Поделиться

МИНИСТЕРСТВО ОБРАЗОВАНИЯ САРАТОВСКОЙ ОБЛАСТИ
государственное бюджетное профессиональное образовательное учреждение
Саратовской области «БАЛАШОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ЛИЦЕЙ»
К защите допущена
Заместитель директора по УПР
Згибнева Е.В.
ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА
Тема: Технология ремонта тягового редуктора электровоза ЭП1М
Выпускник:
Группа: 43
Профессия 23.01.09 Машинист локомотива
Руководитель: Сазыкин Геннадий Владимирович
Работа допущена с оценкой: _______________________
2025 г.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ...................................................................................................... …..2
1 РАЗДЕЛ «ОБЩАЯ ЧАСТЬ»
1.1 История создания и развития тягового редуктора.......................................... …4
2 РАЗДЕЛ «ОСНОВНАЯ ЧАСТЬ».............................................................
2.1 Назначение и техническая характеристика тягового привода
электровоза ЭП1М......................................................................................... .11
2.2 .Устройство тягового привода электровоза ЭП1М……………………………11
2.3 Основные неисправности тягового редуктора................................................. 10
2.4 Технология ремонта тягового редуктора электровоза ЭП1М .......................... 11
3 РАЗДЕЛ «ТЕХНИКА БЕЗОПАСНОСТИ»......................................................
3.1.Техника безопасности при ремонте редуктора электровоза ЭП1М ............ 14
ЗАКЛЮЧЕНИЕ.................................................................................................... 16
СПИСОК ЛИТЕРАТУРЫ..................................................................................... 17
ПРИЛОЖЕНИЕ............................................................................................... 18-26
РЕЦЕНЗИЯ РУКОВОДИТЕЛЯ ПЭР
ВВЕДЕНИЕ
Актуальность темы. Каждый локомотив в процессе его эксплуатации требует систематической проверки состояния оборудования для своевременного обнаружения, устранения и предотвращения возможных неисправностей. На железных дорогах России принята система технического обслуживания и текущих ремонтов для поддержания локомотивов в работоспособном состоянии.
Целью данной работы является проведение исследования технологий ремонта тяговой зубчатой передачи электровоза ЭП1М. Для достижения поставленной цели необходимо решить следующие задачи:
1) изучить основные характеристики электровоза ЭП1М;
2) рассмотреть особенности и характеристику тяговой зубчатой передачи;
3) рассмотреть технологию ремонта тяговой зубчатой передачи ЭП1М;
4) определить требование техники безопасности при ремонте тяговой зубчатой передачи.
1.РАЗДЕЛ «ОБЩАЯ ЧАСТЬ»
1.1 История создания и развитие тягового редуктора.
Первый редуктор возник в глубокой древности, когда наши предки осознали необходимость передавать вращающее усилие от одного объекта к другому. Древние цивилизации, включая Египет и Месопотамию, активно использовали такие устройства, применяя их в первую очередь для нужд сельского хозяйства.
Изобретение редукторов.
Архимед, известный древнегреческий ученый, сделал значительный вклад в изобретение редукторов. Он описал математические принципы работы механических передач, что привело к появлению концепции "Архимедова винта" - принципа, который продолжает использоваться и по сей день.
Применение принципов передаточного механизма в устройствах I поколения.
Начальные модели редукторов отличались от наших современных образцов. Они были сделаны из дерева, и зубчатые колеса состояли из отдельных элементов. При создании колес использовались цилиндрические "зубья", изготовленные вручную из древесных бревен. Несмотря на свою относительную примитивность, эти ранние механизмы были очень важными, помогая людям решать проблемы, связанные с подачей воды для орошения и подъема грузов. Со временем этому простому механизму удалось обрести больше форм и функций. Редукторы переходили от примитивных колесных передач к более сложным зубчатым механизмам. Со временем этому простому механизму удалось обрести больше форм и функций. Редукторы переходили от примитивных колесных передач к более сложным зубчатым механизмам.
Использование в Средние века.
С появлением науки и технологий эпоху Средневековья заменила Ренессанс. В это время внимание было уделено универсальности и эффективности механического движения. Именно тогда на сцену вышел известный ученый и изобретатель Леонардо да Винчи. Его проекты и чертежи наложили существенное влияние на развитие теории редукторов. Между XVII и XVIII веками редукторы начали использоваться более широко в промышленности. С появлением индустриализации в XIX веке они стали неотъемлемой частью любого сложного механизма, включая шахтные вентиляторы, насосное оборудование и различные подъемники.
В современном мире редукторы используются практически в каждой области: от сельского хозяйства до автомобильной промышленности. Они упрощают многие процессы и операции, и продолжают улучшаться по мере развития технологий.
Эволюция редуктора.
Прогресс этого универсального инструмента продолжается по сей день, с развитием новых технологий и совершенствованием существующих. Например, появление и широкое распространение мотор-редукторов, в которых вал ведущего элемента напрямую связан с валом электродвигателя. Это означает, что две функции - преобразование электричества в кинетическую энергию и изменение скорости вращения и момента силы - теперь могут быть объединены в одном устройстве.
Тем не менее, современные редукторы продолжают существенно отличаться от своих древних предшественников. Они сейчас изготавливаются из различных материалов, включая сталь и алюминий, выдерживают гораздо большие нагрузки и обладают значительно более высокой эффективностью и точностью. Их дизайн и конфигурация также стали значительно сложнее, чтобы удовлетворить разнообразные требования различных сфер применения.
От Древнего мира до наших дней.
В современном мире редукторы стали ключевыми компонентами многих устройств и механизмов. Завод Шкода (ЧССР) в конце 1960 года на электровоз ЧС1 (ПРИЛОЖЕНИЕ 1) №102, в связи с применением более мощного тягового электродвигателя заменил приводы Сешерон на привод собственной разработки, получивший в литературе название привод Шкода (позднее такие электровозы получили серию ЧС3). В это приводе был использован карданный вал с шарнирами Гука. Использованию такого кардана способствовало то, что заводы Шкода имели также развитое автомобильное производство и, соответственно, хорошую технологическую базу для производства таких карданов. В данном приводе якорный подшипник со стороны, противоположной коллектору, смещен в пространство под набором стали якоря и нажимными шайбами, а образованное этим углубление в подшипниковом щите использовано для размещения карданного шарнира, соединяющего редуктор с торсионным валом. Для удобства демонтажа этот шарнир соединен с редуктором торцевыми шлицами, а с торсионным валом - цилиндрическим шлицевым соединением. Шарнир фиксируется на торсионном валу кольцом и гайкой. Диаметр торсионного вала принят равным 70 мм. Шарнир, соединяющий торсионный вал с якорем двигателя, размещен внутри полого якоря. Для того, чтобы обеспечить компенсацию осевых перемещений, этот шарнир размещен внутри барабана с 12 пазами, в которые входят шлицы полого якоря. Таким образом, привод перекомпонован под особенности карданных шарниров, имеющих по сравнению с пластинчатыми муфтами меньшие радиальные и большие осевые габариты. Недостатком этой конструктивной схемы является некоторое сокращение длины полого вала по сравнению с вариантами с пластинчатыми муфтами (с 760 до 665 мм), а также необходимость разборки двигателя для ревизии одного из карданных шарниров. По этой причине карданные шарниры должны рассчитываться на максимально возможную долговечность, а шлицевое соединение размещено на максимально возможном по габаритам полого якоря диаметре. Завод Шкода вносил изменения и в другие узлы привода Сешерон. Шарниры подвески редуктора электровоза ЧС2 были развернуты поперек пути, что упростило снятие тяги а в случаях, когда поверхности валиков, на которых крепились шарниры, покрывались коррозией. Электровоз ЧС2 с данным приводом развивал конструкционную скорость 160 км/час, позднее - 180, а также существовали опытные образцы, достигавшие в заездах скорость 220 км/час. Часовая мощность двигателя (для электровоза ЧС4) достигала 900 кВт. Доля необрессоренных масс для локомотива ЧС2 с данным приводом составила 19%. Из-за небольшого передаточного числа редуктора электровоз не был склонен к развитию автоколебаний колесной пары при боксовании. Низшая собственная частота колебаний валопроводов привода составила 8-9 Гц, что обеспечило удовлетворительную отстройку от собственных частот галопирования тележки и необрессоренных масс, а максимальные динамические моменты от воздействия неровностей пути (при испытаниях на электровозе ЧС200) составили 130-150% от тягового момента часового режима. Еще на электровозе ЧС1, а позднее и на ЧС2, была применена другая конструкция узла осевых подшипников, более технологичная в сборке. Сферические роликовые подшипники напрессовывались на удлиненную ступицу колесного центра и на них опирался стакан, служивший опорой корпуса редуктора. Большое зубчатое колесо крепилось к фланцу колесного центра. Недостатком такой схемы, как уже ранее указывалось, было увеличение перекосов в зубчатом зацеплении. В связи с этим на электровозах ЧС4 переменного тока использовалась также конструкция осевого редуктора, при которой подшипники снова опирались на ступицу большого зубчатого колеса, однако вместо сферических были использованы радиальные однорядные роликовые подшипники с цилиндрическими роликами. На электровозах ЧС1, ЧС2, ЧС3, ЧС4 была использована сварная конструкция корпуса осевого редуктора. Боковины были выполнены из листа толщиной 12 мм. На электровозе ЧС200 на осевом редукторе были также размещены кронштейны для крепления гидравлического гасителя колебаний буксовой ступени рессорного подвешивания. Недостаток такого решения состоит в том, что осевые подшипники редуктора нагружаются дополнительными усилиями, затруднен доступ к гасителям для их ремонта и обслуживания. Дальнейшего развития на последующих моделях данное решение не получило.
В ходе эксплуатации привода усилиями ВНИИЖТ и ВНИТИ были проведены исследования, направленные на устранение отдельных недостатков привода. Для электровозов ЧС выпуска до середины 60-х годов отмечался частый выход из строя подшипников осевых редукторов. После пробега 300-400 тыс. км. приходилось менять подшипники в 50-100% редукторов электровоза. По данным ВНИИЖТ, основной причиной этого был абразивный износ подшипников вследствие обводнения смазки редуктора и загрязнения ее продуктами износа зубчатой передачи. Для устранения недостатка было предложено на раздельную смазку подшипников и зубчатой передачи и модернизировать уплотнения подшипников. Размещение кардана в полом валу потребовало увеличить диаметр, вала, соответственно, увеличился диаметр моторно-якорных подшипников и их окружная скорость. В связи с этим на электровозах ЧС1 первоначально в моторноякорных подшипниках была применена жидкая смазка вместо консистентной. Данное решение оказалось неудачным, т.к. жидкая смазка вытекала, загрязнялась абразивными частицами и в нее попадала влага, что вело к частым выходам из строя якорных подшипников, несмотря на опорно-рамное подвешивание и невысокие действующие нагрузки. Для повышения надежности в депо начали переделки подшипникового узла на применение консистентной смазки. Впоследствии на электровозах ЧС в якорных подшипниках применялась консистентная смазка. В эксплуатации также выяснилось, что для исключения бринеллирования игольчатых подшипников шарниров при монтаже необходимо задавать определенную начальную расцентровку валов якоря и осевого редуктора. Были также внедрены меры по предупреждению фреттинг-коррозии шлицевых соединений. После проведенной в СССР доводки привод Шкода зарекомендовал себя, как достаточно надежный и удобный в эксплуатации, и использовался почти на всех последующих поставляемых в СССР пассажирских электровозах завода Шкода, а также для поставляемого в Финляндию электровоза Sr1 производства НЭВЗ. Основными причинами этого успеха этого достаточно сложного в конструктивном отношении привода являются наличие хорошо отработанной технологии и хорошегооборудования для его производства, значительную работу по
устранениюконструктивных недостатков по результатам эксплуатации, а также создание за длительный период использования на разных локомотивах достаточно подготовленной технологической базы депо с накоплением большого опыта обслуживания и ремонта. Тяговый редуктор привода ЭП1 был выполнен одноступенчатым с шевронными ведущими колесами и раздельной смазкой подшипников и зубчатых колес. Модуль зубьев 10, число - 26 и 85. Углы наклона зубьев - 24о 37' 12". Корпус редуктора - сварной из листового проката, толщина боковых листов верхнего корпуса 12 мм, толщина боковых листов нижнего корпуса и обводных листов верхнего корпуса - 6 мм. Для повышения жесткости боковые стенки связаны двумя толстостенными трубками диаметром 40 мм. Сварной корпус редуктора может быть выполнен легче, чем литой, однако он более склонен к короблению из-за остаточных напряжений после сварки. Фланец передаточного механизма и венцы зубчатого колеса со встречным направлением наклона зубьев установлены на прессовой посадке на вал малого зубчатого колеса осевого редуктора. Смазка подшипников и зубчатого колеса - раздельная, для подшипников используется смазка Буксол. Для защиты от попадания в подшипниковые узлы жидкой смазки они защищены лабиринтными уплотнениями. В качестве осевых использованы два цилиндрических подшипника, что позволило сократить осевые габариты редуктора. Подшипники расположены симметрично на ступице большого зубчатого колеса, полушевронные венцы которого закреплены на ступице болтами под развертку. Подвеска редуктора электровоза ЭП1 выполнена наклонной, что связано с намерением разработчиков увеличить таким образом использование сцепного веса локомотива. Подвеска соединена с рамой тележки посредством двух плоских резиновых шайб, а с осевым редуктором - с помощью сферического резинометаллического шарнира. Недостатком наклонного расположения подвески редуктора является то, что оно препятствует применению радиальной установки колесных пар в тележки, т.к. при движении под тягой наклонная подвеска создает продольную составляющую реакции, перекашивающую колесную пару. Тяговый привод ЭП10 отличается от тягового привода ЭП1 передаточным числом тяговых редукторов (85:23) и централью зубчатой передачи. Часовая мощность ТЭД в этом
приводе доведена до 1200 кВт, а число оборотов - до 2680. Благодаря хорошему использованию габаритных ограничений привод обеспечил достаточно высокие для времени создания значения удельной тяговой мощности ТЭД - 0,5...0,6 кг/кВт, что было в 1999 году близко к приводу типа IGA, при этом не требуя дополнительной подготовки ремонтно-сервисных предприятий ОАО «РЖД». Привод ЭП10 обеспечивал компенсацию вертикальных перемещений колесной пары до 20 мм и горизонтальных до 9 мм, а также был способен выдерживать в аварийных режимах кратковременное шестикратное превышение передаваемого момента относительно часового. Поперечные усилия трения в зубчатой муфте, действующие на якорь ТЭД воспринимались радиально-упорным подшипником с пустотелыми роликами разработки ВНИИЖТ, размещенным со стороны зубчатой муфты. Данный подшипник имеет выпуклые с торцов ролики и развал бортов. В целом можно сделать вывод, что в ходе рассматриваемого периода были найдены достаточно удачные решения узлов привода с карданным валом в полом якоре, пригодные для разных типов локомотивов, от магистральных грузовых до скоростных, и шло конструктивное и технологическое совершенствование отдельных деталей привода и их элементов.
2. РАЗДЕЛ «ОСНОВНАЯ ЧАСТЬ»
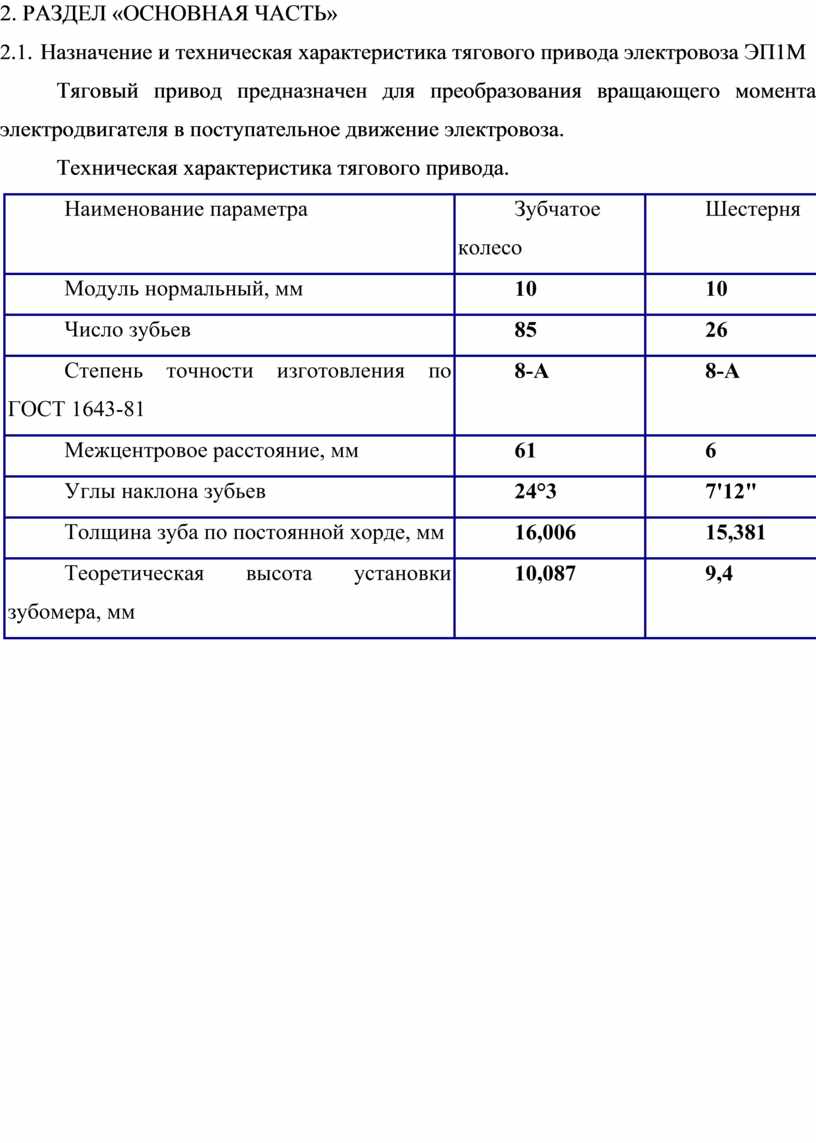
2.1. Назначение и техническая характеристика тягового привода электровоза ЭП1М
Тяговый привод предназначен для преобразования вращающего момента электродвигателя в поступательное движение электровоза.
Техническая характеристика тягового привода.
|
Наименование параметра |
Зубчатое колесо |
Шестерня |
|
Модуль нормальный, мм |
10 |
10 |
|
Число зубьев |
85 |
26 |
|
Степень точности изготовления по ГОСТ 1643-81 |
8-А |
8-А |
|
Межцентровое расстояние, мм |
61 |
6 |
|
Углы наклона зубьев |
24°3 |
7'12" |
|
Толщина зуба по постоянной хорде, мм |
16,006 |
15,381 |
|
Теоретическая высота установки зубомера, мм |
10,087 |
9,4 |
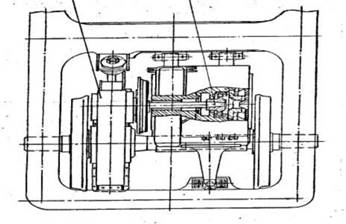
2.2.Устройство тягового привода электровоза ЭП1М.
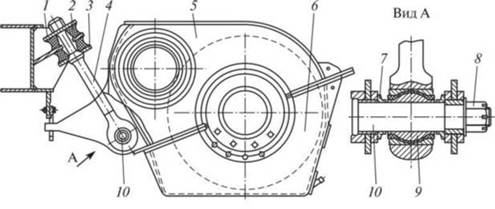
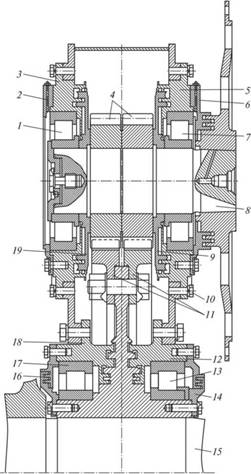
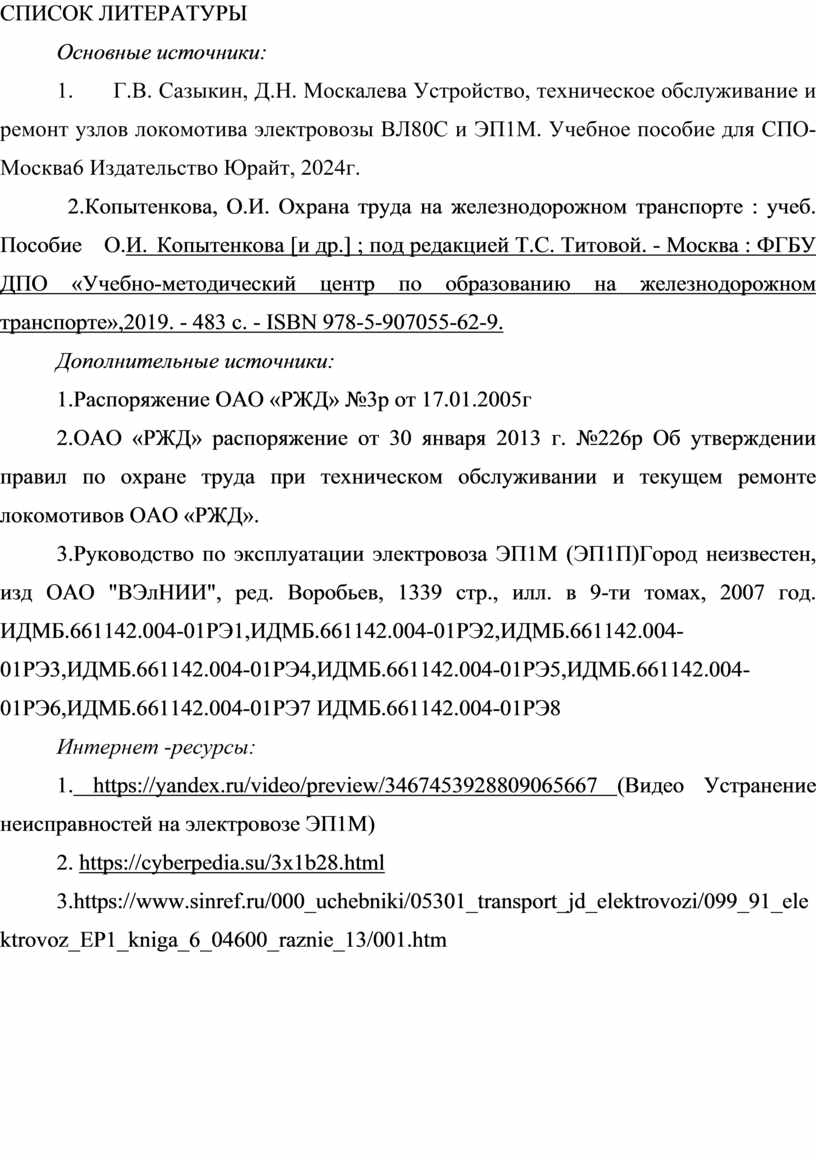
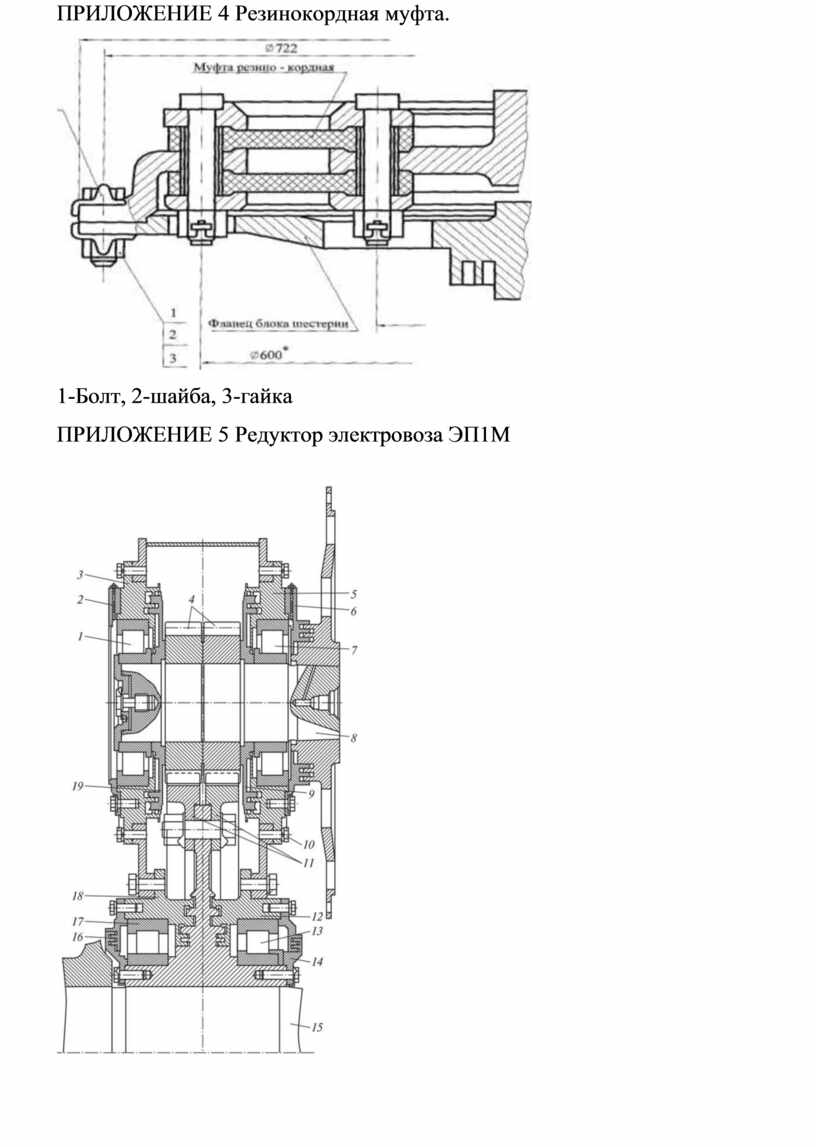
Пассажирский электровоз серии ЭП1М имеет оригинальную конструкцию тягового привода (ПРИЛОЖЕНИЕ 2), который состоит из торсионного вала 8 с напрессованными на него зубчатой полумуфтой 9 и ступицей 7. Зубчатая полумуфта 9 имеет 46 сферических зубьев, передающих крутящий момент с зубчатого венца, запрессованного во втулку якоря тягового двигателя. Зубья работают в масляной ванне, уплотненной резиновыми манжетами, установленными в якоре двигателя 7. В камеру заливают 1,2 л смазки ОСЛ с добавкой 350 г дисульфида молибдена. Вращающий момент с торсионного вала 8 передается на ступицу 7 и резинокордную муфту. Основными несущими элементами муфты являются две оболочки 6. Они соединены со ступицей 7 и корпусом 5 при помощи болтов 3. Осевая деформация оболочек 6 от затяжки гаек 2 ограничивается дистанционными втулками 4. Особенностью тягового редуктора электровоза ЭП1М (ПРИЛОЖЕНИЕ 3) является шевронная передача. Блок шестерни включает в себя вал 8, две шестерни 4 со встречными углами наклона зубьев; два подшипника 1, 7 с опорами 3, 5; лабиринтные кольца 9, 19 и крышки 2, 6. Блок зубчатого колеса состоит из центра зубчатого колеса, напрессованного на ось 75; двух зубчатых венцов 77; корпусов подшипника 12, 18; подшипников 13, 17; лабиринтных крышек 14, 16 и монтажных деталей. Тяговый редуктор электровоза ЭП1М (ПРИЛОЖЕНИЕ 4) одним концом опирается через блок зубчатого колеса на ось колесной пары, а другим концом на раму тележки через специальную подвеску с резиновыми шайбами 2. Подвеска тягового редуктора состоит из подвески 4, двух резиновых шайб 2, резинометаллического амортизатора, валика 10, дисков 1,3 и деталей монтажа. Подвеска 4 имеет головку, которой крепится к верхнему корпусу редуктора посредством валика 10 и амортизатора9. Удержание головки подвески в среднем положении на валике осуществляется путем установки дистанционных колец 7. Резиновые шайбы 2, обеспечивающие упругость подвески, установлены по обе стороны фланца кронштейна среднего бруса рамы тележки и между дисками 1,3, выполненными из листовой стали. Усилия от корпуса редуктора на кронштейн среднего бруса рамы тележки передаются через валик 10 и резино-металлический амортизатор 9, подвеску 4, резиновые шайбы 2, уложенные по обе стороны фланца кронштейна и закрепленные гайкой, через диски 1,3. На боковине верхнего корпуса редуктора имеется выступ, который входит в прямоугольное отверстие планки, прикрепляемой к среднему брусу двумя болтами М20 с гайками и служат для удержания редуктора от падения на путь в случае обрыва подвески 4.
2.3. Основные неисправности тягового редуктора.
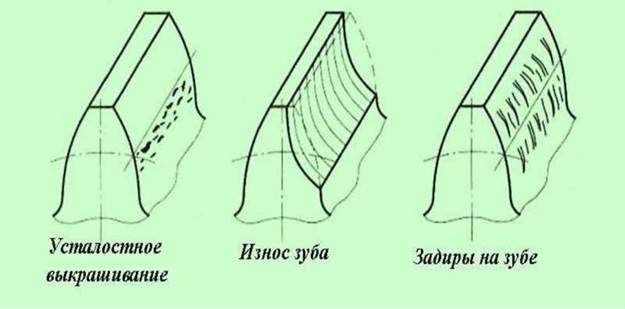
Усталостное выкрашивание рабочих поверхностей зубьев (ПРИЛОЖЕНИЕ 5)- это основной вид разрушения зубьев для большинства закрытых хорошо смазываемых передач. Это следствие действия повторно-переменных контактных напряжений. Разрушение начинается на ножке зуба вблизи полюсной линии, где действуют наибольшая нагрузка (зона однопарного зацепления) и большая сила трения, способствующая образованию микротрещин на поверхности зубьев. Выкрашивание может быть ограниченным и прогрессирующим. Ограниченное выкрашивание наблюдается на участках с концентрацией напряжения. В колесах, выполненных и хорошо прирабатывающихся материалов, такое выкрашивание после приработки прекращается, не отражаясь на работе передачи. Прогрессирующее выкрашивание, постепенно поражающее всю рабочую поверхность ножек зубьев. Предотвращению выкрашивания способствует повышение твердости поверхности зубьев, уменьшение шероховатости рабочих поверхностей, модификация профиля, правильный выбор сорта масла. Изнашивание - основной вид разрушения зубьев открытых передач - зуб становится тоньше, ослабляется его ножка, увеличиваются зазоры в зацеплении, что приводит к потере кинематической точности и, в конечном счете, - к поломке зубьев.
Разрушению зубьев предшествует возникновение повышенного шума при
работе передачи. Изнашивание уменьшают защитой от попадания абразивных частиц, повышением твердости и понижением шероховатости рабочих поверхностей зубьев, уменьшением скольжения зубьев путем модификации. Заедание зубьев заключается в приваривании частиц материала одного зуба к другому (микросварка) в результате разрушения смазочной пленки и местного нагрева. Оторвавшиеся наросты на зубьях задирают рабочие поверхности сопряженных зубьев, бороздя их в направлении скольжения. Заедание зубьев предупреждают повышением твердости, понижением шероховатости рабочих поверхностей зубьев, применением модификации, подбором противозадирных масел, искусственным охлаждением передачи. Заедание является наиболее опасным видом отказа тяжелонагруженных зубчатых передач.
2.4.Технология ремонта тягового редуктора электровоза ЭП1М
Согласно распоряжению ОАО «РЖД» от 21 сентября 2018 г. N 2070/р «руководство по техническому обслуживанию и текущему ремонту» производим текущий ремонт тяговому редуктору.
Перед разборкой производится виброакустическое диагностирование подшипников качения ТЭД, вспомогательных электрических машин, буксовых узлов и тягового редуктора. Производится отбор пробы масла из редукторов для проведения химического анализа.
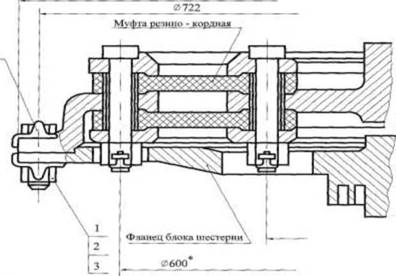
Тяговый привод осматриваю резинокордную муфту (ПРИЛОЖЕНИЕ №6) на
целостность резинокордных оболочек, надежность крепления муфты к фланцу валашестерни. При замене резинокордной оболочки без спрессовки ступицы допускается разрезать ее по радиусу в одном месте. Центры отверстий в оболочке под болты должны лежать на одном радиусе и совпадать с местом реза. Оболочки устанавливаю в муфте разрезами в диаметрально противоположном положении. Проверяю корпус редукторов на отсутствие трещин и течи смазки. Тяговый редуктор перед разборкой проверяю наличие одинаковых клейм на обоих половинах корпуса редуктора (при отсутствии клейм наношу одинаковые номера).Распаривание половин корпуса редуктора не допускается. Перед разборкой провожу определение технического состояния опорного подшипника редуктора со стороны колесного центра при помощи средств виброакустического диагностирования. В процессе полного освидетельствования колесной пары отбираю пробу смазки для анализа в химической лаборатории. При неудовлетворительных результатах диагностирования или химического анализа подшипник заменяю новым. Детали и узлы редуктора очищаю от смазки, загрязнений и герметика. Проверяю состояние верхних и нижних половинок корпуса редуктора. Проверяю состояние и произвожу дефектоскопию (ПРИЛОЖЕНИЕ 7) блоков шестерен (вала, зубьев шестерен). Состояние комплектующих деталей редукторов должно соответствовать требованиям норм допусков. Трещины на комплектующих деталях редукторов не допускаются. Ремонт роликовых подшипников редуктора произвожу в соответствии с требованиями инструкции по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава. Распаривание зубчатых передач не допускается. При отбраковке одного полушеврона блока шестерни или зубчатого венца заменяю полностью шеврон. При сборке редуктора из бывших в эксплуатации и не работавших ранее вместе шестерни зубчатых венцов, размеры их зубьев должны соответствовать нормам допусков и износов. Запрещается производить припиловку рабочих поверхностей зубьев. Сопрягаемые с валом шестерни детали устанавливаю на нем тепловым способом, путем нагрева охватывающих деталей (лабиринтных колец, внутренних колец подшипников). На прессовка фланца на конический конец вала произвожу без подогрева гидропрессовым способом. Сопрягаемые поверхности перед сборкой должны быть очищены от загрязнений. При сборке корпуса редуктора необходимо обеспечить правильное положение его половин посредством их фиксации коническими штифтами. Обеспечивается тщательная очистка, обезжиривание и тщательное нанесение герметика на сопрягаемые поверхности. Все болты и гайки затягиваю и застопориваю. После сборки тягового редуктора на колесной паре, проверяю работу зубчатой передачи и подшипников вращением в обоих направлениях в режимах, соответствующих скоростям 37, 81, 140км/час. Продолжительность обкатки на различных скоростях - 2 часа или 20 минут на один режим в одном направлении. Во время обкатки проверяю температуру нагрева корпуса редуктора, крышек и корпусов подшипников, она не должна превышать температуру окружающей среды более чем на 30°С, характер шума должен быть ровным, без периодических стуков. До и после проведения обкатки колесно- редукторного блока произвожу проверку разности расстояний от фиксированной точки фланца блока шестерни до фиксированной точки на корпусе редуктора, которая не должна превышать 1,5мм. После обкаточных испытаний произвожу допрессовка смазки в подшипники вала блока шестерни - по 150г. в каждый подшипник. Не ранее чем через 6 часов после монтажа ступицы на вал блока шестерни или торсионный вал, произвожу проверку качества запрессовки приложением разового осевого усилия 637кН (65тс). Резинокордные оболочки муфт осматриваю на предмет разрушения резины, разрыва корда. Произвожу разборку и осмотр оболочек и других деталей муфты. В случае выявления дефектов, оболочку заменяю. После сборки произвожу балансировку. При монтаже ступицы на торсионный вал посадочные поверхности должны быть тщательно очищены и промыты. После разборки тягового двигателя произвожу осмотр и ревизию зубчатой муфты. При осмотре особое внимание уделяю состоянию поверхностей зубьев муфты. Поверхности зубьев должны быть чистыми, без следов схватывания металла, трещин, сколов, вмятин, недопустимых износов. Произвожу проверку толщины зубьев венца и полумуфты передаточного механизма (ПРИЛОЖЕНИЕ №8). При наличии дефектов полумуфту заменяю. В случае повреждения зубьев венца - венцы заменяю. Допускается дальнейшая эксплуатация зубчатых муфт, у которых глубина питтингов, задиров, раковин, не выводящая толщины зубьев за браковочные размеры, не превышает 0,25 мм. После запрессовки зубчатого венца во втулку якоря проверяю возможность свободного осевого и углового перемещения зубчатой полумуфты по зубьям венца. На торцах зубьев полумуфты и венца наношу маркировку для исключения распаривания взаимного расположения зубьев при последующих разборках. Резиновая манжета, установленная в якоре тягового двигателя и служащая для уплотнения масляной ванны зубчатой полумуфты, подлежит замене.
3.РАЗДЕЛ «ТЕХНИКА БЕЗОПАСНОСТИ»
3.1Техника безопасности при ремонте тягового редуктора электровоза ЭП1М (ПРИЛОЖЕНИЕ 9)
Разборку, ремонт и сборку элементов колесно-редукторного блока производить на специальном типовом оборудовании с соблюдением мер безопасности, оговоренных в пояснительных записках, паспортах, инструкциях по техническому обслуживанию соответствующего. Все оборудование должно находиться в полной исправности. Ограждение и защитные устройства должны быть установлены на своих местах и закреплены. Работа на неисправном оборудовании и при отсутствии или неисправности ограждений запрещена. Работа неисправным и изношенным инструментом не допускается. Неисправный и несоответствующий условиям работы инструмент подлежит изъятию и замене. При пользовании всеми видами электроинструмента запрещается работать без его заземления, если рабочее напряжение превышает 36 В. Не разрешается оставлять без надзора электроинструмент, присоединенный к электросети. Не разрешается включать электромагнитный дефектоскоп в сеть без заземления. При выполнении работ по наплавке и обработке деталей необходимо следить, чтобы оборудование и приборы, находящиеся под высоким напряжением, были заземлены, закрыты кожухами, и подводы к ним надежно изолированы. Рабочее место для наплавки оборудовать обеспечивающей обмен предусмотренным для сварочных работ. Пол в помещении, где выполняется наплавка, должен быть сухой. При ручной наплавке порошковой проволокой открытой дугой необходимо пользоваться исправным щитком с темными стеклами, не имеющими трещин, отколов или повреждений покрывного стекла. При механической обработке деталей колесно-редукторного блока соблюдать типовые инструкции по охране труда при холодной обработке металлов на металлорежущих станках. Окраску деталей и узлов производить в соответствии с правилами техники безопасности и производственной санитарии для окрасочных цехов и участков предприятий ж.д. транспорта. Узлов производить, приспособления, обеспечивающие безопасность работ. Перед снятием узлов должны быть проверены чалочные приспособления, правильность строповки, подготовленность узла для снятия.
Строповку и перемещение узлов и деталей колесно-редукторного блока производить в соответствии с «Инструкцией по безопасности ведения работ для стропальщиков (зацепщиков)». Запрещается пользоваться поврежденными или немаркированными чалочными приспособлениями, соединять звенья разорванных цепей чалок болтами или проволокой. Перед подачей сигнала о подъеме (или перед подъемом) колесной пары, редуктора или блока в сборе стропальщик должен убедиться в том, что груз надежно закреплен и на нем нет незакрепленных деталей. Все работники, связанные с ремонтом колесно-редукторного блока, должны соблюдать правила личной гигиены: не мыть руки в масле, керосине, эмульсии и не вытирать их концами, загрязненными стружкой; не хранить личной одежды на рабочем месте; не принимать пищи на рабочем месте. По окончании работы убрать детали, материалы, инструменты и привести в порядок рабочее место, сдать смену, сообщить сменщику и мастеру обо всех недостатках, обнаруженных в оборудовании или инструменте, вымыть руки и лицо теплой водой с мылом или принять душ. При транспортировке, ремонте, испытании и сборке узлов руководствоваться правилами техники безопасности для предприятий по ремонту подвижного состава. При ремонте следует руководствоваться документами. Техническое обслуживание и текущий ремонт электровозов, тепловозов и моторвагонного подвижного состава. Общие требования безопасности. ОСТ 32.20-83. Правила по охране труда при техническом обслуживании и текущем ремонте тягового подвижного состава и грузоподъемных кранов на железнодорожном ходу - ПОТРО-32_ЦТ-668-99.
ЗАКЛЮЧЕНИЕ
При выполнении работы мной были подробно рассмотрены основные характеристики электровоза ЭП1М. В заключение, хотелось бы сказать, что тяговый редуктор играет ключевую роль в работе тягового привода, обеспечивая необходимое преобразование крутящего момента и скорости. История его создания демонстрирует значительное развитие инженерной мысли и технологий, что позволило создать устройства, способные эффективно передавать силу и обеспечивать надежность работы транспортных средств. Назначение тягового редуктора сводится не только к повышению производительности, но и к улучшению управления автомобилем или другим оборудованием. Однако, как и любое другое механическое устройство, редуктор подвержен неисправностям, которые могут возникать в результате износа, неправильной эксплуатации или недостаточной технической обслуживания. Знание основных неисправностей, таких как шумы в работе, перегрев или вибрация, позволяет своевременно выявлять проблемы и проводить ремонтные работы с использованием соответствующей технологии. Несомненно, безопасность при ремонте тягового редуктора является приоритетом для всех работников, занимающихся этой деятельностью. Соблюдение правил техники безопасности позволяет избежать травм и обеспечить безопасность как сотрудников, так и оборудования. Осознание важности безопасного выполнения работ и строгих регламентов профилактики делает процесс ремонта не только эффективным, но и безопасным.
Таким образом, тяговый редуктор, будучи сложным и важным узлом, требует тщательного подхода к его обслуживанию и ремонту, что в конечном итоге обеспечивает надежную работу всего привода и безопасность эксплуатации транспортных средств. Особенности тяговой зубчатой передачи, основные неисправности тяговой зубчатой передачи, технологический процесс ремонта тяговой зубчатой передачи ЭП1М. Считаю, что выполнение письменной экзаменационной работы и производственная практика помогли мне закрепить теоретические знания и практические умения, полученные в лицее, и подготовится к самостоятельной работе. Данные знания будут применены в моей профессиональной деятельности.
СПИСОК ЛИТЕРАТУРЫ
Основные источники:
1. Г.В. Сазыкин, Д.Н. Москалева Устройство, техническое обслуживание и ремонт узлов локомотива электровозы ВЛ80С и ЭП1М. Учебное пособие для СПО- Москва6 Издательство Юрайт, 2024г.
2.Копытенкова, О.И. Охрана труда на железнодорожном транспорте : учеб. Пособие О.И. Копытенкова [и др.] ; под редакцией Т.С. Титовой. - Москва : ФГБУ ДПО «Учебно-методический центр по образованию на железнодорожном транспорте»,2019. - 483 c. - ISBN 978-5-907055-62-9.
Дополнительные источники:
1.Распоряжение ОАО «РЖД» №3р от 17.01.2005г
2.ОАО «РЖД» распоряжение от 30 января 2013 г. №226р Об утверждении правил по охране труда при техническом обслуживании и текущем ремонте локомотивов ОАО «РЖД».
3.Руководство по эксплуатации электровоза ЭП1М (ЭП1П)Город неизвестен, изд ОАО "ВЭлНИИ", ред. Воробьев, 1339 стр., илл. в 9-ти томах, 2007 год. ИДМБ.661142.004-01РЭ1,ИДМБ.661142.004-01РЭ2,ИДМБ.661142.004- 01РЭ3,ИДМБ.661142.004-01РЭ4,ИДМБ.661142.004-01РЭ5,ИДМБ.661142.004- 01РЭ6,ИДМБ.661142.004-01РЭ7 ИДМБ.661142.004-01РЭ8
Интернет -ресурсы:
1. https://yandex.ru/video/preview/3467453928809065667 (Видео Устранение неисправностей на электровозе ЭП1М)
2. https://cyberpedia.su/3x1b28.html
3.https://www.sinref.ru/000_uchebniki/05301_transport_jd_elektrovozi/099_91_elektrovoz_EP1_kniga_6_04600_raznie_13/001.htm
ПРИЛОЖЕНИЕ
ПРИЛОЖЕНИЕ 1 Электровоз ЧС1.

ПРИЛОЖЕНИЕ 2 Подвешивание тягового редуктора электровоза ЭП1М.
ПРИЛОЖЕНИЕ 3 Основные неисправности тяговой зубчатой передачи.
ПРИЛОЖЕНИЕ 4 Резинокордная муфта.
1-Болт, 2-шайба, 3-гайка
ПРИЛОЖЕНИЕ 5 Редуктор электровоза ЭП1М
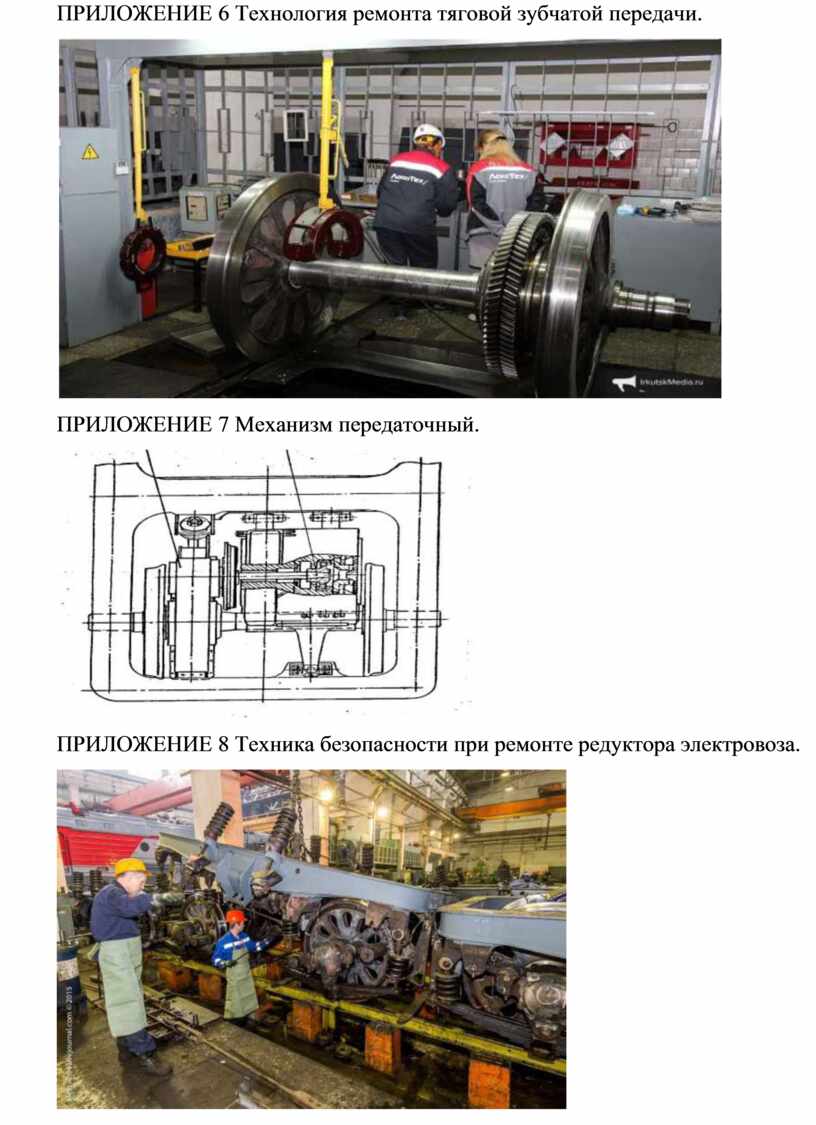
ПРИЛОЖЕНИЕ 6 Технология ремонта тяговой зубчатой передачи.

ПРИЛОЖЕНИЕ 7 Механизм передаточный.
ПРИЛОЖЕНИЕ 8 Техника безопасности при ремонте редуктора электровоза.

|
|
Скачано с www.znanio.ru

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
