Поделиться

Открытый урок учебной практики
По профессии: «Сварщик (ручной и частично механизированной сварки (наплавки)»
Тема занятия: Сборка и сварка нахлесточного соединения из пластин одинаковой толщины в нижнем положении
Введение
Данная методическая разработка занятия учебной практики ставит своей целью установления связей практики и междисциплинарных курсов «Основы технологии сварки и сварочное оборудование», «Подготовительные и сборочные операции», «Контроль качества сварных соединений», «Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами» по темам:
- сварные соединения и швы;
- техника и технология ручной дуговой сварке покрытыми электродами;
- техника безопасности при проведении электросварочных работ.
Задачей мастера является, используя теоретические знания обучающихся по МДК и пройденным темам, а так же ранее приобретённым умениям при наплавке валиков шва на пластины, сварке стыковых соединений, научить их выполнять сборку и сварку нахлёсточного соединения из пластин одинаковой толщины, соблюдая при этом технику безопасности и пожарную безопасность в сварочной мастерской.
ПЛАН УРОКА
Профессия 15.01.05 «Сварщик (ручной и частично механизированной сварки (наплавки)».
Модуль ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом.
Тема программы № 2.1: Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами.
Тема урока № 2.1.8 «Сварка нахлёсточных соединений из углеродистой и легированной стали в нижнем положении».
Тип урока: урок по изучению трудовых приемов и операций.
Материально-техническая обеспеченность урока:
- Средства индивидуальной защиты электросварщика;
- Источник питания сварочной дуги ВДМ – 1202С;
- Электрододержатель со сварочным кабелем;
- Сварочные посты;
- Инструмент для подготовки металла под сварку и зачистки швов;
- Пластины из низкоуглеродистой стали Ст3 100 х 400 х 5 мм;
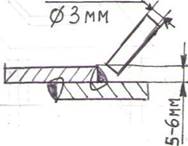
- Электроды МР-3 ø 3 мм.
Сопутствующие учебные элементы и пособия:
- пакет учебных элементов по профессии «Сварщик (ручной и частично механизированной сварки (наплавки)»
- инструкционная карта;
- плакаты из серии: «Техника безопасности при проведении электросварочных работ»:
Цель занятия:
Образовательная: Формирование умения выполнять сборку и сварку нахлесточного соединения из пластин одинаковой толщины.
Воспитательная: Воспитание бережного отношения к оборудованию, инструментам, материалам.
Развивающая: Развитие познавательной активности обучающихся в процессе обучения и самоконтроля выполненной работы.
Результат:
1. Формирование профессиональных компетенций:
ПК 1.1. Читать чертежи средней сложности и сложных сварных металлоконструкций;
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
2. Формирование общих компетенций:
- ОК.2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем
Ход занятия
I. Организационная часть: 3 – 5 мин.
1. Контроль посещаемости по списку обучающихся. Готовность группы к занятию, наличие тетрадей для конспектов и чертёжно-пишущих инструментов.
2. Сообщить цель предстоящего занятия.
II. Вводный инструктаж: 50 мин.
А) Устный опрос – актуализация знаний (12 мин.)
1. Дать определение, что такое режим сварки? Какие показатели режима сварки относятся к основным, какие к вспомогательным?
2. Как правильно выбрать режим сварки?
3. Дать краткую характеристику основным режимам сварки: выбор силы сварочного тока (Jсв.), выбор диаметра электродов?
4. Назвать источник питания сварочной дуги, расположенных в сварочной мастерской? (ссылка на многопостовой выпрямитель и балластный реостат)
5. Что относится к средствам индивидуальной защиты?
6. Перечислите правила безопасности при ведении электросварочных работ.
7. В чем заключается подготовка к работе и обслуживание рабочего места электросварщика?
8. Перечислить правила электробезопасности и пожарной безопасности при выполнении электросварочных работ.
Б) Работа по карточкам-заданиям:
Из предложенных вариантов ответов выберите один верный.
1. При сварке нахлёсточного соединения в нижнем положении дуга возбуждается
а. на горизонтальной основной пластине;
б. на горизонтальной пластине, находящейся на основной горизонтальной пластине;
в. в вершине угла сборки.
2. При сварке угловым узким швом:
а. необходимо делать поперечные колебания электродом;
б. не надо делать поперечные колебания электродом;
в. необходимо увеличить длину дуги.
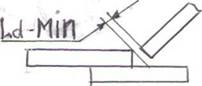
3. При сварке нахлёсточного соединения электрод устанавливается:
а. под углом 45 градусов к вертикальной плоскости и наклоном 15-30 градусов в сторону направления сварки;
б. в вертикальной плоскости с наклоном 15-30 градусов в сторону направления сварки;
в. в вертикальной плоскости с наклоном 15-30 градусов в противоположную сторону направления сварки.
В) Изложение нового материала (30 мин.)
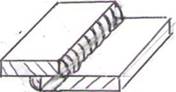
1. Объяснить, что называется нахлесточным соединением и к какому типу сварных швов оно относится (нахлесточное соединение – сварное соединение, в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга; в нахлесточном соединении сварной шов относится к угловому).
2. Рассмотреть инструкционную карту и последовательность выполнения операций по сварке нахлёсточных соединений из углеродистой и легированной стали в нижнем положении (Приложение 2)
Особое внимание обратить на самоконтроль выполнения работы:
- обратить внимание на чешуйчатость и катет шва (при правильно выбранной скорости сварки и длины дуги, ширина шва должна быть на 2-3 мм больше диаметра электрода)
3. Показ мастером техники сборки и сварки нахлёсточного соединения согласно инструкционной карте.
4. Повторение с обучающимися правил техники безопасности при выполнении сварочных работ (Приложение 1).
5. Задания обучающимся на предстоящий урок (8 мин.):
- организация рабочего места;
- работа с инструкционной картой;
- получение средств индивидуальной защиты;
- получение практического задания: сборка и сварка нахлесточного соединения пластин в нижнем положении (пластины из низкоуглеродистой стали Ст3 100 х 400 х 5 мм; электроды МР-3 ø 3 мм.)
III. Текущий инструктаж (4 ч. 10 мин.)
Самостоятельная работа учащихся: 240 мин.
Первый обход: проверить рабочие места и их укомплектованность.
Второй обход: проверить правильность сборки пластин под сварку.
Обратить внимание на: качество сборки и выполнения прихваток.
Третий обход: проверить правильность соблюдения технологической последовательности выполнения швов нахлёсточного соединения, соблюдения режима сварки.
Четвертый обход: произвести приемку и оценку выполненной работы, определить качество сварного шва внешним осмотром и измерениями. Особое внимание обратить на размеры катета шва.
IV. Заключительный инструктаж: 10 мин.
4.1. Подвести итоги занятия.
4.2. Указать на допущенные ошибки и разобрать причины их возникновения.
4.3. Сообщить оценки обучающимся и их проанализировать.
4.4. Выдать домашнее задание (конспект)
Список литературы:
1. Чернышов, Г.Г. Сварочное дело: Сварка и резка металлов. [Текст]: учеб. для НПО/ Г.Г. Чернышов.- М.: ИРПО ПрофОбрИздат, 2006.- 496 с.
2. Маслов, В.И. Сварочные работы. [Текст]: учеб. для НПО / В.И. Маслов.- 2-е изд., стер.- М.: Изд. центр «Академия», 2006. - 240 с.
3. Виноградов, В.С. Оборудование и технология дуговой автоматической и механизированной сварки. [Текст]: учеб. для НПО / В.С. Виноградов.- М.: Высшая школа Изд. центр «Академия», 2006. - 319 с.
Приложение № 1
Требования техники безопасности перед началом работы
1. Надеть рабочую одежду, застегнуть куртку, штанины брюк напустить на обувь.
2. Рукавицы должны плотно прикрывать рукава куртки.
3. Убрать волосы под головной убор.
4. Убрать все лишние предметы со стола сварщика.
5. Проверить исправность вращающего стула, обратить внимание на высоту стула.
6. Проверить исправность инструмента, приспособлений, наличие электродов.
7. Проверить целостность кабелей, надежность крепления кабелей к источнику
питания и электрододержателю. Проверить защитное заземление.
8. Проверить надежность всех контактов в местах соединения проводов в сварочной цепи.
9. Установить силу сварочного тока.
10. Осмотреть электрододержатель и убедиться в надежности изоляции рукоятки оттоковедущего кабеля, включить пусковой выключатель.
Требования техники безопасности во время работы
1. Не класть электроды на загрязненные и влажные поверхности стола.
2. Отбрасывать огарки электродов на заранее подготовленное место.
3.Предохранять себя и работающих рядом лиц от воздействия излучения сварочной дуги: подавать сигнал - предупреждение о зажигании дуги.
4.Сначала нужно закрыть лицо щитком или маской, только после того сварщик замыкает сварочную цепь, коснувшись концом электрода поверхности изделия.
5. Складывать сваренные детали в определенное место.
Требования техники безопасности по окончании работы
1. Произвести уборку рабочего места от производственного мусора, убрать
огарки электродов.
2. Прибрать вспомогательный инструмент.
3. Убедиться в отсутствии очагов возгорания.
4. Обо всех замеченных неисправностях сообщить мастеру производственного обучения.
|
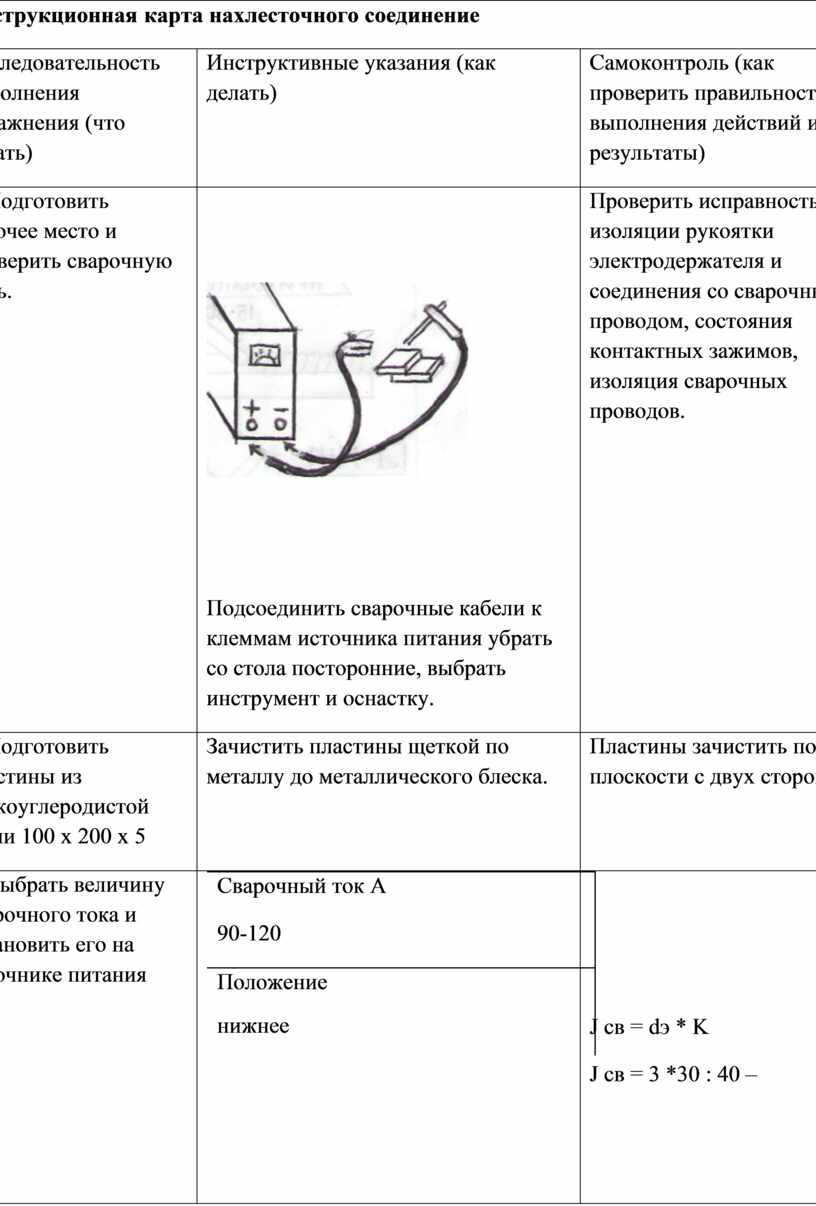
Инструкционная карта нахлесточного соединение |
||||
|
Последовательность выполнения упражнения (что делать) |
Инструктивные указания (как делать) |
Самоконтроль (как проверить правильность выполнения действий и его результаты) |
||
|
1. Подготовить рабочее место и проверить сварочную цепь. |
Подсоединить сварочные кабели к клеммам источника питания убрать со стола посторонние, выбрать инструмент и оснастку. |
Проверить исправность изоляции рукоятки электродержателя и соединения со сварочным проводом, состояния контактных зажимов, изоляция сварочных проводов. |
||
|
2. Подготовить пластины из низкоуглеродистой стали 100 х 200 х 5 |
Зачистить пластины щеткой по металлу до металлического блеска. |
Пластины зачистить по всей плоскости с двух сторон |
||
|
3. Выбрать величину сварочного тока и установить его на источнике питания |
|
J св = dэ * K J св = 3 *30 : 40 –
|
||
|
4. Зафиксировать нахлесточное соединение на столе |
|
|||
|
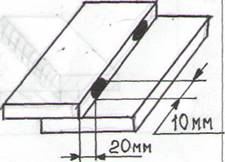
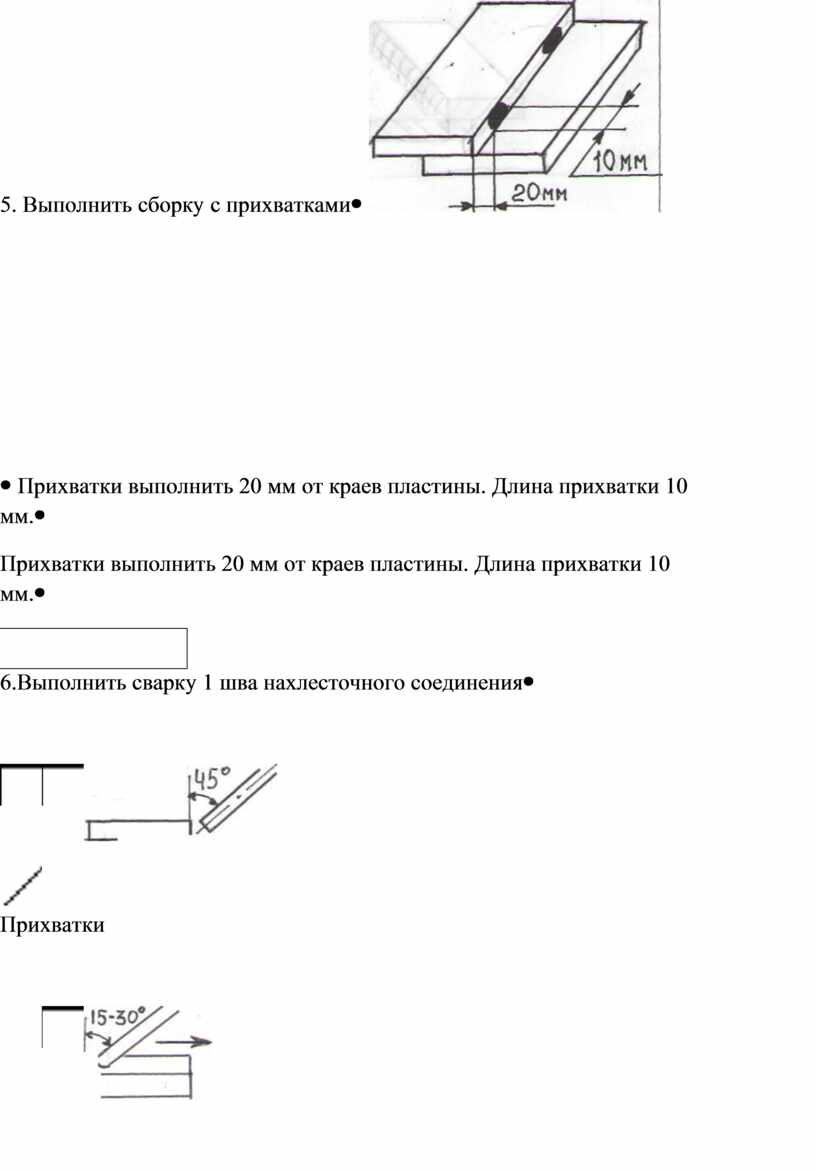
5. Выполнить сборку с прихватками |
|
Прихватки выполнить 20 мм от краев пластины. Длина прихватки 10 мм. |
||
|
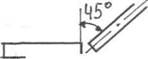
6.Выполнить сварку 1 шва нахлесточного соединения |
Прихватки
|
Сварку выполнять предельно короткой дугой, установив электрод под углом 45º К вертикальной плоскости и наклонив его на 15 - 30º в сторону направления сварки. Вести электрод по несваренным кромкам металла пластины |
||
|
7. Отбить шлак и зачистить шов от брызг металла и шлака |
Шлак отбить шлакоотдельным молотком, зачистить щеткой по металлу |
Работу выполнять с использованием защитных очков и соблюдением техники безопасности после потемнения корки шлака |
||
|
8. Перевернуть пластину и выполнить сварку 2 – го шва со стороны прихваток |
Сварку выполнять аналогично выполненную 1 – го шва. |
При сварки прихватки должны полностью расплавиться с металлом шва. |
||
|
9. Отбить шлак и зачистить шов от брызг металла и шлака
|
||||
|
10. Произвести контроль выполненной работы |
|
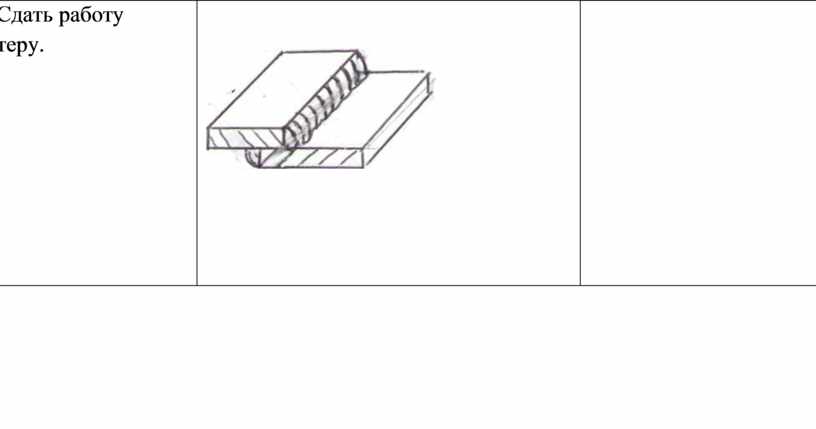
При правильно выбранных режимах сварки ширина должна быть на 2 – 3 мм больше диаметра электрода.
|
||
|
11. Сдать работу мастеру. |
|
|||

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.