Поделиться

Приложение 4.1.38 Аккустические методы контроля
Занятие по дисциплине: Контроль качества сварных соединений (МДК.01.04)
Тема: Контроль качества сварных соединений

Акустические методы контроля качества сварных соединений
Пассивные методы
Активные методы
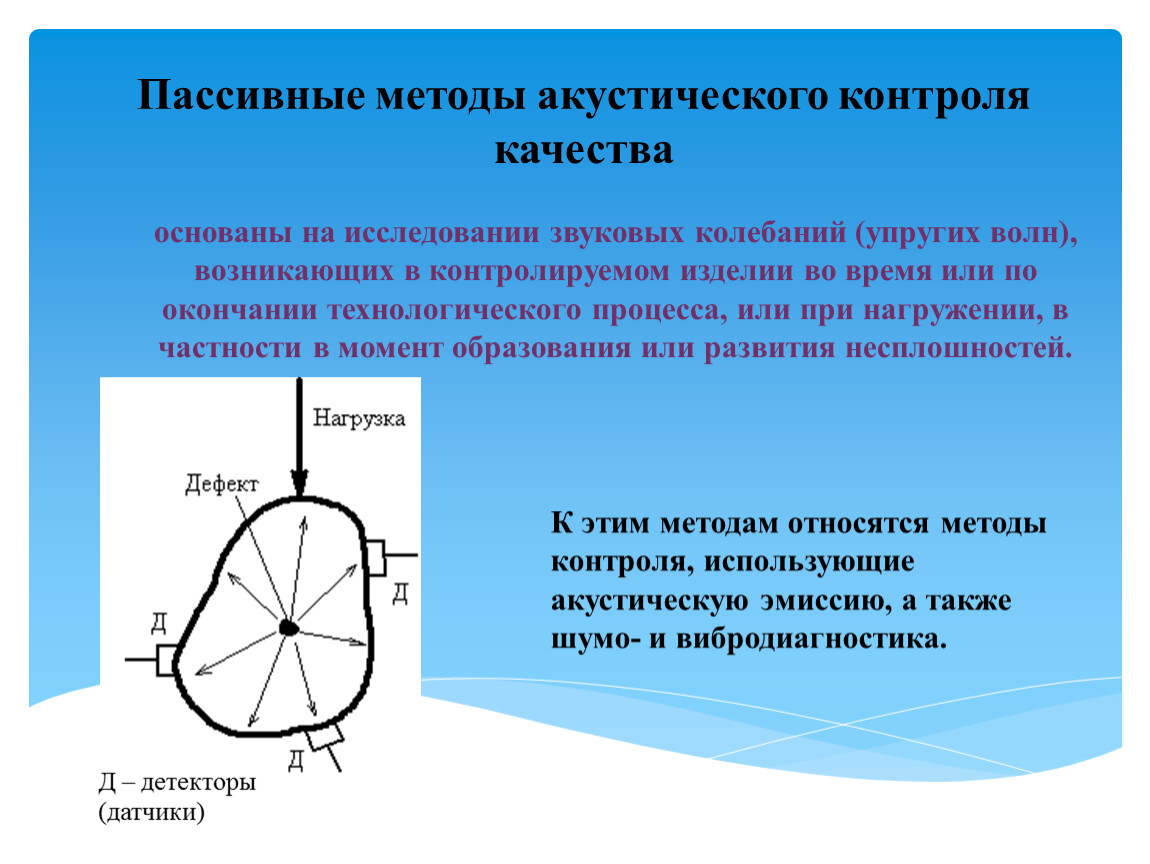
Пассивные методы акустического контроля качества
основаны на исследовании звуковых колебаний (упругих волн), возникающих в контролируемом изделии во время или по окончании технологического процесса, или при нагружении, в частности в момент образования или развития несплошностей.
Д – детекторы (датчики)
К этим методам относятся методы контроля, использующие акустическую эмиссию, а также шумо- и вибродиагностика.

Активные методы акустического контроля качества
основаны на исследовании распространения колебаний специально вводимых в контролируемое изделие
Д – детекторы (датчики)
Акустические колебания - это механические колебания среды. При акустическом контроле обычно используют колебания с частотой 0,5...25 МГц, т. е. ультразвуковые. Поэтому большинство акустических методов являются ультразвуковыми
Некоторые материалы (кварц, титанат бария, титанат-цирконат свинца и др.) под действием переменного электрического поля меняют свои размеры с частотой изменения поля и наоборот, при изменении размеров способны генерировать электрические сигналы с частотой, равной частоте изменения размеров.

Схема образования ультразвуковых колебаний
Схема регистрации ультразвуковых колебаний
Пьезоэлектрическую пластину помещают в специальном устройстве - пьезопреобразователе (искателе). Материалы, используемые в пьезопреобразователях: плексиглас, капролон, фторопласт, полистирол способствуют гашению отраженной волны, так как имеют большие коэффициенты затухания ультразвуковых колебаний и малую скорость их распространения.
Виды пьезопреобразователей
Прямые (или нормальные)
Наклонные (или призматические)
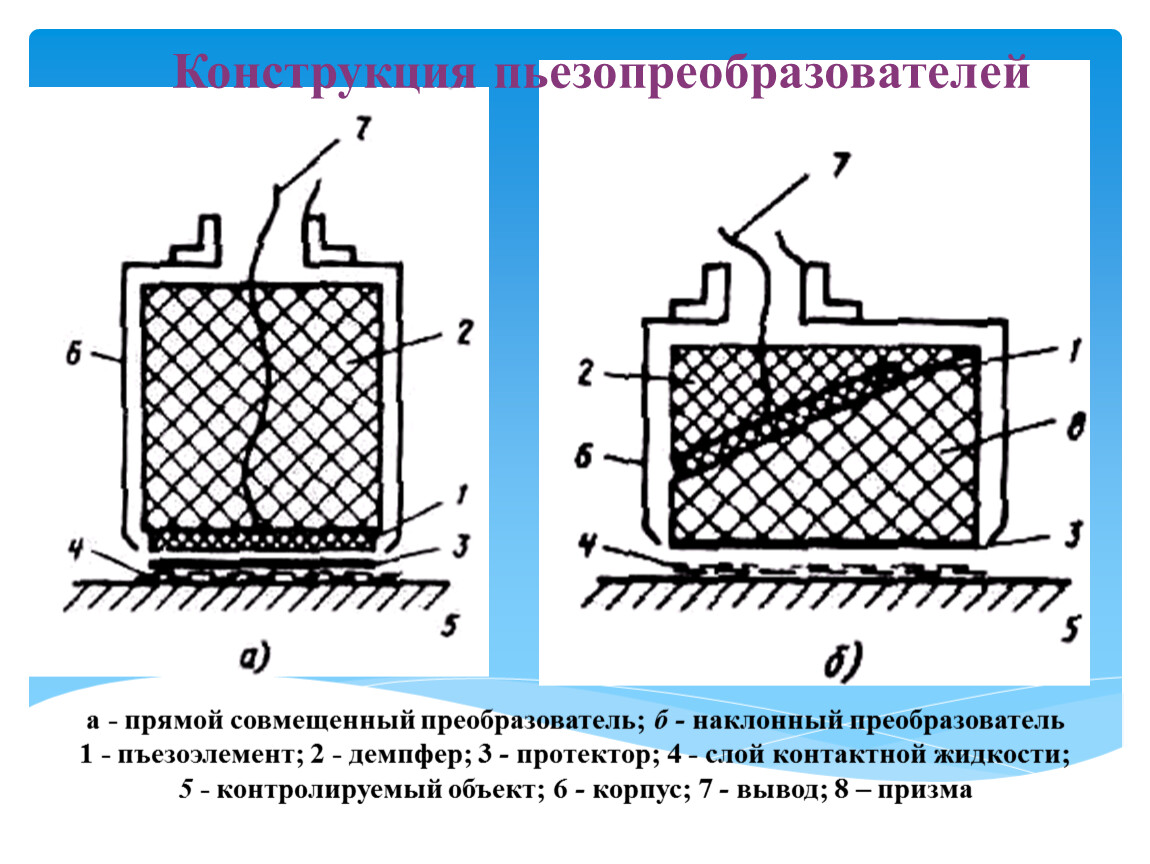
а - прямой совмещенный преобразователь; б - наклонный преобразователь
1 - пъезоэлемент; 2 - демпфер; 3 - протектор; 4 - слой контактной жидкости; 5 - контролируемый объект; 6 - корпус; 7 - вывод; 8 – призма
Конструкция пьезопреобразователей
Основной принцип ультразвукового контроля:
при падении ультразвуковой волны на поверхность раздела двух сред с различной акустической проницаемостью, в частности на границу дефекта, часть энергии отражается, подчиняясь законам отражения физики волн.
Для анализа распространения ультразвуковых колебаний в контролируемом изделии используют три основных метода:
Теневой
Зеркально-теневой
Эхо-метод
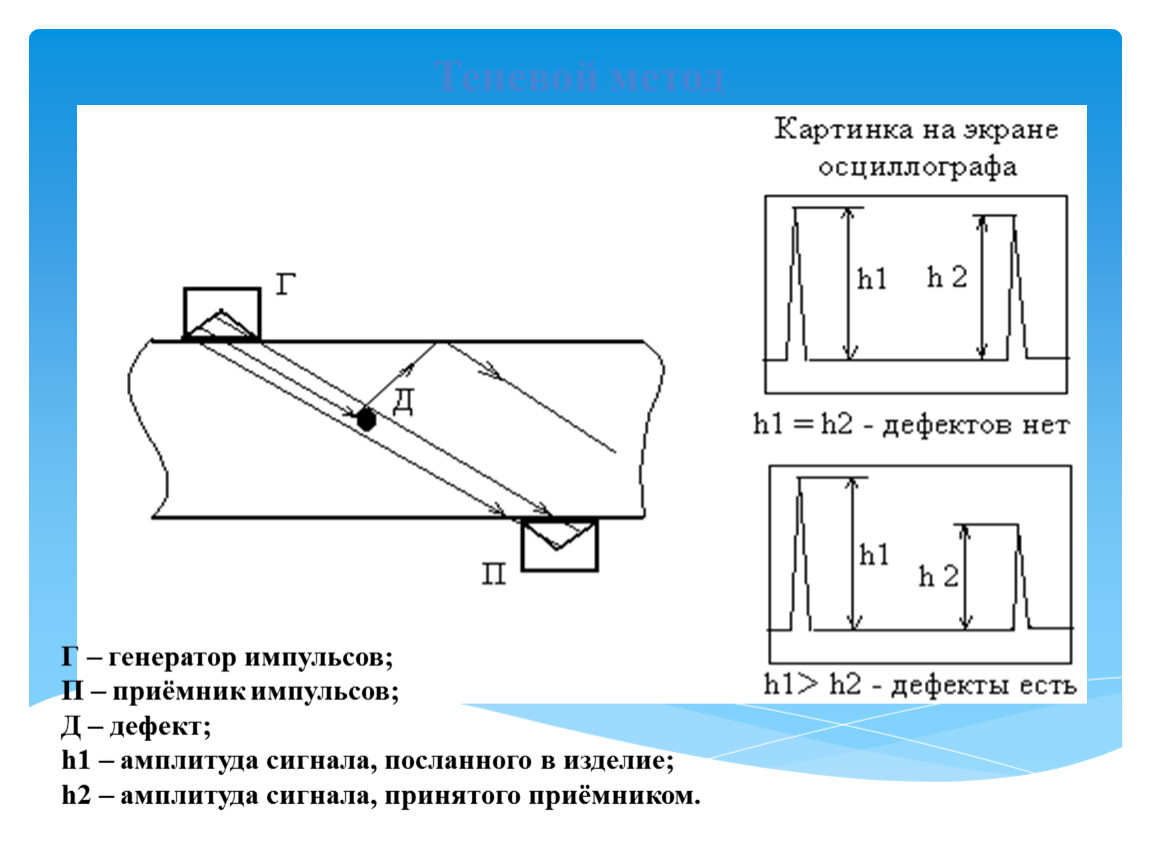
Теневой метод
Г – генератор импульсов;
П – приёмник импульсов;
Д – дефект;
h1 – амплитуда сигнала, посланного в изделие;
h2 – амплитуда сигнала, принятого приёмником.
Недостатки теневого метода:
1) необходимость двустороннего доступа к изделию;
2) малая точность оценки координат дефектов.
Достоинство - высокая помехоустойчивость.
Метод может применяться для изделий с грубо обработанной поверхностью.

Зеркально – теневой метод
Г – генератор импульсов;
П – приёмник импульсов;
Д – дефект;
h1 – амплитуда сигнала, посланного в изделие;
h2 – амплитуда сигнала, принятого приёмником.
Недостатки зеркально-теневого метода:
- низкая точность определения координат дефекта
Преимущества метода:
1) не требуется двустороннего доступа к контролируемому изделию;
2) метод позволяет более достоверно выявлять корневые дефекты в стыковых швах;
3) высокая помехоустойчивость;
4) может применяется для изделий небольшой толщины с грубо обработанной поверхностью.
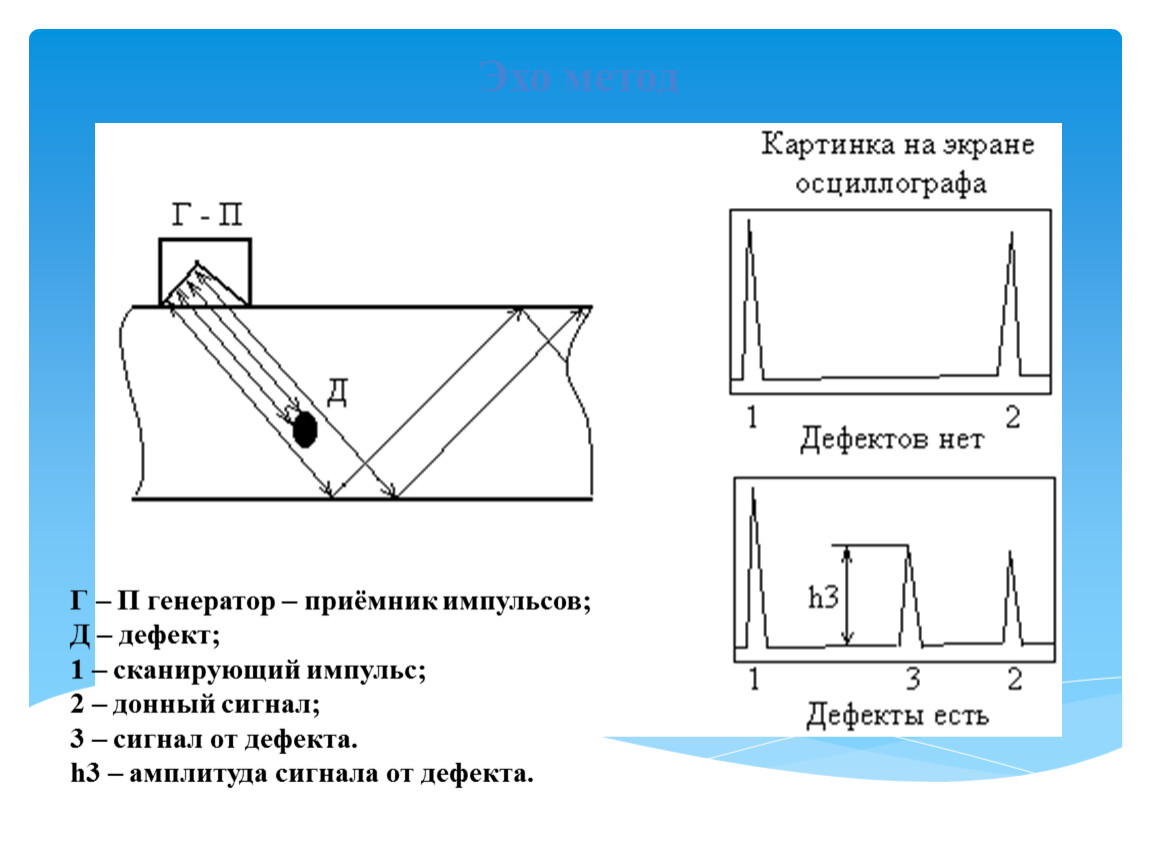
Эхо метод
Г – П генератор – приёмник импульсов;
Д – дефект;
1 – сканирующий импульс;
2 – донный сигнал;
3 – сигнал от дефекта.
h3 – амплитуда сигнала от дефекта.
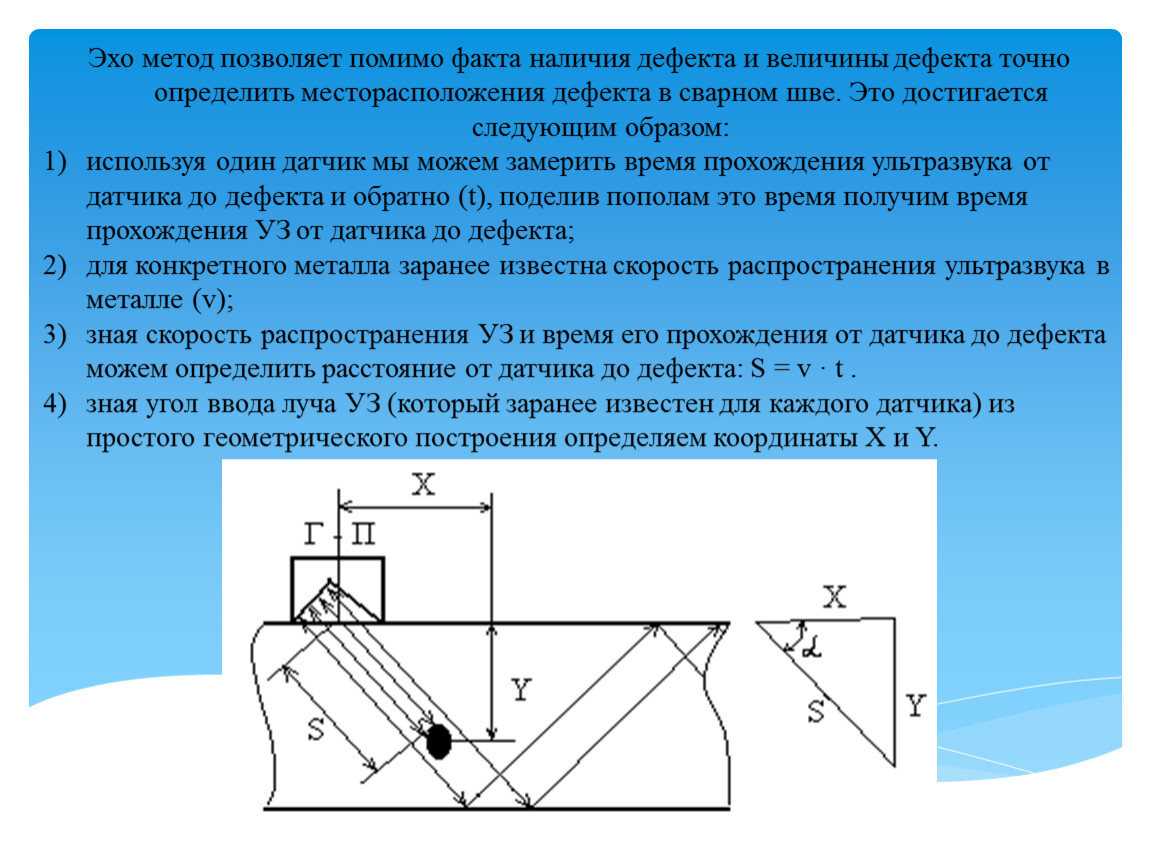
Эхо метод позволяет помимо факта наличия дефекта и величины дефекта точно определить месторасположения дефекта в сварном шве. Это достигается следующим образом:
используя один датчик мы можем замерить время прохождения ультразвука от датчика до дефекта и обратно (t), поделив пополам это время получим время прохождения УЗ от датчика до дефекта;
для конкретного металла заранее известна скорость распространения ультразвука в металле (v);
зная скорость распространения УЗ и время его прохождения от датчика до дефекта можем определить расстояние от датчика до дефекта: S = v · t .
зная угол ввода луча УЗ (который заранее известен для каждого датчика) из простого геометрического построения определяем координаты X и Y.
Преимущества УЗК:
1) возможность контроля большой толщины (для толщины свыше 80 мм это наиболее надежный способ)
2) меньшие затраты по сравнению о радиографией,
3) безопасность
4) выявление дефектов малого раскрытия.
Это перспективный метод, постепенно вытесняющий радиационные методы.
Недостатки УЗК:
1) объемные дефекты выявляются хуже, чем плоские
2) не выявляются дефекты, имеющие в направлении, перпендикулярном направлению распространения волны, размер меньше длины волны,
3) сложнее по сравнению с радиационными методами определить вид дефекта, из-за большого уровня структурных помех некоторые материалы нельзя контролировать
Основной недостаток УЗК - субъективность: зависимость результатов от квалификации и внимательности оператора. Для устранения этого недостатка механизируют перемещение пьезопреобразователя относительно изделия, создают приборы, в которых с помощью ЭВМ сигналы в процессе сканирования запоминаются, а по его окончании - анализируются и выдаются в наглядной форме.

Дефектоскоп ультразвуковой УД2-12
Дефектоскоп ультразвуковой "Пеленг" УД2-102
Дефектоскоп ультразвуковой УД2-70

Дефектоскоп ультразвуковой DIO 562 (Чехия)
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.