Поделиться

Вальцы
Назначение и применение
предназначены для обработки вязкоупругих или пластичных материалов путем их многократного пропускания через зазор между валками, где они подвергаются интенсивным деформациям сдвигового характера.
используют: для смешения, когда требуются мягкие условия проведения этого процесса; для подогрева смесей перед их дальнейшей переработкой; для получения листов смеси; для размола регенерата; для очистки смесей от посторонних включений (рафинирования).
Принцип действия
Смесь загружают в пространство между вращающимися валками, которые захватывают ее и затягивают в зазор; величина зазора может изменяться от нескольких долей миллиметра до 10—12 мм. В зазоре смесь подвергается сжатию и постепенно равномерно распределяется по всей длине валка. Кроме того, в зазоре на резиновую смесь действуют значительные усилия сдвига, вызывающие ее перетирание. Сдвиговые усилия возникают также вследствие различия частот вращения переднего и заднего валков, т. е. за счет фрикции, которая может быть значительной. Смесь можно многократно пропускать через зазор и после достаточной ее проработки снять с вальцов в виде листа. Такой режим работы машины называется периодическим.

Подогревательные вальцы
применяют для разогрева резиновых смесей перед подачей их на каландр, в червячные машины некоторых типов, клеемешалки. Иногда для подогрева особо жестких смесей один из валков выполняют рифленым. В подогревательных вальцах фрикция может достигать 1,22— 1,27. Ряд подогревательных вальцов начинается с небольшой модели Пд320- и заканчивается моделью Пд 2100 с двигателем мощностью 180 кВт. Выпускают установки, состоящие из двух и трех вальцов.

Смесительные вальцы
используют в тех случаях, когда для введения в смесь компонентов требуются более мягкие условия смешения по сравнению с условиями смешения в резиносмесителе. Обычно такие пальцы устанавливают после резиносмесителя. Фрикция у таких вальцов составляет 1,07. В обозначении смесительных вальцов перед цифрами ставятся буквы См. Ряд моделей смесительных вальцов включает в себя модели от См 800 до См 2100 с двигателем мощностью 180 кВт. Агрегаты могут состоять из двух или трех вальцов модели См 2100
Смесительно-подогревательные пальцы. Эти вальцы имеют в обозначении индекс См-Пд и характеризуются фрикцией 1,14.

Листовальные вальцы
отличаются от смесительных в основном вспомогательным оборудованием и применяются для получения листов резиновой смеси.
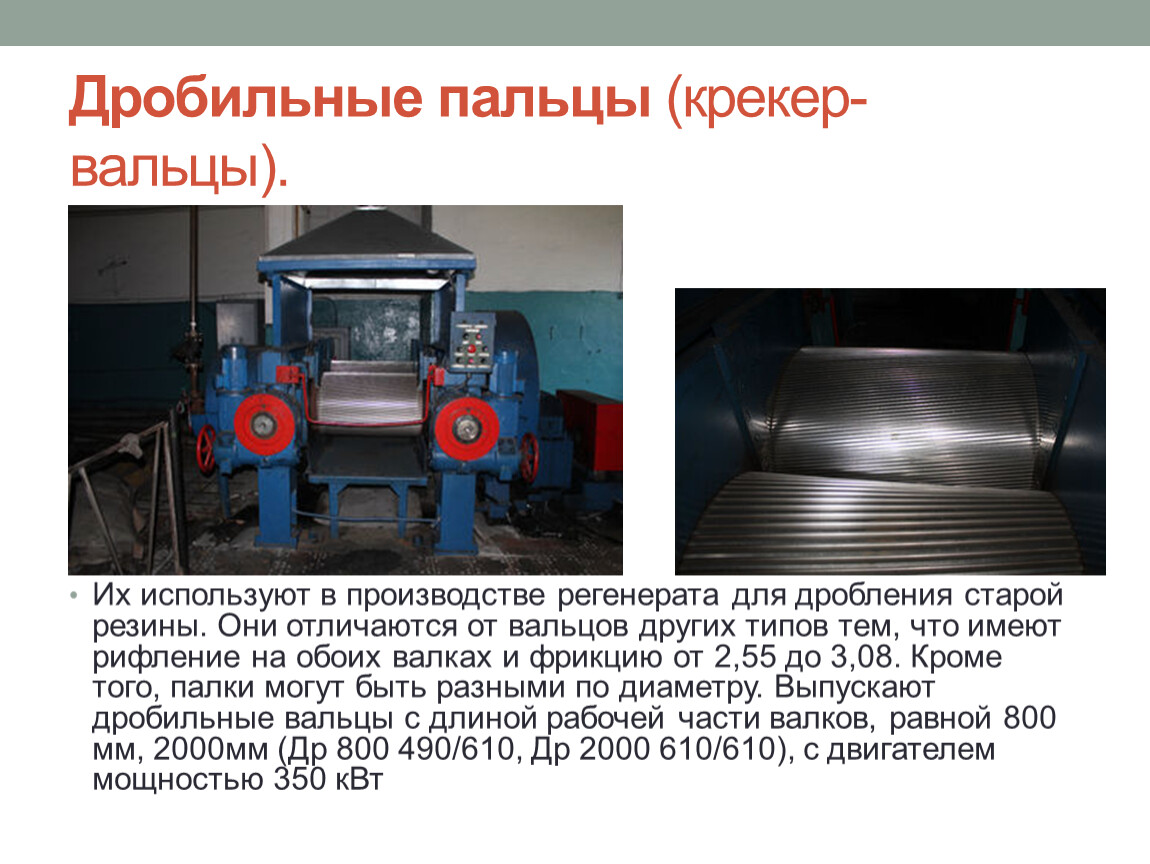
Дробильные пальцы (крекер-вальцы).
Их используют в производстве регенерата для дробления старой резины. Они отличаются от вальцов других типов тем, что имеют рифление на обоих валках и фрикцию от 2,55 до 3,08. Кроме того, палки могут быть разными по диаметру. Выпускают дробильные вальцы с длиной рабочей части валков, равной 800 мм, 2000мм (Др 800 490/610, Др 2000 610/610), с двигателем мощностью 350 кВт

Размалывающие вальцы
(Рз 800 500/550), Эти вальцы устанавливают после дробильных для более тонкого размола старой резины. Поверхность валков может быть рифленой и гладкой. Фрикция достигает 4,0; мощность двигателя 125 кВт.

Рафинирующие вальцы (Рф 800 490/610). предназначены для очистки смесей от твердых включений, которые выдавливаются к краям валков благодаря их бочкообразной форме. Иногда рафинирующие пальцы имеют три валка
1 - передний валок: 2 - задний валок: 3 - приемный валок, 4 - запас обрабатываемого материала; 5 станина вальцов; 6 - скребковый нож; 7 - штурвал регулировки подъема ножа, 8 - передаточный ремень вращения приемного валика
По технологическому назначению рафинировочные вальцы делятся на два типа:
а) брекер-вальцы, применяемые для предварительной очистки материала от посторонних включений;
б) рифайнер-вальцы, служащие для окончательной очистки материала от мелких посторонних включений.
Рифайнер-вальцы в отличие от брекер-вальцов снабжены скребковым ножом для снятия материала с валков. Съем материала с рафинировочных вальцов производится не с переднего валка, а с заднего. Прием материала производится на специальный валик, который приводится во вращение при помощи ременной передачи (рис. 2.4).
Валки рафинировочных вальцов обоих видов имеют гладкую поверхность и фрикцию 1: 2,48.
Удаление твердых частиц из массы обрабатываемого материала достигается благодаря бочкообразной форме валков. При работе вальцов твердые частицы выдавливаются из обрабатываемого материала от центра к краям валков и собираются по кромкам образующейся полосы материала, откуда и удаляются.
Снимаемая с рабочего (заднего) валка брекер-вальцов полоса материала имеет толщину 0,3 мм, а с рабочего валка рифайнер-вальцов-0,104-0,15 мм.

Вальцы для лабораторных работ
На лабораторных вальцах можно изменять фрикцию, частоту вращения валков. Они оборудованы устройством для замера распорного усилия и потребляемой мощности. Вальцы, выпускаемые зарубежными фирмами, по своим размерам и исполнению аналогичны рассмотренным выше. Основные параметры их выражают в дюймах; например, 84х26 означает, что машина имеет длину валков 84” (2130 мм) и диаметр 26” (660 мм).
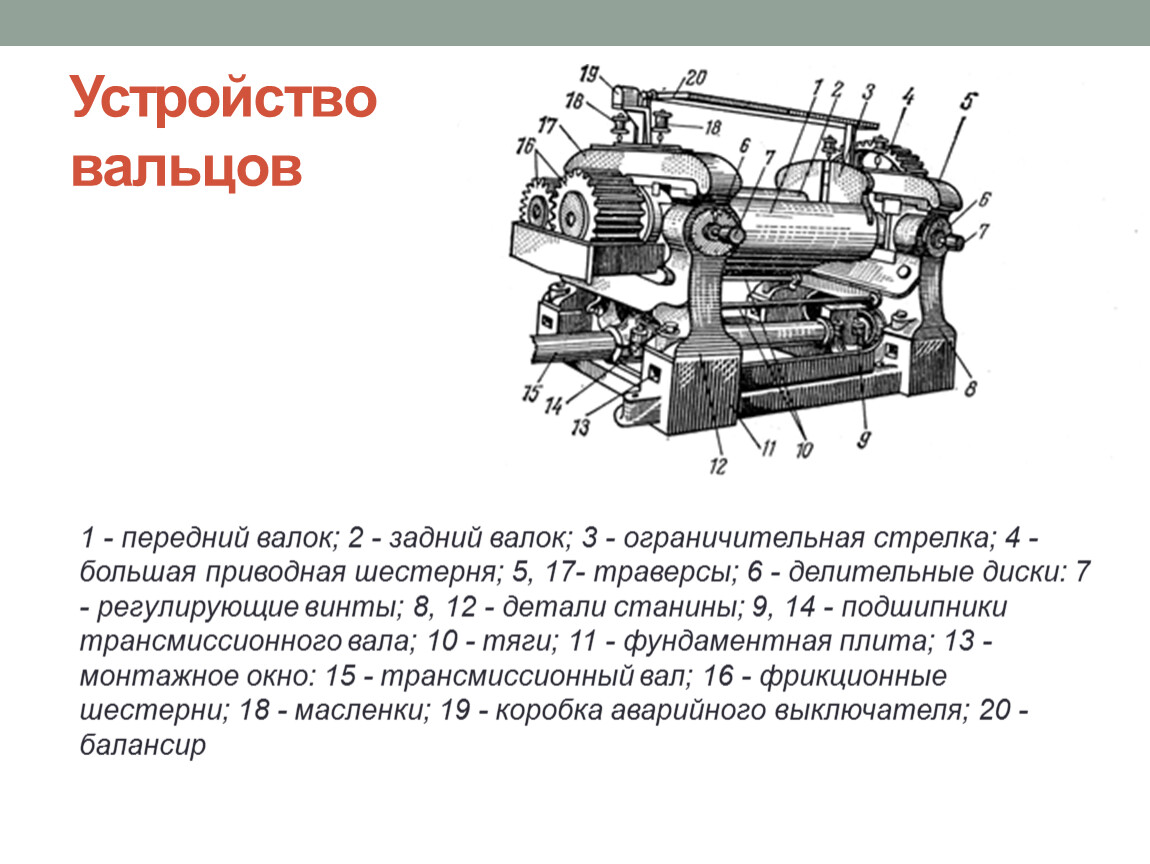
Устройство вальцов
1 - передний валок; 2 - задний валок; 3 - ограничительная стрелка; 4 - большая приводная шестерня; 5, 17- траверсы; 6 - делительные диски: 7 - регулирующие винты; 8, 12 - детали станины; 9, 14 - подшипники трансмиссионного вала; 10 - тяги; 11 - фундаментная плита; 13 - монтажное окно: 15 - трансмиссионный вал; 16 - фрикционные шестерни; 18 - масленки; 19 - коробка аварийного выключателя; 20 - балансир
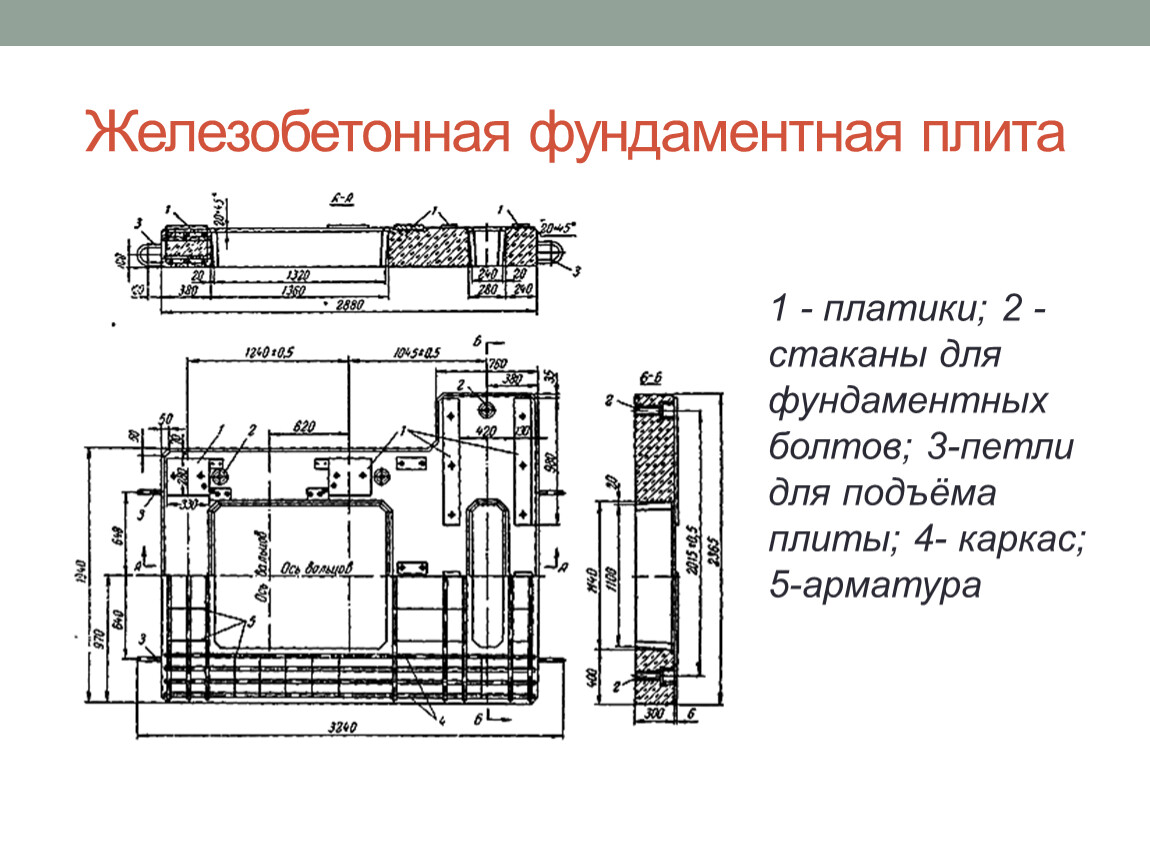
Железобетонная фундаментная плита
1 - платики; 2 - стаканы для фундаментных болтов; 3-петли для подъёма плиты; 4- каркас; 5-арматура
Станина
Станина вальцов отливается из стали марки 45ЛП и имеет жесткую конструкцию, состоящую из двух частей: собственно станины и траверсы (верхняя часть). Последняя плотно, в замок, соединяется со станиной болтами. Наличие зазора в замке не допускается. Масса станины (с траверсой) 800—1350 кг.
Прочность станины должна быть достаточной для восприятия распорных усилий, возникающих при работе вальцов. Вальцы с валками длиной 2130 мм рассчитаны на максимальное распорное усилие 14 кН на 1 см длины рабочей части валка.
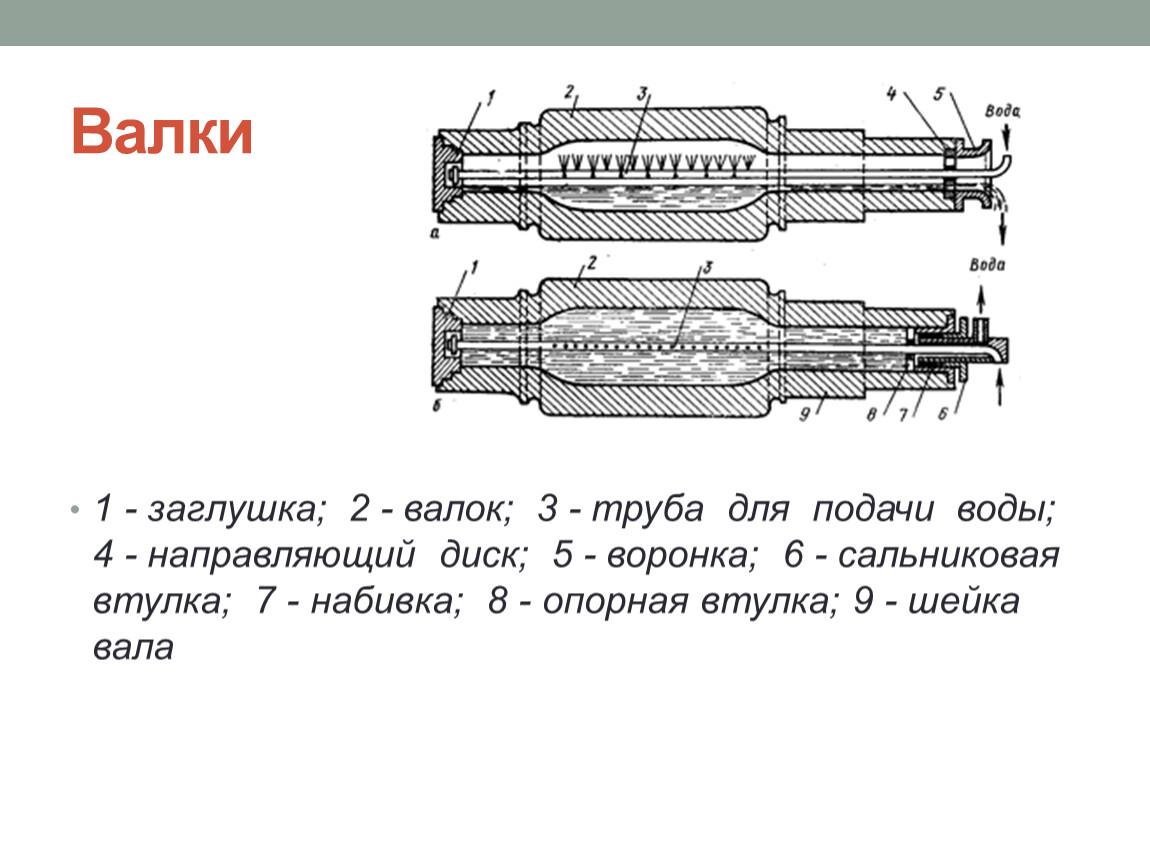
Валки
1 - заглушка; 2 - валок; 3 - труба для подачи воды; 4 - направляющий диск; 5 - воронка; 6 - сальниковая втулка; 7 - набивка; 8 - опорная втулка; 9 - шейка вала
Валки
Материал рабочей части валков, которая подвергается наибольшему износу, имеет твердость HRC 50—5.5. Толщина поверхностного слоя отбеленного чугуна в зависимости от диаметра валка должна составлять 8—25 мм. При такой толщине твердого слоя обеспечивается возможность неоднократного проведения ремонта.
Шейки 9 валка либо устанавливают в подшипник скольжения, либо на них монтируют внутреннее кольцо подшипника качения. Распорное усилие, приложенное к валку, воспринимается опорными подшипниками.
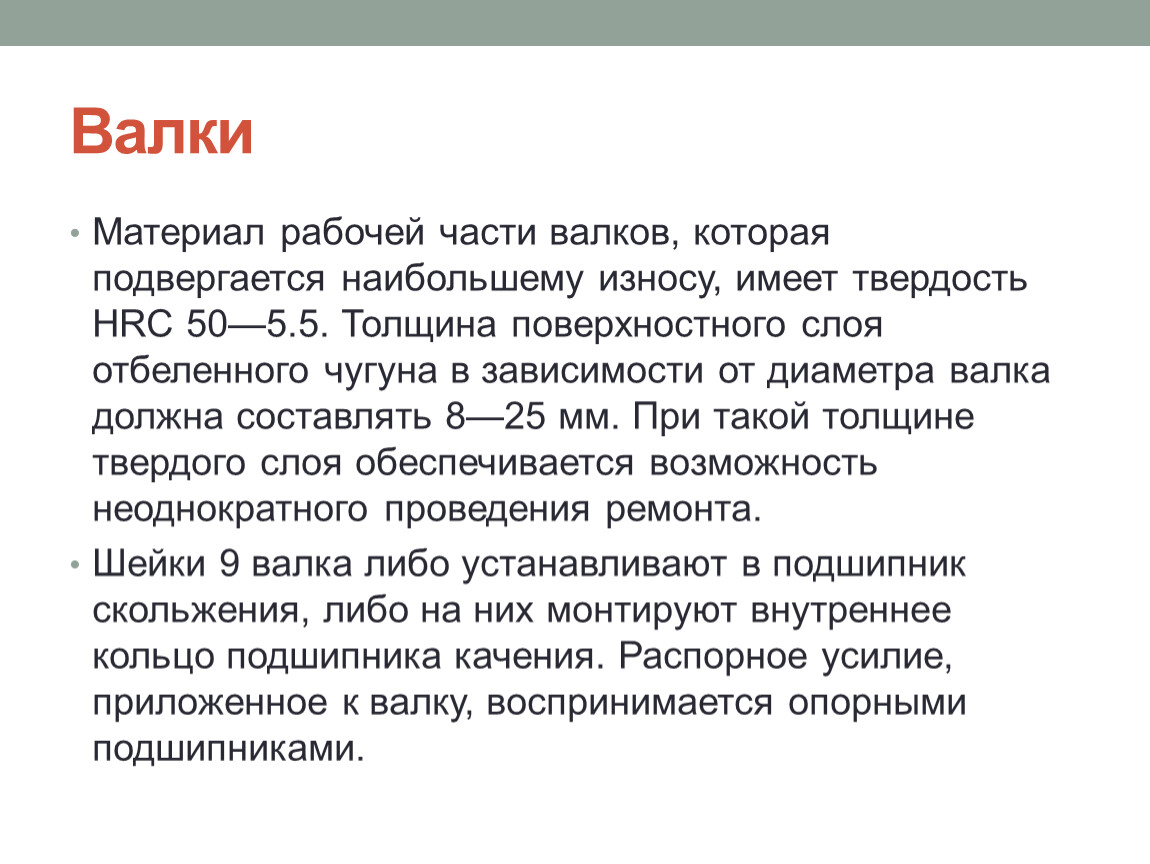
Подшипники качения валка резинообрабатывающих вальцов
1 - корпус подшипника левый; 2 - корпус подшипника правый; 3 - кольцо; 4 - крышка; 5 - резьбовая втулка; 6 - гайка разъёмная; 7 - сферический роликоподшипник; 8 - стяжные болты
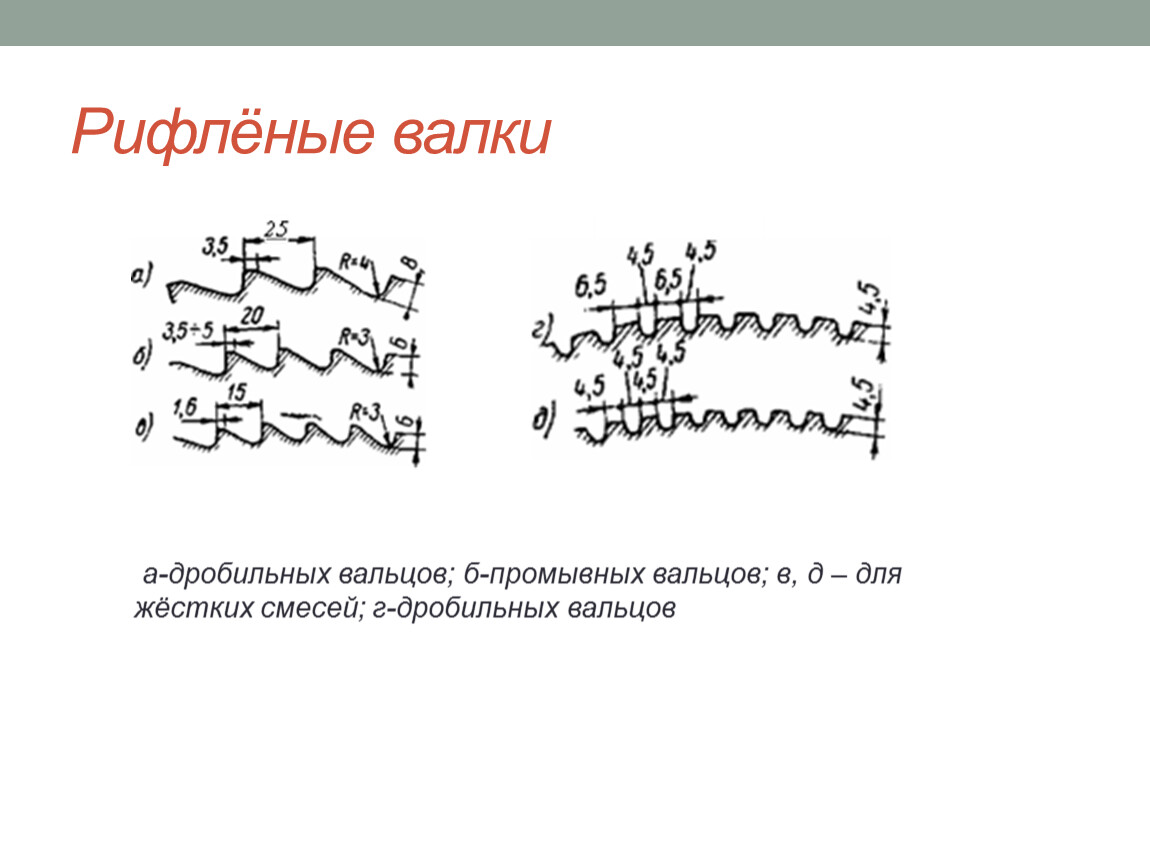
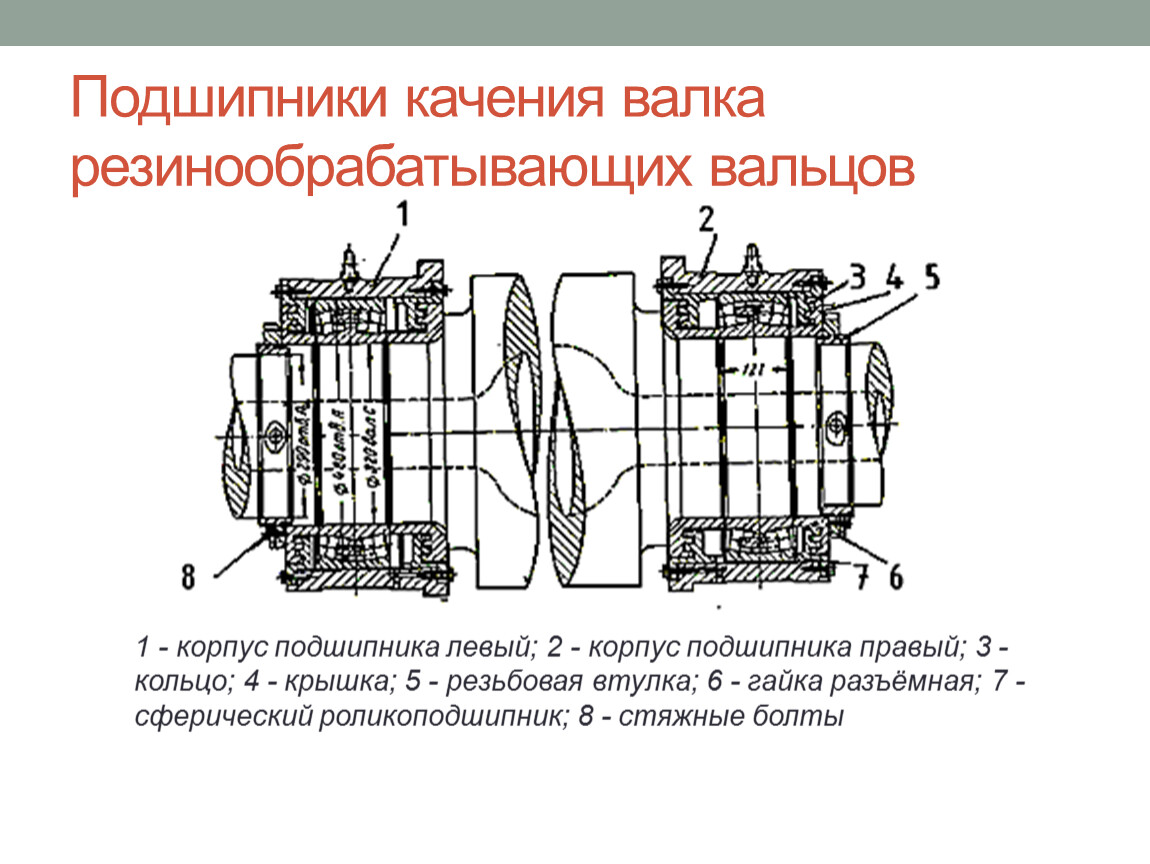
Рифлёные валки
а-дробильных вальцов; б-промывных вальцов; в, д – для жёстких смесей; г-дробильных вальцов
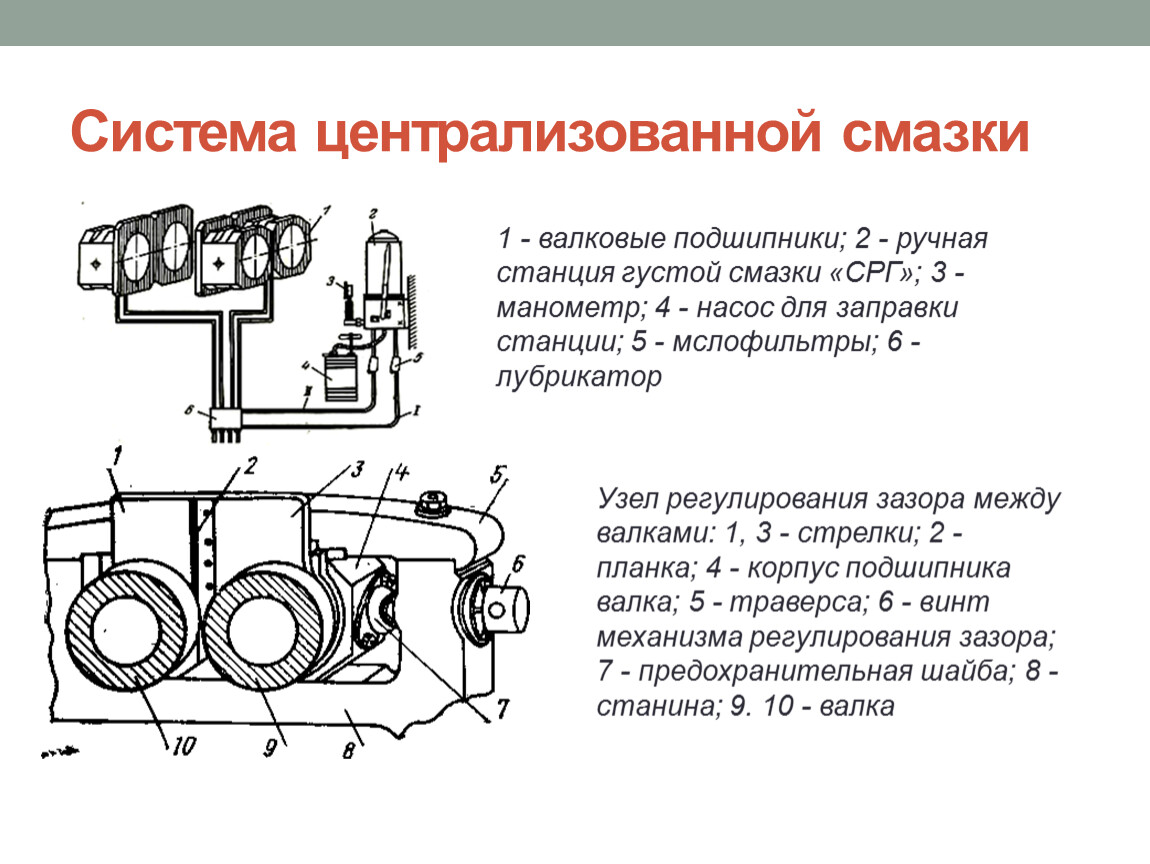
Система централизованной смазки
1 - валковые подшипники; 2 - ручная станция густой смазки «СРГ»; 3 - манометр; 4 - насос для заправки станции; 5 - мслофильтры; 6 - лубрикатор
Узел регулирования зазора между валками: 1, 3 - стрелки; 2 - планка; 4 - корпус подшипника валка; 5 - траверса; 6 - винт механизма регулирования зазора; 7 - предохранительная шайба; 8 - станина; 9. 10 - валка
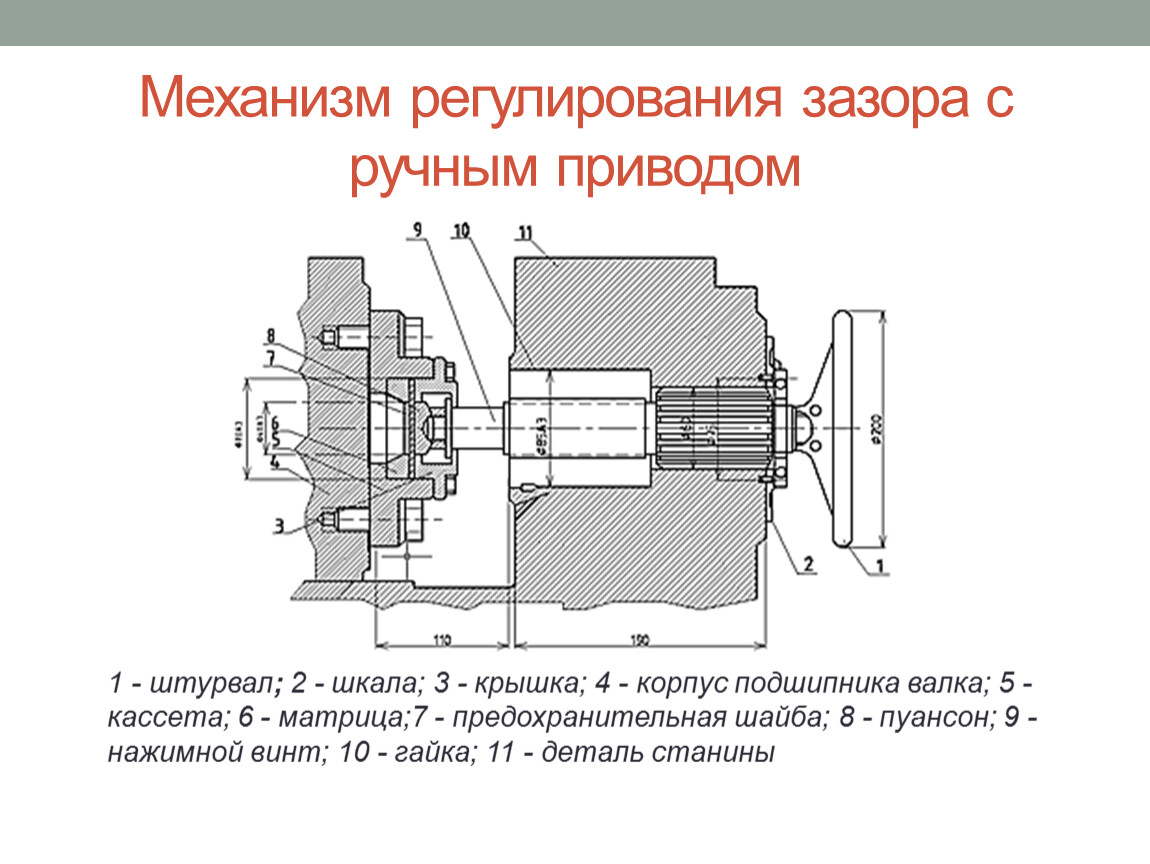
Механизм регулирования зазора с ручным приводом
1 - штурвал; 2 - шкала; 3 - крышка; 4 - корпус подшипника валка; 5 - кассета; 6 - матрица;7 - предохранительная шайба; 8 - пуансон; 9 - нажимной винт; 10 - гайка; 11 - деталь станины

Аварийная остановка вальцов
1 - оси; 2 - тормозная колодка; 3, 5 - системы рычагов; 4 - шкив; 6 - сердечник; 7 - соленоид; 8 - груз
1- рамка; 2 - выключатели
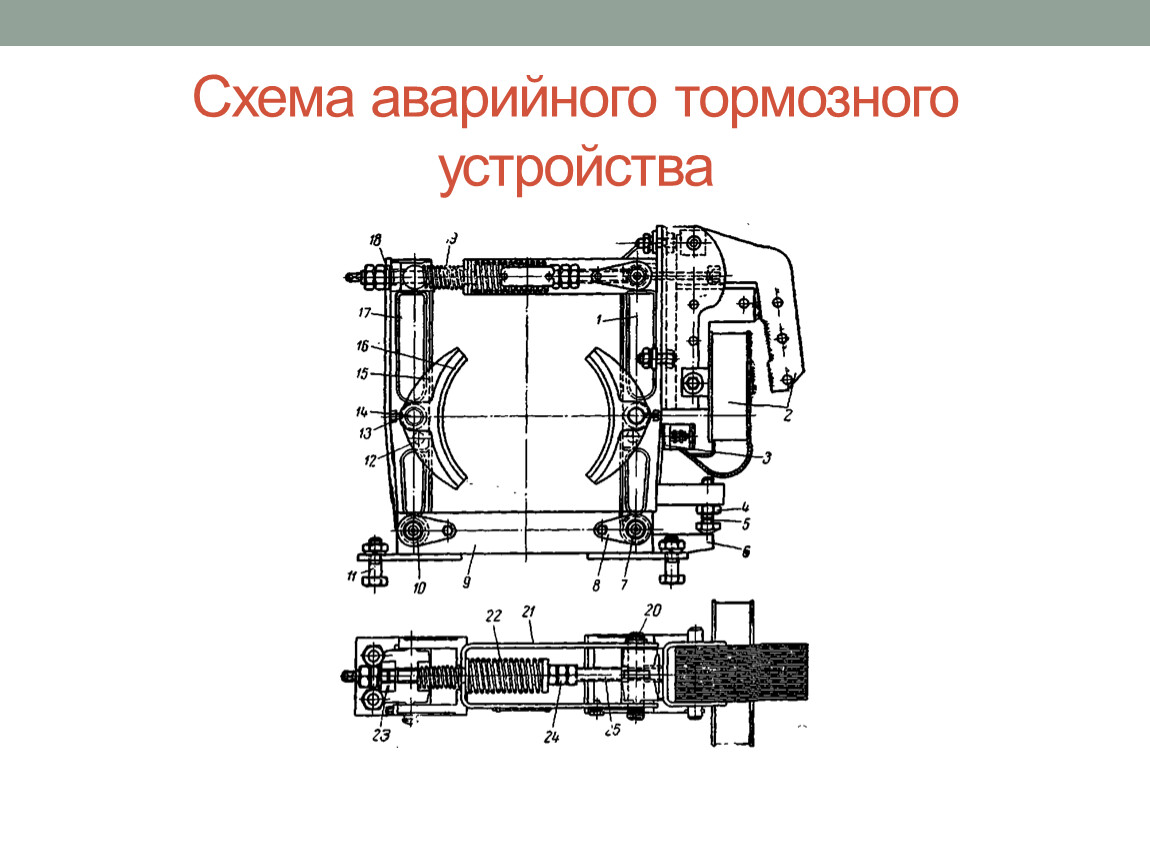
Схема аварийного тормозного устройства

Схемы индивидуального и группового привода
1 - передний валок; 2 - задний валок; 3 - фрикционные шестерни; 4 - срезающий нож; 5 - намоточный барабан; 6 - приводные шестерни; 7 - редуктор; 8 - тормозное устройство; 9 - электродвигатель; 10 - механизм регулировки зазора валков; 11 - подшипники.

Вспомогательные устройства вальцов
Вальцы с механическим ножом для перемешивания резиновой смеси 1 - станина; 2 - верхние поперечины; 3- стойка; 4 - каретка; 5, 13 - электродвигатель; 6 - гайка ходового винта; 7 - ходовой винт для перемещения ножа вверх и вниз; 8 - нож; 9 – конечные выключатели горизонтального перемещении каретки ножа; 10 - амортизационные пружины; 11 - горизонтальный ходовой винт 12 — направляющие для горизонтального перемещении каретки механического ножа; 14 — приводные шестерни
Вспомогательные устройства вальцов
К вспомогательным устройствам вальцов можно отнести: 1) ограничительные стрелки; 2) кожух ограждения; 3) устройства для аварийного быстрого останова вальцов; 4) механические ножи и другие устройства для подрезания и перемешивания смеси; 5) ножи для срезания и снятия резиновой смеси и др. В настоящее время для подрезания и перемешивания резиновых смесей используются несколько типов устройств. Наиболее широко известны механический нож, перемещающийся вдоль образующей валков вальцов и система дисковых ножей и перекидных роликов.

Система охлаждения вальцов
Схема установки контрольно-измерительных приборов к вальцам: 1 - подшипник; 2 - прибор, показывающий распорное усилие; .3 - командный прибор; 4 - регистрирующие приборы; 5 - манометр на линии охлаждающей воды; 6 - ртутные термометры
Спасибо за внимание
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.