Поделиться

МИНИСТЕРСТВО ОБРАЗОВАНИЯ НАУКИ И МОЛОДЕЖНОЙ ПОЛИТИКИ КРАСНОДАРСКОГО КРАЯ
Государственное бюджетное профессиональное образовательное учреждение Краснодарского края
«Армавирский механико-технологический техникум»
МЕТОДИЧЕСКОЕ ПОСОБИЕ
ПО ВЫПОЛНЕНИЮ ПРАКТИЧЕСКОЙ РАБОТЫ №9
Тема: Сборка и проверка работоспособности задвижек. Приемы разборки и сборки вентилей, обратных клапанов
по «МДК 02.02. Реализация технологических процессов эксплуатации систем водоснабжения и водоотведения, отопления, вентиляции и кондиционирования воздуха»
для специальности
08.02.07. Монтаж и эксплуатация внутренних сантехнических устройств, кондиционирования воздуха и вентиляции
Составитель: Казетов С.Н.
преподаватель спец.дисциплин ГБПОУ КК АМТТ
2020
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 9
Тема: Сборка и проверка работоспособности задвижек. Приемы разборки и сборки вентилей, обратных клапанов
Цель: Освоить навыки сборки и проверки работоспособности задвижек. Изучить разборку и сборку вентилей, обратных клапанов
Форма организации практического занятия: групповая
Материально-техническое оснащение: санитарно-технические детали, задвижки, вентили, обратные клапаны.
Ход занятия
Структурные элементы занятия:
1. Организационный момент.
2. Мотивация. Инструктаж о ходе практического занятия (осмысление
сущности задания, последовательности выполнения).
3. Повторение необходимых теоретических знаний. Допуск.
4. Инструктаж по охране труда.
5. Организация и управление деятельностью студентов.
6. Оформление отчета о выполненном задании и контроль.
7. Подведение итогов и оценка работы студентов.
Необходимые теоретические знания:
Причины утраты работоспособности задвижек. Ремонт, демонтаж сантехнических узлов
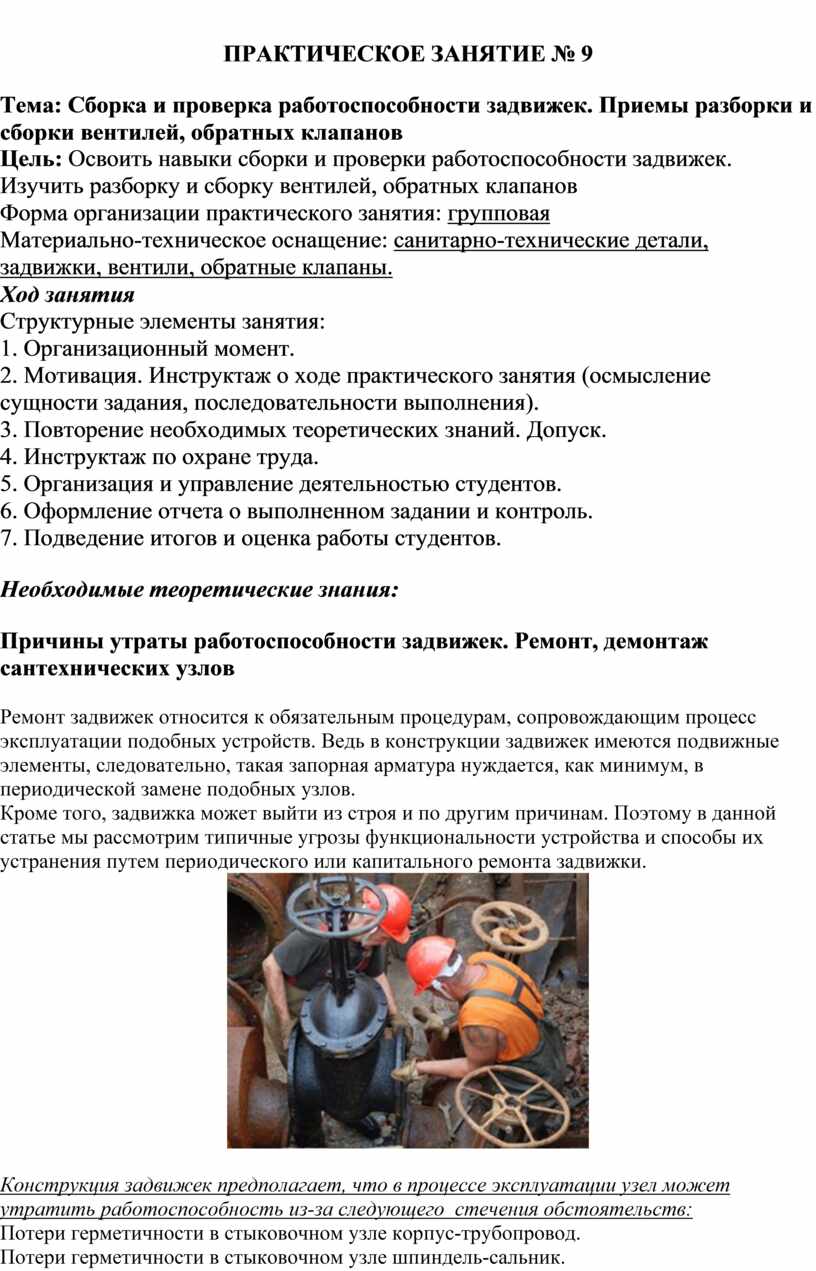
Ремонт задвижек относится к обязательным процедурам, сопровождающим процесс эксплуатации подобных устройств. Ведь в конструкции задвижек имеются подвижные элементы, следовательно, такая запорная арматура нуждается, как минимум, в периодической замене подобных узлов.
Кроме того, задвижка может выйти из строя и по другим причинам. Поэтому в данной статье мы рассмотрим типичные угрозы функциональности устройства и способы их устранения путем периодического или капитального ремонта задвижки.

Конструкция задвижек предполагает, что в процессе эксплуатации узел может утратить работоспособность из-за следующего стечения обстоятельств:
· Потери герметичности в стыковочном узле корпус-трубопровод.
· Потери герметичности в стыковочном узле шпиндель-сальник.
· Потери герметичности в стыковочном узле заслонка-корпус.
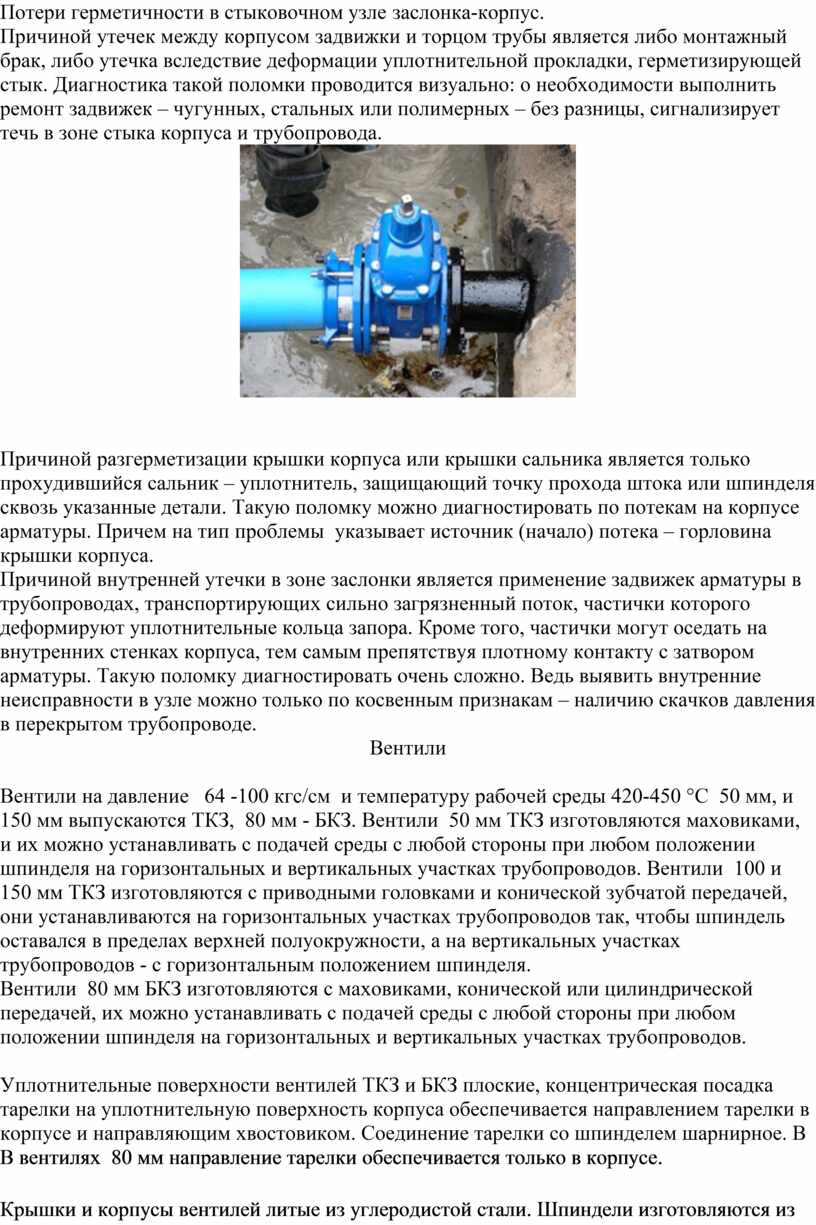
Причиной утечек между корпусом задвижки и торцом трубы является либо монтажный брак, либо утечка вследствие деформации уплотнительной прокладки, герметизирующей стык. Диагностика такой поломки проводится визуально: о необходимости выполнить ремонт задвижек – чугунных, стальных или полимерных – без разницы, сигнализирует течь в зоне стыка корпуса и трубопровода.

Причиной разгерметизации крышки корпуса или крышки сальника является только прохудившийся сальник – уплотнитель, защищающий точку прохода штока или шпинделя сквозь указанные детали. Такую поломку можно диагностировать по потекам на корпусе арматуры. Причем на тип проблемы указывает источник (начало) потека – горловина крышки корпуса.
Причиной внутренней утечки в зоне заслонки является применение задвижек арматуры в трубопроводах, транспортирующих сильно загрязненный поток, частички которого деформируют уплотнительные кольца запора. Кроме того, частички могут оседать на внутренних стенках корпуса, тем самым препятствуя плотному контакту с затвором арматуры. Такую поломку диагностировать очень сложно. Ведь выявить внутренние неисправности в узле можно только по косвенным признакам – наличию скачков давления в перекрытом трубопроводе.
Вентили
Вентили на давление 64 -100 кгс/см и температуру рабочей
среды 420-450 °С 50 мм, и 150 мм выпускаются ТКЗ, 80 мм -
БКЗ. Вентили 50 мм ТКЗ изготовляются маховиками, и их можно
устанавливать с подачей среды с любой стороны при любом положении шпинделя на
горизонтальных и вертикальных участках трубопроводов. Вентили 100 и
150 мм ТКЗ изготовляются с приводными головками и конической зубчатой
передачей, они устанавливаются на горизонтальных участках трубопроводов так,
чтобы шпиндель оставался в пределах верхней полуокружности, а на вертикальных
участках трубопроводов - с горизонтальным положением шпинделя.
Вентили 80 мм БКЗ изготовляются с маховиками, конической или
цилиндрической передачей, их можно устанавливать с подачей среды с любой
стороны при любом положении шпинделя на горизонтальных и вертикальных участках
трубопроводов.
Уплотнительные поверхности вентилей ТКЗ и БКЗ плоские, концентрическая посадка
тарелки на уплотнительную поверхность корпуса обеспечивается направлением
тарелки в корпусе и направляющим хвостовиком. Соединение тарелки со шпинделем
шарнирное. В
В
вентилях 80 мм направление тарелки обеспечивается только в корпусе.
Крышки и корпусы вентилей литые из углеродистой стали. Шпиндели изготовляются
из низколегированной стали с последующим антикоррозионным азотированием.
Обратные клапаны
Обратные горизонтальные клапаны 50, 100, 150 и 200 мм изготовляются
ТКЗ.
Горизонтальные клапаны 20, 32 и 80 мм изготовляются БКЗ.
Клапаны 20 и 32 мм имеют резьбовое соединение корпуса с крышкой.
Клапаны устанавливаются на горизонтальных участках трубопроводов крышкой вверх
с подачей среды под тарелку. Уплотнительная поверхность затвора выполняется в
виде наплавки аустенитными хромоникелевыми и хромистыми электродами, форма
уплотнения плоская. Концентрическая посадка тарелки на уплотнительную
поверхность корпуса обеспечивается направляющим хвостовиком тарелки. Корпусы и
крышки клапанов 20 и 32 мм изготовляются из углеродистой стали в
виде штамповок, у всех стальных клапанов - из литой углеродистой стали.
Задвижки
Задвижки 150
мм выпускаются ТКЗ, задвижки 200, 250, 300 и 350 мм выпускаются
БКЗ. Задвижки могут управляться при помощи
маховика, а также приводной головки с коническим или цилиндрическим
зацеплением.
Запорный орган задвижек состоит из
двухтарельчатого самоустанавливающегося клина и двух седел, приваренных к
корпусу. Тарелки закрепляются в обойме при помощи двух тарелкодержателей и
распираются специальным грибком. Обойма жестко связана со шпинделем и
направляется ребрами корпуса. Распорный грибок или шарик между тарелками,
имеющий с одной стороны выпуклую сферическую, а с другой стороны плоскую
поверхность, обеспечивает взаимную установку тарелок одна относительно другой и
позволяет регулировать их положение относительно седел.
Седла задвижек имеют уплотнительную поверхность,
наплавленную либо нержавеющим сплавом 2Х13, либо сплавом аустенитного класса,
обладающим высокой эрозионной стойкостью, достаточной твердостью и стойкостью к
задиранию.
Тарелки изготовляются из стали 38Х2МЮА или 38Х2Ю
с последующим твердостным азотированием, шпиндели задвижек - из
низколегированной стали с последующим антикоррозионным поверхностным
азотированием, корпусы и крышки - из литой углеродистой стали.
Оформление документации, контроль:
После повторения изученного материала:
1. Составить презентацию: основные виды санитарно-технических узлов (пользуясь ссылкой https://yandex.ru/images/search?text=Сборка%20и%20проверка%20работоспособности%20задвижек.%20Приемы%20разборки%20и%20сборки%20вентилей%2C%20обратных%20клапанов%20водопровода&stype=image&lr=80&noreask=1&parent-reqid=1477984098889679-307956484929591757900658-myt1-2098&source=wiz )
2. Составить алгоритм разборки, притирки, сборки запорной арматуры.
Преподаватель ___________Казетов С.Н.
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.