Поделиться

Потоковая лекция
МДК 01.02 Технология производства сварных конструкций
Тема занятия: «Технология сборки и сварки труб»
Преподаватель Грабаров Михаил Николаевич
Государственное бюджетное профессиональное образовательное учреждение Московской области «Колледж «Коломна»
Входной опрос
Какой инструмент используется для проверки величины зазора при сварке стыкового соединения?
С какой целью выполняют разрезку кромок?
Из-за чего возникают непровары при выполнении ручной дуговой сварки?
Инструменты, применяемые при разметки металла?
По чему проверяют контроль качества сварных соединений?
Что позволяет определить внешний вид излома сварного соединения?
Цель проведения сопутствующего и предварительного подогрева?
Что обозначают цифры возле букв на чертеже сварного шва?
Перечислите типы сварных соединений.
Что является конструктивными характеристиками разделки кромок?
Тема занятия:
«Технология сборки и сварки труб»
Цель урока: изучить технологический процесс сборки-сварки трубных конструкций

Трубопроводы-
устройства для транспортирования жидких, газообразных и сыпучих веществ при различных давлениях и температурах.

Классификация трубопроводов
1. ПО ФУНКЦИОНАЛЬНОМУ НАЗНАЧЕНИЮ:

Классификация трубопроводов
2. ПО Расположению:

Классификация трубопроводов
3. ПО ВИДУ ТРАНСПОРТИРУЕМОГО МАТЕРИАЛА:
Газопроводы.
Нефтепроводы
Водопроводные.
Канализационные.

Классификация трубопроводов
4. ПО СПОСОБНОСТИ ВЫДЕРЖИВАТЬ ОПРЕДЕЛЕННОЕ ДАВЛЕНИЕ ТРАНСПОРТИРУЕМОГО ПО ТРУБАМ МАТЕРИАЛА:
Низкого давления.
Среднего давления.
Высокого давления
Приёмочный контроль
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта и техническим условиям
Основные требования ТУ:

Маркировка труб

Основные геометрические параметры труб
L-длина трубы
D – наружный диаметр трубы
d-внутренний диаметр трубы
t-толщина стенки трубы
Ппп
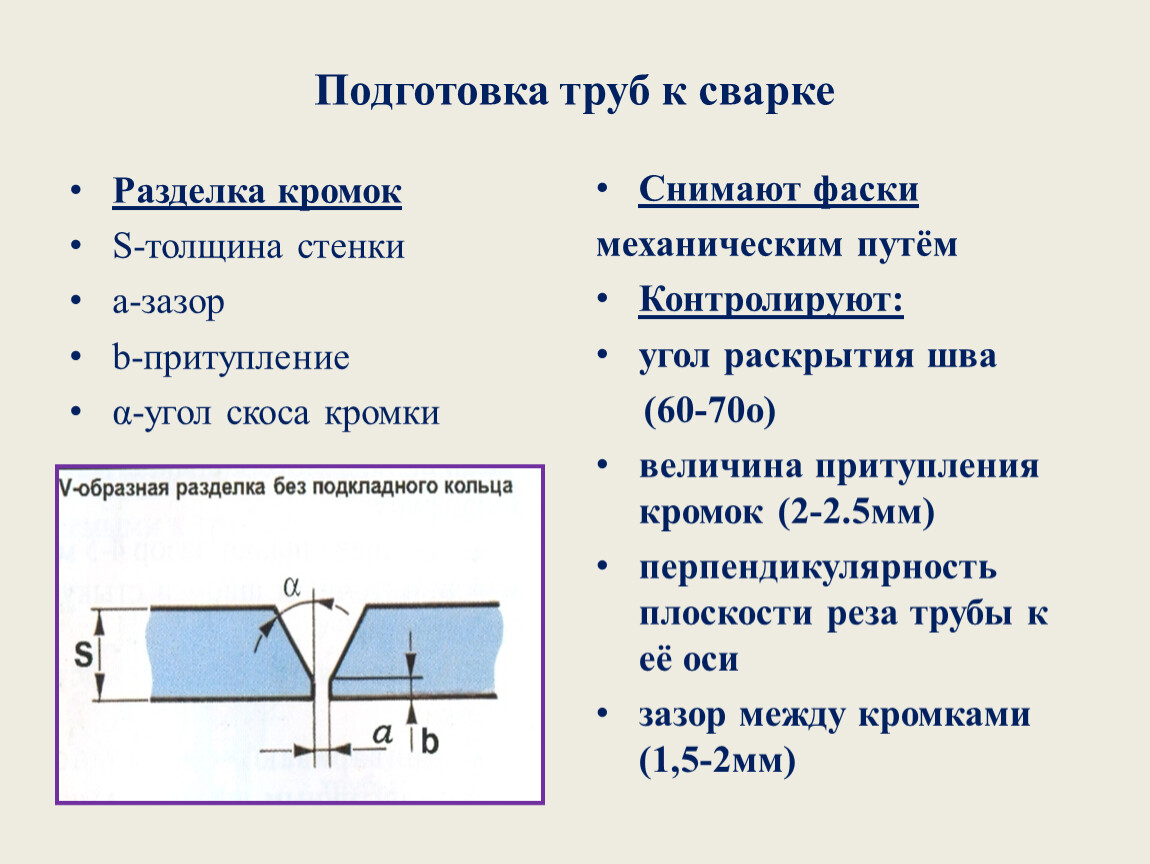
Подготовка труб к сварке
Разделка кромок
Снимают фаски
механическим путём
Контролируют:
угол раскрытия шва
(60-70о)
величина притупления кромок (2-2.5мм)
перпендикулярность плоскости реза трубы к её оси
зазор между кромками (1,5-2мм)
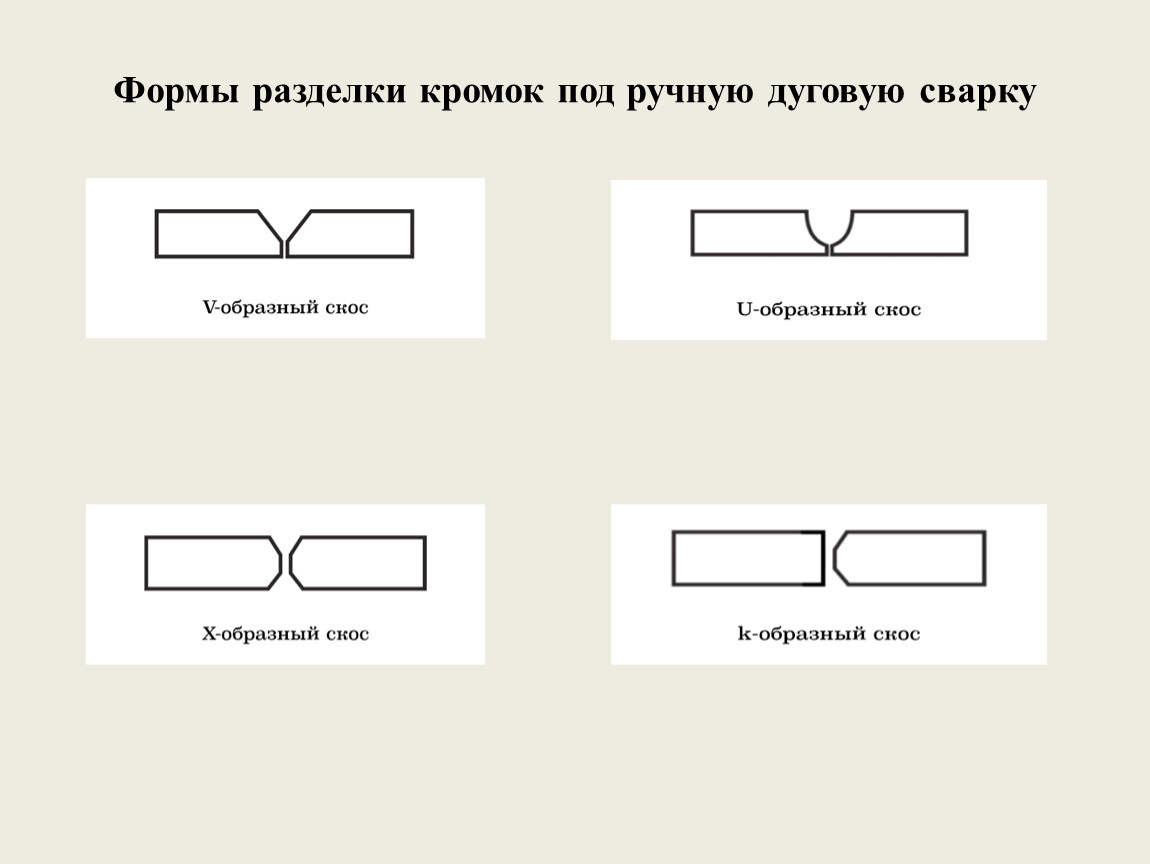
Формы разделки кромок под ручную дуговую сварку
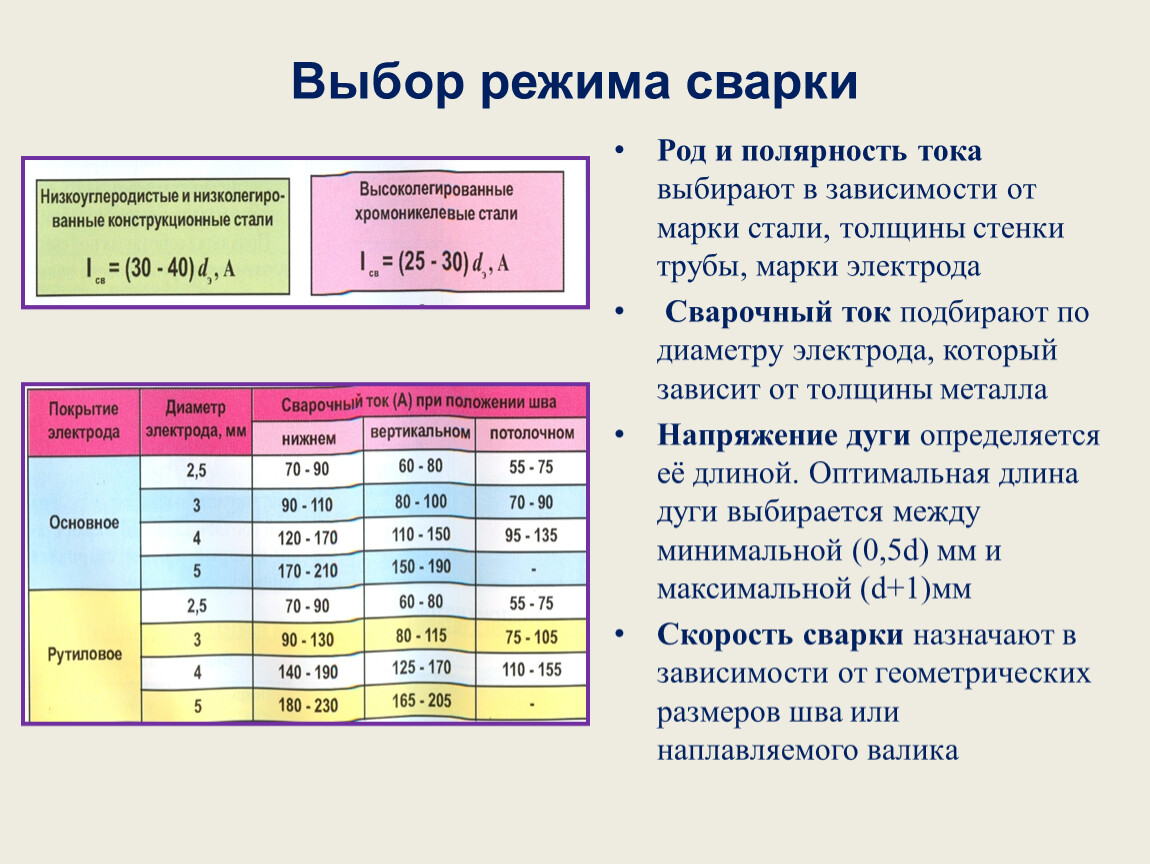
Выбор режима сварки
Род и полярность тока выбирают в зависимости от марки стали, толщины стенки трубы, марки электрода
Сварочный ток подбирают по диаметру электрода, который зависит от толщины металла
Напряжение дуги определяется её длиной. Оптимальная длина дуги выбирается между минимальной (0,5d) мм и максимальной (d+1)мм
Скорость сварки назначают в зависимости от геометрических размеров шва или наплавляемого валика
Контроль качества сварных швов трубопроводов
Следует выполнять путем:
Контроль шва внешним осмотром и измерением
Стыки трубопроводов, сваренные с подваркой корня шва, подвергаются внешнему осмотру и измерению размеров шва снаружи и внутри трубы, в остальных случаях - только снаружи
Перед осмотром сварной шов и прилегающие к нему поверхности труб должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений на ширину не менее 20 мм (по обе стороны шва)
Шов осматривают на наличие дефектов
Контроль трубопроводов на прочность и герметичность
Для своевременного выявления дефектов необходим тщательный и систематический контроль сварных соединений трубопроводов на всех стадиях производства сварки.
Контроль сварных соединений технологических трубопроводов осуществляется путем наружного осмотра всех стыков, механических испытаний и физических методов контроля (металлографического исследования, просвечивания рентгеновскими или гамма-лучами, ультразвука, магнитографического способа), а также проверки плотности сварных стыков гидравлическим или пневматическим испытанием. В отдельных случаях в зависимости от материала труб и назначения трубопровода сварные швы проверяют на коррозионную стойкость.
Предварительные испытания трубопроводов следует выполнять, как правило, гидравлическим способом.
Не допускается выполнение пневматических испытаний надземных трубопроводов, а также трубопроводов, прокладываемых в одном канале (секции) или в одной траншее с действующими инженерными коммуникациями.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.