Поделиться

Основные требования к технологии и организации механической обработки в переналаживаемых АПС

Разработка технологии АПС
Для разработки технологии в АПС характерен комплексный подход — детальная проработка не только основных, но и вспомогательных операций и переходов, включая транспортировку изделий, контроль, складирование, испытания, упаковку. В силу необходимости и возможности быстрой переналадки при серийном и мелкосерийном производствах в АПС для каждой возможной детали (изделия) или для типоразмера должна быть разработана подробная технология изготовления с возможными отклонениями, созданы специальные или универсальные приспособления, в том числе спутниковые. Условия транспортировки, контроля, испытания, упаковки должны быть соответствующим образом определены и запрограммированы. Это необходимо для обеспечения быстрого перехода с одного изделия на другое — буквально в течение суток или смены. Детальная проработка всего ТП предполагает широкую унификацию конструктивно-технологических элементов обрабатываемых деталей для обеспечения возможности смешанного агрегатирования операций и оборудования.
методы построения ТП
Для стабилизации и повышения надежности обработки применяют два основных метода построения ТП:
использование оборудования, обеспечивающего надежную обработку почти без участия оператора;
регулирование параметров ТП на основе контроля изделий в ходе самого процесса.

Указанные методы реализованы при создании технологии обработки основных типовых деталей: корпусных и в форме тел вращения.
При обработке корпусных деталей предпочтение отдается многоинструментальным станкам с ЧПУ типа «обрабатывающий центр».
Обработка деталей в форме тел вращения проводится в основном на токарных станках с ЧПУ и гибких модулях на их основе. Для улучшения качества обработки широко применяют проверенную в конкретных производственных условиях типизированную операционную технологию (ТОТ).
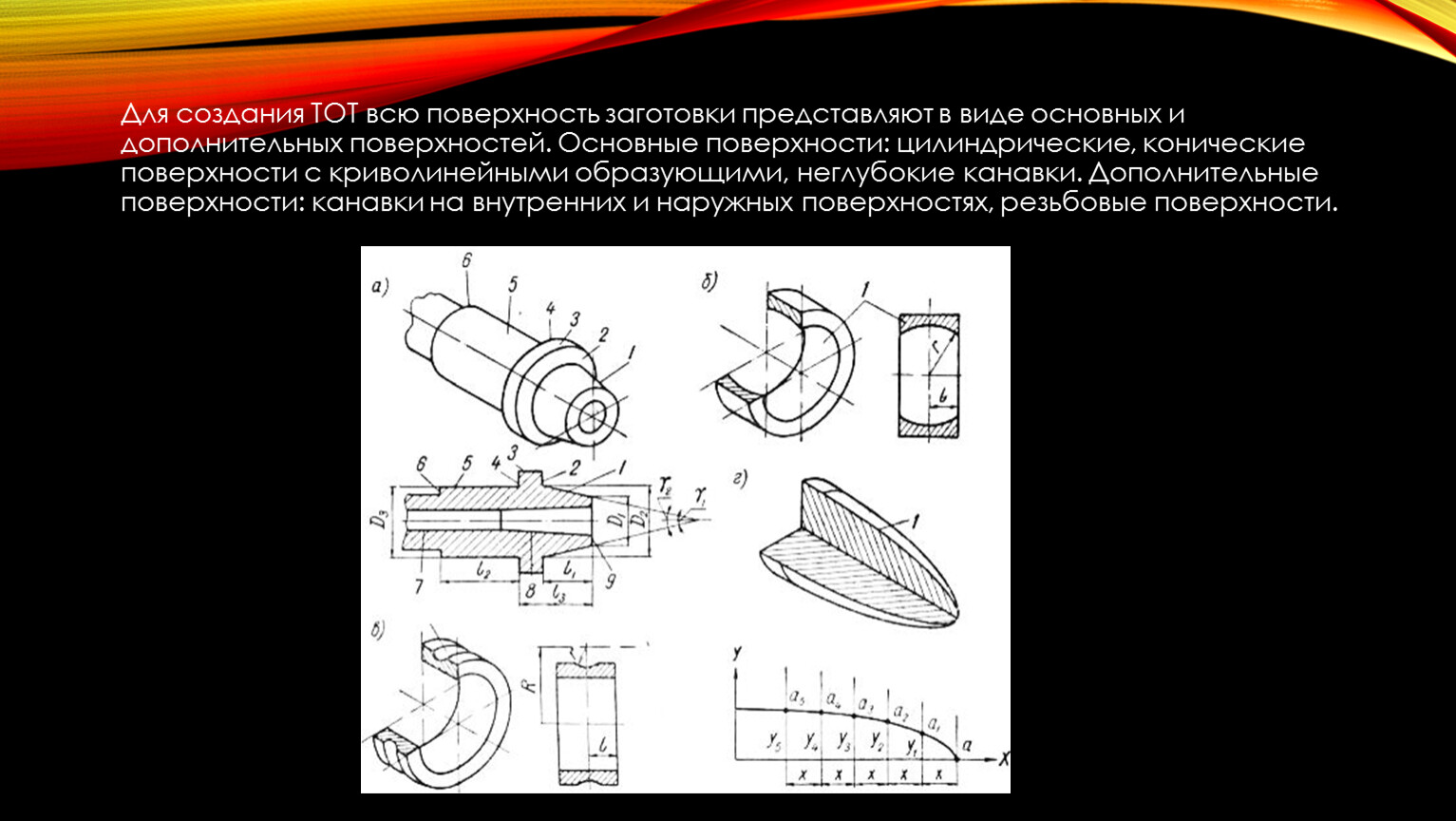
Для создания ТОТ всю поверхность заготовки представляют в виде основных и дополнительных поверхностей. Основные поверхности: цилиндрические, конические поверхности с криволинейными образующими, неглубокие канавки. Дополнительные поверхности: канавки на внутренних и наружных поверхностях, резьбовые поверхности.
При изготовлении деталей крупными сериями в форме тел вращения на токарных станках имеют место следующие особенности:
увеличение производительности за счет широкого применения комбинированного инструмента;
использование осевого мерного инструмента (развертки, зенкеры);
упрощение траекторий перемещения инструментов;
сокращение числа поверхностей, обрабатываемых одним режущим элементом (резцом), переход к многоинструментальным наладкам последовательного и параллельного действия.

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
