Применение совершенного оборудования при техническом обслуживании и ремонте не исключает выполнения общеслесарных операций, которыми должен владеть каждый рабочий-ремонтник.
Предприятия по техническому обслуживанию и ремонту авто¬мобилей оснащаются более совершенным оборудованием, все шире внедряются методы диагностики с использованием электронной аппаратуры. Применение современного оборудования для выполнения работ по техническому обслуживанию и ремонту автомобилей облегчает и ускоряет многие производственные процессы, но требует от обслу¬живающего персонала усвоения определенного круга знаний и на¬выков, поэтому любой автомеханик должен уметь пользоваться совре¬менным оборудованием, инструментами и приспособлениями.
Цель письменной экзаменационной работы – описание технологического процесса ремонта и технического обслуживания рам грузовых автомобилей, технологии технического обслуживания топливной системы дизельного автомобиля.
ВВЕДЕНИЕ
На автотранспортных предприятиях по техническому обслуживанию
автомобилей все шире внедряются средства диагностирования и новые формы
организации труда: бригадный подряд, оценка трудовой деятельности по
конечному результату и др. Все это требует ускоренного развития МТБ
предприятий,
дальнейшего совершенствования процессов технического
обслуживания и ремонта автомобилей, внедрения более широкой механизации
выполняемых работ и улучшения организации производства. Механизация работ
облегчает и ускоряет многие технологические процессы, поэтому от рабочих,
обслуживающих автомобили, сейчас требуется не только знание их устройства,
но и практические навыки пользования современным оборудованием, умение
применять необходимые приспособления,
КИАП при
диагностировании автомобилей..
инструменты,
В настоящее время практически прекратились разработки и обеспечение
предприятий нормативнотехнологической документацией, что не могло не ска
заться на уровне технического состояния автомобилей. Поэтому сегодняшним
выпускникам автотранспортных колледжей предстоит, используя полученные
знания и возможности рыночных отношений, сформулировать и реализовывать
современную техническую политику по обеспечению работоспособности
стремительно растущего автомобильного парка страны. Это повышает
требования к обслуживающему персоналу автотранспортной техники, которые
должны иметь глубокие профессиональные знания, и в связи с большим
многообразием автомобилей быть специалистами широкого профиля.
Механизация работ облегчает и ускоряет многие технологические процессы,
поэтому от рабочих, обслуживающих автомобили, сейчас требуются не только
знание их устройства, но и практические навыки пользования современным
оборудованием, умение применять необходимые приспособления, инструмент,
контрольноизмерительную аппаратуру при диагностировании автомобилей.
Изм. Лист № документа
Подпись Дата
Лист
28Одной из важнейших задач в области эксплуатации автомобильного парка
является дальнейшее совершенствование организации технического
обслуживания и текущего ремонта автомобилей с целью повышения их
работоспособности и вместе с тем снижения затрат на эксплуатацию. Активность
указанной задачи подтверждается и тем, что техническое обслуживание
автомобиля затрачиваются во много раз больше труда и средств, чем на его
производства.
Применение современного оборудования при техническом обслуживании и
ремонте не исключает выполнения общеслесарных операций, которыми
должен владеть каждый рабочийремонтник. Слесарь по ремонту автомобилей
должен иметь четкие представления об основных методах и способах
восстановления деталей, технологии ремонтных работ, включая вопросы.
Применение совершенного оборудования при техническом обслуживании и
ремонте не исключает выполнения общеслесарных операций, которыми должен
владеть каждый рабочийремонтник.
Предприятия по техническому обслуживанию и ремонту автомобилей
оснащаются более совершенным оборудованием, все шире внедряются методы
диагностики с использованием электронной аппаратуры.
Применение
современного оборудования для выполнения работ
по техническому
обслуживанию и ремонту автомобилей облегчает и ускоряет многие
производственные процессы, но требует от обслуживающего персонала усвоения
определенного круга знаний и навыков, поэтому любой автомеханик должен
пользоваться современным оборудованием, инструментами
уметь
приспособлениями.
и
Цель письменной экзаменационной работы – описание технологического
процесса ремонта и регулировки форсунок.
Изм. Лист № документа
Подпись Дата
Лист
281. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА И
РЕГУЛИРОВКИ ФОРСУНОК
Топливная система предназначена для хранения, подогрева, очистки и
подачи топлива в цилиндры дизеля. В топливную систему входят: топливный бак,
топливоподогреватель, топливоподкачивающий и ручной насосы, фильтры грубой
и тонкой очистки, топливные насосы высокого давления, форсунки, регуляторы и
трубопроводы с клапанами.Форсунка предназначена для впрыска топлива в
цилиндр дизеля. Она установлена в крышке цилиндра и прикрепляется к ней при
помощи фланца и трех шпилек. Уплотнение форсунки в крышке обеспечивается
медной прокладкой 17 (рисунок 4), толщина которой подбирается с таким
расчетом, чтобы выход носка распылителя был равен
мм. На дизеле
5,03
применены форсунки закрытого типа, которые посредством иглы распылителя
периодически отсоединяют трубопровод высокого давления от камеры
сгорания.Форсунка имеет стальной корпус 13, к которому снизу при помощи
накидной гайки 15 прикреплен распылитель, представляющий собой
прецизионную пару. Распылитель состоит из корпуса 16 и иглы 21, притертых
друг к другу. Игла 21 имеет цилиндрическую направляющую часть диаметром 8
мм.и два конических пояска верхний ж (большой конус) и нижний е (малый
конус). Коническим пояском е игла притерта к коническому седлу корпуса
распылителя, а большой конический поясок ж является поверхностью, на
которую действует давление топлива, создавая подъемную силу. На торце
корпуса распылителя сделана кольцевая канавка и, соединенная с полостью под
большим коническим пояском ж тремя наклонными каналами к. Снизу корпус
распылителя заканчивается сферическим носком, в котором имеются восемь
отверстий диаметром 0,42 мм, предназначенных для распыления топлива. Корпус
16 и игла 21 изготовлены из высококачественной стали и термически обработаны.
Изм. Лист № документа
Подпись Дата
Лист
28Уплотнение между корпусом 16 распылителя и корпусом 13 форсунки
осуществляется притиркой их торцевых поверхностей.
В центральное отверстие корпуса 13 форсунки вставлена штанга 14,
опирающаяся своим нижним концом на иглу распылителя. Цилиндрический
выступ с иглы диаметром 4 мм входит в расточку штанги, чем обеспечивается их
соосность, необходимая для нормальной работы форсунки. На верхний конец
штанги надевают тарелку 12 и устанавливают пружину 11, затяжку которой
производят регулировочным штуцером 10, ввернутым в корпус форсунки.
Изм. Лист № документа
Подпись Дата
Лист
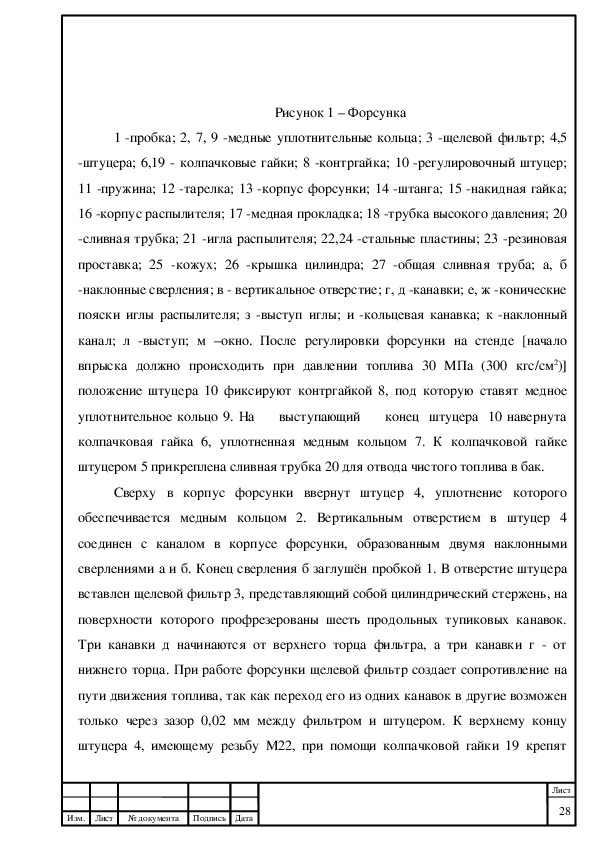
28Рисунок 1 – Форсунка
1 пробка; 2, 7, 9 медные уплотнительные кольца; 3 щелевой фильтр; 4,5
штуцера; 6,19 колпачковые гайки; 8 контргайка; 10 регулировочный штуцер;
11 пружина; 12 тарелка; 13 корпус форсунки; 14 штанга; 15 накидная гайка;
16 корпус распылителя; 17 медная прокладка; 18 трубка высокого давления; 20
сливная трубка; 21 игла распылителя; 22,24 стальные пластины; 23 резиновая
проставка; 25 кожух; 26 крышка цилиндра; 27 общая сливная труба; а, б
наклонные сверления; в вертикальное отверстие; г, д канавки; е, ж конические
пояски иглы распылителя; з выступ иглы; и кольцевая канавка; к наклонный
канал; л выступ; м –окно. После регулировки форсунки на стенде [начало
впрыска должно происходить при давлении топлива 30 МПа (300 кгс/см2)]
положение штуцера 10 фиксируют контргайкой 8, под которую ставят медное
уплотнительное кольцо 9. На выступающий конец штуцера 10 навернута
колпачковая гайка 6, уплотненная медным кольцом 7. К колпачковой гайке
штуцером 5 прикреплена сливная трубка 20 для отвода чистого топлива в бак.
Сверху в корпус форсунки ввернут штуцер 4, уплотнение которого
обеспечивается медным кольцом 2. Вертикальным отверстием в штуцер 4
соединен с каналом в корпусе форсунки, образованным двумя наклонными
сверлениями a и б. Конец сверления б заглушён пробкой 1. В отверстие штуцера
вставлен щелевой фильтр 3, представляющий собой цилиндрический стержень, на
поверхности которого профрезерованы шесть продольных тупиковых канавок.
Три канавки д начинаются от верхнего торца фильтра, а три канавки г от
нижнего торца. При работе форсунки щелевой фильтр создает сопротивление на
пути движения топлива, так как переход его из одних канавок в другие возможен
только через зазор 0,02 мм между фильтром и штуцером. К верхнему концу
штуцера 4, имеющему резьбу М22, при помощи колпачковой гайки 19 крепят
Изм. Лист № документа
Подпись Дата
Лист
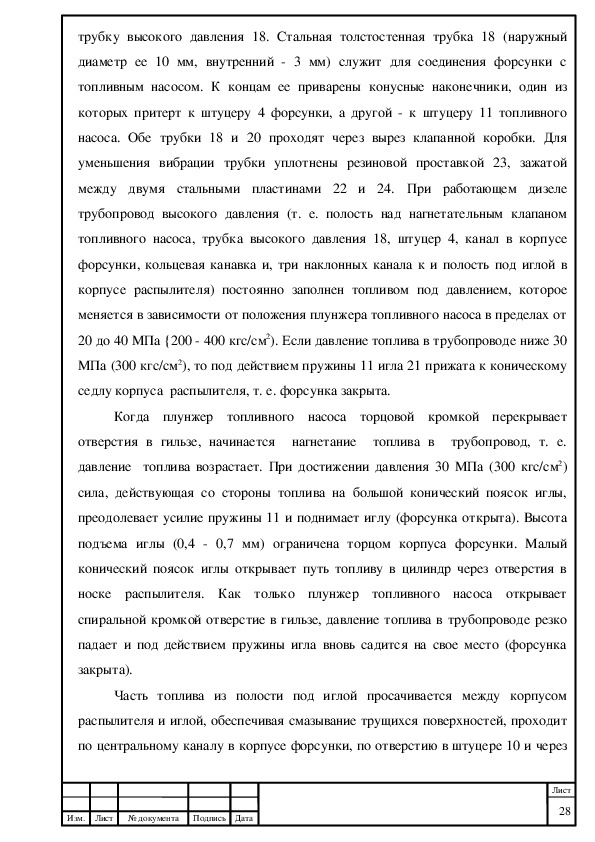
28трубку высокого давления 18. Стальная толстостенная трубка 18 (наружный
диаметр ее 10 мм, внутренний 3 мм) служит для соединения форсунки с
топливным насосом. К концам ее приварены конусные наконечники, один из
которых притерт к штуцеру 4 форсунки, а другой к штуцеру 11 топливного
насоса. Обе трубки 18 и 20 проходят через вырез клапанной коробки. Для
уменьшения вибрации трубки уплотнены резиновой проставкой 23, зажатой
между двумя стальными пластинами 22 и 24. При работающем дизеле
трубопровод высокого давления (т. е. полость над нагнетательным клапаном
топливного насоса, трубка высокого давления 18, штуцер 4, канал в корпусе
форсунки, кольцевая канавка и, три наклонных канала к и полость под иглой в
корпусе распылителя) постоянно заполнен топливом под давлением, которое
меняется в зависимости от положения плунжера топливного насоса в пределах от
20 до 40 МПа {200 400 кгс/см2). Если давление топлива в трубопроводе ниже 30
МПа (300 кгс/см2), то под действием пружины 11 игла 21 прижата к коническому
седлу корпуса распылителя, т. е. форсунка закрыта.
Когда плунжер топливного насоса торцовой кромкой перекрывает
отверстия в гильзе, начинается нагнетание топлива в трубопровод, т. е.
давление топлива возрастает. При достижении давления 30 МПа (300 кгс/см2)
сила, действующая со стороны топлива на большой конический поясок иглы,
преодолевает усилие пружины 11 и поднимает иглу (форсунка открыта). Высота
подъема иглы (0,4 0,7 мм) ограничена торцом корпуса форсунки. Малый
конический поясок иглы открывает путь топливу в цилиндр через отверстия в
носке распылителя. Как только плунжер топливного насоса открывает
спиральной кромкой отверстие в гильзе, давление топлива в трубопроводе резко
падает и под действием пружины игла вновь садится на свое место (форсунка
закрыта).
Часть топлива из полости под иглой просачивается между корпусом
распылителя и иглой, обеспечивая смазывание трущихся поверхностей, проходит
по центральному каналу в корпусе форсунки, по отверстию в штуцере 10 и через
Изм. Лист № документа
Подпись Дата
Лист
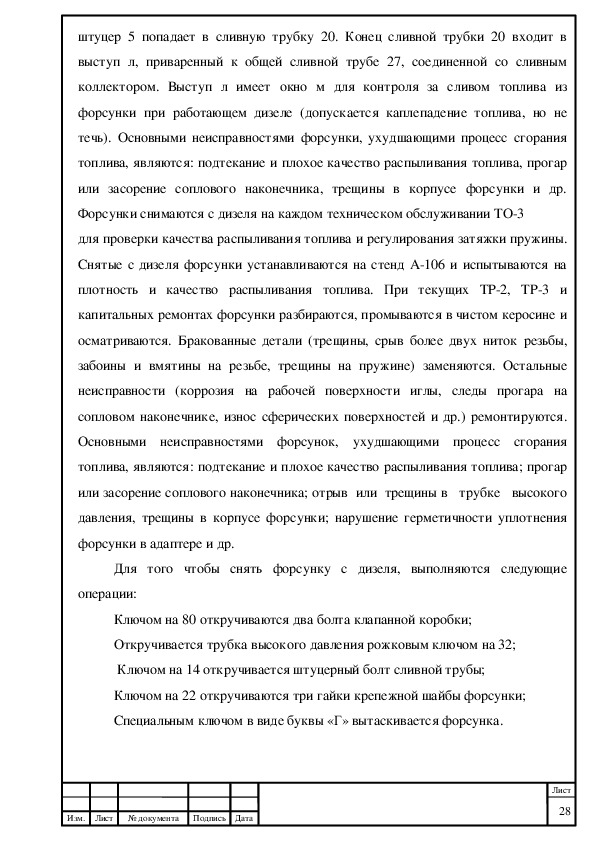
28штуцер 5 попадает в сливную трубку 20. Конец сливной трубки 20 входит в
выступ л, приваренный к общей сливной трубе 27, соединенной со сливным
коллектором. Выступ л имеет окно м для контроля за сливом топлива из
форсунки при работающем дизеле (допускается каплепадение топлива, но не
течь). Основными неисправностями форсунки, ухудшающими процесс сгорания
топлива, являются: подтекание и плохое качество распыливания топлива, прогар
или засорение соплового наконечника, трещины в корпусе форсунки и др.
Форсунки снимаются с дизеля на каждом техническом обслуживании ТО3
для проверки качества распыливания топлива и регулирования затяжки пружины.
Снятые с дизеля форсунки устанавливаются на стенд А106 и испытываются на
плотность и качество распыливания топлива. При текущих ТР2, ТР3 и
капитальных ремонтах форсунки разбираются, промываются в чистом керосине и
осматриваются. Бракованные детали (трещины, срыв более двух ниток резьбы,
забоины и вмятины на резьбе, трещины на пружине) заменяются. Остальные
неисправности (коррозия на рабочей поверхности иглы, следы прогара на
сопловом наконечнике, износ сферических поверхностей и др.) ремонтируются.
Основными неисправностями форсунок, ухудшающими процесс сгорания
топлива, являются: подтекание и плохое качество распыливания топлива; прогар
или засорение соплового наконечника; отрыв или трещины в трубке высокого
давления, трещины в корпусе форсунки; нарушение герметичности уплотнения
форсунки в адаптере и др.
Для того чтобы снять форсунку с дизеля, выполняются следующие
операции:
Ключом на 80 откручиваются два болта клапанной коробки;
Откручивается трубка высокого давления рожковым ключом на 32;
Ключом на 14 откручивается штуцерный болт сливной трубы;
Ключом на 22 откручиваются три гайки крепежной шайбы форсунки;
Специальным ключом в виде буквы «Г» вытаскивается форсунка.
Изм. Лист № документа
Подпись Дата
Лист
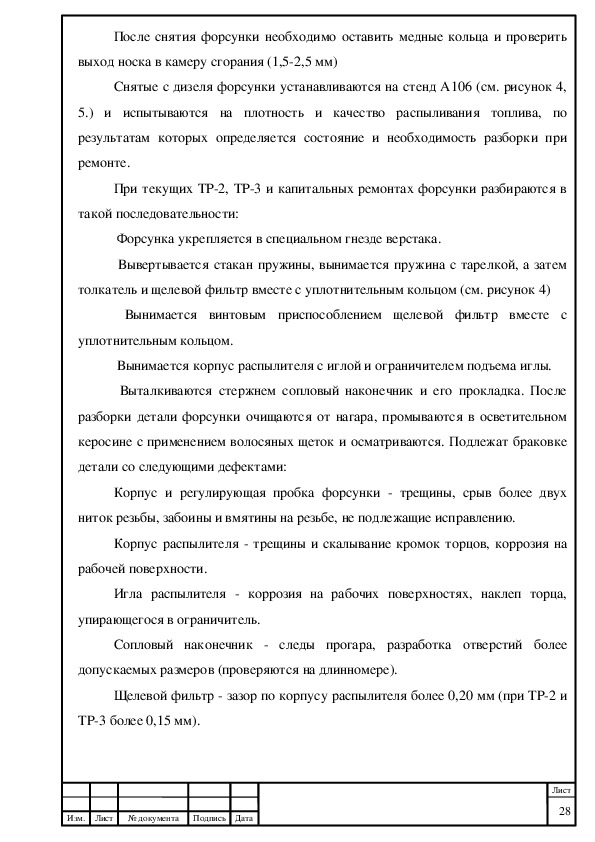
28После снятия форсунки необходимо оставить медные кольца и проверить
выход носка в камеру сгорания (1,52,5 мм)
Снятые с дизеля форсунки устанавливаются на стенд А106 (см. рисунок 4,
5.) и испытываются на плотность и качество распыливания топлива, по
результатам которых определяется состояние и необходимость разборки при
ремонте.
При текущих ТР2, ТР3 и капитальных ремонтах форсунки разбираются в
такой последовательности:
Форсунка укрепляется в специальном гнезде верстака.
Вывертывается стакан пружины, вынимается пружина с тарелкой, а затем
толкатель и щелевой фильтр вместе с уплотнительным кольцом (см. рисунок 4)
Вынимается винтовым приспособлением щелевой фильтр вместе с
уплотнительным кольцом.
Вынимается корпус распылителя с иглой и ограничителем подъема иглы.
Выталкиваются стержнем сопловый наконечник и его прокладка. После
разборки детали форсунки очищаются от нагара, промываются в осветительном
керосине с применением волосяных щеток и осматриваются. Подлежат браковке
детали со следующими дефектами:
Корпус и регулирующая пробка форсунки трещины, срыв более двух
ниток резьбы, забоины и вмятины на резьбе, не подлежащие исправлению.
Корпус распылителя трещины и скалывание кромок торцов, коррозия на
рабочей поверхности.
Игла распылителя коррозия на рабочих поверхностях, наклеп торца,
упирающегося в ограничитель.
Сопловый наконечник следы прогара, разработка отверстий более
допускаемых размеров (проверяются на длинномере).
Щелевой фильтр зазор по корпусу распылителя более 0,20 мм (при ТР2 и
ТР3 более 0,15 мм).
Изм. Лист № документа
Подпись Дата
Лист
28Толкатель увеличение зазора по фильтру более 0,5 мм, наклеп на
сферических поверхностях или износ их более 0,5 мм.
Непрямолинейность более 0,03 мм на длине толкателя, уменьшение длины
более 0,5 мм.
Тарелка пружины износ опорной поверхности под пружину более 0,5 мм.
Пружина форсунки трещины и износ более 0,3 мм, высота в свободном
состоянии менее 28,5 мм.
Особое внимание уделяется состоянию иглы распылителя и корпуса. Риски
и выработка на притирочных поясках не допускаются. Проверяется правильность
прилегания притирочных поясков иглы и корпуса распылителя. Игла считается
годной при ширине пояска 0,4 мм и менее.
1.1 Очистка и мойка деталей
Узлы и детали топливной аппаратуры, снятые с дизеля очищаются от
отработавшего масла, нагара, смолистых веществ и коррозии. Прецизионные
пары, кроме того, проходят специальные процессы обезжиривания, консервации и
расконсервации. В основном существует четыре способа очистки деталей.
Промывка окунанием. Для этого способа обычно используется набор из трех
ванночек объемом от 5 до 15 л. Такой блок ванночек (рисунок 5) имеет подставку
1, ванны 2 с установленными в них на определенном уровне сетками 3, поддон 8 с
лотком 7 и краном 9. Над ваннами может быть зонт 6 вытяжки или крышки.
Детали по мере промывки и размягчения нагара очищают щетками, затем вместе
специальной тарой 5 поднимают над ванной и устанавливают на съемные полки 4
для стекания моющего раствора, после чего переносят в следующую ванну с
более чистым раствором. По мере загрязнения ванны меняют местами и очисткой
и заменой в одной из них промывочного раствора. Раствор сливают через краны 9,
10 и по трубопроводу он поступает в емкость, находящуюся за пределами здания.
В качестве моющего раствора в ваннах обычно применяют осветительный
керосин КС30 по ГОСТ 475368 с температурой вспышки паров не ниже 48 0С,
Изм. Лист № документа
Подпись Дата
Лист
28дизельное топливо марки Д, авиационный бензин. Чтобы полностью очистить
поверхность деталей от жировых пленок, смолистых веществ, нагара, применяют
водные щелочные растворы с добавлением эмульсаторов (масло, жидкое стекло,
клей и др.) с последующим пассивированием и промывкой в горячей воде.
Рисунок 2 – Блок промывочных ванночек
Прецизионные пары топливной аппаратуры, кроме промывки в бензине,
очищают в растворе, состоящем из 30 г. тринатрийфосфата и 3 г. эмульсатора
марки ОП7 или ОП10 на 1 л. воды при температуре 1820 0С. Пассивирующим
раствором служит 1% ный раствор елеинонатриевого мыла.
Для механизации и ускорения процессов очистки деталей используют
специальные установки, в том числе для промывки деталей под давлением (до 24
МПа), с использованием в качестве моющей среды осветительного керосина или
дизельного топлива. Рабочее давление в установке создается с помощью
многоплунжерного топливного насоса или пневматических цилиндров,
обеспечивающих поступление топлива к соплам, находящимся в промывочной
камере. Детали при промывке располагают сетке камеры. Установка оборудована
зонтом вытяжной вентиляции, а камера закрыта прозрачным экраном. Оператор
имеет возможность с помощью резиновых рукавов менять положение деталей и
направления струй моющей жидкости.
Изм. Лист № документа
Подпись Дата
Лист
28Процесс удаления нагара с носиков распылителей и корпусов форсунок, а
также затвердевших смолистых веществ с других деталей топливной аппаратуры
промывкой малопроизводителен. Поэтому используют механические способы
очистки, в том числе с применением деревянных скребков или жестких
волосяных щеток. Наиболее совершенным является механический способ
удаления нагара косточковой крошкой (дробленая скорлупа косточек фруктов).
Косточковая крошка в таких установках захватывается струей сжатого воздуха
под давлением 0,40,5 МПа и направляется на очищаемую от нагара поверхность.
Косточковая крошка не оставляет царапин на очищаемой поверхности, что
очень важно при ремонте деталей топливной аппаратуры. Для ускорения
процесса удаления моющей среды с поверхностей очищенных деталей, кроме
деталей прецизионных пар не допускается использование сжатого воздуха.
Жидкость удаляется в отдельных закрытых продувочных камерах, использующих
вентиляционный откос и сборники моющей жидкости. Во многих локомотивных
депо использовали продувочный ящик и ящик для промывки деталей. В
настоящее время очистка деталей производится. При этом способе у очищаемых
поверхностей деталей создается интенсивное колебание раствора за счет ударных
волн, возникающих при пропускании через раствор ультразвука. Под действием
ультразвука в растворе образуются области сжатия и разряжения,
распространяющиеся по направлению ультразвуковых волн. В зоне разряжения,
на границе между поверхностями детали и жидкостью, образуется полость с,
куда под действием местного давления из пор ж и капилляров к выталкивается
раствор и загрязнение. Через полпериода колебаний в том же месте образуется
область сжатия.
происходит
гидравлический удар, способный создавать большое мгновенное местное
давление, намного превышающее исходное, вызванное распространением
ультразвуковых колебаний. Это явление сопровождается характерным шумом
ультразвуком. Благодаря большой частоте ультразвуковых колебаний процессы
повторяются до 20000 раз в 1с. Под действием раствора и гидравлических ударов
жировая пленка на поверхности детали разрушается, загрязнения превращаются в
В результате пузырек захлопывается,
Изм. Лист № документа
Подпись Дата
Лист
28эмульсию и уносятся вместе с раствором. Скорость и качество ультразвуковой
очистки зависят от химической активности и температуры раствора, а также
удельной мощности ультразвука. Температура раствора 5060 0С, удельная
мощность ультразвука 1,52 Вт на 1 см2 очищаемой поверхности.
Рисунок 3 – Схема образования полости в растворе под действием
ультразвуковых волн
Преимущества ультразвуковой очистки деталей: ее качество выше по
значительно меньшая
сравнению с другими способами очистки,
продолжительность процесса; очистка легко может быть модернизирована.
1.2 Сборка объекта ремонта
При сборке форсунки важно, чтобы детали были чистыми, каналы в
корпусах форсунки и распылителя проверены магнитной проволокой для
удаления случайно попавших в них металлических частичек. Процесс сборки
состоит из комплектации деталей, собственно сборки и проверки качества
сборки.
При комплектации нужно придерживаться следующих рекомендаций:
1. Вместо замененных подбирать такие детали, допуски на посадку которых
находились бы в пределах норм. Чтобы исключить обезличивание, форсунки
следует комплектовать деталями, ранее работавшими вместе;
2. На один дизель ставить форсунки, укомплектованные распылителями
примерно одинаковой плотности.
3. Для сборки форсунки необходимо:
Зафиксировать распылитель на корпусе форсунки с помощью накидной
гайки (ключ на 36);
Изм. Лист № документа
Подпись Дата
Лист
28 В корпус форсунки вставляется штанга с тарелкой, сверху надевается
пружина с регулировочным штуцером и медным уплотнительным
кольцом;
Регулировочный штуцер фиксируется контргайкой;
4. сверху надевается медное уплотнительное кольцо, навинчивается
колпачковая гайка со сливной трубкой, которая фиксируется штуцером.
Собранная форсунка устанавливается на стенд А106 (рисунок 6) для
проверки плотности, качества распыливания топлива и регулирования давления
впрыска. Проверка состоит из следующих операций: промывки форсунки,
проверка герметичности запорного конуса распылителя, регулировки затяжки
пружины (давления начала подъема иглы), контроля качества распыливания и
отсечки топлива.
Проверяемую форсунку монтируют в зажимном устройстве стенда А106
(Рисунок 7).
Чтобы промыть внутренние полости форсунки (для удаления загрязнения и
воздуха), ослабляется ее пружину, ручка 10 фиксируется в верхнем положении,
включается выключатель 11 электропривода насоса, включается краном 5
промывочный аккумулятор 14. Промывка ведется 12 мин. Отключается
электропривод, закрывается кран 5 и затем снимается с защелки рычаг.
Рисунок 7 – Форсунка в зажимном устройстве
Изм. Лист № документа
Подпись Дата
Лист
281 стол; 2 сборник; 3 проверяемая форсунка; 4 зажимное устройство; 5,
9 краны; 6 манометр; 7 пневмоцилиндр; 8 топливный насос; 10 ручки
насоса; 11 выключатель; 12 топливный бак; /3 фильтр; 14 промывочный
аккумулятор; 15 отстойник; 16 вентиляционный патрубок
Для контроля герметичности запорного корпуса распылителя постепенно
зажимая пружину форсунки и подкачивая рычагом 10топливо, создается
давление 300 кгс/см2. Такое давление поддерживается в течение 12 мин.,
периодически подкачивая топливо насосом. Если за это время на кончике
распылителя не появится капля топлива, то герметичность запорного конуса
распылителя считается удовлетворительной. Проверяется дважды.Затяжка
пружины форсунки (или давление начала подъема иглы) регулируется поворотом
регулировочного болта таким образом, чтобы при медленном нажатии на рычаг
стенда впрыск топлива произошел (игла начала подниматься) при давлении
300
5
5
кгс/см2.Качество распыливания и отсечки топлива форсункой контролируется
визуально. Для этого в минуту делается примерно 30 равномерных впрысков
Нормально работающая форсунка впрыскивает топливо в
топлива.
туманообразном виде; длина и форма струй (факелов) из всех ее распыливающих
отверстий должны быть одинаковыми. Начало и конец каждого впрыска
сопровождается четким и резким звуком. Кроме того, после 16 впрысков на
кончике распылителя форсунки не должна появляться капля топлива.
Подтекание топлива в виде капель или «подвпрысков» в виде слабых струй
указывает на неудовлетворительное распыливание и плохую отсечку топлива
форсункой. Наглядным признаком правильной сборки форсунки служит так
называемый «дробящий впрыск», т. е. когда при медленном опускании рычага
стенда происходят частые, следующие один за другим четкие впрыски топлива.
При удовлетворительных распыливании и отсечке топлива отсутствие
«дробящего впрыска» не является признаком негодности форсунки. После всех
операций регулировочный болт форсунки крепят контргайкой, а штуцера
закрывают заглушками.Отремонтированную форсунку помещают на стенд для
Изм. Лист № документа
Подпись Дата
Лист
28хранения исправных форсунок. Исправные форсунки хранятся в вертикальном
положении, чтобы обеспечивалось их правильное хранение.
Изм. Лист № документа
Подпись Дата
Лист
282. ОСНОВЫ БЕЗОПАСНОСТИ ДВИЖЕНИЯ
«Обгон» опережение одного или нескольких движущихся транспортных
средств, связанное с выездом из занимаемой полосы.
Движение транспортных средств про одной полосе со скоростью большей,
чем по соседней полосе, не считая обгоном.
Следовательно,
опережение движущегося по соседней полосе
транспортного средства не считая обгоном в том случае, если
сопровождается выездом из ранее занимаемой полосы.
это не
Рисунок 8 – В местах выезда на дорогу с прилегающих территорий обгон
«не запрещен»
Прежде чем начать обгон, водитель обязан убедиться в том, что:
полоса движения, на которую он намерен выехать, свободна на
достаточном для обгона расстоянии и этим маневром он не создаст помех
встречным и движущимся по этой полосе транспортным средствам;
следующее позади по той же полосе транспортное средство не начало
обгон, а транспортное средство, движущееся впереди, не подало сигнал об
обгоне, повороте (перестроении) налево;
по завершении обгона он сможет, не создавая помех обгоняемому
транспортному средству, вернуться на ранее занимаемую полосу.
Изм. Лист № документа
Подпись Дата
Лист
28 Прежде чем приступать к обгону, убедитесь в том, что:
Правила не запрещают его выполнение в данной ситуации;
обгон реально необходим;
обгон безопасен.
Однако обгон транспортного средства, водитель которого подал сигнал
поворота налево и приступил к выполнению маневра, производится с правой
стороны. Убедившись, что предполагаемый обгон необходим и безопасен, надо
обгонять транспорт, движущийся в попутном направлении, слева, поскольку по
правым полосам движутся обычно тихоходные транспортные средства. Только
если автомобиль, который намерен обогнать, снизил скорость перед поворотом
налево, а затем начал движение влево, его можно обогнать справа. Однако
предварительно следует оценить, не будет ли безопаснее и удобнее, несколько
снизив скорость, дождаться, пока этот автомобиль покинет вашу полосу. В этом
случае необходимость в обгоне отпадает. Водителю обгоняемого транспортного
средства запрещается препятствовать обгону повышением скорости движения
или иными действиями.
Рисунок 9 – Обгон в конце подъема с выездом на полосу встречного
движения запрещен
Обгон завершится успешно только в том случае, если этого пожелают как
обгоняющий, так и обгоняемый. Оказавшись на месте обгоняемого, ни в коем
случае не мешать обгоняющему, и даже постараться помочь ему безопасно и
быстро завершить маневр. Специальные сигналы для водителей обгоняемых
Изм. Лист № документа
Подпись Дата
Лист
28транспортных средств правилами не предусмотрены. Однако можно жестом руки
или включением правого указателя поворота показать, что вы поняли намерения
другого водителя и не будете ему препятствовать.
Если ситуация неприемлема для обгона, а едущий сзади водитель не может
распознать опасности, ему можно подсказать это либо жестом руки, либо
включением на продолжительное время левого указателя поворота. Если же
движущийся сзади водитель от своих целей не отказывается, лучше плавно
снизить скорость.
По завершении обгона (кроме разрешенного обгона справой стороны)
водитель обязан вернуться на ранее занимаемую полосу движения.
Данное указание Правил, безусловно, к выполнению на двух и
трехполосных дорогах с двусторонним движением, т.е. в тех случаях, когда
обгон сопряжен с опасностью лобового столкновения.
Однако при двух и более полосах для движения в данном направлении
водитель, производящий обгон может остаться на левой полосе, если по
возращении на ранее занимаемую полосу, ему пришлось бы сразу начать новый
обгон и если он не создает помех транспортным средствам, движущимся за ним с
более высокой скоростью.
При обгоне с использованием полос, на которых исключено встречное
движение, при соблюдении вышеизложенных условий, водитель имеет право
продолжать движение по полосе, занятой им для обгона.
Обгон запрещен:
на регулируемых перекрестках с выездом на полосу встречного
движения;
на нерегулируемых перекрестках при движении по дороге, не
являющейся главной;
на пешеходных переходах при наличии на них пешеходов;
на железнодорожных переездах и ближе чем за 100м перед ними;
транспортного средства, производящего обгон или объезд;
Изм. Лист № документа
Подпись Дата
Лист
28
в конце подъема и на других участках дорог с ограниченной видимостью
с выездом на полосу встречного движения.
Изм. Лист № документа
Подпись Дата
Лист
283. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
При техническом обслуживании и ремонте автомобилей необходимо
принимать меры против их самостоятельного перемещения. Запрещаются
техническое обслуживание и ремонт автомобилей с работающим двигателем, за
исключением случаев его регулирования.Подъемнотранспортное оборудование
должно быть в исправном состоянии и использоваться только по своему прямому
назначению. К работе с этим оборудованием допускаются лица, прошедшие
соответствующую подготовку и инструктаж.Во время работы не следует
оставлять инструменты на краю осмотровой канавы, на подножках, капоте или
крыльях автомобиля. При сборочных работах запрещается проверять совпадение
отверстий в соединяемых деталях пальцами; для этого необходимо пользоваться
специальными ломиками, бородками или монтажными крючками.Во время
разборки и сборки узлов и агрегатов следует применять специальные съемники и
ключи. Трудно снимаемые гайки сначала нужно смочить керосином, а затем
отвернуть ключом.
Отвертывать гайки зубилом и молотком не
разрешается.Запрещается загромождать проходы между рабочими местами
деталями и узлами, а также скапливать большое количество деталей на местах
разборки.
Повышенную опасность представляют операции снятия и установки
пружин, поскольку и них накоплена значительная энергия.Эти операции
необходимо выполнять на стендах или с помощью
приспособлений,
обеспечивающих безопасную работу.
Гидравлические и пневматические устройства должны быть снабжены
предохранительными и перепускными клапанами. Помещения, в которых
рабочие, выполняя техническое обслуживание или ремонт автомобиля, должны
находиться под ним, необходимо оборудовать осмотровыми каминами,
эстакадами с направляющими предохранительными ребордами или
подъемниками.
Изм. Лист № документа
Подпись Дата
Лист
28Приточновытяжная вентиляция должна обеспечивать удаление
выделяемых паров и газов и приток свежего воздуха. Естественное и
искусственное освещение рабочих мест должно быть достаточным для безо
пасного выполнения работ. На территории предприятия необходимо
наличие санитарнобытовых помещений – гардеробных, душевых, умывальных
(работающие с этилированным бензином обязательно должны быть обеспечены
горячей водой). Основными причинами возникновения пожаром и
автотранспортных предприятиях являются следующие: неисправность
отопительных приборов, электрооборудования и освещения, неправильная
их эксплуатация, самовозгорание горючесмазочных и обтирочных
материалов при неправильном их хранении; неосторожное обращение с
огнем.
Во всех производственных помещениях необходимо выполнять следующие
противопожарные требования:
курить только в специально отведенных для этого местах;
не пользоваться открытым огнем; хранить топливо керосин в
количествах, не превышающих сменную потребность;
не хранить порожнюю тару изпод топливных и смазочных
материалов;
проводить тщательную уборку в конце каждой смены;
разлитое масло и топливо убирать с помощью песка;
собирать использованные обтирочные материалы, складывать их в
металлические ящики с крышками и по окончании смены выносить их в
специально отведенное для этого место.
Любой пожар, своевременно замеченный и не получивший значительного
распространения, может быть быстро ликвидирован. Успех ликвидации пожара
зависит и от быстроты оповещения о его начале и введения в действие
эффективных средств пожаротушения.Для оповещения о пожаре служат телефон
Изм. Лист № документа
Подпись Дата
Лист
28и пожарная сигнализация. В случае возникновения пожара необходимо
немедленно сообщать об этом по телефону 01. Пожарная сигнализация бывает
двух видов – электрическая и автоматическая. Приемную станцию
электрической сигнализации устанавливают в помещении пожарной охраны, а
извещатели – в производственных помещениях и на территории предприятия.
Сигнал о пожаре подается нажатием кнопки извещателя. В автоматической
пожарной сигнализации используются термостаты, которые при повышении
температуры до заданного предела включают извещатели.Эффективным и
наиболее распространенным средством тушения пожаров является вода, однако в
некоторых случаях использовать ее нельзя. Не поддаются тушению водой
легковоспламеняющиеся жидкости, которые легче воды. Например, бензин,
керосин, всплывая на поверхность воды, продолжает гореть. Ацетилен и метан
вступают с водой в химическую реакцию, образуя огне и взрывоопасные газы.
При невозможности тушения водой горящую поверхность засыпают песком,
покрывают специальными асбестовыми одеялами, используют пенные либо
углекислотные огнетушители.Для приведения в действие пенного огнетушителя
ОП2 необходимо повернуть рукоятку на 180°. При этом поднимается клапан,
закрывающий кислотный стакан. Перевернув огнетушитель вверх дном и слегка
встряхнув, струю пены направляют на горящий предмет, а при тушении
легковоспламеняющихся жидкостей в открытых сосудах в противоположный
борт над уровнем жидкости, чтобы она не
разбрызгивалась.
Для приведения в действие углекислотного огнетушителя ОУ2 нужно
взяться левой рукой за рукоятку, направить раструб на горящий предмет и,
поворачивая маховичок против часовой стрелки, открыть вентиль до отказа.
При выходе из баллона жидкая углекислота мгновенно превращается в газ,
горение в котором невозможно.В особо опасных в пожарном отношении
производствах могут использоваться стационарные автоматические установки
Изм. Лист № документа
Подпись Дата
Лист
28различной конструкции, срабатывающие при заданной температуре и
подающие воду, пену или специальные огнегасительные составы. Опасность
поражения электрическим током возникает при использовании неисправных
ручных электрифицированных инструментов, при работе с неисправными ру
бильниками и предохранителями, при соприкосновении с воздушными и
настенными электропроводками,
а такжеслучайно оказавшимися под
напряжением металлически ми конструкциями.
Электрифицированный инструмент (дрели, гайковерты, шлифовальные
машины и др.) включают в сеть, напряжением 220 В. Разрешается работать только
инструментами, имеющими защитное заземление. Штепсельные соединения для
включения инструмента должны иметь заземляющий контакт, который длиннее
рабочих контактов и отличается от них по форме. При включении инструмента в
сеть заземляющий контакт входит в соединение со штепсельной розеткой первым,
а при выключении выходит последним.При переходе с электрифицированным
инструментом с одного места работы на другое нельзя натягивать провод. Не
следует протягивать провод через проходы, проезды и места складирования
деталей. Нельзя держать электрифицированный инструмент, взявшись одной
рукой за провод.Работать с электрифицированным инструментом при рабочем
напряжении, превышающем 42 В, можно только в резиновых перчатках и калошах
либо стоя на изолированной поверхности (резиновом коврике, сухом деревянном
щитке).Во избежание поражения электрическим током необходимо пользоваться
переносными электролампами с предохранительными сетками. В помещении без
повышенной опасности (сухом, с нетокопроводящими полами) можно
использовать переносные лампы напряжением до 42 В, а в особо опасных
помещениях (сырых, с токопроводящими полами или токопроводящей пылью)
напряжение не должно превышать 12 В.
Изм. Лист № документа
Подпись Дата
Лист
28ЗАКЛЮЧЕНИЕ
Целью письменной экзаменационной работы является описание
В ходе выполнения данной работы были изучены основные вопросы, такие,
как технологические процессы разборки, сборки машин и оборудования,
технология восстановления деталей и ремонта машин, ремонтного оборудования,
экономическое обоснование ремонтного производства.
Технологический процесс ремонта
Изм. Лист № документа
Подпись Дата
Лист
28БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Власов, Ю. А., Тищенко, Н. Т. Основы проектирования и эксплуатации
технологического оборудования [Текст]. – Томск: Издво Томского ГАСУ, 2009.
– 256 с.
2. Техническое обслуживание и ремонт автомобилей: учебник для студ.
учреждений сред. проф. Образования [Текст] / В. М. Власов, С. В. Жанказиев, С.
М. Круглов [и др.] / под ред. В. М. Власова. – М.: Академия, 2009. – 364 с.
3.
Виноградов,
В.
М.
Технологические процессы ремонта
автомобилей[Текст]: Учеб. пособие для студ. учреждений сред. проф.
образования. – М.: Академия, 2010. – 296 с.
4. Виноградов, В. М., Храмцова, О. В. Техническое обслуживание и ремонт
автомобилей: Основные и вспомогательные технологические процессы [Текст]:
Лабораторный практикум: практикум для студ. учреждений сред. проф.
образования. – М.: Академия, 2009. – 192 с.
5. Виноградов, В. М., Черепахин, А. А., Шпунькин, Н. Ф. Основы
сварочного производства [Текст]: Учеб. пособие для студ. высш. учебных
заведений. – М.: Академия, 2011. – 242 с.
6. Капустин, А. А. Автосервис и фирменное обслуживание [Текст]. – СПб.:
Издво СПбГУСЭ, 2012. – 212 с.
7. Карагодин, В. И., Митрохин, Н. Н. Ремонт автомобилей и двигателей
[Текст]: Учебник для студентов учреждений сред. проф. образования. – М.:
Академия, 2010. – 176 с.
8.. Кудрин, А. И. Основы расчета нестандартного оборудования для тех.
обслуживания и текущего ремонта автомобилей [Текст]. – Челябинск: Издво
ЮУрГУ, 2010. – 189 с.
9. Раевский, М. А., Обметица, В. П. Справочник по обслуживанию и
ремонту автомобилей ВАЗ. Оборудование и инструмент [Текст]. – М.: Высш.ая
школа, 2009. – 224 с.
Изм. Лист № документа
Подпись Дата
Лист
2810. Сарбаев, В. И., Селиванов, С. С, Коноплев, В. Н. Механизация
производственных процессов технического обслуживания и ремонта автомобилей
[Текст]. – М.: Издво МГИУ, 2009. – 410 с.
11.
Табель гаражного и технологического оборудования для
автотранспортных предприятий различной мощности / С. А. Невский, В. Н.
Назаров, М. Е. Егоров [и др.] [Текст]. – М.: Центроргтрудавтотранс, 2008. – 242
с.
Изм. Лист № документа
Подпись Дата
Лист
28