции: высадка, прошивка, пробивка. За один переход можно высадить выступающий из зажимной части матрицы конец прутка только в том случае, если его длина не превышает трех диаметров. При большей длине возможен изгиб заготовки, поэтому предварительно необходимо произвести набор металла. Набор металла осуществляется в полости пуансона, которой придают коническую форму.
В качестве исходной заготовки используют пруток круглого или квадратного сечения, трубный прокат. Штампуют поковки: стержни с утолщениями и глухими отверстиями, кольца, трубчатые детали со сквозными и глухими отверстиями.
Так как штамп состоит из трех частей , то напуски на поковки и штамповочные уклоны малы или отсутствуют.
К недостаткам горизонтально-ковочных машин следует отнести их малую универсальность и высокую стоимость.
Ротационные способы изготовления поковок
В основе этих способов лежит процесс ротационного обжатия при вращении инструмента или заготовки. При обкатывании инструментом заготовки очаг деформации имеет локальный характер и постоянно перемещается по заготовке, вследствие чего усилие, действующее на инструмент, меньше чем при штамповке. Это позволяет изготовлять поковки большой массы (заготовка вагонных осей) с большой точностью, так как упругие деформации при меньших усилиях меньше.
Штамповка на ковочных вальцах напоминает продольную прокатку, на двух валках закрепляют секторные штампы, имеющие соответствующие ручьи (рис. 14. 5.а).
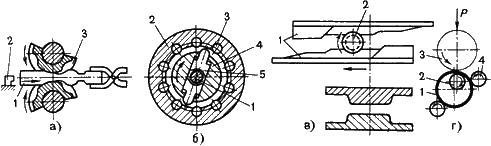
Рис.14.5. Схемы действия ковочных вальцов (а), ротационно-ковочной машины (б), станов поперечно-клиновой прокатки (в); раскатки (г)
Нагретую заготовку 1 подают до упора 2, когда секторные штампы 3 расходятся. При повороте валков происходит захват заготовки и обжатие ее по форме полости; одновременно с обжатием заготовка выталкивается в сторону подачи.
На вальцах изготовляют поковки типа звеньев цепей, рычагов, гаечных ключей и т.п., а также осуществляют фасонирование заготовок. Исходное сечение заготовки принимают равным максимальному сечению поковки, так как при вальцовке происходит главным образом протяжка.
Штамповка на ротационно-ковочных машинах подобна операции протяжки и заключается в местном обжатии заготовки по периметру (рис. 14.5.б). Заготовку 1 в виде прутка или трубы помещают в отверстие между бойками 5 машины, находящимися в шпинделе 4. Бойки могут свободно скользить в радиально расположенных пазах шпинделя. При вращении шпинделя ролики 3, помещенные в обойме 2, толкают бойки 5, которые наносят удары по заготовке. В исходное положение бойки возвращаются под действием центробежных сил. В машинах этого типа получают поковки, имеющие форму тел вращения. Существуют машины, у которых вместо шпинделя с бойками вращается обойма с роликами; в этом случае для возвратного движения ползунов служат пружины. В таких машинах получают поковки квадратного, прямоугольного и других сечений.
Поперечно-клиновой прокаткой (рис.14.5.в) получают заготовки валов и осей с резкими ступенчатыми переходами диаметром от 12 до 120 мм. Деформирование может осуществляться инструментом в виде двух валков, валка и сегмента или двух плоских плит. Плоско-клиновой инструмент наиболее прост и обеспечивает получение валов сложной конфигурации с высокой точностью. Заготовка 2 из круглого прокатанного прутка после нагрева автоматически перемещается в рабочую зону клиньев 1 в их исходном положении. Клиновой инструмент, закрепленный в подвижной салазке станка, совершает прямолинейное движение. Заготовка прокатывается между двумя клиновыми плитами.
Раскатка кольцевых заготовок на раскатных станах получила особенно большое распространение при производстве колец подшипников. Схема процесса показана на рис. 14.5.г. Заготовка 1 представляет собой кольцо с меньшим диаметром и большей толщиной стенки, чем у поковки. Заготовки получают штамповкой на молотах или горизонтально-ковочных машинах. При подведении к заготовке 1, надетой на валок 2, быстро вращающегося валка 3 заготовка и валок 2 начинают вращаться. При дальнейшем сближении валков 2 и 3 увеличивается наружный диаметр заготовки за счет уменьшения толщины и происходит ее контакт с направляющим роликом 4, обеспечивающим получение правильной кольцевой формы поковки. После касания поковкой контрольного ролика 5 раскатка прекращается.
Раскаткой получают поковки колец с поперечными сечениями различной формы наружным диаметром 70…700 мм и шириной 20…180 мм.
Штамповка жидкого металла
Штамповка жидкого металла является одним из прогрессивных технологических процессов, позволяющих получать плотные заготовки с уменьшенными пропусками на механическую обработку, с высокими физико-механическими и эксплуатационными свойствами.
Технологический процесс штамповки жидкого металла объединяет в себе процессы литья и горячей объемной штамповки.
Процесс заключается в том, что расплав, залитый в матрицу пресс-формы, уплотняют пуансоном, закрепленным на ползуне гидравлического пресса, до окончания затвердевания.
Сопряжение пуансона и матрицы образует закрытую фасонную полость. Наружные контуры заготовки получают разъемной формой, если деталь имеет наружные выступы, или неразъемной формой – при отсутствии выступов. Внутренние полости образуются внедрением пуансона в жидкий металл.
После извлечения из пресс-формы заготовку подвергают различным видам обработки или используют без последующей обработки.
Под действием высокого давления и быстрого охлаждения газы, растворенные в расплаве, остаются в твердом растворе. Все усадочные пустоты заполняются незатвердевшим расплавом, в результате чего заготовки получаются плотными, с мелкокристаллическим строением, что позволяет изготавливать детали, работающие под гидравлическим давлением.
Этим способом можно получить сложные заготовки с различными фасонными приливами на наружной поверхности, значительно выходящими за пределы основных габаритных размеров детали. В заготовках могут быть получены отверстия, расположенные не только вдоль движения пуансона, но и в перпендикулярном направлении.
Возможно запрессовывать в заготовки металлическую и неметаллическую арматуру.
Процесс используется для получения фасонных заготовок из чистых металлов и сплавов на основе магния, алюминия, меди, цинка, а также из черных металлов.
ЛЕКЦИЯ
Холодная штамповка
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла.
Холодная штамповка является одним из наиболее прогрессивных методов получения высококачественных заготовок небольших и точных из стали и цветных металлов. Она обеспечивает достаточно высокую точность и малую шероховатость поверхности при малых отходах металла и низкой трудоемкости и себестоимости изготовления изделий. Возможность осуществления холодной штамповки и качество заготовок определяются качеством исходного материала. Большое значение имеет подготовка поверхности заготовок: удаление окалины, загрязнений и поверхностных дефектов.
Процессы холодной штамповки часто выполняют за несколько технологических переходов, постепенно приближая форму и размеры заготовок к форме и размерам готовых изделий и осуществляя промежуточный отжиг для снятия наклепа и восстановления пластических свойств металла. В зависимости от характера деформирования и конструкции штампов холодную штамповку делят на объемную и листовую.
Объемная холодная штамповка
Холодную объемную штамповку выполняют на прессах или специальных холодноштамповочных автоматах. Основными ее разновидностями являются: высадка, выдавливание, объемная формовка, чеканка.
Высадка – образование на заготовке местных утолщений требуемой формы в результате осадки ее конца (рис. 15.1).
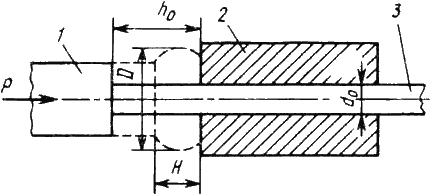
Рис.15.1. Схема высадки
Заготовкой обычно служит холоднотянутый материал в виде проволоки или прутка из черных или цветных металлов. Высадкой изготавливают стандартные и специальные крепежные изделия, кулачки, валы-шестерни, детали электронной аппаратуры, электрические контакты и т.д.
Длина
высаживаемой части ![]() рассчитывается
с учетом объема требуемого утолщения
рассчитывается
с учетом объема требуемого утолщения ![]() по
формуле:
по
формуле: ![]() .
.
Расчет
числа переходов производится в основном по соотношению длины высаживаемой части
![]() и
диаметра заготовки
и
диаметра заготовки ![]() ,
которое характеризует устойчивость к продольному изгибу. При
,
которое характеризует устойчивость к продольному изгибу. При ![]() используют
один переход, при
используют
один переход, при ![]() –
два перехода, при
–
два перехода, при ![]() –
три перехода. При большом количестве переходов происходит упрочнение металла,
поэтому требуется отжиг.
–
три перехода. При большом количестве переходов происходит упрочнение металла,
поэтому требуется отжиг.
Последовательность переходов изготовления деталей показана на рис. 15.2.: за три перехода (рис. 15.2.а); за пять переходов (рис. 15.2.б).
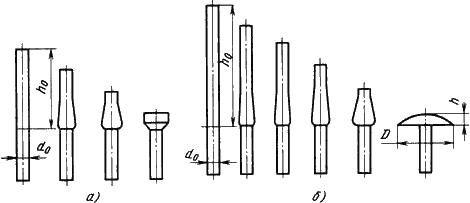
Рис.15.2. Последовательность переходов изготовления детали
Высадка осуществляется на прессах, горизонтально-ковочных машинах, автоматических линиях, оснащенных холодновысадочными пресс-автоматами.
Выдавливание – формообразование сплошных или полых изделий, благодаря пластическому течению металла из замкнутого объема через отверстия соответствующей формы.
Особенностью процесса является образование в очаге деформации схемы трехосного неравномерного сжатия, повышающего технологическую пластичность материала.
Различают прямое, обратное, боковое и комбинированное выдавливание (рис. 15.3).
При прямом выдавливании металл течет из матрицы 2 в направлении, совпадающем с направлением движения пуансона 1 (рис.15.3.а, 15.3.б). Этим способом можно получить детали типа стержня с утолщением, трубки с фланцем, стакана с фланцем.
При обратном выдавливании металл течет в направлении, противоположном направлению движения пуансона, в кольцевой зазор между пуансоном и матрицей для получения полых деталей с дном (рис. 15.3.в) или в полый пуансон для получения деталей типа стержня с фланцем (рис. 15.3.г).
При боковом выдавливании металл течет в боковые отверстия матрицы под углом к направлению движения пуансона (рис.15.3.ж). Таким образом, можно получить детали типа тройников, крестовин и т.п. Для обеспечения удаления заготовок из штампа матрицу выполняют состоящей из двух половинок с плоскостью разъема, проходящей через осевые линии исходной заготовки и получаемого отростка.
При комбинированном выдавливании металл течет по нескольким направлениям (рис.15.3.д, 15.3.е). Возможны сочетания различных схем.
Заготовки для выдавливания отрезают от прутков или вырубают из листа. Размер заготовок рассчитывают с учетом потерь на последующую обработку. Форма заготовки и ее размеры для полых деталей без фланца соответствуют наружным размерам детали; для деталей с фланцем – диаметру фланца; для деталей стержневого типа – размерам головки.
Выдавливание можно осуществлять и в горячем состоянии.
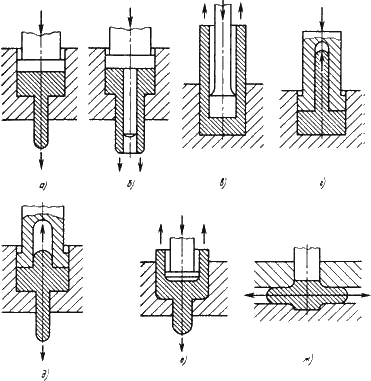
Рис. 15.3. Схемы выдавливания:
а,б – прямого; в, г – обратного; д, е – комбинированного; ж - бокового
Объемная формовка – формообразование изделий путем заполнения металлом полости штампа.
Схемы объемной формовки представлены на рис.15.4.
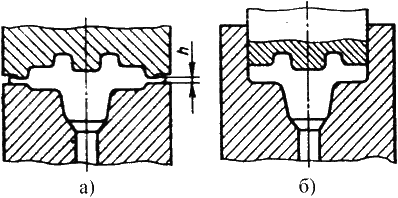
Рис.15.4. Схемы объемной формовки: а – в открытых штампах; б – в закрытых штампах
Она производится в открытых штампах, где излишки металла вытекают в специальную полость для образования облоя (рис.15.4.а), и в закрытых штампах, где облой не образуется (рис.15.4.б). Формовку в закрытых штампах применяют реже из-за больших сложности и стоимости получения заготовок точного объема, необходимости использования более мощного оборудования и меньшей стойкости штампов. В закрытых штампах получают в основном детали из цветных металлов.
Объемной формовкой изготавливают пространственные детали сложных форм, сплошные и с отверстиями. Холодная объемная формовка требует значительных удельных усилий вследствие высокого сопротивления металла деформированию в условиях холодной деформации и упрочнения металла в процессе деформации. Упрочнение сопровождается снижением пластичности металла. Для облегчения процесса деформирования оформление детали расчленяется на переходы, между которыми заготовку подвергают рекристаллизационному отжигу. Каждый переход осуществляют в специальном штампе, а между переходами обрезают облой для уменьшения усилия деформирования и повышения точности размеров деталей.
Заготовкой служит полоса или пруток, причем процесс штамповки может осуществляться непосредственно в полосе или прутке или из штучных заготовок.
В качестве оборудования используют прессы, однопозиционные и многопозиционные автоматы.
Чеканка – образование рельефных изображений на деформируемом материале.
Чеканка осуществляется в закрытых штампах на чеканочных фрикционных и гидравлических прессах.
При холодной штамповке коэффициент использования материала достигает 95 %. При холодном деформировании формируется благоприятная ориентированная волокнистая структура металла, что придает деталям высокую усталостную прочность при динамических нагрузках. Это позволяет получать конструкции с меньшими размерами и металлоемкостью, чем у конструкций, полученных обработкой резанием, не снижая при этом их надежность. Но для холодной объемной штамповки требуется дорогостоящий специальный инструмент, что делает целесообразным ее применение только в массовом и крупносерийном производствах.
Листовая штамповка
Листовая штамповка – один из видов холодной обработки давлением, при котором листовой материал деформируется в холодном или подогретом состоянии.
Листовой штамповкой изготавливаются разнообразные плоские и пространственные детали – от мелких, массой от долей грамма и размерами в доли миллиметра (секундная стрелка часов), до средних (металлическая посуда, крышки, кронштейны) и крупных (облицовочные детали автомобилей).
Толщина заготовки при листовой штамповке обычно не более 10 мм, но иногда может превышать 20 мм, в этом случае штамповка осуществляется с предварительным подогревом до ковочных температур.
При листовой штамповке используют: низкоуглеродистые стали, пластичные легированные стали, цветные металлы и сплавы на их основе, драгоценные металлы, а также неметаллические материалы: органическое стекло, фетр, целлулоид, текстолит, войлок и др.
Листовую штамповку широко применяют в различных отраслях промышленности, особенно, автомобилестроении, ракетостроении, самолетостроении, приборостроении, электротехнической промышленности.
Основные преимущества листовой штамповки:
- возможность изготовления прочных легких и жестких тонкостенных деталей простой и сложной формы, получить которые другими способами невозможно или затруднительно;
- высокие точность размеров и качество поверхности, позволяющие до минимума сократить механическую обработку;
- сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30 000…40 000 деталей в смену с одной машины);
- хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически выгодна и в массовом, и в мелкосерийном производствах.
Холодная листовая штамповка заключается в выполнении в определенной последовательности разделительных и формоизменяющих операций, посредством которых исходным заготовкам придают форму и размеры детали.
Операцией листовой штамповки называется процесс пластической деформации, обеспечивающий характерное изменение формы определенного участка заготовки.
Различают разделительные операции, в которых этап пластического деформирования обязательно завершается разрушением, и формообразующие операции, в которых заготовка не должна разрушаться в процессе деформирования. При проектировании технологического процесса изготовления деталей листовой штамповкой основной задачей является выбор наиболее рациональных операций и последовательности их применения, позволяющих получить детали с заданными эксплуатационными свойствами при минимальной себестоимости и хороших условиях труда.
Все операции выполняются при помощи специальных инструментов – штампов, которые имеют различные конструкции в зависимости от назначения. Штампы состоят из рабочих элементов – матрицы и пуансона, и вспомогательных частей – прижимов, направляющих, ограничителей и т.д. Пуансон вдавливается в деформируемый металл или охватывается им, а матрица охватывает изменяющую форму заготовку и пуансон.
Операции листовой штамповки
Разделительные операции предназначены или для получения заготовки из листа или ленты, или для отделения одной части заготовки от другой. Операции могут выполняться по замкнутому или по незамкнутому контуру.
Отделение одной части заготовки от другой осуществляется относительным смещением этих частей в направлении, перпендикулярном к плоскости заготовки. Это смещение вначале характеризуется пластическим деформированием, а завершается разрушением.
Отрезка – отделение части заготовки по незамкнутому контуру на специальных машинах – ножницах или в штампах.
Обычно ее применяют как заготовительную операции для разделения листов на полосы и заготовки нужных размеров.
Основные типы ножниц представлены на рис. 15.5.
Рис. 15.5. Схемы действия ножниц: а – гильотинных; б – дисковых
Ножницы с поступательным движением режущих кромок ножа могут быть с параллельными ножами, для резки узких полос, с одним наклонным ножом – гильотинные (рис.15.5.а). Режущие кромки в гильотинных ножницах наклонены друг к другу под углом 1…50 для уменьшения усилия резания. Лист подают до упора, определяющего ширину отрезаемой полосы В. Длина отрезаемой полосы L не должна превышать длины ножей.
Ножницы с вращательным движением режущих кромок – дисковые (рис.15.5.б). Длина отрезаемой заготовки не ограничена инструментом. Вращение дисковых ножей обеспечивает не только разделение, но и подачу заготовки под действием сил трения. Режущие кромки ножей заходят одна за другую, это обеспечивает прямолинейность линии отрезки. Для обеспечения захвата и подачи заготовки диаметр ножей должен быть в 30…70 раз больше толщины заготовки, увеличиваясь с уменьшением коэффициента трения.
Вырубка и пробивка – отделение металла по замкнутому контуру в штампе.
При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением. Вырубкой оформляют наружный контур детали, а пробивкой – внутренний контур (изготовление отверстий).
Вырубку и пробивку осуществляют металлическими пуансоном и матрицей. Пуансон вдавливает часть заготовки в отверстие матрицы. Схема процессов вырубки и пробивки представлена на рис. 15.6.
Основным
технологическим параметром операций является радиальный зазор между пуансоном и
матрицей ![]() .
Зазор
.
Зазор ![]() назначают
в зависимости от толщины
назначают
в зависимости от толщины ![]() и
механических свойств заготовки, он приближенно составляет
и
механических свойств заготовки, он приближенно составляет ![]() .
При вырубке размеры отверстия матрицы равны размерам изделия, а размеры
пуансона на
.
При вырубке размеры отверстия матрицы равны размерам изделия, а размеры
пуансона на ![]() меньше
их. При пробивке размер пуансона равен размерам отверстия, а размеры матрицы на
меньше
их. При пробивке размер пуансона равен размерам отверстия, а размеры матрицы на
![]() больше
их.
больше
их.
Рис. 15.6. Схема процессов вырубки (а) и пробивки (б)
1 – пуансон, 2 – матрица, 3 – изделие, 4 – отход
Уменьшение усилия резания достигается выполнением скоса на матрице при вырубке, на пуансоне – при пробивке.
При штамповке мало- и среднегабаритных деталей из одной листовой заготовки вырубают несколько плоских заготовок для штамповки. Между смежными контурами вырубаемых заготовок оставляют перемычки шириной, примерно равной толщине заготовки. В отдельных случаях смежные заготовки вырубают без перемычек (экономия металла при ухудшении качества среза и снижении стойкости инструмента).
Расположение контуров смежных вырубаемых заготовок на листовом материале называется раскроем. Часть заготовки, оставшаяся после вырубки – высечкой.
Высечка составляет основной отход при листовой штамповке. Тип раскроя следует выбирать из условия уменьшения отхода металла в высечку (рис. 15.7).
Рис.15.7. Примеры раскроя материала с перемычками (а) и без перемычек (б)
Экономия металла может быть получена: уменьшением расхода металла на перемычки, применением безотходного и малоотходного раскроя, повышением точности расчета размеров заготовки и уменьшением припусков на обрезку.
![]()
![]()
![]()
![]()
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Холодная штамповка (продолжение)
Формообразование заготовок из порошковых материалов
Листовая штамповка
Формообразующие операции листовой штамповки
При формообразующих операциях стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму.
Основные формообразующие операции: гибка, вытяжка, отбортовка, обжим, раздача, рельефная формовка. Схемы формообразующих операций представлены на рис. 16.1.
Рис. 16.1. Формообразующие операции листовой штамповки
Гибка – образование угла между частями заготовки или придание заготовке криволинейной формы.
При гибке пластически деформируется только участок заготовки в зоне контакта с пуансоном 1 (рис. 16.1.а): наружные слои заготовки растягиваются, а внутренние – сжимаются. Деформация растяжения наружных слоев и сжатия внутренних увеличивается с уменьшением радиуса скругления рабочего торца пуансона, при этом возрастает вероятность образования трещин. Поэтому минимальный радиус пуансона ограничивается величиной в пределах 0.1…2,0 от толщины заготовки, в зависимости от механических свойств материала.
При снятии нагрузки растянутые слои
заготовки упруго сжимаются, а сжатые – растягиваются, что приводит к изменению
угла гибки ![]() ,
т.е. к пружинению детали. Это следует учитывать или уменьшением угла
инструмента на величину пружинения, или применением в конце рабочего хода
дополнительного усилия.
,
т.е. к пружинению детали. Это следует учитывать или уменьшением угла
инструмента на величину пружинения, или применением в конце рабочего хода
дополнительного усилия.
Гибку производят в штампах, а также вращающимися фигурными роликами, играющими роль матрицы, на профилегибочных станах.
Вытяжка – образование полого изделия из плоской или полой заготовки (рис.16.1.б).
Вырубленную заготовку диаметром ![]() и
толщиной
и
толщиной ![]() укладывают
на плоскость матрицы 3. Пуансон 1 надавливает на заготовку и она,
смещаясь в отверстие матрицы, образует стенки вытянутой детали диаметром
укладывают
на плоскость матрицы 3. Пуансон 1 надавливает на заготовку и она,
смещаясь в отверстие матрицы, образует стенки вытянутой детали диаметром ![]() .
.
Формоизменение при вытяжке оценивают
коэффициентом вытяжки ![]() ,
который в зависимости от механических характеристик металла и условий вытяжки
не должен превышать 2,1.
,
который в зависимости от механических характеристик металла и условий вытяжки
не должен превышать 2,1.
При ![]() ,
возможны потеря устойчивости фланца и образование складок при вытяжке. Их
предотвращают прижимом 2 фланца заготовки к матрице с определенным
усилием
,
возможны потеря устойчивости фланца и образование складок при вытяжке. Их
предотвращают прижимом 2 фланца заготовки к матрице с определенным
усилием ![]() .
.
Высокие детали малого диаметра получают за несколько операций вытяжки с постепенным уменьшением диаметра D полуфабриката и увеличением его высоты (рис. 16.1.в). При последующих переходах для предотвращения разрушения металла принимают
![]()
Промежуточный отжиг для устранения
наклепа позволяет увеличить ![]() до
1,4…1,6.
до
1,4…1,6.
Опасность разрушения заготовок устраняют применением смазочных материалов для уменьшения сил трения между поверхностями заготовок и инструмента.
При вытяжке зазор между матрицей и
пуансоном составляет ![]() .
.
Отбортовка – получение борта
диаметром ![]() путем
вдавливания центральной части заготовки с предварительно пробитым отверстием
путем
вдавливания центральной части заготовки с предварительно пробитым отверстием ![]() в
матрицу (рис.16.1.г).
в
матрицу (рис.16.1.г).
Формоизменение оценивают коэффициентом отбортовки
![]() ,
,
который зависит от механических
характеристик металла заготовки и ее относительной толщины ![]() .
Большее увеличение диаметра можно получить, если заготовку отжечь перед
отбортовкой или изготовить отверстие резанием, создающим меньшее упрочнение у
края отверстия.
.
Большее увеличение диаметра можно получить, если заготовку отжечь перед
отбортовкой или изготовить отверстие резанием, создающим меньшее упрочнение у
края отверстия.
Отбортовку применяют для изготовления кольцевых деталей с фланцами и для образования уступов в деталях для нарезания резьбы, сварки, а также для увеличения жесткости конструкции при малой массе.
Выделяется отбортовка наружного контура – образование невысоких бортов по наружному криволинейному краю заготовки.
Обжим – уменьшение периметра поперечного сечения концевой части полой заготовки.
Производится заталкиванием заготовки в
сужающуюся полость матрицы (рис. 16.1.д). За один переход можно получить ![]() .
Для большего формоизменения выполняют несколько последовательных операций
обжима.
.
Для большего формоизменения выполняют несколько последовательных операций
обжима.
Раздача – увеличение периметра поперечного сечения концевой части полой заготовки коническим пуансоном; это операция противоположная обжиму.
Рельефная формовка – местное деформирование заготовки с целью образования рельефа в результате уменьшения толщины заготовки (рис. 16.1.е).
Формовкой получают конструкционные выступы и впадины, ребра жесткости, лабиринтные уплотнения.
Штампы для листовой штамповки делятся по технологическому признаку в зависимости от выполняемой операции: вырубные, гибочные, вытяжные и т.д. В зависимости от числа выполняемых операций различают одно- и многооперационные штампы. Многооперационные штампы бывают последовательного действия, в которых операции выполняются последовательно при перемещении заготовки по нескольким рабочим позициям штампа, и совмещенного действия, в которых операции выполняются на одной позиции, например, одновременно вырубка и пробивка, вырубка и вытяжка и т.д.
В настоящее время применяют специальные конструкции штампов, в которых металлические пуансоны или матрицы отсутствуют, и давление на материал осуществляется при помощи резины, жидкости или сжатого воздуха (рис.16.2). При этом резина или жидкость легко удаляются из штампованной детали, а матрица должна быть разъемной.
При изготовлении небольших по глубине изделий пуансон заменяет резиновая подушка (рис.16.2.а). С помощью резины можно осуществлять все операции: вырубку, гибку, вытяжку, формовку. Матрица 3 крепится к столу, а резиновая подушка, помещенная в стальную обойму 1, крепится к ходовой части пресса (толщина заготовки 2 – до 1,5 мм).
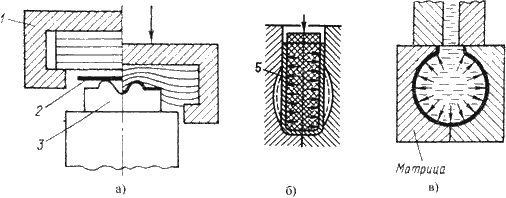
Рис. 16.2. Схемы листовой штамповки при помощи эластичной среды и жидкости
Резиновые пуансоны цилиндрической формы применяются при вытяжке изделий сложной формы, при необходимости увеличения диаметральных размеров средней части цилиндрических полуфабрикатов (рис.16.2.б).
При гидравлической вытяжке (рис.16.2.в) полые детали цилиндрической, конической, сферической или другой формы получают надавливанием на заготовку жидкостью или жидкостью, заключенной в эластичную оболочку.
Высокоскоростные методы штамповки
Особенностью таких методов является высокая скорость деформирования в соответствии с высокими скоростями преобразования энергии. Кратковременное приложение больших усилий разгоняет заготовку до скоростей 150 м/с. Последующее ее деформирование происходит за счет накопленной в период разгона кинетической энергии. Основными разновидностями высокоскоростной листовой штамповки являются: штамповка взрывом, электрогидравлическая и электромагнитная штамповка (рис.16.3).
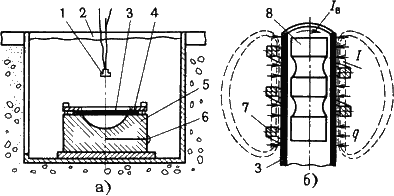
Рис. 16.3. а- электрогидравлическая, б – электромагнитная штамповка
Штамповка взрывом осуществляется в бассейнах, наполненных водой (рис.16.3.а). Заготовку 3, зажатую между матрицей 5 и прижимом 4 опускают в бассейн с водой 2. Полость матрицы под заготовкой вакуумируется при помощи вакуумной линии 6. Заряд с детонатором 1 подвешивают в воде над заготовкой. Взрыв образует волну высокого давления, которая, достигая заготовки, вызывает ее разгон. Процесс штамповки длится тысячные доли секунды, а скорости перемещения заготовки соизмеримы со скоростями распространения пластических деформаций в металле. При штамповке взрывом не требуется дорогостоящего прессового оборудования, конструкция штампа крайне проста.
Электрогидравлическую штамповку также осуществляют в бассейне с водой. Ударная волна, разгоняющая заготовку, возникает при кратковременном электрическом разряде в жидкости. Мощный искровой разряд подобен взрыву. В результате разряда в жидкости возникает ударная волна, которая, дойдя до заготовки, оказывает на нее сильное воздействие и деформирует ее по матрице.
При электромагнитной штамповке
(рис.16.3. б) электрическая энергия преобразуется в механическую за счет
импульсного разряда батареи конденсаторов через соленоид 7, вокруг
которого при этом возникает мгновенное магнитное поле высокой мощности,
наводящее вихревые токи в трубчатой токопроводящей заготовке 3.
Взаимодействие магнитных полей вихревых токов ![]() с магнитным
полем индуктора создает механические силы
с магнитным
полем индуктора создает механические силы ![]() ,
деформирующие заготовку. Для электромагнитной штамповки трубчатых и плоских
заготовок созданы установки, на которых можно проводить обжим, раздачу, формовку
иоперации получения неразъемных соединения деталей.
,
деформирующие заготовку. Для электромагнитной штамповки трубчатых и плоских
заготовок созданы установки, на которых можно проводить обжим, раздачу, формовку
иоперации получения неразъемных соединения деталей.
Формообразование заготовок из порошковых материалов
Заготовки из порошковых материалов получают прессованием (холодным, горячим), изостатическим формованием, прокаткой и другими способами.
При холодном прессовании в пресс-форму (рис.16.4.а) засыпают определенное количество подготовленного порошка 3 и прессуют пуансоном 1.
В процессе прессования увеличивается контакт между частицами, уменьшается пористость, деформируются или разрушаются отдельные частицы. Прочность получаемой заготовки достигается благодаря силам механического сцепления частиц порошка электростатическими силами притяжения и трения. С увеличением давления прессования прочность заготовки возрастает. Давление распределяется неравномерно по высоте прессуемой заготовки из-за влияния сил трения порошка о стенки пресс-формы, вследствие чего заготовки получаются с различной прочностью и пористостью по высоте. В зависимости от размеров и сложности прессуемых заготовок применяют одно- и двустороннее прессование.
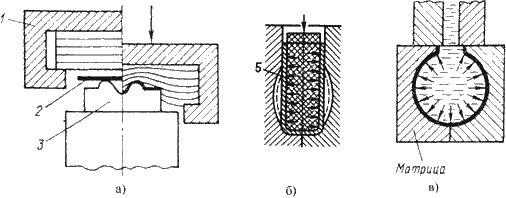
Рис.16.4. Схема холодного прессования: а – одностороннего; б – двустороннего
Односторонним прессованием получают заготовки простой формы с отношением высоты к диаметру, меньшим единицы, и заготовки втулок с отношением наружного диаметра к толщине стенки, меньшим трех.
Двустороннее прессование (рис.16.4.б) применяют для формообразования заготовок сложной формы. После заполнения пресс-формы порошком к верхнему пуансону с помощью гидропресса прикладывают давление для предварительного прессования. Затем гидропривод выключают и удаляют подкладку 4. В дальнейшем в процессе прессования участвуют оба пуансона. В этом случае требуемое давление для получения равномерной плотности снижается на 30…40 %. Использование вибрационного прессования позволяет в десятки раз уменьшить требуемое давление.
В процессе прессования частицы порошка подвергаются упругому и пластическому деформированию. После извлечения заготовки из пресс-формы ее размеры увеличиваются в результате упругого последействия.
При горячем прессовании технологически совмещаются прессование и спекание заготовки. Температура горячего прессования составляет обычно 0,6…0,8 температуры плавления порошка. Благодаря нагреву уплотнение протекает гораздо интенсивнее, чем при холодном прессовании. Это позволяет значительно уменьшить необходимое давление. Горячим прессованием получают материалы, характеризующиеся высокой прочностью и однородностью структуры. Этот способ применяют для таких плохо прессуемых композиций, как тугоплавкие металлоподобные соединения (карбиды, бориды, силициды).
Изостатическое (всестороннее) формование применяют для получения крупногабаритных заготовок с массой до 500 кг и более. Отсутствие потерь на внешнее трение и равномерность давления со всех сторон дают возможность получать необходимую плотность заготовок при давлениях, значительно меньших, чем при прессовании в закрытых пресс-формах.
При гидростатическом формовании (рис.16.5) на порошок 3, заключенный в эластичную оболочку 2, передается давление с помощью жидкости, находящейся в сосуде высокого давления 1. В качестве рабочей жидкости используют масло, глицерин, воду и т.д.
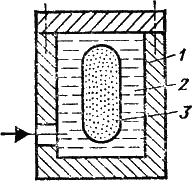
Рис.16.5. Схема гидростатического формования
Прокатка – наиболее производительный и перспективный способ переработки порошковых материалов. Характерной особенностью является высокая степень автоматизации и непрерывность прокатки. Схема прокатки представлена на рис.16.6.
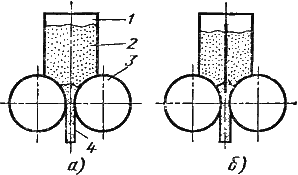
Рис.16.6. Схема прокатки порошков
Порошок непрерывно поступает из бункера 1 в зазор между валками. При вращении валков 3 происходит обжатие и вытяжка порошка 2 в ленту или полосу 4 определенной толщины. Прокатка может быть совмещена со спеканием и окончательной обработкой получаемых заготовок. В этом случае лента проходит через печь для спекания, а затем снова подвергается прокатке для получения листов заданных размеров. Применяя бункеры с перегородкой (рис. 16.6.б) изготавливают ленты из разных материалов (двухслойные). Применение валков определенной формы позволяет получать валки различного профиля, в том числе и проволоку.
![]()
![]()
![]() ЛЕКЦИЯ
ЛЕКЦИЯ
![]()
Электрофизические и электрохимические методы обработки (ЭФЭХ)
Характеристика электрофизических и электрохимических методов обработки
Эти методы предназначены в основном для обработки заготовок из очень прочных, весьма вязких, хрупких и неметаллических материалов.
Эти методы имеют следующие преимущества:
– отсутствует силовое воздействие инструмента на заготовку (или очень мало и не влияет на суммарную погрешность обработки);
– позволяют менять форму поверхности заготовки и влияют на состояние поверхностного слоя: наклеп обработанной поверхности не образуется, дефектный слой незначителен; повышаются коррозионные, прочностные и другие эксплуатационные характеристики поверхности;
– можно обрабатывать очень сложные наружные и внутренние поверхности заготовок.
ЭФЭХ методы обработки являются универсальными и обеспечивают непрерывность процессов при одновременном формообразовании всей обрабатываемой поверхности. Эти методы внедряются в различных отраслях промышленности.
Электроэрозионные методы обработки
Эти методы основаны на явлении эрозии электродов из токопроводящих материалов при пропускании между ними импульсного электрического тока.
Разряд между электродами происходит в газовой среде или при заполнении межэлектродного пространства диэлектрической жидкостью – керосин, минеральное масло.
При наличии разности потенциалов на электродах происходит ионизация межэлектродного пространства. При определенном значении разности потенциалов – образуется канал проводимости, по которому устремляется электроэнергия в виде импульсного искрового или дугового разряда.
На поверхности заготовки температура возрастает до 10000…12000 0C. Происходит мгновенное оплавление и испарение элементарного объема металла и на обрабатываемой поверхности образуется лунка.
Удаленный металл застывает в диэлектрической жидкости в виде гранул диаметром 0,01…0,005 мм.
При непрерывном подведении к электродам импульсного тока процесс эрозии продолжается до тех пор, пока не будет удален весь металл, находящийся между электродами на расстоянии, при котором возможен электрический пробой (0,01…0,05 мм) при заданном напряжении.
Для продолжения процесса необходимо сблизить электроды до указанного расстояния. Электроды сближаются автоматически с помощью следящих систем.
Электроискровая обработка
Схема электроискровой обработки представлена на рис. 21.1.
Рис.21.1. Схема электроискрового станка:
1 – электрод-инструмент; 2 – ванна; 3 – заготовка-электрод; 4 – диэлектрическая жидкость; 5 – изолятор
При электроискровой обработке – используют импульсные искровые разряды между
электродами ( обрабатываемая заготовка (анод) – инструмент (катод)).
Конденсатор ![]() заряжается
через резистор
заряжается
через резистор ![]() от
источника постоянного тока напряжением 100…200 В. Когда напряжение на
электродах 1 и 3 достигает пробойного образуется канал, через который
осуществляется искровой разряд энергии, накопленной конденсатором.
от
источника постоянного тока напряжением 100…200 В. Когда напряжение на
электродах 1 и 3 достигает пробойного образуется канал, через который
осуществляется искровой разряд энергии, накопленной конденсатором.
Продолжительность импульса 20…200 мкс.
Точность обработки до 0,002 мм, ![]() 0,63…0,16
мкм.
0,63…0,16
мкм.
Для обеспечения непрерывности процесса ( зазор =const) станки снабжаются следящей системой и системой автоматической подачи инструмента.
Получают сквозные отверстия любой формы поперечного сечения, глухие отверстия и полости, отверстия с криволинейными осями, вырезают заготовки из листа, выполняют плоское, круглое и внутреннее шлифование.
Изготовляют штампы и пресс-формы, фильеры, режущий инструмент.
Схемы электроискровой обработки представлены на рис. 21.2.
Рис. 21.2. Схемы электроискровой обработки:
а – прошивание отверстия с криволинейной осью; б – шлифование внутренней поверхности фильеры
Электроискровую обработку применяют для упрочнения поверхностного слоя металла. На поверхность изделия наносят тонкий слой металла или композиционного материала. Подобные покрытия повышают твердость, износостойкость, жаростойкость, эрозионную стойкость и так далее.
Электроимпульсная обработка
При электроимпульсной обработке используют электрические импульсы большой длительности (5…10 мс), в результате чего происходит дуговой разряд.
Большие мощности импульсов от электронных генераторов обеспечивают высокую производительность обработки.
Электроимпульсную обработку целесообразно применять при предварительной обработке штампов, турбинных лопаток, фасонных отверстий в детали из коррозионно-стойких и жаропрочных сплавов.
Схема обработки показана на рис.21.3.
Рис. 21.3. Схема электроимпульсной обработки:
1 – электродвигатель; 2 – импульсный генератор постоянного тока; 3 – инструмент-электрод; 4 – заготовка-электрод; 5 – ванна.
Электроконтактная обработка.
Электроконтактная обработка основана на локальном нагреве заготовки в месте контакта с электродом-инструментом и удалении размягченного или расплавленного металла из зоны обработки механическим способом: относительным движением заготовки или инструмента.
Источником теплоты служат импульсные дуговые разряды.
Этот вид обработки рекомендуется для крупных деталей из углеродистых и легированных сталей, чугуна, цветных сплавов, тугоплавких и специальных сплавов (рис.21.4).
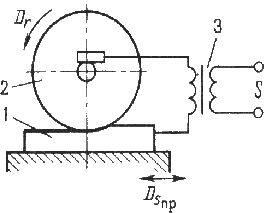
Рис. 21.4. Схема электроконтактной обработки плоской поверхности:
1 – обрабатываемая заготовка; 2 – инструмент-электрод; 3 – трансформатор
Этот метод применяют для зачистки отливок от заливов, отрезки литниковых систем, зачистки проката, шлифования коррозионных деталей из труднообрабатываемых сплавов.
Электрохимическая обработка
Электрохимическая обработка основана на законах анодного растворения металлов при электролизе.
При прохождении электрического тока через электролит на поверхности заготовки происходят химические реакции, и поверхностный слой металла превращается в химическое соединение.
Продукты электролиза переходят в раствор или удаляются механическим способом.
Производительность этого способа зависит от электрохимических свойств электролита, обрабатываемого материала и плотности тока.
Электрохимическое полирование.
Электрохимическое полирование осуществляется в ванне, заполненной электролитом (растворы кислот и щелочей).
Обрабатываемую заготовку подключают к катоду (рис. 21.5). Катодом служит металлическая пластинка из свинца, меди, стали (иногда электролит подогревают).
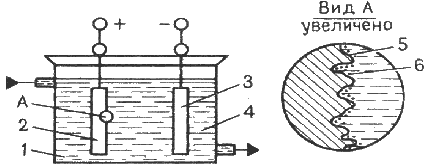
Рис. 21.5. Схема электрохимического полирования:
1 – ванна; 2 – обрабатываемая заготовка; 3 – пластина-электрод; 4 – электролит; 5 – микровыступ;
6 – продукты анодного растворения
При подаче напряжения начинается процесс растворения металла заготовки (в основном на выступах микронеровностей). В результате избирательного растворения, микронеровности сглаживаются, и обрабатываемая поверхность приобретает металлический блеск.
Улучшаются электрофизические характеристики деталей: уменьшается глубина микротрещин, поверхностный слой не деформируется, исключаются упрочнения и термические изменения структуры, повышается коррозионная стойкость.
Этим методом получают поверхности под гальванические покрытия, доводят рабочие поверхности режущего инструмента, изготовляют тонкие ленты и фольгу, очищают и декоративно отделывают детали.
Электрохимическая размерная обработка
Электрохимическая размерная обработка выполняется в струе электролита, прокачиваемого под давлением через межэлектродный промежуток.
Электролит растворяет образующиеся на поверхности заготовки – анода соли и удаляет их из зоны обработки. Высокая производительность процесса заключается в том, что одновременно обрабатывается вся поверхность заготовки.
Участки, не требующие обработки, изолируют. Инструменту придают форму, обратную форме обрабатываемой поверхности. Формообразование происходит по методу копирования ( рис. 21.6).
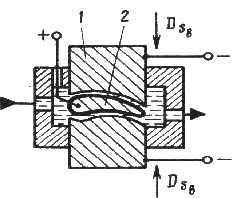
Рис. 21.6. Схема электрохимической размерной обработки:
1 – инструмент – катод; 2 – заготовка – анод
Точность обработки повышается при уменьшении рабочего зазора. Для его контроля используют высокочувствительные элементы, которые встраивают в следящую систему.
Этот способ рекомендуют для обработки заготовок из высокопрочных сталей, карбидных и труднообрабатываемых материалов. Также можно обрабатывать тонкостенные детали с высокой точностью и качеством обработанной поверхности (отсутствует давление инструмента на заготовку).
Комбинированные методы обработки
Электроабразивная и электроалмазная обработка.
При таких видах обработки инструментом служит шлифовальный круг из абразивного материала на электропроводящей связке (бакелитовая связка с графитовым наполнителем).
Между анодом – заготовкой и катодом – шлифовальным кругом имеется зазор, куда подается электролит. Продукты анодного растворения удаляются абразивными зернами; шлифовальный круг имеет вращательное движение, а заготовка – движение подачи, которые соответствуют процессу механического шлифования ( рис. 21.7).
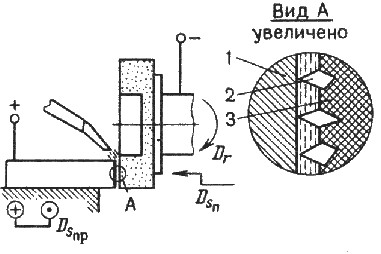
Рис. 21.7. схема электроабразивного шлифования:
1 – заготовка; 2 – абразивные зерна; 3 – связка шлифовального круга.
Введение в зону резания ультразвуковых колебаний повышает производительность в 2…2,5 раза при улучшении качества поверхности. Эти методы применяются для отделочной обработки заготовок из труднообрабатываемых материалов, а также нежестких заготовок, так как силы резания незначительны.
Анодно-механическая обработка
Анодно-механическая обработка основана на сочетании электротермических и электромеханических процессов и занимает промежуточное место между электроэрозионным и электрохимическим методами.
Заготовку подключают к аноду, а инструмент – к катоду. В качестве инструмента используют металлические диски, цилиндры, ленты, проволоку.
Обработку ведут в среде электролита ( водный раствор жидкого натриевого стекла).
Рабочие движения, как при механической обработке резанием.
Электролит в зону обработки подают через сопло ( рис. 21.8).
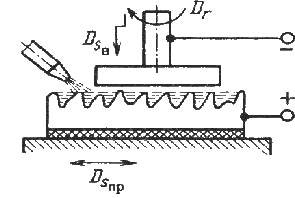
Рис. 21.8. Схема анодно-механической обработки плоской поверхности.
При пропускании через раствор электролита постоянного электрического тока происходит процесс анодного растворения, как при электрохимической обработке.
При соприкосновении инструмента с микронеровностями заготовки происходит электроэрозия, присущая электроискровой обработке. Металл заготовки в месте контакта с инструментом разогревается и разжижается. Продукты электроэрозии и анодного растворения удаляются при относительных движениях инструмента и заготовки.
Этим способом обрабатывают заготовки из высокопрочных и труднообрабатываемых сплавов, вязких материалов.
Этим способом разрезают заготовки на части, прорезают пазы и щели, обрабатывают поверхности тел вращения, шлифуют плоские поверхности и поверхности, имеющие форму тел вращения, полируют поверхности, затачивают режущий инструмент.
Лучевые методы обработки
Электроннолучевая обработка – основана на превращении кинетической энергии направленного пучка электронов в тепловую энергию. Высокая плотность энергии сфокусированного электронного луча позволяет обрабатывать заготовку за счет нагрева, расплавления и испарения материала с локального участка.
Схема электроннолучевой обработки представлена на рис. 21.9.
Электронный луч образуется за счет эмиссии электронов с нагретого в вакууме катода. Он с помощью электростатических и электромагнитных линз фокусируется на заготовке.
При размерной обработке установка работает в импульсном режиме, что обеспечивает локальный нагрев заготовки.
Электроннолучевой метод эффективен при обработке отверстий диаметром 1…0,010 мм, при прорезании пазов, резке заготовок, изготовлении тонких пленок и сеток из фольги, изготовлении заготовок из труднообрабатываемых металлов и сплавов, керамики, кварца, полупроводникового материала.
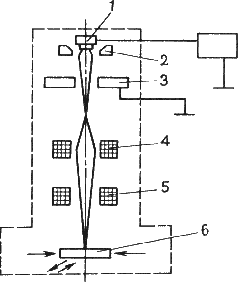
Рис. 21.9. Схема установки для электроннолучевой сварки: 1 – катод электронной пушки; 2 – электрод; 3 – анод; 4 и 5 – отклоняющая магнитная система; 6 – заготовка
Лазерная обработка – основана на тепловом воздействии светового луча высокой энергии на поверхность заготовки. Источником светового излучения служит лазер – оптический квантовый генератор.
Энергия светового луча не велика 20…100 Дж, но она выделяется в миллионные доли секунды и сосредотачивается в луче диаметром 0,01 мм. Поэтому температура в зоне контакта 6000…8000 0С.
Слой металла мгновенно расплавляется и испаряется. С помощью этого метода осуществляется прошивание отверстий, разрезание заготовки, прорезание пазов в заготовках из любых материалов (фольга из тантала, вольфрама, молибдена). Также с помощью этого метода можно осуществить контурную обработку по сложному периметру.
Плазменная обработка
Сущность обработки заключается в том, что плазму направляют на обрабатываемую поверхность.
Плазменная струя представляет собой направленный поток частично или полностью ионизированного газа, имеющего температуру 10000…20000 0С. Плазму получают в плазменных горелках, пропуская газ через столб сжатой дуги. В качестве плазмообразующих газов используют азот, аргон, водород, гелий, воздух и их смеси.
С помощью этого метода прошиваются отверстия, вырезаются заготовки из листового материала, производится точение в заготовках из любых материалов.
При прошивании отверстий и разрезке головку устанавливают перпендикулярно к поверхности заготовки, при строгании и точении – углом 40…60 0.
Плазменное напыление.
Этот вид обработки осуществляется с целью получения заданных размеров.
В камеру плазматрона подается порошкообразный конструкционный материал и инертный газ под давлением.
Под действием дугового разряда конструкционный материал плавится и переходит в состояние плазмы; струя плазмы сжимается в плазматроне газом. Выходя из сопла, струя направляется на обрабатываемую заготовку.
|
3.3. Контрольные вопросы для самостоятельной оценки качества освоения дисциплины |
|
1. Какие металлические и неметаллические материалы используются в технике? 2. Как классифицируются стали по химическому составу, качеству и назначению? 3. Определите примерный химический состав, качество и название сплавов приведенных марок (сталь или чугун): Ст 0, 20, 15Л, У8ГА, 12Х18Н9Т, 9ХС, ХВСГ, Р9М4К8, Т5К10, ВК8, ТТ20К9, ШХ4, СЧ15, ВЧ60, КЧ 45-7. 4. Какие характеристики механических свойств определяются при испытаниях на растяжение, при динамических нагрузках, при циклических нагрузках? 5. Назовите основные методы определения твердости. 6. Какие механические свойства материалов определяются при повышенных температурах? 7. Что такое конструкционная прочность и какие свойства материалов на неё влияют? 8. Что такое надежность и долговечность? 9. Что такое полиморфизм? 10. Что такое параметр кристаллической решетки, плотность упаковки, координационное число? 11. Что такое анизотропия свойств кристалла? 12. Назовите дефекты кристаллической решетки и объясните как они влияют на свойства материалов. 13. В чем разница между теоретической и реальной прочностью металлов и почему? 14. В чем заключается физическая сущность процессов плавления и кристаллизации? 15. Объясните сущность и цели модифицирования. 16. Изобразите схему и охарактеризуйте строение слитка. 17. Изложите механизм пластической деформации и объясните влияние пластической деформации на структуру и свойства металлов. Что такое текстура деформации? Что такое сверхпластичность? 18. Объясните сущность явления наклепа и какое он имеет практическое использование? 19. Изложите механизм зарождения и распространения трещины. 20. Как происходит вязкое и хрупкое разрушение материалов? 21. Что такое хладноломкость и порог хладноломкости? 22. В чем сущность процесса возврата? 23. Что такое полигонизация? 24. Что такое рекристаллизация? 25. В чем различие между горячей и холодной пластической деформацией? 26. Каково назначение рекристаллизационного отжига? 27. Что такое компонент, фаза, физико-химическая система? 28. Что называется твердым раствором, механической смесью, химическим соединением? 29. Изложите принципы построения диаграмм состояния сплавов. 30. Как строятся кривые охлаждения и нагревания сплавов? 31. Каково практическое применение диаграмм состояния сплавов? 32. Начертите и проанализируйте диаграммы состояния сплавов с полной растворимостью компонентов в твердом состоянии, образующих механические смеси, с ограниченной растворимостью компонентов в твердом состоянии, образующих химические соединения, компоненты которых испытывают полиморфные превращения. 33. Объясните сущность эвтектического и эвтектоидного превращений и в чем заключается их различие? 34. Какие соединения железа с углеродом вы знаете? 35. Начертите диаграмму состояния железо-цементит и сделайте ее анализ. 36. Что такое аустенит, феррит, перлит, цементит, ледебурит? 37. Какое превращение происходит в сплавах при температурах А1, А2, А3, А4, Аm? 38. Постройте кривую охлаждения для стали с 0,8% С и для чугуна с 4,3% С. 39. Какова структура технического железа, сталей и белых чугунов с различным содержанием углерода в равновесном состоянии? 40. В каких условиях выделяется первичный, вторичный и третичный цементит? 41. Как классифицируются чугуны по форме графита и металлической основе? 42. В чем отличие серого чугуна от белого? 43. Назовите области применения различных чугунов. 44. Что такое термическая обработка и с какой целью ее проводят? 45. Каков механизм образования аустенита при нагреве стали? 46. Как влияет на механические свойства стали рост зерна при термической обработке? 47. Каковы механизмы и температурные районы образования структур перлитного типа (перлита, сорбита, троостита) и бейнита? 48. В чем сущность и особенности мартенситного превращения? 49. В чем сущность превращений, происходящих при отпуске? 50. Что называется отжигом, нормализацией, закалкой и отпуском? 51. Что такое прокаливаемость стали и в чем ее технологическое значение? 52. Для чего проводится обработка холодом? 53. В чем сущность и особенности термомеханической обработки? 54. Что такое старение стали и чем оно отличается от отпуска? 55. В чем сущность процессов цементации, азотирования, цианирования и каково их назначение? 56. Что такое диффузионная металлизация? 57. Назовите основные способы поверхностного упрочнения деталей машин. 58. Что такое легирование? 59. Как классифицируются легированные стали по структуре в равновесном состоянии? 60. Как влияют легирующие элементы на структуру и свойства сталей? 61. Какие требования предъявляются к строительным, арматурным, цементуемым, улучшаемым, рессорно-пружинным, высокопрочным, подшипниковым, автоматным сталям? Чем определяется их выбор для изделий? 62. Как классифицируются инструментальные сплавы по назначению, по теплостойкости? 63. В чем сущность явления красностойкости? 64. Какие требования предъявляются к сплавам для режущего, измерительного и штампового инструмента? 65. Назовите виды коррозии по механизму взаимодействия металла со средой. 66. В чем сущность электрохимической коррозии? 67. Назовите виды коррозии по характеру разрушения и дайте им краткую характеристику. 68. Приведите марки хромистых и хромоникелевых нержавеющих сталей, их состав, свойства, термическую обработку и назначение. 69. Назовите марки износостойких сталей, их особенности и области применения. 70. Какие требования предъявляются к жаропрочным сплавам? 71. В чем сущность явлений ползучести, релаксации, синеломкости? 72. Что такое окалиностойкость? Назовите жаростойкие сплавы. 73. Приведите примеры хладостойких и криогенных сплавов. Назовите их особенности и области применения. 74. Приведите примеры сплавов с особыми тепловыми и упругими свойствами и укажите области их применения. 75. Какие требования предъявляются к магнитомягким и магнитотвердым сплавам и где они применяются? 76. Приведите примеры немагнитных и парамагнитных сплавов и укажите области их применения. 77. Какие вы знаете электротехнические материалы? Какие требования предъявляются к ним? 78. Укажите марки, состав, строение, обработку, свойства и области применения различных групп сплавов на основе алюминия, меди, титана, магния и цинка. 79. Объясните механизм старения деформируемых сплавов алюминия. 80. Назовите области применения различных групп неметаллических материалов, их достоинства и недостатки по сравнению с металлическими материалами. 81. Какие материалы относятся к обратимым и необратимым полимерам? 82. В чем сущность старения полимеров? 83. Укажите области применения термопластов и реактопластов. 84. В чем преимущество пластмасс по сравнению с металлическими материалами? Каковы недостатки пластмасс? 85. Из чего и как получают резину? Где применяются резиновые материалы? Приведите их классификацию и свойства. 86. Какие материалы относятся к силикатным, где они применяются, каковы их свойства? 87. Перечислите основные виды древесины, применяемой как конструкционный материал. 88. Как получают древесные материалы и какие изделия изготавливают из них. 89. Укажите состав и свойства клеев и герметиков. Какие требования предъявляются к ним, где они используются? 90. Назовите лакокрасочные материалы и требования, предъявляемые к ним. 91. Как и почему влияет на продолжительность службы машин, механизмов и металлических конструкций нанесение лакокрасочных покрытий? 92. Где применяются бумажные, текстильные и кожаные технические материалы? 93. Охарактеризуйте строение, свойства, получение и области применения порошковых материалов. 94. Что собой представляют композиционные материалы? В чем их особенности? Какие вы знаете композиционные материалы, для чего они используются? 95. Какие требования предъявляются к антифрикционным и фрикционным материалам? Назовите основные антифрикционные и фрикционные материалы и укажите области их применения. 96. Как влияет радиационное излучение на структуру и свойства материалов? 97. Назовите основные материалы атомной энергетики. 98. Назовите методы обработки типовых изделий, позволяющие обеспечить их работоспособность и надежность. 99. Изложите основы рационального выбора материалов для деталей машин и инструментов. 100. В чем сущность выбора рациональных способов обработки изделий для обеспечения их работоспособности и надежности? |
Скачано с www.znanio.ru
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ
Введение. Материаловедение относится к числу основополагающих дисциплин для машиностроительных специальностей
Для достижения поставленной цели при изучении дисциплины решаются следующие основные задачи: · приобретение знаний по оценке технических свойств материалов, исходя из условий эксплуатации и изготовления…
Ему принадлежит известный рисунок дендрита, полученного при медленном затвердевании литого железа
Использование дуралюмина в самолётостроении на многие годы определило прогресс в этой области техники
До настоящего времени основной материальной базой машиностроения служит черная металлургия, производящая стали и чугуны
Металлы и неметаллы. Особенности атомно-кристаллического строения
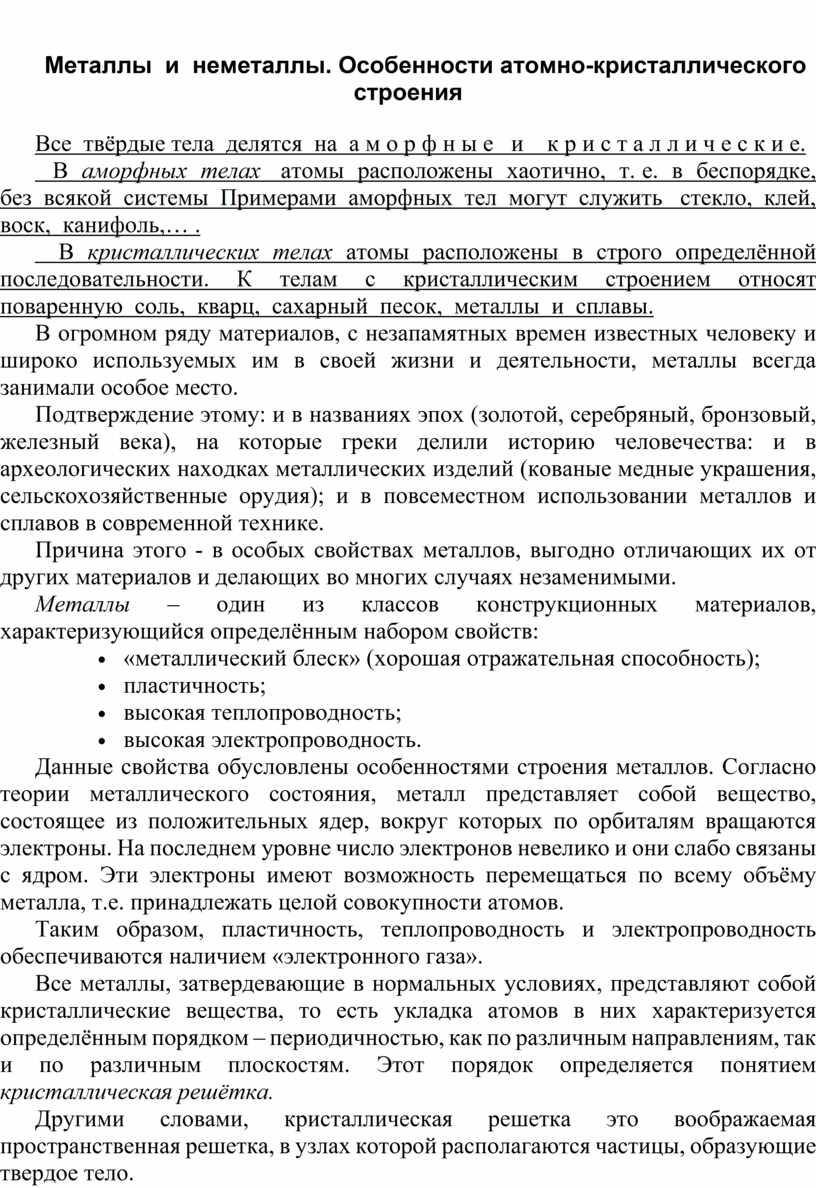
Элементарная ячейка – элемент объёма из минимального числа атомов, многократным переносом которого в пространстве можно построить весь кристалл
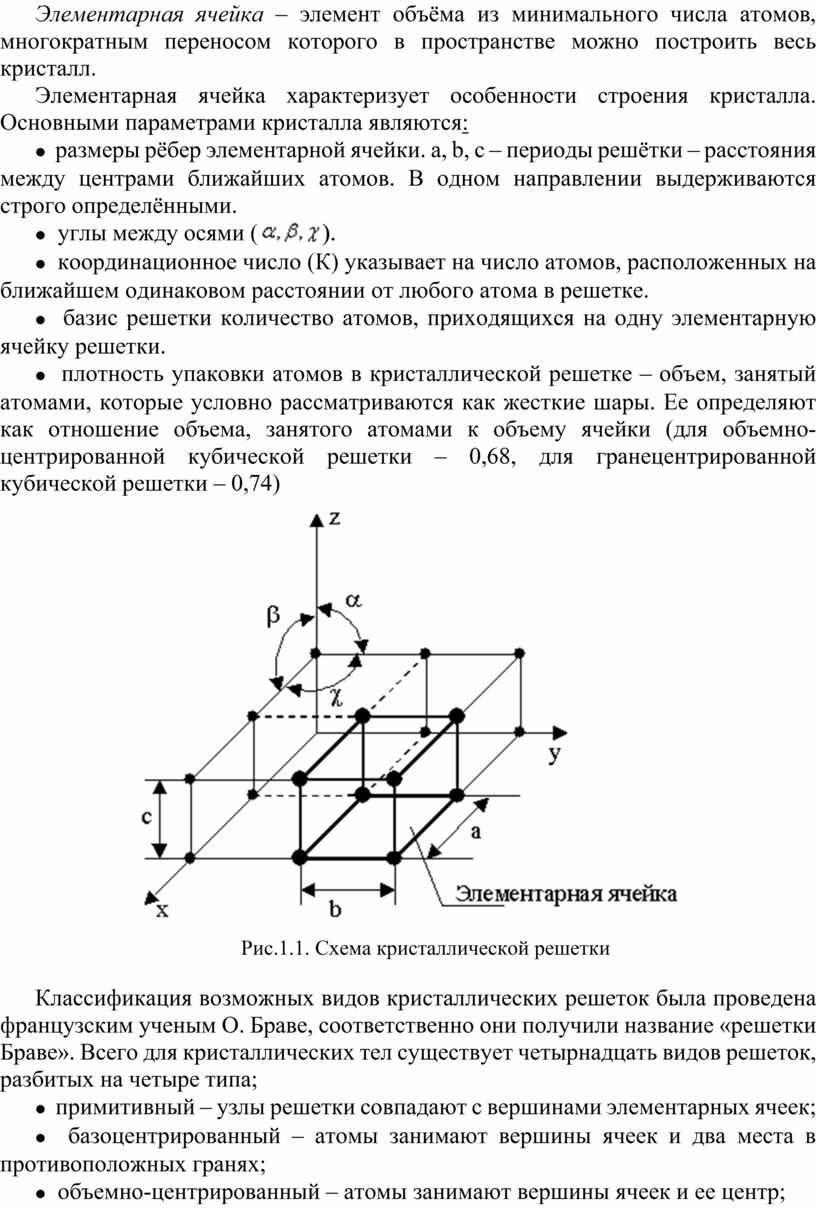
Рис. 1.2. Основные типы кристаллических решеток: а – объемно-центрированная кубическая; б– гранецентрированная кубическая; в – гексагональная плотноупакованная
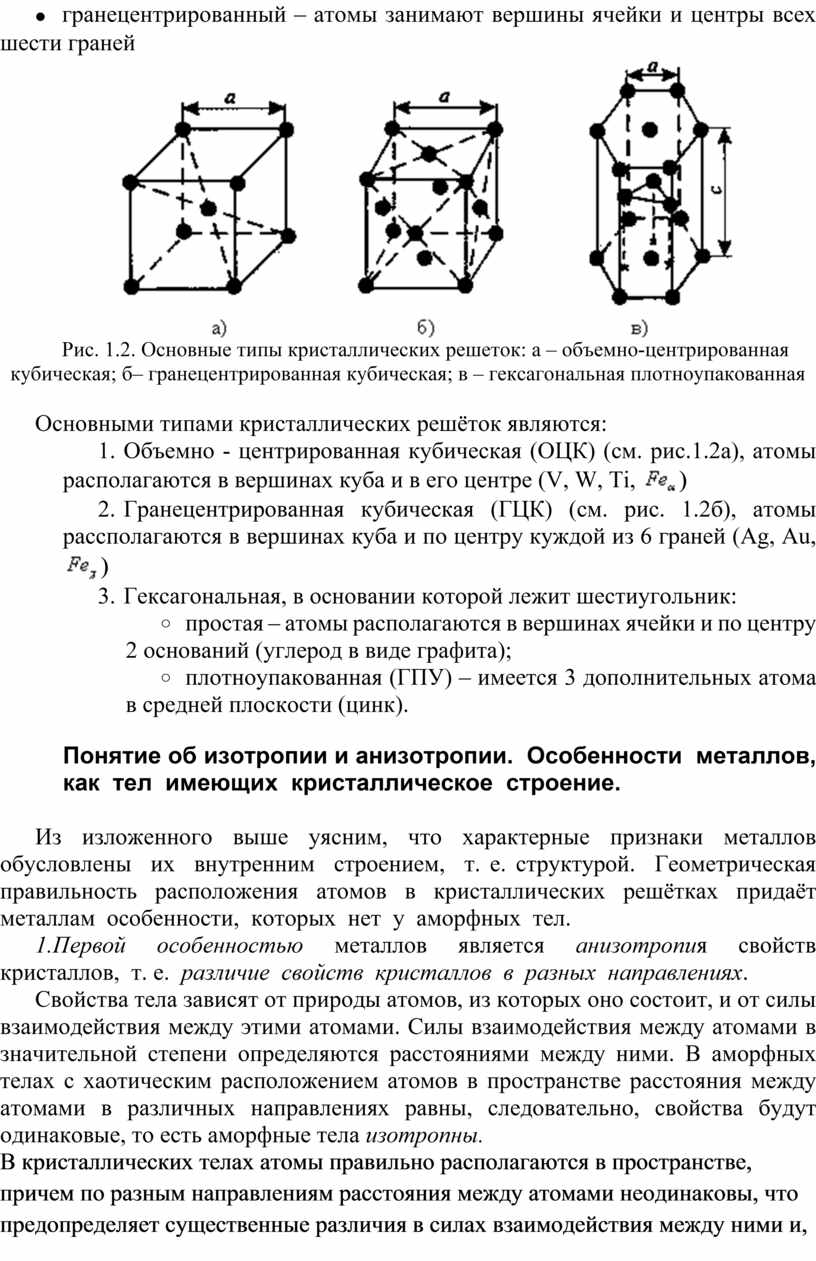
Зависимость свойств от направления называется анизотропией
Индексы кристаллографических направлений указываются в квадратных скобках [111]
![Индексы кристаллографических направлений указываются в квадратных скобках [111]](https://fs.znanio.ru/d5af0e/81/77/78dd335ef8f3e73b9adf21fc1d263642e2.jpg)
Одним из распространенных несовершенств кристаллического строения является наличие точечных дефектов: вакансий, дислоцированных атомов и примесей
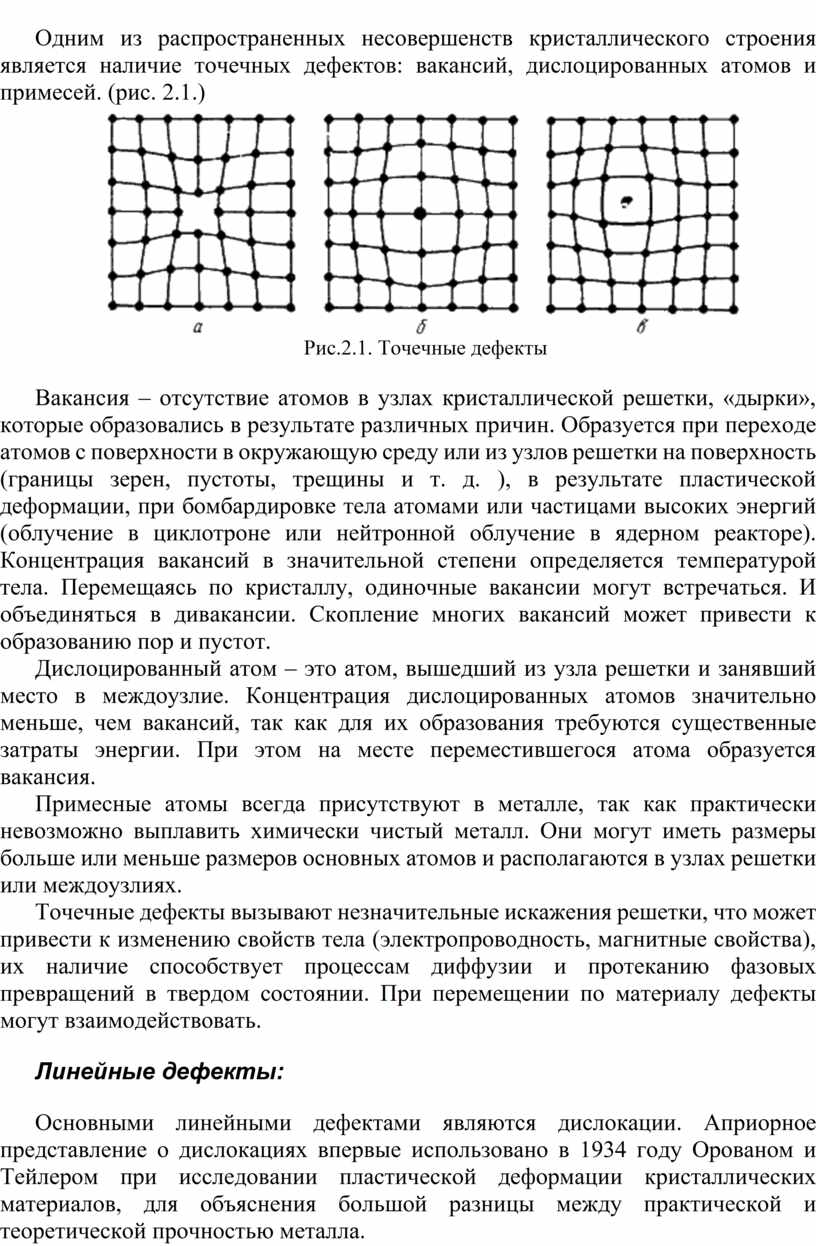
Дислокация – это дефекты кристаллического строения, представляющие собой линии, вдоль и вблизи которых нарушено характерное для кристалла правильное расположение атомных плоскостей
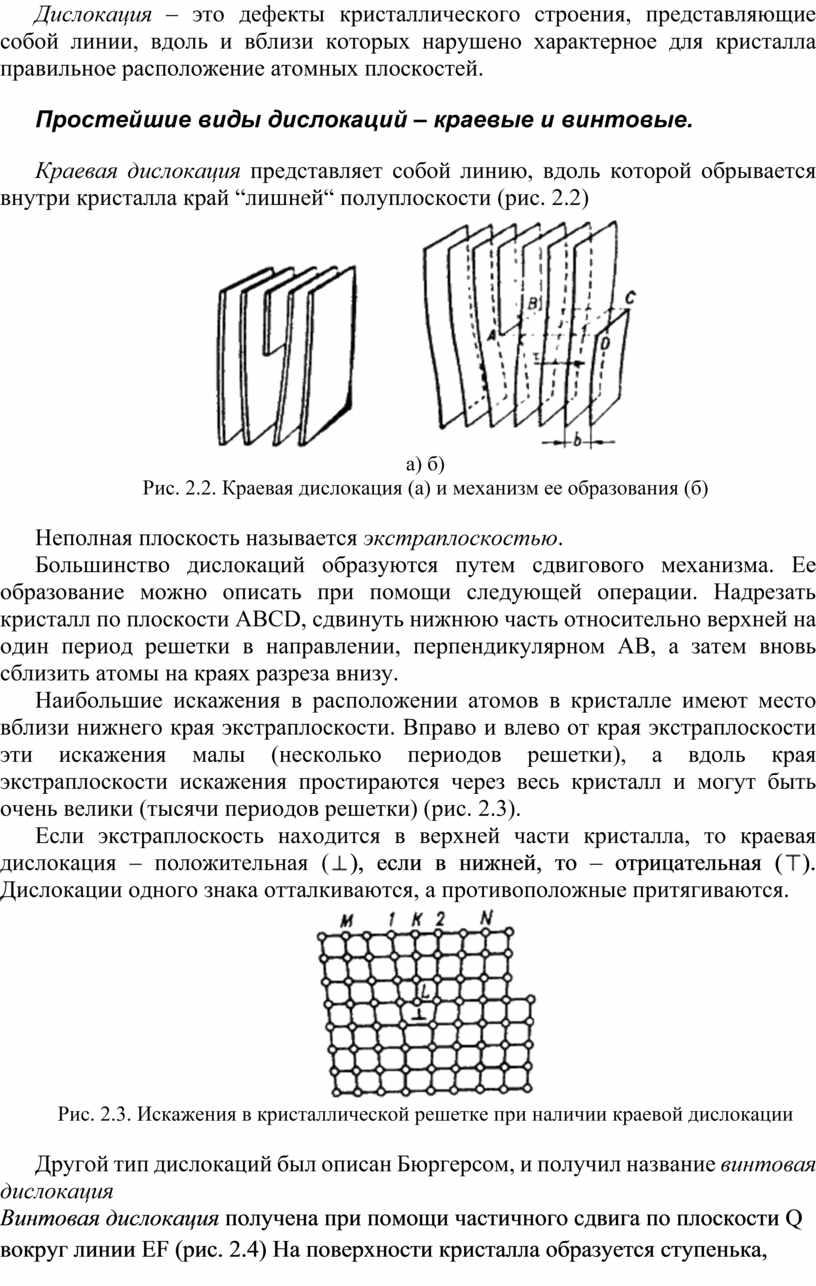
Е до края кристалла. Такой частичный сдвиг нарушает параллельность атомных слоев, кристалл превращается в одну атомную плоскость, закрученную по винту в виде полого геликоида вокруг…
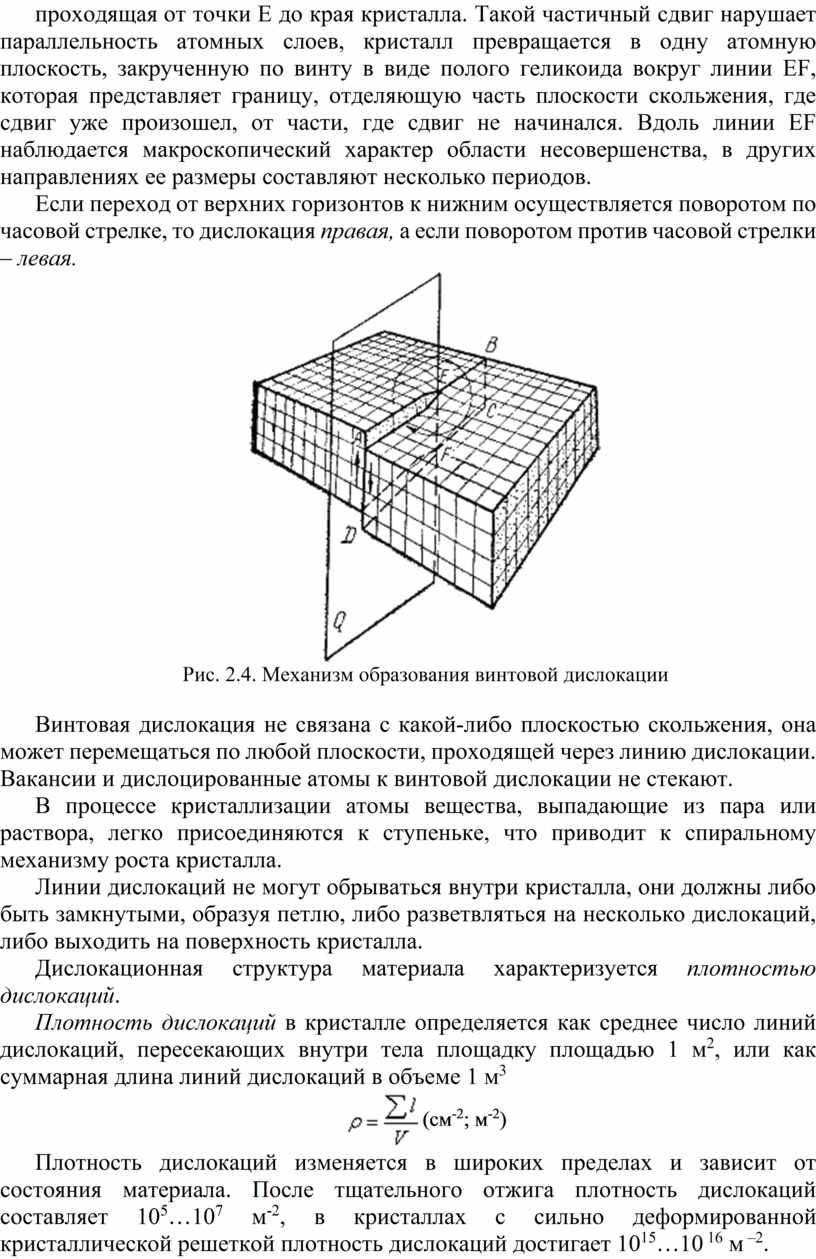
Плотность дислокации в значительной мере определяет пластичность и прочность материала (рис
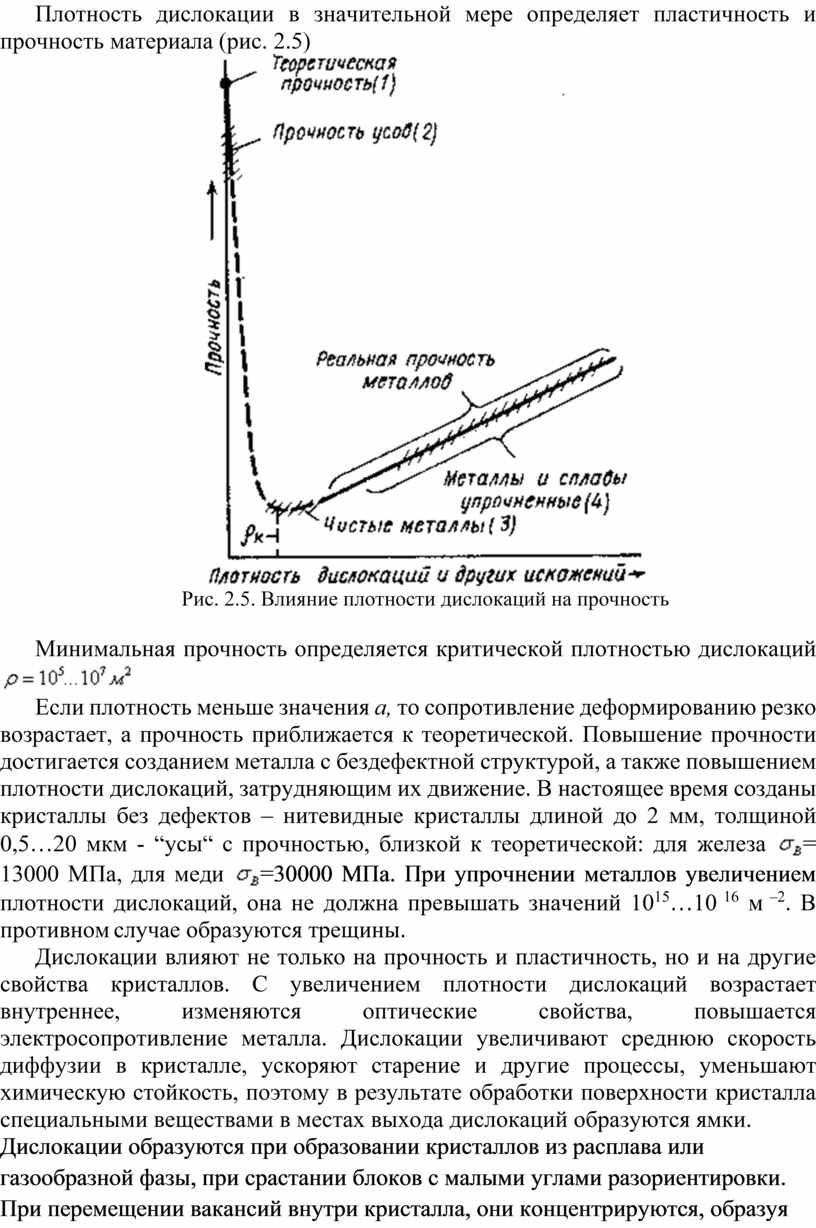
Образуются дислокации при деформации, в процессе кристаллизации, при термической обработке
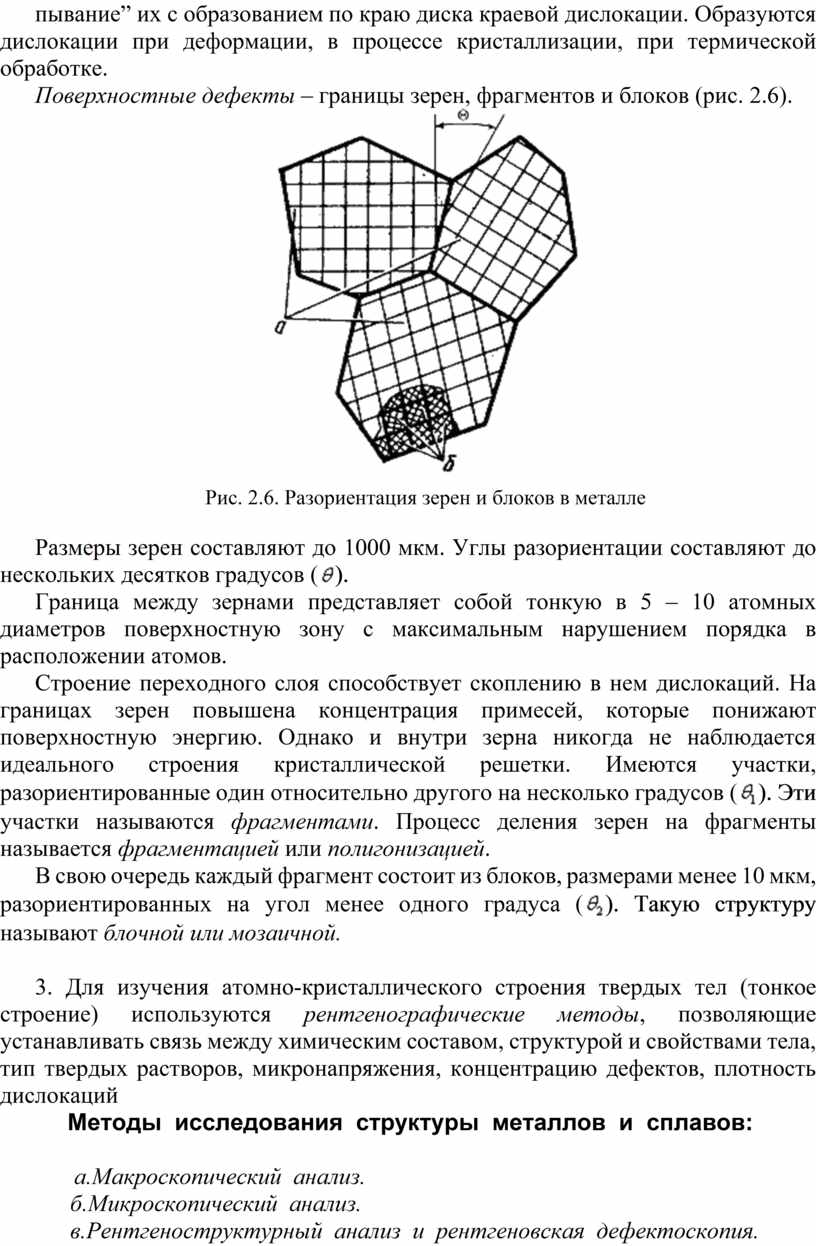
Макроскопический анализ.
При косвенном методе изучают не сам объект, а его отпечаток – кварцевый или угольный слепок (реплику), отображающую рельеф микрошлифа, для предупреждения вторичного излучения, искажающего картину
Методы регистрации пороков в материале основаны на том, что рентгеновские лучи, проходя через металл, частично поглощаются
План: 1. Сущность процессов кристаллизации металлов и сплавов
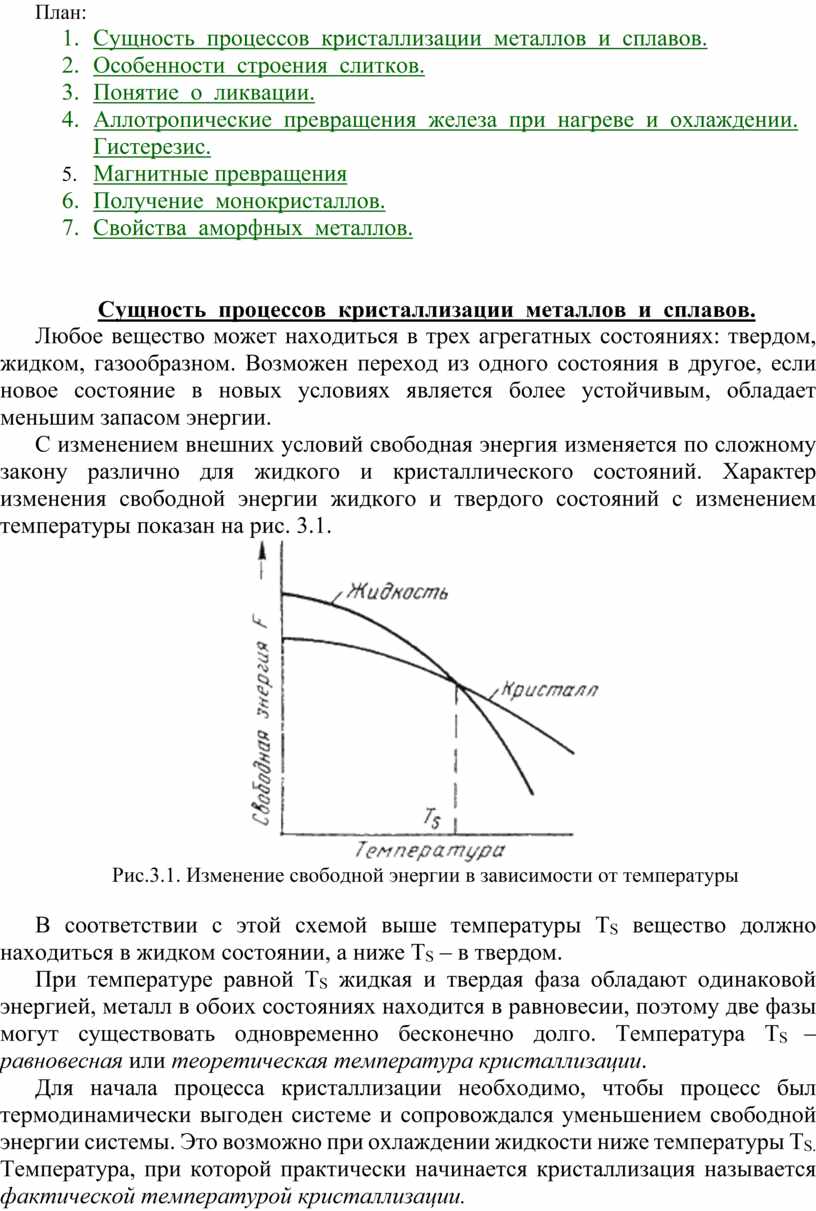
Охлаждение жидкости ниже равновесной температуры кристаллизации называется переохлаждением, которое характеризуется степенью переохлаждения ( ):
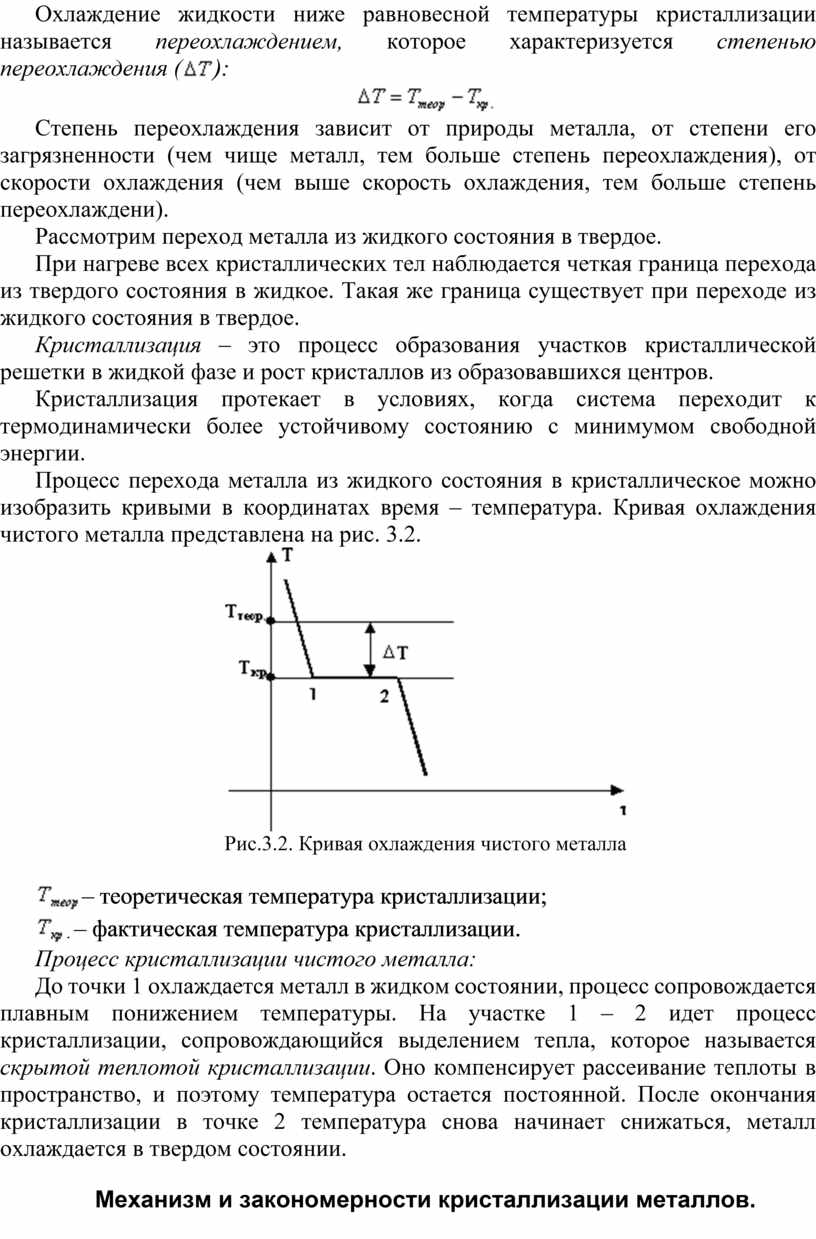
При соответствующем понижении температуры в жидком металле начинают образовываться кристаллики – центры кристаллизации или зародыши
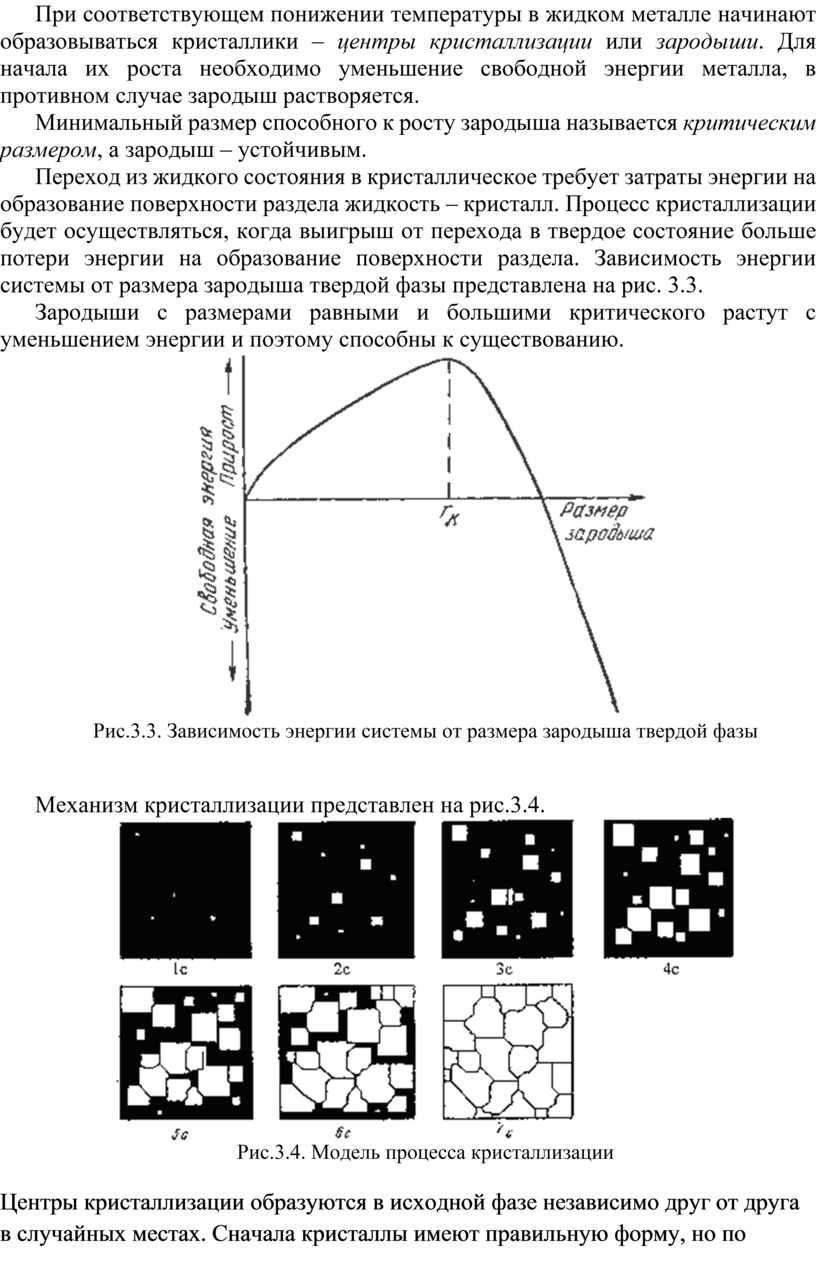
Рост продолжается в направлениях, где есть свободный доступ питающей среды
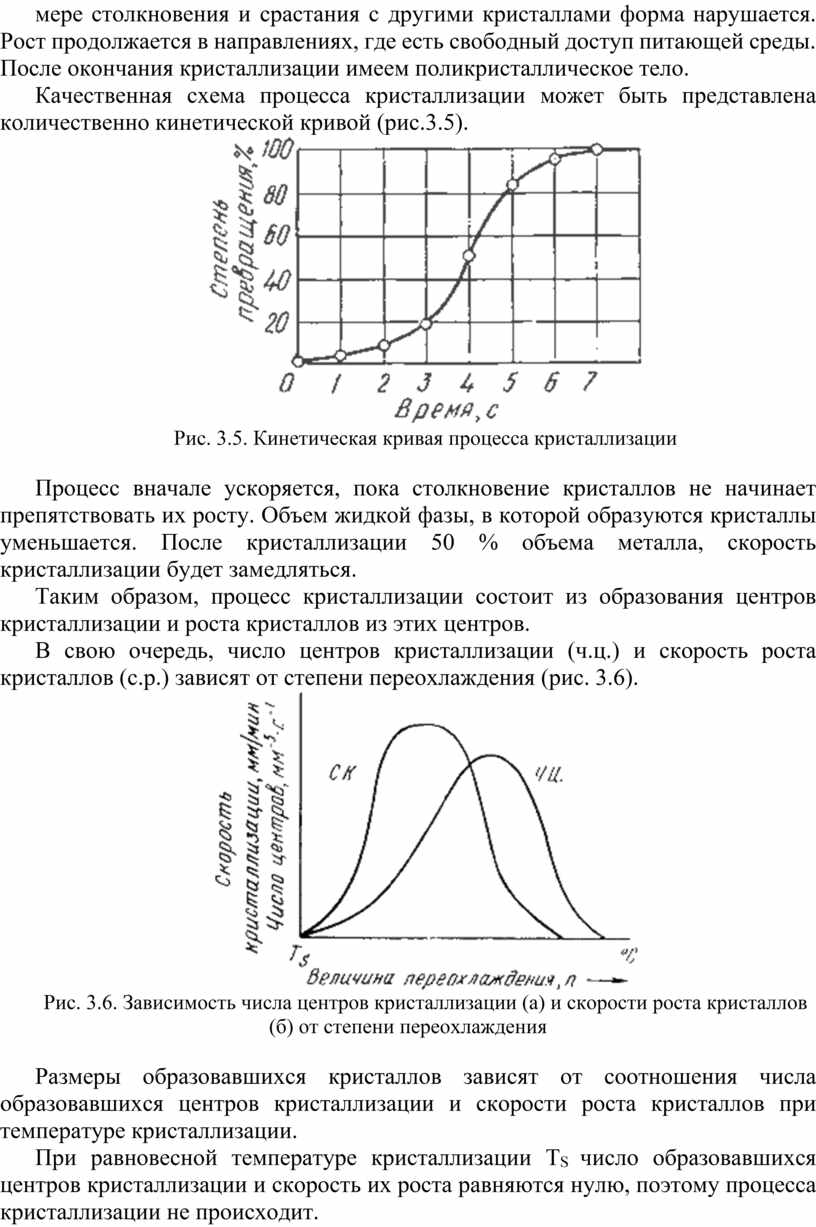
Если жидкость переохладить до температуры, соответствующей т
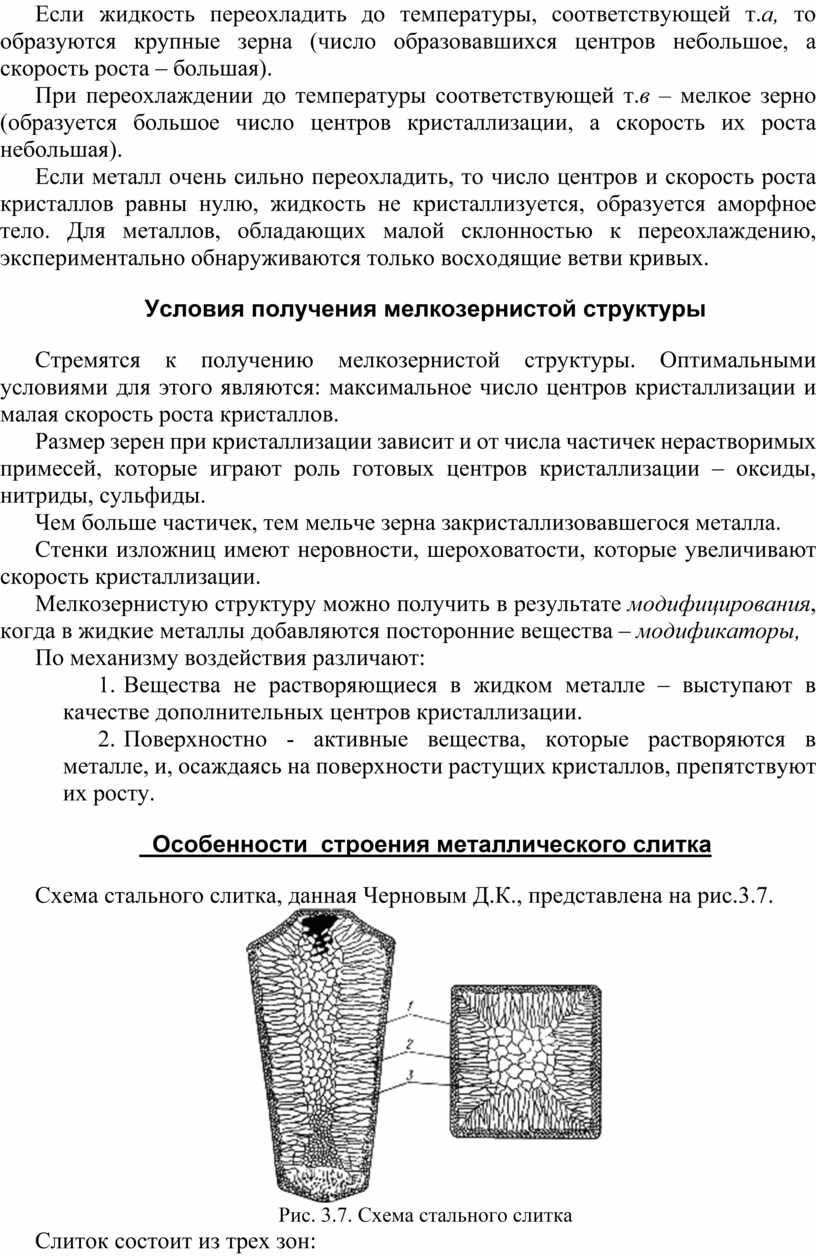
Кристаллизация корковой зоны идет в условиях максимального переохлаждения
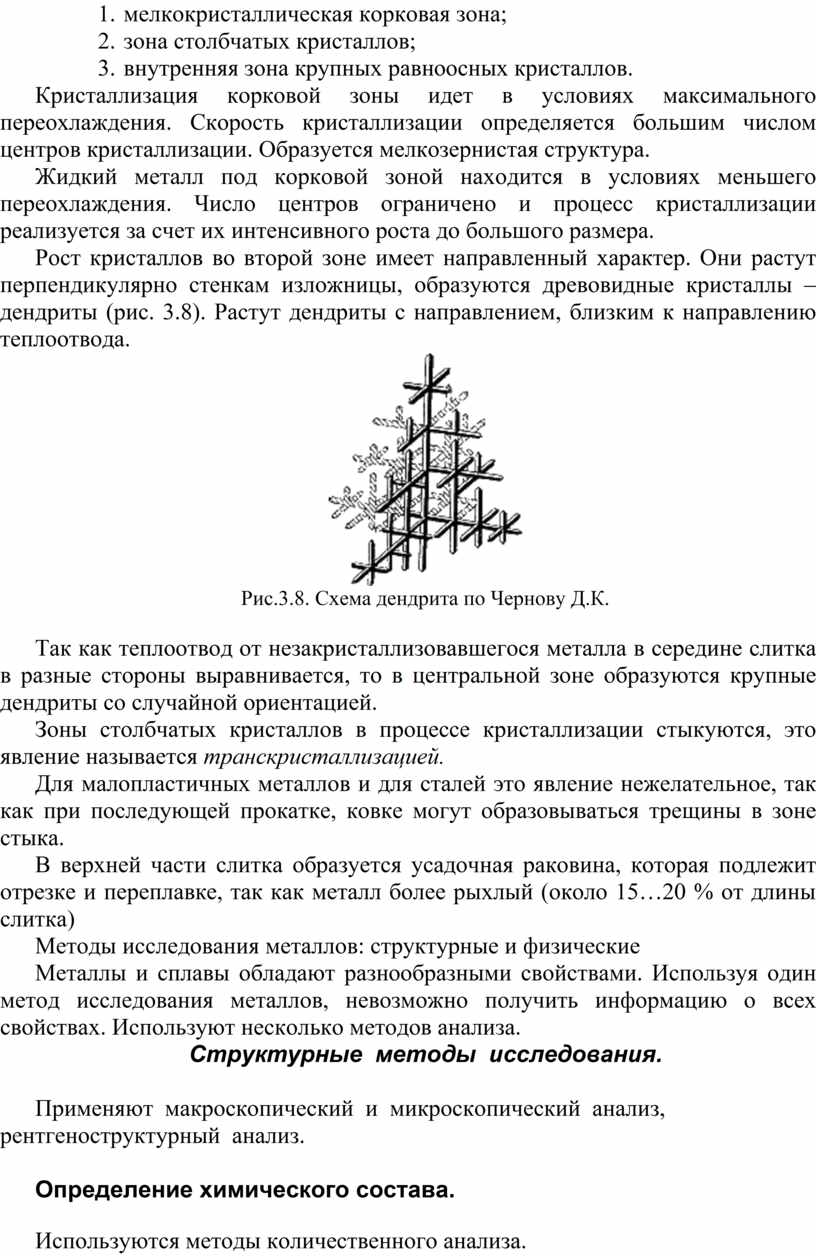
Если не требуется большой точности, то используют спектральный анализ
Аллотропические превращения железа при нагреве и охлаждении
Монокристаллы отличаются минимальными структурными несовершенствами
Лекция 3 Свойства материалов и методы их испытаний
Широкое распространение объясняется тем, что не требуются специальные образцы
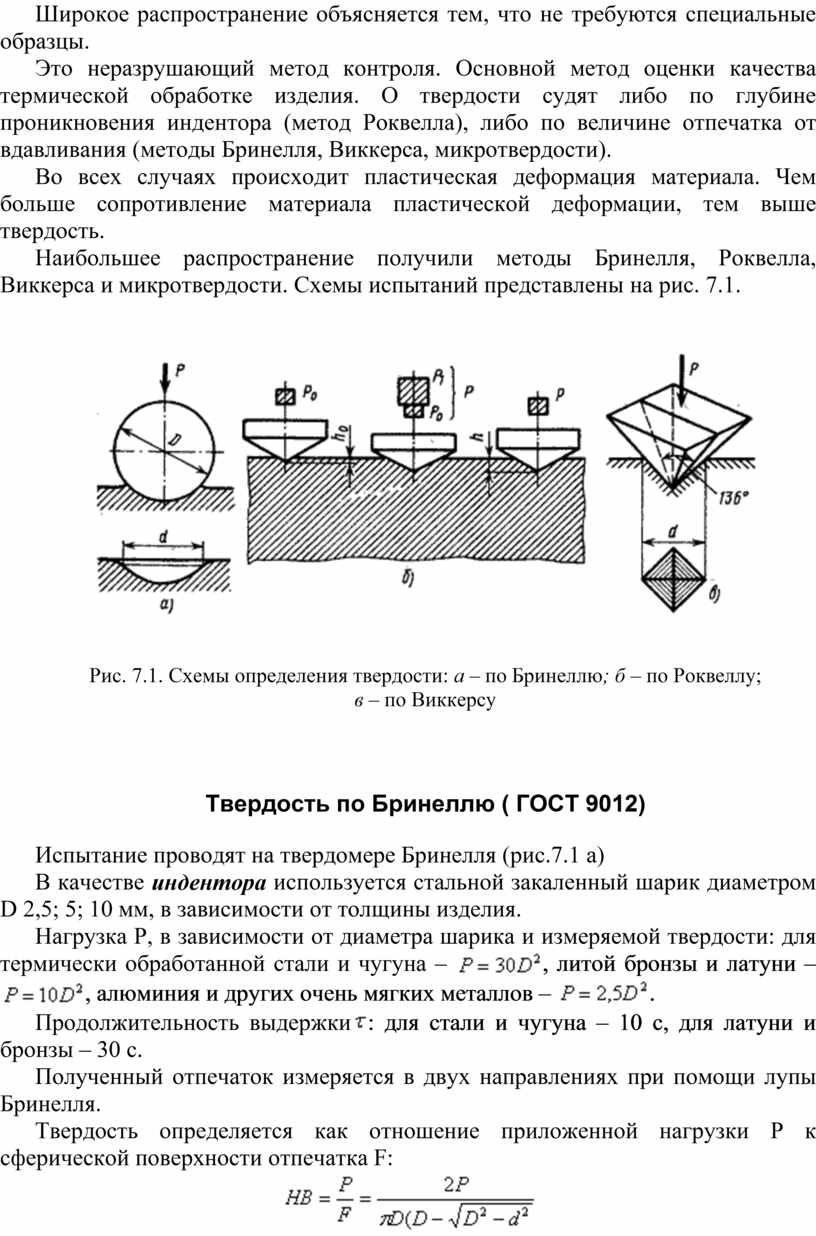
Стандартными условиями являются
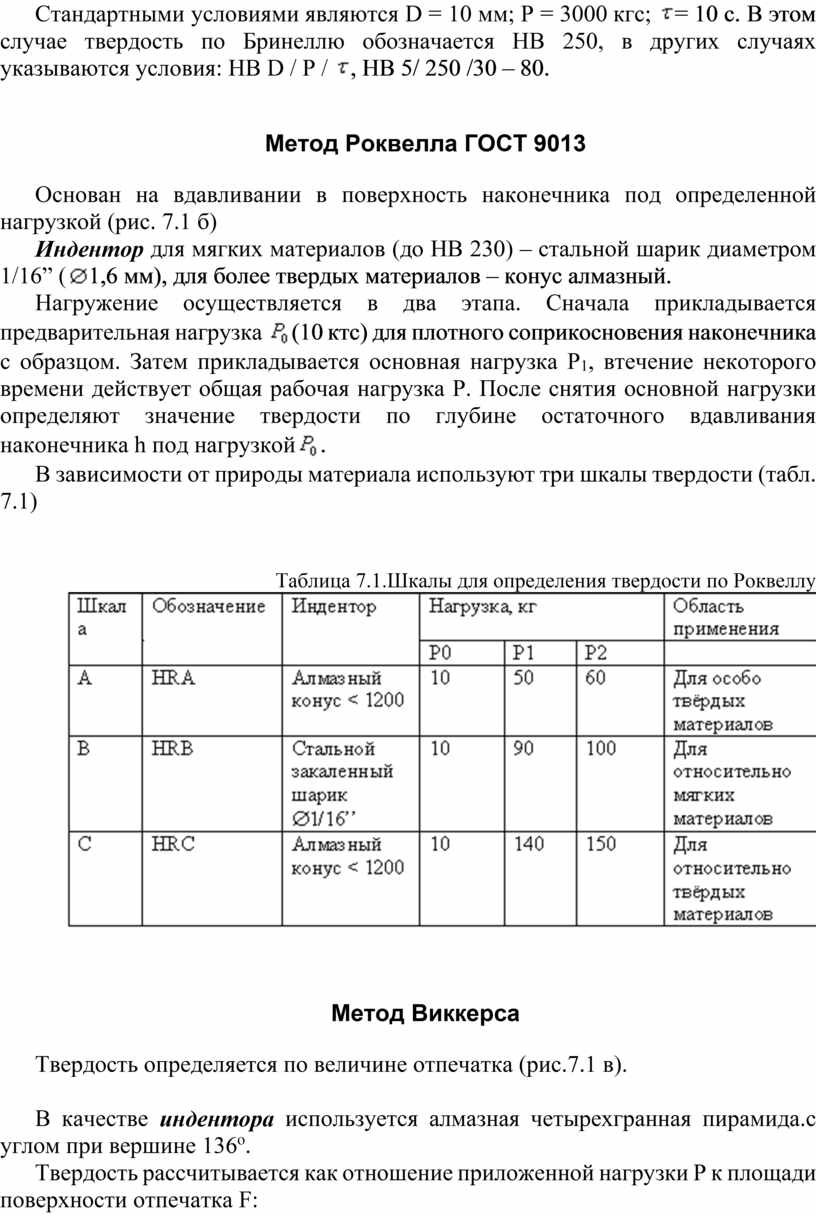
Нагрузка Р составляет 5…100 кгс
С повышением температуры вязкость увеличивается (см
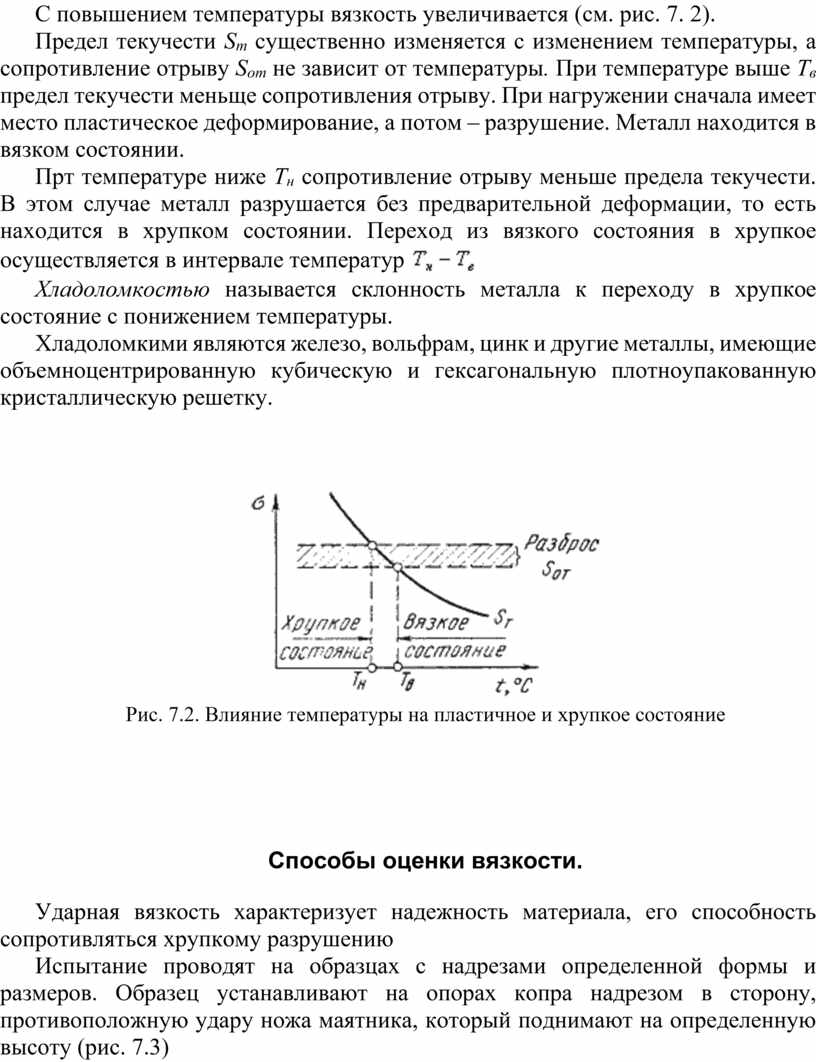
Рис.7.3. Схема испытания на ударную вязкость: а – схема маятникового копра; б – стандартный образец с надрезом; в – виды концентраторов напряжений ; г –…
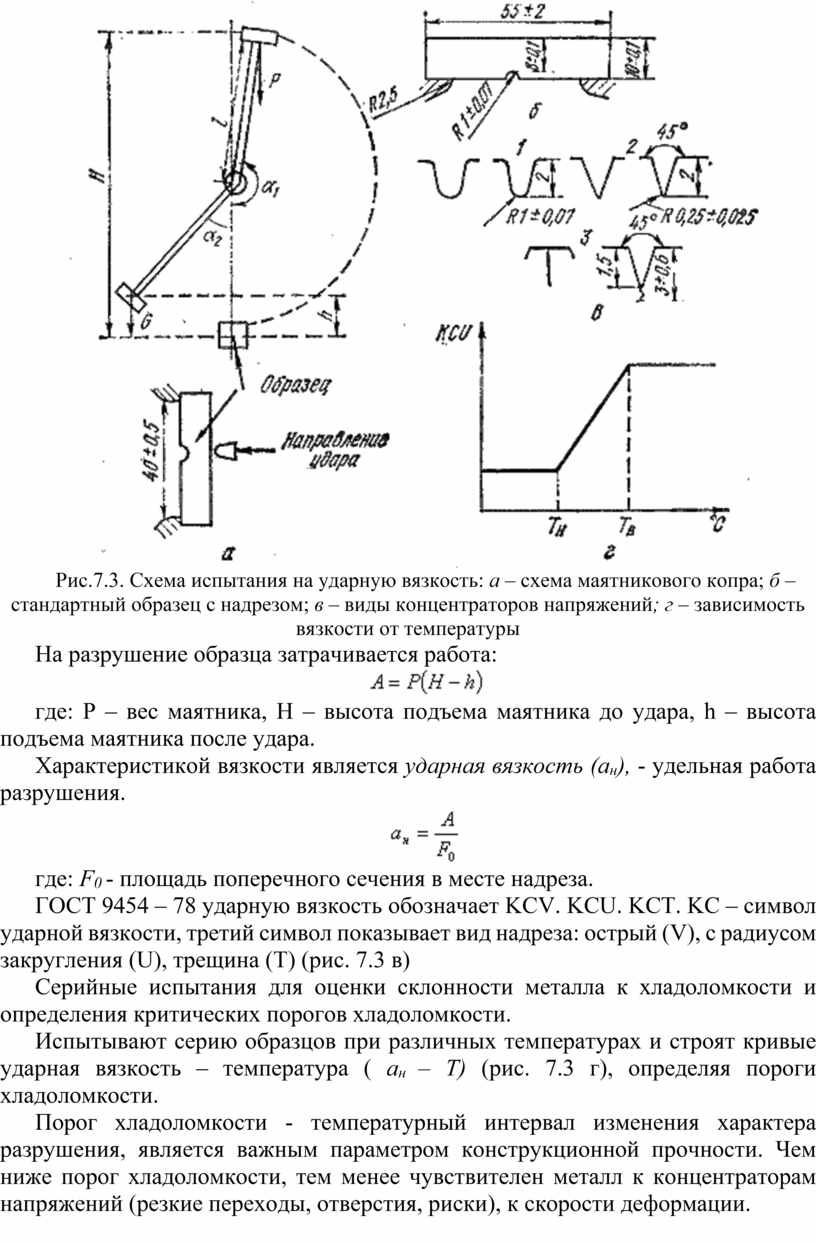
Оценка вязкости по виду излома
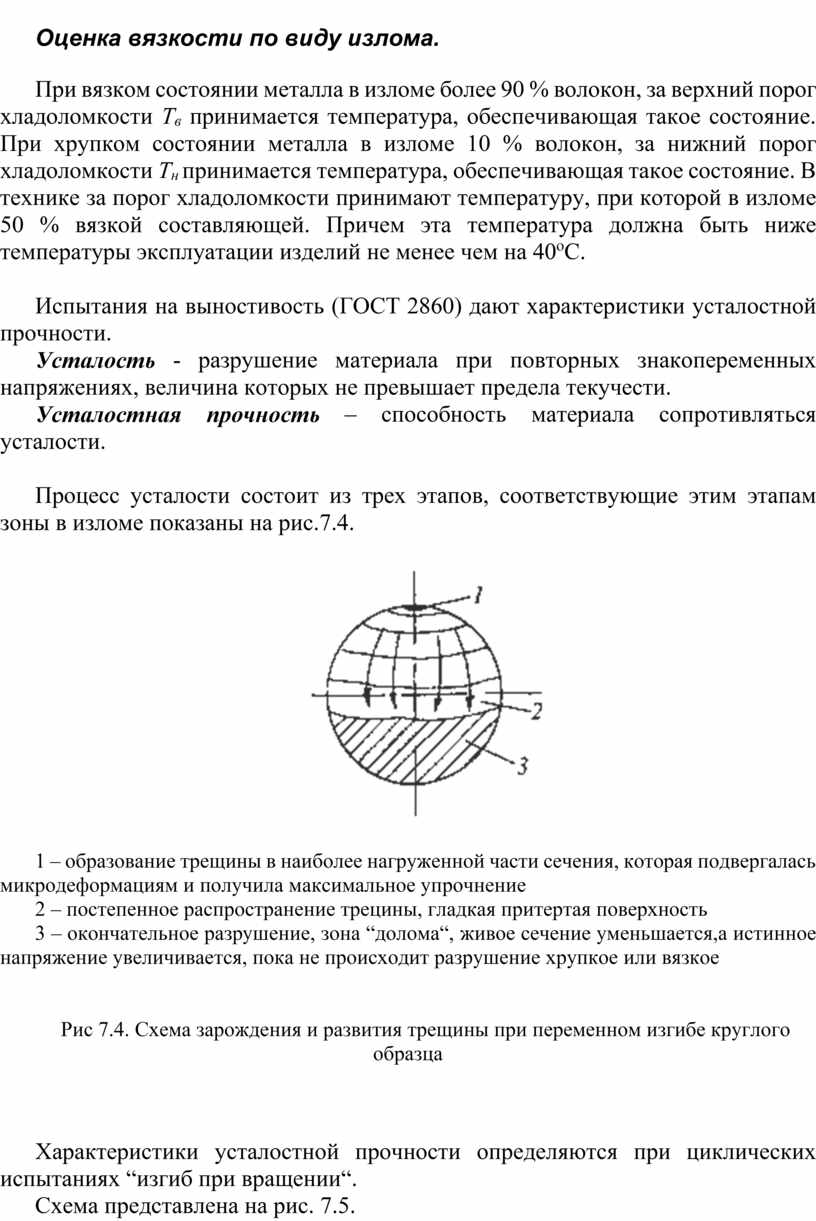
Рис. 7.5. Испытания на усталость (а), кривая усталости (б)
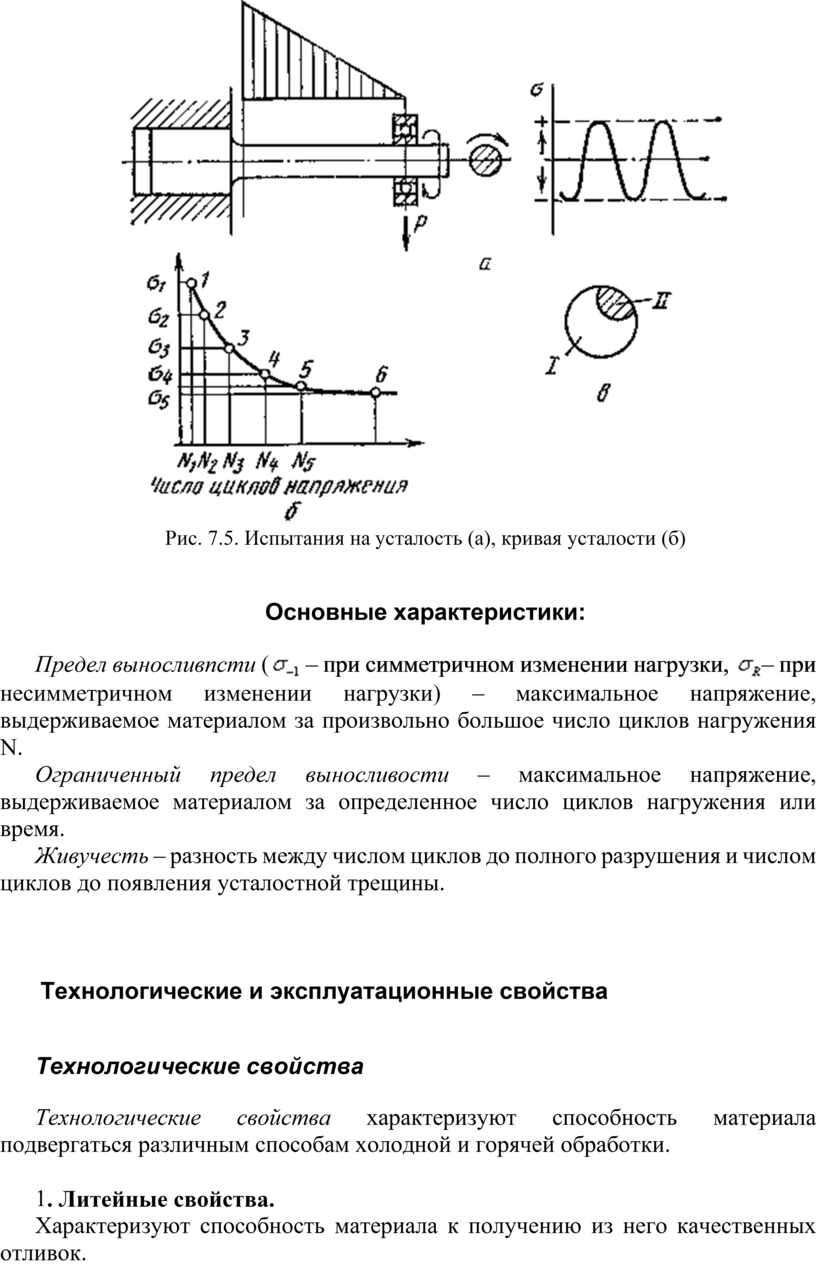
Жидкотекучесть – характеризует способность расплавленного металла заполнять литейную форму
Примеры технологических проб и их назначение
Лекция 4 Основные равновесные диаграммы состояния двойных сплавов
Компоненты – вещества, образующие систему
Рис. 4.1. Схема микроструктуры механической смеси --Сплавы химические соединения образуются между элементами, значительно различающимися по строению и свойствам, если сила взаимодействия между разнородными атомами больше,…
Классификация сплавов твердых растворов
Твердые растворы внедрения образуются внедрением атомов растворенного компонента в поры кристаллической решетки растворителя (рис
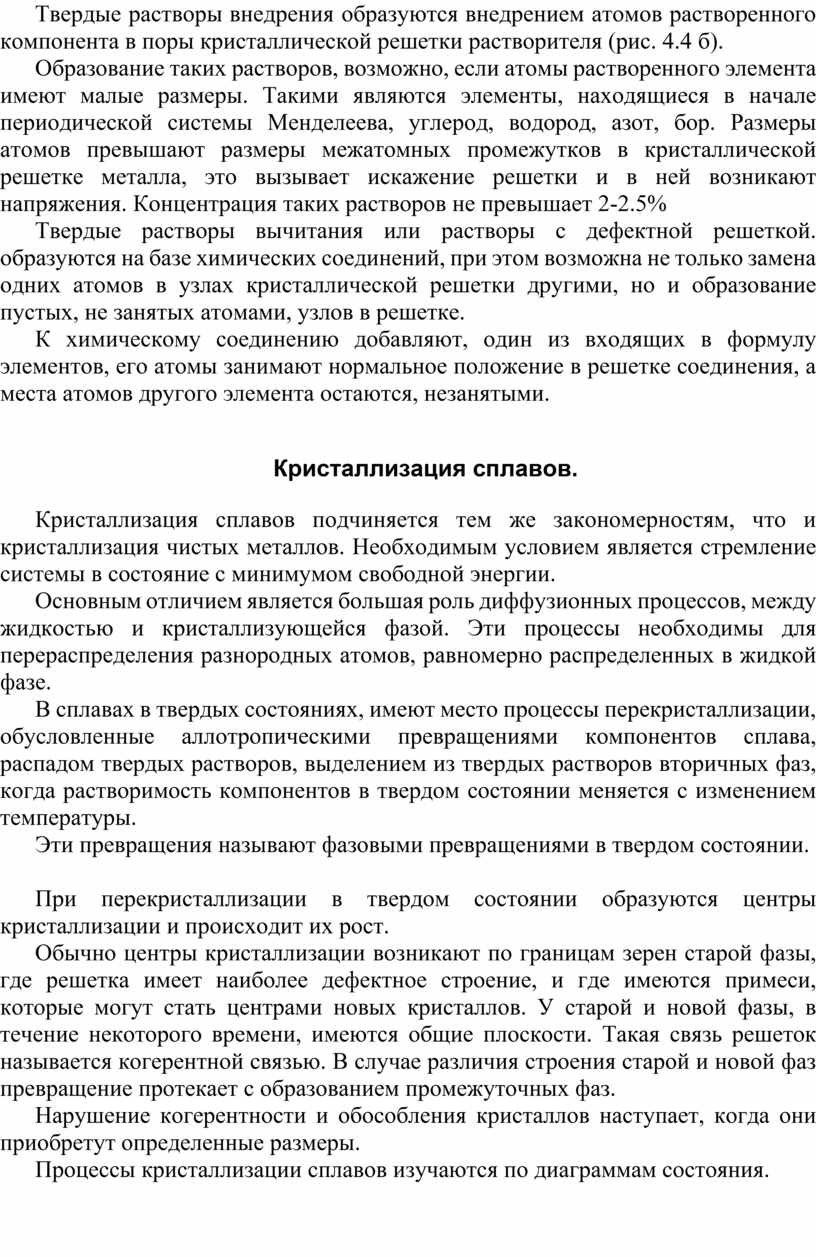
Диаграмма состояния. Диаграмма состояния представляет собой графическое изображение состояния любого сплава изучаемой системы в зависимости от концентрации и температуры (рис
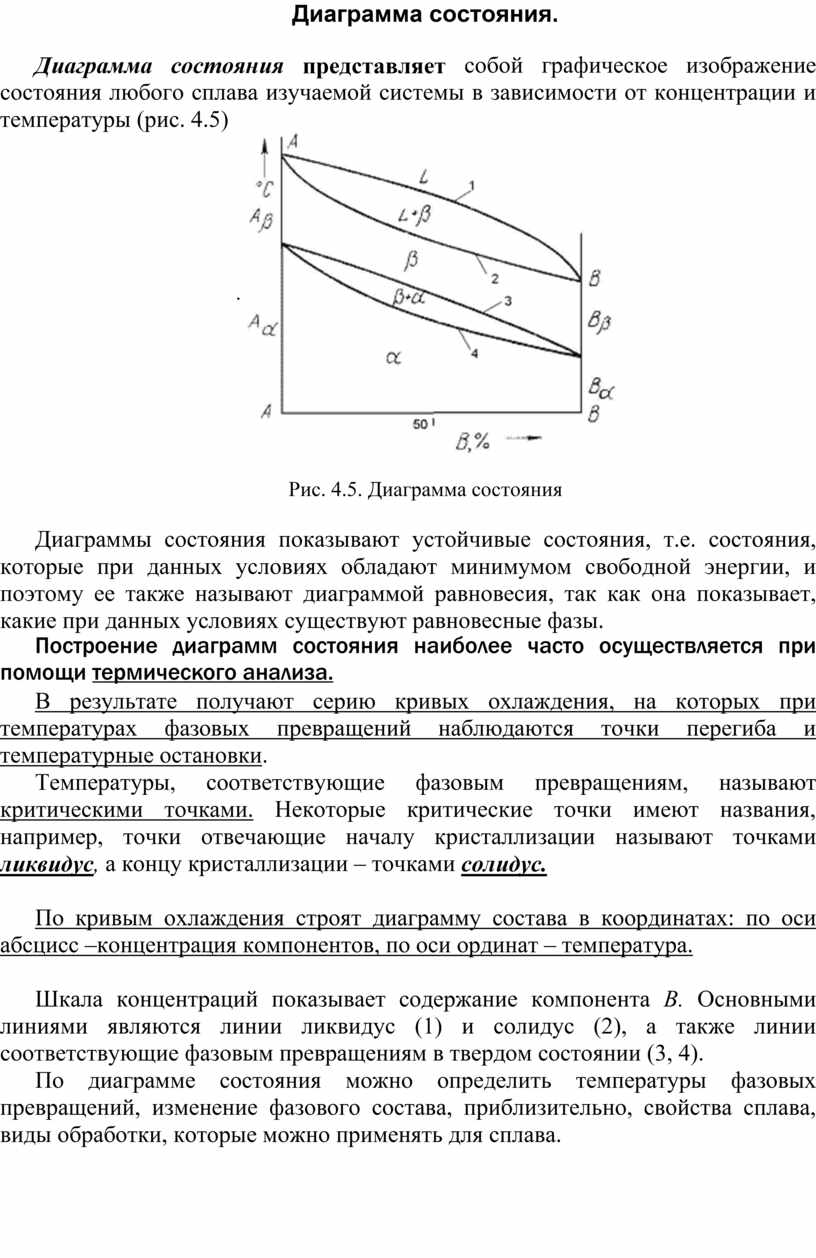
Диаграммы состояния двухкомпонентных сплавов
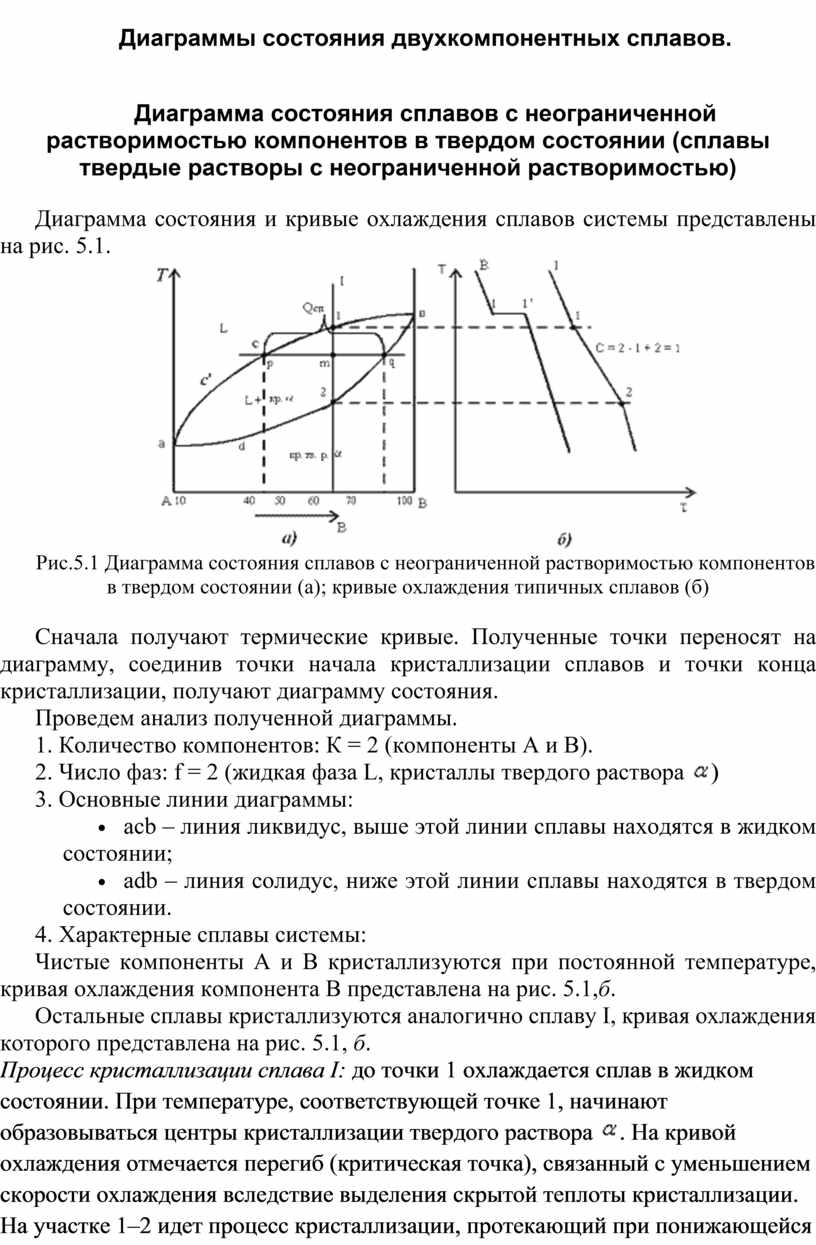
При достижении температуры соответствующей точке 2, сплав затвердевает, при дальнейшем понижении температуры охлаждается сплав в твердом состоянии, состоящий из однородных кристаллов твердого раствора
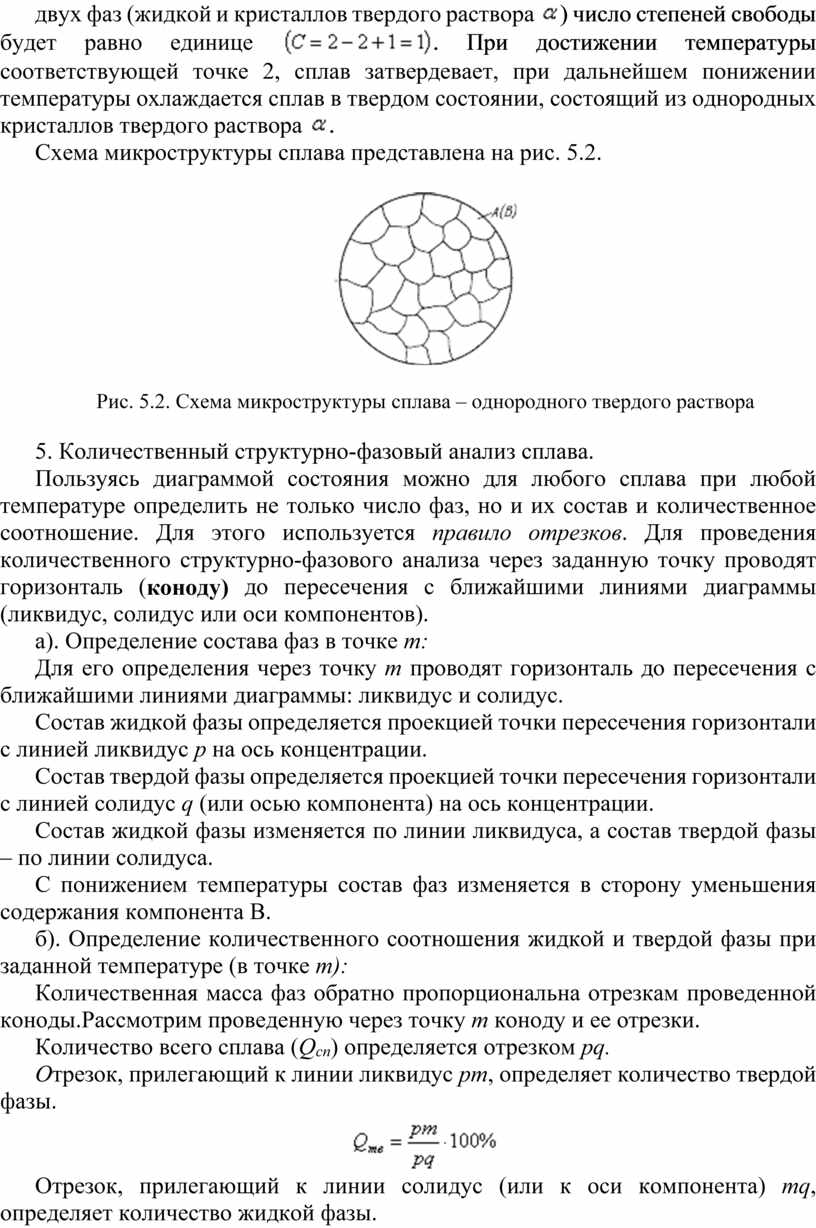
Диаграмма состояния сплавов с отсутствием растворимости компонентов в компонентов в твердом состоянии (механические смеси)
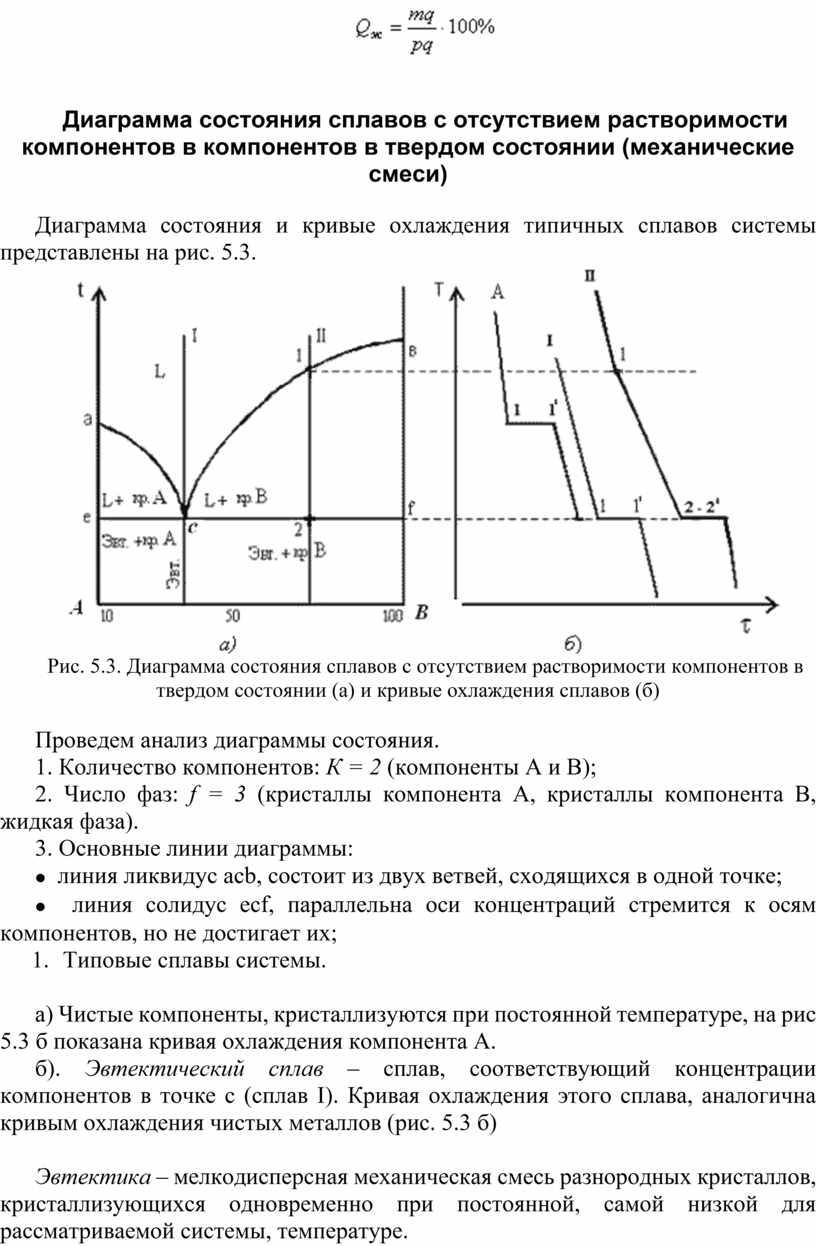
При образовании сплавов механических смесей эвтектика состоит из кристаллов компонентов
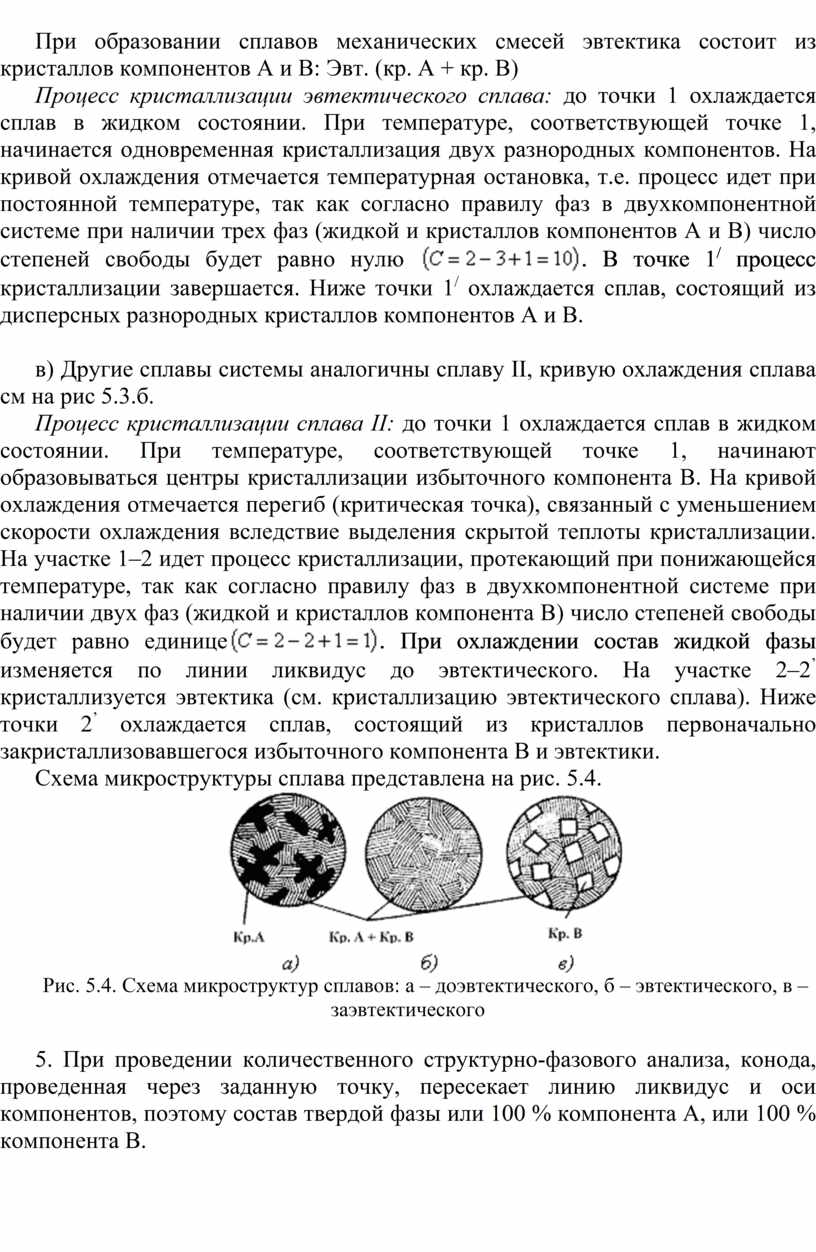
Диаграмма состояния сплавов с ограниченной растворимостью компонентов в твердом состоянии
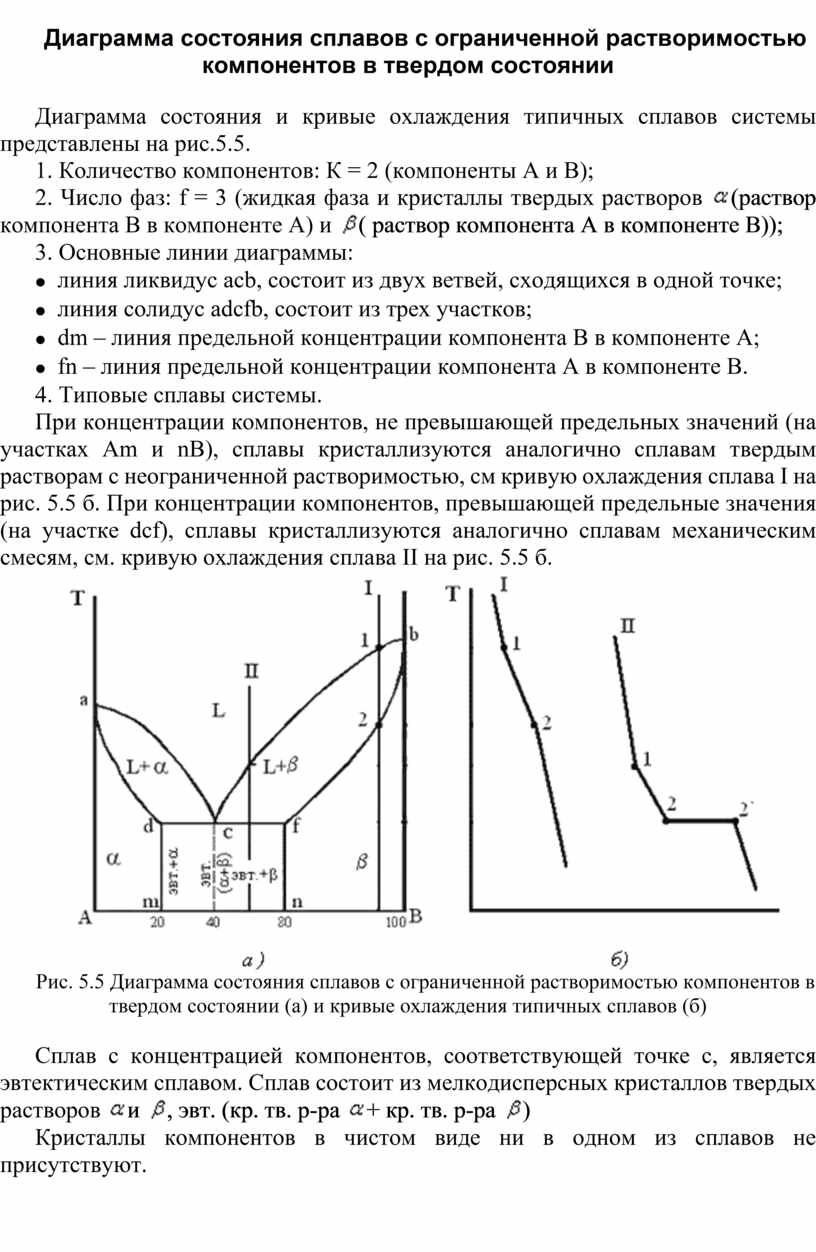
Диаграмма состояния сплавов, компоненты которых образуют химические соединения
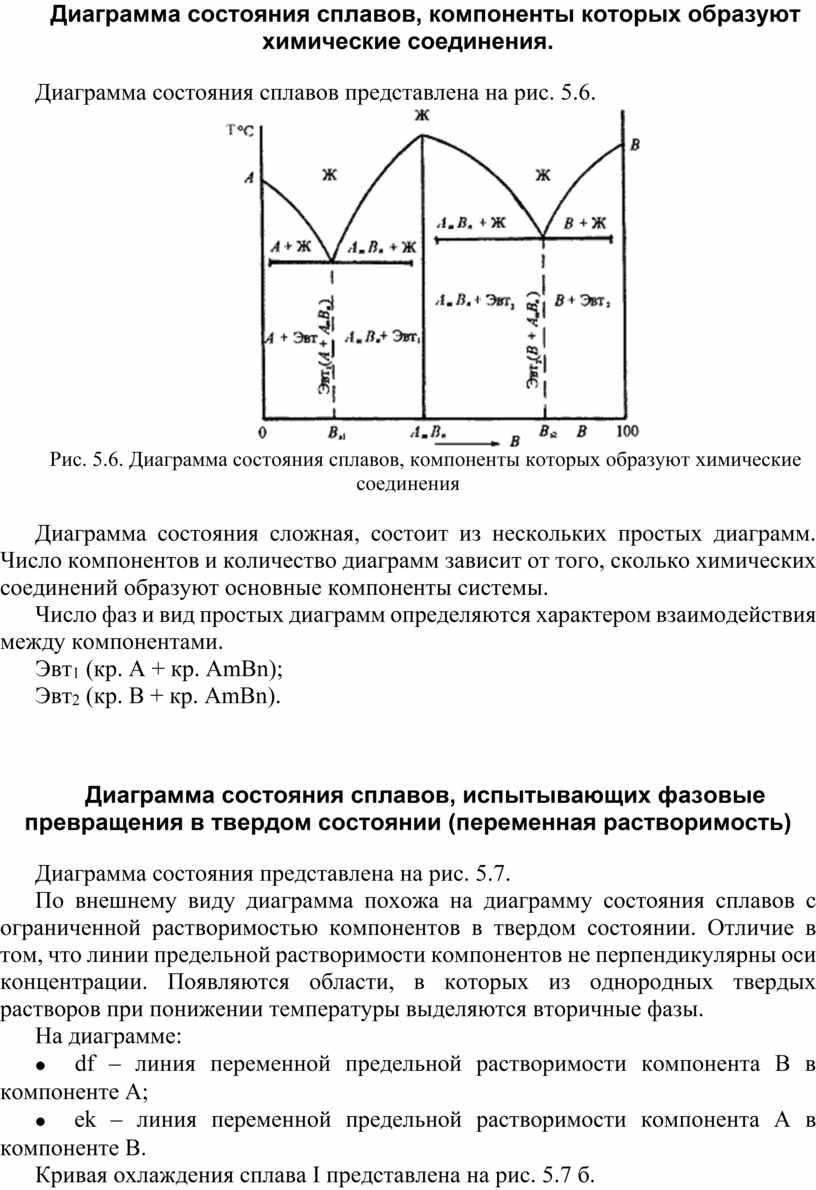
© ООО «Знанио»
С вами с 2009 года.
![]()