


ОБРАЗЕЦ
КУРСОВАЯ РАБОТА
по междисциплинарному курсу МДК 01.01 Организация монтажных работ
промышленного оборудования
по теме:
ОРГАНИЗАЦИЯ РАБОТ ПО МОНТАЖУ
СЕПАРАТОРА-СЛИВКООТДЕЛИТЕЛЯ ПРОИЗВОДИТЕЛЬНОСТЬЮ 10000л/ч
Тема курсовой работы (проекта) Организация работ по монтажу сепаратора-сливкоотделителя производительностью 10000 л/ч
Содержание
Введение
1. Описание конструкции
1.1 Назначение
1.2 Устройство и принцип действия конструкции
1.3 Техническая характеристика
2. Расчеты, подтверждающие работоспособность конструкции
2.1 Электротехнический расчет
2.2 Гидравлический расчет
Монтаж и эксплуатация конструкции
3.1 Монтаж
3.2 Эксплуатация и ТО
4. Ремонт конструкции
4.1 Технологический процесс ремонта
4.2 Технологическая оснастка для ремонта
4.4 Ремонтная и технологическая документация
5. Охрана труда
Список использованных источников
ВВЕДЕНИЕ
На протяжении большей части истории человечества единственным источником молока служили молочные железы женщины. Затем, когда человек одомашнил других животных, для удовлетворения своих потребностей в существенных питательных веществах он стал использовать молоко других млекопитающих. Практически все молоко, потребляемое в России в натуральном виде - это коровье молоко. Питательная ценность молока иллюстрируется тем фактом, что ежедневное потребление примерно одного литра молока удовлетворяет всю суточную потребность взрослого человека в жире, кальции, фосфоре и других питательных веществах.
Качество молока в значительной степени зависит от условий его получения первичной обработки и переработки. Переработка молочного сырья осуществляется с помощью соответствующих технологических процессов с применением соответ-ствующего технологического оборудования. Специалисты должны хорошо знать эти процессы и четко представлять принцип действия технологического оборудования.
.
Пищевая и перерабатывающая промышленность России - это часть агропромышленного комплекса страны (АПК). До 1991 года в АПК производилось 97 % всего потребляемого в стране продовольствия, а население тратило почти 3/4 своих доходов на приобретение продуктов питания. Затем производство отечественных продуктов питания начало резко снижаться, ухудшилось использование производственных мощностей, отечественная продовольственная продукция уступила на рынке место импортной. В целом, доля импортного продовольствия в некоторые годы достигала 60 %, что создавало угрозу продовольственной безопасности.
В настоящее время пищевая и перерабатывающая промышленность страны (пищевкусовая, мясная, молочная, рыбная, мукомольно-крупяная и комбикормовая) по-прежнему представляет собой одну из стратегических отраслей экономики, которая призвана обеспечить население России необходимыми по количеству и качеству продуктами питания. Она насчитывает 30 отраслей с более чем 60 подотраслями и видами производства и объединяет более 25 тысяч предприятий различных форм собственности и мощности общей численностью работающих около 1,5 млн. человек. Доля пищевой и перерабатывающей промышленности в общем промышленном производстве России составляет около 11-12 процентов. В отраслевой структуре промышленного производства она занимает 4-е место после топливной промышленности (20 процентов), металлургии, машиностроения и металлообработки (по 19 процентов).
Сепаратор-сливкоотделитель ОСН-С был первым саморазгружающимся сепаратором,созданным в начале 70-х годов на заводе «Смычка» в Пензенской области. В это же время были запущены в эксплуатацию высокопроизводительные линии механической обработки деталей на агрегатных станках, на станках-полуавтоматах и станках с числовым программным управлением, организованы участки точного литья, литья металла под давлением, литья пластмасс. В этом заслуга многих инженерно-технических работников, рабочих, в частности Леонида Иосифовича Гильденфуна, Дмитрия Михайловича Калугина, Виктора Михайловича Калугина, Валентины Ивановны Дзюба, Виктора Алексеевича Парамонова, Дмитрия Матвеевича Демикова, Петра Николаевича Алексеева и других.
Объект исследования молокоперерабатывающее предприятие
Предмет изучения эксплуатация сепаратора
Цель курсовой работы - изучить конструкции и рабочий процесс машин и аппаратов по первичной обработке и переработке молока, в частности сепаратор-сливкоотделитель, научиться эксплуатировать и обслуживать это технологическое оборудование
Для достижения поставленной цели необходимо решить следующие задачи
1.Описание конструкции
1.1 Назначение
Сепаратор-сливкоотделитель ОСН-С с автоматической периодической центробежной выгрузкой осадка предназначен для разделения цельного молока на сливки с одновременной очисткой их от загрязнений.
1.2 Устройство и принцип действия конструкции
Сепаратор-сливкоотделитель ОСН-С (рис. 37) состоит из станины 17 с приводным механизмом, приемно-отводящего устройства 12, гидроузла, чаши станины с приемником осадка 7, глушителя, пробки спуска масла 1, указателя уровня масла 2, горизонтального вала 3, тахометра 4, пробки залива масла 5, трубки подвода воды в сепарирующее устройство 6, зажима 8, гайки 9, крышки 11, штуцера подвода воды 16, вертикального вала 18, а также из пульта управления.
Молоко подается по трубопроводу и центральной трубке 15 приемно-отводящего устройства во вращающееся сепарирующее устройство 10. В это время поршень сепарирующего устройства закрыт. В полости под поршнем находится вода. При работе сепаратора происходит незначительное ее вытекание из сепарирующего устройства и патрубка станины при подпитке. Для герметизации системы поршень поджимается к прокладке силой гидростатического давления. Молоко подается в сепарирующее устройство, проходит через отверстия в тарелкодержателе и вертикальные каналы пакета, распределяется в межтарелочных пространствах, разделяясь на сливки, оттесняемые к оси вращения, и обезжиренное молоко, оттесняемое к периферии сепарирующего устройства. Сливки и обезжиренное молоко выводятся через камеры напорных дисков 13 и 14.
Твердые частицы и тяжелые примеси, выделяющиеся из молока, поступают в периферийный объем сепарирующего устройства, где происходит их накопление и уплотнение. Во избежание потерь молока применяют только частичную выгрузку осадка при открытии каналов.
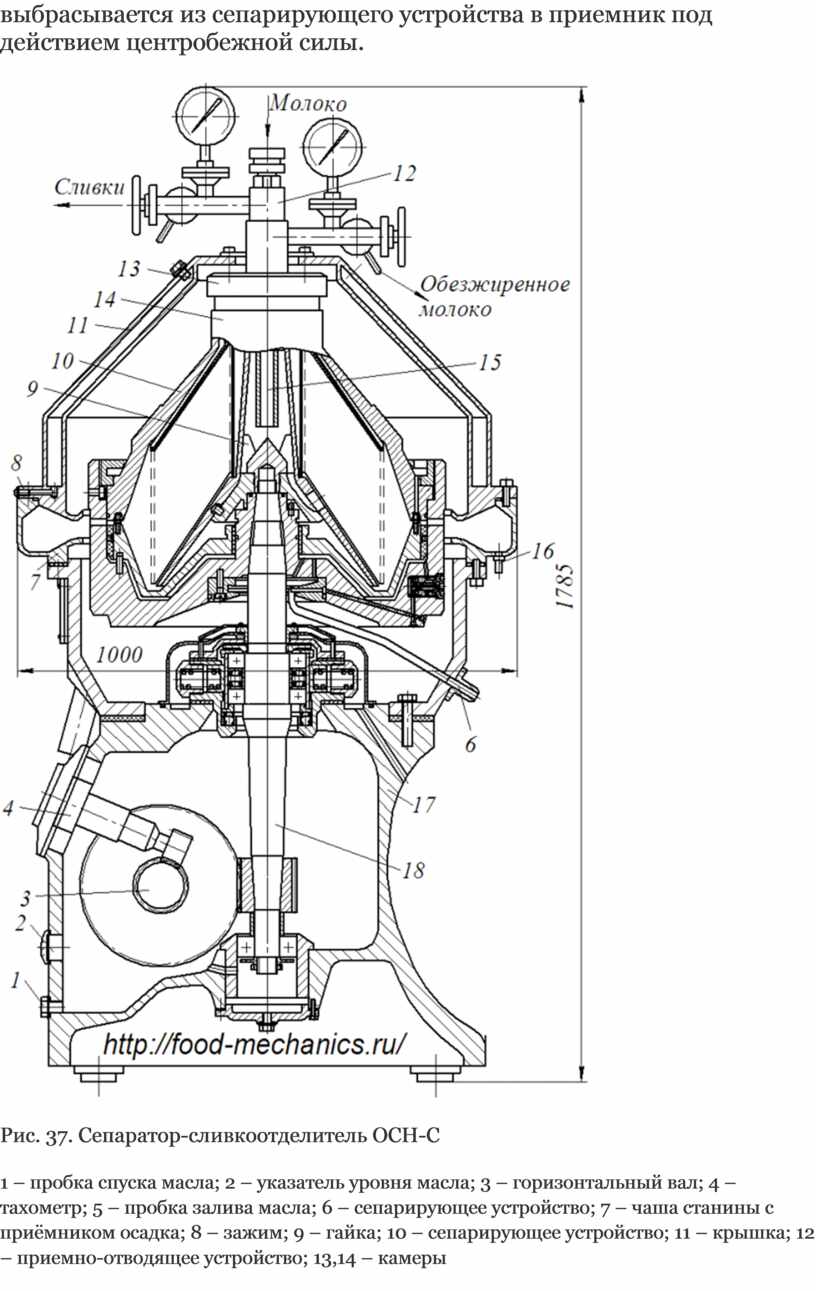
Разгрузку сепараторов осуществляют в один или два этапа. При одноэтапной разгрузке осадок выгружается без перекрытия устройства для подачи исходного продукта. Однако во избежание потерь продукта в период раскрытия сепарирующего устройства выгружается не весь осадок, а лишь его часть. При двухэтапной разгрузке сначала перекрывается устройство для подачи исходного продукта и удаляется жидкость из межтарелочного пространства, а затем уже открываются щели для выгрузки, в результате чего осадок выбрасывается из сепарирующего устройства в приемник под действием центробежной силы.
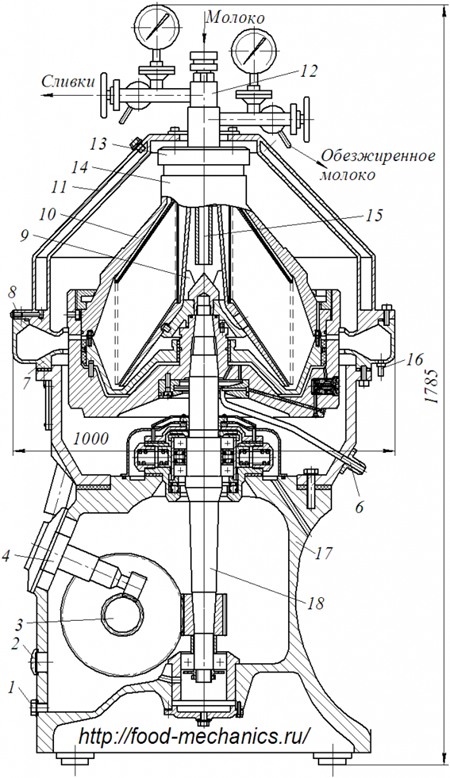
Рис. 37. Сепаратор-сливкоотделитель ОСН-С
1 – пробка спуска масла; 2 – указатель уровня масла; 3 – горизонтальный вал; 4 – тахометр; 5 – пробка залива масла; 6 – сепарирующее устройство; 7 – чаша станины с приёмником осадка; 8 – зажим; 9 – гайка; 10 – сепарирующее устройство; 11 – крышка; 12 – приемно-отводящее устройство; 13,14 – камеры напорных дисков; 15 – центральная трубка; 16 – штуцер подвода воды; 17 – станина с приводным механизмом; 18 – вертикальный вал.
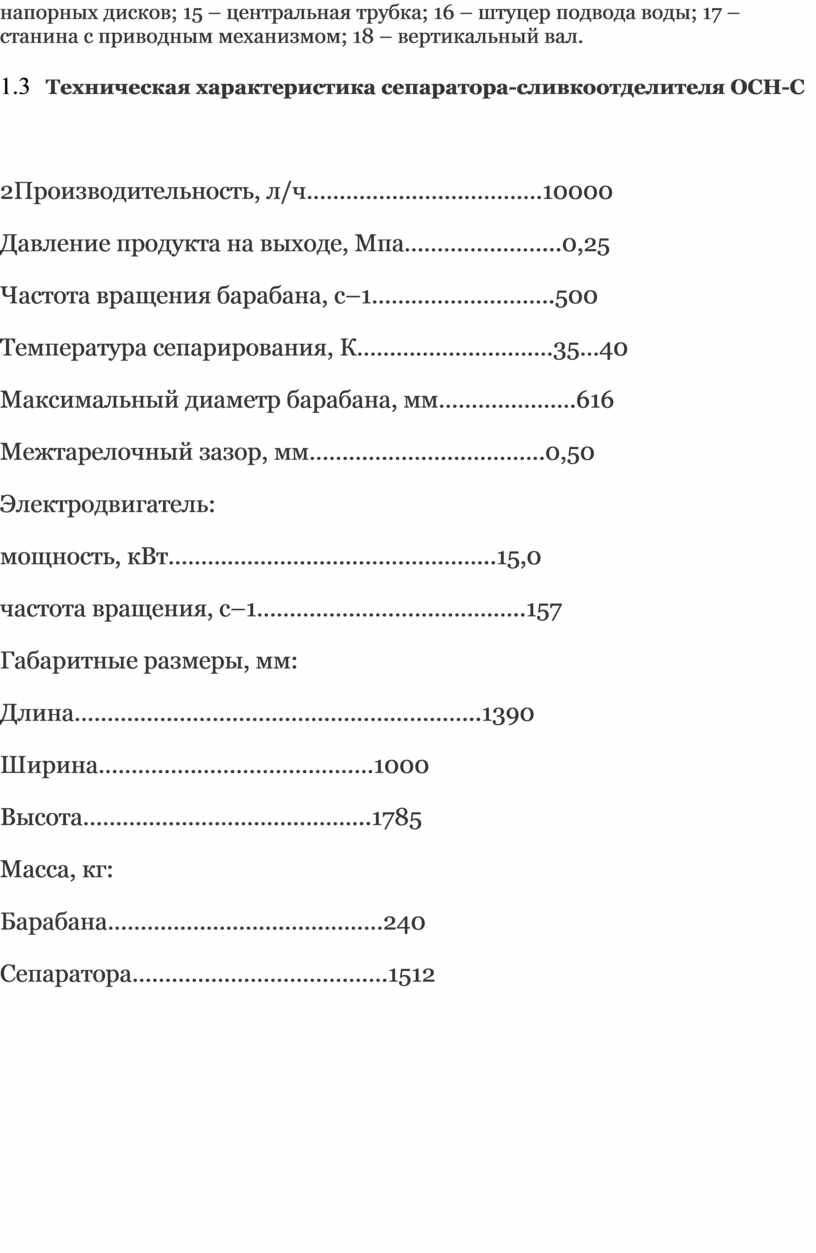
1.3 Техническая характеристика сепаратора-сливкоотделителя ОСН-С
2Производительность, л/ч………………………………10000
Давление продукта на выходе, Мпа…………………...0,25
Частота вращения барабана, с–1……………………….500
Температура сепарирования, К…………………………35…40
Максимальный диаметр барабана, мм…………………616
Межтарелочный зазор, мм………………………………0,50
Электродвигатель:
мощность, кВт…………………………………………..15,0
частота вращения, с–1…………………………………..157
Габаритные размеры, мм:
Длина……………………………………………………..1390
Ширина……………………………………1000
Высота……………………………………..1785
Масса, кг:
Барабана……………………………………240
Сепаратора…………………………………1512
2.1. Электротехнический расчёт
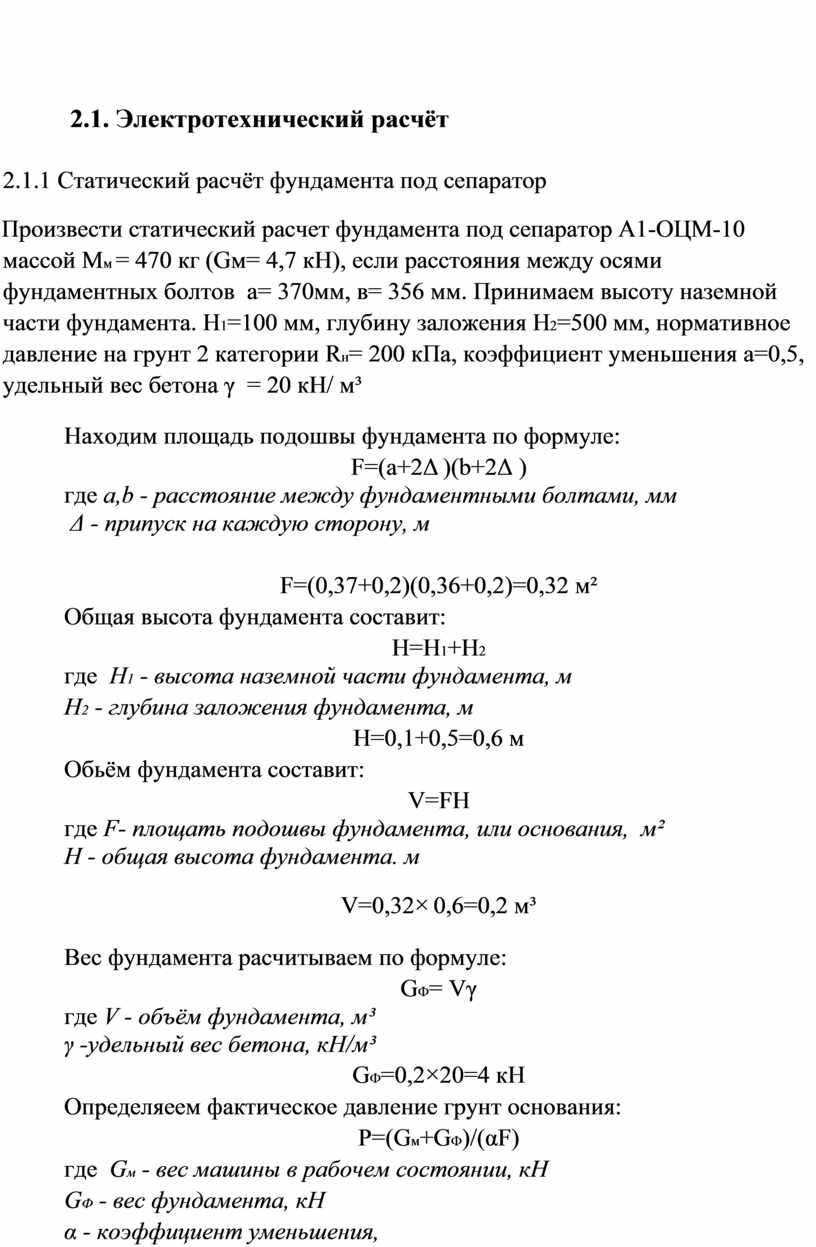
2.1.1 Статический расчёт фундамента под сепаратор
Произвести статический расчет фундамента под сепаратор A1-ОЦМ-10 массой Мм = 470 кг (Gм= 4,7 кН), если расстояния между осями фундаментных болтов a= 370мм, в= 356 мм. Принимаем высоту наземной части фундамента. H1=100 мм, глубину заложения H2=500 мм, нормативное давление на грунт 2 категории Rн= 200 кПа, коэффициент уменьшения a=0,5, удельный вес бетона γ = 20 кН/ м³
Находим площадь подошвы фундамента по формуле:
F=(a+2Δ )(b+2Δ )
где a,b - расстояние между фундаментными болтами, мм
Δ - припуск на каждую сторону, м
F=(0,37+0,2)(0,36+0,2)=0,32 м²
Общая высота фундамента составит:
H=H1+H2
где H1 - высота наземной части фундамента, м
Н2 - глубина заложения фундамента, м
Н=0,1+0,5=0,6 м
Обьём фундамента составит:
V=FH
где F- площать подошвы фундамента, или основания, м²
Н - общая высота фундамента. м
V=0,32× 0,6=0,2 м³
Вес фундамента расчитываем по формуле:
GФ= Vγ
где V - объём фундамента, м³
γ -удельный вес бетона, кН/м³
GФ=0,2×20=4 кН
Определяеем фактическое давление грунт основания:
P=(Gм+GФ)/(αF)
где Gм - вес машины в рабочем состоянии, кН
GФ - вес фундамента, кН
α - коэффициент уменьшения,
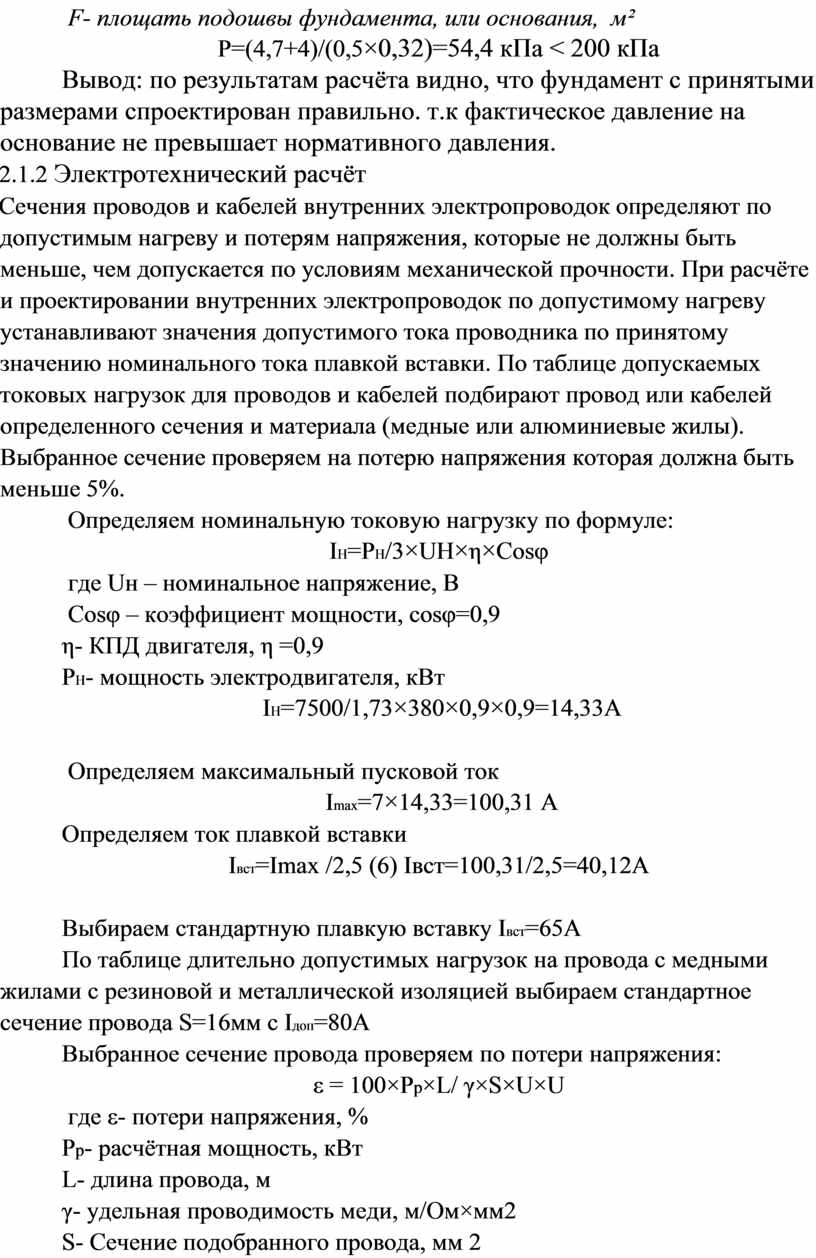
F- площать подошвы фундамента, или основания, м²
P=(4,7+4)/(0,5×0,32)=54,4 кПа < 200 кПа
Вывод: по результатам расчёта видно, что фундамент с принятыми размерами спроектирован правильно. т.к фактическое давление на основание не превышает нормативного давления.
2.1.2 Электротехнический расчёт
Сечения проводов и кабелей внутренних электропроводок определяют по допустимым нагреву и потерям напряжения, которые не должны быть меньше, чем допускается по условиям механической прочности. При расчёте и проектировании внутренних электропроводок по допустимому нагреву устанавливают значения допустимого тока проводника по принятому значению номинального тока плавкой вставки. По таблице допускаемых токовых нагрузок для проводов и кабелей подбирают провод или кабелей определенного сечения и материала (медные или алюминиевые жилы). Выбранное сечение проверяем на потерю напряжения которая должна быть меньше 5%.
Определяем номинальную токовую нагрузку по формуле:
IH=PH/3×UH×η×Cosφ
где Uн – номинальное напряжение, В
Cosφ – коэффициент мощности, cosφ=0,9
η- КПД двигателя, η =0,9
PН- мощность электродвигателя, кВт
IH=7500/1,73×380×0,9×0,9=14,33А
Определяем максимальный пусковой ток
Imax=7×14,33=100,31 А
Определяем ток плавкой вставки
Iвст=Imax /2,5 (6) Iвст=100,31/2,5=40,12А
Выбираем стандартную плавкую вставку Iвст=65А
По таблице длительно допустимых нагрузок на провода с медными жилами с резиновой и металлической изоляцией выбираем стандартное сечение провода S=16мм с Iдоп=80А
Выбранное сечение провода проверяем по потери напряжения:
ε = 100×Pp×L/ γ×S×U×U
где ε- потери напряжения, %
Рр- расчётная мощность, кВт
L- длина провода, м
γ- удельная проводимость меди, м/Ом×мм2
S- Сечение подобранного провода, мм 2
U- Напряжение, В
Расчётная мощность
Рр= PH/η=7500/0,9=8,3кВт
ε = 100×8,3×10/54×1,5×380×380=0,1%
Вывод: так как ε=0,1%< 5%, значит выбранное сечение провода удовлетворяет допустимым потерям напряжения и условиям нагрева, расчёт выполнен верно
4.Ремонт Конструкции
4.1 Технологический процесс ремонта
В процессе ремонта выполняют следующие основные операции: мойку, остановку, разборку из группы сборочных единиц на детали, чистку и мойку деталей, дефектовку и сортировку деталей, составление ведомости дефектов, восстановление или замену изношенных деталей, комплектацию, сборку, индивидуальные испытание и сдачу в накладку. В процессе пусконаладочных работ оборудование выводят на устойчивый паспортный режим работы, затем, если требуется, его окрашивают и сдают отремонтированную машину в эксплуатацию.
Мойка оборудования. Перед началом ремонта оборудование тщательно моют и очищают от остатков молочных продуктов, смазки и прочих загрязнителей. Поверхности, соприкасающиеся с молочным продуктом, чистят щетками и ершами, моют горячими растворами кальционорованной или каустической соды, горячей водой и обрабатывают паром. Для чистки картеров, сепараторов, гомогенизаторов, фрезеров и другого оборудования картер промывают горячим маслом, печным топливом, керосином и горячей водой. Применение керосина и печного топлива, имеющих сильный запах, в производственных цехах не допускается во избежание брака продукта, вырабатываемого на машинах и аппаратах, близко расположенных от ремонтированного оборудования.
Остановка оборудования. После чистки и мойки оборудования протирают насухо и отсоединяют от него все трубопроводы. Затем обесточивают электродвигатели, для чего в электрощите вынимают плавкие предохранители и при необходимости отсоединяют выводные концы электропроводки от клемм электродвигателя. При этом концы тщательно изолируют, а не пусковые устройства вывешивают таблички с надписью "Не включать! Работают люди!". В зависимости от типа оборудования и вида ремонта производят демонтаж всей машины или только отдельных групп сборочных единиц. Демонтированную машину отправляют на ремонт в ремонтно-механические мастерские предприятия или в центральные межрайонные мастерские при объединениях молочной промышленности.
Разборка. Для повышения производительности труда при разборке следует по инструкции завода-изготовителя изучить особенности конструкции машины и наметить порядок ее разборки. В первую очередь необходимо снимать те детали и сборочные единицы, которые препятствуют дальнейшей разборке. Сложное по конструкции оборудование разбирается в следующем порядке: сначала на группы сборочных единиц, группы на отдельные сборочные единицы, сборочные единицы на детали. Детали необходимо укладывать в той последовательности, в которой их снимали. Во избежание травматизма, а также повреждения деталей. В результате падения нельзя их класть одна на другую. Для облегчения последующей сборки крепежные гайки, болты, шайбы следует устанавливать на одну часть сборочной единицы, например, фланец. Болты, а также другие детали, которые при ремонте снимать запрещается, заранее окрашивают в красный цвет (например, головки болтов мембранного разделителя манометрической головки гомогенизаторов).
Чистка и мойка деталей. В мастерских молочной промышленности грубую очистку деталей от загрязнений и ржавчины после деталей или всей машины производят с помощью деревянных лопаток, стержней, скребков. Кроме того, детали отмачивают в керосине, для чего используют две емкости: первую для предварительного отмачивания, вторую для окончательной отмывки. Продолжительность отмачивания предварительно очищенной детали- 1-8 часов, после чего их вытирают насухо ветошью. Детали обезжиривают в горячем растворе каустической соды или в горячей воде и просушивают.
Дефектовка, сортировка и хранение деталей. После мойки детали подвергают дефектовке и составляют ведомость дефектов. Затем их сортируют на три группы: годные без ремонта, подлежащие восстановлению и негодные. Негодные детали направляют на склад металлолома, а годные на временное хранение. Хранят детали на специальных, лучше деревянных, стеллажах или шкафах. Тяжелые детали укладывают на нижние полки или ячейки, а легкие - на верхние. Одинаковые детали маркируют бирками.
Ремонт валов
Основными дефектами волов и осей являются повреждения центровых отверстий, изнашивание и смятие опорных и посадочных шеек и буртов, изнашивание шпоночных пазов и шлицев, повреждение резьбы, изгиб и скручивание, трещины и поломки. Наличие и размер дефектов устанавливают внешним размером вала и соответствующими измерениями, производимыми перед ремонтом. Полученные данные позволяют решить вопрос о целесообразности ремонта и наметить последовательность проведения ремонтных операций. При выборе способа ремонта нужно учитывать принятую технологию ремонта сопряженной детали, условия работы вала, его материал и термическую обработку. Изгиб и скручивание вала, вызывающие его биение, определяют на поверочное плите с центрами или призмами с помощью индикатора часового типа с универсальным штативом. Износ шеек под подшипники устанавливают осмотром и изменением диаметра шеек с помощью микрометра и скоб. Для выявления погрешности формы изношенных валов и осей (овальности, конусности, бочкообразности) их замеряют в двух взаимно перпендикулярных областях и трех сечениях: посередине и в поясах. Износ шпоночных пазов проверяют установкой в паз конкретной (или новой) шпонки, щупа или калибра. Износ шлицев по толщине измеряют микрометром или проверяют калибром. Резьбу проверяют резьбовым калибрами, а также контрольными (новыми) гайками. Трещины валов и осей выявляют внешним осмотром или с помощью магнитного дефектоскопа. При ремонте валов и осей в первую очередь восстанавливают установочные базы, если есть изгиб, то их правят, наращивают металл на изношенных поверхности направкой, металлизацией, электрическим наращиванием и выполняют слесарные работы, так как возможна деформация детали и могут быть повреждены чисто обработанные поверхности. После сварочных и наплавочных работ валы и оси подвергают правке, а затем механической обработке. Центровые отверстия получают повреждения в результате ударов по торцу детали во время разборки и сборки. при этом образуется выступ на конусной поверхности центрального гнезда, которое приводит к биению вала при его остановке в центрах. Кроме того, не смотря на очистку, обезжиривание деталей, в центровых гнездах остаются грязь, масло и ржавчина. Исправляют центровые гнезда подшабриванием или обработкой на токарном сверлильном или центровальном станке.
Ремонт посадочных мест под подшипниками и другие детали производят различными способами. Незначительные повреждения (задиры, риски) и износ их в пределах нескольких десятых долей миллиметра устраняют повадкой специальными пастами или шлифованием. При больших износах, а также при наличии конусности и овальном восстановлении производят обработкой под заранее установленный ремонтный размер. Если для ремонтируемого сопряжения ремонтные разметы не установлены, то поверхность основной, более ценной детали можно подвергать механической обработке до устранения дефектов (задира, конусности, овальности). Сопряженную, более простую в изготовлении или более дешевую деталь изготавливают заново или подгоняют к основной детали. При износе белее 1,2-1,5мм валы и оси строительных машин восстанавливают наплавкой. Детали, подлежащие наплавке, обезжиривают и защищают от ржавчины до металлического блеска.
При односторонней выработке ремонтируемых поверхностей из направляют вручную до устранения одностороннего изнашивания с обязательной последующей правкой. Смазанные отверстия и шпоночные пазы перед направкой разгружают медными или графитовыми вставками, которые должны выступить над поверхностью на 1-2 мм. При установке на станок, вал или ось закрепляют в патроне и слегка поджимают центром, чтобы избежать деформации деталей в результате изменения длинны при нагреве. Направку начинают от края или от переходов меньших диаметров к большим, а направку шеек с двумя гантелями начинают от середины и заканчивают около гантель. Шейки стальных валов, работающих в хорошего смазывания, при безударной нагрузки (тормозные валы вентиляторов), а также изношенные места под неподвижной посадке шариков и роликоподшипников, шестеренок, шкивов при значительных износах можно устанавливать металлизацией. Валы и оси сцеплений, коробок передач, главных передач, бортовых фрикционов при износе до 0,8 мм восстанавливают железнением - хромированием, рекомендуется ремонтировать шейки отвесных валов, если их износ не превышает 0,2 мм на сторону.
При ремонте изношенных шпоночных соединений поврежденную шпонку заменяют новой нормального или увеличенного размера. В связи с этим шпоночные пазы на валу ремонтируют следующими способами:
- расширением сработанного шпоночного паза на 10-15% под шпонку увеличенного размера;
- наплавка стенок, разработанных пазов с последующей их механической обработкой строганием или фрезерованием под нормальный размер.
Изношенные шлицы вала восстанавливают раздачей шлицов, наплавкой изношенной поверхности шлицевых выступов, сплошной заваркой шлицевых впадин и поверхностей выступов. При незначительных износах поверхности шлиц восстанавливают электроискровым наращиванием. Независимо от способа ремонта окончательный размер шлицов получают механической обработкой под номинальный или увеличенный размер, позволяющий компенсировать износ в сопрягаемом отверстии.
После наплавки вал обтачивают под заданный размер, подрезают наплывы с торца и снимают фаску. Обрабатывают шлицы на зубофрезерных станках дисковыми или фасонными фрезами. В небольших ремонтных мастерских шлицы обрабатывают на токарных станках с помощью специального зуборезно- шлиценарезного приспособления.
Резьбу на валах и осях при незначительном повреждении исправляют на токарном станке или путем слесарной обработки. Резьбу потерявшую профиль вследствие изнашивания или срыва, восстанавливают наплавкой под флюсом или приваркой проволоки контактным способом. Если позволяет конструкция детали, то изношенную резьбу удаляют и нарезают резьбу ремонтного размера. В определенных случаях удаляют часть детали с дефектной резьбой, а на ее место устанавливают резьбовые вставки, которые затем приваривают к детали. Изгиб валов и осей возникает как в процессе эксплуатации, так и при их ремонте сваркой или плавкой. Валы и оси правят с нагретом или холодном состоянии. Преимущество холодной правки заключается в том, что исключается термическое влияние на деталь.
Изогнутые валы и оси диаметром до 30 мм можно правит наклепом. Для этого деталь кладут прогибом вниз на плиту и легким молотком наносят а зоне прогиба частые удары, пока деталь не выпрямится.
Прогибы валов и осей диаметром свыше 60 мм, а также значительные прогибы деталей меньших диаметров устраняют горячей правкой под прессом, для чего место изгиба предварительно нагревают до температуры 600 градусов в горне или пламенем газовой горелки. После правки необходимо повторно проверить вал на биение и, если изгиб не устранен, повторить операцию.
Скрученность вала устанавливают по круговому смешению конструктивных частей вала (шпоночных канавок, лысок и т.д.) для проверки вал устанавливают на проверочной плите с помощью призм и, пользуясь радиусом и угломером, замеряют угол скручивания.
Угол скручивания не должен превышать 0,25° на 1 м длинны вала. более скрученные, а так же треснутые и поломанные валы, как правило, не ремонтируют, а заменяют на исправные.
Ремни и шкивы ременной передачи в основном изнашиваются, если радиальное или осевое биение шкивов выше допустимых пределов, ослаблены или чрезмерно натянуты ремни, сечение кленовых ремней не соответствует профилю канавок шкивов. На молочных заводах ременные передачи часта работают при сравнительно низких температурах. На ремни может попасть вода, моющие растворы, продукт, смазочное масло. Поэтому могут происходить проскальзывание, усиленный износ или даже обрыв ремней. Для снятия ремней шкивы сближают или ослабляют натяжное устройство. Загрязненные ремни очищают тупой стороной ножа, промывают в мыльной воде, протирают и сушат. Замасленные ремни промывают в бензине и протирают насухо.
При нормальной работе клиноременной передачи должны касаться канавок шкива боковыми гранями: когда касание происходит основанием ремня, то передача считается неисправной и ремень следует заменить. Если в передаче несколько ремней, то рекомендуется заменить все ремни. Это обусловлено тем, что при совместной работе изношенных и новых ремней вследствие неравномерного их натяжения износ ремней будет не одинаковым. Для увеличения натяжения изношенных ремней электродвигатель с ведущим шкивом надо переместить на требуемое расстояние или надо отрегулировать натяжное устройство.
У шкивов, главным образом, изнашиваются боковые поверхности канавок, наблюдается излом буртиков, нарушается балансировка и ослабляется посадка на валу. При ремонте шкива поверхность обода и канавок протачивают, а дно углубляют. При этом уменьшение диаметра шкива должно быть таким, чтобы линейная скорость ремней изменилась не более, чем на 5% от первоначальной.
Для сохранения прежнего придаточного отношения рекомендуется обтачивать оба шкива. Отремонтированный шкив проверяют на радиальное и осевое сечение по ободу и торцу, используя для этого индикаторы часового типа, закрепленные на стойке. Биение не должно превышать допустимых пределов. При сборке ременной передачи ремни вначале надевают на меньший, а затем на больший шкив. Натяжение собранной клиноременной передачи проверяют в точке равноотстоящей от обоих шкивов, по величине прогиба с помощью диаметра или груза
4.2 Технологическая оснастка для ремонта
Инструменты и приспособления
-Съёмник для снятия основания и поршня
-Съёмник тарелкодержателя и веретена
-Съёмник конуса
-Ключ для съёма деталей
-Ключ для гайки клапана
-Приспособление для обжатия пакета тарелок
-Ключ для питающей трубы
-Ключ для большого затяжного кольца
-Комбинированный ключ для крышки малого затяжного кольца
-Ключ для конуса и клапана
-Съёмник для гайки М56х2
-Ключ 7811-0318 (55-60)
-Ключ 7811-0319 (65-70)
-Ключ 7811-0320 (75-85)
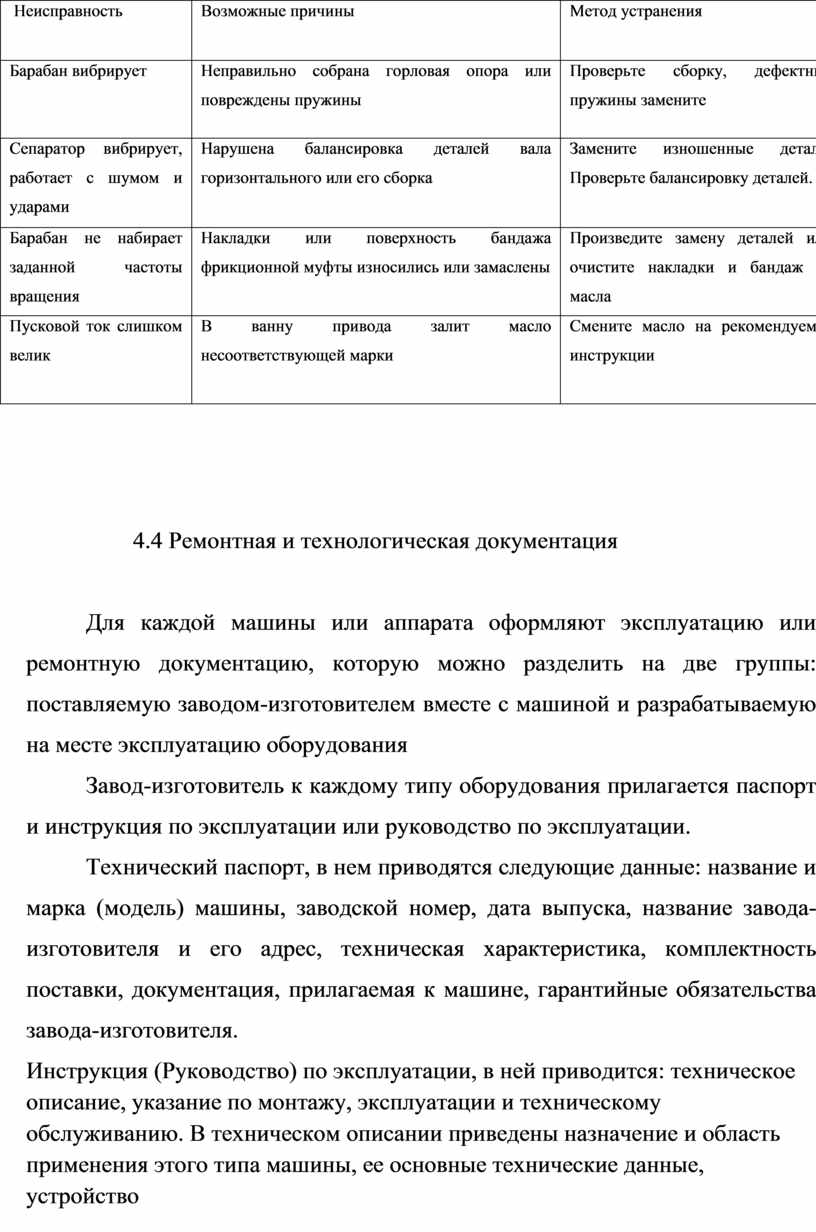
4.3 Основные неисправности и метод их устранения
Таблица
|
Неисправность |
Возможные причины |
Метод устранения |
|
Барабан вибрирует |
Неправильно собрана горловая опора или повреждены пружины |
Проверьте сборку, дефектные пружины замените |
|
Сепаратор вибрирует, работает с шумом и ударами |
Нарушена балансировка деталей вала горизонтального или его сборка |
Замените изношенные детали. Проверьте балансировку деталей. |
|
Барабан не набирает заданной частоты вращения |
Накладки или поверхность бандажа фрикционной муфты износились или замаслены |
Произведите замену деталей или очистите накладки и бандаж от масла |
|
Пусковой ток слишком велик |
В ванну привода залит масло несоответствующей марки |
Смените масло на рекомендуемое инструкции |
4.4 Ремонтная и технологическая документация
Для каждой машины или аппарата оформляют эксплуатацию или ремонтную документацию, которую можно разделить на две группы: поставляемую заводом-изготовителем вместе с машиной и разрабатываемую на месте эксплуатацию оборудования
Завод-изготовитель к каждому типу оборудования прилагается паспорт и инструкция по эксплуатации или руководство по эксплуатации.
Технический паспорт, в нем приводятся следующие данные: название и марка (модель) машины, заводской номер, дата выпуска, название завода-изготовителя и его адрес, техническая характеристика, комплектность поставки, документация, прилагаемая к машине, гарантийные обязательства завода-изготовителя.
Инструкция (Руководство) по эксплуатации, в ней приводится: техническое описание, указание по монтажу, эксплуатации и техническому обслуживанию. В техническом описании приведены назначение и область применения этого типа машины, ее основные технические данные, устройство и принцип действия машины в целом и отдельные ее сборочных единиц с приложением необходимых чертежей, схем, рисунков и прочий перечень контрольно-измерительных приборов, тара, в которую упаковывается машина, и пакет с эксплуатационными и товаросопроводительными документами.
В отдельных случаев в паспорте и инструкции по эксплуатации проводятся приложения, которые заполняются заказчиком при эксплуатации машины: лист учета наработки по годам и месяцам; форма журнала технического обслуживания; сведения о замене деталей и сборочных единиц в процессе эксплуатации и ремонта и др. Заполнение приложения следует направлять на завод-изготовитель, где они могут быть использованы при работе над совершенствованием конструкции машины.
К документации, разрабатываемой на месте эксплуатации оборудования (предприятие молочной промышленности), относится личная карточка машины, сменные цеховой журнал, ведомость дефектов, чертежи Быстроизнашиваемых деталей, акт о переносе ремонта на другой срок, альбом технической документации.
Личная карточка машины. Она является дополнением к паспорту и инструкции по эксплуатации оборудования, поставляемого заводом-изготовителем. Ее составляет главный механик завода после приемки вновь смонтированного оборудования в эксплуатацию.
Сменный цеховой журнал приема-сдачи оборудования цеха. Он служит для записей замеченных неисправностей и дефектов машины за каждую смену. В нем также приводят рекомендации по их устранению при очередном плановом ТО или ремонте.
Ведомость дефектов. Ее составляют перед началам среднего и капитального ремонта. Ведомость необходима для определения объема ремонтных работ, загрузки рабочих станочников, а также для того, чтобы спланировать и заранее восстановить или заготовить новые детали, подобрать соответствующие детали и др. типовая ведомость на ремонт значительно упрощает операцию дефектов и сокращает время на ее оформление.
Акт приема-сдачи отремонтированных, реконструированных и модернизированных объектов в эксплуатацию. Акт составляет комиссия в составе главного механика, начальника мастерских, бригадира, начальника производственного цеха и механика цеха.
Акт об аварии. Его оформляет комиссия в составе с главного инженера предприятия, главного механика, инженера по технике безопасности, утверждает акт директор предприятия.
Чертежи быстро изнашиваемых деталей. К ним относятся чертежи общих видов сборочных единиц и деталей, а также ремонтные чертежи.
5. Указания мер безопасности при эксплуатации
1. К обслуживанию Сепаратора-сливкоотделителя ОСН-Н допускаются лица, изучившие инструкцию по эксплуатации, знающие устройство и правила обслуживания.
2. Электробезопасность при работе машины обеспечивается устройством защитного заземления от болта с шайбой с указанием знака "Заземление" на корпусе машины.
3. Напряжение питания цепи машины должно быть не более 40 В переменного тока, при этом оболочки электрических аппаратов должны иметь степень защиты не ниже 1р54 по ГОСТ 14254-69.
4. Прокладку электропроводов производить в металлических трубах и гибких металлических рукавах, защищающие провода от повреждения.
5. Трубопроводы следует располагать так, чтобы они не затрудняли обслуживание рабочей зоны. Вентили, краны, стыки узлов трубопроводов должны быть герметичны.
6. температура окружающей среды должна быть в пределах от +10С° до +35С°
7. Температура подшипников во время работы машины не должна превышать температуру окружающей среды не более, чем на 40С°
8. запрещается работать на машине при обнаружении посторонних шумов, при повышении вибрации корпуса.
9. Ремонт, связанный с заменой ремней, манжет, щеток, венца шестерни и др., а также мойку ванны и барабанов производить при отключенной электросхеме привода.
10. Спецодежда обслуживающего персонала не должна иметь свободно развевающихся и свисающих концов.
Меры безопасности при проведении ремонтных работ
Ответственность за соблюдение требований и выполнение мероприятий по технике безопасности и производственной санатории возлагается на инженерно-технических работников предприятий молочной промышленности.
Начинать выполнение ремонтных работ следует после того, как убедились, что обесточили электропровод сепаратора-сливкоотделителя, а место проведение работ должно бы оснащено ограждающими средствами и специальными предупреждающими надписями. Разборку следует производить специальными инструментами, предназначенными для проведения такой или иной операции.
Слесарный инструмент, применяемый при монтаже и ремонте, должен быть исправным и соответствовать требованиям по технике безопасности. инструмент ударного типа (молоток, керны) не должен иметь трещин и наклепа. На гаечных ключах не допускается наличие забоин, смятых участков; нельзя удлинять эти ключи обрезками труб для увеличения крутящего момента - такое приспособление может сорваться и нанести травму. Рукоятки слесарного инструмента делают из хорошо обработанных твердых и вязких парод дерева (бука, кизила, березы). Принять металлические и сосновые рукоятки не разрешается.
Рабочее место слесаря должно быть оборудовано прочным прочным и устойчивым верстаком с тисками и ящиками для инструмента. На верстаке устанавливают металлическую сетку для улавливания осколков металла, отлетающих при обработке на тисках.
К работе с электрифицированным и пневматическим ручным инструментом (дрели, отвертки, пилы, гайковерты, отбойные молотки) допускают лиц, прошедших специальное обучение и инструктаж. Работать с этим инструментом на приставных лестницах запрещается. Можно работать на лестницах-стремянках. Электроинструмент должен иметь надежную изоляцию, необходимо проверять один раз в три месяца. Шланги для сжатого воздуха соединяют с помощью специальных хомутов и накидных гаек, обеспечивающих надежную герметизацию. Вставлять рабочие органы в патрон и вынимать их из нее можно лишь при полной остановке инструмента.
Во время работы нужно следить, чтобы не перегибались и не повреждались шланги и электрокабели.
Во время проведения сварочных работ нужно проверять исправность электроизоляционного оборудования. Места сварочных работ при необходимости обносят ограждениями специального назначения во избежание пожара.
Освещение в местах проведение ремонтных работ должно быть достаточным для здоровья работников. Все электрическое оборудование должно быть заземлено в обязательном порядке. При выполнении токарных работ рабочим следует применять индивидуальные средства зашиты, использовать правильно инструмент. Использовать при выполнении работ только исправный инструмент.
Пред разборкой необходимо острой иглой нанести на сопряженные детали риски, чтобы зафиксировать взаимное их расположение. Таким образом фиксируется, например, расположение ведущего шкива вариатора скорости на валу электродвигателя.
Разборку оборудования следует производить согласно общим требованиям карты разборки оборудования. Все части машины снимаются в нужном порядке и, если нужно, нумеруется. Мелкие детали кладут на видное место или оставляют в сборе с более крупными частями во избежание потери. Также при разборке следует пользоваться стандартными инструментами, предназначенными для работы с деталями, избегая их поломки.
ОБРАЗЕЦ КУРСОВАЯ РАБОТА по междисциплинарному курсу
Тема курсовой работы (проекта)
Качество молока в значительной степени зависит от условий его получения первичной обработки и переработки
Сепаратор-сливкоотделитель ОСН-С был первым саморазгружающимся сепаратором,созданным в начале 70-х годов на заводе «Смычка» в
Сепаратор-сливкоотделитель ОСН-С с автоматической периодической центробежной выгрузкой осадка предназначен для разделения цельного молока на сливки с одновременной очисткой их от загрязнений
Рис. 37. Сепаратор-сливкоотделитель
Техническая характеристика сепаратора-сливкоотделителя
Электротехнический расчёт 2
F - площать подошвы фундамента, или основания, м²
U- Напряжение, В Расчётная мощность

Ремонт Конструкции 4
При этом концы тщательно изолируют, а не пусковые устройства вывешивают таблички с надписью "Не включать!
Дефектовка, сортировка и хранение деталей
При ремонте валов и осей в первую очередь восстанавливают установочные базы, если есть изгиб, то их правят, наращивают металл на изношенных поверхности направкой, металлизацией, электрическим…
Смазанные отверстия и шпоночные пазы перед направкой разгружают медными или графитовыми вставками, которые должны выступить над поверхностью на 1-
После наплавки вал обтачивают под заданный размер, подрезают наплывы с торца и снимают фаску
Угол скручивания не должен превышать 0,25° на длинны вала
Для сохранения прежнего придаточного отношения рекомендуется обтачивать оба шкива
Неисправность Возможные причины
В отдельных случаев в паспорте и инструкции по эксплуатации проводятся приложения, которые заполняются заказчиком при эксплуатации машины: лист учета наработки по годам и месяцам; форма…
Акт приема-сдачи отремонтированных, реконструированных и модернизированных объектов в эксплуатацию
Трубопроводы следует располагать так, чтобы они не затрудняли обслуживание рабочей зоны
Рукоятки слесарного инструмента делают из хорошо обработанных твердых и вязких парод дерева (бука, кизила, березы)
Пред разборкой необходимо острой иглой нанести на сопряженные детали риски, чтобы зафиксировать взаимное их расположение
Образец курсовой работы

© ООО «Знанио»
С вами с 2009 года.
![]()