Поделиться

Практическое занятие № 10
«Отработка навыков техники сварки в нижнем положении угловых швов»
1. Цель работы: Формирование практических навыков техники сварки в нижнем положении угловых швов в НП.
Теоретические сведения:
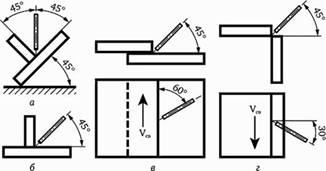
Угловые швы применяют для получения угловых, тавровых и нахлесточных соединений. Сварку угловых швов может производиться наклонным электродом и в лодочку.
При сварке углового шва, нижняя плоскость которого расположена горизонтально, возможен непровар вершины угла или одной, из кромок. Непровар может образоваться на нижнем листе, если начинать сварку с вертикального листа, так как в этом случае расплавленный металл стечет на недостаточно нагретую поверхность нижнего листа. На вертикальной же полке возможно образование подрезов.
Поэтому сварку таких швов начинают зажигая дугу на нижней плоскости в точке А, отступив от границы катета 3-4 мм. Затем дугу перемещают к вершине шва, задерживают для лучшего провара корня шва, поднимают вверх, проваривая вертикальную полку (Рис.1).
Электрод держат под углом 45° к поверхности свариваемых деталей, слегка наклоняя ее в процессе сварки то к одной, то к другой плоскости.

Рис. 1 Выполнение углового шва
При сварке угловым швом в «лодочку» (Рис.2) наплавленный металл располагается в желобе, образуемом двумя полками. Это обеспечивает правильное формирование шва и хороший провар кромок металла

Рис. 2 Выполнение углового шва в «лодочку»
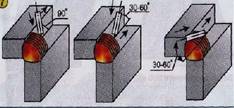
Сварка угловых, тавровых и нахлесточных соединений бывает однослойной, многослойной (однослойную применяют для швов с катетом до 10 мм) и многослойной многопроходной. Угловые, тавровые и нахлесточные соединения можно сваривать и без колебаний горелкой ниточным и уширенным валиком. Колебания горелкой производят, когда необходимо наложить шов с большим катетом. При выполнении сварных соединений возможно образование непровара в одной из сторон, а также непровар угла и подрез верхней и нижней кромок. Лучше всего сварку угловых, тавровых и нахлесточных соединений вести в положении "в лодочку" (рис. 3, а). При сварке наклонным электродом (рис. 3,6) или с оплавлением верхней кромки (рис. 3,в) процесс сварки целесообразнее вести горелкой, расположенной углом назад
При окончании выполнения сварного шва, необходимо правильно заварить кратер. Кратер содержит наибольшее количество вредных примесей и является зоной повышенного риска для образования трещин. Учитывая это, не рекомендуется сразу обрывать дугу, быстро отведя электрод в сторону. Лучше всего прекратить движения электродом и медленно удлинять дугу, до её обрыва. При такой технике сварки, электродный металл заполняет кратер.
Задание: Прочитать чертеж. Составить технологическую последовательность сборки и сварки заданного соединения, с учетом требований чертежа.

Ход занятия
1. Оборудование и материалы:
2. КСУ № 1, КСС № 1 Соединение У4; Sмет.= 4мм; к=4 мм
Порядок выполнения работы:
1. Подготовка металла к сварке: зачистить околошовную зону на расстоянии 15 мм с лицевой и тыльной стороны посредством УШМ.
2. Подбор режима сварки для стали СтЗ по таблицам; Силу сварочного тока выбираем по формуле: Iсв.= dэл.(30-40) (А). Заполнить таблицу.
|
Соединение |
Sмет.(мм) |
Dэл (мм) |
Iсв. (А) |
Катет (мм) |
|
У4 |
|
|
|
|
3. Сборка У4 на 2-х прихватках (L= 10…15мм). Установите пластины под углом 90° относительно друг друга с помощью магнитов. Выполните прихватки. Прихваточные швы зачистить от шлака, проточить абразивным диском.
4. Контроль качества сборки: проверка взаимоперпендикулярности пластин, качества прихваток.
5. Сварку У4 выполнить в один проход в НП. Чтобы не было подрезки кромок при сварке: электрод задерживаем на кромках. Катет шва – 4 мм. Угол наклона электрода- 450 к кромкам и 200 -в сторону направления сварки.
6. Зачистка шва от шлака. Выявление и устранение дефектов.
7.Зачистка тарелкообразной стальной щеткой посредством УШМ от брызг.
Приложение




Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.