Поделиться

Практическое занятие № 9
Отработка навыков техники частично механизированной сварки в защитном газе в вертикальном положении стыковых швов
Цель работы: Закрепление теоретических знаний по теме.
Приобретение первоначальных практических навыков техники MAG сварки в вертикальном положении стыковых швов
При сварке вертикальных швов расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва.
Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой.
Объем расплавленного металла уменьшают снижением сварочного тока на10-15% по сравнению с нижним положением, а диаметр сварочной проволоки ограничивают до 2 мм.
Вертикальные швы выполняют как снизу-вверх, так и сверху вниз.
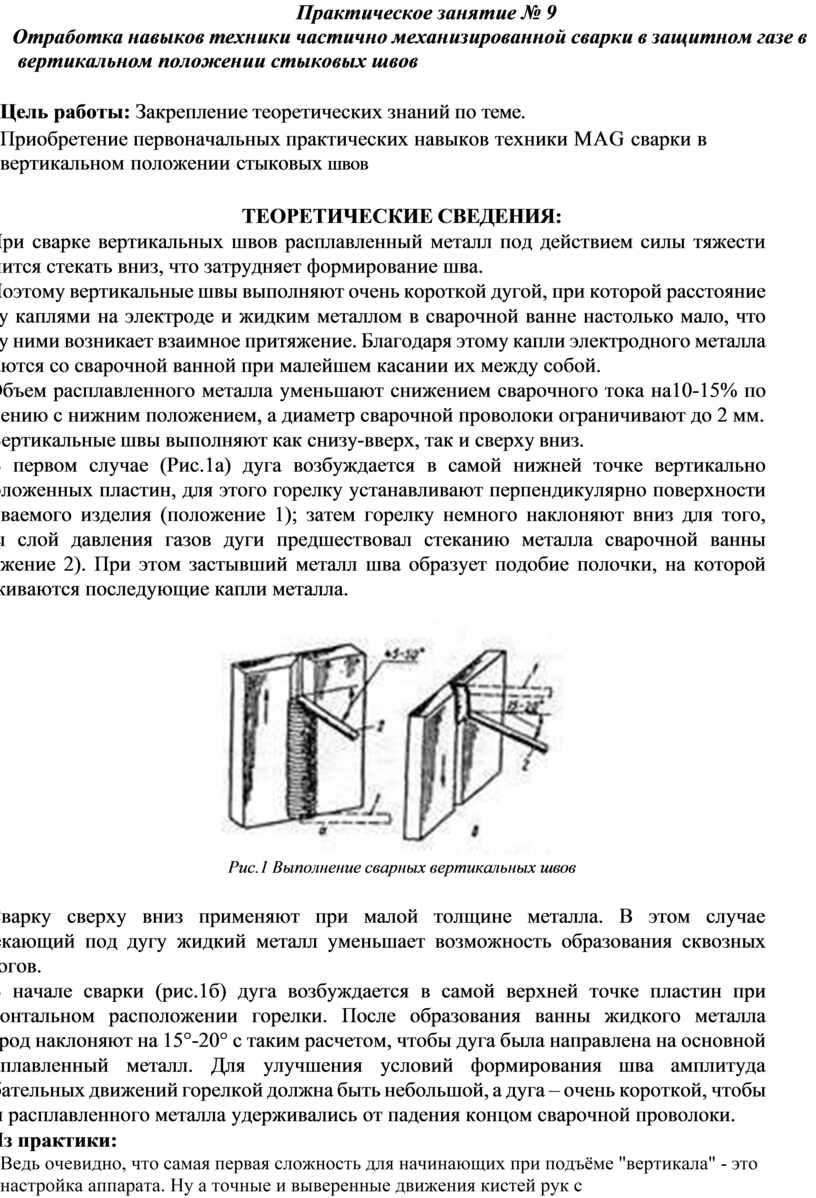
В первом случае (Рис.1а) дуга возбуждается в самой нижней точке вертикально расположенных пластин, для этого горелку устанавливают перпендикулярно поверхности свариваемого изделия (положение 1); затем горелку немного наклоняют вниз для того, чтобы слой давления газов дуги предшествовал стеканию металла сварочной ванны (положение 2). При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла.
Рис.1 Выполнение сварных вертикальных швов
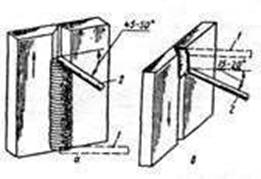 |
Сварку сверху вниз применяют при малой толщине металла. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов.
В начале сварки (рис.1б) дуга возбуждается в самой верхней точке пластин при горизонтальном расположении горелки. После образования ванны жидкого металла электрод наклоняют на 15°-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений горелкой должна быть небольшой, а дуга – очень короткой, чтобы капли расплавленного металла удерживались от падения концом сварочной проволоки.
Из практики:
Ведь очевидно, что самая первая сложность для начинающих при подъёме "вертикала" - это настройка аппарата. Ну а точные и выверенные движения кистей рук с развитым глазомером для создания симметричного шва - дело исключительно практических занятий.
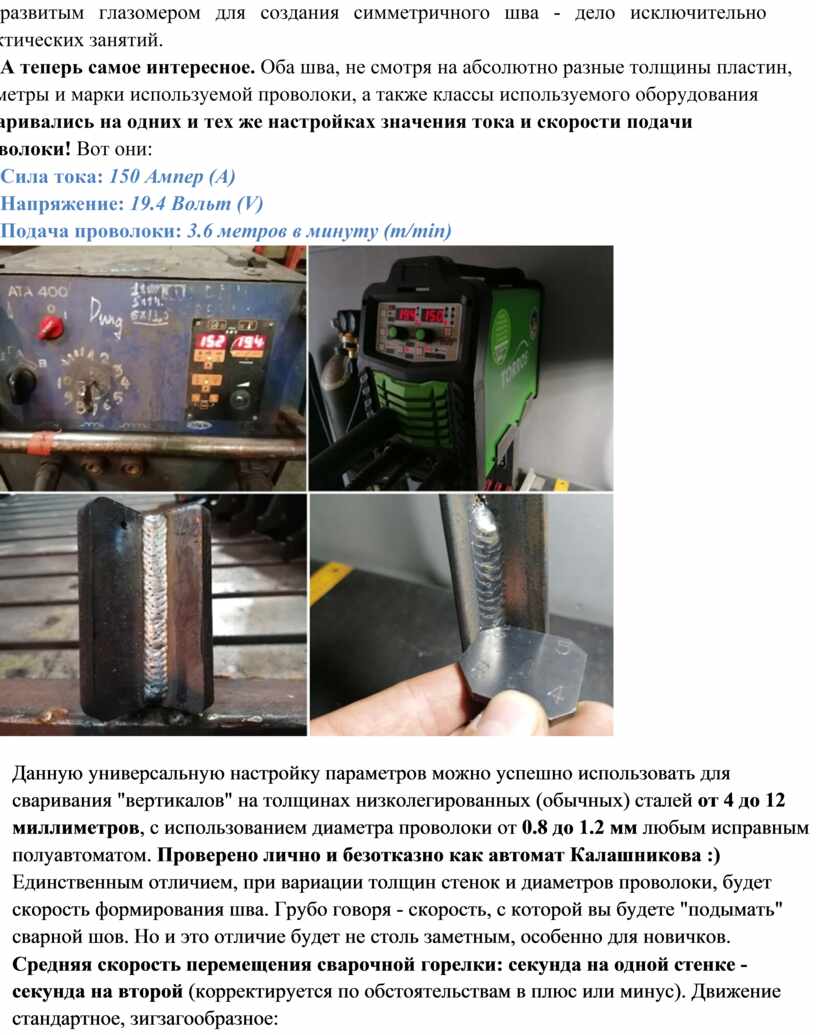
А теперь самое интересное. Оба шва, не смотря на абсолютно разные толщины пластин, диаметры и марки используемой проволоки, а также классы используемого оборудования - сваривались на одних и тех же настройках значения тока и скорости подачи проволоки! Вот они:

Данную универсальную настройку параметров можно успешно использовать для сваривания "вертикалов" на толщинах низколегированных (обычных) сталей от 4 до 12 миллиметров, с использованием диаметра проволоки от 0.8 до 1.2 мм любым исправным полуавтоматом. Проверено лично и безотказно как автомат Калашникова :)
Единственным отличием, при вариации толщин стенок и диаметров проволоки, будет скорость формирования шва. Грубо говоря - скорость, с которой вы будете "подымать" сварной шов. Но и это отличие будет не столь заметным, особенно для новичков.
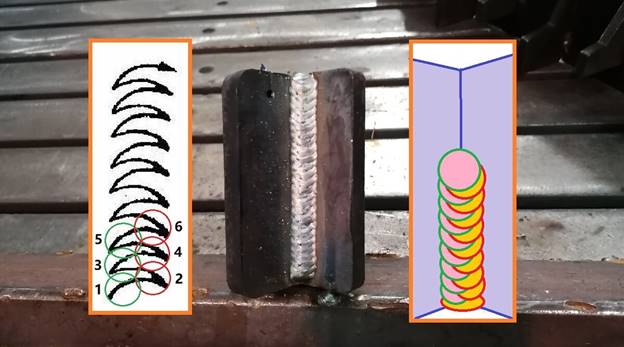
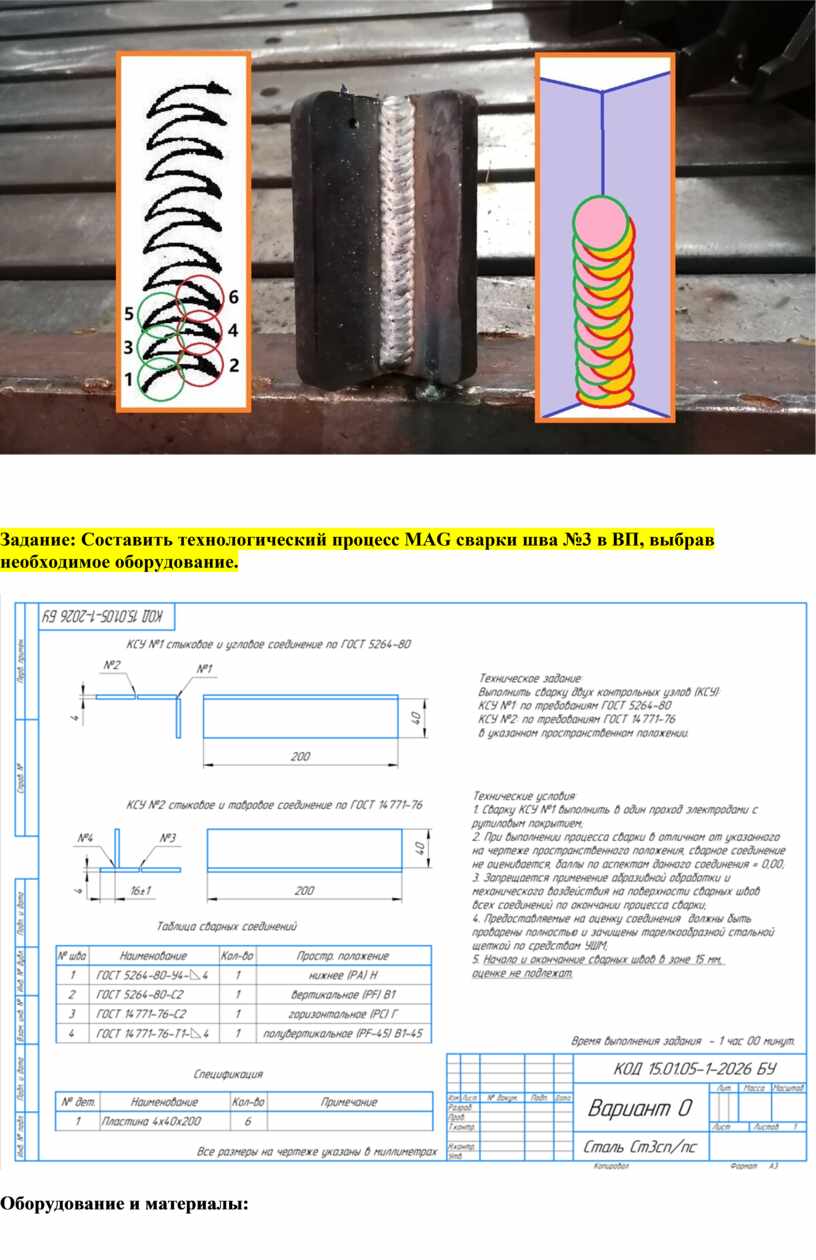
Средняя скорость перемещения сварочной горелки: секунда на одной стенке - секунда на второй (корректируется по обстоятельствам в плюс или минус). Движение стандартное, зигзагообразное:
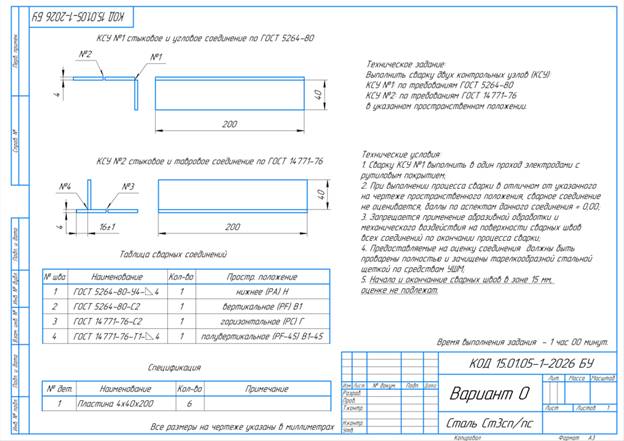
Задание: Составить технологический процесс МАG сварки шва №3 в ВП, выбрав необходимое оборудование.
Оборудование и материалы:
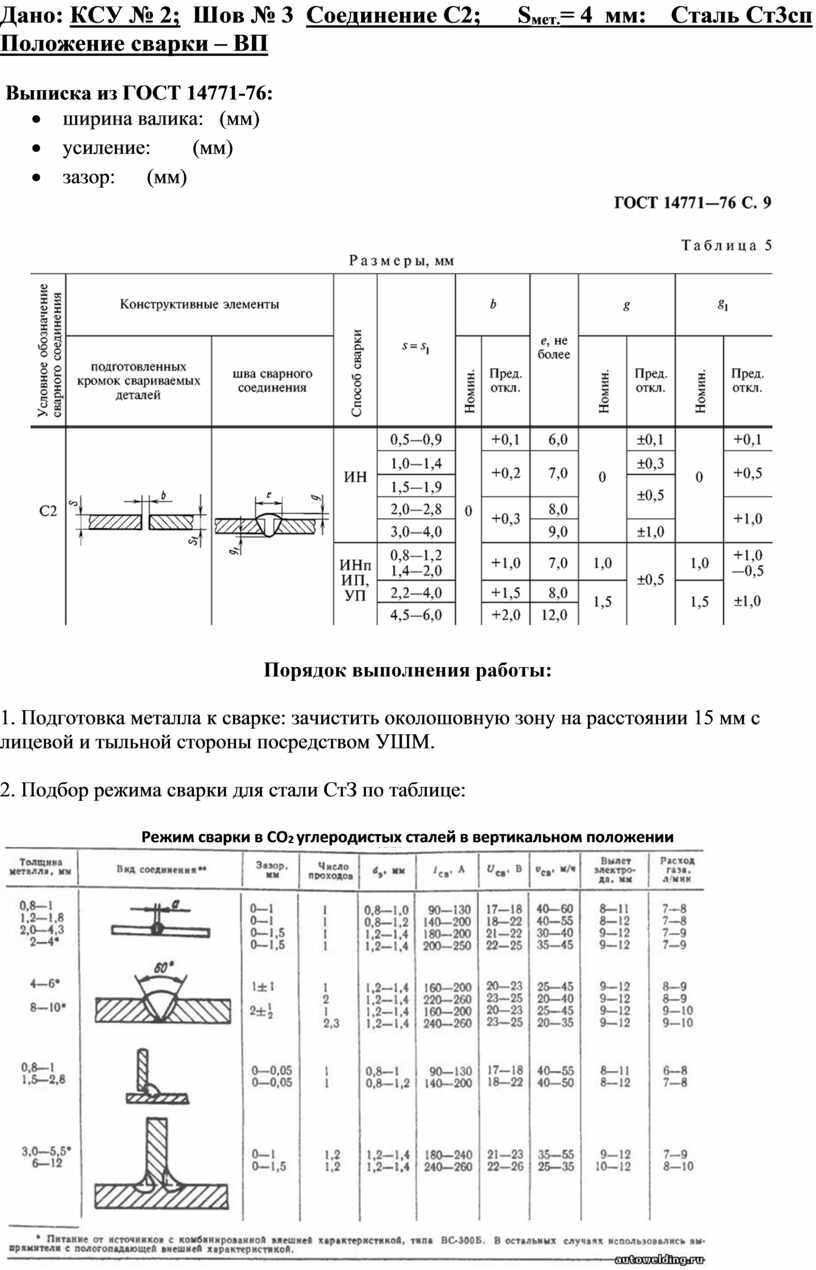
Дано: КСУ № 2; Шов № 3 Соединение С2; Sмет.= 4 мм: Сталь Ст3сп Положение сварки – ВП
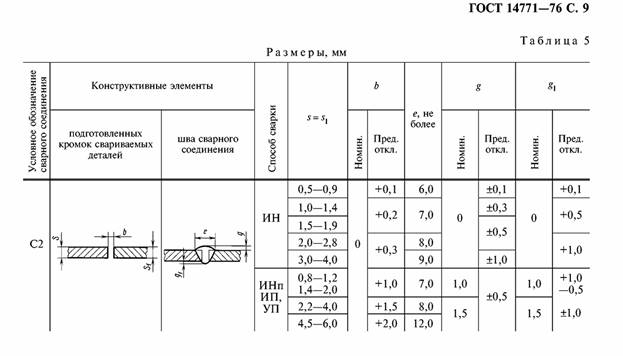
Выписка из ГОСТ 14771-76:
· ширина валика: (мм)
· усиление: (мм)
· зазор: (мм)
Порядок выполнения работы:
1. Подготовка металла к сварке: зачистить околошовную зону на расстоянии 15 мм с лицевой и тыльной стороны посредством УШМ.
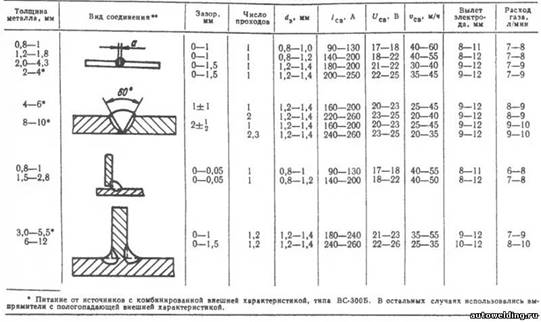
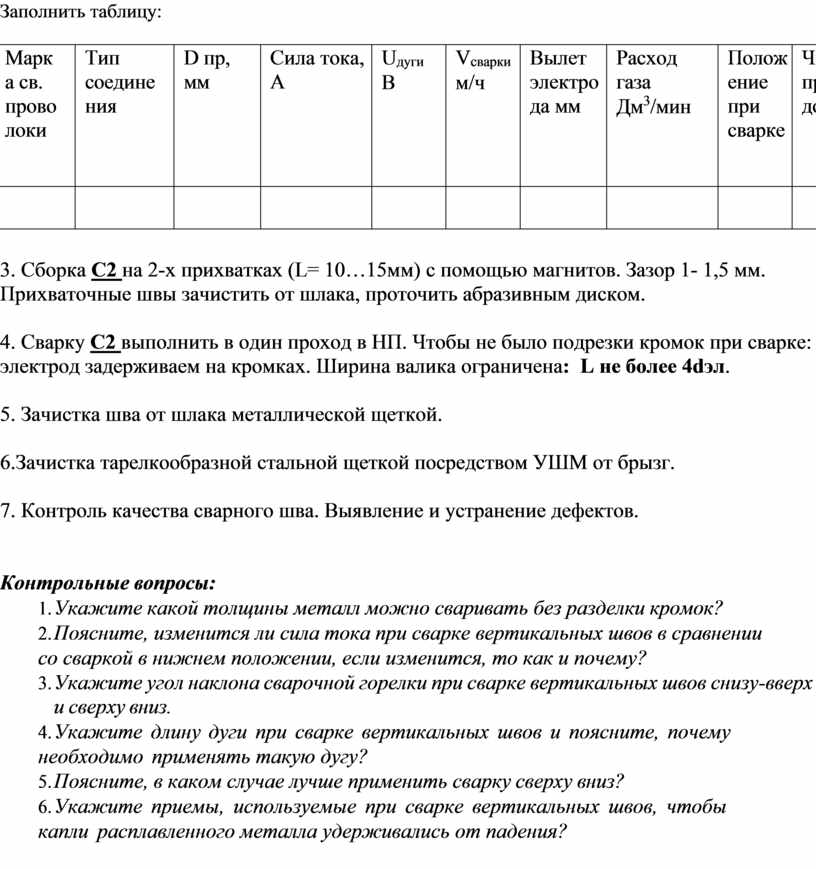
2. Подбор режима сварки для стали СтЗ по таблице:
Режим сварки в СО2 углеродистых сталей в вертикальном положении
Заполнить таблицу:
|
S мм |
Марка св. проволоки |
Тип соединения |
D пр, мм |
Сила тока, А |
Uдуги В |
Vсварки м/ч |
Вылет электрода мм |
Расход газа Дм3/мин |
Положение при сварке |
Число проходов |
|
|
|
|
|
|
|
|
|
|
|
|
3. Сборка С2 на 2-х прихватках (L= 10…15мм) с помощью магнитов. Зазор 1- 1,5 мм. Прихваточные швы зачистить от шлака, проточить абразивным диском.
4. Сварку С2 выполнить в один проход в НП. Чтобы не было подрезки кромок при сварке: электрод задерживаем на кромках. Ширина валика ограничена: L не более 4dэл.
5. Зачистка шва от шлака металлической щеткой.
6.Зачистка тарелкообразной стальной щеткой посредством УШМ от брызг.
7. Контроль качества сварного шва. Выявление и устранение дефектов.
1. Укажите какой толщины металл можно сваривать без разделки кромок?
2. Поясните, изменится ли сила тока при сварке вертикальных швов в сравнении со сваркой в нижнем положении, если изменится, то как и почему?
3. Укажите угол наклона сварочной горелки при сварке вертикальных швов снизу-вверх и сверху вниз.
4. Укажите длину дуги при сварке вертикальных швов и поясните, почему необходимо применять такую дугу?
5. Поясните, в каком случае лучше применить сварку сверху вниз?
6. Укажите приемы, используемые при сварке вертикальных швов, чтобы капли расплавленного металла удерживались от падения?
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.