Поделиться

СОДЕРЖАНИЕ
|
|
Введение |
3 |
|
1 |
Система планового – предупредительного ремонта оборудования |
5 |
|
2 |
Межремонтное профилактическое обслуживание технологического оборудования |
10 |
|
3 |
Описание видов ремонта |
11 |
|
4 |
Устройство и принцип работы машины |
14 |
|
5 |
Составление графика ППР |
16 |
|
6 |
Расчет основных параметров и подбор электропривода |
17 |
|
7 |
Расчет передачи |
19 |
|
8 |
Расчет фундамента |
25 |
|
9 |
Основные неполадки машины |
26 |
|
10 |
Ремонт машины |
27 |
|
11 |
Монтаж машины |
28 |
|
12 |
Выбор сказки |
29 |
|
13 |
Схема смазки |
31 |
|
|
Список литературы |
33 |
ВВЕДЕНИЕ
Эффективная работа производства предприятия питания зависит не только от того, какое оборудование там установлено, но и от многих других его показателей: соответствия потребностям заведения, профессионального монтажа, удобства в обслуживании, чёткого соблюдения правил эксплуатации, бережного обращения и др. Для того, чтобы максимально облегчить повседневный труд поваров, значительно повысить производительность труда, уменьшить травматизм на рабочем месте на предприятиях питания применяются машины и механизмы, т.е. механическое оборудование. Механическое оборудование, применяемое на предприятиях питания, относится к классу технологических машин, предназначенных для первичной обработки продуктов и приготовления полуфабрикатов. Спрос на механическое оборудование в России постоянно растёт за счёт открытия новых предприятий общественного питания. Устойчивым спросом пользуется очистительное оборудование, предназначенное для удаления с продуктов поверхностного слоя с пониженной пищевой ценностью слоя (кожицы с овощей и фруктов, чешуи с рыбы и др.). Широко используются машины для очистки корнеплодов. Поскольку из овощей, подвергающихся очистке, наибольший удельный вес приходится на картофель, машины для очистки картофеля носят название картофеле очистительных машин (картофелечисток), хотя на них могут очищаться и корнеплоды. На предприятиях питания первичная обработка овощей производится по следующей технологической схеме: сортировка, мытьё, очистка, доочистка и измельчение. Все перечисленные операции, выполняемые в овощных заготовочных цехах, могут быть механизированы, кроме доочистки. Как правило, степень механизации процессов первичной обработки овощей зависит от мощности предприятия. На предприятиях питания малой и средней мощности в овощных цехах устанавливаются картофелечистки периодического действия. Машин для очистки овощей выпускают много, ведь очистка картофеля может производиться термическим, химическим и механическим способами.
Цель проекта является изучение машины для механической очистки сырья МОК-125, выявления неполадок и способов их устранения.
1 СИСТЕМА ПЛАНОВО – ПРЕДУПРЕДИТЕЛЬНОГО РЕМОНТА ОБОРУДОВАНИЯ
Системой планово-предупредительного ремонта технологического оборудования называется совокупность организационных и технических мероприятий по надзору, уходу и всем видам ремонта, проводимого по заранее разработанному плану в целях, обеспечения безотказной работы машин, аппаратов, транспортных устройств, систем инженерного обеспечения, средств автоматического управления и контроля.
Система ППР является основным руководящим и нормативным материалом для работников ремонтных и эксплуатационных служб, осуществляющих планирование, подготовку и проведение планово-предупредительного ремонта оборудования. Применение системы ППР предупреждает прогрессирующий износ оборудования, обеспечивает поддержание его в исправном состоянии, создает необходимые предпосылки для наиболее эффективного использования оборудования.
Главной задачей планово-предупредительного ремонта является удлинение межремонтного срока службы оборудования снижение расходов на его ремонт, повышение качества ремонта.
Система ППР состоит из следующих основных подсистем: межремонтного обслуживания, профилактических осмотров и ремонтов оборудования на основе применения современной технологии ремонта, обеспечивающей высокое качество и долговечность восстанавливаемых деталей узлов, организации снабжения предприятий запасными деталями и узлами, их хранения и учета; разработки нормативов трудоемкости ремонта, простоев оборудования в ремонте, расхода материалов и деталей при ремонте, норм запаса деталей; подбора рабочих чертежей, на детали и узлы; подбора средств механизации ремонтных операций.
Система планово-предупредительного ремонта должна постоянно совершенствоваться с учетом опыта передовых предприятий и достижений новаторов производства.
Эта система включает следующие виды работ по техническому уходу и ремонту оборудования: меж ремонтное обслуживание; профилактические осмотры; текущий ремонт; средний ремонт; капитальный ремонт. Внеплановые работы, вызванные аварией или неудовлетворительной эксплуатацией оборудования, системой не предуcматриваютcя.
Ответственность за общую организацию и проведение мероприятий по ППР на предприятиях возлагается на главного инженера и главного механика предприятия, за эксплуатацию оборудования, организацию и проведение мероприятий по планово-предупредительному ремонту в производственных цехах — на начальников цехов и цеховой персонал в пределах прав и обязанностей, предусмотренных правилами технической эксплуатации и должностными инструкциями.
Межремонтное обслуживание. Эта работа является повседневной и включает наблюдение за выполнением правил технической эксплуатации оборудования, а также своевременное устранение мелких неисправностей и регулирование механизмов. Для обеспечения бесперебойной работы оборудования и его сохранности эксплуатационный и обслуживающий персонал обязан строго выполнять инструкции по уходу за ним и тщательно соблюдать технологический режим работы. Межремонтное обслуживание выполняют во время перерывов в работе без нарушения режимов производства; осуществляют его дежурные слесари-регулировщики, наладчики и производственные рабочие. Контроль за соблюдением правил эксплуатации и межремонтного обслуживания возлагается на начальника цеха, мастера и механика цеха.
Профилактический осмотр. Эта работа выполняется по плану через определенные промежутки времени, установленные для каждой машины (агрегата). Осмотр проводят в целях проверки состояния оборудования устранения мелких неисправностей подлежащих выполнению при очередном плановом ремонте, по установленному графику, не нарушая процесса производства, в технологические перерывы, между сменами и в нерабочее время.
Осмотры выполняет ремонтный персонал производственного цеха с привлечением при необходимости производственных рабочих, обслуживающих оборудование. Результаты осмотра заносят в «Журнал приема-сдачи смены».
Текущий (малый) ремонт. Данная работа представляет собой минимальный по объему вид ремонта, которым обеспечивается нормальная эксплуатация машины (агрегата) до очередного планового ремонта. Во время текущего ремонта устраняют неисправности заменой или восстановлением отдельных узлов (быстроизнашивающийся-деталей), а также выполняют регулировочные работы.
Текущий ремонт производят на месте установки оборудования силами производственного цеха.
Средний ремонт. В процессе работы восстанавливаются эксплуатационные характеристики машины (агрегата) путем ремонта или замены только изношенных или поврежденных узлов. Кроме того, при среднем ремонте обязательно проверяют техническое состояние узлов машин с устранением обнаруженных неисправностей. При среднем ремонте допускается выполнение капитального ремонта отдельных узлов. В объем среднего ремонта входят следующие основные работы:
ремонт отдельных узлов с заменой деталей, имеющих износ, превышающий допускаемый по техническим условиям или нормам;
проверка всех механизмов (агрегата) с частичной его разборкой; проверка и замена изношенных тросов, цепей, ремней, фрикционных лент и т. д.;
чистка всех подшипников, плановая замена шариковых роликовых подшипников и подшипников скольжения;
проверка и промывка редукторов;
зачистка поврежденных поверхностей, удаление забоин и заусенцев;
проверка 'И смена изношенных прокладок, уплотнений, крепежных деталей; окраска при необходимости отдельных составных частей машины;
сборка машины (агрегата), проверка крепления узлов и механизмов, регулирование и опробование на ходу.
Средний ремонт оборудования производят на месте его установки без демонтажа машин силами ремонтного персонала производственного цеха с при
влечением ремонтно-механического- цеха под руководством цехового механика, который несет ответственность за все работы. В отдельных случаях, когда средним ремонт выполняется полностью силами РММ (ремонтно-механического цеха), ответственность за проведение ремонта возлагается на главного механика предприятия.
Капитальный ремонт. Этот вид работ заключается в полно» разборке и
дефектации машины (агрегата), замене всех износившихся узлов и деталей, в том числе и базовых. При капитальном ремонте размеры допусков и посадок сопряженных деталей и узлов доводят до соответствия с техническими условиями, обновляют внешний вид оборудования. Таким образом восстанавливают первоначальные паспортные характеристики оборудования.
В объем капитального ремонта входят следующие основные технологические операции: замена всех износившихся узлов и деталей или реставрация их с доведением до размеров, установленных техническими условиями (начальные допуски и посадки принимают не по фактическому обмеру, а по чертежам и техническим условиям); тщательная выверка, центровка и балансировка узлов и деталей оборудования; выверка станины или рамы машины с ремонтом (при необходимости) фундаментов; проверка, чистка и ремонт трубопроводов с запорный-регулирующей арматурой и воздуховодов; отладка и регулирование или замена всех приборов автоматического управления и контроля; окраска отдельных частей или всей машины при необходимости; комплексная проверка, регулирование и испытание. Руководство работами по капитальному ремонту осуществляет главный механик предприятия. При капитальном ремонте, кроме того, выполняют работы по модернизации машины, определяемые планом модернизации. Модернизацию оборудования осуществляют в целях улучшения эксплуатационных характеристик, технического усовершенствования оборудования или решения технологических задач производства.
Модернизация оборудования не входит в систему работ, предусмотренных ППР, однако она сочетается с проведением среднего и капитального ремонтов. До решения вопросов о модернизации оборудования определяют экономическую эффективность,
техническую целесообразность и направление модернизации. Ответственность за модернизацию оборудования несет главный механик предприятия. Модернизацию оборудования проводят но утвержденной главным инженером предприятия технической документации, которая разрабатывается специализированными конструкторскими организациями или КБ предприятий. Документацию согласовывают с организацией, проектирующей оборудование, подлежащее модернизации, заводом-изготовителем или научно-исследовательским институтом соответствующей отрасли промышленности.
2 МЕЖРЕМОНТНОЕ ПРОФИЛАКТИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Межремонтным профилактическим обслуживанием называется технический уход за оборудованием, который осуществляется в межремонтный период, т. е. период работы оборудования между двумя ближайшими плановыми капитальными ремонтами или между вводом в эксплуатацию оборудования и первым капитальным ремонтом.
Межремонтное профилактическое обслуживание оборудования осуществляется силами обслуживающего персонала предприятия. К обслуживающему персоналу относятся дежурные слесари, электрики, теплотехники, работники КИП, а также рабочие (или бригада рабочих), за которыми закреплено оборудование. Обслуживающий персонал отвечает за правильное ведение работ по межремонтному профилактическому обслуживанию.
В перечень основных работ по межремонтному профилактическому обслуживанию оборудования входят: наблюдение за техническим состоянием оборудования путем его осмотра; обтирка, промывка, чистка оборудования и содержание в чистоте рабочего места; периодическая проверка смазочных устройств и смазка оборудования; наблюдение за состоянием подшипников, работой КИП и автоблокировки; контроль за натяжением и состоянием приводных ремней, тросов, цепей, особенно в местах их соединения и крепления; проверка состояния болтовых, шпоночных и клиновых соединений, наличия и исправности защитных устройств; контроль за стыковыми и сальниковыми уплотнениями, действием тормозов и приспособлений для аварийной остановки машин; устранение мелких неисправностей и дефектов, выявленных в процессе работы смены.
3 ОПИСАНИЯ ВИДОВ РЕМОНТА
Существуют три вида ремонта: текущий, средний, капитальный.
Текущий (малый) ремонт. Данная работа представляет собой минимальный по объему вид ремонта, которым обеспечивается нормальная эксплуатация машины (агрегата) до очередного планового ремонта. Во время текущего ремонта устраняют неисправности заменой или восстановлением отдельных узлов (быстроизнашивающихся деталей), а также выполняют регулировочные работы. Текущии ремонт производят на месте установки оборудования силами производственного цеха. Руководство текущим ремонтом осуществляет механик цеха, который отвечает за своевременность и качество ремонтных работ.
Средний ремонт. В процессе работы восстанавливаются эксплуатационные характеристики машины (агрегата) путем ремонта или замены только изношенных или поврежденных узлов. Кроме того, при среднем ремонте обязательно проверяют техническое состояние узлов машин с устранением обнаруженных неисправностей. При среднем ремонте допускается выполнение капитального ремонта отдельных узлов.
В объем среднего ремонта входят следующие основные работы:
ремонт отдельных узлов с заменой деталей, имеющих износ, превышающий допускаемый по техническим условиям или нормам;
проверка всех механизмов (агрегата) с частичной его разборкой;
проверка и замена изношенных тросов, цепей, ремней, фрикционных лент и т. д.;
чистка всех подшипников, плановая замена шариковых роликовых подшипников и подшипников скольжения;
проверка и промывка редукторов;
зачистка поврежденных поверхностей, удаление забоин и заусенцев;
проверка и смена изношенных прокладок, уплотнений, крепежных деталей; окраска при необходимости отдельных составных частей машины;
сборка машины (агрегата), проверка крепления узлов и механизмов, регулирование и опробование на ходу.
Средний ремонт оборудования производят на месте его установки без демонтажа машин силами ремонтного персонала производственного цеха с привлечением ремонтно-механического- цеха под руководством цехового механика, который несет ответственность за все работы. В отдельных случаях, когда средним ремонт выполняется полностью силами РММ (ремонтно-механического цеха), ответственность за проведение ремонта возлагается на главного механика предприятия.
Капитальный ремонт. Этот вид работ заключается в полно» разборке и дефектации машины (агрегата), замене всех износившихся узлов и деталей, в том числе и базовых. При капитальном ремонте размеры допусков и посадок сопряженных деталей и узлов доводят до соответствия с техническими условиями, обновляют внешний вид оборудования. Таким образом восстанавливают первоначальные паспортные характеристики оборудования. В объем капитального ремонта входят следующие основные технологические операции: замена всех износившихся узлов и деталей или реставрация их с доведением до размеров, установленных техническими условиями (начальные допуски и посадки принимают не по фактическому обмеру, а по чертежам и техническим условиям); тщательная выверка, центровка и балансировка узлов и деталей оборудования; выверка станины или рамы машины с ремонтом (при необходимости) фундаментов; проверка, чистка и ремонт трубопроводов с запорно-регули- руюшей арматурой и воздуховодов; отладка и регулирование или замена всех приборов автоматического управления и контроля; окраска отдельных частей или всей машины при необходимости; комплексная проверка, регулирование и испытание. Руководство работами по капитальному ремонту осуществляет главный механик предприятия. При капитальном ремонте, кроме того, выполняют работы по модернизации машины, определяемые планом модернизации.
Модернизацию оборудования осуществляют в целях улучшения эксплуатационных характеристик, технического усовершенствования оборудования или решения технологических задач
производства. Модернизация оборудования не входит в систему работ, предусмотренных ППР, однако она сочетается с проведением среднего и капитального ремонтов. До решения вопросов о модернизации оборудования определяют экономическую эффективность, техническую целесообразность и направление модернизации. Ответственность за модернизацию оборудования несет главный механик предприятия. Модернизацию оборудования проводят но утвержденной главным инженером предприятия технической документации, которая разрабатывается специализированными конструкторскими организациями или КБ предприятий. Документацию согласовывают с организацией, проектирующей оборудование, подлежащее модернизации, завода изготовителем или научно-исследовательским институтом соответствующей отрасли промышленности.
4 УСТРОЙСТВО И ПРИНЦЕП РАБОТЫ МАШИНЫ
Машина МОК-125 периодического действия предназначена для механической очистки картофеля, моркови и других корнеплодов от кожуры. Основными узлами машины являются: корпус, рабочая камера с абразивным диском , а так же загрузочные и разгрузочные воронки, вал приводной и пульт управления.
Сущность механического способа состоит в том, что наружный покров картофеля сдирается о шероховатую поверхность рабочего органа и стенки рабочей камеры машины. При этом между поверхностью клубня, шероховатой поверхностью рабочего инструмента и стенками рабочей камеры должно быть относительное движение. Одновременно клубень должен прижиматься к шероховатой поверхности с определенным усилием, так чтобы частички шероховатой поверхности могли углубиться в клубень и при дальнейшем его движении производить сдирание кусочков поверхности клубня. Во время очистки в рабочую камеру подаётся вода, которая смывает отделенные частички кожуры с шероховатой поверхности и очищаемых клубней и выносит их из рабочей камеры машины. Шероховатая поверхность картофелечисток выполняется из абразивной массы, состоящей из мелкозернистого карбида кремния и связующих - смолы и алебастра. Равномерность очистки будет зависеть от равномерности соприкосновения всей поверхности клубня с шероховатыми рабочими поверхностями машины, а также от интенсивности прижатия клубня к этим поверхностям и скорости относительного движения между ними. В то же время слишком сильное воздействие клубней на поверхности рабочего органа и стенки рабочей камеры приводит к повреждению клубней. Из таких клубней вымываются крахмальные зёрна, они быстро темнеют после обработки и их консистенция становится более мягкой. Вот это как раз и является существенным недостатком механического способа очистки.
Картофеле очистительную машину включают в электрическую сеть с помощью магнитного пускателя. Мощность, потребляемую электродвигателем, определяют по показаниям амперметра и вольтметра или ваттметра, включенных в электрическую цепь машины.
Частоту вращения очистительного диска измеряют тахометром при включенной машине и снятых очистительном вращающемся рабочем органе и крышке рабочей камеры.
Перед началом работы проводят осмотр рабочей камеры машины и ее привода. Убедиться в наличии заземления и в отсутствии посторонних предметов в рабочей камере. Установление рабочий инструмент на конической части приводного вала и закрепляют с помощью гайки. Убедиться в правильности установки диска путём проворачивания его от руки.
Машина подключается к водопроводу, на подводящей трубе которого устанавливается вентиль, регулирующий подачу воды в картофеле очистительную машину. Слив воды и отходов в процессе очистки осуществляют через сливное отверстие в специальный мерный бачок, снабженный водомерным стеклом и тарированной шкалой (цена деления 0,1 кг). В дно мерного бачка вмонтирован патрубок с краном, который служит для периодического слива воды и отходов в канализацию. Очищенный продукт собирают в емкость, установленную рядом с разгрузочным отверстием.
5 СОСТАВЛЕНИЕ ГРАФИКА ППР
Составить график ППР для оборудования I класса сложности, при работе оборудования в две смены.
Разрез ремонтного цикла – I
Продолжительность ремонтного цикла Tц= 6 месяцев
Межремонтный период Тр= 2 месяцев
Межосмотровой период То=1 месяц
От июля месяца, когда был последний ремонт откладывается число месяцев равное межремонтному периоду (в данном случае 2) до ближайшего среднего ремонта, и в сентябре ставят средний ремонт. Аналогично на ноябрь ставят текущий ремонт, а в промежуточные месяцы осмотры.
Т-О-С-О-Т-О-К
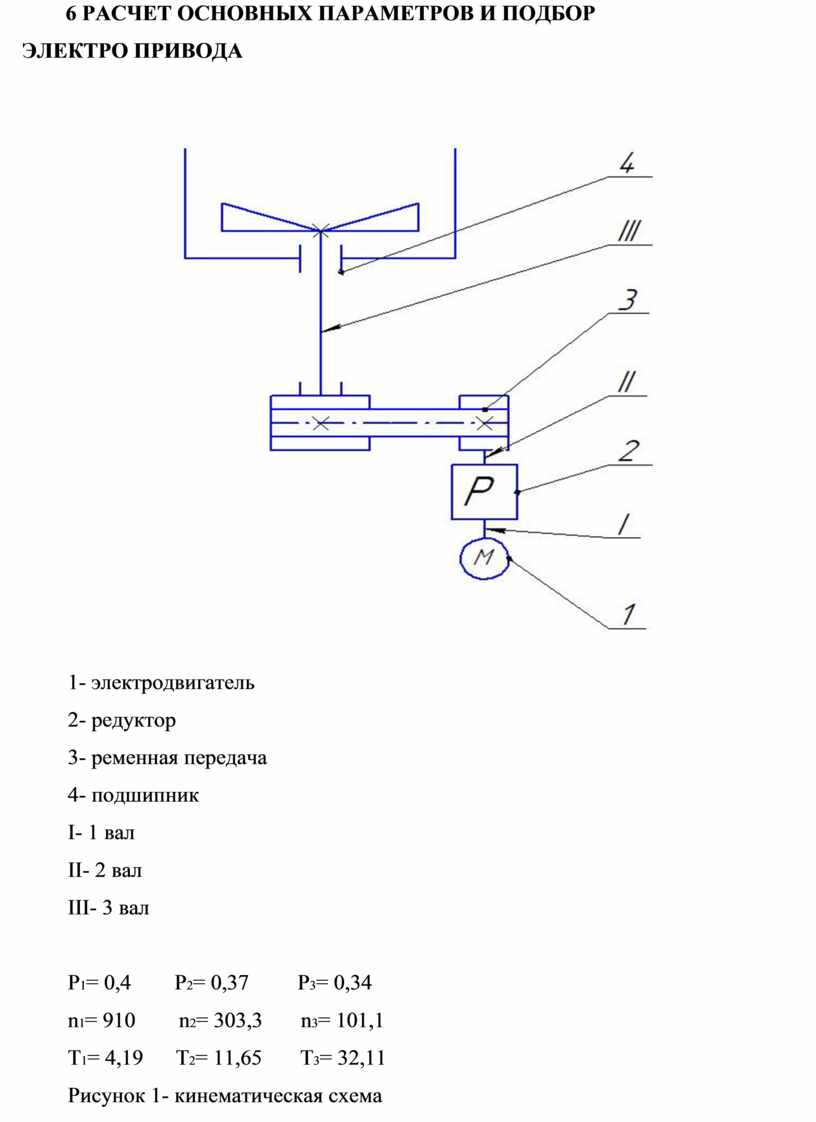
6 РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ И ПОДБОР
ЭЛЕКТРО ПРИВОДА
|
|
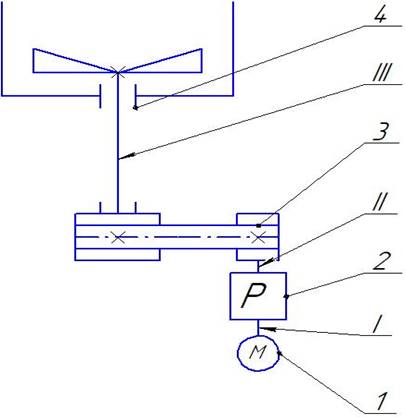
1- электродвигатель
2- редуктор
3- ременная передача
4- подшипник
I- 1 вал
II- 2 вал
III- 3 вал
P1= 0,4 P2= 0,37 Р3= 0,34
n1= 910 n2= 303,3 n3= 101,1
T1= 4,19 T2= 11,65 Т3= 32,11
Рисунок 1- кинематическая схема
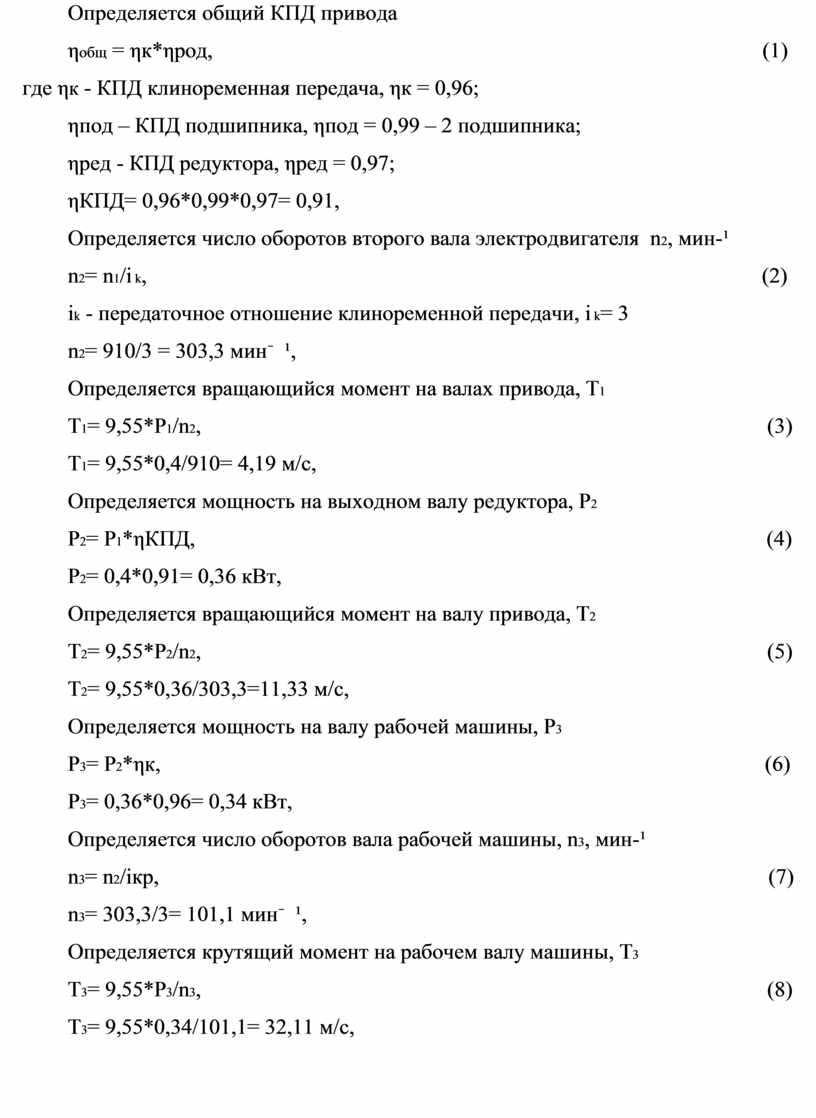
Определяется общий КПД привода
ηобщ = ηк*ηрод, (1)
где ηк - КПД клиноременная передача, ηк = 0,96;
ηпод – КПД подшипника, ηпод = 0,99 – 2 подшипника;
ηред - КПД редуктора, ηред = 0,97;
ηКПД= 0,96*0,99*0,97= 0,91,
Определяется число оборотов второго вала электродвигателя n2, мин-¹
n2= n1/i k, (2)
ik - передаточное отношение клиноременной передачи, i k= 3
n2= 910/3 = 303,3 мин⁻¹,
Определяется вращающийся момент на валах привода, T1
T1= 9,55*Р1/n2, (3)
T1= 9,55*0,4/910= 4,19 м/c,
Определяется мощность на выходном валу редуктора, Р2
Р2= Р1*ηКПД, (4)
Р2= 0,4*0,91= 0,36 кВт,
Определяется вращающийся момент на валу привода, Т2
Т2= 9,55*Р2/n2, (5)
Т2= 9,55*0,36/303,3=11,33 м/c,
Определяется мощность на валу рабочей машины, Р3
Р3= Р2*ηк, (6)
Р3= 0,36*0,96= 0,34 кВт,
Определяется число оборотов вала рабочей машины, n3, мин-¹
n3= n2/iкр, (7)
n3= 303,3/3= 101,1 мин⁻¹,
Определяется крутящий момент на рабочем валу машины, Т3
Т3= 9,55*Р3/n3, (8)
Т3= 9,55*0,34/101,1= 32,11 м/c,
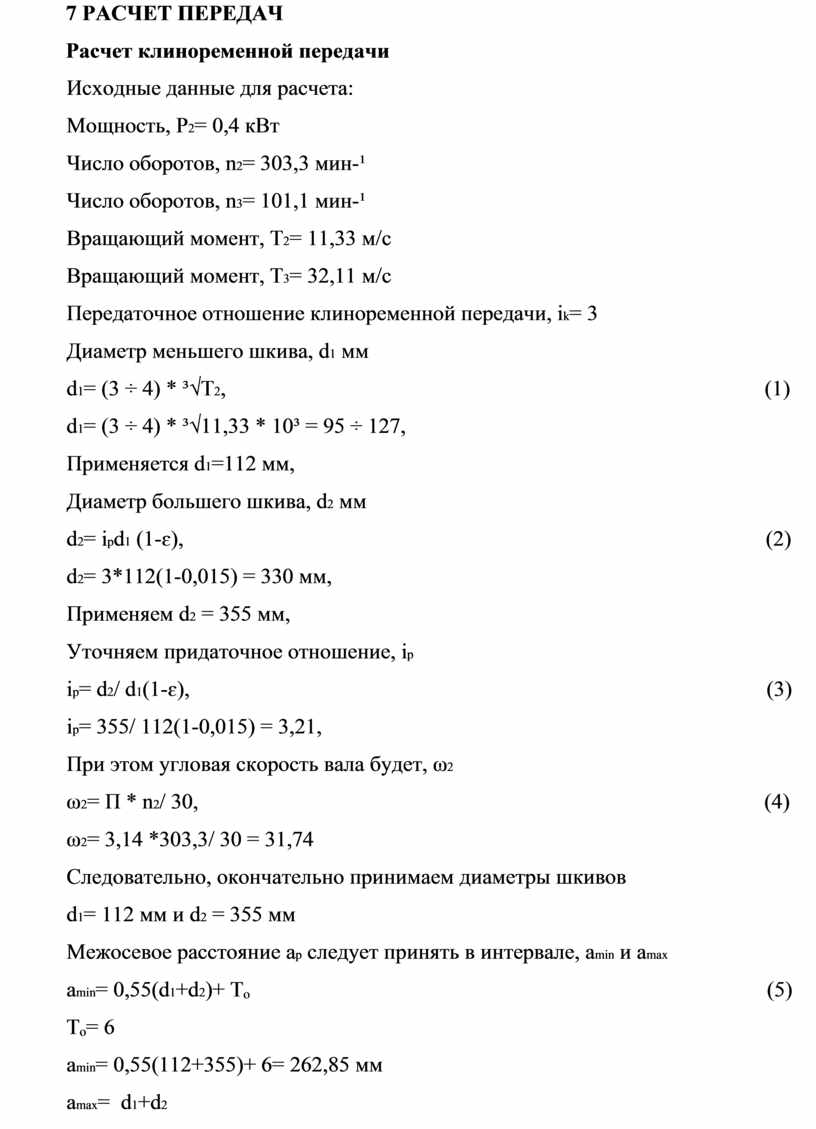
7 РАСЧЕТ ПЕРЕДАЧ
Расчет клиноременной передачи
Исходные данные для расчета:
Мощность, Р2= 0,4 кВт
Число оборотов, n2= 303,3 мин-¹
Число оборотов, n3= 101,1 мин-¹
Вращающий момент, Т2= 11,33 м/с
Вращающий момент, Т3= 32,11 м/c
Передаточное отношение клиноременной передачи, ik= 3
Диаметр меньшего шкива, d1 мм
d1= (3 ÷ 4) * ³√Т2, (1)
d1= (3 ÷ 4) * ³√11,33 * 10³ = 95 ÷ 127,
Применяется d1=112 мм,
Диаметр большего шкива, d2 мм
d2= ipd1 (1-ɛ), (2)
d2= 3*112(1-0,015) = 330 мм,
Применяем d2 = 355 мм,
Уточняем придаточное отношение, ip
ip= d2/ d1(1-ɛ), (3)
ip= 355/ 112(1-0,015) = 3,21,
При этом угловая скорость вала будет, ω2
ω2= П * n2/ 30, (4)
ω2= 3,14 *303,3/ 30 = 31,74
Следовательно, окончательно принимаем диаметры шкивов
d1= 112 мм и d2 = 355 мм
Межосевое расстояние ap следует принять в интервале, amin и amax
amin= 0,55(d1+d2)+ Tₒ (5)
Tₒ= 6
amin= 0,55(112+355)+ 6= 262,85 мм
amax= d1+d2
amax= 112+355 мм
Принимаем предварительно близкое значение
ap= 500 мм
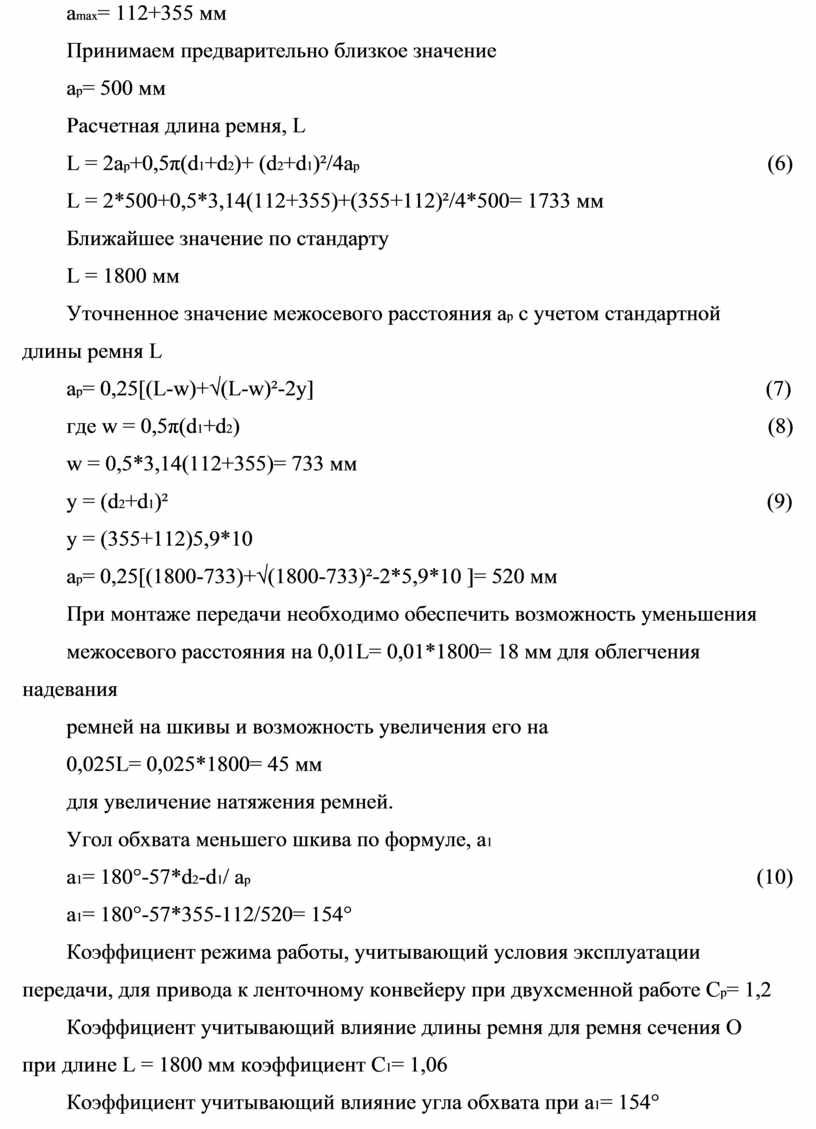
Расчетная длина ремня, L
L = 2ap+0,5π(d1+d2)+ (d2+d1)²/4ap (6)
L = 2*500+0,5*3,14(112+355)+(355+112)²/4*500= 1733 мм
Ближайшее значение по стандарту
L = 1800 мм
Уточненное значение межосевого расстояния ap с учетом стандартной
длины ремня L
ap= 0,25[(L-w)+√(L-w)²-2y] (7)
где w = 0,5π(d1+d2) (8)
w = 0,5*3,14(112+355)= 733 мм
y = (d2+d1)² (9)
y = (355+112)5,9*10
ap= 0,25[(1800-733)+√(1800-733)²-2*5,9*10 ]= 520 мм
При монтаже передачи необходимо обеспечить возможность уменьшения
межосевого расстояния на 0,01L= 0,01*1800= 18 мм для облегчения
надевания
ремней на шкивы и возможность увеличения его на
0,025L= 0,025*1800= 45 мм
для увеличение натяжения ремней.
Угол обхвата меньшего шкива по формуле, a1
a1= 180°-57*d2-d1/ ap (10)
a1= 180°-57*355-112/520= 154°
Коэффициент режима работы, учитывающий условия эксплуатации передачи, для привода к ленточному конвейеру при двухсменной работе Сp= 1,2
Коэффициент учитывающий влияние длины ремня для ремня сечения О
при длине L = 1800 мм коэффициент С1= 1,06
Коэффициент учитывающий влияние угла обхвата при a1= 154°
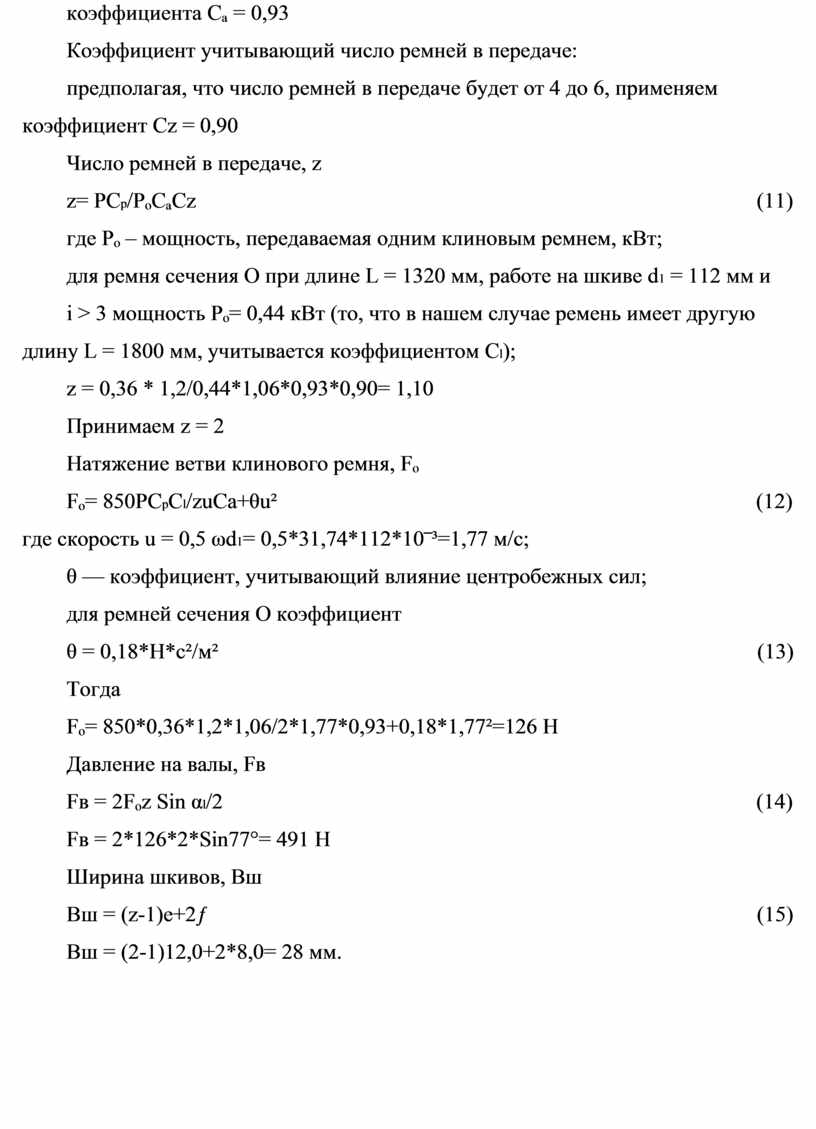
коэффициента Сₐ = 0,93
Коэффициент учитывающий число ремней в передаче:
предполагая, что число ремней в передаче будет от 4 до 6, применяем коэффициент Сz = 0,90
Число ремней в передаче, z
z= PСp/PₒСₐСz (11)
где Pₒ – мощность, передаваемая одним клиновым ремнем, кВт;
для ремня сечения О при длине L = 1320 мм, работе на шкиве d1 = 112 мм и
i > 3 мощность Pₒ= 0,44 кВт (то, что в нашем случае ремень имеет другую длину L = 1800 мм, учитывается коэффициентом Сl);
z = 0,36 * 1,2/0,44*1,06*0,93*0,90= 1,10
Принимаем z = 2
Натяжение ветви клинового ремня, Fₒ
Fₒ= 850PСpСl/zuCa+θu² (12)
где скорость u = 0,5 ωd1= 0,5*31,74*112*10‾³=1,77 м/с;
θ — коэффициент, учитывающий влияние центробежных сил;
для ремней сечения О коэффициент
θ = 0,18*H*c²/м² (13)
Тогда
Fₒ= 850*0,36*1,2*1,06/2*1,77*0,93+0,18*1,77²=126 H
Давление на валы, Fв
Fв = 2Fₒz Sin αl/2 (14)
Fв = 2*126*2*Sin77°= 491 H
Ширина шкивов, Вш
Вш = (z-1)e+2ƒ (15)
Вш = (2-1)12,0+2*8,0= 28 мм.
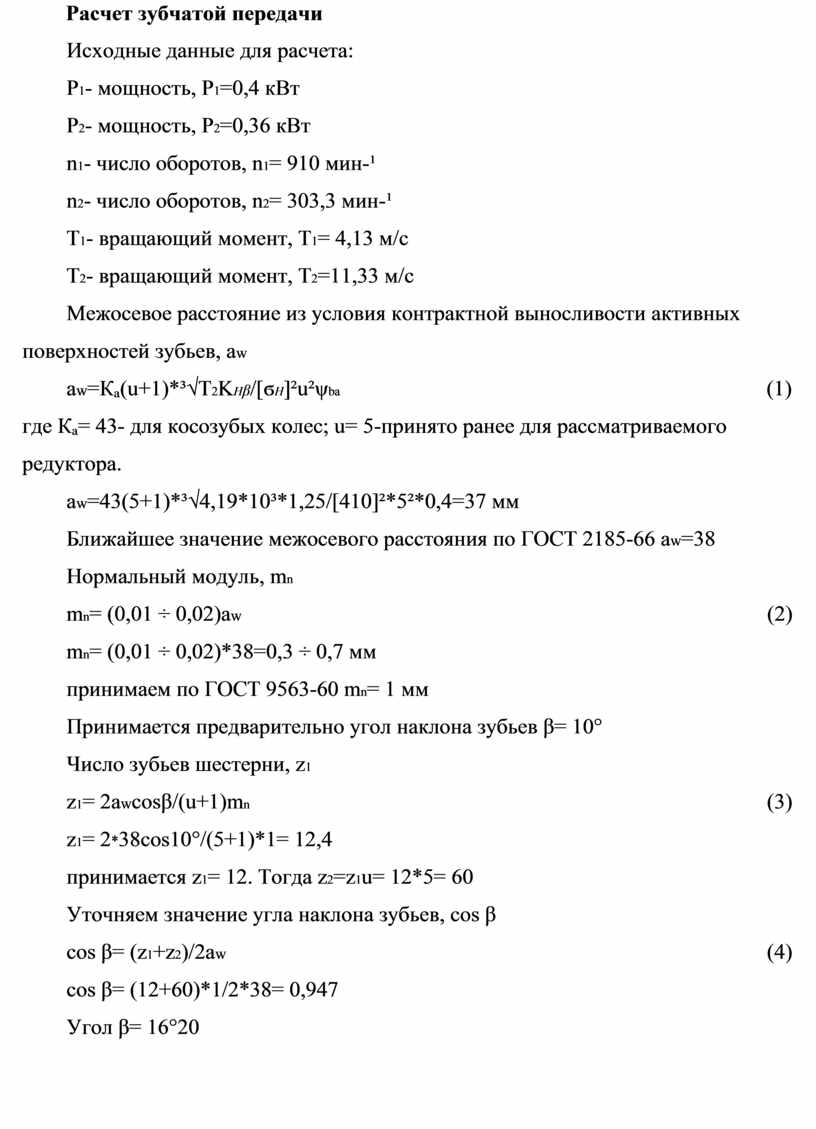
Расчет зубчатой передачи
Исходные данные для расчета:
Р1- мощность, Р1=0,4 кВт
Р2- мощность, Р2=0,36 кВт
n1- число оборотов, n1= 910 мин-¹
n2- число оборотов, n2= 303,3 мин-¹
T1- вращающий момент, T1= 4,13 м/c
T2- вращающий момент, T2=11,33 м/c
Межосевое расстояние из условия контрактной выносливости активных
поверхностей зубьев, аw
аw=Кₐ(u+1)*³√T2KHβ/[ϭH]²u²ψba (1)
где Кₐ= 43- для косозубых колес; u= 5-принято ранее для рассматриваемого
редуктора.
аw=43(5+1)*³√4,19*10³*1,25/[410]²*5²*0,4=37 мм
Ближайшее значение межосевого расстояния по ГОСТ 2185-66 аw=38
Нормальный модуль, mn
mn= (0,01 ÷ 0,02)аw (2)
mn= (0,01 ÷ 0,02)*38=0,3 ÷ 0,7 мм
принимаем по ГОСТ 9563-60 mn= 1 мм
Принимается предварительно угол наклона зубьев β= 10°
Число зубьев шестерни, z1
z1= 2аwcosβ/(u+1)mn (3)
z1= 2*38cos10°/(5+1)*1= 12,4
принимается z1= 12. Тогда z2=z1u= 12*5= 60
Уточняем значение угла наклона зубьев, cos β
cos β= (z1+z2)/2аw (4)
cos β= (12+60)*1/2*38= 0,947
Угол β= 16°20
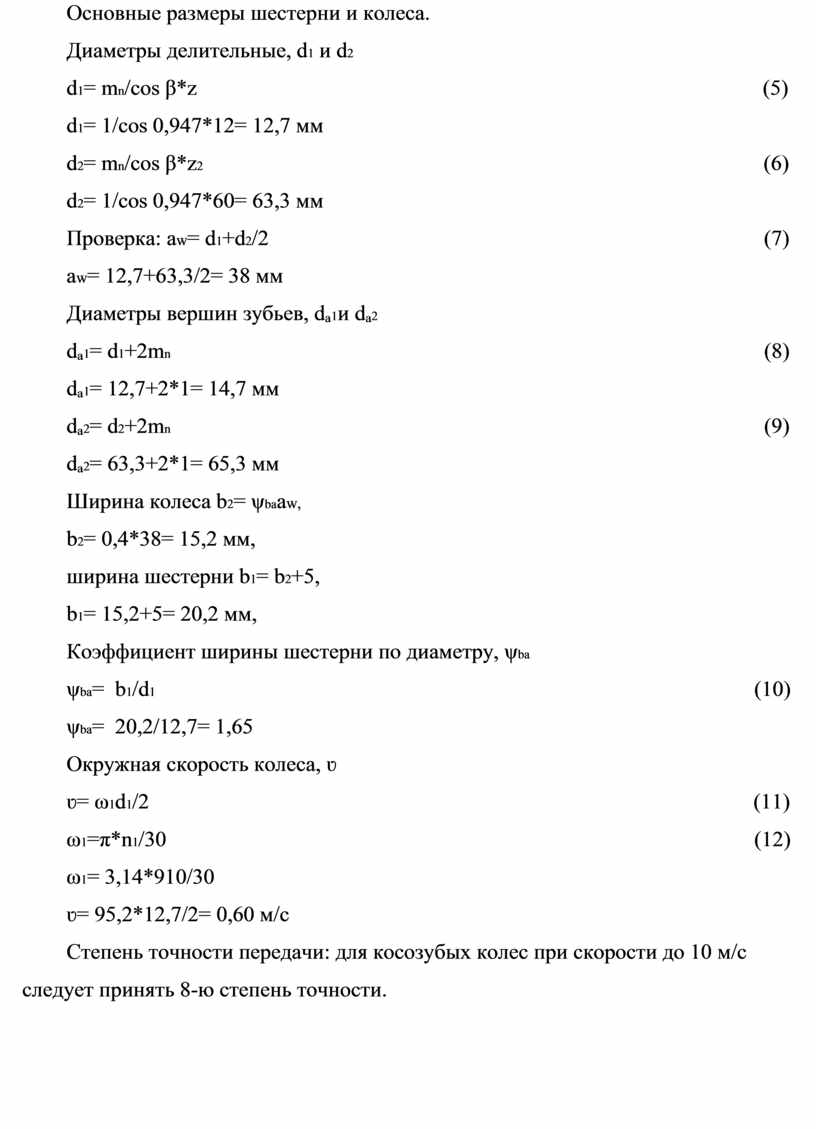
Основные размеры шестерни и колеса.
Диаметры делительные, d1 и d2
d1= mn/cos β*z (5)
d1= 1/cos 0,947*12= 12,7 мм
d2= mn/cos β*z2 (6)
d2= 1/cos 0,947*60= 63,3 мм
Проверка: аw= d1+d2/2 (7)
аw= 12,7+63,3/2= 38 мм
Диаметры вершин зубьев, dₐ1и dₐ2
dₐ1= d1+2mn (8)
dₐ1= 12,7+2*1= 14,7 мм
dₐ2= d2+2mn (9)
dₐ2= 63,3+2*1= 65,3 мм
Ширина колеса b2= ψbaаw,
b2= 0,4*38= 15,2 мм,
ширина шестерни b1= b2+5,
b1= 15,2+5= 20,2 мм,
Коэффициент ширины шестерни по диаметру, ψba
ψba= b1/d1 (10)
ψba= 20,2/12,7= 1,65
Окружная скорость колеса, ʋ
ʋ= ω1d1/2 (11)
ω1=π*n1/30 (12)
ω1= 3,14*910/30
ʋ= 95,2*12,7/2= 0,60 м/с
Степень точности передачи: для косозубых колес при скорости до 10 м/с следует принять 8-ю степень точности.
Коэффициент нагрузки, KH
KH= Khβ*KHₐ*KHʋ (13)
При ψba= 1,25, твердости HB<350 и несимметричном расположении колес (учет натяжения клиноременной передачи) коэффициент KHβ= 1,18.
При ʋ= 0,60 м/с и 8-й степени точности коэффициент KHₐ= 1,06.
Для косозубых колес при скорости менее 5 м/с коэффициент Khʋ=1,0.
Таким образом KH= 1,18*1,06*1,0= 1,250. (14)
Проверяем контактные напряжения, σН
σН= 270/аw*√T2KH(u+1)³/b2u² (15)
σН= 270/38*√4,19*10³*1,250*6/16*5²= 359 МПа
что менее [σН]= 410 МПа
Силы, действующие в зацеплении:
окружная Ft= 2T2/d2 (16)
Ft= 2*4,19*10³/63,3= 133 H
радиальная Fr=Ft*tg α/cos β (17)
Fr= 133*tg 20°/cos 16°20= 50 H
осевая Fₐ= Ft*tg β (18)
Fₐ= 133*tg 16°20= 13 H
8 РАСЧЕТ ФУНДАМЕНТА
Исходные данные:
Тип грунта – глинистый;
Нормативное давление Rн=0,2 МПа;
Глубина заложения Н2 = 0,4 м;
Вес машины Gм = 14 кН;
Ширина фундамента В=1,0 м;
Длина фундамента L = 1,5 м;
Число анкерных болтов - 4;
Размер колодца b = 100 мм;
Диаметр болта d = 16 мм.
Определение объема фундамента Vф, м3
Vф=H*(B+0,2)*(L+0,2), (1)
где Н - общая высота фундамента, м
Н=Н1+Н2, (2)
где Н1 - высота надземной части, Н1=0,15 м
Н2 - глубина заложения в грунт, Н2=0,4 м
Н = 0,15+0,4 = 0,55 м
L - длина машины, L= 1,5 м
В - ширина машины, В = 1,0 м
Vф= 0,55 *(1,0+0,2)*(1,5+0,2)= 1,122 м3
Определения веса фундамента Gф, Н
Gф=9,81*Vф*p, (3)
где p - объемная плотность бетона, рекомендуется при ориентировочных
расчетах принять р=2600 кг/м
Gф=9,81*1,122*2600= 2,86 Н
Определения фактического давления фундамента на грунт Р,Н/м (Па)
P=Gф+Gм/(a*F)≤Rн, (4)
где a - коэффициент уменьшения, рекомендуется принимается а=0,6 при
ориентировочных расчетах;
Gм - вес машины, Gм = 14 кН
F - площадь фундамента, м2
F=(B+0,2)*(L+0,2), (5)
F=(1,0+0,2)*(1,5+0,2)= 2,04 м2
Rн - нормальное давления на грунт принять, по заданию на расчет Rн=0,6МПа
P= 2,86 +14/(0,6*2,04)= 14,29 ≤ 200000 Па
Определения расстояния между центрами колодцев l1, b1, мм
L=l1+2c+2б, (6)
где б – расстояние от края фундамента до колодца, б= 100 мм;
с – половина колодца, b/2,мм
l1=L-(2c+2б), (7)
l1=1500-(2*50/2+2*100) = 500 мм
b1=B-(2c+2б), (8)
b1=1000-(2*50+2*100) = 700 мм
Расстояние от центра колодца до края фундамента, а, мм
а = с+б
а=50+100=150 мм
h 1=25*d,
где d – диаметр болта, d = 16 мм
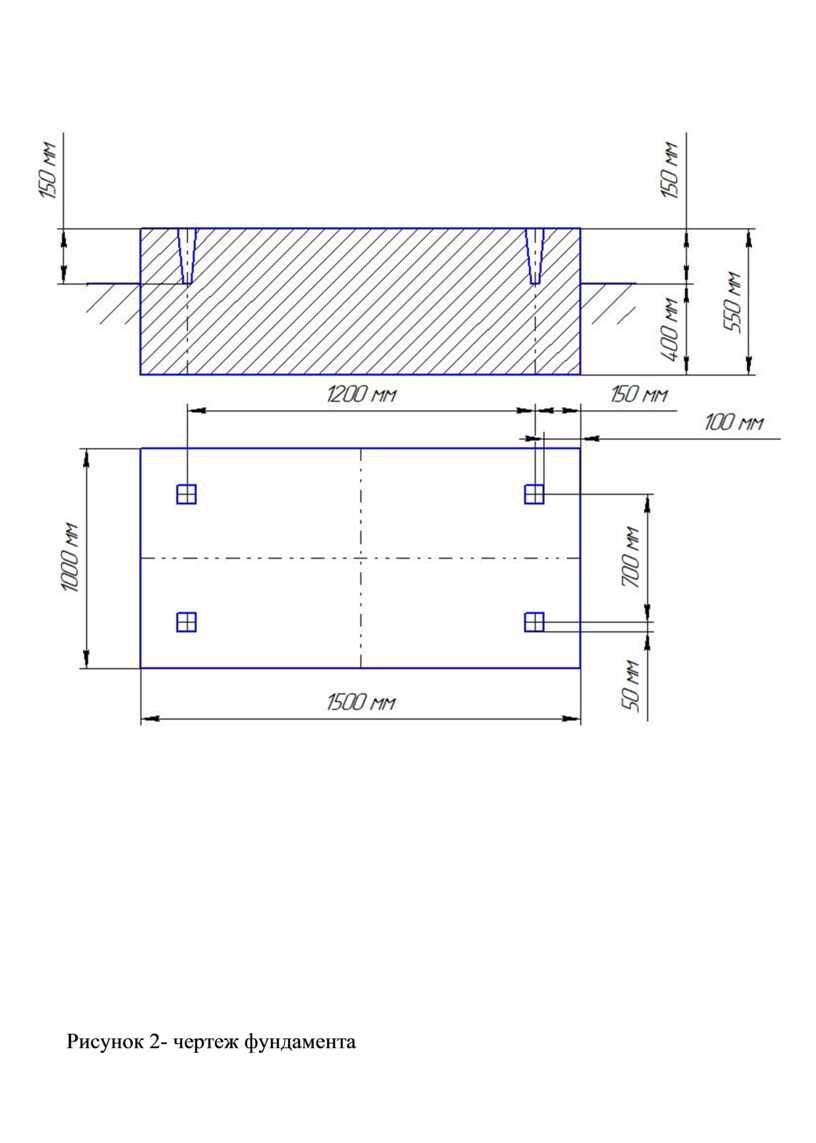
h=25*16=400 мм
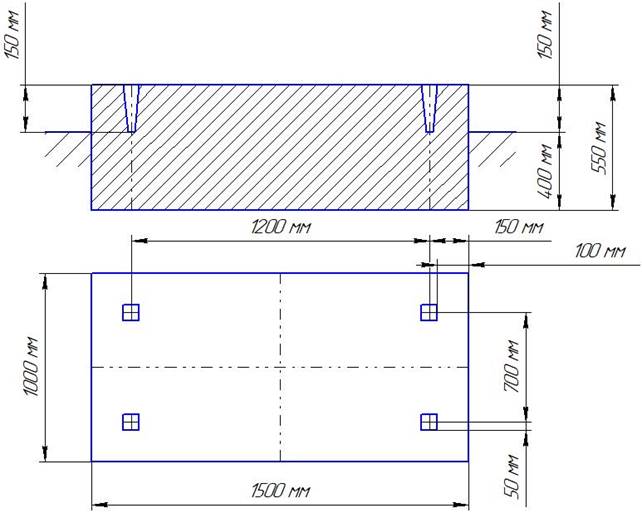
Рисунок 2- чертеж фундамента
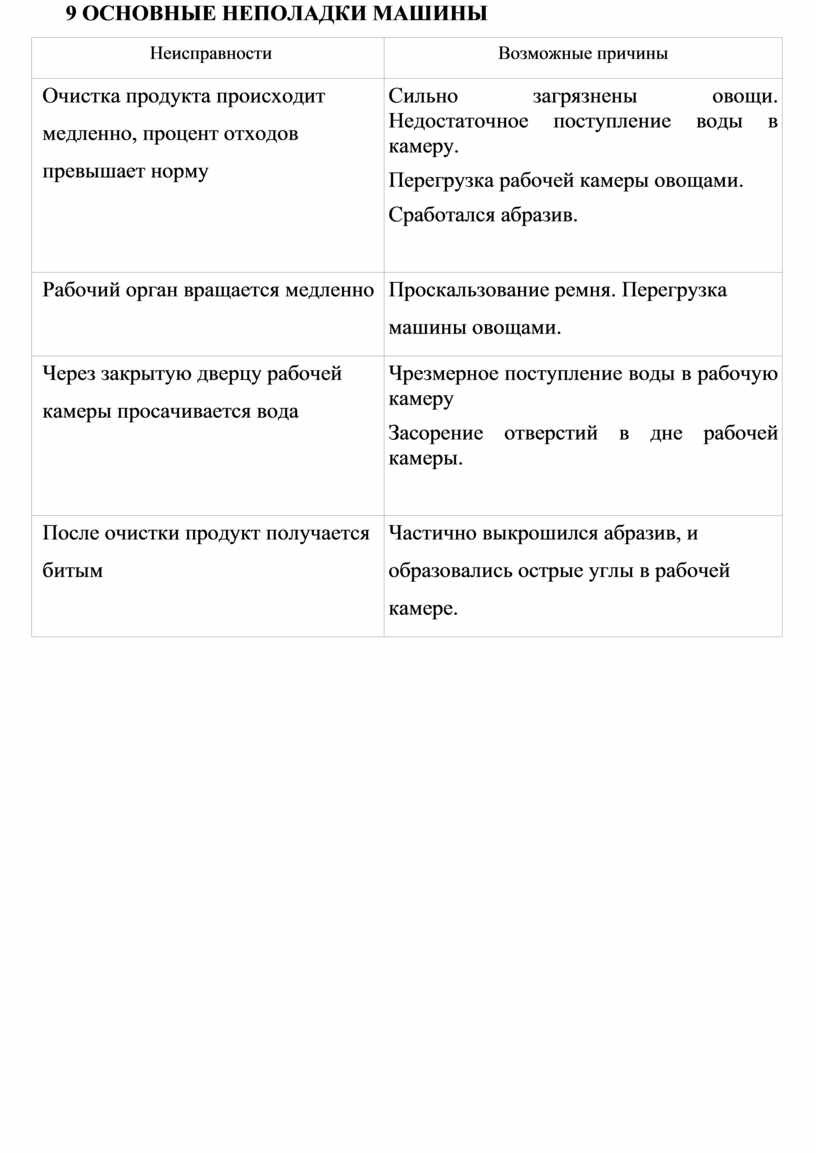
9 ОСНОВНЫЕ НЕПОЛАДКИ МАШИНЫ
|
Неисправности |
Возможные причины |
|
Очистка продукта происходит медленно, процент отходов превышает норму |
Сильно загрязнены овощи. Недостаточное поступление воды в камеру. Перегрузка рабочей камеры овощами. Сработался абразив.
|
|
Рабочий орган вращается медленно |
Проскальзование ремня. Перегрузка машины овощами. |
|
Через закрытую дверцу рабочей камеры просачивается вода |
Чрезмерное поступление воды в рабочую камеру Засорение отверстий в дне рабочей камеры.
|
|
После очистки продукт получается битым |
Частично выкрошился абразив, и образовались острые углы в рабочей камере. |
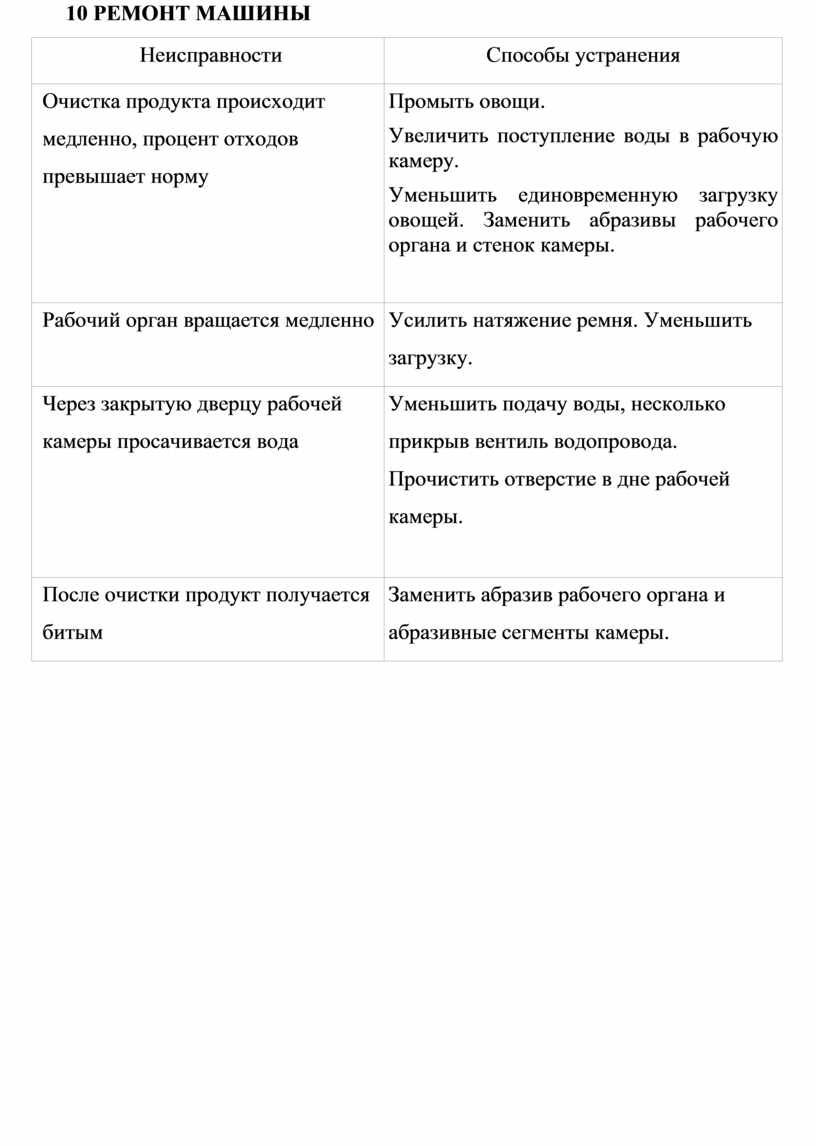
10 РЕМОНТ МАШИНЫ
|
Неисправности |
Способы устранения |
|
Очистка продукта происходит медленно, процент отходов превышает норму |
Промыть овощи. Увеличить поступление воды в рабочую камеру. Уменьшить единовременную загрузку овощей. Заменить абразивы рабочего органа и стенок камеры.
|
|
Рабочий орган вращается медленно |
Усилить натяжение ремня. Уменьшить загрузку. |
|
Через закрытую дверцу рабочей камеры просачивается вода |
Уменьшить подачу воды, несколько прикрыв вентиль водопровода. Прочистить отверстие в дне рабочей камеры.
|
|
После очистки продукт получается битым |
Заменить абразив рабочего органа и абразивные сегменты камеры. |
11 МОНТАЖ МАШИНЫ
Машина состоит из: станины, стойка, лопасти, органа рабочего, воронки разгрузочной, запора, камеры рабочей, воронки загрузочной, крышки, трубы сливной, вала приводного, редуктора, трубопровода, кожуха, фиксирующей дверцы, электродвигателя.
Машин в цеху устанавливается так чтобы было место от строительных конструкций и между другим оборудованием, это необходимо для того чтобы можно было осуществить осмотр и ремонт машины.
Монтаж машины осуществляется следующим образом: Машину привозят в собранном виде, после чего проверяют на наличие повреждений при перемещении, машину смазывают, устанавливают на фундамент. Фундамент для машины подготавливают заранее. Подводят все коммуникации ( трубопровод, сливная труба) и надежно все закрепляют и проверяют. При установки машины на фундамент её закрепляют специальными болтами, проверяют надежность крепления и пускают в работу на холостом ходу для выявления неполадок в работе.
Проверяется плотность прилегания дверцы разгрузочного люка. Подставляется под разгрузочный люк тару для очищенного картофеля. Устанавливается резиновый рукав сливного патрубка и опустите его в мерный бачок. Проверяется степень натяжения ремней и, в случае необходимости, отрегулировать. Включают машину, нажав на кнопку «Пуск» на панели управления. Проверяют работу на холостом ходу в течение 0,5-1 мин. После проведения работы снимают с машины загрузочную крышку и тщательно промывают все части машины до полного удаления отходов и грязи ( отработанная вода спускается в канализацию). Затем протирают наружную и внутреннюю поверхности машины сначала влажной, а потом сухой тканью.
12 ВЫБОР СМАЗКИ
Смазку трущихся поверхностей оборудования применяют для защиты их от коррозии, снижения интенсивности и скорости износа, отвода тепла, демпфирования динамических нагрузок. Применяемые смазочные материалы по физическому состоянию подразделяют на жидкие (нефтяные и синтетические) смазочные масла, пластичные (консистентные) и твердые смазки.
Основными характеристиками жидких минеральных и синтетических масел являются: способность образовывать на поверхностях трения устойчивые, прочно пристающие и невысыхающие пленки; вязкость, характеризующая внутреннее трение, или сопротивляемость относительному сдвигу слоев вещества; температура вспышки в открытом тигле — температура, при которой образуется смесь паров масла с воздухом, могущая воспламеняться от открытого пламени и гореть не менее 5 с; температура застывания — температура, при которой утрачивается подвижность масла, при этом мениск масла в наклоненной на 45° пробирке в течение 1 мин не изменяет своей формы; стабильность — способность сохранять определенные свойства при эксплуатации и длительном хранении; содержание вредных веществ (воды, серы, водорастворимых щелочей и кислот) и механических примесей.
Узлы трения машин смазывают следующими способами: индивидуальным, централизованным, когда узлы машин или агрегата смазываются от одной или нескольких маслосистем, обслуживающих группу узлов, и смешанным, когда одни узлы машины или агрегата смазываются от маслосистем, а другие — индивидуально.
Централизованная смазка под давлением находит все большее применение вследствие высокого качества, эксплуатационной надежности и небольших затрат труда по обслуживанию смазочных систем. Для централизованной смазки используют шестеренные, многоплунжерные и ротационно-поршневые масло- насосы. Фильтры маслосистем бывают тонкой и грубой очистки.
Фильтры тонкой очистки применяют в маслосистем ах, обслуживающих узлы с высокой рабочей температурой, при которой в масле быстро образуются продукты окисления. Фильтры необходимо периодически очищать, признаком загрязнения их является увеличение перепада давления масла до фильтра и после него.
Исправность работы системы смазки контролируют приборами для наблюдения за смазкой и приборами для дистанционного контроля и подачи сигналов при неисправностях системы.
При сильном нагревании подшипников выясняют причины этого явления. Ими могут быть утечка масла из подшипников, попадание воды или продукта в картер, недостаток масла, загрязнение картера, перекос валов, чрезмерное натяжение цепей или ремней в передачах, перегрузки машины в результате попадания в нее посторонних предметов.
Смазку оборудования выполняют в соответствии с картами смазки, хранящимися у цеховых механиков. При нормальных условиях работы подшипники качения смазывают консистентной смазкой один раз в 6 мес, при тяжелых условиях работы — один раз в 3 мес. При смазке жидкими маслами корпус редуктора заливают маслом один раз в месяц.
Жидкое масло добавляют в корпус один раз в 3—5 дней, консистентную смазку — один раз в месяц. Цепи смазывают жидким маслом один раз в смену, консистентной.
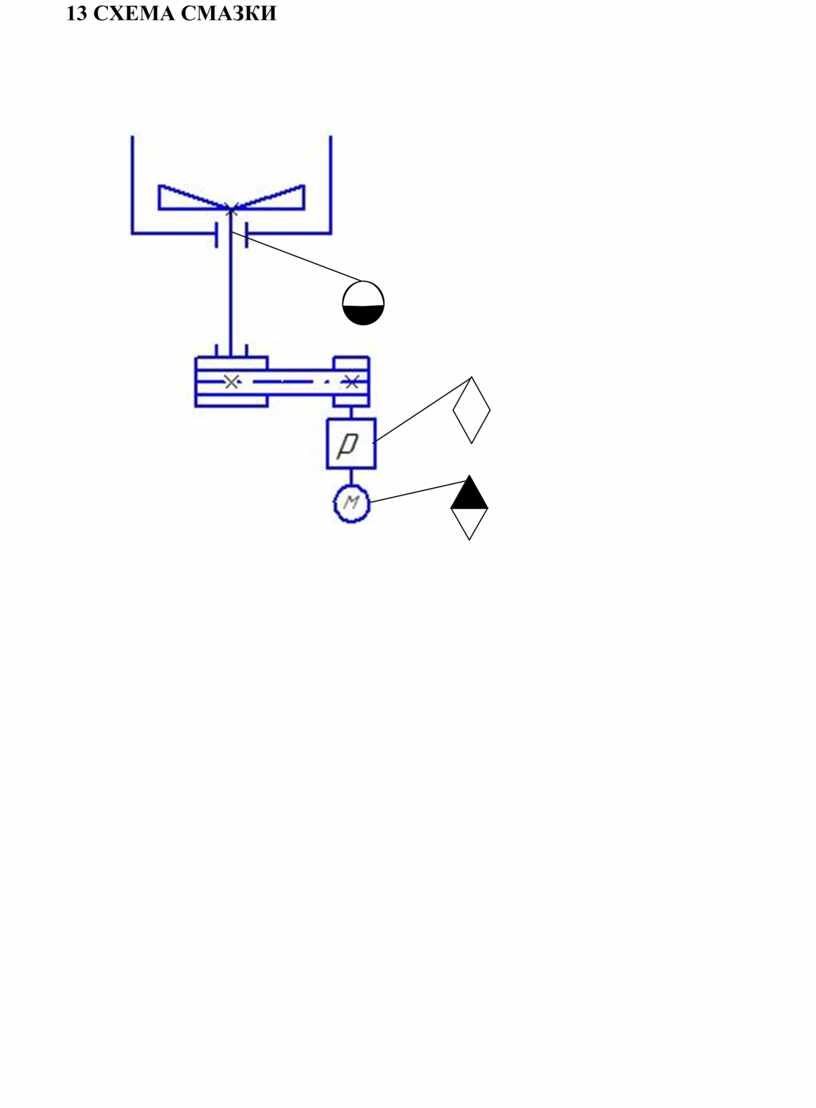
13 СХЕМА СМАЗКИ
|
|
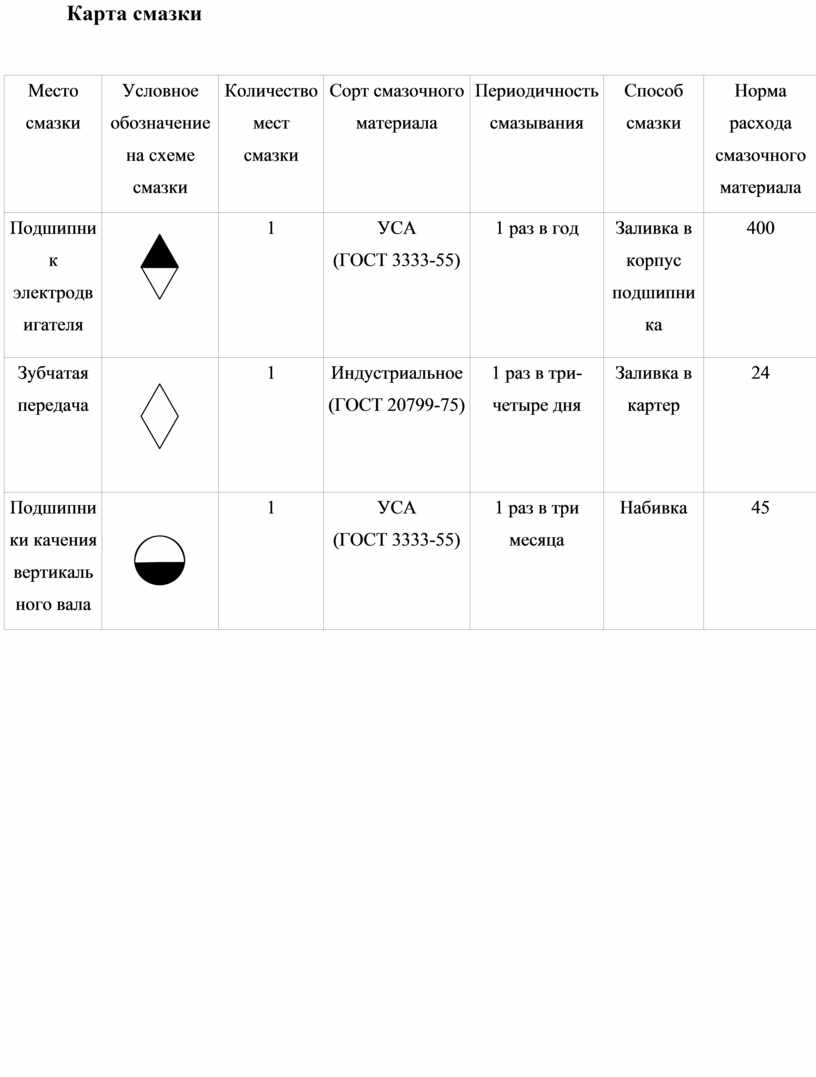
Карта смазки
|
Место смазки |
Условное обозначение на схеме смазки |
Количество мест смазки |
Сорт смазочного материала |
Периодичность смазывания |
Способ смазки |
Норма расхода смазочного материала |
|
Подшипник электродвигателя |
|
1 |
УСА (ГОСТ 3333-55) |
1 раз в год |
Заливка в корпус подшипника |
400 |
|
Зубчатая передача |
|
1 |
Индустриальное (ГОСТ 20799-75) |
1 раз в три- четыре дня |
Заливка в картер |
24 |
|
Подшипники качения вертикального вала |
|
1 |
УСА
|
1 раз в три месяца |
Набивка |
45 |
СПИСОК ЛИТЕРАТУРЫ
1 Гальперин Д.М., Миловидов Г.В Техналогия монтажа, наладки и ремонта оборудования пищевых производств — М.: во «Агропромиздат», 1990
2 Чернавский С.А. Курсовое проектирование деталей и машин —
М.: «Машиностроение», 1988
3 Ситников Е.Д., Качанов В.А. Оборудование консервных заводов —
М.: «Легкая и пищевая промышленность», 1981
4 Покровский Б.С. Производсвенное обучение слесарей-ремонтников промышленного оборудования. - М.: Издательский центр «Академия», 2010
5 Варонкин Ю.Н., Поздняков Н.В. Методы профилактики и ремонта промышленного оборудования. - М.: Образовательноиздателький центр « Академия», 2010


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.