Поделиться

ВВОДНЫЙ ИНСТРУКТАЖ
Тема программы: Слесарные работы.
Тема урока: Механизированная клепка
Цель урока: научить учащихся производить механизированную клепку, пользоваться правильно инструментом
Мотивация: изучивши данную тему, вы научитесь производить клепку, пользоваться правильно инструментом, знания нужны при выполнении слесарных работ.
План
1. Механизация клепки
2. Машинная клепка
3. Т.Б. при работе
І. Механизация клепки
Клепку крупногабаритных деталей выполняют широко с помощью пневматических и реже — с помощью электрических молотков.
Пн евматические клепальные молотки работают под действием сжатого воздуха. Они делятся на две группы — с золотниковым распределением, которые широко применяются, и с клапанным распределением. Пневматические молотки выпускают с замкнутой и незамкнутой рукояткой без гасителя вибрации (мод. 53КМ-5, 55КМ-10 и 6КМ) и с гасителем вибрации (мод. 62КМ-6 и 62КМ-7). Применяют также молотки с незамкнутой рукояткой пистолетного типа без гасителя вибрации (56КМП-3) и с гасителем вибрации (57КМП-4, КМП-5 И57КМП-6).
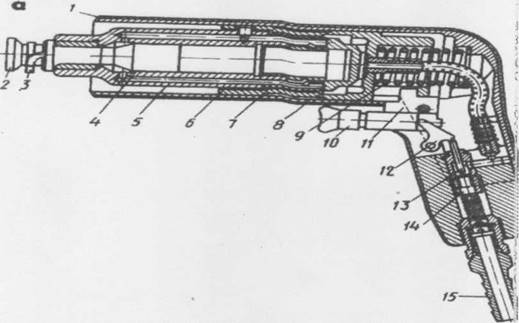
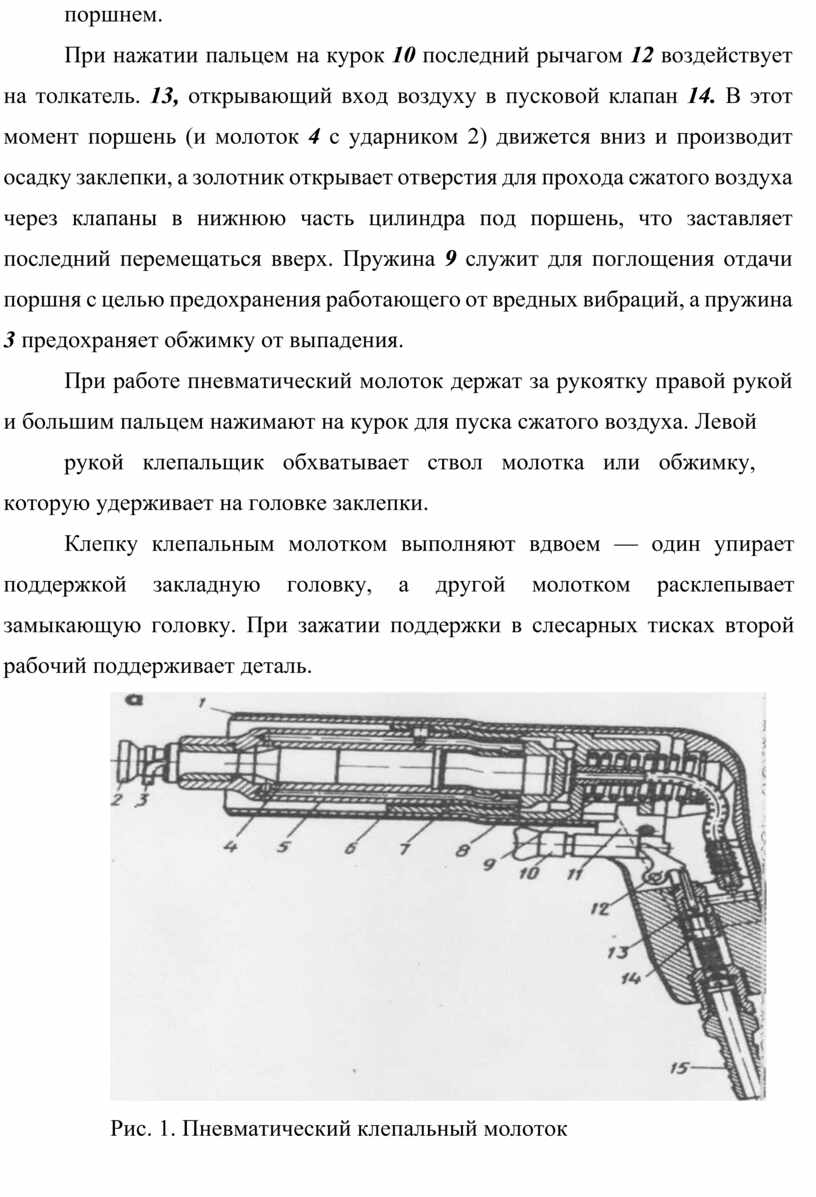
Клепальный молоток 57КМП-4 имеет корпус 1 (рис. 1) и рукоятку 11, в которую вмонтированы пусковое устройство и ниппель 15 для подключения шланга для сжатого воздуха. В корпусе находятся стакан 6, цилиндр 5 і поршнем и золотник 7 с крышкой 8. Воздух поступает через пусковой ь лапан 14, крышку 8 и золотник 7 в рабочую камеру, расположенную над поршнем.
При нажатии пальцем на курок 10 последний рычагом 12 воздействует на толкатель. 13, открывающий вход воздуху в пусковой клапан 14. В этот момент поршень (и молоток 4 с ударником 2) движется вниз и производит осадку заклепки, а золотник открывает отверстия для прохода сжатого воздуха через клапаны в нижнюю часть цилиндра под поршень, что заставляет последний перемещаться вверх. Пружина 9 служит для поглощения отдачи поршня с целью предохранения работающего от вредных вибраций, а пружина 3 предохраняет обжимку от выпадения.
При работе пневматический молоток держат за рукоятку правой рукой и большим пальцем нажимают на курок для пуска сжатого воздуха. Левой
рукой клепальщик обхватывает ствол молотка или обжимку, которую удерживает на головке заклепки.
Клепку клепальным молотком выполняют вдвоем — один упирает поддержкой закладную головку, а другой молотком расклепывает замыкающую головку. При зажатии поддержки в слесарных тисках второй рабочий поддерживает деталь.
|
Рис. 1. Пневматический клепальный молоток |
2. Машинная клепка
Машинная клепка имеет следующие преимущества: высокая производительность труда;
высокое качество клепки - хорошее обжатие стержня и заполнение отверстия, а также формирование головки безукоризненной формы;
незначительный процент брака (в сравнении с браком при ручной и пневматической клепке);
почти полная ликвидация физического труда;
меньшее число занятых рабочих.
Оборудование. Большой объем работ по клепке выполняют на специальных клепальных машинах, пневматических и гидравлических прессах.
Клепальные машины изготовляют стационарными и пере- ! носными. Первые имеют несколько большую производительность, но их недостатком является то, что изделие должно перемешаться по мере клепки; при громоздких конструкциях это требует устройства специальных конвейеров, а значит, дополнительных площадей.
Пневматические клепальные машины дешевле гидравлических. В основном, они выпускаются передвижными, но могут быть к стационарными.
Ручной переносный пневматический пресс ПРП5-2 широко применяют при одиночной клепке, особенно в труднодоступных местах. Производительность его в 5 раз выше производительности пневматического молотка. На этом прессе клепают детали общей толщиной до 4 мм стальными заклепками наибольшим диаметром 4 мм и заклепками из дюралюминия наибольшим диаметром 5 мм.
Пресс имеет пневматический цилиндр и клиновой механизм, с помощью которого движение поршня преобразуется в рабочее движение обжимок.
Пневморычажный стационарный пресс КП-204М применяют при одиночной клепке деталей стальными заклепками (сталь 15) диаметром до 5 мм и заклепками из дюралюминия (Д1, Л6) диаметром до 6 мм.
Силовой агрегат благодаря воздухораспределительному устройств у осуществляет в определенной последовательности подачу сжатого воздуха в различные камеры пневматических цилиндров, чем обеспечиваются автоматические рабочие и обратные ходы. Рычажная система создает усилие на плунжере, необходимое для расклепывания заклепок.
Сжатый воздух из воздушной магистрали к автоматической масленке поступает через фильтр 12, в котором удаляются имеющиеся в воздухе примеси.
Для склепывания деталей различной толщины или при использовании заклепок другого диаметра упор 5 перемещают по осн. вращая рукоятку 7, которая стопорится гайкой 6. Правильную форму замыкающей головке и сжатие склепываемых деталей достигают действием обжимками 3 и 4 Пресс пускают в действие нажатием ноги на педаль 10. Большой зев и вылет скобы пресса обеспечивают клепку деталей различных размеров. Конструкция пресса допускает установку скобы в вертикальном положении, что очень важно при клепке плоских деталей больших размеров.
Советскими специалистами создан бесшумный станок,
работающий по ротационному принципу; формирующий головку заклепки пуансон не просто нажимает на нее, а совершает сложное колебательное движение, как бы обкатывает головку заклепки. Станок позволяет получить соединения с помощью стальных заклепок различной конфигурации и ф
6.. . 14 мм. Время, затрачиваемое на эту операцию, соответственно составляет
1,5...4 с.
У плохо поставленной заклепки срубают головку, а затем бородком выбивают стержень. Заклепку можно также высверлить. Для этого закладную головку наклоняют и сверлят на глубину, равную высоте головки. Диаметр сверла берут немного меньше диаметра заклепки. Не досверленную головку надламывают бородком, затем выбивают.
Проверка качества соединения. После сборки заклепочные соединения подвергают тщательному наружному осмотру, проверяя состояние голе вок заклепок и склепанных деталей. Плотность прилегания соединенных деталей определяют щупом. Головки заклепок и расстояние между ними проверяют шаблонами.
Заклепочные соединения, требующие герметичности, подвергают 5 гидравлическим испытаниям путем нагнетания насосом жидкости под давлением, превышающим нормативное на 5...20%. Места соединения, хающие течь, подчеканивают.
Литература:
1. ' Н.И. Макиенко « Слесарное дело с основами материаловедения»
2. Н.И. Макиенко « Общий курс слесарного дела»
3. Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.