Поделиться

|
Krokoz™ |
|
Методическое пособие для подготовки к квалификационному экзамену по профессии 17738 РАСКРОЙЩИК срок обучения 2 мес 2023г-2024 г |
|
[Введите подзаголовок документа] |
|
User [Выберите дату]
|
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №1 По профессии 17738 Раскройщик |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1.Детали кроя и наименование срезов плечевого изделия. 2. Выполнить практическое задание по заданию преподавателя |
||
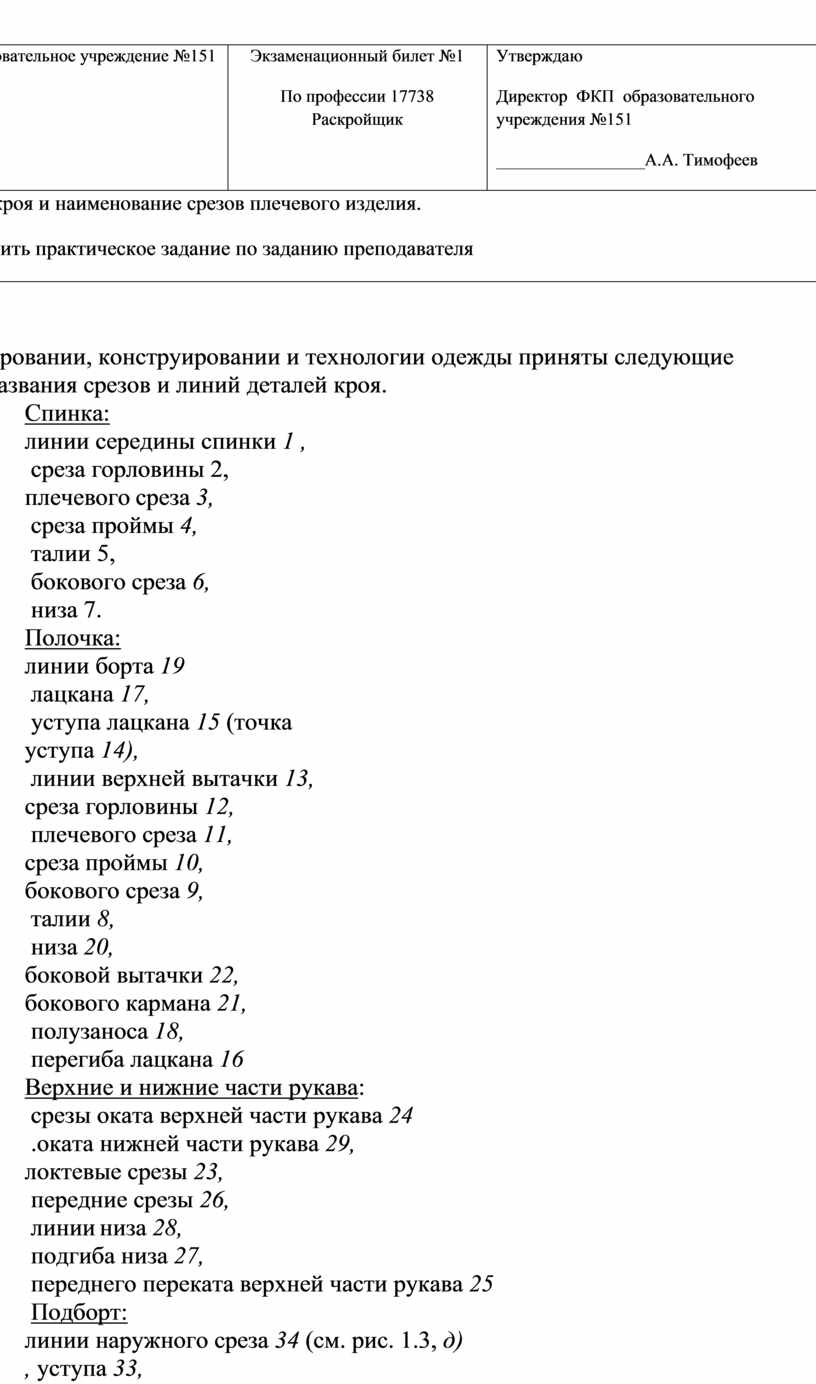
В моделировании, конструировании и технологии одежды приняты следующие единые названия срезов и линий деталей кроя.
Спинка:
линии середины спинки 1 ,
среза горловины 2,
плечевого среза 3,
среза проймы 4,
талии 5,
бокового среза 6,
низа 7.
Полочка:
линии борта 19
лацкана 17,
уступа лацкана 15 (точка
уступа 14),
линии верхней вытачки 13,
среза горловины 12,
плечевого среза 11,
среза проймы 10,
бокового среза 9,
талии 8,
низа 20,
боковой вытачки 22,
бокового кармана 21,
полузаноса 18,
перегиба лацкана 16
Верхние и нижние части рукава:
срезы оката верхней части рукава 24
.оката нижней части рукава 29,
локтевые срезы 23,
передние срезы 26,
линии низа 28,
подгиба низа 27,
переднего переката верхней части рукава 25
Подборт:
линии наружного среза 34 (см. рис. 1.3, д)
, уступа 33,
раскепа 32
,вершины 31,
внутреннего среза 30,
низа 35.
Нижний
воротник:
линии середины воротника 36 (см. рис. 1.3, е)
, отлета 37,
концов 38,
раскепа 39,
среза стойки 40,
сгиба стойки 41.
Верхний
воротник:
линии середины воротника 36 (см. рис. 1.3, ж),
отлета 37
,концов 38,
раскепа 39,
среза стойки 40,
сгиба стойки 41.
Детали
подкладки имеют те же названия конструктивных линий и срезов, что и детали
верха
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №2 По профессии 17738 Раскройщик |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Детали кроя и наименование срезов поясного изделия. 2. Выполнить практическое задание по заданию преподавателя |
||
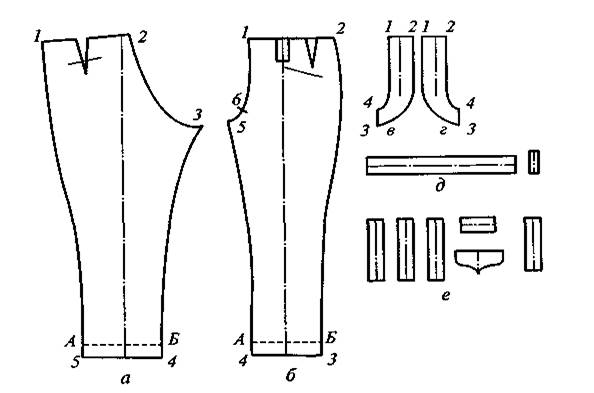
В комплект кроя брюк входит
большое число деталей, которое не
является
постоянным и меняется в зависимости от модели.
Из основной ткани
выкраивают: переднюю половинку брюк — две детали,
заднюю половинку
брюк — две детали, гульфик — одна деталь, откосок — одна деталь, пояс (из двух
частей) — одна деталь, подзор бокового кармана — две детали, обтачку бокового
кармана — две детали, клапан заднего кармана — одна деталь, обтачку заднего
кармана — одна деталь, клапан часового кармана — одна деталь, хлястик — две
детали, шлевку — пять— семь деталей.
Передние
половинки брюк могут быть с цельнокроеными обтачками боковых карманов, с
цельнокроеными гульфиком и откосом .
Из шелковой
подкладочной ткани, той же, что и для подкладки полочек и спинки пиджака,
выкраивают: подкладку под передние половинки брюк — две детали, подкладку
хлястиков — две детали, подкладку шлевок — пять деталей, подкладку гульфика —
одна деталь, обтачку банта левой передней половинки брюк — одна деталь,
подкладку клапана заднего кармана — одна деталь, подкладку часового кармана —
одна деталь, подзор заднего кармана — одна деталь.
Из светлой
подкладочной ткани, той же, что и для подкладки рукавов в пиджаке, выкраивают:
подкладку пояса (из двух частей) — одна деталь, подкладку откоса —одна деталь,
хлястик банта — одна деталь.
Из подкладочной
или специальной карманной ткани выкраивают: подкладку бокового кармана — две
детали, подкладку заднего кармана — одна деталь, подкладку часового кармана —
одна деталь.
Из прокладочного
материала выкраивают прокладку под пояс (из двух частей) —одна деталь,
прокладку откоса — одна деталь.
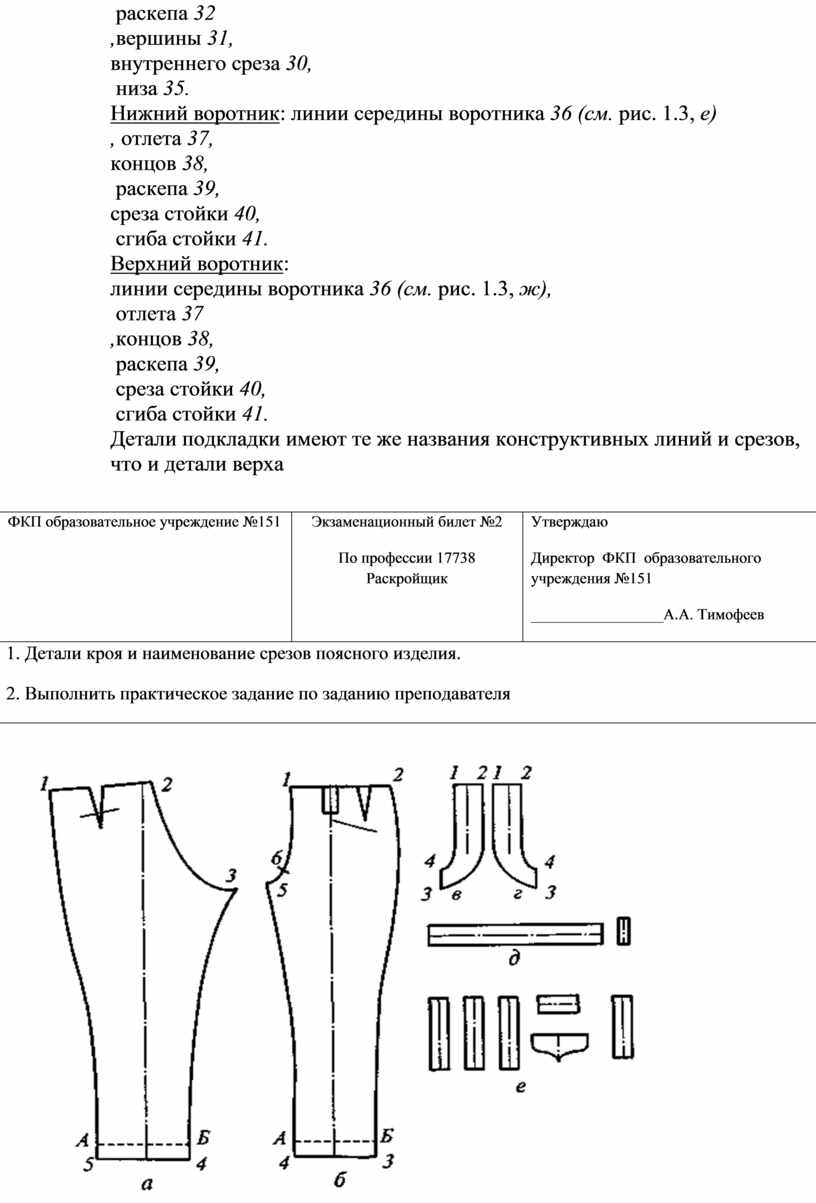
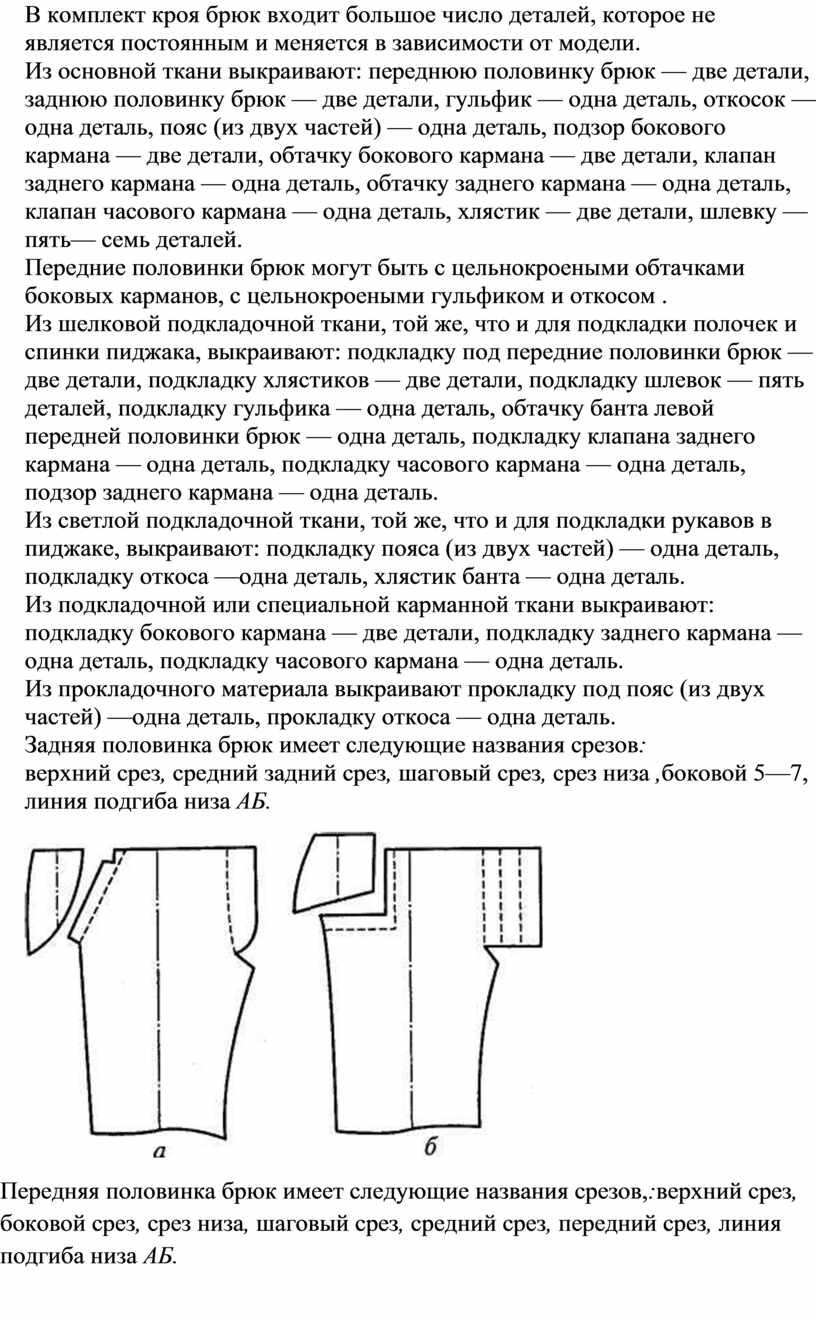
Задняя половинка
брюк имеет следующие названия срезов:
верхний срез, средний задний срез, шаговый срез, срез низа ,боковой 5—7, линия подгиба
низа АБ.
Передняя половинка брюк имеет
следующие названия срезов,:верхний срез, боковой срез, срез низа, шаговый срез, средний срез, передний срез, линия подгиба низа АБ.
Гульфик имеет
следующие названия срезов: верхний срез
внешний срез, внутренний срез, нижний срез.
Откосок имеет
следующие названия срезов: верхний срез,
внутренний
срез, внешний срез, нижний срез.
Детали из основных материалов — пояс и детали для обработки карманов имеют верхние, нижние и боковые срезы.
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №3 По профессии 17738 Раскройщик |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Технические условия для расположения деталей кроя на раскладке. 2. Выполнить практическое задание по заданию преподавателя
|
||
В спинке нить основы должна
проходить параллельно линии середины. Допустимые отклонения: для гладкокрашеных
тканей 2 %, для тканей с рисунком в полоску или клетку 0,5%.Отклонения от
направления основной или уточной нити определяются в зависимости от длины
детали. Например, длина спинки пальто из гладкокрашеной ткани ПО см. Значит,
отклонение от основной нити внизу спинки составит 110 • 0,02 =2,2 см. При
раскрое тканей в полоску или клетку долевая нить должна проходить параллельно
линии середины спинки, поперечные полоски в клетчатых тканях должны совпадать в
боковых срезах полочки и спинки и в среднем шве спинки На спинке
должны быть две
надсечки по боковым срезам на 7...8 см ниже линий проймы и в пройме
соответственно локтевому шву рукава.
В полочке нить
основы должна проходить параллельно линии полузаноса на участке ниже верхней
бортовой петли. Для деталей из гладкокрашеных тканей допускаются отклонения 1 %, для тканей с
рисунком в полоску или клетку отклонения не допускаются.
Для правильного
соединения деталей на полочках ставят надсечки: на боковых срезах
соответственно надсечкам на боковых срезах спинки, в пройме соответственно
переднему шву рукава. На полочках должны быть нанесены линия полузаноса и линия
расположения бокового кармана. Ширина полузаноса определяется на линии талии
расстоянием от края борта до линии середины переда. В верхней и нижней частях
рукава нить основы должна проходить
параллельно линии, соединяющей верхний и нижний углы переднего среза рукава.
Допустимые отклонения для деталей из гладкокрашеных тканей в верхней бчасти
рукава 3...4, в нижней 6 %; для деталей из тканей в полоску или клетку в
верхней части рукава1%, в нижней 3 %.. Обычно нижний воротник выкраивают из двух частей. Для экономии ткани он может
быть выкроен из трех-четырех частей. Надставки по ширине воротника не
допускаются. Они могут быть выкроены только в поперечном или косом направлении.
Шов притачивания надставки должен отстоять от среднего шва нижнего воротника не
менее чем на 5 см. Верхний воротник должен быть цельным На подборте нить основы должна
проходить параллельно внешнему краю. Для экономии ткани под борт может быть
выкроен из нескольких частей, но не более чем из
трех Клапаны,
листочки и накладные карманы из ткани с рисунком в полоску или клетку
выкраивают так, чтобы рисунок на клапане и накладном кармане совпадал с
рисунком на полочке. В изделиях из гладкокрашеных тканей необходимо следить за
направлением ворса. При наложении клапана и накладного кармана на полочку к
линии прореза кармана нити основы и рисунок на клапане и накладном кармане
должны совпадать с нитями основы и рисунком на полочке. Для деталей из
гладкокрашеных тканей допускаются отклонения от основного направления нити основы не более чем на 8 %. На передних и задних половинках
брюк нить основы должна проходить параллельно линии, соединяющей точки
середины половинок брюк по ширине внизу и на уровне колена При выкраивании задней
половинки брюк допускаются две надставки: одна —вверху от среднего среза до
вытачки, другая — от среднего среза к шаговому. Ширина верхних надставок в крое
у среднего среза не более 7, у вытачки — не более 3 см.
Ширина шаговых
надставок по линии среднего среза не более 7 см, длина по линии притачивания не
более 20 см. Рисунок на надставках должен совпадать с рисунком на основных
деталях брюк..
В клапанах
карманов) нить основы должна совпадать с
нитью основы половинок брюк, на которых расположены карманы. Допустимые
отклонения от нормального направления нити основы: для тканей без рисунка 5 %,
для тканей с рисунком 2%.
В гульфике нити
основы должны проходить параллельно срезу банта брюк. Допустимые отклонения от
нормального направления нити основы: для тканей без рисунка 10, для тканей с
рисунком 2 %.
В откоске нити
основы должны проходить параллельно внутреннему срезу. Допустимые отклонения от
нормального направления нити
основы: для
тканей без рисунка 10, для тканей с рисунком 2 %.
В поясе нити
основы должны проходить параллельно верхнему
срезу. В брюках
из гладкокрашеных тканей пояс брюк допускается выкраивать и по уточной нити.
Допустимые отклонения от нитей основы для тканей без рисунка и с рисунком 2 %.
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №4 По профессии 17738 Раскройщик |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Основная задача раскройного производства. 2. Выполнить практическое задание по заданию преподавателя |
||
На
швейном предприятии раскройное производство выделяют в самостоятельный цех.
Раскройный цех имеет производственные связи с экспериментальным,
подготовительным и швейным цехами
Для достижения поставленной задачи технологический процесс раскройного цеха
разделен на следующие операции, выполняемые одним работником или группой на
одном или нескольких рабочих местах:;
• обработка настила (проверка качества настилания, документальное оформление
настила, нанесение контуров лекал на настил, клеймение настила);
• разрезание настила на части и вырезание крупных деталей
по прямым срезам передвижной раскройной машиной
•
точное вырезание всех видов деталей на стационарной ленточной машине;
• проверка качества кроя;
• подгонка деталей по рисунку
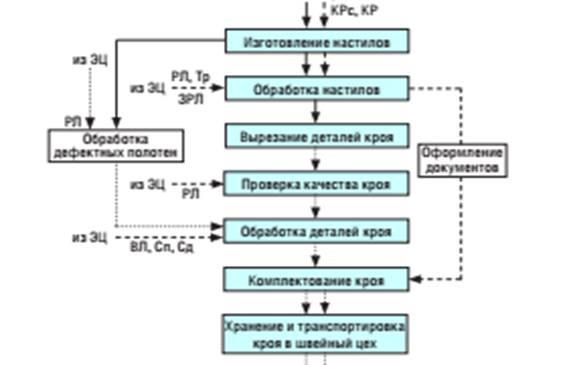
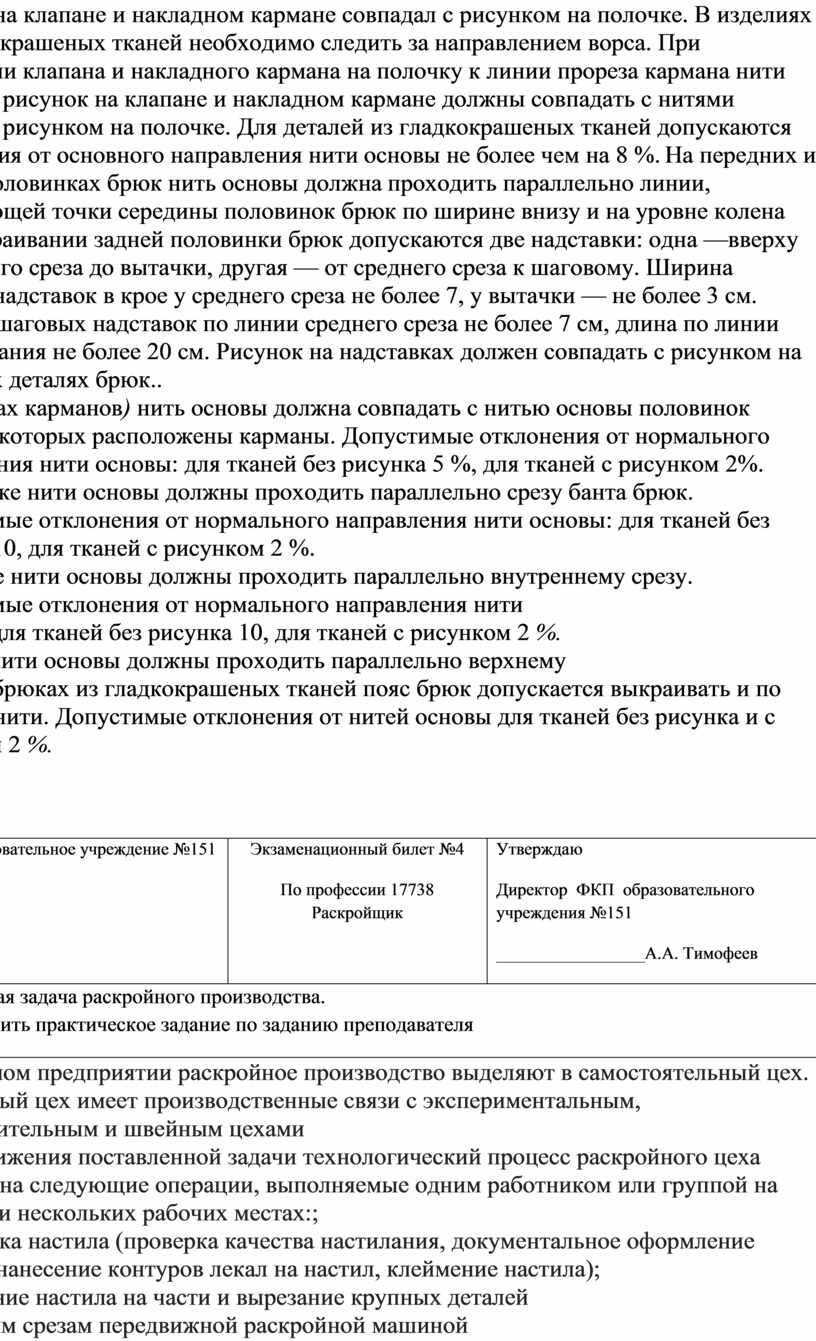
ВЛ –
вспомогательные лекала; ЗРЛ – зарисовка раскладки лекал;
КР – карта раскроя; КРс – карта расчета; ПЦ – подготовительный
цех; РЛ – рабочие лекала; СД – схема дублирования; Сп – спецификация; Тр –
трафареты; ШЦ – швейный цех; ЭЦ – экспериментальный
цех; – движение материалов; – движение документации; движение кроя
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №5 По профессии 17738 Раскройщик |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Технические условия на изготовление лекал. Виды лекал на швейном производстве 2. Выполнить практическое задание по заданию преподавателя
|
||
Для изделия
каждой модели по чертежам конструкции деталей изготовляют
лекала-эталоны и
рабочие лекала: основные (для раскроя деталей и проверки качества кроя) и
вспомогательные (для разметки расположения карманов, петель, вытачек, складок и
др., а также для вырезания по ним некоторых деталей на ленточной раскройной
машине)
Лекала-эталоны — это образцы для проверки
лекал, находящихся в процессе
работы (рабочих лекал).
Рабочие лекала используют для выполнения складок и проверки точности кроя.
Лекала
изготовляются в соответствии со следующими техническими условиями:
основные и вспомогательные лекала-эталоны делают из картона или
бумаги;
рабочие лекала (которые используются многократно) изготовляют из
прочных малоусадочных материалов — твердого картона, металла, пластмассы,
фанеры;
Рабочие
лекала, применяемые в качестве шаблонов для вырезания на стационарной ленточной
раскройной машине, изготавливают из плотного картона толщиной 2–3 мм. Срезы
этих лекал могут быть окантованы металлической лентой или пропитаны клеем,
жидким стеклом и т. п. для предохранения от повреждения ножом раскройной
машины. В настоящее время при малых заказах на модели срезы таких лекал
дополнительно не
укрепляют на вспомогательных лекалах делают прорези для разметки вытачек,
складок и контрольных надсечек (по которым детали совмещают при соединении);
на все основные лекала наносят линии направления нитей основы
ткани
1, допустимые отклонения от направления нитей основы в деталях при
раскладке лекал 2 и линии допустимых надставок к деталям изделия 3.
Направление нитей основы и допустимые отклонения от них на деталях
при
раскрое плечевых и поясных изделий приведены в уроку по теме:
Детали кроя.
На картонные или бумажные лекала все линии наносят тушью,
чернилами или карандашом, на лекала из других материалов — другим способом,
например шилом, резцом.
На каждом лекале, входящем в комплект основных и вспомогательных
лекал эталонов и рабочих лекал, После вырезания лекал на них наносят
маркировочные данные:
• наименование изделия;
• номер модели;
• наименование детали;
• количество лекал и деталей;
• размерные признаки;
• линии измерений по табелю мер;
• направление нитей основы и допускаемые отклонения
от него;
• линии наименьшей и наибольшей ширины (длины) надставок. На одном
из лекал делают опись всех лекал изделия (спецификацию),входящих в комплект
На
срезах всех лекал через каждые 80... 100 мм ставят клеймо или на расстоянии 2...4
мм от среза специальным приспособлением проводят контрольную линию для определения
степени из носа лекала. Площадь лекал измеряется с точностью до ± 100 мм
Все основные и вспомогательные рабочие лекала должны иметь клеймо
отдела технического контроля (ОТК) или отдела управления качеством (ОУК).
Запрещается использовать для работы лекала без клейма контролера. Рабочие лекала, находящиеся в производстве, проверяют не реже
одного раза в месяц по лекалам-эталонам и табелю мер. Допустимые отклонения
рабочих лекал от лекал-эталонов ± 1 мм по каждому срезу.
Лекала-эталоны
проверяют не реже одного раза в квартал по табелю мер. После проверки ставят
дату и штамп «Проверено». Отклонения срезов лекал-эталонов от основных
измерений лекал не должны превышать ± 1 мм.
Все лекала хранят
в подвешенном состоянии так, чтобы к каждому комплекту был обеспечен свободный
доступ. Лекала-эталоны хранят в экспериментальном цехе при температуре 18... 20
°С и относительной влажности воздуха 60...70 %.
Раскрой
материалов выполняют по зарисовкам контуров разложенных лекал (в дальнейшем
зарисовку контуров разложенных лекал будем называть раскладкой)Полный
комплект лекал включает лекала всех деталей с учетом их парности, а лекала
симметричных относительно линии сгиба деталей – в развернутом виде.
Обычно изготавливают 3–4 экземпляра рабочих лекал:
• один (два) – для выполнения экспериментальных раскладок в группе
нормирования, если на швейном предприятии не установлена САПР раскладок лекал;
• один (два) – для нанесения контуров лекал на верхнее полотно настила (при
необходимости) или для раскроя дефектных полотен и перекроя дефектных деталей в
раскройном цехе;
• 0,5 комплекта – для контроля качества деталей кроя (если
на предприятии не применяют автоматизированную раскройную
установку (АРУ)).
Лекала вырезают из плотного картона толщиной 0,9–1,62 мм.
Влажность картона не должна превышать 8 % при относительной влажности воздуха
60–65 %. Картон повышенной влажности может дать усадку, и лекала, изготовленные
из него, будут непригодными для работы.
Процесс изготовления лекал включает следующие операции:
• отрезание картонных листов необходимой длины и сбор пакета из нескольких
листов (число листов соответствует требуемому количеству комплектов лекал);
• скрепление пакета однониточной цепной строчкой на машине класса 266;
• копирование резцом на верхнем листе пакета контуров лекал с указанием всех
конструктивных линий;
• обводка копировальных линий карандашом по лекальным линейкам с исправлением
неточностей копирования (толщина обводки не должна превышать 1 мм);
• вырезание лекал по наружному контуру; пробивание небольших фигурных отверстий
(для разметки петель, подвешивания лекал и т. д.);
• удаление цепной строчки, скрепляющей пакет;
• вырезание лекал по внутренним контурам (вытачки и т. д.);
• клеймение лекал: на определенном расстоянии от срезов
проводят линии толщиной 1 мм или по срезам через каждые
8–10 см проставляют штампы;
• указание величины допусков на износ лекал (для участков
повышенной точности (срезы горловины, плечевые срезы, срезы проймы, оката
рукава) допустимые отклонения составляют
±1 мм, для остальных срезов деталей верха ±2,5 мм, для подкладки и прокладок
точность всех срезов ±4 мм).
По всем срезам лекал отмечают места надсечек с помощью специальных просечников
(ширина надсечек 2–3 мм, длина 5–7 мм).
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №6 По профессии 17738 Раскройщик |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Технические условия на раскладку лекал. Виды раскладок на производстве 2. Выполнить практическое задание по заданию преподавателя |
||
Раскладка
лекал — сложный процесс, требующий определенных знаний,
навыков и соблюдения технических условий. Технические условия на
раскладку лекал — это правила, выполнение которых закладывает основы высокого
качества готовой одежды И экономичного расходования материала.
В соответствии с техническими условиями для раскладки применяют
рабочие лекала; при раскладке учитывают направление ворса, начеса, рисунок
ткани, направление нитей основы, допустимые отклонения нитей основы и расположение
допустимых надставок.
На тканях гладкокрашеных, в полоску или клетку (без начеса Л
оттенка), с неярко выраженным рисунком лекала деталей каждого изделия опускается
раскладывать в противоположных направлениях. На гладкокрашеных тканях с оттенком,
а также на тканях с ворсом и с начесом лекала раскладывают так, чтобы все детали
изделия лежали в одном направлении. Это предотвращает разно оттеночность деталей
в готовом изделии.
При раскладке лекал на тканях в полоску или клетку в некоторых
деталях нужно предусмотреть дополнительные припуски для последующей подгонки по
рисунку ткани:
на полочках — по срезу борта; на подбортах — по внешним срезам
лацканов; на спинке — по средним срезам; на клапанах, накладных карманах,
листочках накладных и прорезных карманов, воротнике, хлястике — по верхнему и
боковым срезам. Для подгонки рисунка ткани при выкраивании перечисленных
деталей в раскладках предусматривают припуски в размере половины, трех
четвертей или одного раппорта
рисунка.
Обводку лекал в раскладке выполняют карандашом, если раскладку
делают на бумаге, или мелом, если на верхнем полотне настила. При этом должны
выполняться следующие условия: толщина карандашных линий должна быть не более 1
мм, меловых — 2 мм; внутренняя сторона линии обводки должна совпадать с
контуром лекал; между особо ответственными срезами деталей, имеющими при
раскрое отклонения от срезов лекал не более ± 1 мм, в раскладке лекал должно
быть расстояние не менее 2 мм.
При выполнении раскладки лекал необходимо проверить комплектность
деталей и их принадлежность к правой или левой стороне изделия (при способе
настилания материала лицевой стороной вниз).
Часто раскрой производят не по верхнему полотну настила, а по
копиям
раскладок лекал — трафаретам, изготовленным из специальной клеенки
или бумаги.
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №7 По профессии 17738 Раскройщик |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Рациональное использование материала при раскладке лекал. Расчёт нормы расхода материала 2. Выполнить практическое задание по заданию преподавателя
|
||
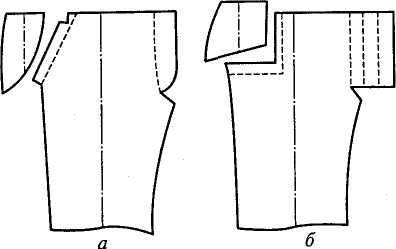
Соединение в раскладке комплектов лекал по возрастанию Площадей лекал этих комплектов наиболее целесообразно использовать при выполнении больших по выпуску изделий заказов с Небольшим числом моделей. Соединяют комплекты лекал в раскладке следующим образом. Сначала из площадей лекал каждого Размера и роста, входящего в шкалу заказов, составляют последовательный ряд по мере возрастания этих площадей. Затем в двухкомплектной раскладке соединяют два рядом стоящих по площади лекала комплекта (начиная с самой небольшой площади). Таким образом получают группу раскладок с пропорционально возрастающей длиной.
Соединение
в раскладке комплектов лекал на основе анализа экспериментальных раскладок
позволяет получить наиболее экономичные раскладки, при этом следует использовать типовые схемы
раскладки лекал и альбомы уменьшенных копий рациональных раскладок, выполненные
в экспериментальном цехе. Такие раскладки
чаще всего используют для раскроя изделий постоянного ассортимента
(например, рабочей и ведомственной одежды).Типовые схемы раскладки лекал — это
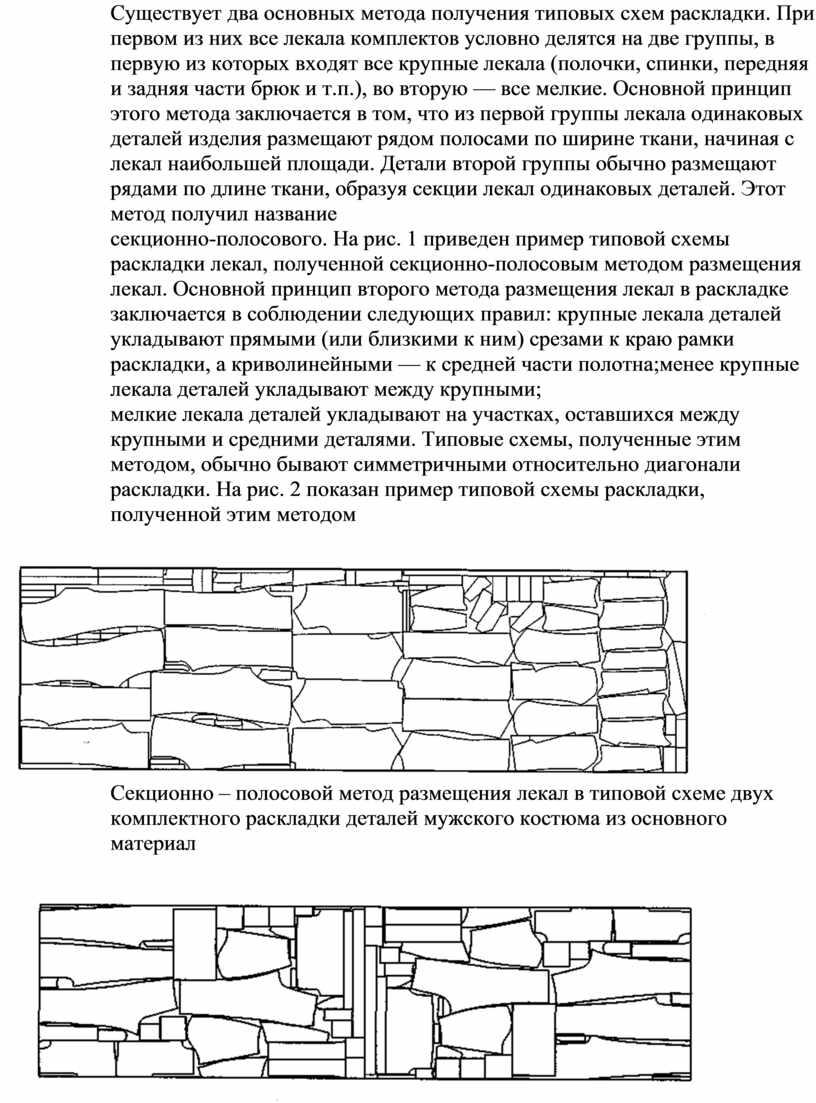
схемы рационального размещения комплектов лекал внутри рамки раскладки. Существует
два основных метода получения типовых схем раскладки. При первом из них все
лекала комплектов условно делятся на две группы, в первую из которых входят все
крупные лекала (полочки, спинки, передняя и задняя части брюк и т.п.), во
вторую — все мелкие. Основной принцип этого метода заключается в том, что из
первой группы лекала одинаковых деталей изделия размещают рядом полосами по
ширине ткани, начиная с лекал наибольшей площади. Детали второй группы обычно
размещают рядами по длине ткани, образуя секции лекал одинаковых деталей. Этот
метод получил название
Соединение в раскладке комплектов лекал на основе анализа экспериментальных раскладок позволяет получить наиболее экономичные раскладки, при этом следует использовать типовые схемы раскладки лекал и альбомы уменьшенных копий рациональных раскладок, выполненные в экспериментальном цехе. Такие раскладки чаще всего используют для раскроя изделий постоянного ассортимента (например, рабочей и ведомственной одежды). Типовые схемы раскладки лекал — это схемы рационального размещения комплектов лекал внутри рамки раскладки. Существует два основных метода получения типовых схем раскладки. При первом из них все лекала комплектов условно делятся на две группы, в первую из которых входят все крупные лекала (полочки, спинки, передняя и задняя части брюк и т.п.), во вторую — все мелкие. Основной принцип этого метода заключается в том, что из первой группы лекала одинаковых деталей изделия размещают рядом полосами по ширине ткани, начиная с лекал наибольшей площади. Детали второй группы обычно размещают рядами по длине ткани, образуя секции лекал одинаковых деталей. Этот метод получил название
секционно-полосового.
На рис. 1 приведен пример типовой схемы раскладки лекал, полученной
секционно-полосовым методом размещения лекал. Основной принцип второго метода размещения
лекал в раскладке заключается в соблюдении следующих правил: крупные лекала
деталей укладывают прямыми (или близкими к ним) срезами к краю рамки раскладки,
а криволинейными — к средней части полотна;менее крупные лекала деталей
укладывают между крупными;
мелкие лекала деталей укладывают на участках, оставшихся между
крупными и средними деталями. Типовые схемы, полученные этим методом, обычно
бывают симметричными относительно диагонали раскладки. На рис. 2 показан пример
типовой схемы раскладки, полученной этим методом
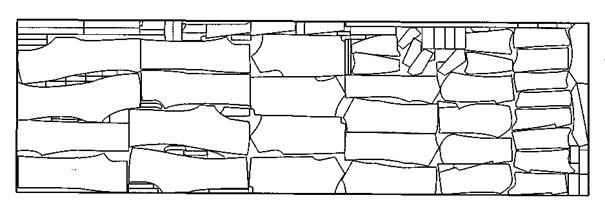
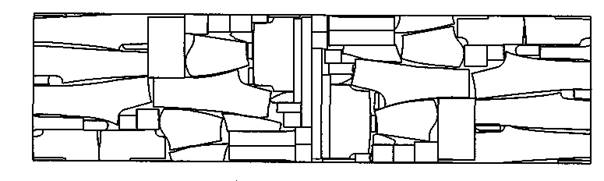
Секционно
– полосовой метод размещения лекал в типовой схеме двух
комплектного раскладки деталей мужского костюма из основного
материал
Накопленный
опыт и практика работы предприятий дают возможность создать альбомы уменьшенных
копий рациональных распадок. Копии, как правило, выполняют в масштабе 1: 10.
Для их получения рекомендуется использовать электрографическую установку
ГТКУ-3. Альбом уменьшенных копий помогает в практической работе раскладчиков в
поиске наиболее экономичного варианта раскладки. Экономичность раскладки лекал
оценивают по меж лекальным потерям, сравнивая их с отраслевыми нормативными
данными и показателями передовых предприятий. Экономичные раскладки дают
возможность рационально расходовать материалы, поэтому при раскладке комплектов
лекал также необходимо ориентироваться на нормы расходов сырья в швейной
промышленности. Под нормой расхода понимают максимально допустимый
расход материалов на изготовление
единицы изделия установленного качества. Нормы расхода разработаны
для изделий всех видов с учетом минимальных потерь материалов в производстве и
при соблюдении установленных шкал размеров и ростов и технических условий. В
производстве существует два вида норм расхода материала: индивидуальные и
групповые. Индивидуальные нормы разработаны для единицы продукции, групповые —
для планируемого объема одноименной продукции.
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №8 По профессии 17738 Раскройщик |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Значение формы и размер лекал, ширина материала, сочетание размеров и ростов в раскладке. Возникшие дефекты , и их исправление при раскладке лекал 2. Выполнить практическое задание по заданию преподавателя
|
||
Форма и размеры лекал. Лекала с прямыми контурами, близкие
по форме к прямоугольнику и трапеции, укладывают в раскладке более плотно, чем
со сложными контурами (например, спинка и части переда с цельнокроеными
рукавами). Наличие в комплекте лекал мелких деталей позволяет разместить их в
образовавшихся зазорах между крупными и лучше использовать площадь раскладки.
Например, в раскладке брюк, имеющих много мелких деталей (гульфик, откосок,
обтачки карманов и т. п.), межлекальные отходы составляют 5–6 %, а в раскладке
женских платьев, где нет карманов, – 12–15 %.
Увеличению экономичности раскладки способствует применение допустимых надставок
в отдельных деталях (нижнем воротнике, подбортах).
Ширина материала. Характерные конструкции разных видов
изделий позволили разработать рекомендации по применению рациональной ширины
материалов. Для большинства швейных изделий прямого и полуприлегающего силуэта
с увеличением размеров, входящих в раскладку, целесообразно применять более широкие
ткани. Для брюк мужских и для мальчиков от ширины материала зависят определение
рационального количества комплектов лекал и сочетание размеров в раскладке.
Сочетание размеров и ростов в раскладке.
Практика работы швейных предприятий показала, что наилучшие
показатели расхода материалов обеспечиваются при сочетании размеров и ростов в
раскладках по принципу объединения одинаковых или смежных размеров и ростов.
При выполнении экспериментальных раскладок рекомендуется
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №9 По профессии 17738 Раскройщик |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Виды оборудования и приспособления для раскроя. Принцип работы оборудования для раскроя материалов 2. Выполнить практическое задание по заданию преподавателя
|
||
Раскрой
материала осуществляют вручную, механизированным или автоматизированным
способом в зависимости от используемого оборудования.
В швейном производстве используют передвижные раскройные машины с вертикальным
или дисковым ножом для рассекания настилов на части и вырезания крупных
деталей, стационарные ленточные машины для точного вырезания деталей и АРУ.
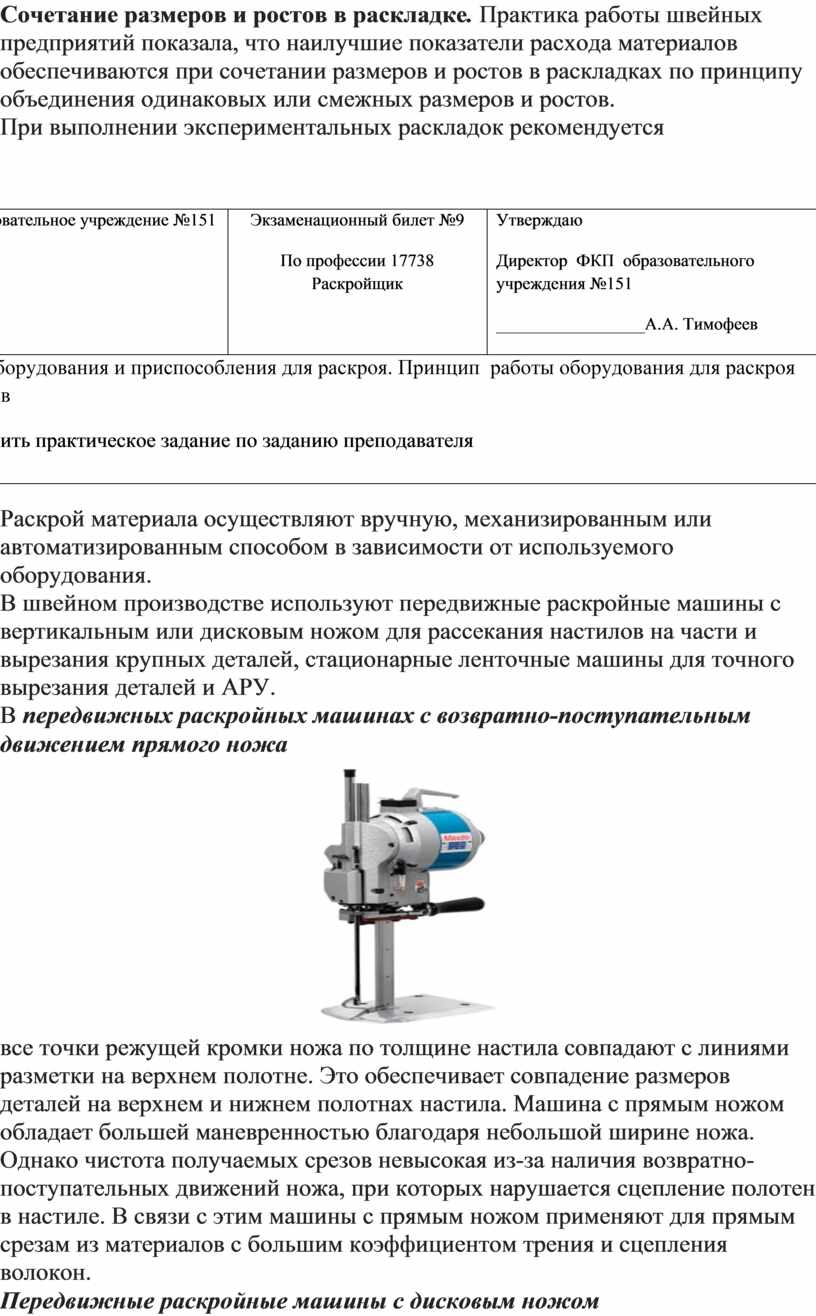
В передвижных раскройных машинах с возвратно-поступательным
движением прямого ножа

все
точки режущей кромки ножа по толщине настила совпадают с линиями разметки на
верхнем полотне. Это обеспечивает совпадение размеров деталей на верхнем и
нижнем полотнах настила. Машина с прямым ножом обладает большей маневренностью благодаря
небольшой ширине ножа. Однако чистота получаемых срезов невысокая из-за наличия
возвратно-поступательных движений ножа, при которых нарушается сцепление
полотен в настиле. В связи с этим машины с прямым ножом применяют для прямым
срезам из материалов с большим коэффициентом трения и сцепления волокон.
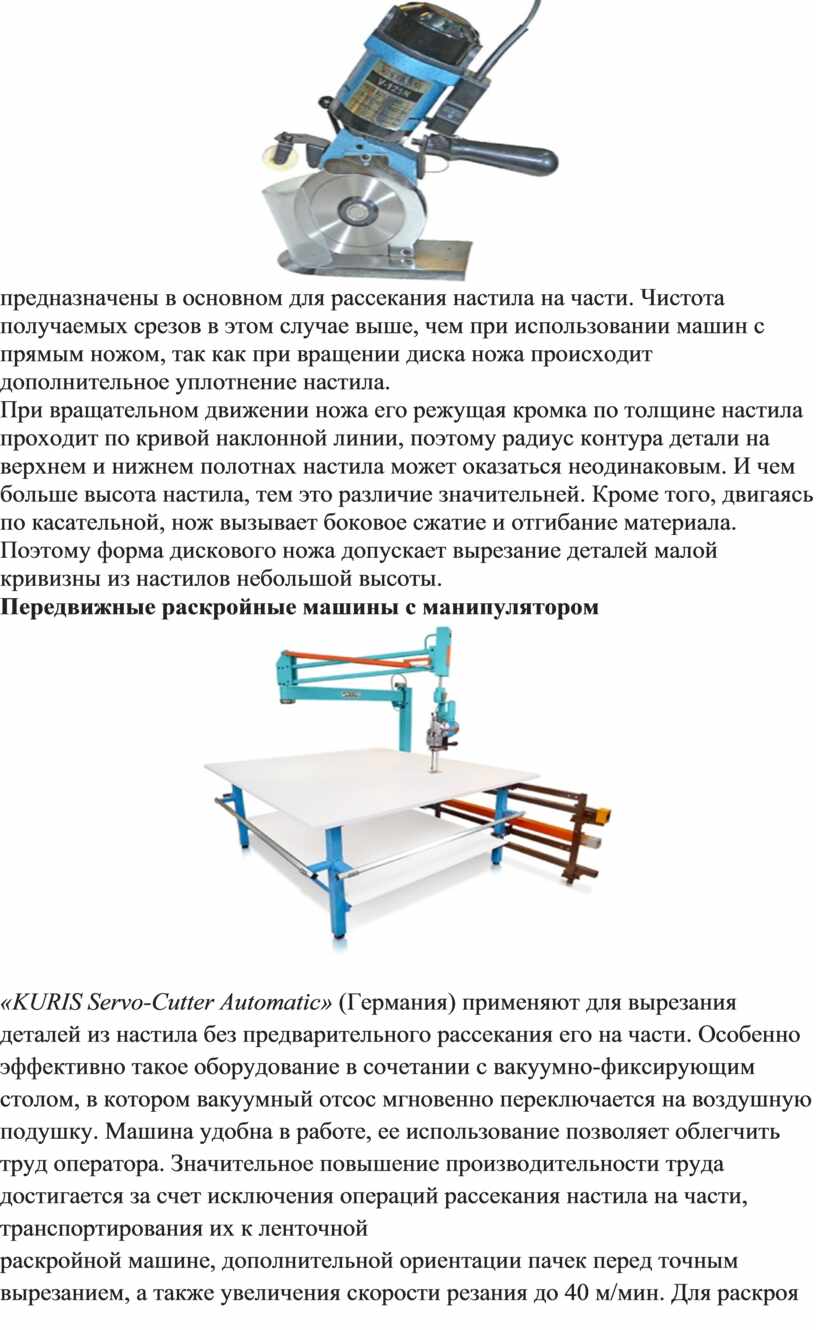
Передвижные раскройные машины с дисковым ножом

предназначены
в основном для рассекания настила на части. Чистота получаемых срезов в этом
случае выше, чем при использовании машин с прямым ножом, так как при вращении диска
ножа происходит дополнительное уплотнение настила.
При вращательном движении ножа его режущая кромка по толщине настила проходит
по кривой наклонной линии, поэтому радиус контура детали на верхнем и нижнем
полотнах настила может оказаться неодинаковым. И чем больше высота настила, тем
это различие значительней. Кроме того, двигаясь по касательной, нож вызывает
боковое сжатие и отгибание материала. Поэтому форма дискового ножа допускает
вырезание деталей малой кривизны из настилов небольшой высоты.
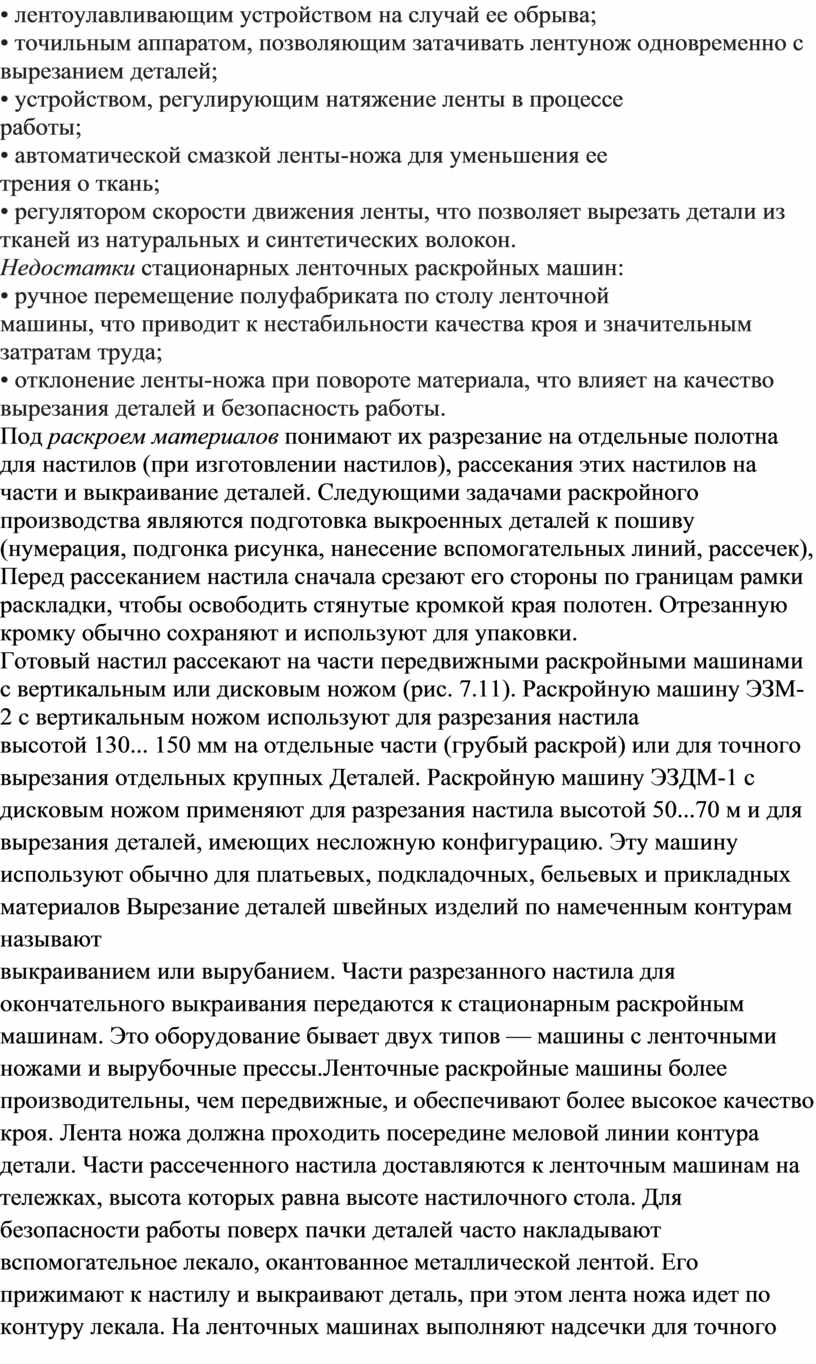
Передвижные раскройные машины с манипулятором

«KURIS Servo-Cutter Automatic» (Германия)
применяют для вырезания деталей из настила без предварительного рассекания его
на части. Особенно эффективно такое оборудование в сочетании с
вакуумно-фиксирующим столом, в котором вакуумный отсос мгновенно переключается
на воздушную подушку. Машина удобна в работе, ее использование позволяет
облегчить труд оператора. Значительное повышение производительности труда
достигается за счет исключения операций рассекания настила на части,
транспортирования их к ленточной
раскройной машине, дополнительной ориентации пачек перед точным вырезанием, а
также увеличения скорости резания до 40 м/мин. Для раскроя тканей, на которые
нанесено покрытие, а также
нетканых материалов можно использовать передвижной ультразвуковой раскройный
нож

Однако
работа с ним не требует больших усилий при раскрое сложенного в несколько слоев
или очень толстого и плотного материала.
В ленточных стационарных раскройных машинах

исполнительным
инструментом является нож из замкнутой в кольцо ленты, натянутый на
лентоведущие шкивы машины. В зависимости от количества шкивов машины бывают 2-,
3- и 4-шкивные. Количество шкивов в раскройной машине определяет ее рабочий
вылет, т. е. расстояние от ножа до боковой поверхности станины машины. Рабочий
вылет является основной характеристикой машины. Величину рабочего вылета
выносят в условное обозначение класса машины – РЛ-1000-1, РЛ-1250-1.
При выполнении зарисовки раскладки лекал на верхнем полотне настила выкраивание
всех деталей на ленточной машине производят по шаблонам. Если используют
зарисовки раскладок лекал с плоттеров, то по шаблонам выкраивают только мелкие детали
и детали сложной конфигурации.
Все машины снабжены:
• лентоулавливающим устройством на случай ее обрыва;
• точильным аппаратом, позволяющим затачивать лентунож одновременно с
вырезанием деталей;
• устройством, регулирующим натяжение ленты в процессе
работы;
• автоматической смазкой ленты-ножа для уменьшения ее
трения о ткань;
• регулятором скорости движения ленты, что позволяет вырезать детали из тканей
из натуральных и синтетических волокон.
Недостатки стационарных ленточных раскройных машин:
• ручное перемещение полуфабриката по столу ленточной
машины, что приводит к нестабильности качества кроя и значительным затратам
труда;
• отклонение ленты-ножа при повороте материала, что влияет на качество
вырезания деталей и безопасность работы.
Под раскроем материалов понимают их разрезание на отдельные полотна для настилов (при изготовлении настилов), рассекания этих настилов на части и выкраивание деталей. Следующими задачами раскройного производства являются подготовка выкроенных деталей к пошиву (нумерация, подгонка рисунка, нанесение вспомогательных линий, рассечек),
Перед рассеканием настила сначала срезают его стороны по границам
рамки раскладки, чтобы освободить стянутые кромкой края полотен. Отрезанную
кромку обычно сохраняют и используют для упаковки.
Готовый настил рассекают на части передвижными раскройными
машинами с вертикальным или дисковым ножом (рис. 7.11). Раскройную машину ЭЗМ-2
с вертикальным ножом используют для разрезания настила
высотой 130... 150 мм на отдельные части (грубый раскрой) или для
точного вырезания отдельных крупных Деталей. Раскройную машину ЭЗДМ-1 с
дисковым ножом применяют для разрезания настила высотой 50...70 м и для
вырезания деталей, имеющих несложную конфигурацию. Эту машину используют обычно
для платьевых, подкладочных, бельевых и прикладных материалов Вырезание деталей
швейных изделий по намеченным контурам называют
выкраиванием или вырубанием. Части разрезанного настила для
окончательного выкраивания передаются к стационарным раскройным машинам. Это
оборудование бывает двух типов — машины с ленточными ножами и вырубочные
прессы.Ленточные раскройные машины более производительны, чем передвижные, и обеспечивают
более высокое качество кроя. Лента ножа должна проходить посередине меловой
линии контура детали. Части рассеченного настила доставляются к ленточным
машинам на тележках, высота которых равна высоте настилочного стола. Для безопасности
работы поверх пачки деталей часто накладывают вспомогательное лекало,
окантованное металлической лентой. Его прижимают к настилу и выкраивают деталь,
при этом лента ножа идет по контуру лекала. На ленточных машинах выполняют
надсечки для точного соединения деталей. Глубина надсечек для тканей до 5 мм,
для трикотажных полотен до 3 мм.
|
ФКП образовательное учреждение №151 |
Экзаменационный билет №10 По профессии 17738 Раскройщик |
Утверждаю Директор ФКП образовательного учреждения №151 _________________А.А. Тимофеев |
|
1. Технические условия при раскрое деталей изделия. Виды дефектов и их исправление при раскрое деталей 2. Выполнить практическое задание по заданию преподавателя
|
||
Технические
условия при раскрое деталей изделия заключаются в следующем:
-недопустимо смещение или перекашивание полотен настила;
-искажение формы линий срезов выкроенных деталей по сравнению с
формой
-соответствующих срезов лекал не должно превышать определенных
величин.
Установлены следующие допустимые отклонения, не более:
-по плечевому срезу, срезам проймы, воротника, горловины, окатов
рукавов ± 1мм;
-по боковым срезам, срезу середины спинки, локтевым и передним
срезам
рукавов (по ширине), срезам накладных карманов и т-п.±2мм;
-по срезам низа рукавов, полочек и спинки (по ширине), По
срезам деталей
подкладки и прокладок + 3 мм;
-по длине спинки, полочек, рукавов, юбки, брюк ± 4 мм;
-
расстояние между надсечками на выкроенной детали по сравнению с соответствующим
расстоянием на лекалах не должно иметь отклонений более ±2 мм; оптимальный
размер надсечек 3...5мм.
При раскрое пленочных материалов допускается ориентировать детали,
как в продольном, так и в поперечном направлении при раскрое форма устойчивого трикотажного
полотна лекала укладывают только в направлении, противоположном направлению
роспуска петель
Перечень работ для выполнения практического задания на квалификационном экзамене
1.Организовать и подготовить рабочее место раскройщика
2.Побобрать лекала согласно заданию для раскладки изделия
3.Обмелить , нанести экономичную раскладку на материал по лекалам настила взгиб
4.Обмелить и нанести экономичную раскладку на материал по лекалам настила лицом вниз
5. Оформить и рассчитать норму расхода изделия на 1 единицу
6.Подобрать инструмент и приспособления для раскроя изделия
7.Произвести раскрой изделия дисковым ножом настила лицом вниз
8.Произвести раскрой изделия ножницами настила вгиб
9.Прасчитать более экономичную раскладку
10.Убрать рабочее место раскройщика
Скачано с www.znanio.ru




Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.